
Ash Melting Behavior of Rice Straw and Calcium Additives



1
Department of Sustainable Technologies, Faculty of Tropical AgriSciences, Czech University of Life Sciences Prague, Kamýcká 129, 165 21 Prague, Czech Republic
2
Research Institute of Agricultural Engineering, p.r.i., Drnovská 507, 161 01 Prague, Czech Republic
*
Author to whom correspondence should be addressed.
Agriculture 2021, 11(12), 1282; https://doi.org/10.3390/agriculture11121282
Submission received: 16 November 2021
/
Revised: 9 December 2021
/
Accepted: 13 December 2021
/
Published: 16 December 2021
Abstract
:Rice straw is potentially an appropriate feedstock material for biofuel production, since a huge amount of this postharvest residue is generated every year. The transformation of such agricultural biomass into densified products with a higher energy value and their subsequent combustion is associated with several questions. One of them is that rice straw exhibits a large formation of ash during combustion; thus, it is essential to know the nature of its ash melting behavior. Generally, during the combustion of straw biomass, ash sintering occurs in relatively low temperatures, resulting in the damaging of heating equipment. This negative aspect can be overcome by the addition of calcium-based additives. This paper aimed to study the ash melting behavior at a laboratory scale and to determine the ash melting points of rice straw mixed with calcium carbonate (CaCO3) and calcium hydroxide (Ca(OH)2) in different proportional ratios. The standardly produced ash samples from the rice straw obtained from Cambodia were constantly heated up in a muffle furnace, and characteristic temperatures of ash melting, i.e., shrinkage, deformation, hemisphere, and flow temperature, were recorded. The results showed that increasing the additive ratio did not bring linear growth of the melting temperatures. The addition of 1% CaCO3 showed an optimal positive impact of higher ash melting temperatures, and thus a better ability to abate the sintering of the rice straw ash.
1. Introduction
Worldwide, there is increasing energy consumption, and biomass serves as a suitable alternative to fossil fuels to cover this expanding energy demand on small- and large-scale levels, together with a solution to international commitments to reduce carbon dioxide emissions [1,2]. Due to limited the availability and higher price of traditional woody biomass, as well as enhanced environmental concerns, attention is being paid to the use of other feedstock materials, specifically to agricultural waste and residues [3,4].
Rice grain, with a production of 782 million tones [5] (in 2018), is one of the world′s most essential and the most produced food commodity, and its production contributes to the generation of large amounts of agricultural residues that are not properly utilized and processed [6,7]. For one tonne of grain harvested, about 1.35 tonnes of rice straw (hereafter referred as RS) remain as residue in the fields. This means that 1055 million tonnes of straw can be produced every year [8]. Most of the RS available after harvest is either just left in the field or burnt [9]. Open field burning is cheap and helps to avoid propagating fungal stem rot diseases [10]; however, it is then associated with extensive air pollution and consequent health problems, as well as with decreased soil fertility [9,11]. Alternative use of RS has been discussed by several authors like Matsumura et al. [12], Kumar et al. [9], and Soam et al. [13]. Thus, RS with such a high annual production is considered as the most abundant agriculture lignocellulosic residue not competing a food production with great energy potential [12,14,15,16]. This plant material consists mainly of complex carbohydrates such as cellulose and hemicelluloses, and their energy is possible to recover by different pathways like combustion, pyrolysis, gasification, anaerobic digestion, and other biochemical conversion processes [7,8,17]. Moreover, direct combustion is the best technique for recovering energy from RS, followed by pyrolysis, gasification, biochemical conversion, and anaerobic digestion [18]. Related to the combustion process, the gross calorific value of RS is about 15–18 MJ kg−1 [7,8,19]. Direct production of thermal energy through combustion can lead to energy savings, protection of the environment, reduction of the field burning pollution, and increased farmers’ income [9,20]. However, the transformation of these agricultural residues into solid biofuels with improved parameters and a higher energy density, as well as their subsequent thermochemical conversion, is associated with several operating challenges.
The behavior of straw materials during combustion has been studied by several authors [20,21,22,23,24]. One of the main drawbacks of straw residues’ application for combustion purposes is generally a high ash content, which ranges between 9–22% [19,21,25], and its problematic composition [22,23]. It is affected by several factors, i.e., soil type, cultivation and harvesting techniques, climate, plant variety, type, and amount of fertilizers used [26]. In general, herbaceous biomass has higher concentrations of silicon (Si), alkali compounds (K and Na), chlorine (Cl), phosphorus (P), and sulphur (S), and lower concentrations of calcium (Ca) compared to woody biomass [21,23,27]. These ash forming elements and their higher contents are associated with the undesirable low ash melting, sintering, slag formation, and corrosion problems during the combustion [20,21,25,28]. The above-mentioned phenomena are linked to a number of operational problems of fuel boilers, such as reduction of efficiency of combustion systems, instability of the combustion process, and extra costs for boilers’ cleaning and maintenance [26,29].
To eliminate ash related problems, several methods can be applied. Some of them deal with the combustion process conditions, such as a reduction of combustion temperature, which is accompanied by the generation of a high amount of unburnt material [30]. Others options are related to the pre-treatment of biomass prior to the combustion process or to the alteration of its chemical properties. This can be achieved by biomass leaching [31,32], biomass pyrolysis followed by combustion of the pyrolysis products [33], and the co-firing with woody biomasses [25,30,34] and coal [35,36], or the utilization of mineral additives [23,24,37]. Among these possibilities, using additives seems to be one of the most auspicious alternatives [38].
The additives can change the ash chemistry, decrease the concentration of troublesome elements, and elevate ash melting temperatures [20,23,38]. Generally, Al-silicates and Ca-based additives are the most active in K- and P-rich feedstocks [23,37,39]. Usually, the addition of lime (CaO and Ca(OH)2) or calcium carbonate (CaCO3) significantly reduces slag formation [23], especially in the case of P-rich biomasses such as cereals and Si-rich biomasses such as agro/forestry residues [38]. Additives containing Ca may be effective for particular biomass materials, but ineffective, or even have the opposite effect, for other types of biomass materials [37]. Steenari et al. [23] used limestone powder, kaolin, and sodium bicarbonate on various types of herbaceous biomass with positive results. Schmitt and Kaltschmitt [24] studied the addition of Ca(OH)2 and Al-containing additives to straw pellets. Wang et al. [27] studied the effect of kaolin, CaCO3, and Ca-sludge waste from the pulp and paper industry on the rye straw ash. On the contrary, Bostrom et al. [22] studied oat combustion in a horizontal burner and reported that CaCO3 additive increased molten slagging formation. These opposite results are more likely caused by the different biomass properties or ash compositions. Therefore, the effect of lime or CaCO3 on slagging requires further research [40]. Besides the additive itself, it is important to find a proper ratio for the additive. The amount of additives used should be minimized with optimized effects as the application of additives is related to cost [27,38].
The aim of this paper was to study the ash melting behavior of RS ash mixed with calcium additives such as CaCO3 and Ca(OH)2 during the continuous heating in laboratory conditions to determine the characteristic temperatures of ash melting points and to find a more suitable additive (or ratio) for the production and thermal utilization of biofuels based on RS biomass.
2. Materials and Methods
Straw from rice (Oryza sativa L.), the biomass material used in this study, was obtained from Cambodia, where the representative material′s sample was collected from an ordinary field in Kampong Chhnang Province during the winter season, following the standard sampling methodology [41].
Before testing, the initial RS material was first chopped by the hammer mill with a screen hole diameter of 15 mm (model RS 650, Kovo Novák, Znojmo, Czech Republic) and then by the hammer mill with a screen hole size of 6 mm (model 9FQ-40C, Pest Control Corporation Ltd., Vlčnov, Czech Republic). Afterwards, the material was finely ground and homogenized by the laboratory knife mill Retsch (model Grindomix GM 100, Retsch GmbH, Haan, Germany); thus, the analytical sample with a particle size of 1 mm and below was produced by BS EN ISO 14780:2017 [42] for the further laboratory measurements.
