4D Printing of Origami Structures for Minimally Invasive Surgeries Using Functional Scaffold





Abstract
:1. Introduction
2. Design and Experimental Setup
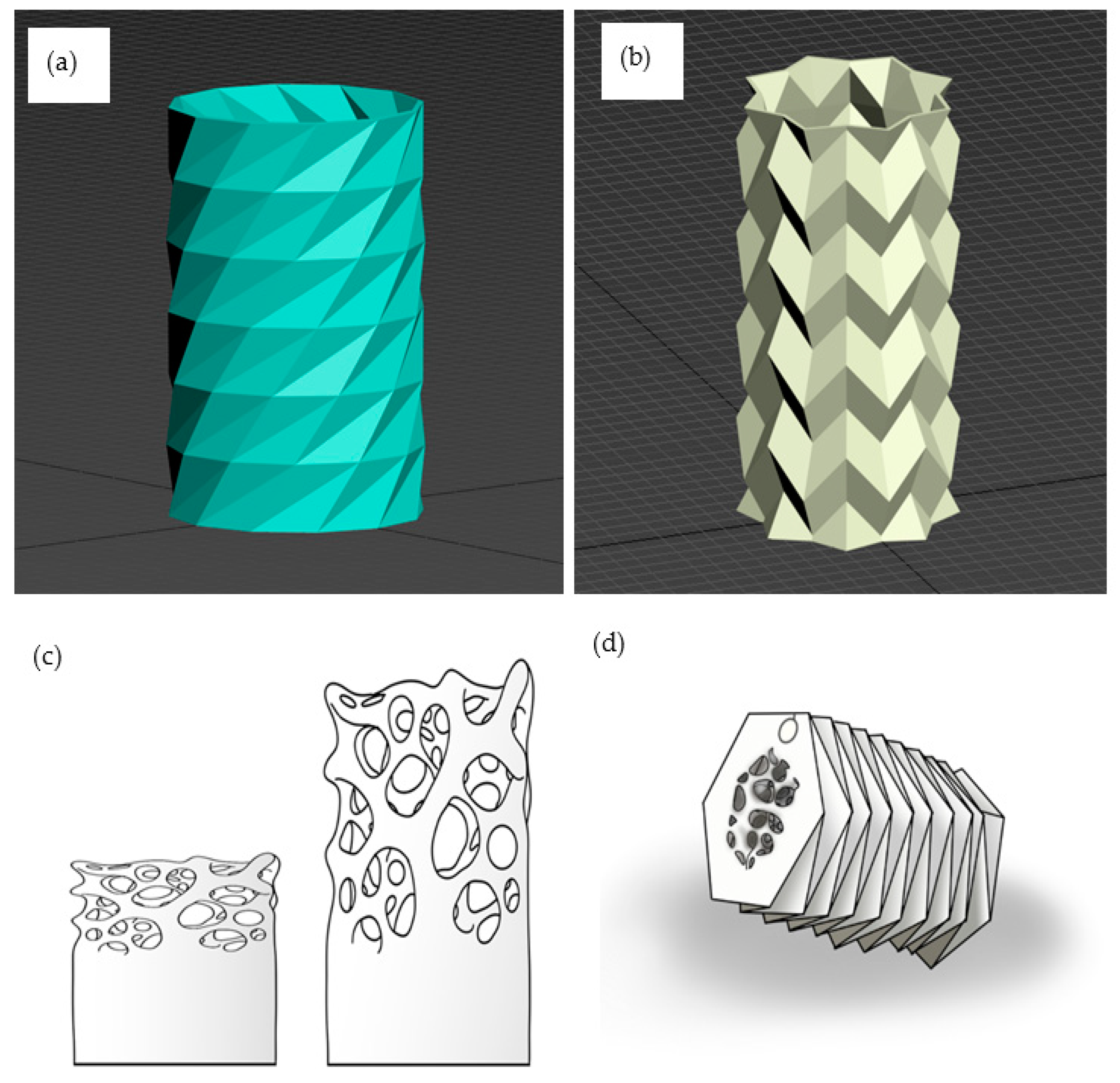
2.1. Origami Design
2.2. Fabrication and Characterisation
3. Results and Discussion
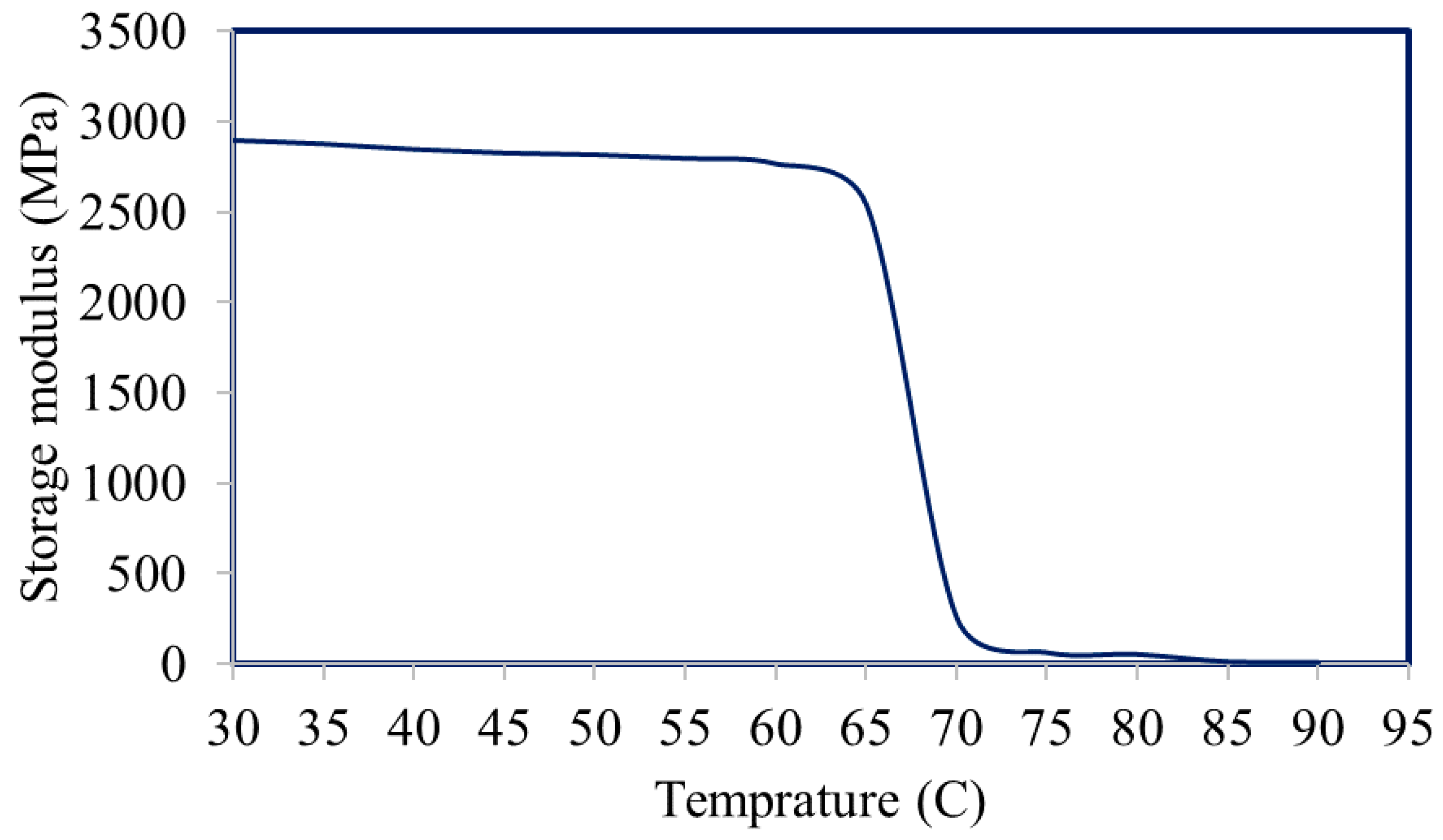
3.1. Dynamic Mechanical Thermal Properties of the PLA Filaments
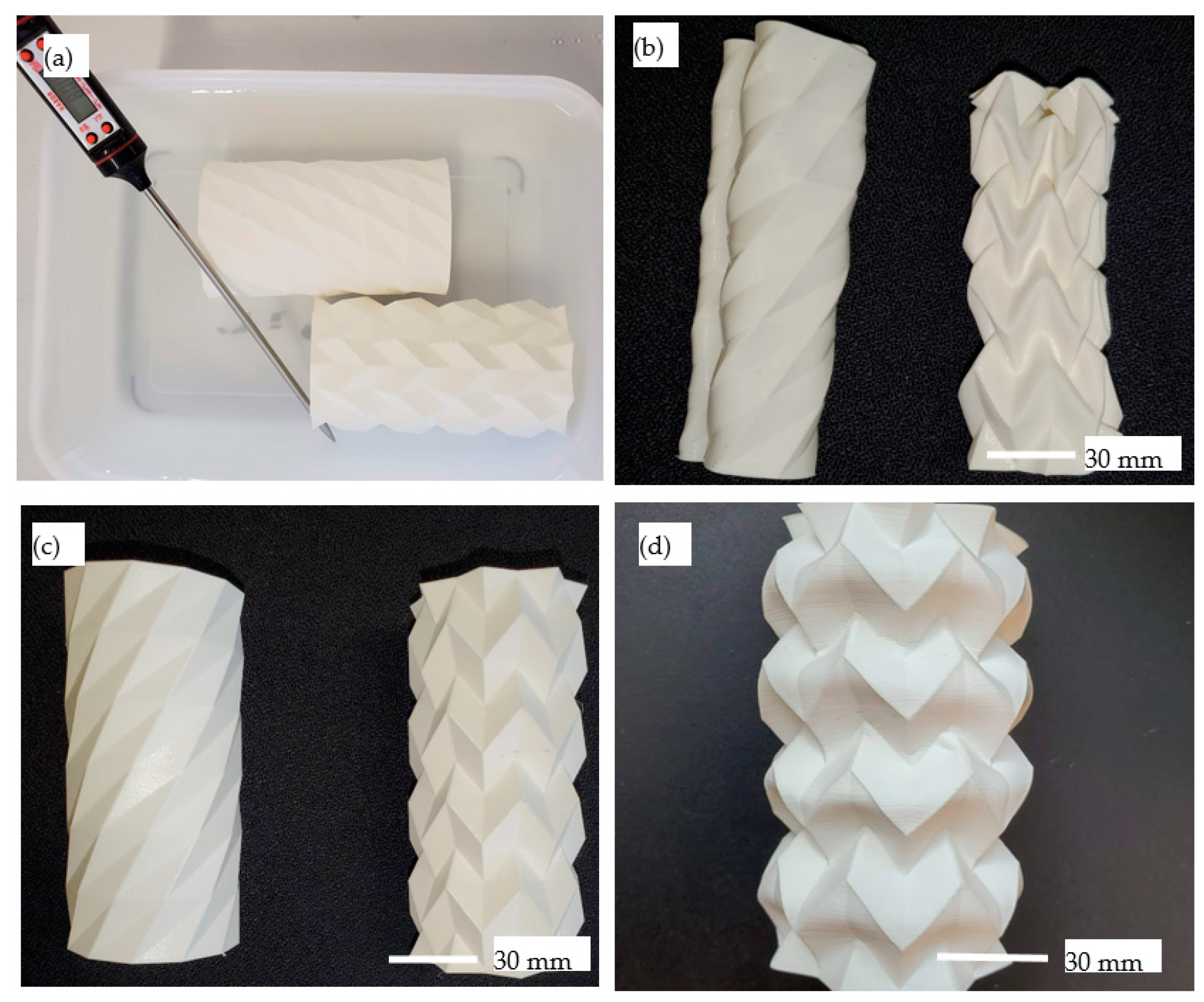
3.2. Deformation and Shape Recovery of the PLA Filaments
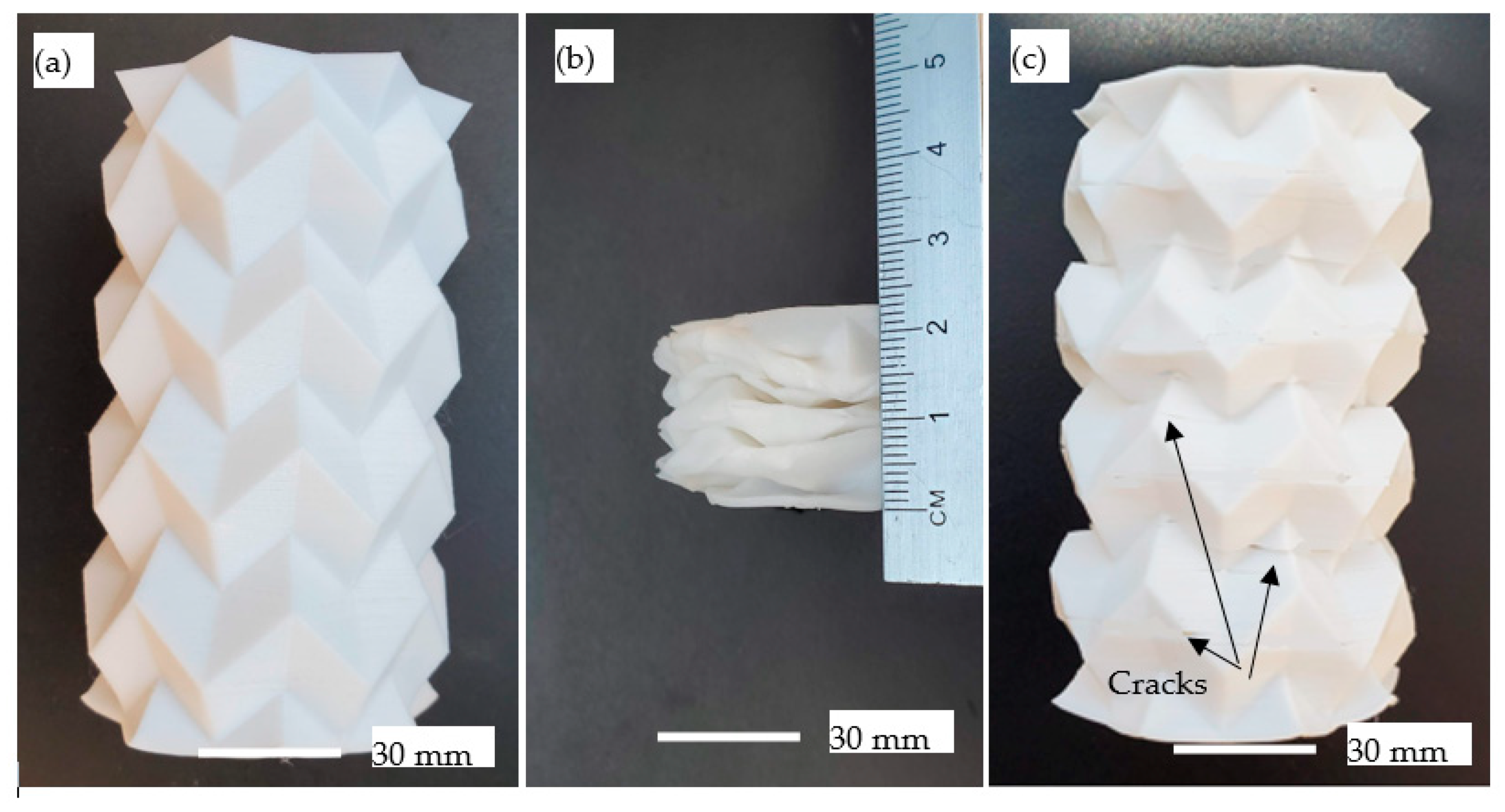
3.3. Deformation and Shape Recovery of the Origami Tessellations
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lacroix, D. 4-Biomechanical aspects of bone repair. In Bone Repair Biomaterials; Planell, J.A., Best, S.M., Lacroix, D., Merolli, A., Eds.; Woodhead Publishing: Cambridge, UK, 2009; pp. 106–118. [Google Scholar] [CrossRef]
- Hasegawa, K.; Turner, C.H.; Burr, D.B. Contribution of collagen and mineral to the elastic anisotropy of bone. Calcif. Tissue Int. 1994, 55, 381–386. [Google Scholar] [CrossRef]
- Elsayed, M.; Ghazy, M.; Youssef, Y.; Essa, K. Optimization of SLM process parameters for Ti6Al4V medical implants. Rapid Prototyp. J. 2019, 25, 433–447. [Google Scholar] [CrossRef] [Green Version]
- Essa, K.; Hassanin, H.; Attallah, M.M.; Adkins, N.J.; Musker, A.J.; Roberts, G.T.; Tenev, N.; Smith, M. Development and testing of an additively manufactured monolithic catalyst bed for HTP thruster applications. Appl. Catal. A Gen. 2017, 542, 125–135. [Google Scholar] [CrossRef] [Green Version]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Chaunier, L.; Guessasma, S.; Belhabib, S.; Della Valle, G.; Lourdin, D.; Leroy, E. Material extrusion of plant biopolymers: Opportunities & challenges for 3D printing. Addit. Manuf. 2018, 21, 220–233. [Google Scholar] [CrossRef]
