
Research Status of Pathogenesis of Pneumoconiosis and Dust Control Technology in Mine—A Review
by
Guoming Liu
1,2, 
Qianqian Xu
1,3,*,
Jipeng Zhao
2,4,*,
Wen Nie
1,2,
Qingkun Guo
5 and
Guanguo Ma
1,2,* 1
College of Safety and Environmental Engineering, Shandong University of Science and Technology, Qingdao 266590, China
2
State Key Laboratory of Mining Disaster Prevention and Control Co-Founded by Shandong Province and Ministry of Science and Technology, Shandong University of Science and Technology, Qingdao 266590, China
3
School Hospital, Shandong University of Science and Technology, Qingdao 266590, China
4
College of Energy and Mining Engineering, Shandong University of Science and Technology, Qingdao 266590, China
5
Jinan Institute of Surveying and Mapping, Jinan 250101, China
*
Authors to whom correspondence should be addressed.
Appl. Sci. 2021, 11(21), 10313; https://0-doi-org.brum.beds.ac.uk/10.3390/app112110313
Submission received: 18 September 2021
/
Revised: 25 October 2021
/
Accepted: 1 November 2021
/
Published: 3 November 2021
(This article belongs to the Special Issue Advanced Technologies on Mine Dust Prevention and Control)
Abstract
:Pneumoconiosis has become one of the biggest threats to the occupational health and life safety of mining workers in China. The number of pneumoconiosis cases has continued to rise in recent years. The main task of occupational health development is to study the pathogenesis of pneumoconiosis and to develop mine dust prevention and control technology. Therefore, this paper summarizes the research progress of coal worker pneumoconiosis and dust prevention and control in mines. Firstly, the research progress of coal worker pneumoconiosis is analyzed from the aspects of pathogenesis, animal model and pathological changes of coal worker pneumoconiosis. Then, the existing basic theory and technology of dust prevention are described, including ventilation and dust removal, spray and dust suppression, and chemical dust suppression methods. Finally, based on the dust removal theory of wet shotcrete, the progress of shotcrete dust control technology and equipment used for shotcrete is summarized from the aspects of shotcrete technology process and shotcrete materials. At the same time, in view of the shortcomings of the existing research, the next research prospect is given in the pathogenesis of pneumoconiosis, intelligent dust prevention, jet spraying dust removal and so on. This paper provides theoretical support for realizing the separate source and efficient treatment of mine dust control and helps to improve the clean production level of mine, control and prevent pneumoconiosis.
1. Introduction
Mine pneumoconiosis is a general term for lung diseases caused by long-term inhalation of dust in the production environment. Diffuse pulmonary fibrosis is the main stage, which is an irreversible and disabling disease. According to statistics of coal workers’ pneumoconiosis (CWP) in China [1,2,3], CWP caused by pure coal dust (silica content <8%) accounts for about 10%, CWP caused by silica dust accounts for about 10%, CWP caused by mixed dust such as coal dust and silica dust mainly occurs in mixed jobs accounting for more than 80%. The pneumoconiosis of coal miners mainly occurs underground, and the incidence of pneumoconiosis of open-pit coal miners is very low. Coal worker pneumoconiosis can also occur in other workers exposed to large amounts of pulverized coal, such as coal loader workers. At present, the pathogenesis of coal workers’ pneumoconiosis is not clear, and there is no effective treatment to cure coal workers’ pneumoconiosis. Coal workers’ pneumoconiosis is not only one of the common occupational diseases in developing countries [1,2,3], but also very serious in developed countries [4,5].
In recent years, with the improvement of the level of mine mechanization, the dust pollution problem of mines has become serious, threatening the occupational health of workers and seriously affecting the safety and health image of enterprises. The primary sources of respirable coal mine dust have been found to be coal seam and surrounding rock strata, intake air, diesel exhaust, mining operations and rock dusting. In addition, the dust from shotcrete area mainly includes two dust sources: the dust generated by feeding and the dust generated by spraying. All dust production is affected by the mining method, ventilation conditions and other factors. According to the data in [6,7], the dust ratio of the coal mining face is 50%, the dust ratio of the heading face is 35%, the dust ratio of the shotcrete operation point is 10%, and the dust ratio of others is 5%. Among them, the coal mining, tunneling and shotcrete operating area accounted for more than 95% of the total coal mine dust production.
Mine occupational disease is seriously harmful in China, and mine dust-induced pneumoconiosis is the biggest occupational disease hazard. It is reported in [8] from the National Health Commission that by the end of 2020, a total of 1,011,500 cases of occupational diseases had been reported in China, with pneumoconiosis accounting for about 85 percent of the total; an additional 17,000 cases of occupational pneumoconiosis were reported nationwide in 2020. Pneumoconiosis is mainly distributed in the mining industry, showing a trend of younger age, covering a wide range of groups, and potentially harmfulness. Pneumoconiosis costs 8 billion yuan every year, which is the most serious occupational disease that harms miners’ physical and mental health; the current medical level can not cure pneumoconiosis, with the mortality rate as high as 22.04% [8,9].
The number of miners exposed to dust in China ranks first in the world. There are many places with a high concentration of dust underground, such as the coal mining face and heading face. Therefore, it is very necessary to develop dust monitoring technologies and improve the existing measures of dust suppression to reduce mine dust concentration. Most scholars only carry out research on a single dust control technology used for coal mine face or heading face, etc., and there have been few studies on the comprehensive theoretical and technical system of dust control that can be applied for all coal mine dust sources. In shotcrete, with the development of wet (damp) concrete mixing technology and equipment in advance, dry material and enough water are fully mixed into wet material in the wet mixing barrel, resulting in shotcrete material producing almost no dust, although there is still dust in the feeding process.
Therefore, the study of dust control in mines is extremely urgent. In this paper, the research progress of coal workers’ pneumoconiosis was reviewed in terms of pathogenesis, typical lesions and animal models. The progress of mine dust prevention and control is expounded from the aspects of ventilation dust removal, spray dust removal, chemical dust suppression and wet shotcrete dust prevention. This paper summarizes the research progress of mine pneumoconiosis and the research status of coal mine dust control technology in China, so as to provide the development direction for the control and prevention of pneumoconiosis and dust in the future.
2. Research Progress of Mine Pneumoconiosis
Mine pneumoconiosis is a disease caused by mine dust particles entering the lungs. Its occurrence process is very complex, involving a variety of cells and bioactive substances, including immune response, inflammatory response, structural damage and repair of cells and tissues, collagen proliferation and fibrosis. Qiao [10] reviewed the pathogenesis of coal workers’ pneumoconiosis. He pointed out that coal worker pneumoconiosis is the result of the interaction and restriction of many factors, and the development of pneumoconiosis is mostly gradual. The general process of coal workers’ pneumoconiosis is that the particles deposited in the lung cannot be removed, and the dust interacts with the components of the lung fluid and lung cells; this reaction causes the release of a variety of chemicals and cytokines to form a cytokine network, and finally, this phenomenon acts on a variety of target cells to form corresponding pathophysiological changes [10,11].
Pulmonary fibrosis is the common result of many lung diseases in the late stage, and it is also a prominent lung disease in the late stage of pneumoconiosis. However, due to the different pathogenic factors of pneumoconiosis and the different time and degree of pulmonary fibrosis, the pathogenesis of pulmonary fibrosis becomes complex and the cure is more difficult. A large number of epidemiological investigations of coal workers’ pneumoconiosis in China and abroad show that the prevalence and progress of coal workers’ pneumoconiosis are related to coal dust particle size, carbon content and free silica concentration [11,12,13]. When the content of free silica in lung dust exceeds 18%, the lesion is silicosis; below 18%, it is coal workers’ pneumoconiosis, including pneumoconiosis caused by coal dust and coal silicosis caused by mixed dust (rock dust and coal dust) [11,12].
2.1. Pneumoconiosis Pathogenesis
In recent years, research reports on the pathogenesis of coal workers’ pneumoconiosis have emerged one after another [13,14,15,16,17,18,19]. There are several hypotheses, as shown in Figure 1. First, the direct toxic effect of coal dust on the lungs. Second, the oxidation products of pulmonary phagocytes exceed the role of antioxidants, leading to lipid peroxidation and protein nitrosylation, resulting in cell damage and finally pulmonary fibrosis. Third, alveolar macrophages and epithelial cells release active mediators, which cause the aggregation of leukocytes and phagocytes, aggravate the increase and release of inflammatory factors, and lead to lung injury. Fourth, transforming growth factors released by alveolar macrophages and epithelial cells stimulate fibroblast proliferation, which leads to pulmonary fibrosis. Scholars have found that tumor necrosis factor and transforming growth factor are related to the pathogenesis of coal workers’ pneumoconiosis [20,21,22,23,24,25,26,27]. In addition, the incidence rate of coal worker pneumoconiosis is related to the bioavailability of iron in coal dust [28,29,30]. Iron activates epithelial cells, activating proteins and t-nuclear factors, which leads to inflammation and cell proliferation. Other studies have shown that silica can induce macrophages to express FasL, induce apoptosis, produce reactive oxygen species mediators and release a variety of chemical stimulating factors [31,32,33,34,35,36]. Some studies have also shown that coal worker pneumoconiosis is an independent disease different from silicosis. Simple coal worker pneumoconiosis is only related to the deposition of coal dust in the lung, while pneumoconiosis with severe pulmonary fibrosis is not only related to the deposition of coal dust in the lung, but also related to immune cells, cytokines and humoral immunity [37,38,39,40,41,42,43].
The incidence rate of pneumoconiosis is related to the composition of coal. Especially, SiO2 has a great impact on pneumoconiosis. In addition, with the increase of the content of metal and metalloid elements in coal, coal dust toxicity to lung cells and the degree of cell damage increase, which leads to the increase of the prevalence of coal worker pneumoconiosis. Some studies [16,17,43] present that the probability of coal workers suffering from pneumoconiosis is also relatively high in workplaces with high lead, cadmium, manganese and copper elements; these elements are suspected carcinogens and have a significant negative impact on the early development of pneumoconiosis [18]. The transition metal ions such as iron and copper on the surface of coal dust are reductive, which can produce free radicals in the suspension, and then lead to the toxic effect of coal dust on lung tissue cells. Trace nickel in coal may cause lung cancer, which is related to nickel compounds inducing excessive reactive oxygen free radicals, and then results in oxidative damage to cells [19]. At present, the study of dust particle exposure and tumor-related genes has become a hot spot in the pathogenesis of pneumoconiosis [44,45,46].
