1. Introduction
Rapid development of warm mix asphalt (WMA) production technology occurred after 1996, when the European Union introduced legal obligations limiting the emission of fumes and aerosols created in the production and compacting of mixtures using hot asphalt. On the other hand, the first attempts at decreasing warm asphalt temperature include foaming bitumen with water, which was first done in 1956 in the USA by Csanyi et al. [
1]. Despite studies involving various WMA technologies that have been conducted for over 20 years, the popularity of these mixtures remains low in Europe. Only in France was a WMA production index of more than 10% obtained [
2]. In many other countries, including Poland, WMA technologies are limited to laboratory tests and experimental sections [
3,
4]. A considerably higher proportion of WMA technologies in mix asphalt production is seen in the United States. In 2014 WMA amounted to 32% of total mix asphalts [
5].
In view of the increasing awareness and legal regulations in terms of environment protection, one should expect development and spreading of this technology type in the following years, also in Europe.
Mix asphalt production temperature could be decreased through:
Additives decreasing bitumen viscosity and improving its adhesion to the aggregate (e.g., waxes, chemical additives);
Foaming asphalt through the addition of water, which increases the bitumen volume by several times and decreases its viscosity over a short time period.
The test results described in the literature show that the use of WMA allows a decrease in temperatures of 20 °C–40 °C [
6,
7,
8,
9]. As a consequence, the energy consumption and the harmful compound emissions to the atmosphere can be reduced significantly. An additional benefit is that it is possible to transport the mix over longer distances and this, in turn, increases the area of operation for companies with stationary asphalt mixing plants. The level of necessary financial expense is important for road companies selecting a WMA technology with a potential for application. The amount of expenses incurred often exceeds the economic benefits obtained through the use of WMA technologies, especially in the beginning [
10]. In order to decrease investment spending, contracting companies seek solutions which can be used at existing plants or with minor modifications.
The type of asphalt mixing plants used is one of the reasons behind the increase in WMA use in the USA compared to European countries. In the United States, the counterflow drum mix is often used [
11]; it is easier to foam asphalt with water at these factories. In Europe, the use of batch plants prevails. WMA production using additions in the form of synthetic waxes or chemical additions is possible at these plants without major technological modifications [
12,
13]. The so-called “water-containing technologies” are a combination of WMA technology based on water foaming and dosing as an addition. This group of technologies includes zeolites. The presence of water particles in their composition, known as “zeolite water”, is a characteristic property of these minerals. On heating the mineral, this water is released from zeolite structure in a continuous manner, without changes in the volume of the crystal [
14]. During the contact with hot asphalt, the water vapour being formed allows bitumen to foam.
The aim of this study was to present the results of current research regarding asphalt foaming using WMA technology with zeolite addition. Significant aspects of the WMA development and production process were also included. A number of benefits resulting from the use of minerals of this group was shown, along with their effect on the properties of asphalts and mix asphalt. The need to perform further research on the technology of WMA with zeolites was demonstrated, and its direction was indicated.
2. Zeolite Materials
Zeolites are porous, hydrated aluminosilicates with a general formula of M
x/m[(AlO
2)
x(SiO
2y)]. H
2O, where M
x/m designates ion-exchangeable cations, and the [(AlO
2)
x(SiO
2y)] unit constitutes the zeolite framework. The connection between the apices of SiO
4 and AlO
4 tetrahedrons using oxygen atoms creates a three-dimensional spatial network in which empty spots are formed as channels and chambers. The negative charge of the crystalline network resulting from substituting Si
4+ with Al
3+ atom in the tetrahedrons is compensated for by exchangeable cations, most often Na
+, K
+, and Ca
2+. The Si/Al ratio in the crystalline framework determines factors such as the mineralogical zeolite type, size of channels and chamber, as well as affecting their ion-exchangeable capabilities and hydrophilic-hydrophobic properties [
15].
A further characteristic property of zeolite group minerals is the presence of water particles in their composition which are bound in a specific way. This is the so-called zeolite water. When heating the mineral to a temperature of approximately 400 °C, water is constantly released without a change in the zeolite crystal structure. In the WMA technologies the zeolite water is not released in a whole amount because of lower processing temperature. However, the amount of released zeolite water at a particular temperature (e.g., WMA production temperature) can be determined using thermal analysis [
16]. Conversely, when the zeolite mineral is present in a humid environment, water particles are also absorbed by its crystalline structure in a continuous manner.