- Liu, W.; Wu, H.; Tian, Z.; Li, Y.; Zhao, Z.; Huang, M.; Deng, X.; Xie, Z.; Wu, S. 3D printing of dense structural ceramic microcomponents with low cost: Tailoring the sintering kinetics and the microstructure evolution. J. Am. Ceram. Soc. 2019, 102, 2257–2262. [Google Scholar] [CrossRef]
- Zheng, X.; Lee, H.; Weisgraber, T.; Shusteff, M.; DeOtte, J.; Duoss, E.; Kuntz, J.; Biener, M.; Ge, Q.; Jackson, J.; et al. Ultralight, Ultrastiff Mechanical Metamaterials. Science 2014, 344, 1373–1377. [Google Scholar] [CrossRef] [Green Version]
- Ha, Y.-M.; Choi, J.-W.; Lee, S. Mass production of 3-D microstructures using projection microstereolithography. J. Mech. Sci. Technol. 2008, 22, 514–521. [Google Scholar] [CrossRef]
- Behroodi, E.; Latifi, H.; Najafi, F. A compact LED-based projection microstereolithography for producing 3D microstructures. Sci. Rep. 2019, 9, 19692. [Google Scholar] [CrossRef] [Green Version]
- Hassanin, H.; Jiang, K. Multiple replication of thick PDMS micropatterns using surfactants as release agents. Microelectron. Eng. 2011, 88, 3275–3277. [Google Scholar] [CrossRef]
- Hassanin, H.; Jiang, K. Net shape manufacturing of ceramic micro parts with tailored graded layers. J. Micromech. Microeng. 2013, 24, 015018. [Google Scholar] [CrossRef]
- Hassanin, H.; Jiang, K. Fabrication and characterization of stabilised zirconia micro parts via slip casting and soft moulding. Scr. Mater. 2013, 69, 433–436. [Google Scholar] [CrossRef]