In order to characterize the studied material, the principal physical, chemical, and thermal properties were determined under current standards. Moisture content (MC) was determined according to BS EN ISO 18134-3:2015 [43] using the drying oven MEMMERT (UFE 500, MEMMERT, Schwabach, Germany); the ash content (AC) was analyzed by an LAC muffle furnace (LH 06/13, LAC, Rajhrad, Czech Republic) following EN ISO 18122:2015 [44]; the volatile matter content (VM) was determined per the BS EN ISO 18123:2015 [45] standard method with the utilization of ELSKLO muffle furnace (MF5, ELSKLO, Desná, Czech Republic); the fixed carbon content (FC) was calculated as FC = 100%−VC−AC−MC [46]; the content of carbon, hydrogen, and nitrogen (C, H, and N) was found by a LECO analyzer (CHN628, LECO, Michigan, USA) in accordance with the BS EN ISO 16948:2015 [47] standard, and the gross calorific value (GCV) was determined by the bomb calorimeter IKA (C6000, IKA-Werke, Staufen, Germany), following BS EN ISO 18125:2017 [48]. The net calorific value (NCV) was calculated from the GCV using Equation (1).
where GCV is the gross calorific value, 24.42 is the heat of water evaporation, MC is the moisture content (%), 8.94 is the coefficient for conversion of hydrogen to water, and H is the hydrogen content (%). Following BS EN ISO 16967:2015 [49], the ash elemental composition of pure RS was determined by microwave digestion of the ash, obtained from the fuel at 550 °C, and ICP-OES method (Jarrell Ash, Thermo Fischer Scientific, Waltham, MA, USA). Chlorine (Cl) in the ash was determined following the ASTM D2361-66 [50], by the combustion of the sample with the Eschka mixture and through the subsequent quantification of the chloride by an indirect Volhard procedure.
Afterward, a sufficient amount of ash was prepared from the analytical sample by the EN ISO 18122:2015 [44] standard for its subsequent analysis of the ash melting behavior.
Based on the available literature [22,24,27,37,40,51], two commercially available additives with the potential to improve the ash melting behavior of RS were chosen, i.e., CaCO3 and Ca(OH)2. Both additives were used in powder form and added to the RS ash in 1, 3, and 5 wt.% dry mass fractions, respectively (hereafter expressed as 1%, 3%, and 5% ratios). The ratio of additives was selected based on the maximum allowed amount of additives (according to BS EN ISO 16,559 [52]), which is 5%. A symmetrical distribution of 1%, 3%, and 5% for the mixture with the rice material was chosen. Furthermore, the studies affirmed that 5% additive and less is sufficient to abate ash slagging during combustion [24,27].
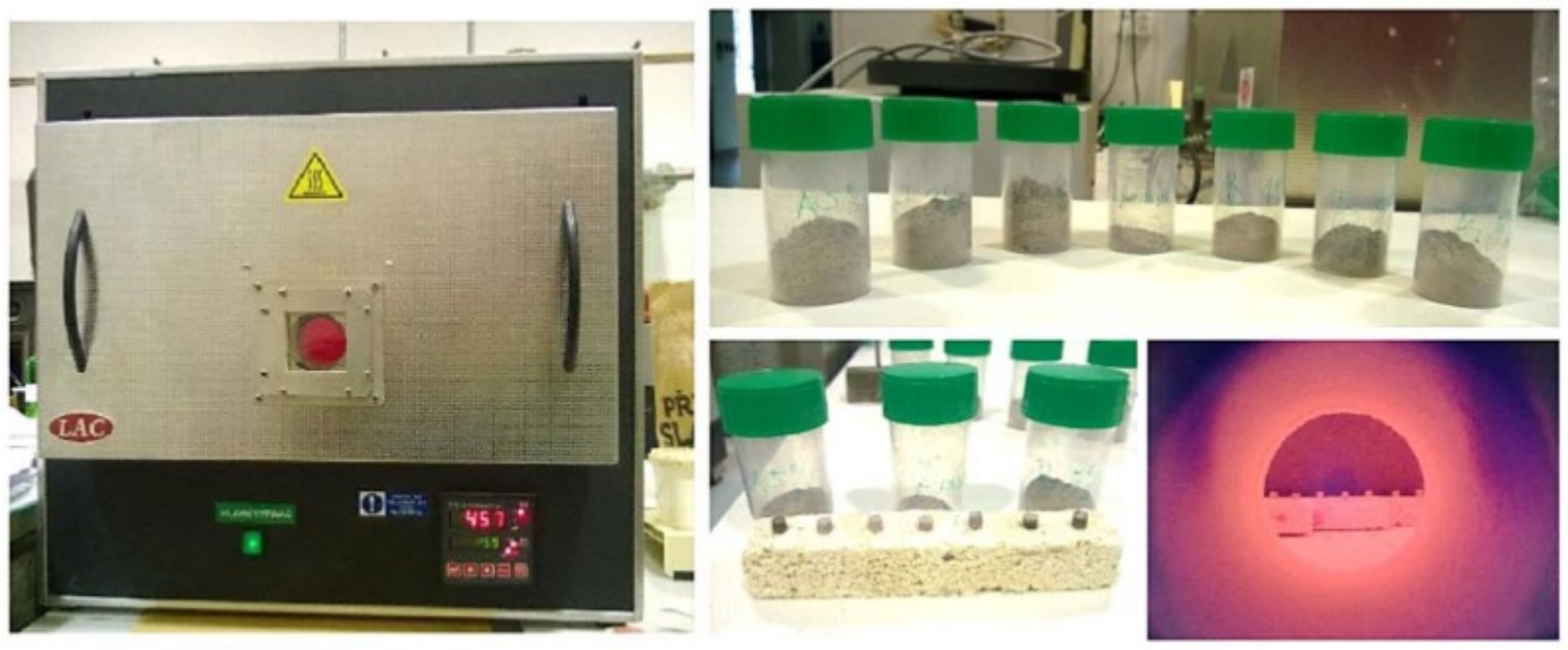
The ash melting behavior of the RS with and without additives was determined according to the ČSN P CEN/TS 15370-1:2007 [53] standard by measuring its characteristic temperatures of ash melting within a laboratory analysis. The method used is an empirical test based on direct observation. The prepared ash (at 550 °C) was mixed with additives (CaCO3 and Ca(OH)2) in the above-mentioned ratios, as well as one pure ash sample (without additives), which was used for the production of test samples for comparison. The test samples (cylinders of 3 mm to 5 mm height and with a diameter equal to the height) were made by hand press with spring pressure compression. These test samples were heated up in the muffle furnace LAC with peephole (model LH 06/13, Rajhrad, Czech Republic) from 550 °C, with a constantly increasing rate of 10 °C min−1, and their shape was continuously observed. An illustration of the device used in the experiment and the test samples is presented in Figure 1.