From the point of view of type, the zeolite mineral group is divided into natural zeolites (formed as a result of geological processes occurring in nature) and synthetic ones (the result of chemical reaction, e.g., sodium silicate, Na
2SiO
3, sodium aluminate, NaAlO
2, or various types of silicon and aluminium carriers, e.g., fly ashes, loam minerals, perlites at variable temperature, pressure, and reaction time conditions). The natural zeolites which occur the most frequently in nature include clinoptilolite and phillipsite. In the synthetic mineral group, zeolites of the ZSM-5, X, Y, A, and NaP1 types predominate [
17,
18].
In order to accommodate the requirement to reduce mineral-asphalt mix temperatures, various types of zeolite minerals are used. The use of Linde A (LTA) structure-type synthetic zeolites is widely known. Asphalt foaming technologies (Aspha-Min and Advera) are based on additives from this mineral group. Synthetic zeolites produced from Na-P1 (GIS–gismondine zeolite minerals) structure-type fly ashes used in asphalt foaming technology are a heulandites zeolite minerals) is used in WMA [
19].
In order to improve asphalt foaming, it is also possible to use synthetic zeolites activated using a water soaking process [
20].
The crystalline structure and the most important features of several selected zeolite minerals are presented in
Table 1 [
21].
WMA technology using zeolites gives rise to a decrease in production and compaction temperatures of approximately 30 °C. It is also possible to use any type of aggregate, including aggregates derived through recycling, and all types of asphalts.
3. Process of Designing WMA with Zeolites
Based on many years of WMA studies, it is possible to state that the process of designing a WMA mix recipe has a similar course to the design of a hot mix asphalt recipe [
22,
23]. The stages of designing the composition of WMA mix with zeolite addition are shown in
Table 2. Steps in the design of WMA was adopted on the basis of the recommendations National Cooperative Highway [
22].
Individual settings for mix asphalt production and compaction temperatures give rise to significant differences. Determination of additive amount is an important aspect in case of using zeolites. According to the literature data, the amount of zeolite addition may range between 0.25% and 1.0% of the mix asphalt mass:
The optimal amount of dosed zeolite material can be determined using a compactibility test in a gyratory compactor [
20].
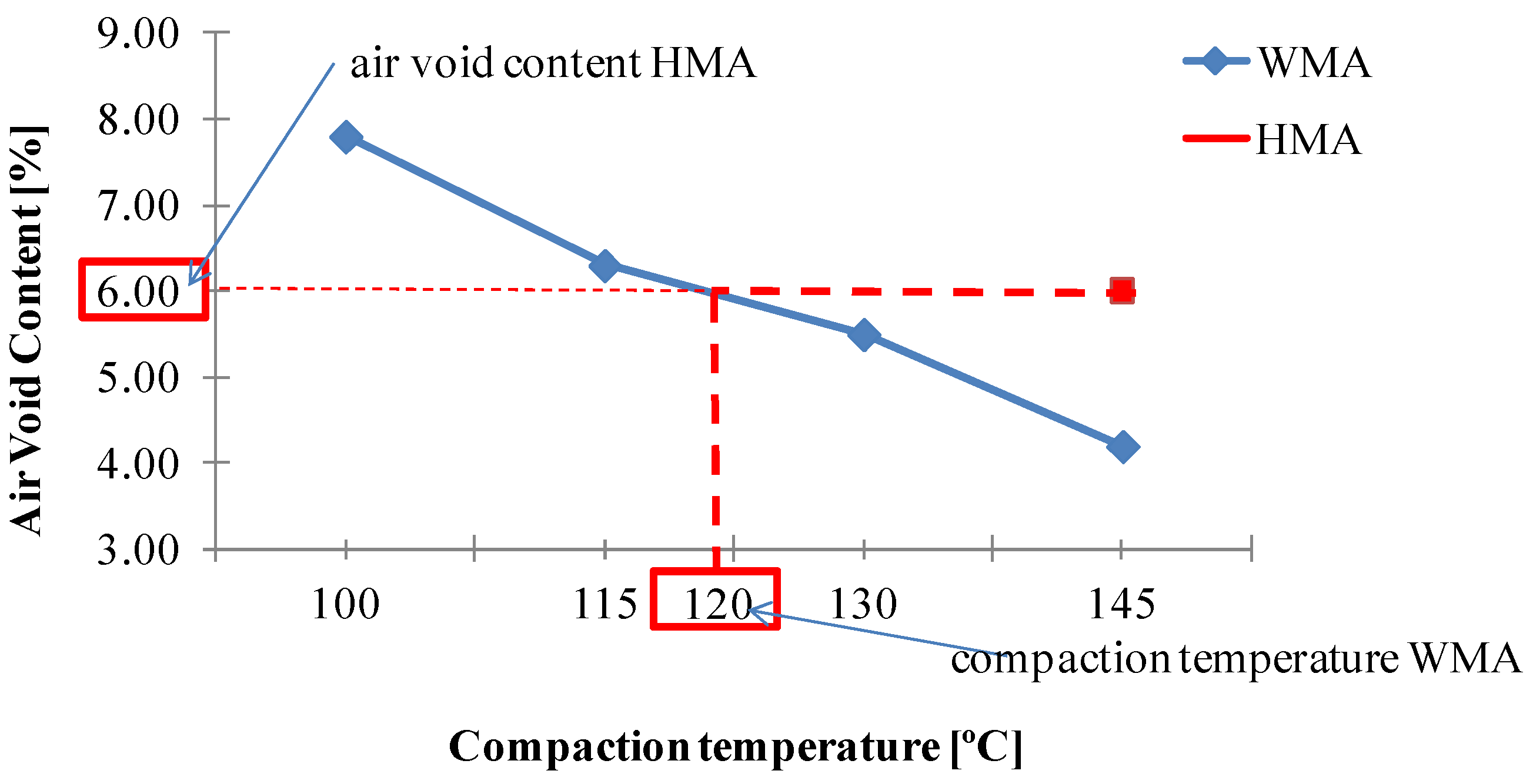
In the process of designing WMA, it is important to determine the mix asphalt production and compaction temperature. A method of determining appropriate compaction temperature involves a comparison of the volumetric density or air void content in compacted WMA samples and reference HMA (
Figure 1). This method can be used for all WMA technologies.
The temperature at which the compared values (volumetric density/air void content) in HMA and WMA samples are the same is the correct sample compaction temperature in the laboratory.