- Hassanin, H.; Jiang, K. Functionally graded microceramic components. Microelectron. Eng. 2010, 87, 1610–1613. [Google Scholar] [CrossRef]
- Hassanin, H.; Jiang, K. Alumina composite suspension preparation for softlithography microfabrication. Microelectron. Eng. 2009, 86, 929–932. [Google Scholar] [CrossRef]
- Hassanin, H.; Jiang, K. Fabrication of Al2O3/SiC Composite Microcomponents using Non-aqueous Suspension. Adv. Eng. Mater. 2009, 11, 101–105. [Google Scholar] [CrossRef]
- Hassanin, H.; Jiang, K. Optimized process for the fabrication of zirconia micro parts. Microelectron. Eng. 2010, 87, 1617–1619. [Google Scholar] [CrossRef]
- Murr, L.E. Metallurgy principles applied to powder bed fusion 3D printing/additive manufacturing of personalized and optimized metal and alloy biomedical implants: An overview. J. Mater. Res. Technol. 2020, 9, 1087–1103. [Google Scholar] [CrossRef]
- Chatham, C.A.; Long, T.E.; Williams, C.B. A review of the process physics and material screening methods for polymer powder bed fusion additive manufacturing. Prog. Polym. Sci. 2019, 93, 68–95. [Google Scholar] [CrossRef]
- Bose, S.; Banerjee, D.; Shivaram, A.; Tarafder, S.; Bandyopadhyay, A. Calcium phosphate coated 3D printed porous titanium with nanoscale surface modification for orthopedic and dental applications. Mater. Des. 2018, 151, 102–112. [Google Scholar] [CrossRef]
- Shivaram, A.; Bose, S.; Bandyopadhyay, A. Understanding long-term silver release from surface modified porous titanium implants. Acta Biomater. 2017, 58, 550–560. [Google Scholar] [CrossRef]
- Balla, V.K.; Das, M.; Bose, S.; Janaki Ram, G.D.; Manna, I. Laser surface modification of 316 L stainless steel with bioactive hydroxyapatite. Mater. Sci. Eng. C 2013, 33, 4594–4598. [Google Scholar] [CrossRef] [PubMed]