2.2. Research Status of Pneumoconiosis Animal Models
Establishing an appropriate model to reflect human chronic diseases is a challenge, especially for diseases with unknown etiology such as coal workers’ pneumoconiosis. In the early stage, the pulmonary fibrosis model made of quartz has been widely used to study pulmonary fibrosis, but this model can not represent real pneumoconiosis. Because the pathogenesis and pathological changes of coal workers’ pneumoconiosis are different from other diseases, it is necessary to establish and improve the animal model of coal workers’ pneumoconiosis. Compared with other pneumoconiosis diseases, the dynamic development process of coal worker pneumoconiosis is less studied, and the pathogenesis is not clear, so it is difficult to control the early development of pneumoconiosis. At present, the research of pneumoconiosis is mostly limited to epidemiological investigation or detection of cells and body fluids in human bronchoalveolar lavage fluid. In recent years, the basic research of coal workers’ pneumoconiosis is almost based on the animal model of rat coal workers’ pneumoconiosis or rabbit coal workers’ pneumoconiosis, using the one-time coal dust exposure method, that is, dropping coal dust suspension through the trachea. The typical pathological changes of coal workers’ pneumoconiosis can be seen in lung pathology, but can the animal model of coal workers’ pneumoconiosis made by one-time high-dose exposure accurately reflect the pathological changes of coal workers’ dust exposure environment and chronic pneumoconiosis? This problem is worth exploring. Therefore, making an accurate animal dynamic model of coal worker pneumoconiosis is another important direction to study mine pneumoconiosis.
There are few studies on making animal models by inhalation of dust in China and abroad. According to the experimental research method of animal chronic toxicology and the dust production characteristics of aerosols, Qiao [10] established a rat model of coal workers’ pneumoconiosis that was established by non-exposed tracheal perfusion and aerosol inhalation. Then the lung function, cell composition of bronchoalveolar lavage fluid and lung histopathology were measured at different times after dust exposure. Through this study, the coal dust aerosol inhalation device established by the author can accurately and economically replicate the animal model of coal workers’ pneumoconiosis in rats, and the animal mortality is low. It is in line with the pathogenic environment of coal workers’ pneumoconiosis and the occurrence and development process of coal workers’ pneumoconiosis, which is conducive to the clinical study of coal workers’ pneumoconiosis.
Liu et al. [47] invented a dust inhalation experimental device for a coal workers’ pneumoconiosis animal model, as shown in Figure 2. The device comprises a feeding cage, a dust nozzle, a drinking and eating device, etc. The shell of the conical nozzle is surrounded by a conical dust spraying cover and a bottom plate. A return spring and a dust falling convex cone are also installed in the shell. When the mouse approaches one end of the movable table and steps on the connecting rod assembly, the connecting rod assembly rotates around the rotating shaft, which drives the conical slider to move down, resulting in the dust in the dust bin falling along the outer wall of the conical slider, so as to achieve the effect of releasing dust. After the mouse loosens the connecting rod assembly, the return spring pushes the conical sliding block upward to closely fit with the conical dust spray cover to prevent dust from falling. The invention can simulate the process of periodic contact and active inhalation of dust by underground coal miners, better simulate the working environment of underground workers, and provide data support for exploring the pathogenic mechanism of dust in a coal mining environment.
2.3. Pathological Study of Pneumoconiosis
The typical pathological changes of pneumoconiosis are alveolitis and pulmonary interstitial fibrosis, as shown in Figure 3. The main pathological changes are as follows: (1) the early pathological changes of alveolitis include increased exudation of neutrophils, lymphocytes and macrophages in alveoli. Cell debris increased. Acute and chronic inflammatory cell infiltration and telangiectasia; more phagocytic dust granulocytes can be seen in the alveoli. With the increase of dust exposure time, coal spots were deposited in the lung stroma. (2) Black coal spots can be seen on the pleural surface and lung section. The coal spots are soft and black. After fusion, coal spots can increase and combine into pieces to form visible patches. According to the lung section, the coal spots were concentrated in the center of the lobules around the bronchioles and in the alveoli. Their deposition often compresses the bronchial smooth muscle, resulting in the expansion of the airway in the center of the lobules, which leads to the formation of lobular central emphysema. (3) “Coal silicosis nodules” and “silicosis nodules” can be seen. Coal silicosis nodules have the characteristics of “coal lung” and “silicosis”. Under the microscope, there are two types: typical and atypical. The center of the former is a typical silicosis nodule, the collagen fibers are arranged radially like scallion skin, the surrounding coal dust deposits and fissures are separated, and the boundary is clear. The whole nodule is like a medal with ruby embedded in the middle, which is the characteristic lesion of “coal silicosis”. In atypical cases, the lesions were larger than coal dust fibers, more than half of them were collagen fibers, and there were a small number of “Silicon nodules”. (4) A large amount of coal dust is deposited around the alveolar septum, alveolar tract, interlobular septum, small blood vessels and bronchioles, resulting in fibrous hyperplasia and thickening, forming a diffuse fibrous network and causing pneumoconiosis interstitial fibrosis. (5) A large quantity of fibrosis is mainly concentrated in the upper segment of the lower lobe or the posterior segment of the upper lobe. At autopsy, the focus is a large black mass, often attached to the chest wall. The hardness of the mass is like rubber, and the boundary is usually unclear. When large, it can occupy most of the lung lobes, in the shape of a fissure, filled with ink like necrotic material.
Possible development direction in the later stage: Although previous studies have carried out a lot of research on the pathogenesis and pathogenesis of pneumoconiosis, and there are many hypotheses about the pathogenesis of coal workers’ pneumoconiosis, the pathogenesis of coal workers’ pneumoconiosis is not very clear. Compared with other pneumoconiosis, its research data are less, and most of them are limited to epidemiological investigation, body fluid composition detection pathological examination after autopsy or in vitro culture of bronchial epithelial cells. Therefore, it is difficult to dynamically and systematically observe the whole process of occurrence and development of pulmonary lesions of coal workers’ pneumoconiosis. In particular, the pathogenic mechanism of pneumoconiosis induced by different metamorphic coal dust is not clear, which seriously limits the research and application of early diagnosis and treatment measures, and it is difficult to control the disease early. In addition, the occupational disease diagnosis of coal worker pneumoconiosis is relatively simple, and there is no detailed distinction between the effects of coal dust with different metamorphic degrees on pneumoconiosis.
3. Preventive Measures for Dust in Mines
Mine pneumoconiosis caused by high dust concentration seriously threatens the health of workers, so the development of effective dust control technology is very important. At present, the technology of coal seam water injection for dust reduction, ventilation for dust removal, spray for dust suppression, and chemical dust suppression technology are mainly used for reducing dust sources in mining areas. Cheng et al. [48] systematically analyzed the research status of dust prevention in China’s coal mines, summarized the achievements of dust prevention theory and technology in the past 20 years, and put forward the future development direction. The existing dust-proof basic theories include dust dispersion pollution law, dust micro wetting theory, dust fog condensation and wet dust removal theory. In order to reduce the dust spraying, the local atomization closure and air curtain isolation in the comprehensive mining face are developed. The wind fog double screen synergism of the driving face is developed. The technology of water injection and strong permeability and moistening in the coal seam is applied. Different dust source control dust removal technologies such as high-efficiency environmental dust suppressors have been implemented. The following are the technical advances in ventilation and dust removal, spray dust fall and chemical dust suppression.
3.1. Ventilation and Spray Dust Removal
3.1.1. Removing Dust from Ventilation
The function of ventilation and dust removal is to dilute and remove the mineral dust in the air in the mine. At present, the ventilation of the heading face is mainly a press-in type and draw-out type. In the process of fully mechanized excavation, if there are no dust prevention measures, the dust concentration will quickly exceed the standard, and the visibility of the working face will be close to zero. In order to solve the technical problem of exceeding the standard of flour dust concentration in fully mechanized excavation, Yu et al. [3,49,50] established a high simulation three-dimensional model of a tunneling roadway, and used the steady-state solution method to simulate the dust distribution law under the ventilation conditions of pressure in type, pressure extraction hybrid type and adding wall attached air duct. The effects of the ratio of forced draft volume and the position of the forced draft tube on the distribution range of dust concentration and the law of particle size deposition are compared. The reasonable air volume pressure extraction ratio and the optimal layout of air duct position are obtained, and the optimal dust removal technology is defined, as shown in Figure 4.
Wang et al. [51] used the discrete phase problem (DPM) of computational fluid dynamics to carry out numerical simulation on the ventilation and dust removal system of rock roadway comprehensive excavation face (Figure 5). It was determined that the mixed ventilation and dust removal with the ratio of air volume and pressure to shaft of 2:3 was better. The correctness of the research conclusions was verified by the field application.
3.1.2. Dust Reduction by Spray
Wet spray dustfall is an effective measure generally adopted for high-concentration dust in mines. The main principle of spray dustfull is, through the droplet-dust particle gravity sedimentation, inertial collision, interception, Brownian diffusion and electrostatic effects, etc., the diffused dust can be effectively eliminated [52,53,54,55,56].
At present, researchers around the world have done a lot of research on spray dust removal. For example, Gang et al. [52] studied the spray parameters of a dust removal system by combining experimental and theoretical analyses and obtained the relationship between pressure and other parameters. Tessum et al. [53] measured the particle size and concentration of charge separation particles by using an aerodynamic particle size meter and studied the dust collecting performance of different surfactants on different coal dust particle sizes and charges (Figure 6). Gou [54] systematically studied the spray and suppression dust removal theory and its application on a fully mechanized mining face by combining basic theoretical analysis, numerical test, experimental test and engineering application test. Lin et al. [55] studied the variation law of gas–liquid ratio, axial distance and radial distance of single-phase nozzle and two-phase nozzle by using the test method. In order to correctly evaluate the interaction between water droplets, dust and flowing air, Swanson et al. [56] established a wind roadway to simulate underground operations under different environmental conditions, evaluated the control conditions and requirements of each dust source, and developed an optimized dust source control and dust removal system.
