
Optimization of Beer Brewing by Monitoring α-Amylase and β-Amylase Activities during Mashing


 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Lab-Scale Mashing and Pilot-Scale Brewing Experiments
2.3. Grist Composition
2.4. α- and β-Amylase Activity in Malt and Wort Samples
2.5. Standard Wort and Beer Analyses
2.6. Fermentable Sugars and Ethanol Concentration by High-Performance Liquid Chromatography (HPLC)
2.7. Statistical Analysis
3. Results
3.1. Malt Analysis
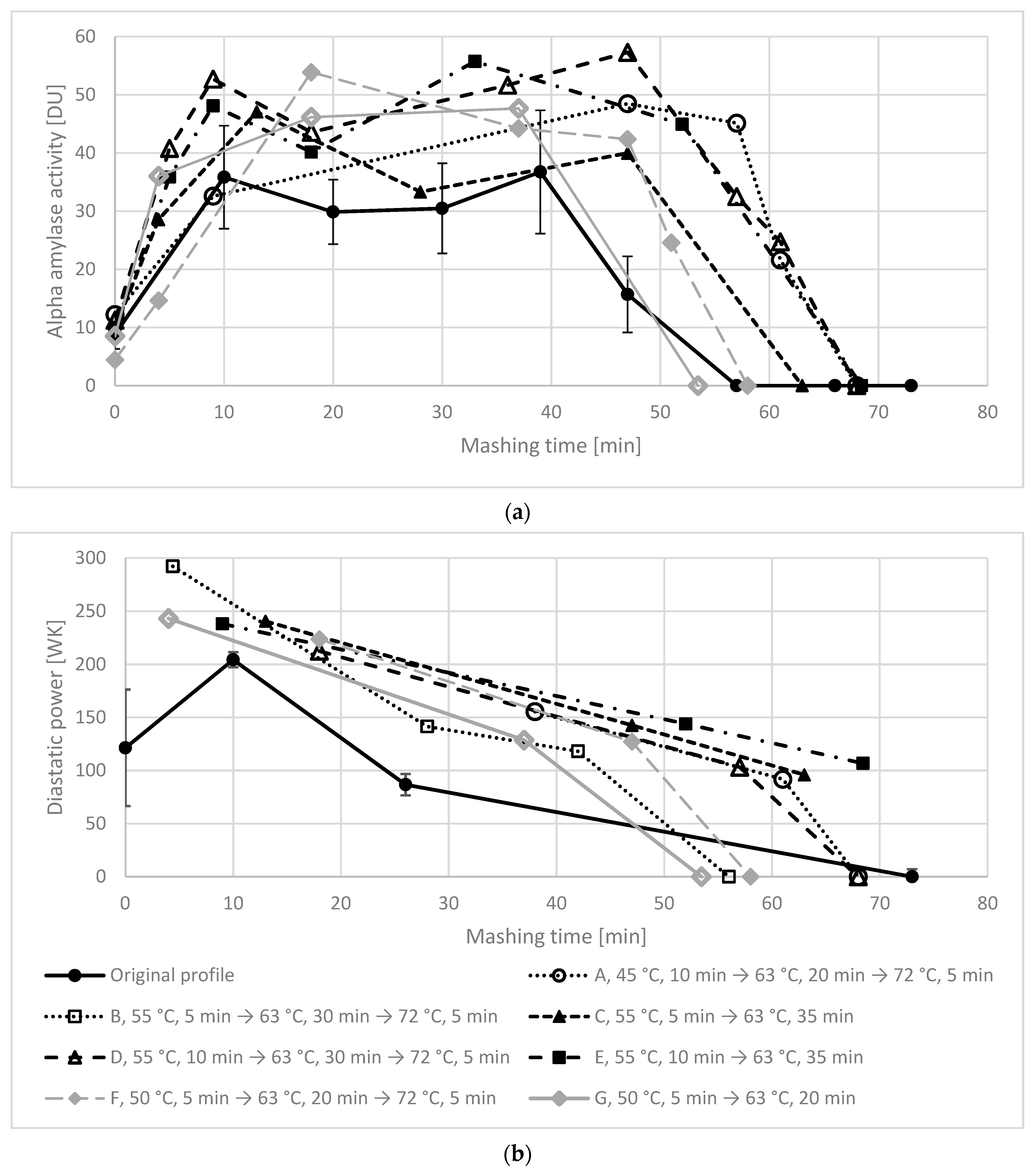
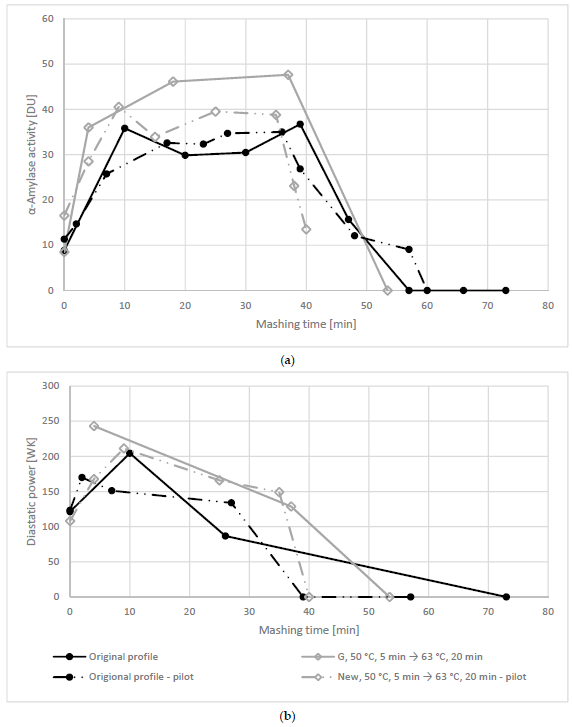
3.2. Enzymatic Activity during Mashing
3.3. Extract, FAN, Sugar Content, Ethanol Concentration and Foam Stability in the Wort and Final Beer
4. Discussion
4.1. Enzymatic Activity Differences with the Alternative Mashing Profiles
4.2. Sugar Profile, FAN and Foam Stability
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Russell, G.G.S.I.; Anstruther, A. Handbook of Brewing; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2018. [Google Scholar]
- Back, W.; Narziß, L. Das Maischen. In Die Bierbrauerei; Wiley-VCH Verlag: Weinheim, Germany, 2009; pp. 233–396. [Google Scholar] [CrossRef]
- Kühbeck, F.; Dickel, T.; Krottenthaler, M.; Back, W.; Mitzscherling, M.; Delgado, A.; Becker, T. Effects of Mashing Parameters on Mash β-Glucan, FAN and Soluble Extract Levels. J. Inst. Brew. 2005, 111, 316–327. [Google Scholar] [CrossRef]
- Lewis, M.J. Brewing; Kluwer Academic/Plenum Publishers: Dordrecht, The Netherlands, 2002. [Google Scholar]
- Kunze, W. Technology Brewing & Malting, 5th ed.; VLB: Berlin, Germany, 2014. [Google Scholar]
- Duke, S.H.; Henson, C.A.; Vinje, M.A.; Walling, J.G.; Bockelman, H.E. Comparisons of Modern United States and Canadian Malting Barley Cultivars with Those from Pre-Prohibition: V. Bmy1 Intron III Alleles and Grain β-Amylase Activity and Thermostability. J. Am. Soc. Brew. Chem. 2019, 77, 62–68. [Google Scholar] [CrossRef]
- Henson, C.A.; Duke, S.H.; Bockelman, H.E. Comparisons of Modern U.S. and Canadian Malting Barley Cultivars with Those from Pre-Prohibition: II. Amylolytic Enzyme Activities and Thermostabilities. J. Am. Soc. Brew. Chem. 2018, 76, 38–49. [Google Scholar] [CrossRef]