- Mostafaei, A.; Elliott, A.M.; Barnes, J.E.; Li, F.; Tan, W.; Cramer, C.L.; Nandwana, P.; Chmielus, M. Binder jet 3D printing–Process parameters, materials, properties, and challenges. Prog. Mater. Sci. 2020. [Google Scholar] [CrossRef]
- Ziaee, M.; Crane, N.B. Binder jetting: A review of process, materials, and methods. Addit. Manuf. 2019, 28, 781–801. [Google Scholar] [CrossRef]
- Lv, X.; Ye, F.; Cheng, L.; Fan, S.; Liu, Y. Binder jetting of ceramics: Powders, binders, printing parameters, equipment, and post-treatment. Ceram. Int. 2019, 45, 12609–12624. [Google Scholar] [CrossRef]
- Zhang, Y.; Jarosinski, W.; Jung, Y.-G.; Zhang, J. 2-Additive manufacturing processes and equipment. In Additive Manufacturing; Zhang, J., Jung, Y.-G., Eds.; Butterworth-Heinemann: Oxford, UK, 2018; pp. 39–51. [Google Scholar] [CrossRef]
- Mohammed, A.; Elshaer, A.; Sareh, P.; Elsayed, M.; Hassanin, H. Additive Manufacturing Technologies for Drug Delivery Applications. Int. J. Pharm. 2020, 580, 119245. [Google Scholar] [CrossRef]
- Goole, J.; Amighi, K. 3D printing in pharmaceutics: A new tool for designing customized drug delivery systems. Int. J. Pharm. 2016, 499, 376–394. [Google Scholar] [CrossRef]
- Derby, B. Additive Manufacture of Ceramics Components by Inkjet Printing. Engineering 2015, 1, 113–123. [Google Scholar] [CrossRef] [Green Version]
- Derby, B. Inkjet Printing of Functional and Structural Materials: Fluid Property Requirements, Feature Stability, and Resolution. Annu. Rev. Mater. Res. 2010, 40, 395–414. [Google Scholar] [CrossRef]