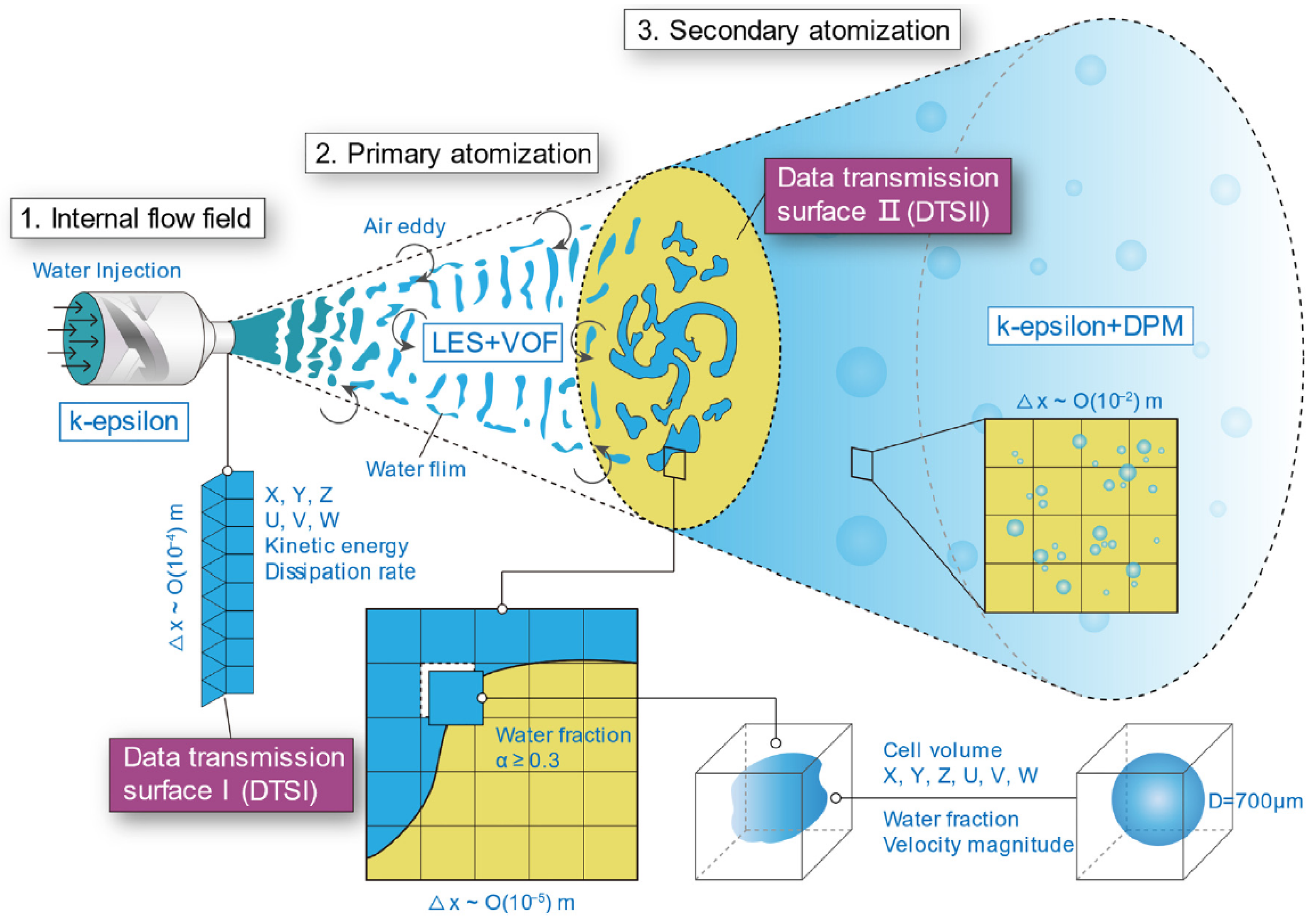
According to the experimental results of spray characteristics, Yu et al. [57] set up a one-way coupling framework of the nozzle inner flow field, primary atomization and two atomizations. Combined with the multi-domain data one-way transfer algorithm, the calculation domain is promoted from millimeter scale to micron-scale to form a multi-scale gas–liquid two-phase swirl nozzle atomization simulation method, as shown in Figure 7. A dust droplet collision calculation model was established, and the quantitative relationship between spray pressure and dusting rate of different structures was given. A new atomizing nozzle suitable for different spray pressures was developed. It had better dust reduction performance than typical nozzles, and the dust removal efficiency was increased by 18.77%.
3.1.3. Coupling Effect of Ventilation and Spray
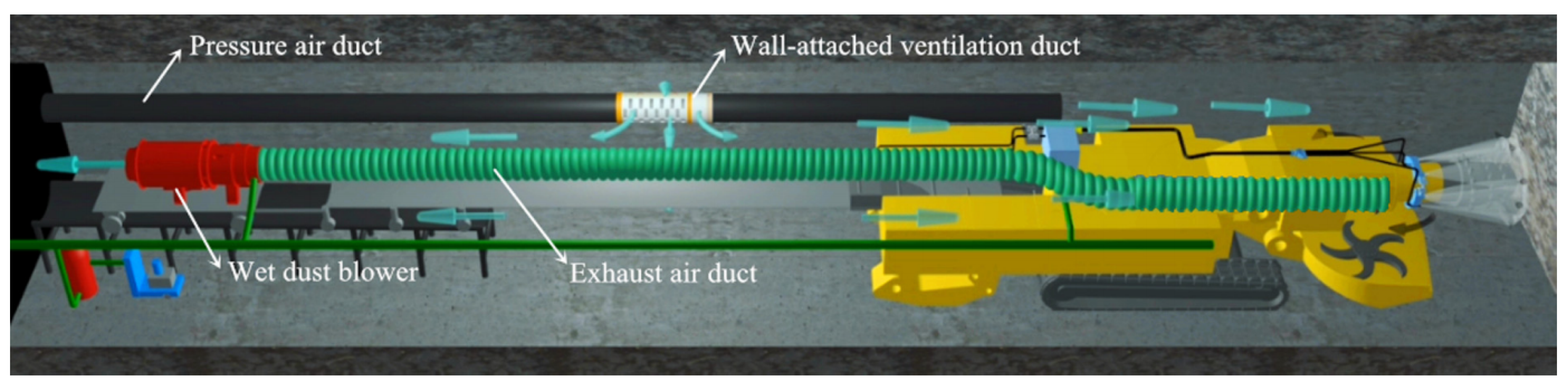
Based on the diffusion pollution law of dust source on the mining face, Wang et al. [58,59] developed a complete set of high-efficiency and miniaturized wind fog double curtain synergistic dust control equipment on a fully mechanized mining face. As shown in Figure 8, it is composed of light three-way cyclone air curtain device, high-efficiency wet dust removal fan, and a quantitative adding device of emollient, etc. The three-way swirl air curtain device realizes the radial air volume adjustment of 0~95% of the total compressed air through the air regulator. The three-way air outlet can be divided into the upper, middle and lower part of the roadway by radial airflow as required, forming a three-way swirl wind curtain covering the whole section of the roadway evenly. The water mist curtain is difficult to form due to the influence of high-speed axial pressure airflow. The equipment is easy to install, can be moved quickly and is adaptable, which meets the needs of different types of roadway rapid driving in China. After the application of this technology, the average total dust and exhalation dust reduction rates at the heading face are 96.5 and 95.7%, respectively. The total dust and exhalation dust concentrations at the driving driver with the most serious dust occupational hazards are 14.8 mg/m3 and 8.3 mg/m3, respectively [60,61].
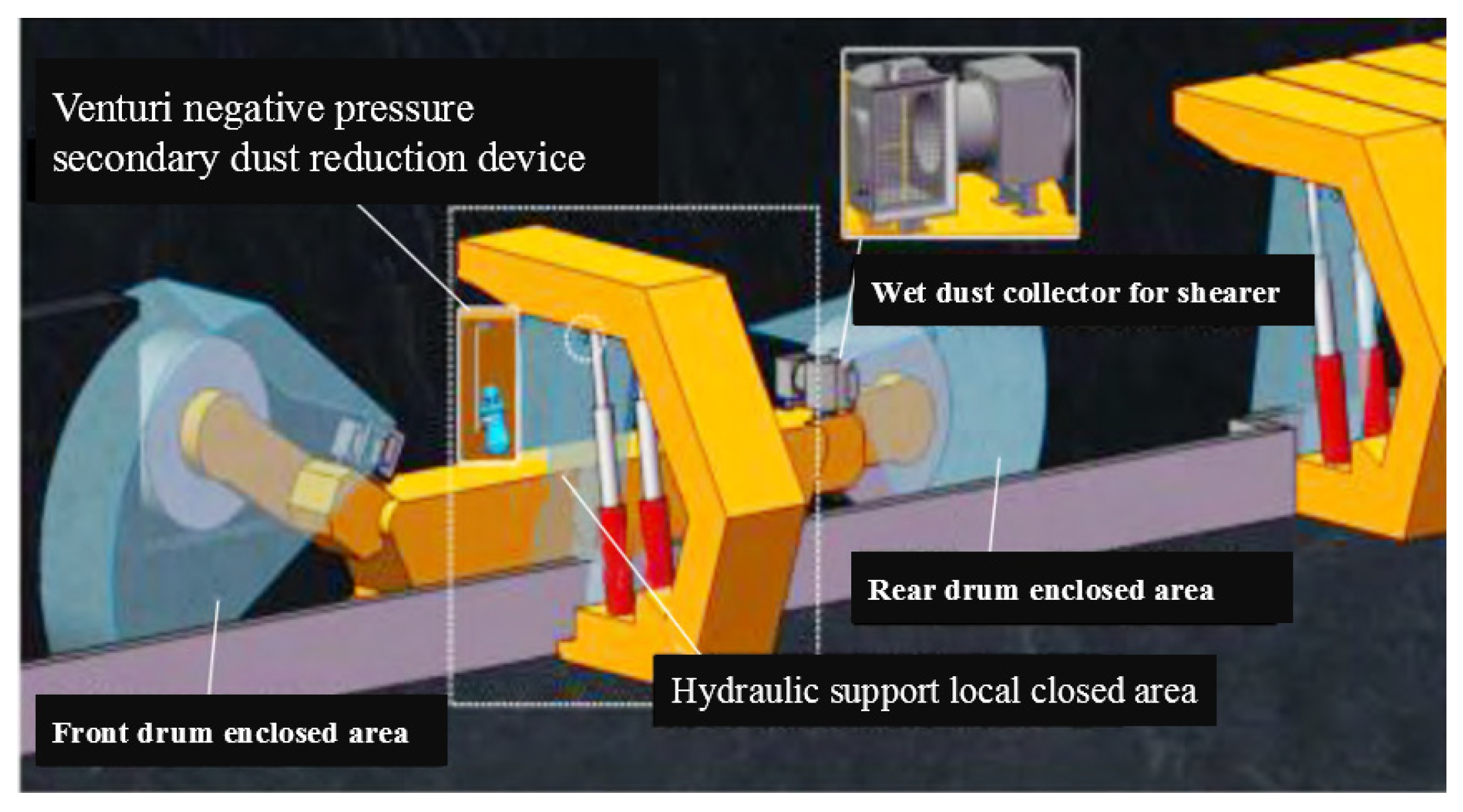
Zhou et al. [62,63] put forward the dust source local atomization closed control dust removal technology on the coal mining face. The technology mainly includes the optimization of the shearer spray, the optimization of the spray of the hydraulic support, the development and application of the new type of equipment, such as the two dust suppression device of Venturi negative pressure and the wet dust collector of the shearer. The shearer area and the hydraulic support area are regarded as two interrelated and relatively independent local areas. On the one hand, in view of the shearer area, through the shearer wet dust collector and the shearer sprayer, the local atomizing space is built to seal off the scattered area of the coal dust, and the migration of the drift wind to the sidewalk is slowed down, or the offset velocity is slowed down, thereby inhibiting the coal dust pollution in the pedestrian road and continuing to deteriorate. On the other hand, for the hydraulic support area, the negative pressure flow field formed in the sidewalk by the Venturi negative pressure secondary dust reduction device can effectively suck up the frame moving coal dust trapped near the breathing belt and spray it into the local atomized closed space in the hydraulic support area (Figure 9), so as to alleviate the coal dust pollution in the sidewalk.