- Duke, S.H.; Henson, C.A.; Bockelman, H.E. Comparisons of Modern U.S. and Canadian Malting Barley Cultivars with Those from Pre-Prohibition: Malt Extract and Osmolyte Concentration. J. Am. Soc. Brew. Chem. 2017, 75, 85–92. [Google Scholar] [CrossRef]
- Duke, S.H.; Henson, C.A.; Bockelman, H.E. Comparisons of Modern U. S. and Canadian Malting Barley Cultivars with Those from Pre-Prohibition: III. Wort Sugar Production during Mashing. J. Am. Soc. Brew. Chem. 2018, 76, 96–111. [Google Scholar] [CrossRef]
- Durand, G.; Corazza, M.; Blanco, A.; Corazza, F. Dynamic optimization of the mashing process. Food Control 2009, 20, 1127–1140. [Google Scholar] [CrossRef]
- Langenaeken, N.A.; De Schepper, C.F.; De Schutter, D.P.; Courtin, C.M. Carbohydrate content and structure during malting and brewing: A mass balance study. J. Inst. Brew. 2020, 126, 253–262. [Google Scholar] [CrossRef]
- Evans, D.E.; Fox, G.P. Comparison of Diastatic Power Enzyme Release and Persistence during Modified Institute of Brewing 65 °C and Congress Programmed Mashes. J. Am. Soc. Brew. Chem. 2017, 75, 302–311. [Google Scholar] [CrossRef]
- Schückel, J. Novel Innovation in Enzyme Analysis. Brauwelt Int. 2018, 2–5. [Google Scholar]
- Bamforth, C. Current perspectives on the role of enzymes in brewing. J. Cereal Sci. 2009, 50, 353–357. [Google Scholar] [CrossRef]
- Evans A More Cost- and Labor-Efficient Assay for the Combined Measurement of the Diastatic Power Enzymes β-Amylase, α-Amylase, and Limit Dextrinase. J. Am. Soc. Brew. Chem. 2008, 66, 215–222. [CrossRef]
- MacGregor, A.; Bazin, S.; Macri, L.; Babb, J. Modelling the Contribution of Alpha-Amylase, Beta-Amylase and Limit Dextrinase to Starch Degradation During Mashing. J. Cereal Sci. 1999, 29, 161–169. [Google Scholar] [CrossRef]
- European Brewing Convention. Analytica-EBC; Hans Carl Getränke-Fachverlag: Nürnberg, Germany, 2010. [Google Scholar]