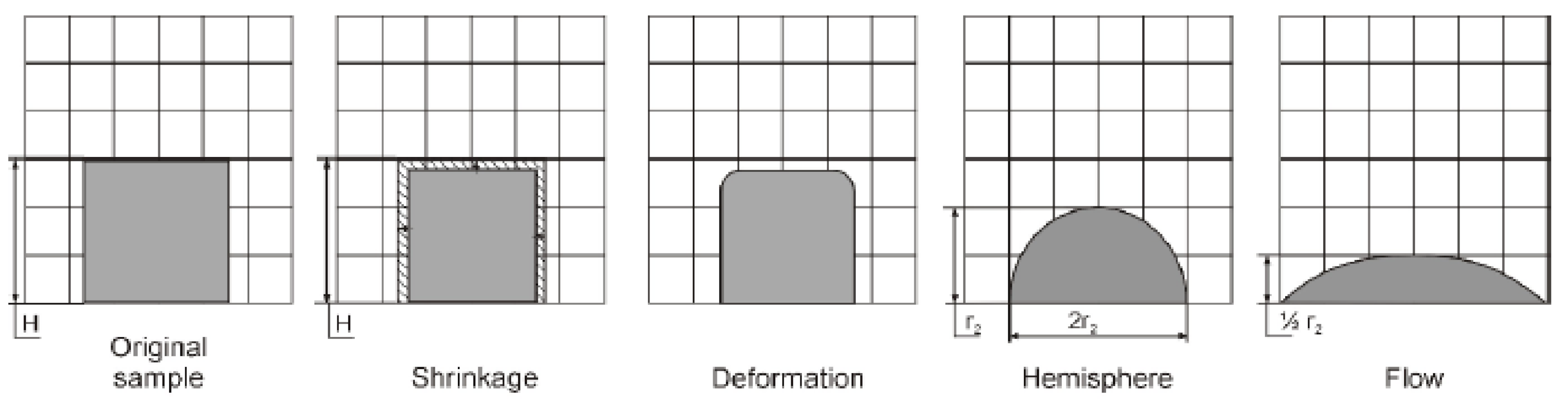
The muffle furnace that was used was limited by its maximum temperature of 1341 °C. The temperatures at which the characteristic changes of the profile′s shape had occurred (in accordance with EN ISO 21404:2020 [53], see Figure 2) were recorded. For each ash sample, two tests were made. The reading of the test sample′s shape was done manually by two observers who independently and simultaneously recorded the specific temperatures. Their results were averaged (noted that the observations did not differ more than 20 °C).
Shrinkage temperature (ST) represents the temperature at which the test sample area is reduced below 95% of the original sample area. Deformation temperature (DT) is the temperature at which the first sign of edge rounding of the sample occurs due to melting. Hemisphere temperature (HT) corresponds to the temperature at which the sample forms approximately a hemisphere with a height equal to half of the base diameter. Flow temperature (FT) represents the temperature at which the ash flows over the supporting tile in a layer, with a height half of that for the sample in the previous hemisphere temperature [53].
The final result of each measured parameter was reported as the mean of duplicate or triplicate determinations with respect to repeatability precision. Via Microsoft Office Excel (version 2013, Microsoft, Redmond, WA, USA), the obtained data were summarized and the final results were tabulated/plotted and comparatively discussed.
3. Results and Discussion
3.1. Principal Fuel Properties
The ultimate and proximate analysis of RS is presented in Table 1, together with the outputs of other authors and a comparison with two herbaceous plants and woody biomass. The ash elemental composition of the studied material (expressed as oxides) is shown in Table 2, where a comparison with the selected biomasses is presented as well.
As expected, the proximate analysis proved that the ash content level in RS was relatively high, and the measured value was in the range published by other studies. This is typical for such types of biomass [57]; however, according to the results, it was considerably higher than the ash content in the straw of other common cereals, like wheat straw or barley straw (see Table 1). Agricultural residues and especially herbaceous biomass commonly have a high ash content, which can be 5–20 times higher compared with conventional woody biomass [58]. As can be seen from Table 1, the analyzed RS had almost nine-times more ash than poplar wood. Such a high ash content often indicates an elevated tendency of ash-related problems, which have already been mentioned [20,21,25,28]. The high ash levels and subsequent severe slagging observed after the combustion of RS are associated with high Si, K, and Na contents and a low Ca content [40,55]. As can be seen from Table 2, RS generally has a high Si content compared with other straw biomasses, and an almost 10-times and greater content than wooden biomass. It is also clear that the Ca content in RS ash is significantly lower compared with other cereals and much lower in comparison to wood. Table 2 also supports the statement of Jenkins et al. [55] that RS, like other herbaceous biomasses, is also commonly high in Cl relative to other biomass sources.
3.2. Ash Melting Behaviour
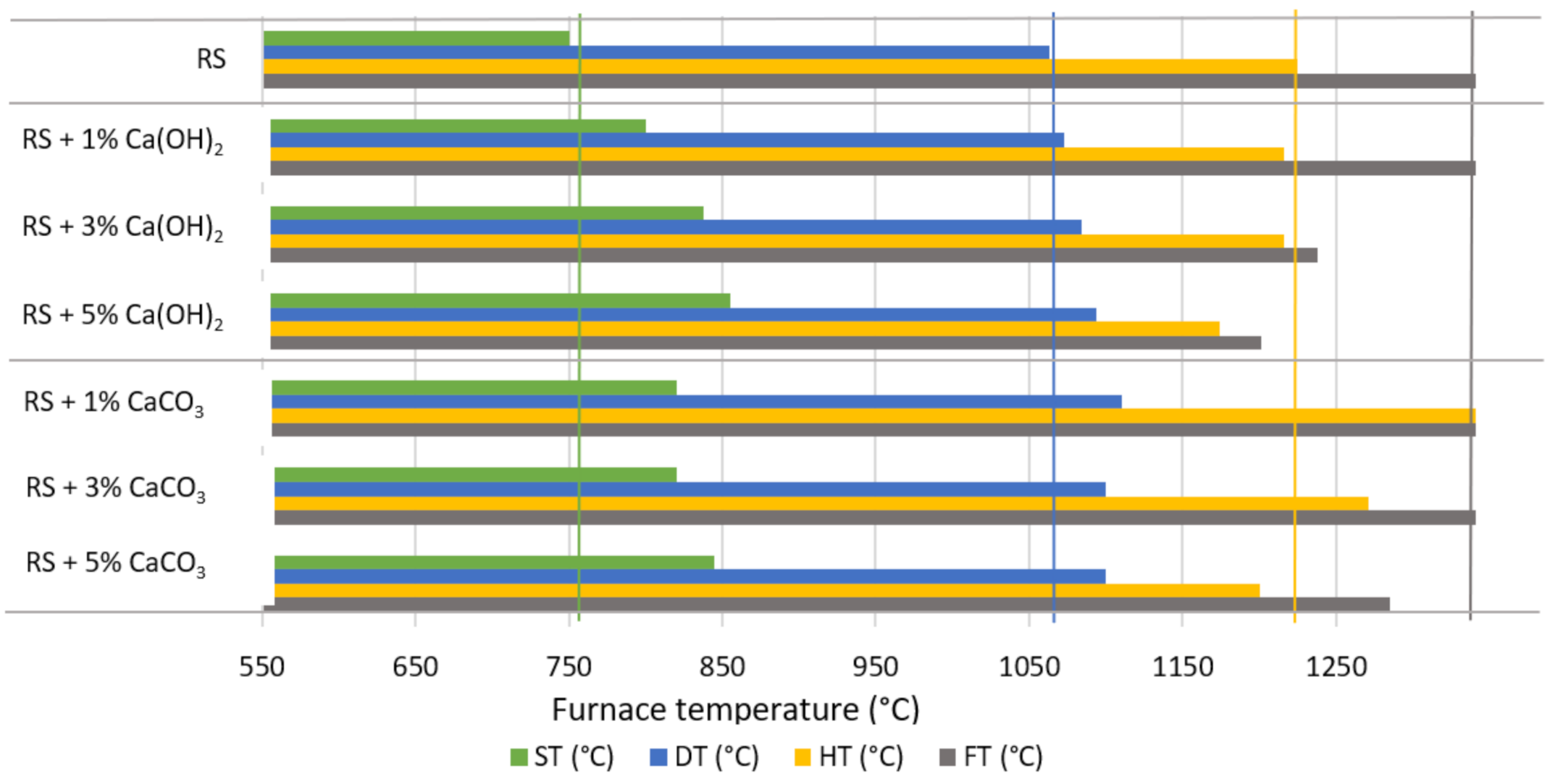
The results of the ash melting behavior of RS are summarized in Figure 3. It can be clearly seen that the addition of the additive had a positive effect on the increase of ST by at least 50 °C up to 105 °C, and also DT (from a minimum rise of 10 °C up to 47 °C) for all of the studied samples. According to Būmane et al. [61], ST ranges between 750 °C and 1000 °C and DT between 850 and 1100 °C, which corresponds to the observed results of the present study. The DT, which stands for the starting point of melting and is therefore frequently used as the reference temperature in laboratories and thermochemical facilities [62], was higher for the CaCO3 than Ca(OH)2 additive, but altogether, the DT did not record a more significant change. Thy et al. [25] described the increase of a melting point for pure RS as a function of the progressive loss of K. Ca-based additives dissolve K-silicate melts, impel the release of K to the gas phase and create Ca-silicates that have higher melting temperatures than K-silicates [25,38].