3.2. Chemical Dust Suppression
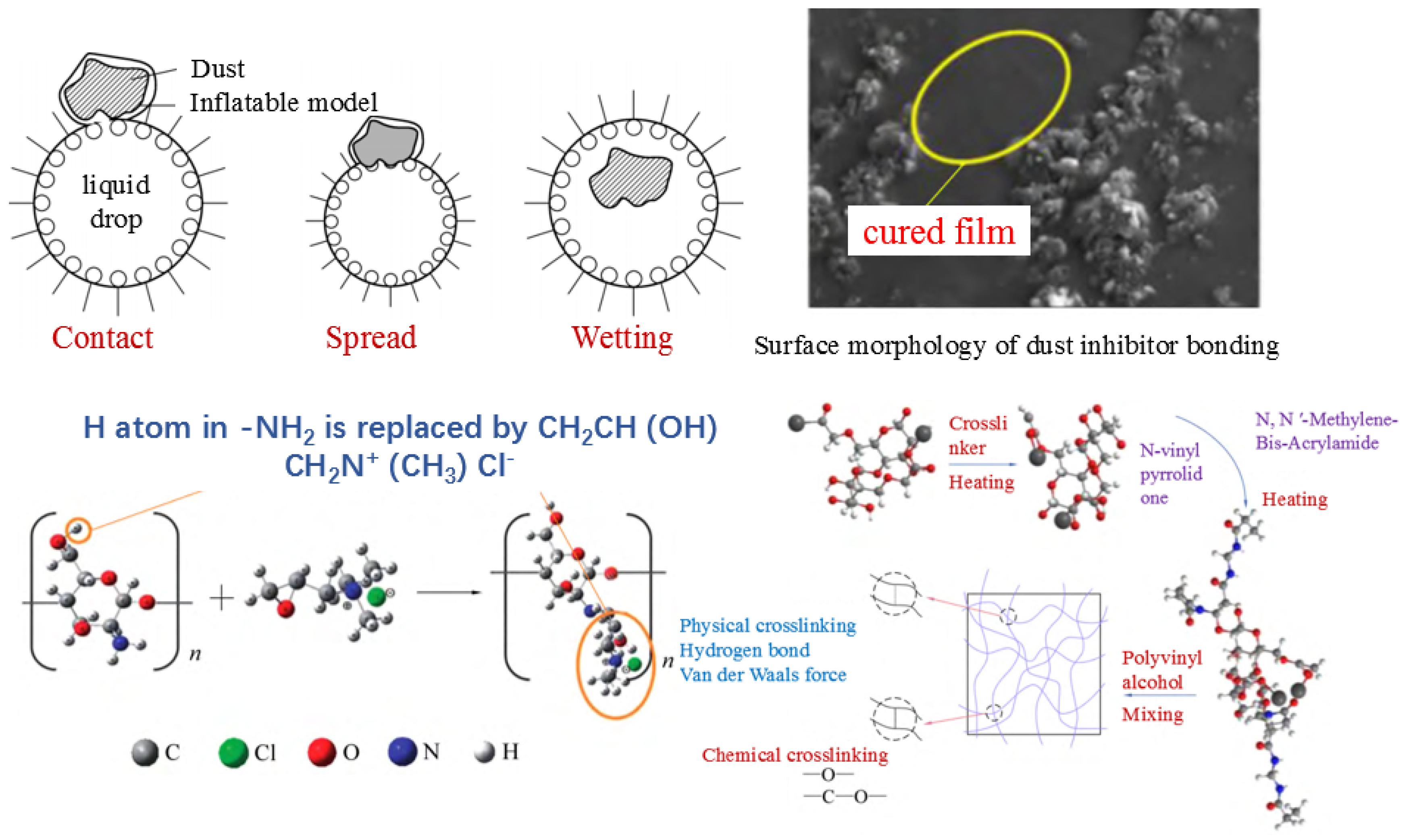
Chemical dust suppression is one of the effective ways to suppress dust transmission. At present, China’s expert team in dust prevention and control has made many scientific research achievements in chemical dust suppression technology. For example, through experiments such as modifying natural polymers and optimizing performance compounding, a new high-efficiency and environmental protection series of dust inhibitors have been developed. This kind of dust suppressor takes natural polymers as the main raw material, uses graft copolymerization technology for molecular modification, and forms branched chains on the molecular main chain, then mixed a small amount of surfactant. Finally, a non-toxic, biodegradable environment-friendly polymer spray dust suppressant was prepared, as shown in Figure 10. At the same time, a variety of different dust inhibitors have been developed for different dust environments, which overcomes the technical problems such as short dust suppression time, poor wettability and difficult natural degradation of a single dust inhibitor.
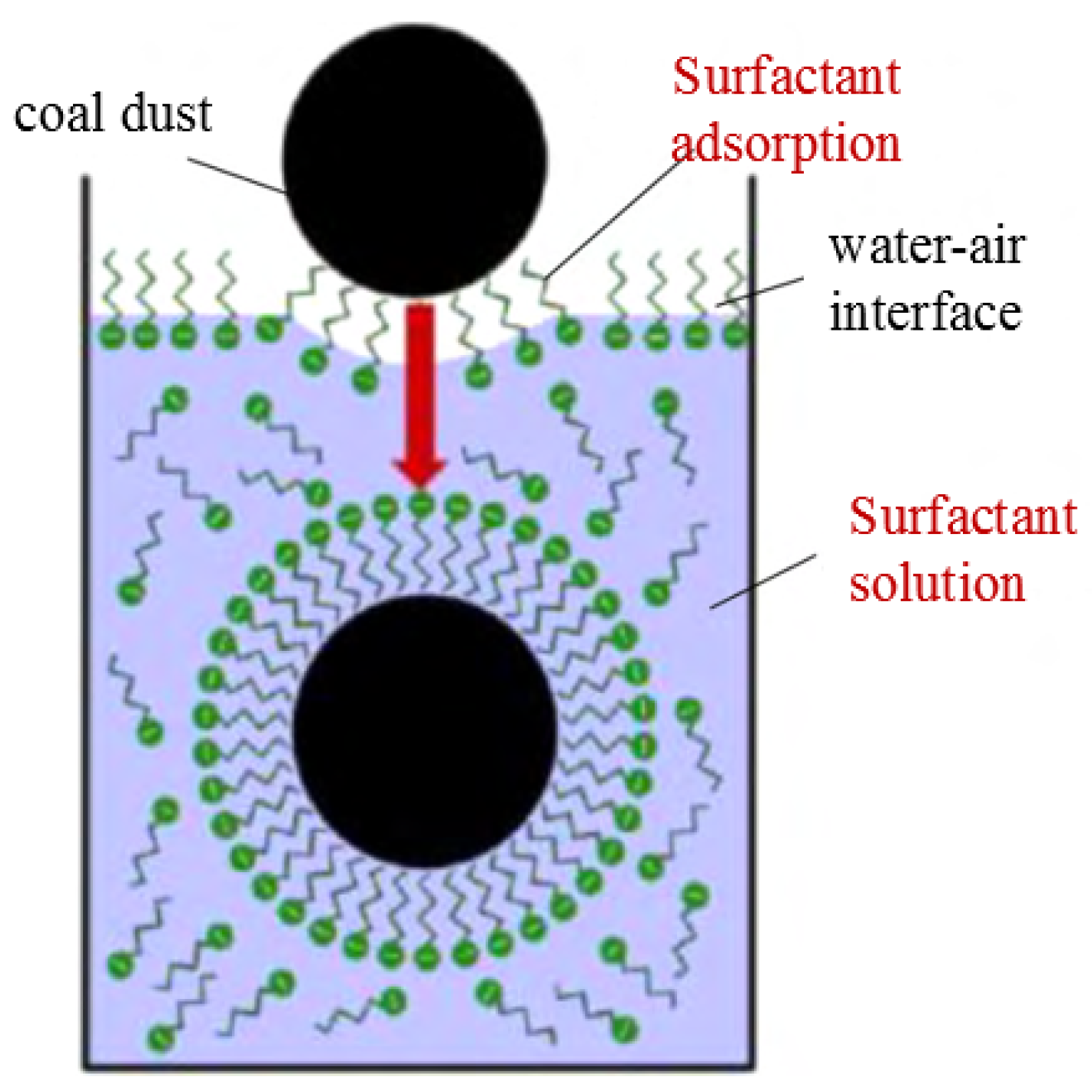
The combination of wet dust removal and chemical dust suppression, especially anionic surfactant, has the most significant effect on the wettability of coal. Li et al. [68] systematically analyzed the physical properties and wetting behavior of coal dust. The research shows that the finer the particle size of coal, the more complex the microstructure of coal and the worse the wettability of coal. Coal with high volatile content has poor wettability because volatile is easier to release and a gas film is easier to form around particles. Xu et al. [69] respectively studied the wettability of sodium dodecyl sulfate (SDS), sodium dodecyl sulfonate (SDDS) and sodium dodecylbenzene sulfonate (SDBS) on coal dust, and tested the parameters such as coal dust contact angle, surface tension and wetting time, as shown in Figure 11. The experimental results show that for the same anionic surfactant, with the increase of concentration, the adsorption density and hydrophilic water point of coal dust surface increase accordingly, and the wetting efficiency is improved.
3.3. Foam Dust Suppression
The essence of foam dust suppression is the use of foam to form a liquid film on the surface of dust and rock. The film can capture dust and prevent dust from escaping into the air. The foam has unique advantages, such as a large contact area, strong adhesion to dust and quick wetting dust. Arjmandi-Tash et al. [70] obtained beneficial results on foam stability (drainage), using different methods (adding surfactant, surfactant composite, polymer solution foaming) to study the change of foam drainage. Wang et al. [71] studied the effect of adding polymer in foaming agent solution on the key dust suppression properties of foam, as shown in Figure 12. By measuring and comparing the contact angle, viscosity modulus and foam drainage rate of several surfactants/polymer solutions, the wettability of the foam, the surface viscosity and stability of the foam were characterized. The results show that the addition of polymer increases the surface tension of surfactant solution and the contact angle between liquid and coal dust. Xu et al. [72] explored the effect of partially hydrolyzed polyacrylamide (HPAM) on the solution and foam properties of sodium alcohol ether sulfate (AES). It was found that the addition of HPAM enhanced the surface tension of AES solution and stabilized the bubble film.
4. Research Progress of Shotcrete Dust Control Technology
Since the new Austrian tunnel construction method was put forward, bolt shotcrete support has been widely used in roadway excavation engineering. Shotcrete is widely used in the construction of mine roadway, subway, tunnel, hydraulic culvert and other projects because of its characteristics of no formwork, fast construction speed, simple process and flexibility [73,74,75,76]. In recent years, the anchor shotcreting operation has mainly adopted dry shotcreting and wet shotcreting processes. Although the dry shotcreting operation is simple, the content of free silica in the dust on the operation site is more than 80% [77,78], and the risk of miners suffering from pneumoconiosis is very high.