- Muller, R. A mathematical model of the formation of fermentable sugars from starch hydrolysis during high-temperature mashing. Enzym. Microb. Technol. 2000, 27, 337–344. [Google Scholar] [CrossRef]
- Duke, S.H.; Vinje, M.A.; Henson, C.A. Comparisons of Amylolytic Enzyme Activities and β-Amylases with Differing Bmy1Intron III Alleles to Sugar Production during Congress Mashing with North American Barley Cultivars. J. Am. Soc. Brew. Chem. 2012, 70, 230–248. [Google Scholar] [CrossRef]
- Wefing, P.; Conradi, F.; Trilling, M.; Neubauer, P.; Schneider, J. Approach for modelling the extract formation in a continuous conducted “β-amylase rest” as part of the production of beer mash with targeted sugar content. Biochem. Eng. J. 2020, 164, 107765. [Google Scholar] [CrossRef]
- Darlington, H.F.; Palmer, G.H. Homogeneity of the friable flour of malting barley. J. Inst. Brew. 1996, 102, 179–182. [Google Scholar] [CrossRef]
- Kuntz, R.J.; Bamforth, C.W. Time Course for the Development of Enzymes in Barley. J. Inst. Brew. 2007, 113, 196–205. [Google Scholar] [CrossRef]
- Kanauchi, M.; Bamforth, C.W. Release of β-Glucan from Cell Walls of Starchy Endosperm of Barley. Cereal Chem. J. 2001, 78, 121–124. [Google Scholar] [CrossRef]
- Taiz, L.; Honigman, W.A. Production of Cell Wall Hydrolyzing Enzymes by Barley Aleurone Layers in Response to Gibberellic Acid. Plant Physiol. 1976, 58, 380–386. [Google Scholar] [CrossRef] [Green Version]
- Kanauchi, M.; Chijimi, A.; Ohnishi-Kameyama, M.; Bamforth, C.W. An investigation of two xylan-degrading enzymes and a novel xylanase inhibitor in malted barley. J. Inst. Brew. 2013, 119, 32–40. [Google Scholar] [CrossRef]
- Ranki, H.; Sopanen, T. Secretion of α-Amylase by the Aleurone Layer and the Scutellum of Germinating Barley Grain. Plant Physiol. 1984, 75, 710–715. [Google Scholar] [CrossRef] [Green Version]
- Jin, Y.; Speers, R.A.; Paulson, A.T.; Stewart, R.J. Barley β-Glucans and Their Degradation During Malting and Brewing. MBAA TQ 2017, 41, 231–240. [Google Scholar]
- Berne, A.L.M.; Jones, L. The Effect of Mashing on Malt Endoproteolytic Activities. J. Agric. Food Chem. 2002, 50, 858–864. [Google Scholar]
