
Microstructural and Thermomechanical Simulation of the Additive Manufacturing Process in 316L Austenitic Stainless Steel †

 and
and
Abstract
:1. Introduction
2. Methodology
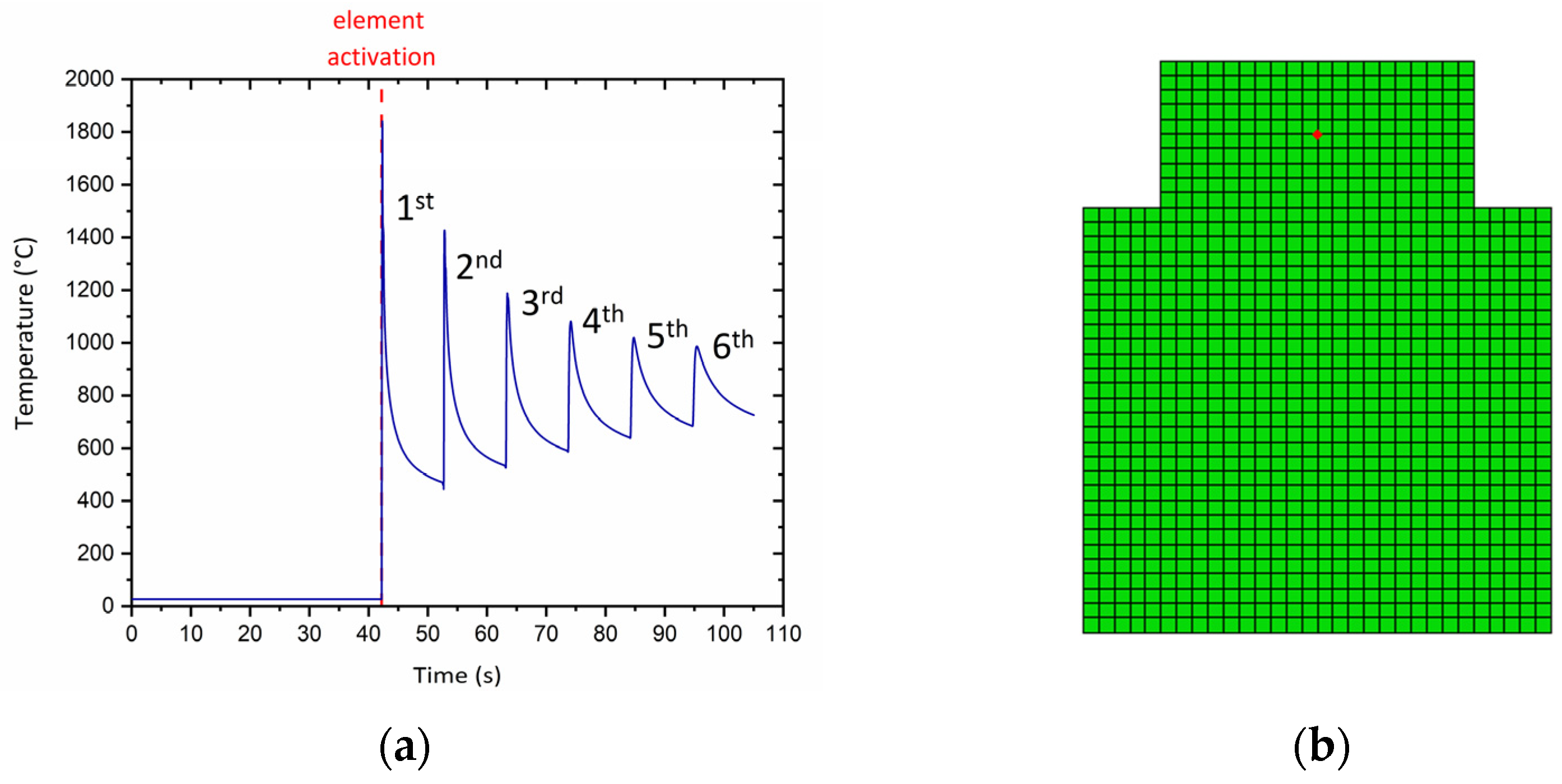
2.1. Thermal Analysis
2.2. Microstructural Analysis
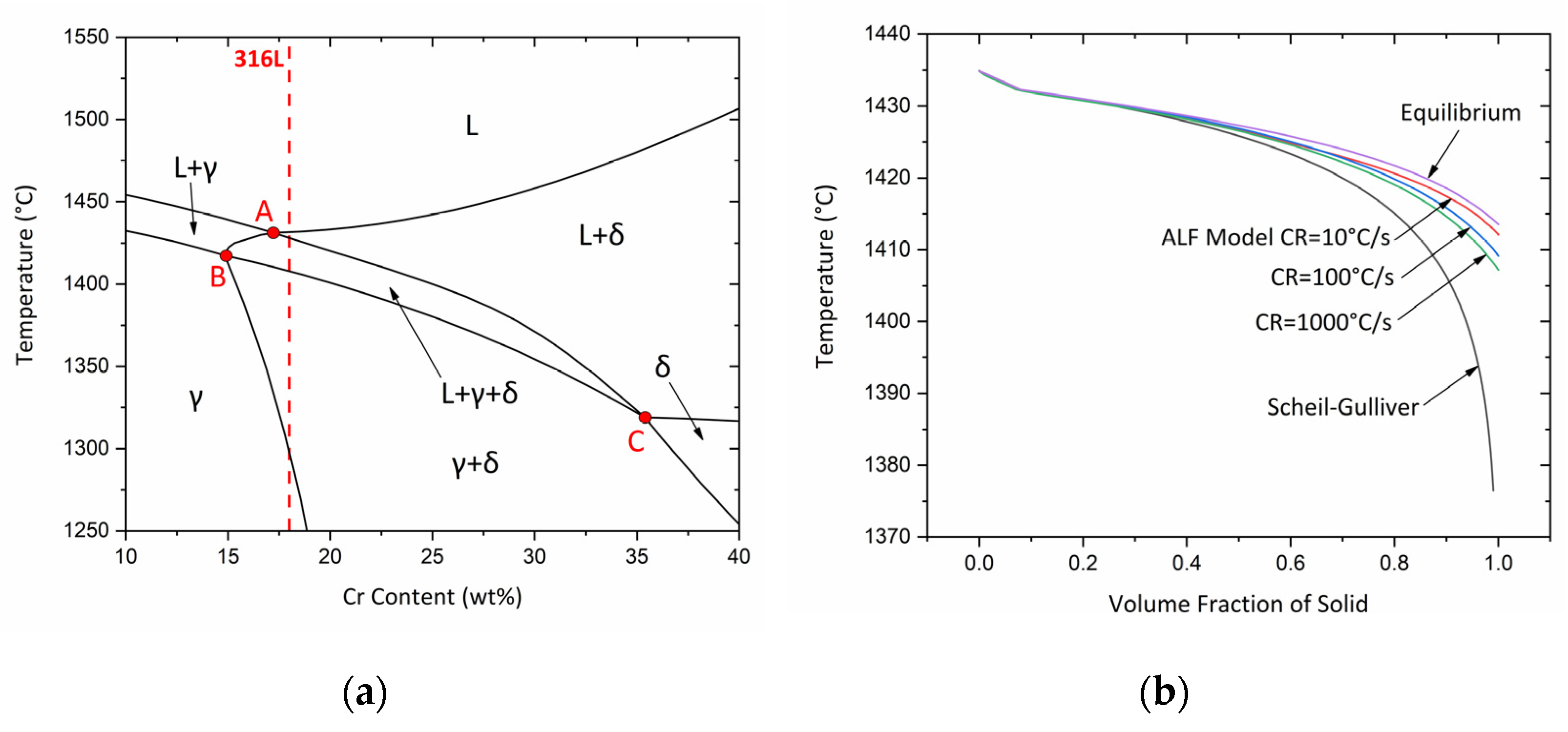
2.2.1. Thermodynamic Analysis
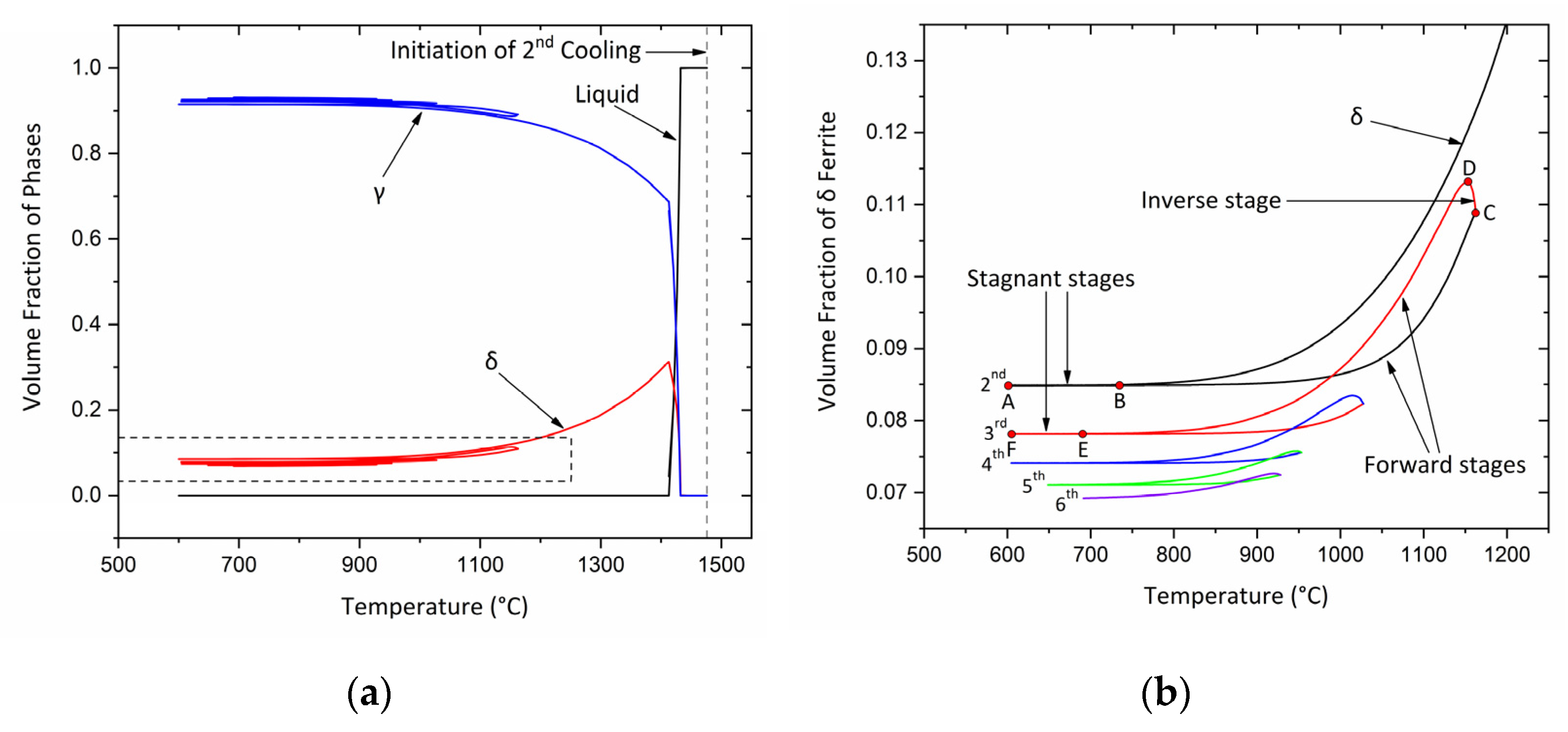
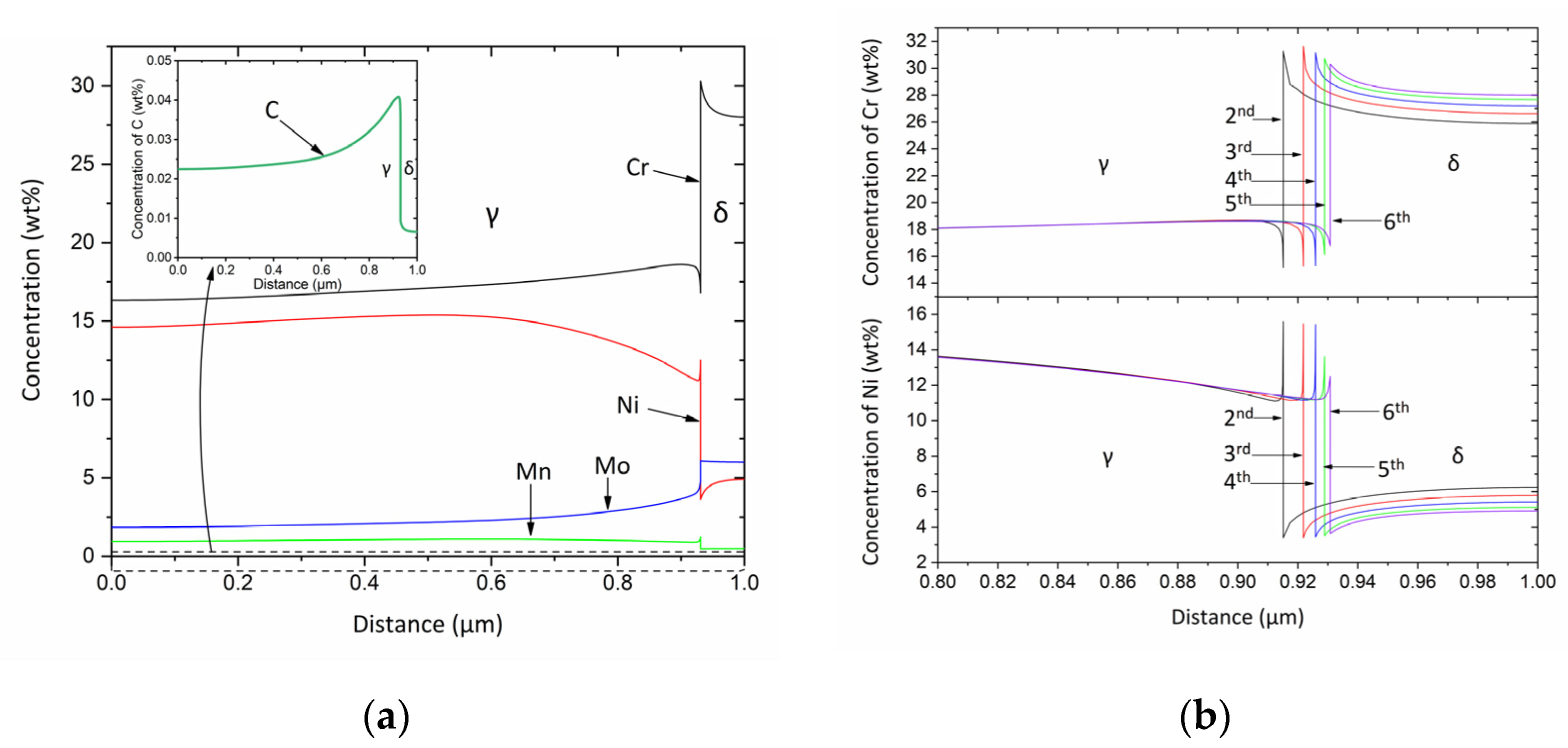
2.2.2. Diffusion Analysis
3. Results and Discussion
3.1. Thermal Analysis Results
3.2. Microstructural Analysis Results
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Sotiriou, M.P.; Tzini, M.I.T.; Aristeidakis, J.S.; Haidemenopoulos, G.N.; Barsoum, I. A computational study of solidification during additive manufacturing of