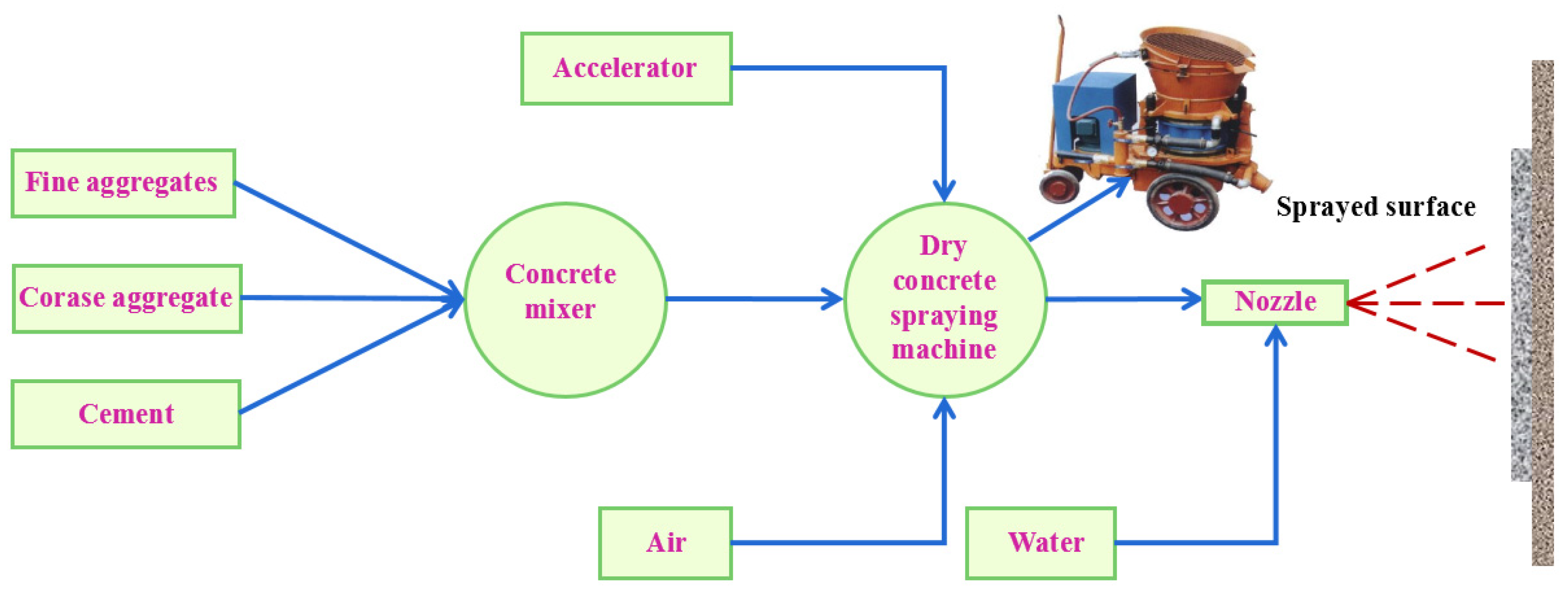
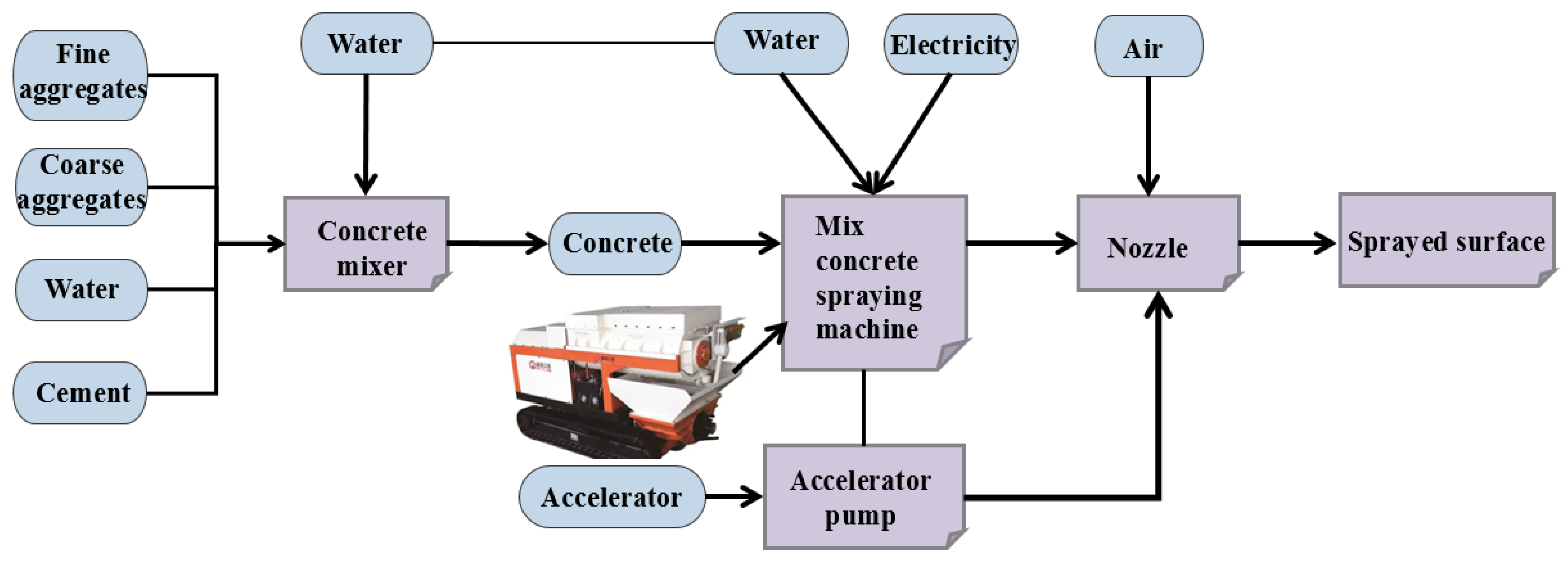
The shotcrete dust for mining is mainly cement dust, with a large amount of cement, about 440 kg/m3. Due to the small particle size of cement particles, cement dust escapes during handling, feeding, mixing and spraying. Understanding the characteristics and influencing factors of shotcrete dust has important theoretical significance for controlling shotcrete dust. There are many factors affecting the generation of shotcrete dust, mainly including: shotcrete material, mix proportion, shotcrete process (water pressure, working air pressure, spray distance, spray angle) and shotcrete equipment (spray gun, jet machine, etc.). Chen et al. [6] introduced the characteristics of shotcrete dust and its influencing factors. Starting from the shotcreting process, dry concrete spraying technology, wet concrete spraying technology and their dust production characteristics are introduced, respectively, as shown in Figure 13 and Figure 14. Due to the different ways of adding water to the mixture, the dust production of the two shotcrete technologies is very different. Field measurement shows that dry spraying produces the most dust and wet spraying produces the least. The following discusses the optimization of shotcrete process, the application of admixture materials and the optimization of spray gun structure design.
4.1. Research Progress of Shotcrete Technology
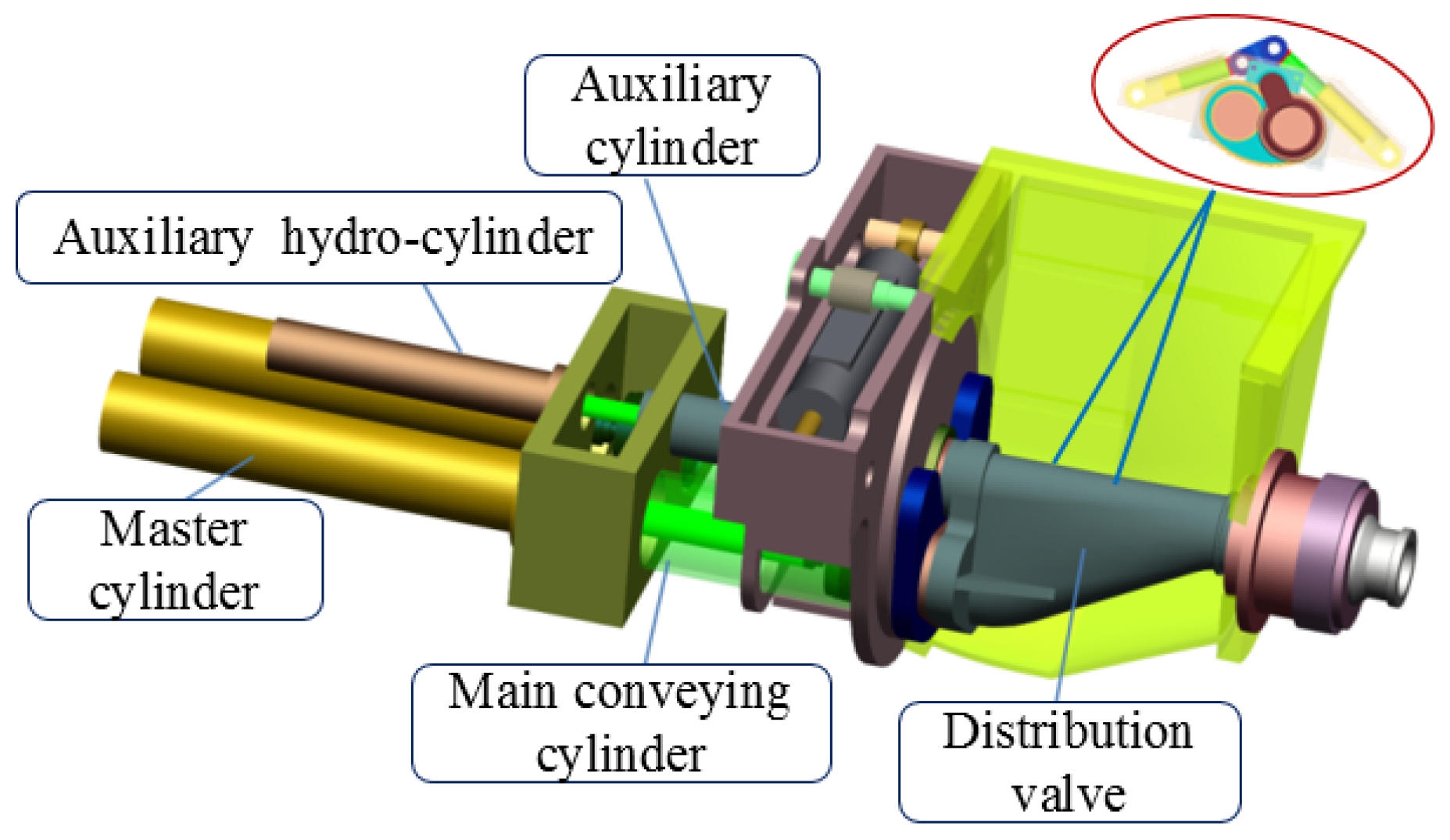
In order to reduce the impact of mining shotcrete dust on the surrounding environment, a new shotcrete process was developed. In addition to dry spraying process and wet spraying processes, a series of spraying processes such as the cement sand wrapping method, wet material mixing method and double wrapping parallel method have also been developed. The shotcrete process is to wet the dry mixture in advance, so as to reduce the dust concentration in the shotcrete. However, the traditional concrete wet spraying machine adopts the structure of a double plunger pump, and the spraying pulse is large due to the alternating pumping interval of the double plunger pump. The concrete spraying pulse causes the problems of high rebound rate, high labor intensity, low spraying efficiency and blind area in the spraying process. Jet pulse is one of the main technical problems that make it impossible to realize automatic and intelligent jets. Therefore, Ma [79] explored the pulse generation mechanism of the traditional wet shotcrete machine and concluded that the main reasons for the pulse are the stop of pumping of the master cylinder and the pressure relief and reflux of concrete in the main pipe when the distribution valve swings. The sealing diaphragm on the distribution valve is designed to solve the problems of pressure relief and backflow of concrete. The pumping structure of the three cylinder pulse free wet shotcrete machine is designed to effectively solve the pumping and spraying pulse of the concrete wet shotcrete machine, as shown in Figure 15.