- Qiu, C.; Adkins, N.J.E.; Hassanin, H.; Attallah, M.M.; Essa, K. In-situ shelling via selective laser melting: Modelling and microstructural characterisation. Mater. Des. 2015, 87, 845–853. [Google Scholar] [CrossRef]
- Klippstein, H.; Hassanin, H.; Diaz De Cerio Sanchez, A.; Zweiri, Y.; Seneviratne, L. Additive Manufacturing of Porous Structures for Unmanned Aerial Vehicles Applications. Adv. Eng. Mater. 2018, 20, 1800290. [Google Scholar] [CrossRef]
- Essa, K.; Khan, R.; Hassanin, H.; Attallah, M.M.; Reed, R. An iterative approach of hot isostatic pressing tooling design for net-shape IN718 superalloy parts. Int. J. Adv. Manuf. Technol. 2016, 83, 1835–1845. [Google Scholar] [CrossRef] [Green Version]
- Galatas, A.; Hassanin, H.; Zweiri, Y.; Seneviratne, L. Additive Manufactured Sandwich Composite/ABS Parts for Unmanned Aerial Vehicle Applications. Polymers 2018, 10, 1262. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hassanin, H.; Finet, L.; Cox, S.C.; Jamshidi, P.; Grover, L.M.; Shepherd, D.E.T.; Addison, O.; Attallah, M.M. Tailoring selective laser melting process for titanium drug-delivering implants with releasing micro-channels. Addit. Manuf. 2018, 20, 144–155. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Hassanin, H.; Attallah, M.M.; Adkins, N.J.E.; Essa, K. The development of TiNi-based negative Poisson’s ratio structure using selective laser melting. Acta Mater. 2016, 105, 75–83. [Google Scholar] [CrossRef] [Green Version]
- Sabouri, A.; Yetisen, A.K.; Sadigzade, R.; Hassanin, H.; Essa, K.; Butt, H. Three-Dimensional Microstructured Lattices for Oil Sensing. Energy Fuels 2017, 31, 2524–2529. [Google Scholar] [CrossRef] [Green Version]