In order to determine technology temperatures and optimal dosage of zeolite addition in the compactability test several concentrations of zeolite material and several production temperatures should be included. In the next stage, a compactability test should be performed for each of the combinations (zeolite concentration–production temperature). This procedure is time consuming, but another method is unknown at the moment.
4. Compactibility WMA with Zeolites
Studies indicate the positive effect of zeolite addition on mix asphalt workability when using gyratory and vibratory compaction [
24,
25,
26,
27]. Hurley and Prowell recommend vibratory compaction for compactibility testing [
27,
28]. However, due to its many additional benefits, it is practical to use gyratory compaction. By recording the height changes over time it is possible to observe the change in volumetric density in relation to compaction energy which allows to draw a compaction curve. This curve is used to determine three parameters describing mix asphalt compactibility: the K compactibility index, the construction densification index (CDI), and the traffic densification index (TDI) [
29]. This method is also recommended by National Asphalt Paving Association (NAPA) [
30].
The
Table 3 shows relation between compaction method and amount of voids in mix asphalt with zeolite addition, taking into account WMA production temperature, the type, and amount of added material. The analysis of presented results indicates improvement in compactibility, regardless of zeolite structure type and study method, excluding the Marshall method. At the same time, the range of technology temperatures is very wide, between 15 and 40 °C. The temperature decrease will be determined by a number of factors, including mix type, binder grades, or content of the recycled mix [
30].
The air void content in samples prepared in Marshall compaction is higher in WMA with zeolites than reference mixes. However, in the study of gyratory and vibratory compaction improved workability WMA with zeolites (
Table 3). This indicates that the compactibility of WMA zeolites should not be tested by the Marshall method.
However, after one hour of WMA conditioning with zeolite, an improvement is shown in compactibility, even in tests performed using the Marshall compactor [
33]. Conditioning the mixture in a laboratory is very important. The procedures for mixture conditioning according to AASHTO R 30 are used in the USA as standard. According to a report by National Cooperative Highway Research Program (NCHRP), WMA mixtures for both volumetric mixture design and mechanical property testing should be conditioned for 2 h at the planned compaction temperature [
22]. According to authors of the review, due to the character of zeolite’s action in this technology, the conditioning time should be set individually, depending on the type of zeolite structure. Determination of the right compaction method is relevant in all further evaluation of WMA. The density and volumetric properties depend strongly on the compaction method and must be considered when applying the requirements of standards for the mix. At the moment, there are no recommendations with regard to WMA sample compaction.