In the case of HT and FT, the additive enrichment did not provide an overall temperature increase. Only for 1% and 3% CaCO3, did HT rise by 116 °C and 46 °C, respectively, compared to pure RS. For the other samples, HT evidently decreased. The FT of pure RS (which also reached the maximum temperature of used apparatus) was maintained for 1% and 3% CaCO3, as well as 1% Ca(OH)2. In other cases, the additives caused a decrease in FT, the biggest diminution of 140 °C and 103 °C was reported for 5% Ca(OH)2 and 3% Ca(OH)2, respectively.
From the above-mentioned results, it is apparent that increasing the additive ratio did not bring linear growth of the melting temperatures. Additives of 5% calcium concentrations showed the increase only for ST (both additives) and DT in the case of Ca(OH)2.; for other temperatures, it even brought declines.
Regarding the studies incorporating calcium additives, Schmitt and Kaltschmitt [24] proved that 1 and 2 wt.% of Ca(OH)2 help to enhance the ash melting temperature of the biomass of wheat straw and wood, and reported that if the proportion of Ca(OH)2 was doubled, the sinter degree was halved. On the other hand, the present research showed the enhancing impact of Ca(OH)2 just in certain stages of ash melting behavior—shrinkage and deformation stage (compare with pure RS, see Figure 2). A similar trend was observed by Shen and Zheng [63], who reported temperature enhancements of RS ash mixed with approximately 6% CaCO3 by 220 °C and 240 °C for ST and DT, respectively, and a slight temperature decrease for HT and FT.
Generally, according to Niu et al. [40], besides lime (CaO, Ca(OH)2) and calcite (CaCO3), additives such as kaolin and feldspars are utilized with the expectation to improve ash-related problems during biomass combustion. CaO, Ca(OH)2, and (CaCO3) significantly reduce slag formation during biomass combustion [23]. Wang et al. [27] used three additives, namely kaolin, CaCO3, and Ca-sludge waste, to the rye straw. Four wt.% CaCO3 proved to be superior to the others in terms of mitigating the ash sintering degree, and its addition contributed to the reduction of ash melts. It was stated there that CaCO3 might hinder the aggregation of ash melts and the further formation of large ash slag. In Table 3, where the obtained research results are compared with other studies, we can see that 4 wt.% CaCO3 increased the melting temperatures up to 250 °C for HT vs. HT of pure rye straw. It is visible that the rising of individual temperatures of additive-rich materials in comparison with the initial material is more substantial in the case of rye straw than RS. However, within the additive-rich materials, RS with 1% and 3% CaCO3 showed a larger increase in individual temperatures. Moreover, Xiong et al. [39] reported that 3% CaCO3 is more effective than kaolin at reducing molten slagging, which decreases the slagging by two-thirds and one-half, respectively, during the combustion of corn stover in a small-scale appliance and CaCO3 addition increased the DT by about 100–200 °C. On the other hand, the best anti-slagging effect was achieved when both lime and kaolin were used as additives together; lime alone provided almost the same effect [23]. Nevertheless, Boström et al. [22] reported that 3 wt.% grinded CaCO3 caused an increase of slag from 40 g of pure oat to 63 g of oat with the above-mentioned additive.
According to the results, the additive of CaCO3 showed a much greater impact on RS ash melting behavior than Ca(OH)2. In addition, Wang et al. [37] proved that 4 wt.% CaCO3 addition could reduce slagging and the formation of ash melting during barley straw pellet combustion. Furthermore, the addition of CaCO3 increased ST by approximately 200 °C, and HT and FT by approximately 100 °C. Fournel et al. [66] showed that 3 wt.% CaCO3 caused a 98% reduction of sintering after reed canary grass combustion. Toscano et al. [67] used 3–5% CaO additive mixed into alfalfa pellets, which produced a 43‒107 °C increase in DT; however, they reported higher performances for laboratory tests made with ashes of other biomass and additives, where the addition of 5% was followed by an increase of at least 547 °C for the DT. The CaO additive was also successful in the study of Jandačka et al. [68], where 2% CaO increased the DT of silver grass by 270 °C. In the same study, 2% CaCO3 brought an increase of DT by 231 °C.
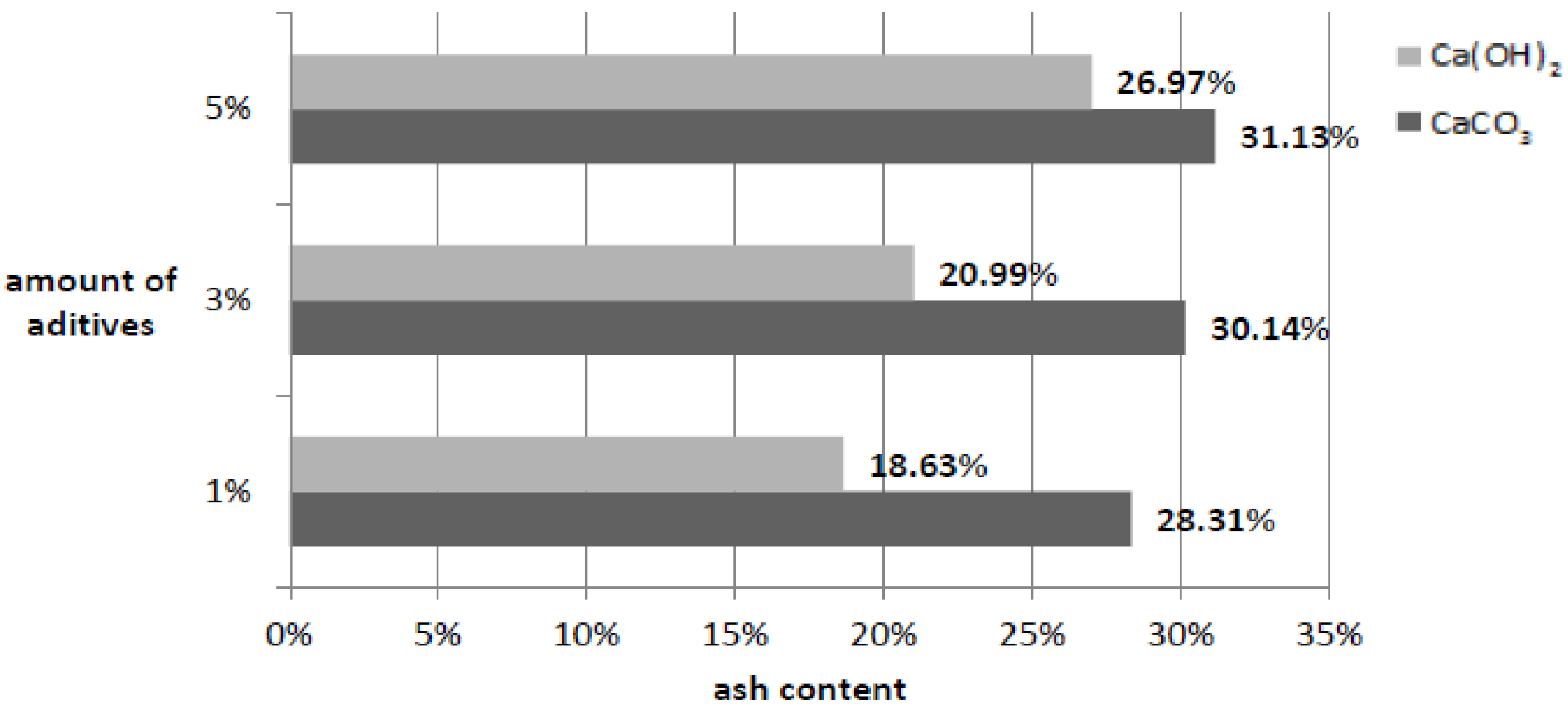
It is also important to mention that the addition of an additive increases the total ash content (see Figure 4). According to the research findings, the test materials with CaCO3 demonstrated a higher content of ash than Ca(OH)2 samples, and, as expected, a higher additive concentration resulted in a higher ash content. Compared to the pure RS, 5% CaCO3 increased the ash content by almost double. The higher ash content increase in the sample than in the additive could be caused by the fact that the particular additive and its concentration absorbed some substances that otherwise could end up in burnt gases [68]. For future research, a calculation formula of Toscano et al. [67] can be used as a useful tool to predict the possible ash content of biomass mixed with additive and to control it with a proper dosage of additive. Altogether, the amount of additive to be used is a function of the biomass type and may depend on its ash content [67,69]. Some degree of variability must be taken into account when considering laboratory- and pilot-scale tests, as the homogeneity and accuracy in the addition of the additive can differ and can bring variable responses [67].