- Kapp, G.R.; Bamforth, C.W. The foaming properties of proteins isolated from barley. J. Sci. Food Agric. 2002, 82, 1276–1281. [Google Scholar] [CrossRef]
- Kok, Y.J.; Ye, L.; Muller, J.; Ow, D.S.-W.; Bi, X. Brewing with malted barley or raw barley: What makes the difference in the processes? Appl. Microbiol. Biotechnol. 2019, 103, 1059–1067. [Google Scholar] [CrossRef] [PubMed]
- Evans, D.E.; Sheehan, M.C.; Stewart, D.C. The Impact of Malt Derived Proteins on Beer Foam Quality. Part II: The Influence of Malt Foam-positive Proteins and Non-starch Polysaccharides on Beer Foam Quality varieties. J. Inst. Brew. 1999, 105, 171–177. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| Profile | Mash In | Protein Rest | β-Amylase Rest | α-Amylase Rest | Mash Out | Samples Taken at min | Total Time Lab/Pilot Scale (min) |
|---|---|---|---|---|---|---|---|
| Original | 55 °C | None | 65 °C, 30 min | 72 °C, 20 min | 78 °C, 1 min | Lab scale: 0, 10, 20, 26, 30, 39, 47, 57, 66, 73 Pilot scale: 0, 2, 7, 17, 23, 27, 36, 39, 48, 57, 60 | 74/61 |
| A | 45 °C | 45 °C, 10 min | 63 °C, 20 min | 72 °C, 5 min | 78 °C, 1 min | 0, 9, 28, 38, 47, 57, 61, 68 | 69 |
| B | 55 °C | 55 °C, 5 min | 63 °C, 30 min | 72 °C, 5 min | 78 °C, 1 min | 0, 4, 13, 28, 42, 52, 56, 63 | 64 |
| C | 55 °C | 55 °C, 5 min | 63 °C, 35 min | None | 78 °C, 1 min | 0, 4, 13, 28, 47, 63 | 64 |
| D | 55 °C | 55 °C, 10 min | 63 °C, 30 min | 72 °C, 5 min | 78 °C, 1 min | 0, 5, 9, 18, 36, 47, 57, 61, 68 | 69 |
| E | 55 °C | 55 °C, 10 min | 63 °C, 35 min | None | 78 °C, 1 min | 0, 5, 9, 18, 33, 52, 68 | 70 |
| F | 50 °C | 50 °C, 5 min | 63 °C, 20 min | 72 °C, 5 min | 78 °C, 1 min | 0, 4, 18, 37, 47, 51, 58 | 59 |
| G/New | 50 °C | 50 °C, 5 min | 63 °C, 20 min | None | 78 °C, 1 min | Lab scale: 0, 4, 18, 37, 53 Pilot scale: 0, 4, 9, 15, 25, 35, 38, 40 | 55/41 |
| Sieve Size (µm) | Maltman® 75 | Industrial Mill |
|---|---|---|
| 1000 | 68.5 ± 2.6% | 60.5 ± 0.2% |
| 500 | 13.5 ± 0.2% | 16.9 ± 1.6% |
| 250 | 7.4 ± 0.9% | 10.0 ± 0.2% |
| 160 | 2.5 ± 0.5% | 3.2 ± 0.5% |
| bottom | 8.0 ± 1.4% | 9.3 ± 1.2% |