The zeolite addition did not prolong mixing times at the plants. Gradual zeolite water release allows the improvement of WMA workability, not only over production time, but also at the time of embedding the mix in the surface. The time from production until embedding constituting the WMA transport time is important in industrial production of WMA with zeolites. The temperature of WMA production and its transport time should be selected so that the temperature of mix at the spreading machine achieve assumed value, while taking note of atmospheric conditions. In each case, the schedule of production, storage, transport, and embedding should be planned carefully.
5. The Effect of Asphalt Foaming through Zeolite Addition
Lai et al. focused on explaining the essence of the phenomenon of foaming asphalt with water [
34]. Their analysis included zeolite water release in relation to time and temperature, based on mass loss. The effect of the amount of added zeolite on an increase in asphalt binder volume was also studied. The results obtained indicate that Linde A zeolite releases water gradually over time, with stabilization occurring after 20–40 min depending on temperature (76.6 °C to 121.16 °C). The higher the temperature, the more water is released from the zeolite structure. Based on this, it may be assumed that an improvement in the workability of mix asphalt with the addition of zeolite will be possible after a minimum of 20 min after adding zeolite material. A temperature of above 99 °C, and optimally between 110 °C and 120 °C, is needed in order to effectively foam asphalt with zeolite [
34].
Another study which aimed to associate the zeolite water release time with the possibility of achieving lower technology temperatures was conducted by Vaiana et al. [
33]. In these studies, the authors focused on determining the relationship between the time elapsed between preparing the batch and sample completion, and the mix asphalt properties. The results of these studies indicate an improvement in mix asphalt compactibility with zeolite after one hour of batch conditioning at compaction temperature. This conditioning time also had a positive effect on WMA workability with aggregate and 100% reclaimed asphalt pavement (RAP) [
26].
The latest results indicate strong correlation between zeolite material properties and possibility of effective asphalt foaming [
16]. The crystallinity character of zeolites and their textural parameters affect this phenomenon. The authors recognize the necessity to perform further research in this regard.
6. Effect of Zeolite Addition on Asphalt Viscosity
The criterion determining the possibility of coating the aggregate grains with a binder membrane correctly, with the required thickness, is not the temperature of the asphalt but its viscosity.
With this assumption, the base for assessment of WMA addition efficiency may be the results of viscosity tests. Additionally, with regard to zeolites, attempts are made to determine this parameter, yet obtained results are not unambiguous. The results which are presented below are related to dynamic viscosity determined using rotational viscometer according to ASTM D4402-84 procedure.
The first studies of rheological properties of asphalt with Aspha-Min zeolite addition were conducted by Wasiuddin et al. The viscosity of PG 62-22 and PG 70-28 asphalts, determined with rotational rheometry decreased after adding zeolite, but this change was not significant [
35].
The results of studies by Amirkhanian and Akisetta [
36,
37], indicate an increase in PG 64-22 bitumen’s viscosity after using 0.6% of Aspha-Min zeolite (by weight of the binder). The reference material in their publication included PG 64-22 asphalts of several crude sources. The viscosity increased in case of pure virgin asphalt [
38], binder crumb rubber modifier (CRM), and rubberized warm asphalt binders after artificial short-term aging with rolling thin film oven (RTFO) [
39,
40]. The addition of 4%, 6%, and 8% Advera asphalt also resulted in an increase of PG 64-22 asphalt viscosity at 135 °C, 150 °C, and 165 °C [
41].
Extensive studies of asphalts with zeolite addition were also performed by Sengoz et al. They used both synthetic and natural zeolite (clinoptilolite) as addition. The characteristics of synthetic zeolite properties suggest that this was a synthetic zeolite with Linde A structure type. Asphalt penetration grade 50/70 was modified with zeolite material, at 3%, 4%, 5%, 6%, 7%, with regard to bitumen mass. The analysis of results indicates decrease in asphalt viscosity, both at 135 °C, as well as 160 °C, with 5% zeolite addition [
42,
43].
Amirkhanian and Akisetty also researched changes in viscosity over time, in the case of binder samples, poured immediately prior the testing [
39]. Determinations were performed for two temperatures, 120 °C and 135 °C, at three time intervals of 30, 60, and 90 min. Viscosity of pure bitumen with zeolite at 135 °C was constant over time, whereas at 120 °C it presented an increasing tendency. Viscosity of rubberized warm asphalt binders decreased in 60 min of measurement, after which it increased regardless of test temperature. In each case the viscosity of asphalt with zeolite was higher than the reference bitumen viscosity.