Basically, in the case of biofuel commercialization as graded non-wooden pellets or briquettes, ash content should not exceed 6% [70,71], which is not achievable for RS biomass. On the other hand, due to its availability in vast concentrations, low moisture content, and other factors [12,14,15,16], RS is one of the most promising renewable biomass sources for many countries. Combustion in boilers with structurally adapted ash removal mechanisms is considered as a possible solution for such types of biofuels. Other aspects that need to be considered are the stability of the densified biomass mixed with additives and its energy potential (calorific value) [67,72].
While a high ash content is not the desired parameter of biomass and biofuels for energy utilization, but due to the ash composition, it is widely applied as a fertilizer on agricultural or forest soils, as a liming agent for forest soils, and as an additive for compost production to support nutrient recycling [40,73]. Generally, a high pH is a prerequisite for biomass ash as a soil amendment, and Ca addition should provoke such a pH increase; thus Ca-enriched ash can be of benefit to decrease the soil acidity and improve plant growth [74]. However, with each particular use of ash as a fertilizer, the content of heavy metals in the ash and the type of land use where the material is to be applied and its potential effects on the local soil microbial activity must be considered [73].
4. Conclusions
Biomass-based fuels made of RS represent one of the world′s greatest energy potentials. However, during the combustion of pure RS biofuels, its main negative property significantly appears, i.e., sintering of ash at relatively low temperatures. The present research provides complementary information on the behavior of rice ash mixed with two calcium additives in three different fraction rates during continuous heating in laboratory conditions, and gives an idea of how the material could behave during combustion. The results showed that increasing the additive ratio did not bring linear growth of melting temperatures. The additive enrichment had a positive effect on the enhancement of ash shrinkage temperatures by at least 50 °C up to 105 °C, and also deformation temperatures (from 10 °C up to 47 °C). CaCO3 (primarily 1% and 3%) was found to be a suitable additive for improving the properties of the RS ash melting behavior, and, taking into account the amount of ash, which was confirmed to increase with a higher proportion of additives, and the cost of additive, the addition of 1% of CaCO3 could be recommended as an solution. The proven increase in the ash melting temperatures through the addition of the CaCO3 additive will facilitate better combustion of RS-based biofuels and the improved combustion process in existing boilers. In addition, such additive fuels enable the development of special boilers, which will be tuned to the determined ash melting temperatures.
Author Contributions
Conceptualization, T.I. and P.H.; data curation, T.I.; formal analysis, V.C. and M.Š.; funding acquisition, T.I.; investigation, V.C. and M.Š.; methodology, T.I. and P.H.; resources, P.H. and M.Š.; supervision, T.I.; validation, V.C., T.I. and P.H.; writing—original draft, V.C. and M.Š.; writing—review and editing, V.C., T.I. and P.H. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by the Internal Grant Agency of the Faculty of Tropical AgriSciences, Czech University of Life Sciences, Prague (grant number 20205012 and 20213108).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
Acknowledgement goes to the Research Institute of Agricultural Engineering (RIAE), p.r.i. in Prague and specifically to Michel Kolaříková for technical assistance. The paper is a result of the project solved within the Institutional support of long-term conceptual development of the RIAE, p.r.i. (project number RO 0619). Great appreciation also belongs to Monika Špunarová for collecting the primary data that were the basis of the experimental research of this paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhang, J.; Guo, Y. Physical properties of solid fuel briquettes made from Caragana korshinskii Kom. Powder Technol. 2014, 256, 293–299. [Google Scholar] [CrossRef]
- Gendek, A.; Aniszewska, M.; Malaťák, J.; Velebil, J. Evaluation of selected physical and mechanical properties of briquettes produced from cones of three coniferous tree species. Biomass Bioenergy 2018, 117, 173–179. [Google Scholar] [CrossRef]
- Xu, J.; Chang, S.; Yuan, Z.; Jiang, Y.; Liu, S.; Li, W.; Ma, L. Regionalized Techno-Economic Assessment and Policy Analysis for Biomass Molded Fuel in China. Energies 2015, 8, 13846–13863. [Google Scholar] [CrossRef] [Green Version]
- Oh, Y.-K.; Hwang, K.-R.; Kim, C.; Kim, J.R.; Lee, J.-S. Recent developments and key barriers to advanced biofuels: A short review. Bioresour. Technol. 2018, 257, 320–333. [Google Scholar] [CrossRef]
- FAOSTAT. Available online: http://www.fao.org/faostat/en/#data/QC (accessed on 11 January 2020).