Moreover, the dust generated in the process of dry spraying is largely affected by the structure of the spray gun. Because the mixing time of dry mixture and water at the nozzle is very short. If the nozzle structure design is unreasonable, some cement particles in the dry mixture will not be wetted, and a large amount of dust will be generated in the spraying process. Therefore, in order to reduce jet dust and improve the ability of the spray gun to wet dry-cement particles, some scholars have optimized the structure of the spray gun, for example, special-shaped hoist structures [80], conical tube structures [81], spiral structures [82], magnetized water structures [83], cylindrical structure spray gun, etc. It is mainly to increase the turbulence intensity of materials in the spray gun, increase the infiltration and mixing degree of cement particles and water, and compensate the unmixed cement particles by adding water twice.
4.2. Research Progress of the Material of Shotcrete
Adding additives to the shotcrete mixture can effectively reduce the shotcrete dust concentration and rebound loss. Accelerator and dust inhibitor can also be used to reduce the dust output of shotcrete. For example, Zeng et al. [83] analyzed the influence mechanism of magnetized water on the dust production of mine shotcrete. The results show that the dust concentration produced in the spraying process of mine concrete mixed with magnetized water is more than 50% lower than that of ordinary shotcrete. Zhou et al. [84] developed a new alkali-free liquid accelerator, which reduced the concentration of concrete shotcrete dust. In addition, adding fiber material or silicon powder to concrete mixing material can improve the spray-ability of concrete, and the incorporation of silicon powder can increase the cohesion of mine shotcrete, reduce rebound loss and reduce dust concentration [85,86,87,88].
According to the field measurement and observation, little dust is generated at the wet shotcrete nozzle. However, during on-site feeding, dust will be generated in the process of dry material splitting, handling, falling and collision with the bottom of the mixing drum. The complexity of multiple processes and the dispersion of multiple dust source points make it difficult to control the dust. In addition, a reasonable shotcrete material ratio, spraying process and pipeline transportation guarantee are the premise of successful wet shotcrete and the main direction of dust control research in the later stage. For example, during the on-site feeding process, especially the unpacking and feeding of cement bags, there is a lot of cement dust on the site. The equipment of cement dust-proof unpacker can be studied to solve the problems of high feeding dust concentration and difficult control, and provide technical guarantee for the control of wet shotcrete dust.
5. Conclusions and Prospects
A lot of research has been done on the prevention and control of pneumoconiosis and coal dust in China and abroad, and a lot of innovative achievements have been made. However, due to the complex conditions of coal mining in China, there are great differences in dust prevention and management in various coal mines. Related dust control theory and key technologies still need to be further developed and improved. For this, put forward the following proposal and prospect.
- (1)
- Possible development direction in the later stage of pneumoconiosis: although many scholars have carried out a lot of research on the pathogenesis of pneumoconiosis, and there are many hypotheses about the pathogenesis of coal worker pneumoconiosis, the pathogenesis of coal worker pneumoconiosis is not very clear. Compared with other pneumoconioses, its research data are less, and most of them are limited to epidemiological investigation, body fluid composition detection, pathological examination after an autopsy, or in vitro culture of bronchial epithelial cells. Therefore, it is difficult to dynamically and systematically observe the whole process of occurrence and development of pulmonary lesions of coal workers’ pneumoconiosis. In particular, the pathogenic mechanism of pneumoconiosis induced by different metamorphic coal dust is not clear, which seriously limits the research and application of early diagnosis and treatment measures, and it is difficult to control the disease early. In addition, the occupational disease diagnosis of coal worker pneumoconiosis is relatively simple, and there is no detailed distinction between the effects of coal dust with different metamorphic degrees on pneumoconiosis. The next step is to study the effect of submicron particles in respirable coal mine dust on pneumoconiosis.
- (2)
- In terms of dust prevention and control technology, it is necessary to make full use of key technologies such as dust big-data and artificial intelligence, promote intelligent dust prevention technology and equipment, and establish dust environmental sanitation evaluation model, health level evaluation standard and early warning platform. The technical parameter library of ventilation and dust removal under different working conditions is constructed to provide a theoretical basis and technical guidance for complex mine dust prevention and control. In the aspect of wet dust reduction, we should further study the dust fog coupling settlement mechanism in the mining area and strengthen the development and popularization of new chemical dust inhibitors. The new dust inhibitor shall be non-toxic, pollution-free, green, healthy and economical. In terms of shotcrete dust removal, at present, the shotcrete equipment is under the independent control of concrete mixing, pumping and shotcrete. All links are coordinated manually in the form of light or shouting. There is no intelligent control system integrating mixing, pumping, shotcrete and wind pressure. Long-distance-integrated intelligent shotcrete technology is the future research direction.
Author Contributions
Conceptualization, G.L. and J.Z.; methodology, Q.X.; investigation, Q.X.; resources, G.M.; writing—original draft preparation, G.L. and J.Z.; writing—review and editing, Q.X., W.N. and Q.G.; funding acquisition, G.L. All authors have read and agreed to the published version of the manuscript.
Funding
This study was funded by projects such as the National Natural Science Foundation of China (Grant No. 51974177, 51934004, 52104199, 52104206); Natural Science Foundation of Shandong (Grant No. ZR2019QEE007, ZR2019MEE115); Special funds for Taishan scholar project; Major scientific and technological innovation projects of Shandong Province (Grant No. 2019SDZY0203).
Institutional Review Board Statement
This article is just a review. The pictures involved in it all cite the existing literature and have been cited with permission. We have not carried out human and animal experiments, and there is no this statement.
Informed Consent Statement
Not applicable.
Conflicts of Interest
The authors declare that they have no known competing financial interest or personal relationship that could have appeared to influence the work reported in this paper.
References
- Yu, H.; Cheng, W.; Peng, H.; Xie, Y. An investigation of the nozzle’s atomization dust suppression rules in a fully-mechanized excavation face based on the airflow-droplet-dust three-phase coupling model. Adv. Powder Technol. 2018, 29, 941–956. [Google Scholar] [CrossRef]
- Cheng, W.; Liu, W.; Nie, W. Flour dust control technology and its development trend in coal mining. J. Shandong Univ. Sci. Technol. 2010, 29, 83–88. [Google Scholar] [CrossRef]
- Yu, H.; Cheng, W.; Wang, H.; Peng, H.; Xie, Y. Formation mechanisms of a dust-removal air curtain in a fully-mechanized excavation face and an analysis of its dust-removal performances based on CFD and DEM. Adv. Powder Technol. 2017, 28, 2830–2847. [Google Scholar] [CrossRef]
- Castranova, V.; Bowman, L.; Reasor, M.J.; Lewis, T.; Tucker, J.; Miles, P.R. The response of rat alveolar macrophages to chronic inhalation of coal dust and/or diesel exhaust. Environ. Res. 1985, 36, 405–419. [Google Scholar] [CrossRef]
- Meijers, J.M.M.; Swaen, G.M.H.; Slangen, J.J.M. Long-term mortality in miners with coal workers’ pneumoconiosis in the netherlands: A pilot study. Am. J. Ind. Med. 1991, 19, 43–50. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.; Li, P.; Liu, G.; Cheng, W.; Liu, Z. Development of cement dust suppression technology during shotcrete in mine of China—A review. J. Loss Prev. Process. Ind. 2018, 55, 232–242. [Google Scholar] [CrossRef]
- Luo, G. Simulation Study on the Transport Law of Flour Dust in Fully Mechanized Excavation; China University of Mining and Technology: Beijing, China, 2017. [Google Scholar]
- National Health Commission. Statistical Bulletin on the Development of Health Services in China. Available online: http://www.nhc.gov.cn/ (accessed on 26 October 2021).
- Healthy China. Healthy China: The Mortality Rate of Pneumoconiosis Is as High as 22.04%, and the Prevention and Control Work Is Urgent. Available online: http://news.zybw.com/xw/rdxw/13205.html (accessed on 26 October 2021).
