3.1. Introduction of Experimental Instruments
In this study, according to Chinese national standard GB/T 16425, a standard 20 L spherical explosion system was used to carry out the explosion suppression experiment, as shown in
Figure 6. The device consisted of three main parts: a main sphere, a control system, and a data acquisition system [
28]. During the experiment, a 10 KJ chemical igniter was installed at the center of the ignition electrode in the 20 L spherical tank, and then the 20 L spherical tank was closed. A given weight of dust was placed in the dust bin, the explosion chamber was vacuumed to 0.06 MPa, and the dispersion pressure was set to 2.0 MPa. When the solenoid valve between the dust storage container and the test chamber opened automatically, air and dust were sprayed into the explosion chamber and ignited after a delay of 60 ms. An oil shale dust concentration of 500 g/m
3, which had the strongest explosion index, was chosen as the experimental explosion suppression concentration. During the experiment, 10 g of oil shale were mixed with MSA, MSA–NaHCO
3, and NaHCO
3 and tested according to the material ratio and experimental parameters shown in
Table 4. The experiment started with the smallest dose of the inhibitor and increased thereafter at regular intervals. Each experiment was repeated three times. The results of the group of 20 L spherical explosion characterization experiments with the largest maximum explosion pressure (
Pmax) and the largest maximum explosion pressure rise rate (
dP/dt)
max were further analyzed.
The explosion flame propagation was characterized with a transparent pipeline explosion propagation test system. The main pipe of the experimental system was 3 m long and 0.15 m in diameter. The entire test system included a powder sprayer system, an igniter system, a data collection system, a high-speed camera, and a pipeline system, as shown in
Figure 7. The air transmission switch was turned on to let compressed air into the air cylinder until the rated power injection pressure (1 MPa) was reached. The ignition energy parameter (E = 20 J) and ignition delay time (t = 25 ms) were set. When the control system began to work, the solenoid valve was opened. The compressed air sprayed the dust in the dust bin into the pipeline through the dispersion valve and evenly dispersed the dust into the pipeline space. After the time delay, the ignition system excited ignition, and the target powder was ignited.
As the mass of mixed dust changed with the addition of the inhibitor, it was necessary to use a high-speed photography to debug various parameters (primarily the initial ignition energy E, ignition time delay t, and initial spray pressure P