- Lendlein, A.; Kelch, S. Shape-Memory Polymers. Angew. Chem. Int. Ed. 2002, 41, 2034–2057. [Google Scholar] [CrossRef]
- Xu, J.; Song, J. 10-Polylactic acid (PLA)-based shape-memory materials for biomedical applications. In Shape Memory Polymers for Biomedical Applications; Yahia, L.H., Ed.; Woodhead Publishing: Cambridge, UK, 2015; pp. 197–217. [Google Scholar] [CrossRef]
- Pawar, R.; Tekale, S.; Shisodia, S.; Totre, J.; Domb, A. Biomedical Applications of Poly(Lactic Acid). Recent Pat. Regen. Med. 2014, 4. [Google Scholar] [CrossRef]
- Chen, Y.; Yan, J.; Feng, J. Geometric and Kinematic Analyses and Novel Characteristics of Origami-Inspired Structures. Symmetry 2019, 11, 1101. [Google Scholar] [CrossRef] [Green Version]
- Uomini, N.; Lawson, R. Effects of Handedness and Viewpoint on the Imitation of Origami-Making. Symmetry 2017, 9, 182. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Repeat 1 | Repeat 2 | Repeat 3 | Repeat 4 | Repeat 5 | |
|---|---|---|---|---|---|
| 30° |  |  |  |  |  |
| 60° |  |  |  |  |  |
| 90° |  |  |  |  |  |
| 120° |  |  |  |  |  |
| 150° |  |  |  |  |  |
| 180° |  |  |  |  |  |
| Repeat 1 | Repeat 2 | Repeat 3 | Repeat 4 | Repeat 5 | |
|---|---|---|---|---|---|
| 30° |  |  |  |  |  |
| 60° |  |  |  |  |  |
| 90° |  |  |  |  |  |
| 120° |  |  |  |  |  |
| 150° |  |  |  |  |  |
| 180° |  |  |  |  |  |
| Intended Test Angle | 30° | 60° | 90° | 120° | 150° | 180° | |
|---|---|---|---|---|---|---|---|
| Repeat 1 | Actual test angle | 30° | 53° | 81° | 110° | 133° | 160° |
| Angle post-recovery | 12 | 22 | 28 | 42 | 50 | 58 | |
| Percentage recovered | 60.0% | 58.5% | 65.4% | 61.8% | 62.4% | 63.8% | |