- Missagia, B.; Guerrero, C.; Narra, S.; Sun, Y.; Ay, P.; Krautz, H.J. Physicomechanical Properties of Rice Husk Pellets for Energy Generation. Energy Fuels 2011, 25, 5786–5790. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, X.; Gu, Y.; Zhou, X. A physicochemical method for increasing methane production from rice straw: Extrusion combined with alkali pretreatment. Appl. Energy 2015, 160, 39–48. [Google Scholar] [CrossRef]
- Calvo, L.F.; Gil, M.V.; Otero, M.; Morán, A.; García, A.I. Gasification of rice straw in a fluidized-bed gasifier for syngas application in close-coupled boiler-gasifier systems. Bioresour. Technol. 2012, 109, 206–214. [Google Scholar] [CrossRef]
- Kumar, P.; Kumar, S.; Joshi, L. Concluding Remarks and Policy Recommendations. In Socioeconomic and Environmental Implications of Agricultural Residue Burning a Case Study of Punjab, India; Kumar, P., Kumar, S., Joshi, L., Eds.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 133–139. [Google Scholar]
- Kadam, K.L.; Forrest, L.H.; Jacobson, W.A. Rice straw as a lignocellulosic resource: Collection, processing, transportation, and environmental aspects. Biomass Bioenergy 2000, 18, 369–389. [Google Scholar] [CrossRef]
- Gadde, B.; Bonnet, S.; Menke, C.; Garivait, S. Air pollutant emissions from rice straw open field burning in India, Thailand and the Philippines. Environ. Pollut. 2009, 157, 1554–1558. [Google Scholar] [CrossRef]
- Matsumura, Y.; Minowa, T.; Yamamoto, H. Amount, availability, and potential use of rice straw (agricultural residue) biomass as an energy resource in Japan. Biomass Bioenergy 2005, 29, 347–354. [Google Scholar] [CrossRef]
- Soam, S.; Borjesson, P.; Sharma, P.K.; Gupta, R.P.; Tuli, D.K.; Kumar, R. Life cycle assessment of rice straw utilization practices in India. Bioresour. Technol. 2017, 228, 89–98. [Google Scholar] [CrossRef]
- Binod, P.; Sindhu, R.; Singhania, R.R.; Vikram, S.; Devi, L.; Nagalakshmi, S.; Kurien, N.; Sukumaran, R.K.; Pandey, A. Bioethanol production from rice straw: An overview. Bioresour. Technol. 2010, 101, 4767–4774. [Google Scholar] [CrossRef]
- Suramaythangkoor, T.; Gheewala, S.H. Potential of practical implementation of rice straw-based power generation in Thailand. Energy Policy 2008, 36, 3193–3197. [Google Scholar] [CrossRef]
- Abraham, A.; Mathew, A.K.; Sindhu, R.; Pandey, A.; Binod, P. Potential of rice straw for bio-refining: An overview. Bioresour. Technol. 2016, 215, 29–36. [Google Scholar] [CrossRef] [PubMed]
- Pütün, A.E.; Apaydın, E.; Pütün, E. Rice straw as a bio-oil source via pyrolysis and steam pyrolysis. Energy 2004, 29, 2171–2180. [Google Scholar] [CrossRef]
- Daiem, M.M.A.; Said, N.; Negm, A.M. Potential energy from residual biomass of rice straw and sewage sludge in Egypt. Procedia Manuf. 2018, 22, 818–825. [Google Scholar] [CrossRef]
- Brand, M.A.; Jacinto, R.C.; Antunes, R.; da Cunha, A.B. Production of briquettes as a tool to optimize the use of waste from rice cultivation and industrial processing. Renew. Energy 2017, 111, 116–123. [Google Scholar] [CrossRef]
- Ewida, K.T.; El-Salmawy, H.; Atta, N.N. Mahmoud MM. A sustainable approach to the recycling of rice straw through pelletization and controlled burning. Clean Technol. Environ. Policy 2006, 8, 188–197. [Google Scholar] [CrossRef]
- Zevenhoven, M. Ash Forming Matter in Biomass Fuels; Process Chemistry Group, Åbo Akademi University: Åbo, Finland, 2010. [Google Scholar]
- Boström, D.; Grimm, A.; Boman, C.; Björnbom, E.; Öhman, M. Influence of Kaolin and Calcite Additives on Ash Transformations in Small-Scale Combustion of Oat. Energy Fuels 2009, 23, 5184–5190. [Google Scholar] [CrossRef]
- Steenari, B.-M.; Lundberg, A.; Pettersson, H.; Wilewska-Bien, M.; Andersson, D. Investigation of Ash Sintering during Combustion of Agricultural Residues and the Effect of Additives. Energy Fuels 2009, 23, 5655–5662. [Google Scholar] [CrossRef]
- Schmitt, V.E.M.; Kaltschmitt, M. Effect of straw proportion and Ca- and Al-containing additives on ash composition and sintering of wood–straw pellets. Fuel 2013, 109, 551–558. [Google Scholar] [CrossRef]
- Thy, P.; Jenkins, B.M.; Lesher, C.E.; Grundvig, S. Compositional constraints on slag formation and potassium volatilization from rice straw blended wood fuel. Fuel Process. Technol. 2006, 87, 383–408. [Google Scholar] [CrossRef]
- Masiá, A.T.; Buhre, B.J.P.; Gupta, R.P.; Wall, T.F. Characterising ash of biomass and waste. Fuel Process. Technol. 2007, 88, 1071–1081. [Google Scholar] [CrossRef]
- Wang, L.; Skreiberg, Ø.; Becidan, M.; Li, H. Investigation of rye straw ash sintering characteristics and the effect of additives. Appl. Energy 2016, 162, 1195–1204. [Google Scholar] [CrossRef]
- Bejlek, J.; Sladký, V. Zpracování slámy na topné pelety (Processing of straw into fuel pellets). 2012. Available online: http://zemedelec.cz/zpracovani-slamy-na-topne-pelety-2/ (accessed on 12 November 2012).
- Moskalík, J.; Baláš, M.; Lisý, M.; Bogdálek, J. Tavení popele z bioamasy. Energie z Biomasy 2008, 9, 1–6. [Google Scholar]
- Fernández, M.; Mediavilla, I.; Barro, R.; Borjabad, E.; Ramos, R.; Carrasco, J. Sintering reduction of herbaceous biomass when blended with woody biomass: Predictive and combustion tests. Fuel 2019, 239, 1115–1124. [Google Scholar] [CrossRef]
- Said, N.; Daiem, M.M.A.; García-Maraver, A.; Zamorano, M. Reduction of Ash Sintering Precursor Components in Rice Straw by Water Washing. Bioresources 2014, 9, 6756–6764. [Google Scholar] [CrossRef] [Green Version]
- Namkung, H.; Lee, Y.-J.; Park, J.H.; Song, G.S.; Choi, J.W.; Kim, J.G.; Park, S.J.; Park, J.C.; Kim, H.T.; Choi, Y.C. Influence of herbaceous biomass ash pre-treated by alkali metal leaching on the agglomeration/sintering and corrosion behaviors. Energy 2019, 187, 115950. [Google Scholar] [CrossRef]
- Jensen, P.A.; Sander, B.; Dam-Johansen, K. Pretreatment of straw for power production by pyrolysis and char wash. Biomass Bioenergy 2001, 20, 431–446. [Google Scholar] [CrossRef]
- Salour, D.; Jenkins, B.; Vafaei, M.; Kayhanian, M. Control of in-bed agglomeration by fuel blending in a pilot scale straw and wood fueled AFBC. Biomass Bioenergy 1993, 4, 117–133. [Google Scholar] [CrossRef]
- Raclavska, H.; Juchelkova, D.; Roubicek, V.; Matysek, D. Energy utilisation of biowaste—Sunflower-seed hulls for co-firing with coal. Fuel Process. Technol. 2011, 92, 13–20. [Google Scholar] [CrossRef]
- Madhiyanon, T.; Sathitruangsak, P.; Sungworagarn, S.; Udomman, T. Investigation of rice-straw-ash fouling/slagging and countermeasures using supplementary additives and co-firing with Si-Al-rich coal in a pilot-scale grate-fired combustor. J. Energy Inst. 2020, 93, 1848–1867. [Google Scholar] [CrossRef]
- Wang, L.; Skjevrak, G.; Hustad, J.E.; Grønli, M.; Skreiberg, Ø. Effects of Additives on Barley Straw and Husk Ashes Sintering Characteristics. Energy Procedia 2012, 20, 30–39. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Hustad, J.E.; Skreiberg, Ø.; Skjevrak, G.; Grønli, M.A. critical review on additives to reduce ash related operation problems in biomass combustion applications. Energy Procedia 2012, 20, 20–29. [Google Scholar] [CrossRef] [Green Version]