0) to keep the mass concentration of the dust unchanged while exploding in the pipeline. As shown in
Figure 8, before ignition, the dusting length of pure oil shale dust at 20 ms reached 1 m. After 20 ms, the dust cloud began to segment in the pipeline and a lot of dust was deposited at the bottom of the pipeline. Thus, if ignition began at that time, the dust cloud could not fully participate in the explosion reaction. Therefore, experimenting with parameters for complete dust cloud state could ensure the best state of dust explosion. As calculated, the explosion concentration of 9 g of oil shale dust in the pipeline at 20 ms was 509 g/m
3. In order to control the explosion concentration of mixed dust in the pipeline to around 500 g/m
3, the experimental parameters of mixed dust were debugged using high-speed photography, and experimental parameters shown in
Table 2 were obtained.
During the experiment, the oil shale was mixed with MSA, MSA–NaHCO
3, and NaHCO
3, and these mixtures were tested according to the material ratio and experimental parameters shown in
Table 5. The experiment started with the smallest dose of the inhibitor and increased thereafter at regular intervals. Each experiment was repeated three times. The result of the group of flame propagation characterization experiments with the longest flame was further analyzed.
3.3. Experimental Study on Flame Suppression Characteristics of Oil Shale Dust Explosion by Explosion Inhibitor in Semi Open Space
Dust explosion behavior tests were conducted in a transparent pipeline explosion propagation system by mixing oil shale dust with an MSA–NaHCO3 composite powder explosion inhibitor, MSA, and an NaHCO3 composite powder explosion inhibitor.
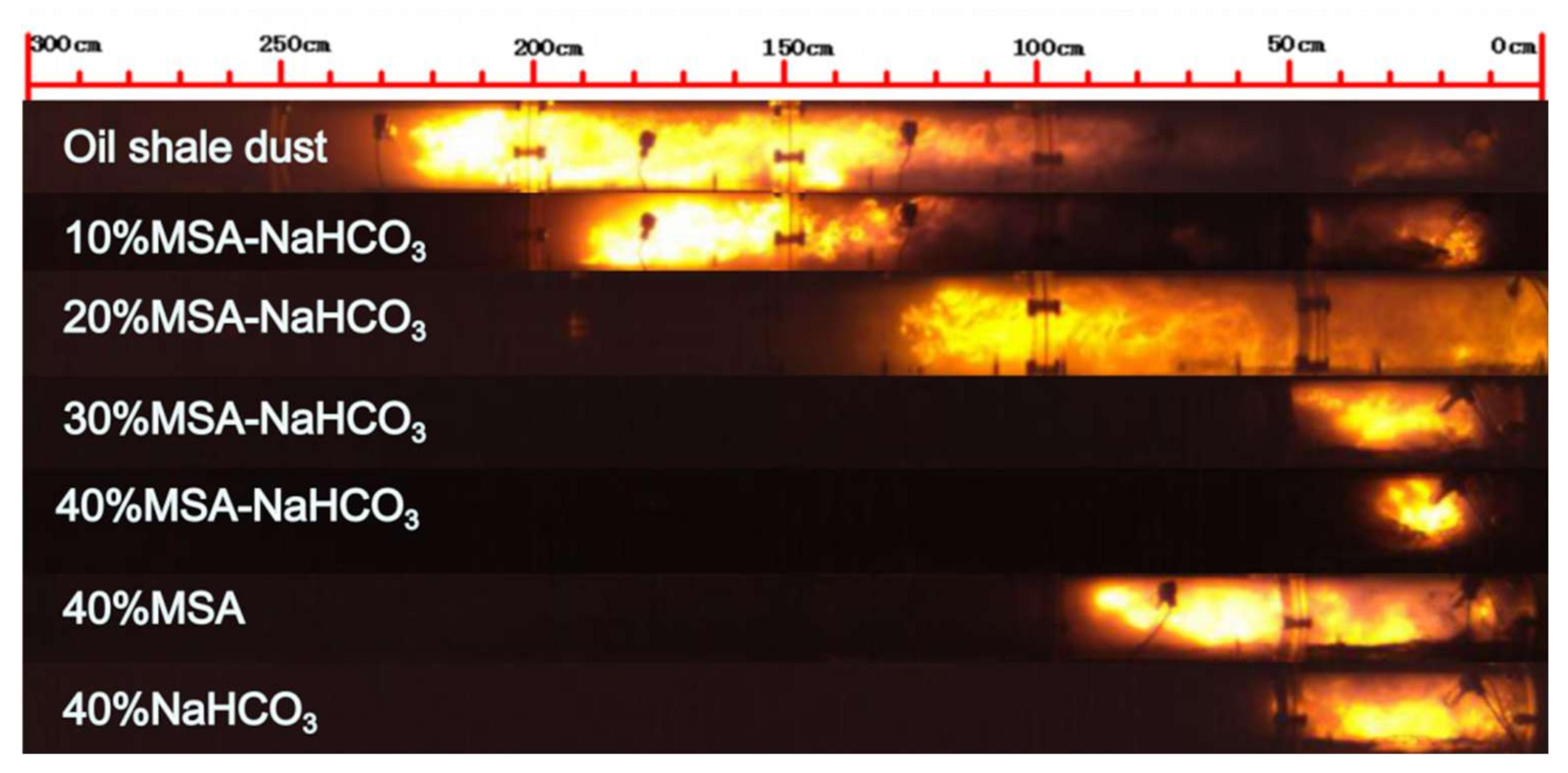
As shown in
Figure 10, the maximum explosion flame length of the pure oil shale dust was 2.2 m; the flame front was regularly shaped, continuous, and clearly outlined, and the flame was highlighted [
29,
30,
31]. After adding explosion inhibitors, the flame length was obviously shortened, the flame speed decreased, and a little explosion delay occurred. As the amount of slag-based composite powder explosion inhibitor increased, the explosion flame front of the oil shale dust changed from parabolic to discrete. The isolation coating by the inhibitor on the oil shale particles during the explosion caused the particles to combust and become discrete. The flame length of oil shale dust reduced with increasing amount of slag-based composite powder in all cases. Under the effect of the MSA–NaHCO