AISI 304 austenitic stainless steel. In Proceedings of the 7th Panhellenic Conference on Metallic Materials, Athens, Greece, 11–13 December 2019. [Google Scholar]
- Hibbitt, H.D. ABAQUS/EPGEN—A general purpose finite element code with emphasis on nonlinear applications. Nucl. Eng. Des. 1984, 77, 271–297. [Google Scholar] [CrossRef]
- Spyrou, L.A.; Aravas, N. Thermomechanical Modeling of Laser Spot Welded Solar Absorbers. J. Manuf. Sci. Eng. 2015, 137, 1–16. [Google Scholar] [CrossRef]
- Michaleris, P. Modeling metal deposition in heat transfer analyses of additive manufacturing processes. Finite Elem. Anal. Des. 2014, 86, 51–60. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Lukas, H.L.; Fries, S.G.; Sundman, B. Computational Thermodynamics: The Calphad Method; Cambridge University Press: Cambridge, 2007; Volume 9780521868, ISBN 9780511804137. [Google Scholar]
- Andersson, J.O.; Helander, T.; Höglund, L.; Shi, P.; Sundman, B. THERMO-CALC & DICTRA, Computational Tools For Materials Science. Calphad 2002, 26, 273–312. [Google Scholar] [CrossRef]
- Kim, C.S. Thermophysical Properties of Stainless Steels; Argonne, IL, USA, 1975. [Google Scholar] [CrossRef]
- Ohsasa, K.; Narita, T.; Nakaue, S.; Kudoh, M. Analysis of Solidification Path of Fe-Cr-Ni Ternary Alloy. ISIJ Int. 1995, 35, 629–636. [Google Scholar] [CrossRef]
- Tzini, M.-I.; Sarafoglou, P.; Stieben, A.; Haidemenopoulos, G.; Bleck, W. Austenite Evolution and Solute Partitioning during Thermal Cycling in the Intercritical Range of a Medium-Mn Steel. Steel Res. Int. 2016, 87, 1686–1693. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 26.85 | 13.96 | 0.498 |
| 226.85 | 17.1 | 0.525 |
| 426.85 | 20.25 | 0.551 |
| 626.85 | 23.39 | 0.578 |
| 826.85 | 26.53 | 0.605 |
| 1026.85 | 29.67 | 0.631 |
| 1226.85 | 32.82 | 0.658 |
| 1526.85 | 35.96 | 0.684 |
| 1726.85 | 18.31 | 0.769 |
| 1926.85 | 18.97 | 0.769 |
| 2126.85 | 19.62 | 0.769 |
| 2326.85 | 20.28 | 0.769 |
| 2426.85 | 20.61 | 0.769 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sotiriou, M.P.P.; Aristeidakis, J.S.S.; Tzini, M.-I.T.T.; Papadioti, I.; Haidemenopoulos, G.N.; Aravas, N. Microstructural and Thermomechanical Simulation of the Additive Manufacturing Process in 316L Austenitic Stainless Steel. Mater. Proc. 2021, 3, 20. https://0-doi-org.brum.beds.ac.uk/10.3390/IEC2M-09237
Sotiriou MPP, Aristeidakis JSS, Tzini M-ITT, Papadioti I, Haidemenopoulos GN, Aravas N. Microstructural and Thermomechanical Simulation of the Additive Manufacturing Process in 316L Austenitic Stainless Steel. Materials Proceedings. 2021; 3(1):20. https://0-doi-org.brum.beds.ac.uk/10.3390/IEC2M-09237
Chicago/Turabian StyleSotiriou, Marios P. P., John S. S. Aristeidakis, Maria-Ioanna T. T. Tzini, Ioanna Papadioti, Gregory N. Haidemenopoulos, and Nikolaos Aravas. 2021. "Microstructural and Thermomechanical Simulation of the Additive Manufacturing Process in 316L Austenitic Stainless Steel" Materials Proceedings 3, no. 1: 20. https://0-doi-org.brum.beds.ac.uk/10.3390/IEC2M-09237