- Xiong, S.; Burvall, J.; Örberg, H.; Kalen, G.; Thyrel, M.; Öhman, M.; Bostrӧm, D. Slagging Characteristics during Combustion of Corn Stovers with and without Kaolin and Calcite. Energy Fuels 2008, 22, 3465–3470. [Google Scholar] [CrossRef]
- Niu, Y.; Tan, H.; Hui, S. Ash-related issues during biomass combustion: Alkali-induced slagging, silicate melt-induced slagging (ash fusion), agglomeration, corrosion, ash utilization, and related countermeasures. Prog. Energy Combust. Sci. 2016, 52, 1–61. [Google Scholar] [CrossRef]
- ISO. BS EN ISO 18135:2017. Solid Biofuels—Sampling; BSI: London, UK, 2017; 68p. [Google Scholar]
- ISO. BS EN ISO 14780:2017. Solid Biofuels. Sample Preparation; BSI: London, UK, 2017; 32p. [Google Scholar]
- ISO. BS EN ISO 18134-3:2015. Solid Biofuels—Determination of Moisture Content—Oven Dry Method—Part 3: Moisture in General Analysis Sample; BSI: London, UK, 2015; 14p. [Google Scholar]
- ISO. BS EN ISO 18122:2015. Solid Biofuels. Determination of Ash Content; BSI: London, UK, 2015; 18p. [Google Scholar]
- ISO. BS EN ISO 18123:2015. Solid Biofuels. Determination of the Content of Volatile Matter; BSI: London, UK, 2015; 20p. [Google Scholar]
- Vassilev, S.V.; Baxter, D.; Andersen, L.K.; Vassileva, C.G. An overview of the chemical composition of biomass. Fuel 2010, 89, 913–933. [Google Scholar] [CrossRef]
- ISO. BS EN ISO 16948:2015. Solid Biofuels. Determination of Total Content of Carbon, Hydrogen and Nitrogen; BSI: London, UK, 2015; 20p. [Google Scholar]
- ISO. BS EN ISO 18125:2017. Solid Biofuels. Determination of Calorific Value; BSI: London, UK, 2017; 64p. [Google Scholar]
- ISO. BS EN ISO 16967:2015. Solid Biofuels—Determination of Major Elements—Al, Ca, Fe, Mg, P, K, Si, Na and Ti; BSI: London, UK, 2015. [Google Scholar]
- ASTM International. Annual Book of ASTM Standards, Section 5, Petroleum Products, Lubricants and Fossil Fuels, vol. 05.05 Gaseous Fuels; Coal and Coke; ASTM International: West Conshohocken, PA, USA, 2006; 705p. [Google Scholar]
- Hutla, P.; Jevič, P. Vlastnosti topných briket z kombinovaných rostlinných materiálů. Agritech Sci. 2011, 11, 5. [Google Scholar]
- ISO. BS EN ISO 16559:2014. Solid Biofuels. Terminology, Definitions and Descriptions; BSI: London, UK, 2014; 44p. [Google Scholar]
- CNI. ČSN P CEN/TS 15370-1:2007. Solid Biofuels—Method for Determination of Ash Melting Behavior—Part 1: Characteristic Temperatures Method; CNI: Prague, Czech Republic, 2007; 16p. [Google Scholar]
- Wang, Q.; Han, K.; Wang, P.; Li, S.; Zhang, M. Influence of additive on ash and combustion characteristics during biomass combustion under O2/CO2 atmosphere. Energy 2020, 195, 116987. [Google Scholar] [CrossRef]
- Jenkins, B.M.; Baxter, L.L.; Miles, T.R.; Miles, T.R., Jr. Combustion properties of biomass. Fuel Process. Technol. 1998, 54, 17–46. [Google Scholar] [CrossRef]
- Satpathy, S.K.; Tabil, L.G.; Meda, V.; Naik, S.N.; Prasad, R. Torrefaction of wheat and barley straw after microwave heating. Fuel 2014, 124, 269–278. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, X.; Fei, Z.; Jiang, Z.; Cai, Z.; Yu, Y. The properties of pellets from mixing bamboo and rice straw. Renew. Energy 2013, 55, 1–5. [Google Scholar] [CrossRef]
- Boström, D.; Skoglund, N.; Grimm, A.; Boman, C.; Öhman, M.; Broström, M.; Backman, R. Ash transformation chemistry during combustion of biomass. Energy Fuels 2011, 26, 85–93. [Google Scholar] [CrossRef]
- Pandey, A.; Kumar, B. Effects of rice straw ash and micro silica on mechanical properties of pavement quality concrete. J. Build. Eng. 2019, 26, 100889. [Google Scholar] [CrossRef]
- Wang, L.; Skreiberg, Ø.; Becidan, M. Investigation of additives for preventing ash fouling and sintering during barley straw combustion. Appl. Therm. Eng. 2014, 70, 1262–1269. [Google Scholar] [CrossRef]
- Būmane, S.; Poiša, L.; Adamovičs, A.; Platače, R.; Čubars, E. Melting Temperature Behavior of Different Energy Crop Ashes. In Environment. Technology. Resources. Proceedings of the 11th International Scientific and Practical Conference, Rezekne, Latvia, 15–17 June 2017; Volume I, pp. 51–53.
- Fernández, M.; Carrasco, J. Comparing methods for predicting the sintering of biomass ash in combustion. Fuel 2005, 84, 1893–1900. [Google Scholar] [CrossRef]
- Shen, X.; Zeng, J. Prediction of rice straw ash fusion behaviors and improving its ash fusion properties by layer manure addition. J. Mater. Cycles Waste Manag. 2020, 22, 965–974. [Google Scholar] [CrossRef]
- Dai, X.; Jin, B.; Lu, P.; Wang, X.; Huang, Y. The role of residual carbon on fusibility and flow properties of rice straw ash. Fuel 2019, 253, 1512–1520. [Google Scholar] [CrossRef]
- Teixeira, P.; Lopes, H.; Gulyurtlu, I.; Lapa, N.; Abelha, P. Evaluation of slagging and fouling tendency during biomass co-firing with coal in a fluidized bed. Biomass Bioenergy 2012, 39, 192–203. [Google Scholar] [CrossRef] [Green Version]
- Fournel, S.; Palacios, J.H.; Godbout, S.; Heitz, M. Effect of Additives and Fuel Blending on Emissions and Ash-Related Problems from Small-Scale Combustion of Reed Canary Grass. Agriculture 2015, 5, 561–576. [Google Scholar] [CrossRef] [Green Version]
- Toscano, G.; Feliciangeli, G.; Rossini, G.; Fabrizi, S.; Pedretti, E.F.; Duca, D. Engineered solid biofuel from herbaceous biomass mixed with inorganic additives. Fuel 2019, 256, 115895. [Google Scholar] [CrossRef]
- Jandačka, J.; Malcho, M.; Ochodek, T.; Koloničný, J.; Holubčík, M. The Increase of Silver Grass Ash Melting Temperature Using Additives. Int. J. Renew. Energy Res. 2015, 5, 258–265. [Google Scholar]
- Chin, K.L.; H’ng, P.S.; Maminski, M.; Go, W.Z.; Lee, C.L.; Raja-Nazrin, R.A.; Khoo, P.S.; Ashikin, S.N.; Halimatun, I. Additional additives to reduce ash related operation problems of solid biofuel from oil palm biomass upon combustion. Ind. Crop. Prod. 2018, 123, 285–295. [Google Scholar] [CrossRef]
- ISO. BS EN ISO 17225-6:2014. Solid Biofuels. Fuel Specifications and Classes. Graded Non-Woody Pellets; BSI: London, UK, 2014; 18p. [Google Scholar]
- ISO. BS EN ISO 17225-7:2014. Solid Biofuels. Fuel Specifications and Classes. Graded Non-Woody Briquettes; BSI: London, UK, 2014; 18p. [Google Scholar]
- Toscano, G.; Corinaldesi, F. Ash fusibility characteristics of some biomass feedstocks and examination of the effects of inorganic additives. J. Agric. Eng. 2012, 41, 13–19. [Google Scholar] [CrossRef] [Green Version]
- Silva, F.C.; Cruz, N.C.; Tarelho, L.A.C.; Rodrigues, S.M. Use of biomass ash-based materials as soil fertilisers: Critical review of the existing regulatory framework. J. Clean. Prod. 2019, 214, 112–124. [Google Scholar] [CrossRef]
- Reid, C.; Watmough, S.A. Evaluating the effects of liming and wood-ash treatment on forest ecosystems through systematic meta-analysis. Can. J. For. Res. 2014, 44, 867–885. [Google Scholar] [CrossRef]
Figure 1.