3 composite powder explosion inhibitor, the flame of oil shale dust was completely suppressed when more than 40% was added; the flame length decreased with the increase of the addition amount of composite powder explosion inhibitor in the range of 0~50%. The suppression effect of pure powder on the flame of oil shale dust was ranked as: NaHCO
3 > MSA.
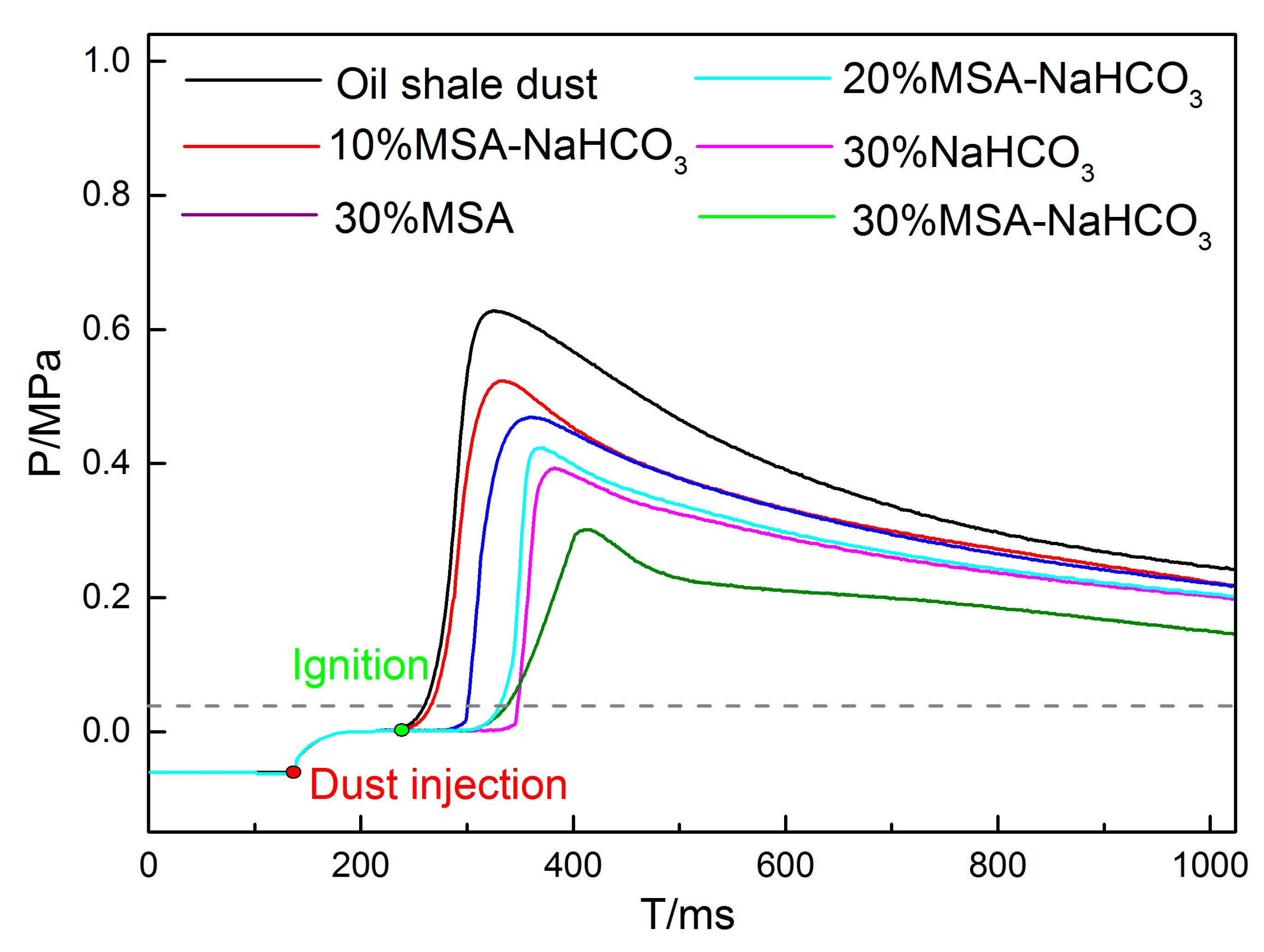
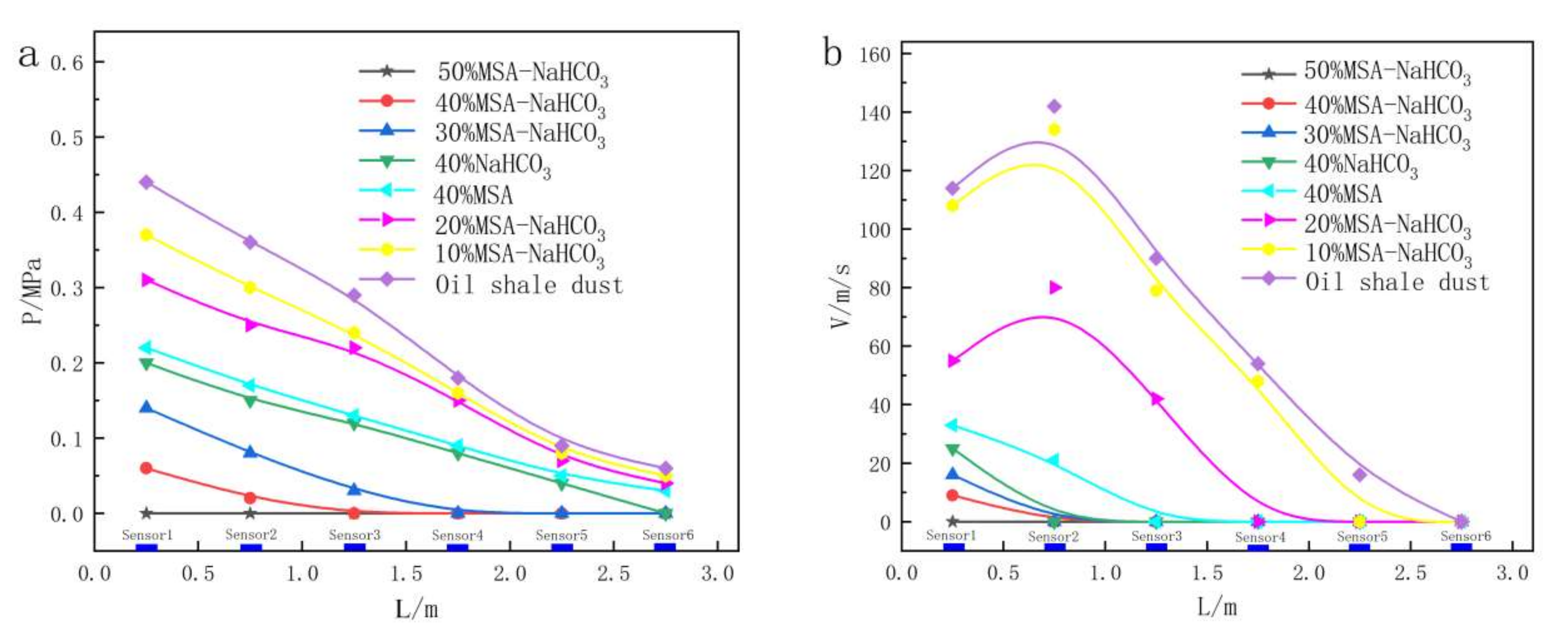
According to the data measured by individual pressure sensors, taking the maximum pressure as the pressure value of that pressure wave passing through the measuring point, the discrete curve graphs of the explosion pressure variation of the mixed dust were generated, as shown in
Figure 11a. After the oil shale dust was ignited, due to the large amount of reaction products generated by the oil shale dust, the combustion products were extensively released within a short time, thus creating a pressure inside the pipeline space. With the continuous advancement of the pressure, a pressure wave was formed. In the ignition stage, the pipeline pressure gradually rose and was acquired by pressure sensor 1 at 0.2 m. The pressure value at this point represented the maximum explosion pressure of oil shale dust: 0.46 MPa. As the explosion went on, the amount of shale dust involved in the explosion reduced. The explosion products decreased. The pressure released in the pipe space gradually dropped. The pressure wave was also weakened by the resistance of the pipe wall: the pressure measured by sensor 5 at 2.2 m dropped to 0.13 MPa. Adding explosion inhibitors to the shale dust slowed down its combustion reaction, limited the explosion participation of the shale dust, and reduced the reaction substances produced by explosion, thus bringing down the pressure value in the pipeline. The data show that 40% MSA–NaHCO
3 changed the maximum explosion pressure of the shale dust to 0.08 MPa and the maximum explosion pressure drop rate to 82.6%. In the experiment, a high-speed camera was used to acquire flame propagation images. The MATLAB program based on the Roberts operator was used to extract the edges of the dust flames. The flame propagation speed was obtained by changing the horizontal position of the flame front, as shown in
Figure 11b. The pressure wave of the mixture began to gradually decrease as the explosion started. The initial flame propagation speed gradually increased. The flame propagation velocity reached its maximum near 0.75 m and then began to tend down. Furthermore, it can be seen that the maximum explosion pressure and flame propagation speed of the mixture significantly decreased after adding different mass fractions of MSA–NaHCO
3, and adding a 50% mass fraction of the MSA–NaHCO
3 mixture was able to completely inhibit the explosion of the oil shale dust.