- Qiao, J. Study on Animal Model of Coal Worker’s Pneumoconiosis in Rats; Jilin University: Changchun, China, 2009. [Google Scholar]
- Zou, C. Pathogenesis of pneumoconiosis. In Seminar on New Progress in Imaging Diagnosis of Pneumoconiosis; Shanxi People’s Publishing House: Datong, China, 2011. [Google Scholar]
- Murphy, D.M.F.; Metzger, L.F.; Silage, D.A.; Fogarty, C.M. Effect of Simple Anthracite Pneumoconiosis on Lung Mechanics. Chest 1982, 82, 744–750. [Google Scholar] [CrossRef]
- Nadif, R.; Jedlicka, A.; Mintz, M.; Bertrand, J.P.; Kleeberger, S.; Kauffmann, F. Effect of TNF and LTA polymorphisms on biological markers of response to oxidative stimuli in coal miners: A model of gene-environment interaction. J. Med. Genet. 2003, 40, 96–103. [Google Scholar] [CrossRef] [Green Version]
- Borm, P.; Schins, R. Genotype and phenotype in susceptibility to coal workers’ pneumoconiosis. the use of cytokines in perspective. Eur. Respir. J. Suppl. 2001, 32, 127s–133s. [Google Scholar]
- Donaldson, K.; Stone, V.; Duffin, R.; Clouter, A.; Borm, P. The Quartz Hazard: Effects of Surface and Matrix on Inflammogenic Activity. J. Environ. Pathol. Toxicol. Oncol. 2001, 20 (Suppl. 1), 109–118. [Google Scholar] [CrossRef]
- Lu, D.; Song, Z.; Li, S.; Yang, H.; Xu, L. Relationship of Coal Dust Composition and Coal Worker’s Pneumoconiosis. Chin. J. Coal Ind. Med. 2008, 11, 390–393. [Google Scholar] [CrossRef]
- Li, B.; Tan, Q.; Liu, S. Study on relationship Between Coal and rock Mineral Composition and Incidence of Pneumoconiosis. Saf. Coal Mines 2015, 46, 67–69. [Google Scholar] [CrossRef]
- Narin, M.S. The survey of trance element snickel, cuprum, manganese, cadmium and cobalt in the dust of the road in Nigde of Turkey. Trance Elem. E-Lectrolytes 1999, 16, 99–103. [Google Scholar]
- Ma, X. Free radical mechanism of nickel carcinogenesis, Institute of Health. J. Hyg. Res. 1997, 26, 168–171. [Google Scholar] [CrossRef]
- Da Silva, J.; De Freitas, T.R.O.; Heuser, V.; Marinho, J.R.; Bittencourt, F.; Cerski, C.T.S.; Kliemann, L.M.; Erdtmann, B. Effects of chronic exposure to coal in wild rodents (Ctenomys torquatus) evaluated by multiple methods and tissues. Mutat. Res. Genet. Toxicol. Environ. Mutagenesis 2000, 470, 39–51. [Google Scholar] [CrossRef]
- Zhou, J.F.; Zhu, Y.P.; Shen, W.D.; Peng, F.Y.; Ding, D.Y. Studies on Relationship between Nitric Oxide, Antioxidants, Antioxidases and Silicosis. J. Labour Med. 1999, 16, 5–8. [Google Scholar]
- Hua, Z.; Minggong, F. Study on serum nitric oxide and antioxidant function in patients with coal silicosis. Chin. J. Tuberc. Respir. 1998, 21, 122. [Google Scholar]
- Wang, M.; Hu, C.; Dong, Z. Study on the activities of serum CuZn SOD and ceruloplasmin in patients with coal worker’s pneumoconiosis. Environ. Occup. Med. 2005, 22, 357–358. [Google Scholar] [CrossRef]
- Blackford, J.A.; Jones, W.; Dey, R.D.; Castranova, V. Comparison of inducible nitric oxide synthase gene expression and lung inflammation following intratracheal instillation of silica, coal, carbonyl iron, or titanium dioxide in rats. J. Toxicol. Environ. Health 1997, 51, 203–218. [Google Scholar] [CrossRef]
- Mossman, B.T.; Borm, P.J.; Castranova, V.; Costa, D.L.; Kleeberger, S.R. Mechanisms of action of inhaled fibers, particles and nanoparticles in lung and cardiovascular diseases. Part. Fibre Toxicol. 2007, 4, 4. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Janssen, Y.M.W.; Marsh, J.P.; Driscoll, K.E.; Borm, P.J.A.; Oberdörster, G.; Mossman, B.T. Increased expression of manganese-containing superoxide dismutase in rat lungs after inhalation of inflammatory and fibrogenic minerals. Free. Radic. Biol. Med. 1994, 16, 315–322. [Google Scholar] [CrossRef]
- Vanhée, D.; Gosset, P.; Boitelle, A.; Wallaert, B.; Tonnel, A.B. Cytokine-cytokine network in silicosis and coal workers’ pneumoconiosis. Eur. Respir. J. 1995, 8, 834–842. [Google Scholar] [CrossRef]
- Kreofsky, T.J.; Russell, J.A.; Rohrbach, M.S. Inhibition of alveolar macrophage spreading and phagocytosis by cotton bract tannin. A potential mechanism in the pathogenesis of byssinosis. Am. J. Pathol. 1990, 137, 263–274. [Google Scholar] [CrossRef] [PubMed]
- Kuhn, D.C.; Stanley, C.F.; El-Ayouby, N.; Demers, L.M. Effect of in vivo coal dust exposure on arachidonic acid metabolism in the rat alveolar macrophage. J. Toxicol. Environ. Health 1990, 29, 157–168. [Google Scholar] [CrossRef]
- Bégin, R.; Dufresne, A.; Cantin, A.; Massé, S.; Sébastien, P.; Perrault, G. Carborundum Pneumoconiosis: Fibers in the Mineral Activate Macrophages to Produce Fibroblast Growth Factors and Sustain the Chronic Inflammatory Disease. Chest 1989, 95, 842–849. [Google Scholar] [CrossRef]
- Tephly, L.A.; Carter, A.B. Asbestos-Induced MKP-3 Expression Augments TNF-α Gene Expression in Human Monocytes. Am. J. Respir. Cell Mol. Biol. 2008, 39, 113–123. [Google Scholar] [CrossRef] [Green Version]
- Rimal, B.; Greenberg, A.K.; Rom, W.N. Basic pathogenetic mechanisms in silicosis: Current understanding. Curr. Opin. Pulm. Med. 2005, 11, 169–173. [Google Scholar] [CrossRef]
- Corsini, E.; Giani, A.; Peano, S.; Marinovich, M.; Galli, C.L. Resistance to silica-induced lung fibrosis in senescent rats: Role of alveolar macrophages and tumor necrosis factor-α (TNF). Mech. Ageing Dev. 2004, 125, 145–146. [Google Scholar] [CrossRef]
- Corsini, E.; Giani, A.; Lucchi, L.; Peano, S.; Viviani, B.; Galli, C.L.; Marinovich, M. Resistance to acute silicosis in senescent rats: Role of alveolar macrophages. Chem. Res. Toxicol. 2003, 16, 1520–1527. [Google Scholar] [CrossRef] [PubMed]
- Cummins, A.B.; Palmer, C.; Mossman, B.T.; Taatjes, D.J. Persistent Localization of Activated Extracellular Signal-Regulated Kinases (ERK1/2) Is Epithelial Cell-Specific in an Inhalation Model of Asbestosis. Am. J. Pathol. 2003, 162, 713–720. [Google Scholar] [CrossRef] [Green Version]
- Upadhyay, D.; Kamp, D.W. Asbestos-induced pulmonary toxicity: Role of DNA damage and apoptosis. Exp. Biol. Med. 2003, 228, 650–659. [Google Scholar] [CrossRef] [PubMed]
- Bingham, E.; Barkley, W.; Murthy, R.; Vassallo, C. Investigation of alveolar macrophages from rats exposed to coal dust. Inhaled Part. 1975, 4 Pt 2, 543–550. [Google Scholar]
- Holt, P.G. Inflammation in organic dust-induced lung disease: New approaches for research into underlying mechanisms. Am. J. Ind. Med. 2015, 17, 47–54. [Google Scholar] [CrossRef]
- Velan, G.M.; Kumar, R.K.; David, D.C. Pulmonary inflammation and fibrosis following subacute inhalational exposure to silica: Determinants of progression. Pathology 1993, 25, 282–290. [Google Scholar] [CrossRef]
- Lusuardi, M.; Capelli, A.; Carli, S.; Donner, C.F. Inflammatory and immune reactions associated with inorganic dust exposure: Comparison between patients with and without clinical lung involvement. Eur. Respir. J. 1990, 3, 365–367. [Google Scholar] [PubMed]
- Costabel, U.; Teschler, H. Inflammation and immune reactions in interstitial lung disease (ILD) associated with inorganic dust exposure. Eur. Respir. J. 1990, 3, 363–364. [Google Scholar]
- Pilger, A.; Germadnik, D.; Schaffer, A.; Theiler, A.; Pils, P.; Sluka, F.; Winker, N.; Rüdiger, H. 8-Hydroxydeoxyguanosine in leukocyte DNA and urine of quartz-exposed workers and patients with silicosis. Int. Arch. Occup. Environ. Health 2000, 73, 305–310. [Google Scholar] [CrossRef]
- Castranova, V. Role of nitric oxide in the progression of pneumoconiosis. Biochemistry 2004, 69, 32–37. [Google Scholar] [CrossRef]
- Qu, Y.; Tang, Y.; Cao, D.; Wu, F.; Liu, J.; Lu, G.; Zhang, Z.; Xia, Z. Genetic polymorphisms in alveolar macrophage response-related genes, and risk of silicosis and pulmonary tuberculosis in Chinese iron miners. Int. J. Hyg. Environ. Health 2007, 210, 679–689. [Google Scholar] [CrossRef]
- Liu, B.C.; Guan, R.; Zhou, P.H.; Fu, D.C.; Huang, B.H.; Miao, Q.; Wang, H.H.; You, B.R. p53 and K-ras gene mutations in lung cancer of workers exposed to silica and asbestos. Lung Cancer 2000, 29 (Suppl. 1), 211. [Google Scholar] [CrossRef]
- Zhai, R.; Jetten, M.; Schins, R.P.F.; Franssen, H.; Borm, P.J.A. Polymorphisms in the promoter of the tumor necrosis factor-alpha gene in coal miners. Am. J. Ind. Med. 2010, 34, 318–324. [Google Scholar] [CrossRef]
- Liu, G.; Sun, Z.; Meng, X. Dust Inhalation Experimental Device of Coal Worker’s Pneumoconiosis Animal Model. CN111758585A, 13 October 2020. [Google Scholar]
- Cheng, W.M.; Zhou, G.; Chen, L.J.; Wang, G.; Nie, W.; Zhang, Q.T. Research progress and prospect of dust control theory and technology in China’s coal mines in the past 20 years. Coal Sci. Technol. 2020, 48, 1–20. [Google Scholar] [CrossRef]
- Cheng, W.; Yu, H.; Zhou, G.; Nie, W. The diffusion and pollution mechanisms of airborne dusts in fully-mechanized excavation face at mesoscopic scale based on CFD-DEM. Process. Saf. Environ. Prot. 2016, 104, 240–253. [Google Scholar] [CrossRef]
- Yu, H.; Cheng, W.; Wu, L.; Wang, H.; Xie, Y. Mechanisms of dust diffuse pollution under forced-exhaust ventilation in fully-mechanized excavation faces by CFD-DEM. Powder Technol. 2017, 317, 31–47. [Google Scholar] [CrossRef]
- Wang, M.; Jiang, Z.; Tian, D.; Zhang, C. Numerical Simulation on Compound Ventilation and Dust Removal in Fully Mechanized Excavation Face of Rock Roadway. J. North China Inst. Sci. Technol. 2019, 16, 11–17. [Google Scholar]
- Gang, Z.; Wen, N.; Wei-Min, C.; Hao, W. Influence regulations analysis of high-pressure atomization dust-settling to dust particle’s microscopic parameters in fully mechanized caving coal face. J. China Coal Soc. 2014, 39, 2053–2059. [Google Scholar] [CrossRef]
- Tessum, M.W.; Raynor, P.C. Effects of Spray Surfactant and Particle Charge on Respirable Coal Dust Capture. Saf. Health Work. 2017, 8, 296–305. [Google Scholar] [CrossRef]
- Gou, H. Theory and Application of Spray Dust Control in Fully Mechanized Coal Face; North China Institute of Science and Technology: Beijing, China, 2015. [Google Scholar]
- Lin, H.; Liu, D.; Liu, M. Experimental and numerical simulation of nozzle atomization characteristics. J. Power Eng. 2015, 12, 998–1005. [Google Scholar]
- Swanson, J.G.; Langefeld, O. Fundamental research in water spray systems for dust control. Min. Technol. 2015, 124, 78–82. [Google Scholar] [CrossRef]
- Yu, H.; Jin, Y.-C.; Cheng, W.; Yang, X.; Peng, X.; Xie, Y. Multiscale simulation of atomization process and droplet particles diffusion of pressure-swirl nozzle. Powder Technol. 2021, 379, 127–143. [Google Scholar] [CrossRef]
- Hao, W. Research and Application of Radial Swirling Air Curtain Dust Control Technology in Fully Mechanized Working Face; Shandong University of Science and Technology: Qingdao, China, 2018. [Google Scholar]
- Wang, H.; Cheng, W.; Sun, B.; Ma, Y. Effects of radial air flow quantity and location of an air curtain generator on dust pollution control at fully mechanized working face. Adv. Powder Technol. 2017, 28, 1780–1791. [Google Scholar] [CrossRef]
- Nie, W.; Wei, W.; Cai, P.; Liu, Z.; Liu, Q.; Ma, H.; Liu, H. Simulation experiments on the controllability of dust diffusion by means of multi-radial vortex airflow. Adv. Powder Technol. 2018, 29, 835–847. [Google Scholar] [CrossRef]
- Liu, R.; Wang, H.; Shi, S. Simulation experimental study on preventing dust from spreading to the driver’s working area of shearer with air curtain. J. Hunan Univ. Sci. Technol. Nat. Sci. Ed. 2000, 15, 17–21. [Google Scholar]
- Zhou, G.; Zhang, Q.; Bai, R.; Xu, M.; Zhang, M. CFD simulation of air-respirable dust coupling migration law at fully mechanized mining face with large mining height. J. China Univ. Min. Technol. 2016, 45, 684–693. [Google Scholar] [CrossRef]
- Zhou, G.; Feng, B.; Yin, W.; Wang, J. Numerical simulations on airflow-dust diffusion rules with the use of coal cutter dust removal fans and related engineering applications in a fully-mechanized coal mining face. Powder Technol. 2018, 339, 354–367. [Google Scholar] [CrossRef]
- Sun, B. Local Spray Closure Dedust Technique of Coal Dust Sources in Fully-Mechanized Mining Face. J. Shandong Univ. Sci. Technol. 2018. Available online: http://223.220.252.171:81/KCMS/detail/detail.aspx?filename=1019243736.nh&dbcode=CDFD&dbname=CDFD2020] (accessed on 18 September 2021).