Viscosity was also a subject of analyses conducted by Woszuk et al. [
16]. Viscosity determinations were also performed at two temperatures of 135 °C and 160 °C and 4 time intervals: 15, 30, 45, and 60 min after adding zeolites to asphalt. For each determination a new sample was prepared. Tests used asphalt penetration grade 35/50, NaP1 synthetic zeolite, natural clinoptilolite and their variations modified with water. The analysis of results indicated decrease in viscosity after 45 min after zeolite addition to the asphalt, regardless of the addition type and test temperature.
Testing the viscosity of asphalt with zeolite addition is difficult in terms of performing and interpretation. Zeolite is a solid body, insoluble in asphalt and its presence itself interferes with the result. On the other hand, zeolite water leading to asphalt foaming is released gradually over time which results in the possibility of viscosity being variable over time. The results of tests presented above used different types of zeolite structures which, according to recent studies, impacts the asphalt foaming effect [
16]. Another reason behind the result’s divergence may include variable measurement conditions such as temperature and measurement time.
7. Effect of Zeolite Addition on WMA Properties
The idea behind WMA technology assumes that, with decreased production temperature, the physical and chemical properties of mix asphalt will be better or the same as in case of HMA [
44,
45].
Studies of the properties of WMA with zeolite addition have been carried out over the last dozen or so years. The first extensive laboratory tests in terms of WMA technology using these minerals were conducted in 2005 by Hurley and Prowell [
27]. In order to assess the effect of Linde A zeolite addition on mix asphalt properties, their analyses involved two aggregates, granite, and limestone, and two asphalts, PG 64-22 and PG 58-28. Study samples were compacted using vibrations at the following temperatures: 149 °C, 129 °C, 110 °C, and 88 °C. Mixing temperature was approx. 20 °C higher than compaction temperature. The air void content in the compacted samples indicated that zeolite addition improves compaction in relation to the reference mix asphalt, regardless of the binder and aggregate type, as well as the compaction temperature. Multi-factor variance analysis performed by Hurley and Prowell showed that the addition of zeolite has very little effect on stiffness modulus and mix asphalt wheel-tracking. When comparing the results of HMA samples concentrated at 149 °C and WMA with zeolite concentrated at 129 °C in combination with limestone aggregate and PG 58-28 only, an improvement in resistance to permanent deformation was noted. The stiffness modulus result was associated with the type of asphalt being used. On the other hand, resistance to permanent deformations depended mainly on the type of aggregate and asphalt used and, to a lesser extent, on compaction temperature [
27].
7.1. Water Sensitivity
Road surface is subject to negative effect of atmospheric conditions which may lead to loss of mechanical performance. As a result of using lower temperature of WMA production, the aggregate may not be sufficiently dry. Water droplets on the aggregate results in worse adhesion to asphalt which can also increase the susceptibility to water in case of asphalt mixtures. Additionally, the fatigue life of asphalt concrete subjected to action of water and frost is significantly lower [
46,
47].
WMA water sensitivity is usually defined through a decrease of indirect tensile strength in the case of saturated samples and stored in water at elevated conditioning temperatures, with regard to the control dry samples (according to procedures described in EN 12697-12 and AASHTO T 283.
Sanchez-Alonso et al. conducted water sensitivity studies on asphalt concrete (AC 16) with asphalt penetration grade 60/70, produced at three temperatures of 160 °C, 140 °C, 120 °C [
24]. When comparing mixes with equal production temperature, it occurs that zeolite addition did not affect water resistance. However, having considered the fact that HMA and WMA with zeolite (production temperature decreased by 20 °C) ITSR index lower by 5%–8% was obtained. Studies involving WMA with zeolites that are conducted in Belgium on asphalt concrete 0/10 samples for top layers, with an asphalt penetration grade 50/70, which also indicated a decrease in water resistance measured with the ITSR index [
25].
In their work, Woszuk and Franus focused on the possibility to used synthetic NaP1 zeolite, natural zeolite—clinoptilolite, and their variations modified with water [
20]. The reference mix included asphalt concrete (AC 16), condensed using asphalt penetration grade 35/50 at 145 °C. Generally speaking, zeolite addition has a negative effect on water resistance. Only WMA samples (temperatures decreased by 30 °C) with NaP1 zeolite had higher ITSR indicator than HMA.
Resistance to water is improved in the case of WMA with zeolite by the addition of 1.5% calcium hydrate, whereas a liquid anti-stripping agent turned out to be ineffective [
27]. The positive effect of this addition was confirmed by analyses conducted by Khodaii et al. [
48].