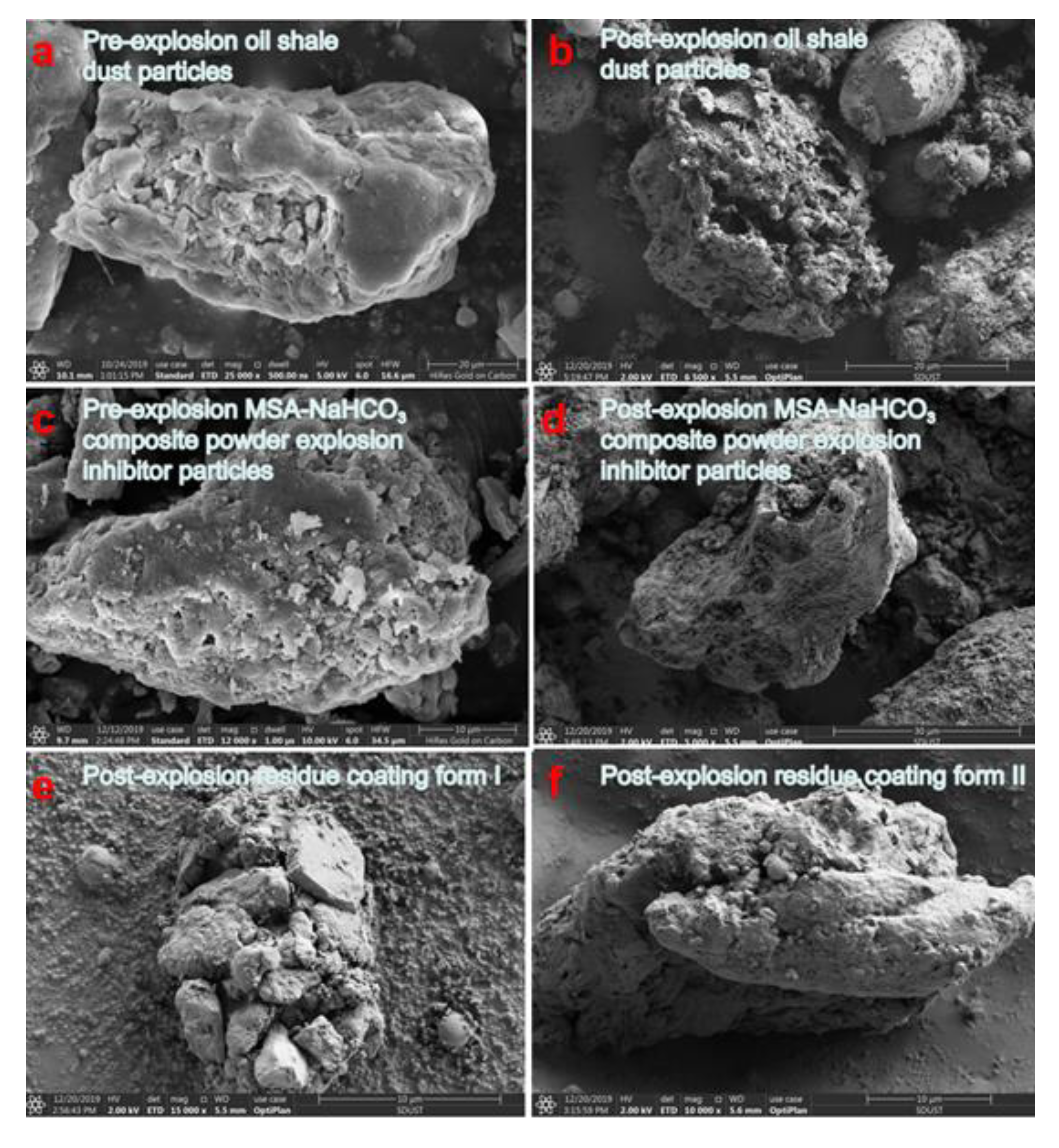
3.4. Analysis of Explosion Residues
Figure 12b shows post-explosion oil shale dust particles. Compared to the pre-explosion oil shale dust particles in
Figure 12a, the post-explosion oil shale dust particles are fragmented in shape with developed pores. During the explosion of the oil shale dust, its volatile content was separated and participated in the combustion. After it combusted together with coke, the explosion residues were mostly inorganic skeletons such as SiO
2.
Figure 12d shows post-explosion MSA–NaHCO
3 composite powder explosion inhibitor particles. Compared to the unexploded MSA–NaHCO
3 composite powder explosion inhibitor particles in
Figure 12c, the exploded particles in
Figure 12d were irregular in shape. The inhibitor particles were crushed under external forces; the NaHCO
3 originally coated on the MSA was thermally decomposed during the explosion. Hence, MSA skeletons could be detected in the post-explosion MSA–NaHCO
3 composite powder explosion inhibitor.