| Analysis | Certified by Supplier | Measured with GlycoSpot Kit (Average ± Standard Deviation) |
|---|---|---|
| α-Amylase, DU | 44 | 52 ± 7 |
| Diastatic power, WK | 254 | 264 ± 19 |
| Total N, % of dry matter | 1.73 | - |
| Kolbach index, % | 37 | - |
| Friability, % | 91.8 | - |
| β-glucan in wort, mg/L | 155 | - |
| Analysis | Original Profile | New Profile: 50 °C, 5 min → 63 °C, 20 min | ||||
|---|---|---|---|---|---|---|
| Kettle-Full Wort | Final Beer | Kettle-Full Wort | Final Beer | |||
| 1st Tank | 2nd Tank | 1st Tank | 2nd Tank | |||
| FAN, ppm | 107.5 ± 0.9 | 49.0 ± 0.8 | 46.5 ± 2.7 | 104.7 ± 4.8 | 68.7 ± 0.6 | 70.2 ± 3.3 |
| Maltose, g/L | 46.4 ± 7.1 | n.d. | n.d. | 41.5 ± 4.0 | n.d. | n.d. |
| Maltotriose, g/L | 11.1 ± 1.8 | n.d. | n.d. | 12.0 ± 1.3 | n.d. | n.d. |
| Glucose, g/L | 5.35 ± 1.1 | n.d. | n.d. | 6.4 ± 0.3 | n.d. | n.d. |
| Gravity, °Plato | 9.28 | 2.16 | 2.32 | 9.29 | 2.48 | 2.60 |
| Ethanol, %ABV | - | 4.09 ± 0.06 | 4.09 ± 0.02 | - | 4.21 ± 0.06 | 4.01 ± 0.08 |
| Attenuation, % | - | 77.5 | 75.9 | - | 74.4 | 73.2 |
| Foam stability, s | - | 191 ± 7 | - | 265 ± 8 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Parés Viader, R.; Yde, M.S.H.; Hartvig, J.W.; Pagenstecher, M.; Carlsen, J.B.; Christensen, T.B.; Andersen, M.L. Optimization of Beer Brewing by Monitoring α-Amylase and β-Amylase Activities during Mashing. Beverages 2021, 7, 13. https://0-doi-org.brum.beds.ac.uk/10.3390/beverages7010013
Parés Viader R, Yde MSH, Hartvig JW, Pagenstecher M, Carlsen JB, Christensen TB, Andersen ML. Optimization of Beer Brewing by Monitoring α-Amylase and β-Amylase Activities during Mashing. Beverages. 2021; 7(1):13. https://0-doi-org.brum.beds.ac.uk/10.3390/beverages7010013
Chicago/Turabian StyleParés Viader, Raimon, Maiken Søe Holmstrøm Yde, Jens Winther Hartvig, Marcus Pagenstecher, Jacob Bille Carlsen, Troels Balmer Christensen, and Mogens Larsen Andersen. 2021. "Optimization of Beer Brewing by Monitoring α-Amylase and β-Amylase Activities during Mashing" Beverages 7, no. 1: 13. https://0-doi-org.brum.beds.ac.uk/10.3390/beverages7010013