Results are known for studies in which the ITSR index for WMA with zeolite was higher than for HMA samples, with the production temperature decreased from 160 °C to 135 °C. In the case of asphalt concrete samples (AC 12) with asphalt penetration grade 35/50, an increase was noted from 86.1% to 91.5%, whereas, with regard to asphalt modified with polymers (MODBIT 45/80-55), an increase was noted from 89.95 to 95.0% [
13].
Durability of WMA samples cut out of the surface, was not lower than in the case of HMA samples [
27,
49]. On the other hand, the resistance of WMA samples after saturating them with water was lower than in the case of HMA collected from the same test section [
49]. The same correlation was achieved in the case of WMA including zeolite modified with water [
20].
Hurleya and Prowell determined moisture retained in the aggregate, or due to residual moisture left behind by the microscopic foaming process of the zeolite, to be the reason behind the decrease in water resistance of the WMA with zeolites [
27].
According to authors, during the WMA production process the asphalt molecules occlude zeolites and, thus, they cannot absorb water. The pores of zeolites are closed by the asphalt molecules. At the same time, asphalt molecules are very large and cannot be absorbed by zeolite.
There is a high risk that microfractures in asphalt at temperatures below freezing point may uncover zeolite pores which would allow them to absorb water. However, so far this phenomenon was not a subject of any research. Having considered small amounts of added zeolite material and zeolite pore size of 0.X nm, the described phenomenon should not affect resistance to freezing in the case of WMA embedded in the road surface. On the other hand, non-evaporated water from zeolite surface may pose a threat when using materials modified with water through soaking.
7.2. Resistance to Permanent Deformation
Surface resistance to permanent deformations is one of basic road users’ expectations. Ruts affect both driving comfort, as well as safety. Water pooling in the ruts after rain and snow increases the potential for traffic accidents [
50]. Warm climate and the high traffic share of heavy vehicles favour the formation of permanent deformations. The necessity to identify resistance to permanent deformation indicated as a necessary stage in WMA design [
51]. Several methods based on different mix asphalt parameters were developed for the assessment of resistance to permanent deformations [
52]. According to EN 12697-22 (the wheel-tracking test) and AASHTO TP 63 (APA) procedures, the rut depth induced on the material increases as the number of wheel passes raises or on vertical load.
Studies on WMA with zeolites, conducted according to EN 12697-22 standard showed decrease in resistance to permanent deformations for samples with Linde A synthetic zeolites, compared to HMA [
13].
On the other hand, when using Na-P1 synthetic zeolite and clinoptilolite, the resistance increased [
20]. The results of APA (asphalt pavement analyzer) wheel-tracking tests conducted in the United States indicate the negative effect of zeolite addition at a minimum production temperature of 129 °C. In the case of lower production temperatures, the addition of zeolite improved resistance to permanent deformations [
28]. Resistance to permanent deformations of WMA samples with zeolites, cut from the surface of experimental section is not lower than for HMA samples [
25,
49].
The results of studies on resistance to permanent deformations, similar to those regarding water sensitivity are not unambiguous. Presumably, too little “zeolite water” was released during WMA production, thus, asphalt foaming did not occur in correct manner. When it comes to asphalt foaming technology, the optimal amount of water is 2%–4% in terms of asphalt mass [
53,
54]. With too small an amount of water, the foaming is ineffective, whereas with too high an amount, there is a risk of washing the binder off the aggregate [
55]. This confirms the need to conduct thermal studies on zeolite.
7.3. Stiffness Modulus
Mix asphalt stiffness was evaluated according to EN 12697-26, AASHTO TP 79 or AASHTO T 321-03. In both cases of HMA, as well as WMA, the stiffness modulus decreases along with decrease in production temperature. For HMA, the stiffness modulus decreases as the testing temperature increases for the same frequency, however, increases as loading frequency increases for the same temperature [
56]. This correlation is also preserved in WMA with zeolites [
20,
43].
Woszuk and Franus conducted studies on mix asphalt compacted at temperatures of 145 °C, 130 °C, and 115 °C. The measurement of stiffness modulus was performed at 23 °C, 10 °C, and −2 °C. At 23 °C the value of mix asphalt stiffness modulus with zeolites (NaP1, clinoptilolite, and their variations modified with water) were higher compared to samples without zeolites, with the same compaction temperature [
20].
At lower test temperatures, the addition of zeolites caused increase in stiffness modulus of samples compacted at the temperature of 145 °C. On the other hand, for temperatures compacted at 115 °C remained at a level comparable to values obtained for reference mix asphalt. The highest increase in stiffness was caused by clinoptilolite addition, whereas the lowest were caused by clinoptilolite soaked with water. The zeolite addition resulted in stiffening of mix asphalt with a production temperature of 130 °C and higher, which indicates it is more prone to thermal cracking. Such a relation was defined by Roberts et al. [
51].