Figure 12e,f shows the explosion residues, in which the inhibitor particles and the oil shale particles were bonded and coated with each other. This inhibition effect can also be called a physical coating effect. Physical coating can effectively weaken the thermal radiation and thermal conduction of oil shale particles caused by heat sources in an explosion environment, thus reducing the heat of the oil shale particles and limiting the separation of the volatile content in the oil shale particles and the probability of the oil shale particles being ignited by external heat sources. The flame state of an oil shale dust explosion can also verify the coating effect in the suppression behavior of powder inhibitors on oil shale explosions.
In order to study the formation of reactive substances during explosions, the explosion products were collected following the 20 L spherical explosion experiment. The explosion products included gas and solid products. Gas products were collected with a gas collection device within 30 s after the explosion experiment. The composition of the gas after explosion was analyzed with a GC–MS-QP2010 Ultra, a Japanese SHIMADZU gas chromatography–mass spectrometry (GC–MS). Solid products were collected after the explosion test. The composition of solid products was detected with an EDX 4500H XRF tester produced by Skyray Instrument. The material composition of the main explosion products is tabulated in
Table 6. The GC–MS analysis of the gas products showed that, for pure oil shale dust and the mixed dust with an inhibitor, the main gas products were CO
2, NO
2, CO, and SO
2. After adding the 20% MSA–NaHCO
3 composite powder inhibitor, the CO
2 content in the gas mixture produced by the mixed dust explosion increased by 5.2% and the content of CO increased by 2.2%. As shown in Formula (1), the explosion suppression effect of the explosion inhibitor reduced the amount of oil shale dust participating in the explosion or made the combustion reaction insufficient, resulting in a lower CO
2 content and a higher CO content.