- Jie, Y.; Yong, Z.; Duan, L.; Zhang, H.; Xie, J.; Shu, X. Study on formula optimization of coal dustfall agent based on response surface method. Appl. Chem. Ind. 2019, 48, 2036–2040. [Google Scholar] [CrossRef]
- Liu, Y.; Wen, N.; Hu, J. Solidifying dust suppressant based on modified chitosan and experimental study on its dust suppression performance. Adsorpt. Sci. Technol. 2018, 36, 640–654. [Google Scholar] [CrossRef]
- Zhang, H.; Nie, W.; Wang, H.; Bao, Q.; Jin, H.; Liu, Y. Preparation and experimental dust suppression performance characterization of a novel guar gum-modification-based environmentally-friendly degradable dust suppressant. Powder Technol. 2018, 339, 314–325. [Google Scholar] [CrossRef]
- Li, Q.; Lin, B.; Zhao, S.; Dai, H. Surface physical properties and its effects on the wetting behaviors of respirable coal mine dust. Powder Technol. 2013, 233, 137–145. [Google Scholar] [CrossRef]
- Xu, C.; Wang, D.; Wang, H.; Ma, L.; Zhu, X.; Zhu, Y.; Zhang, Y.; Liu, F. Experimental investigation of coal dust wetting ability of anionic surfactants with different structures. Process. Saf. Environ. Prot. 2019, 121, 69–76. [Google Scholar] [CrossRef]
- Arjmandi-Tash, O.; Trybala, A.; Mahdi, F.M.; Kovalchuk, N.M.; Starov, V. Foams built up by non-Newtonian polymeric solutions: Free drainage. Colloids Surf. A Physicochem. Eng. Asp. 2016, 521, 112–120. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Wei, X.; Du, Y.; Wang, D. Effect of water-soluble polymers on the performance of dust-suppression foams: Wettability, surface viscosity and stability. Colloids Surf. A Physicochem. Eng. Asp. 2019, 568, 92–98. [Google Scholar] [CrossRef]
- Xu, C.; Wang, D.; Wang, H.; Hu, J.; Zhu, X.; Zhang, Y. Effect of partially hydrolyzed polyacrylamide on the solution and foam properties of sodium alcohol ether sulfate. Colloids Surf. A Physicochem. Eng. Asp. 2018, 556, 51–60. [Google Scholar] [CrossRef]
- Yun, K.-K.; Choi, S.-Y.; Yeon, J.H. Effects of admixtures on the rheological properties of high-performance wet-mix shotcrete mixtures. Constr. Build. Mater. 2015, 78, 194–202. [Google Scholar] [CrossRef]
- Pan, G.; Li, P.; Chen, L.; Liu, G. A study of the effect of rheological properties of fresh concrete on shotcrete-rebound based on different additive components. Constr. Build. Mater. 2019, 224, 1069–1080. [Google Scholar] [CrossRef]
- Yun, K.-K.; Choi, P.; Yeon, J.H. Correlating rheological properties to the pumpability and shootability of wet-mix shotcrete mixtures. Constr. Build. Mater. 2015, 98, 884–891. [Google Scholar] [CrossRef]
- Wang, J.; Niu, D.; Zhang, Y. Mechanical properties, permeability and durability of accelerated shotcrete. Constr. Build. Mater. 2015, 95, 312–328. [Google Scholar] [CrossRef]
- Joshi, J.; Karkhanis, V. Cement dust exposure-related emphysema in a construction worker. Lung India Off. Organ Indian Chest Soc. 2015, 28, 294–296. [Google Scholar] [CrossRef]
- Odo, R.I.; Mbegbu, E.C.; Nwosu, K.C.; Aba, P.E.; Aka, L.O.; Obidike, I.R. Effect of cement dust on reproductive performance and some physiological parameters in albino rats. Comp. Clin. Pathol. 2015, 24, 521–526. [Google Scholar] [CrossRef]
- Ma, G. Development and Experimental Study of a New Non Pulse Wet Spraying Machine; Shandong University of Science and Technology: Qingdao, China, 2020. [Google Scholar]
- Ma, C. Test of pre adding water with double water ring and reducing hoist pipe for Shotcrete. Coal Sci. Technol. 1977, 23, 33. [Google Scholar]
- Chen, X.; Li, B. Dust source analysis and Prevention Countermeasures of shotcrete flour. Min. Saf. Environ. Prot. 1997, 12, 33–35. [Google Scholar]
- Cheng, K.; Pengcheng, L.I.; Jiang, X.; Chen, L.; Zhou, Z. Structure Optimization on the Nozzles of Mining Wet Sprayed Concrete Machine. Min. Res. Dev. 2018, 38, 81–85. [Google Scholar] [CrossRef]
- Zeng, X.T.; Ren, Z.H.; Wang, X.G. Experimental investigations on reducing the dust density and the rebound rate of shotcrete by using magnetized water. J. China Coal Soc. 2014, 39, 705–712. [Google Scholar] [CrossRef]
- Zhou, G.; Cheng, W.; Cao, S. Development of a New Type of Alkali-Free Liquid Accelerator for Wet Shotcrete in Coal Mine and Its Engineering Application. Adv. Mater. Sci. Eng. 2015, 2015, 813052. [Google Scholar] [CrossRef] [Green Version]
- Liu, G.; Cheng, W.; Chen, L. Investigating and optimizing the mix proportion of pumping wet-mix shotcrete with polypropylene fiber. Constr. Build. Mater. 2017, 150, 14–23. [Google Scholar] [CrossRef]
- Choi, P.; Yeon, J.H.; Yun, K.-K. Air-void structure, strength, and permeability of wet-mix shotcrete before and after shotcreting operation: The influences of silica fume and air-entraining agent. Cem. Concr. Compos. 2016, 70, 69–77. [Google Scholar] [CrossRef]
- Wolsiefer, J.; Morgan, D.R. Silica fume in shotcrete. Concr. Int. 1993, 15, 34–39. [Google Scholar]
- Mazloom, M.; Ramezanianpour, A.A.; Brooks, J.J. Effect of silica fume on mechanical properties of high-strength concrete. Cem. Concr. Compos. 2004, 26, 347–357. [Google Scholar] [CrossRef]
Figure 1.
Hypothesis of pathogenesis of coal workers’ pneumoconiosis [10].
Figure 1.
Hypothesis of pathogenesis of coal workers’ pneumoconiosis [10].

Figure 2.
Dust inhalation experimental device for an animal model of coal workers’ pneumoconiosis [47]. 1. Feeding cage; 2. dust bin; 3. dust; 4. nozzle assembly; 4a. nozzle cover; 4b. nozzle base plate; 4c. return spring; 5. conical slider; 6a. connecting rod assembly; 6b and 6c. connecting rod shaft; 7. bearing; 8. movable table; 9. molar and drinking and eating device; 10. spring.
Figure 2.
Dust inhalation experimental device for an animal model of coal workers’ pneumoconiosis [47]. 1. Feeding cage; 2. dust bin; 3. dust; 4. nozzle assembly; 4a. nozzle cover; 4b. nozzle base plate; 4c. return spring; 5. conical slider; 6a. connecting rod assembly; 6b and 6c. connecting rod shaft; 7. bearing; 8. movable table; 9. molar and drinking and eating device; 10. spring.

Figure 3.
Slice observation of typical lung cases (Masson × 400, left: coal spot and large fibrosis; right: pulmonary interstitial fibrosis and local emphysema) [10].
Figure 3.
Slice observation of typical lung cases (Masson × 400, left: coal spot and large fibrosis; right: pulmonary interstitial fibrosis and local emphysema) [10].

Figure 4.
Migration law of wind dust coupling field during long pressure and short exhaust [50].
Figure 4.
Migration law of wind dust coupling field during long pressure and short exhaust [50].

Figure 5.
Distribution of flow field in forced ventilation [51].
Figure 5.
Distribution of flow field in forced ventilation [51].

Figure 6.
Relationship between coal dust aerosol and particle charge level [53].
Figure 6.
Relationship between coal dust aerosol and particle charge level [53].

Figure 7.
Schematic of the simulation method for investigating the pressure-swirl nozzle [57].
Figure 7.
Schematic of the simulation method for investigating the pressure-swirl nozzle [57].

Figure 8.
Diagram of the site assembly [59].
Figure 8.
Diagram of the site assembly [59].

Figure 9.
Principle sketch of partially closed atomization dust removal in shearer–hydraulic support area [63,64].


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 11.
Dynamic wetting process of coal dust [69].
Figure 11.
Dynamic wetting process of coal dust [69].

Figure 12.
Foam-drainage behavior of the surfactant solution with added polymer [71].
Figure 12.
Foam-drainage behavior of the surfactant solution with added polymer [71].

Figure 13.
Process flow of concrete dry spraying.

Figure 14.
Process flow of concrete wet spraying.

Figure 15.
Non-pulse wet spraying machine-three cylinder structure [79].
Figure 15.
Non-pulse wet spraying machine-three cylinder structure [79].

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Liu, G.; Xu, Q.; Zhao, J.; Nie, W.; Guo, Q.; Ma, G. Research Status of Pathogenesis of Pneumoconiosis and Dust Control Technology in Mine—A Review. Appl. Sci. 2021, 11, 10313. https://0-doi-org.brum.beds.ac.uk/10.3390/app112110313
AMA Style
Liu G, Xu Q, Zhao J, Nie W, Guo Q, Ma G. Research Status of Pathogenesis of Pneumoconiosis and Dust Control Technology in Mine—A Review. Applied Sciences. 2021; 11(21):10313. https://0-doi-org.brum.beds.ac.uk/10.3390/app112110313
Chicago/Turabian StyleLiu, Guoming, Qianqian Xu, Jipeng Zhao, Wen Nie, Qingkun Guo, and Guanguo Ma. 2021. "Research Status of Pathogenesis of Pneumoconiosis and Dust Control Technology in Mine—A Review" Applied Sciences 11, no. 21: 10313. https://0-doi-org.brum.beds.ac.uk/10.3390/app112110313
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.