By contrast, the results of studies performed by Sanchez-Alonso et al. [
24] indicate a decrease in stiffness of mix asphalts produced at temperatures of 160 °C and 140 °C after adding synthetic zeolite (at a test temperature of 20 °C). Different results were obtained after decreasing the production temperature to 120 °C. After decreasing the production temperature to 120 °C, the stiffness modulus increased from 4733 MPa to 6019 MPa.
The correlation between the stiffness modulus and test results are the same for WMA with zeolites, as well as for HMA. A comparison of mix asphalt with and without zeolites at the same production temperature indicates that the value of stiffness modulus is affected by zeolite material. Due to result divergence, at similar test parameters, it is not possible to clearly state whether zeolite stiffens mix asphalt or not.
7.4. Effect of Aging Process on the Properties WMA with Zeolites
The asphalt binder aging processes significantly affects the performance of the pavements during their service life [
57].
Gandhi et al. [
58] analysed the effect of long-term aging on properties of WMA with zeolite addition. Analysed samples of mix asphalt with the addition of PG 64-22 asphalt originating from two different sources; using two types of aggregates: granite and marble. Aspha-Min zeolite was dosed at 0.3% with regard to mix asphalt mass. Addition of 1% hydrated lime was used as an adhesive agent. Reference HMA was mixed at the temperature of 150 °C, and WMA, at 120 °C. The compaction temperature was 5 °C lower than the production temperature. A resilient modulus (MR) test (ASTM D 4123 procedure) at three test temperatures: 5 °C, 25 °C, 40 °C, a wheel-rutting resistance APA test, and water resistance test measured using TSR index were performed on samples produced using a gyratory compactor. The foregoing set of tests was repeated on samples aged artificially by conditioning the compacted samples in a forced draft oven for 120 h at a temperature of 85 °C. This procedure is designed to simulate the aging the compacted mixture will undergo during 7–10 years. Samples of WMA with zeolite addition, compared to HMA samples, presented significantly lower stiffness moduli at test temperatures of 25 °C and 40 °C whereas, at 5 °C, the results were similar. In case of the aged samples, the zeolite addition had no significant effects on the MR values. Resilient modulus values were comparable or lower than HMA. Zeolite addition had no significant effect on ITS of unaged samples. On the other hand, ITSR water resistance index was higher for WMA with zeolites, regardless of other factors (type of asphalt, aggregate, age of tested samples). By contrast, resistance to permanent deformations was measured using rut depth, deteriorated for WMA with zeolite, both in unaged and artificially aged samples.
Physical and mechanical properties of mix asphalt, such as water sensitivity, stiffness modulus, resistance to cracking, and permanent deformation, depend on the type of tested mix, type of aggregates and binders being used, as well as their properties. Test procedures and conditions are also significant. All of this causes difficulty in terms of comparing study results presented in the literature. This article focuses on comparing WMA parameters with regard to HMA which are usually presented as a reference.
Based on the performed literature review it is not possible to determine the effect of zeolite addition on mix asphalt properties. Result divergence indicates a need for comprehensive WMA studies, comparing zeolites with different structure types, and the development of research procedures dedicated to the technology in question.
8. Benefits
HMA production is related to a high emission of hazardous compounds into the atmosphere. Studies show that the emission of asphalt gases and fumes is practically non-existent at a temperature of 80 °C. Their small share is present at temperature of 150 °C [
8]. A decrease in mix asphalt production temperature means the reduction of carbon dioxide emitted by factories by approx. 40%, and, in the case of other hazardous compounds, by as much as 70% [
12,
59,
60,
61]. A reduction of production temperature by only 10 °C decreases the emission of fumes and aerosols by as much as half [
62].
Studies of WMA with zeolite showed fume emission reduction of 75% with a temperature decrease of 26 °C. A 90% reduction in the emission of these compounds was noted during the process of embedding the mix [
32]. Qualitative and quantitative environmental benefits resulting from using WMA with zeolite are presented in
Table 4.
Tests conducted in Ohio indicate that of the WMA technologies (Evotherm, Aspha-Min, Sasobit), the highest reduction in hazardous compounds is obtained using mix asphalt with zeolites [
63]. Apart from the environmental benefits, a decrease in the emission of fumes and aerosols improves the safety and comfort of employees working with mix asphalt production and embedding.