At the same time, as the NaHCO3 in the explosion inhibitor generated CO2 in the explosive environment, the CO2 content in the explosion products did not increase much, as shown in Formula (4). The XRF analysis of the solid products showed that before adding the 20% MSA–NaHCO3 composite powder explosion inhibitor, the mixed dust was primarily composed of SiO2, Fe2O3, Al2O3, and CaO. After adding the mixed dust explosion inhibitor, the Fe2O3 and Al2O3 contents in the gas products were slightly increased. The pyrolysis endothermic effect of metal hydroxides in the inhibitor, such as Al(OH)3 and Fe(OH)3, gave rise to metal oxides such as Al2O3 and Fe2O3, thus adding to the Fe2O3 and Al2O3 contents.
In order to study the chemical reaction forms in the process of the explosion, the types of functional groups in the pre-explosion and post-explosion dust samples were tested using a Vertex70 Fourier transform infrared spectrometer (FTIR) (Bruker). The 400–4000 cm
−1 waveband of the infrared spectrum was selected [
32].
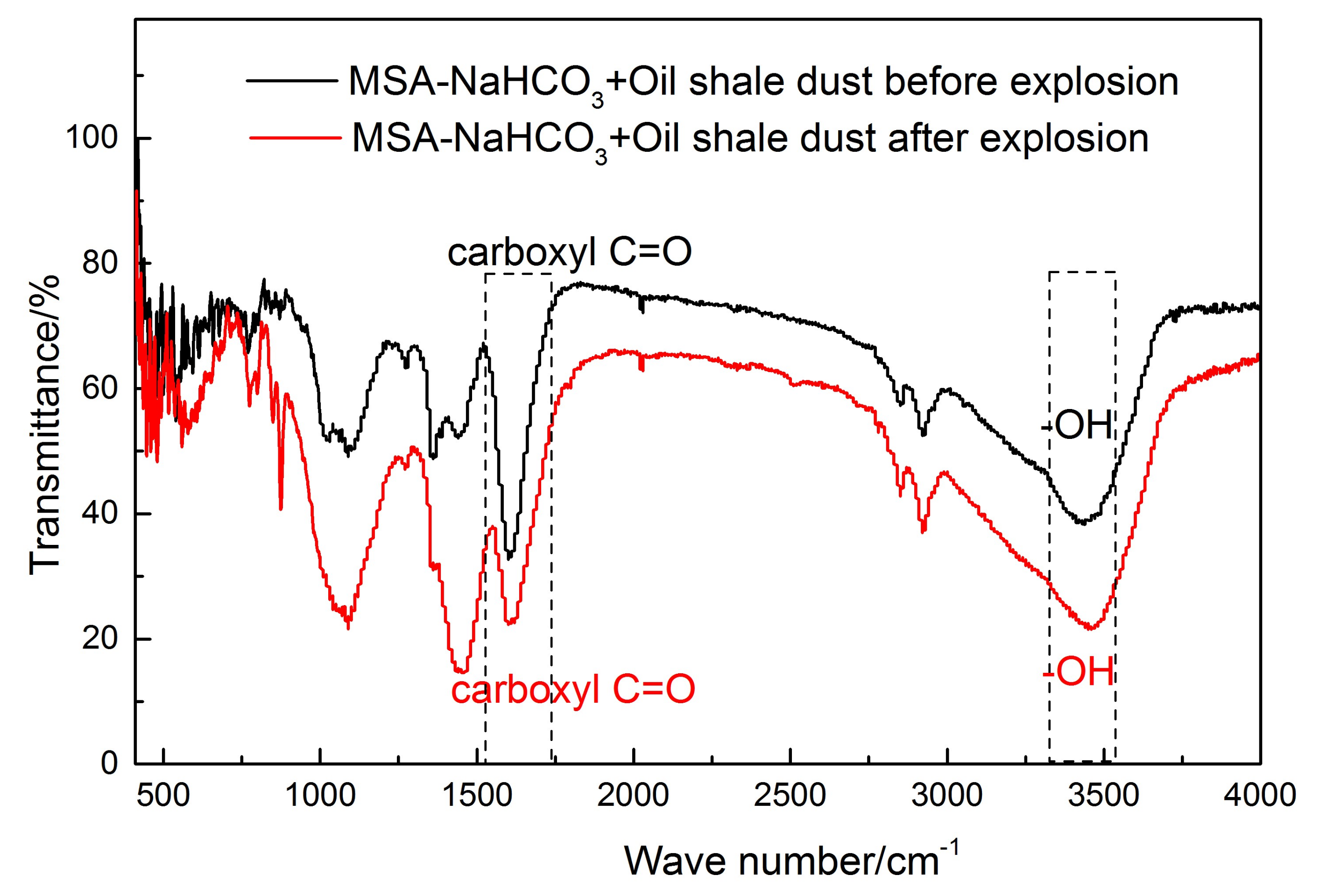
Figure 13 shows the FTIR analysis results of the suppression behavior of the MSA–NaHCO
3 composite powder explosion inhibitors on industrial dust explosions. The FTIR analysis results indicate that, after MSA–NaHCO
3 composite powder explosion inhibitor was added, the explosion residue of the oil shale dust contained a C = O stretching vibration of carboxyl group near 1600 cm
−1 in all cases. After the explosion, the vibration peak intensity reduced and the stretching vibration of the carboxyl group occurred near 3500 cm
−1. The vibration peak intensity increased a little after the explosion because NaHCO
3 participated in the reaction during the explosion and were decomposed into NaOH, CO
2, and H
2O. The CO
2 and H
2O were evaporated; the C=O of the carboxyl group reduced and the carboxyl increased. In the process of explosion suppression, the MSA–NaHCO
3 composite powder explosion inhibitor generated gas, which competed for space with oxygen in a limited space and helped reduce the oxygen concentration in the explosion environment, known as the gas inerting effect.
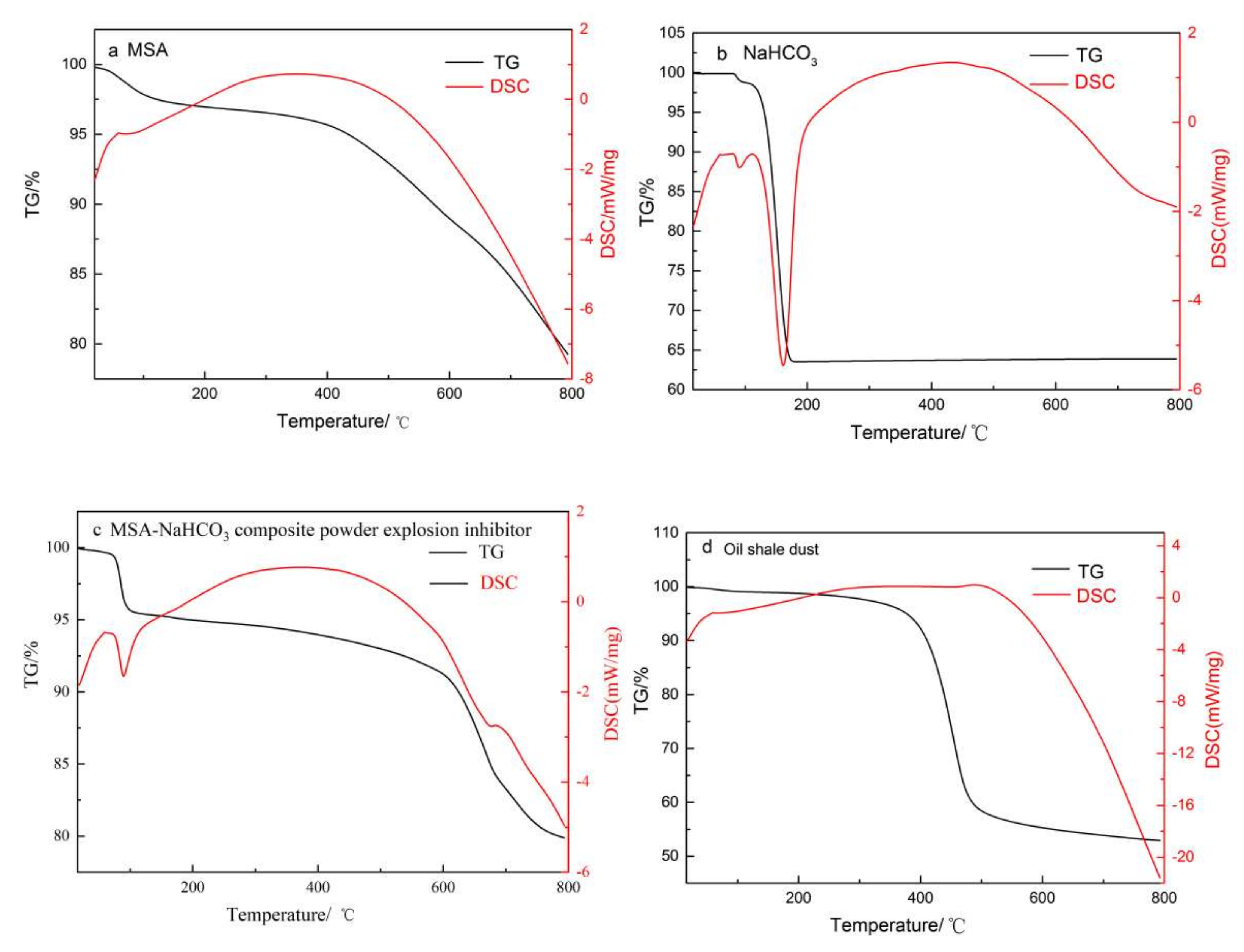
Meanwhile, in order to study the explosion suppression mechanism of the MSA–NaHCO3 composite powder explosion inhibitor, the explosion suppression mode was thermogravimetrically analyzed. MSA, NaHCO3, and MSA–NaHCO3 composite powder explosion inhibitors, as well as oil shale dust, were thermogravimetrically analyzed using an STA PT 1600 simultaneous thermogravimetric analyzer (TGA) across a temperature range from room temperature to 800 °C increased at an interval of 10 °C/min. The results are presented below.