Muffle furnace and test samples before and during the heating.

Figure 2.
Phases in the process of ash melting. Reproduced from ČSN P CEN/TS 15370-1:2007 [53].
Figure 2.
Phases in the process of ash melting. Reproduced from ČSN P CEN/TS 15370-1:2007 [53].

Figure 3.
Determined temperatures of ash melting behavior of the studied materials. RS—rice straw; ST—shrinkage temperature; DT—deformation temperature; HT—hemisphere temperature; FT—flow temperature. Note: The highlighted temperatures are not the final temperatures of the process, but the maximum allowed temperature of the muffle furnace. The flow temperature for sample RS + 1% of CaCO3 could not be investigated due to the limited temperature of the applied muffle furnace.
Figure 3.
Determined temperatures of ash melting behavior of the studied materials. RS—rice straw; ST—shrinkage temperature; DT—deformation temperature; HT—hemisphere temperature; FT—flow temperature. Note: The highlighted temperatures are not the final temperatures of the process, but the maximum allowed temperature of the muffle furnace. The flow temperature for sample RS + 1% of CaCO3 could not be investigated due to the limited temperature of the applied muffle furnace.

Figure 4.
Ash content of the test samples.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Fuel properties of the studied materials compared with the results of other authors.
| Material | MC (%) 1 | Ash (%) | VM (%) | FC (%) | C (%) | H (%) | N (%) | GCV (MJ kg−1) | NCV (MJ kg−1) | Reference |
|---|---|---|---|---|---|---|---|---|---|---|
| RS | 8.09 | 16.11 | 70.24 | 13.65 | 41.37 | 5.10 | 0.68 | 16.40 | 15.29 | Present study |
| RS | 7.50 | 10.70 | 71.70 | 17.60 | 40.30 | 5.50 | 1.00 | - | - | Madhiyanon et al. [36] |
| RS | 8.90 | 15.60 | 68.36 | 16.04 | 39.31 | 4.91 | 0.45 | 15.68 | - | Salour et al. [34] |
| RS | 2.89 | 14.61 | 64.80 | 17.70 | 49.13 | 5.54 | 1.27 | - | - | Wang et al. [54] |
| RS | - | 18.67 | 65.47 | 15.86 | 38.24 | 5.20 | 0.87 | 15.09 | - | Jenkins et al. [55] |
| Wheat straw | 4.10 | 7.02 | 75.27 | 17.71 | 44.92 | 5.46 | 0.44 | 17.94 | - | Jenkins et al. [55] |
| Barley straw | 5.80 | 8.10 | 71.20 | 20.70 | 44.50 | 5.80 | 1.90 | 17.70 | - | Satpathy et al. [56] |
| Poplar | - | 1.80 | 84.00 | - | 49.60 | 6.00 | 0.49 | 19.75 | 18.44 | Fernández et al. [30] |
1 MC (% by weight as received/wet basis), other parameters were found on a dry basis. RS—rice straw.
Table 2.
Ash elemental composition of studied material compared with selected biomasses (% by weight, dry basis) of other studies.
Table 2.
Ash elemental composition of studied material compared with selected biomasses (% by weight, dry basis) of other studies.
| Composition (%) | RS 1 | RS 2 | RS 3 | RS 4 | RS 5 | Wheat Straw 2 | Barley Straw 6 | Poplar 7 |
|---|---|---|---|---|---|---|---|---|
| SiO2 | 57.00 | 74.67 | 79.82 | 58.81 | 76.70 | 55.32 | 27.50 | 6.10 |
| Al2O3 | 0.59 | 1.04 | 1.13 | 0.34 | 1.43 | 1.88 | 0.18 | 1.20 |
| Fe2O3 | 0.75 | 0.85 | 0.25 | 0.52 | 0.46 | 0.73 | 1.73 | 1.20 |
| CaO | 4.60 | 3.01 | 0.37 | 3.89 | 2.74 | 6.14 | 7.61 | 38.00 |
| MgO | 1.30 | 1.75 | 7.54 | 2.74 | 4.28 | 1.06 | 2.91 | 6.60 |
| Na2O | 3.10 | 0.96 | 0.50 | 0.74 | 4.08 | 1.71 | 0.38 | 1.00 |
| K2O | 9.70 | 12.30 | 1.07 | 20.45 | 8.91 | 25.60 | 30.77 | 11.00 |
| SO3 | 2.70 | 1.24 | - | 3.09 | - | 4.40 | 4.90 | 3.40 |
| P2O5 | 1.50 | 1.41 | 3.75 | 2.08 | 0.42 | 1.26 | 8.07 | 4.80 |
| Mn2O3 | 0.99 | - | - | - | - | - | - | 0.10 |
| BaO | 0.10 | - | - | - | - | - | - | 0.05 |
| SrO | 0.01 | - | - | - | - | - | - | 0.12 |
| TiO2 | 0.05 | 0.09 | - | - | 0.05 | 0.08 | - | 0.04 |
| ZnO | 0.07 | - | - | - | - | - | - | 0.08 |
| Cl | 2.78 | - | 4.06 | 5.63 | - | - | 3.28 | 0.07 |
Table 3.
Comparison of ash melting behavior with other materials.
| Material | ST (°C) | DT (°C) | HT (°C) | FT (°C) | Reference |
|---|---|---|---|---|---|
| RS | 750 | 1063 | 1225 | >1341 | |
| RS + 1% Ca(OH)2 | 800 | 1073 | 1216 | >1341 | |
| RS + 3% Ca(OH)2 | 838 | 1084 | 1216 | 1238 | |
| RS + 5% Ca(OH)2 | 855 | 1094 | 1174 | 1201 | Present study |
| RS + 1% CaCO3 | 820 | 1110 | >1341 | >1341 | |
| RS + 3% CaCO3 | 820 | 1100 | 1271 | >1341 | |
| RS + 5% CaCO3 | 845 | 1100 | 1200 | 1285 | |
| RS | 860 | 980 | 1100 | 1220 | Fernández and Carrasco [62] |
| RS | 909 | 997 | 1077 | 1274 | Salour et al. [34] |
| RS | 1043 | 1096 | 1117 | 1220 | Dai et al. [64] |
| Rye straw | 840 | 990 | 1040 | 1100 | Wang et al. [27] |
| Rye straw + 4% CaCO3 | 990 | 1210 | 1290 | 1350 | Wang et al. [27] |
| Straw pellets | 819 | 1014 | 1167 | 1238 | Teixeira et al. [65] |
| Poplar | >1400 | >1400 | >1400 | >1400 | Fernández and Carrasco [62] |
RS—rice straw; ST—shrinkage temperature; DT—deformation temperature; HT—hemisphere temperature; FT—flow temperature.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Chaloupková, V.; Ivanova, T.; Hutla, P.; Špunarová, M. Ash Melting Behavior of Rice Straw and Calcium Additives. Agriculture 2021, 11, 1282. https://0-doi-org.brum.beds.ac.uk/10.3390/agriculture11121282
AMA Style
Chaloupková V, Ivanova T, Hutla P, Špunarová M. Ash Melting Behavior of Rice Straw and Calcium Additives. Agriculture. 2021; 11(12):1282. https://0-doi-org.brum.beds.ac.uk/10.3390/agriculture11121282
Chicago/Turabian StyleChaloupková, Veronika, Tatiana Ivanova, Petr Hutla, and Monika Špunarová. 2021. "Ash Melting Behavior of Rice Straw and Calcium Additives" Agriculture 11, no. 12: 1282. https://0-doi-org.brum.beds.ac.uk/10.3390/agriculture11121282
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.