According to data from the literature, decreasing the temperature by 30 °C means a reduction in energy use of 9 kWh per 1 mg of finished mix asphalt [
64]. WMA production takes 60%–80% of the energy required in HMA production [
12,
65]. In the beginning phase of WMA use, the expenses incurred often exceed the savings resulting from lower energy use. This results from the necessity to adapt production facilities to new technology. For WAM-Foam technology, the facility modification cost amounts to $30,000–$70,000, whereas for Aspha-Min technology, the cost is $0–$40,000 [
10]. The scope of investment expenditures depend mainly on the type of plants. At plants with continuous operation (used in the USA) it is easier to use water foaming technologies. The National Asphalt Pavement Association lists a few zeolite dosing methods which can be added using a number of feed systems [
30]. At lower quantities of mix asphalt it is also possible to add zeolite packaged in paper bags, manually. From a long-term perspective, the use of warm mix asphalts is cost-effective.
Assessing the efficiency of WMA technologies involves an estimation of the costs over the asphalt surface lifecycle. Prior studies indicate a 2.58% cost reduction over the entire lifecycle of the surface constructed using WMA technology with zeolite, with an 80% increase in surface durability. The addition of low (0.15%) and moderate (0.25%) amounts of zeolites was found to increase fatigue life; however, high dosages (0.35%) of additive negatively affected the fatigue life [
66].
The total reduction in aggregate extraction, gas emission and energy use was 13%–14% after adding 15% of aggregates derived through recycling [
67]. According to the National Asphalt Pavement Association (NAPA) adding 25% RAP to WMA could potentially offset the pavement lifecycle greenhouse gas emissions by 15% to 20% [
68].
The analysis of a case study for WMA technology use (sasobit, Rediset WMX, and zeolite) performed by Oner and Sengoz shows that the lowest cost of constructing 1 km of asphalt surface was obtained for WMA with zeolite.
A lower usage of components in a mix asphalt production facility is an additional benefit resulting from decreasing the production temperature [
69]. Strict norms regarding the emission of hazardous compounds and high penalties for exceeding them also make WMA production a more attractive alternative with regard to traditional mixes.
All of these benefits mean that the technology of WMA with zeolite addition is very attractive, both for investors and contractors.
9. Conclusions
This article provides a review of experimental results associated with the possibility of decreasing mix asphalt production temperature, using the addition of zeolite. Previous studies have focused on three structural types of zeolites: synthetic (Linde A (LTA)), Na-P1 (GIS), and natural (clinoptilolite (HEU)). The results of studies related to the process of foaming asphalts with zeolites modified through water soaking are also presented here.
The compaction temperature and amount of dosed additive are significant factors when designing mix asphalt with zeolites. Both of these parameters should be determined based on compactibility in a gyratory compactor. Due to the iterative character of this process, development of a uniform research procedure is necessary. According to the latest studies it seems that an optimal amount of zeolite addition can be associated with material structure [
16].
Previous studies did not clearly determine the effect of zeolite addition on asphalt viscosity. One should note that zeolite is not an asphalt modifier, it does not form a homogeneous liquid with the binder. Zeolite presence in bitumen, in the form of a non-dissolved solid body, affects the test result. At the same time, viscosity testing is necessary to determine possibility of affecting asphalt foaming through zeolite addition. Due to the character of zeolite water release character, it is necessary to develop an appropriate research procedure.
The result of physical and chemical property tests in case of WMA with zeolites provide inconsistent results in terms of resistance to water and resistance to permanent deformation, as well as mix stiffness. These measurements surely depend, at least in part, on the type of materials being used (type of aggregate, asphalt, and zeolite), as well as the testing method and parameters. According to the authors of this review, a necessary decrease in the quality of WMA with zeolites may result in ineffective asphalt foaming, arising from too low an amount of released zeolite water.
It becomes important to determine the impact of zeolite structure on asphalt foaming effect and conduct comprehensive studies using different zeolite structures. Zeolites, depending on the type of structure, present significantly different parameters, which determines the possibility of their industrial use. The amount and means of zeolite water binding are significant in asphalt foaming technology. In order to determine the amount of water released at the WMA technology temperature range, a test should be performed using the thermal analysis method.
Reference literature analysis shows high zeolite application potential related to using them as an additive in WMA production. These results indicate the possibility of decreasing mix asphalt production temperature by approximately 30 °C. Despite many potential benefits, discrepancies between some results indicate a need to develop a standardized study methodology and to continue studies in this scope.






{kind=link}