Figure 14a shows the TG–DSC curve of MSA, which shows that 50–120 °C was the endothermic decomposition of H
2O in MSA and 200–600 °C was the endothermic pyrolysis of Al(OH)
3, Fe(OH)
3, and other metal hydroxides in MSA when forming metal oxides such as Al
2O
3 and Fe
2O
3.
Figure 14b shows the TG–DSC curve of NaHCO
3. The TG curve shows that the mass loss began at about 100 °C and tended to be stable after 186 °C, so NaHCO
3 was in the thermal decomposition stage at 100–186 °C. The DSC curve shows two endothermic peaks: at 100 °C, the NaHCO
3 crystal melted and absorbed heat; 161 °C corresponds to a strong endothermic peak at which NaHCO
3 was decomposed into NaOH, H
2O, and CO
2 and absorbed a large amount of heat. As shown in
Figure 14c, the TG curve of the MSA–NaHCO
3 composite powder explosion inhibitor contains three steps: 16–100 °C corresponds to moisture decomposition in MSA;,100–200 °C corresponds to the decomposition of NaHCO
3 (as can be proven by FTIR analysis in
Figure 13), and the pyrolysis reaction of metal hydroxide in MSA occurred at 200–800 °C to form metal oxides. The DSC curve contains two endothermic peaks, mainly corresponding to the endothermic decomposition of NaHCO
3 and metal hydroxides. Obviously, the MSA–NaHCO
3 composite powder explosion inhibitor effectively combined the cooling effects of MSA and NaHCO
3.
Figure 14d shows the thermogravimetric curve of oil shale dust. The TG curve shows a slow weight loss at 50–250 °C, indicating the gradual moisture evaporation in oil shale; 250–550 °C corresponds to combustion-induced weight loss; 550–800 °C marks the end of combustion when the curve begins to stabilize. The DSC curve shows an exothermic peak at 489 °C, suggesting that oil shale dust had the highest combustion reaction speed and the greatest exothermic capacity at 489 °C. This comparative analysis confirms that the optimal pyrolysis temperature range of the MSA–NaHCO
3 composite powder explosion inhibitor is 100–200 °C. During explosion suppression, before the oil shale dust reached the peak pyrolysis temperature of 489 °C, the composite inhibitor was able to cool the explosion environment of oil shale dust and keep the ambient temperature from reaching the optimal exploding temperature of oil shale dust. This inhibition effect can also be called physical endothermic cooling effect.
Based on the SEM, FTIF, and TGA results, it can be seen that the explosion suppression process of the MSA–NaHCO3 composite powder explosion inhibitor involves a synergy of physical inhibition and chemical inhibition.
The physical inhibition is mainly reflected in the following three aspects. The first is physical coating: MSA and the metal hydroxides (e.g., Al(OH)3 and Fe(OH)3) in MSA generate metal oxides (e.g., Fe2O3 and Al2O3) to coat the exploded particles. Second is physical endothermic cooling: this refers to the endothermic properties of the metal hydroxides (e.g., Fe(OH)3 and Al(OH)3) in MSA and the NaHCO3 content in the MSA–NaHCO3 composite powder explosion inhibitor. The third is gas inerting: the CO2 produced by the pyrolysis of NaHCO3 and the water vapor formed by H2O compete with O2 in limited environment.
The explosion suppression process of the MSA–NaHCO
3 composite powder explosion inhibitor involves material reactions related to physical inhibition:
Chemical inhibition is achieved through homogeneous and heterogeneous reactions of solid inhibitor particles after entering the combustion–explosion region, as well as multiple chain reactions with the free radicals subject to combustion–explosion chain reaction. These reactions consume the key free radicals and that maintain the combustion–explosion chain reaction and limit the exothermic reaction between the free radicals , , and , thus inhibiting the combustion–explosion reaction.