| Repeat 2 | Actual test angle | 31° | 50° | 80° | 112° | 131° | 158° |
| Angle post-recovery | 15 | 22 | 27 | 32 | 50 | 66 | |
| Percentage recovered | 51.6% | 56% | 66.3% | 71.4% | 61.8% | 58.2% | |
| Repeat 3 | Actual test angle | 23° | 52° | 77° | 108° | 136° | 157° |
| Angle post-recovery | 8 | 24 | 31 | 37 | 50 | 61 | |
| Percentage recovered | 65.2% | 53.8% | 59.7% | 65.7% | 63.2% | 61.1% | |
| Repeat 4 | Actual test angle | 30° | 49° | 79° | 108° | 137° | 156° |
| Angle post-recovery | 14 | 18 | 28 | 40 | 53 | 60 | |
| Percentage recovered | 53.3% | 63.3% | 64.6% | 63.0% | 61.3% | 61.5% | |
| Repeat 5 | Actual test angle | 34° | 54° | 82° | 106° | 142° | 158° |
| Angle post-recovery | 13 | 23 | 29 | 41 | 48 | 60 | |
| Percentage recovered | 61.8% | 57.4% | 64.6% | 61.3% | 66.2% | 62.0% | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Langford, T.; Mohammed, A.; Essa, K.; Elshaer, A.; Hassanin, H. 4D Printing of Origami Structures for Minimally Invasive Surgeries Using Functional Scaffold. Appl. Sci. 2021, 11, 332. https://0-doi-org.brum.beds.ac.uk/10.3390/app11010332
Langford T, Mohammed A, Essa K, Elshaer A, Hassanin H. 4D Printing of Origami Structures for Minimally Invasive Surgeries Using Functional Scaffold. Applied Sciences. 2021; 11(1):332. https://0-doi-org.brum.beds.ac.uk/10.3390/app11010332
Chicago/Turabian StyleLangford, Thomas, Abdullah Mohammed, Khamis Essa, Amr Elshaer, and Hany Hassanin. 2021. "4D Printing of Origami Structures for Minimally Invasive Surgeries Using Functional Scaffold" Applied Sciences 11, no. 1: 332. https://0-doi-org.brum.beds.ac.uk/10.3390/app11010332