The explosion of oil shale dust is a process of devolatilization–homogeneous combustion and heterogeneous combustion, in which the volatile content is separated and mixed with oxygen to cause combustion [
33,
34,
35]. The explosion chain reactions resulting from the mixing of the volatile content in the oil shale with oxygen typically include:
The reactions of the free radicals in the inhibitor with those subject to explosion chain reaction typically include:
3.5. Inhibition Mechanism of MSA–NaHCO3 Composite Powder Explosion Inhibitor on Oil Shale Dust Explosion
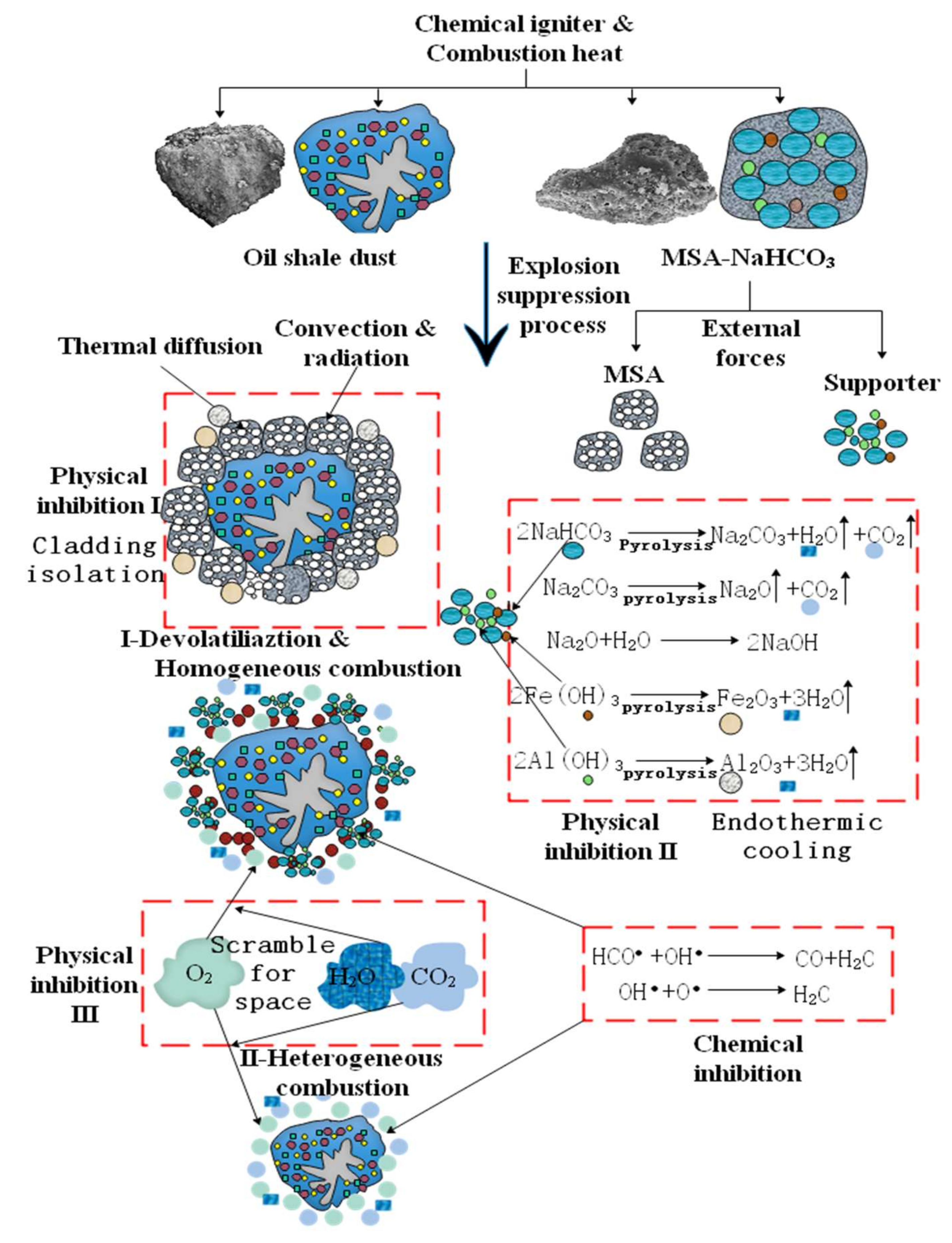
A physical model suitable for describing the suppression effect of the MSA–NaHCO
3 composite powder explosion inhibitor on oil shale dust explosion, as shown in
Figure 15, was built based on the explosion mechanism of oil shale dust while taking into account the suppression behavior of the inhibitor during explosions. Firstly, the oil shale dust and MSA–NaHCO
3 composite powder explosion inhibitor form a dust cloud. Then, after being excited by external energy, the two dusts are heated by external energy at the same time. The oil shale dust is decomposed into shale oil and volatile matter by heating, which combines with oxygen in the air to trigger combustion reaction. The explosion reaction takes place in two different explosion paths: devolatilization–homogenous combustion and heterogenous combustion. Under the action of the explosion shock wave, the explosion inhibitor particles are broken and separated into MSA, NaHCO
3, and metal hydroxides in MSA. The oil shale particles are coated by fine MSA, which can prevent the oil shale particles from radiation heating, thus playing the role of coating isolation. The decomposition of NaHCO
3 and metal hydroxides in MSA is endothermic, and large amounts of NaOH, CO
2, H
2O, and Fe
2O
3 are generated in the decomposition reaction, which plays the role of endothermic cooling. CO
2 and H
2O compete for space with O
2 in limited environment and play the role of gas inerting. During devolatilization–homogenous combustion and heterogenous combustion, the free radical HCO• in NaHCO
3 and the OH• in NaOH, Fe(OH)
3, and Al(OH)
3 consume the key free radicals O• and OH• that maintain the combustion–explosion chain reaction, playing the role of chemical inhibition.
From the inhibition mechanism of the MSA–NaHCO3 composite powder explosion inhibitor on oil shale dust explosion, it can be seen that when preparing and applying ISW-based composite powder explosion inhibitors, attention must be paid to the following three points. (a): When selecting the supporter, remember to select a material with good pyrolysis cooling effect and the ability to produce inert gases—in this way, the effects of endothermic cooling and gas inerting can be effectively exerted in the process of explosion suppression. (b): When selecting the carrier and the supporter, remember to select a material with strong viscosity after explosion, as this can effectively play the role of coating isolation. (c): When using an ISW-based composite powder explosion inhibitor to suppress the explosion of a certain powder, the pyrolysis cooling point of that inhibitor must be lower than the optimal exploding temperature of the explosion suppression object as much as possible, as this can limit the explosion environment temperature to below the optimal exploding temperature of dust.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}