
Numerical and Experimental Investigation of the Hydrodynamics in the Single-Use Bioreactor Mobius® CellReady 3 L

Abstract
:1. Introduction
2. Configuration, Operating Conditions, and Experimental Methods
2.1. Configuration and Operating Conditions
2.2. Experimental Methods
3. Mathematical Model
3.1. Continuous Phase
3.2. Bubble Phase
3.3. Evaluation of the Mixing Time and the Oxygen Mass Transfer Coefficient
3.3.1. Mixing Time
3.3.2. Volumetric Oxygen Mass Transfer Coefficient
4. Numerical Solution Procedure and Grid
4.1. Numerical Solution Procedure
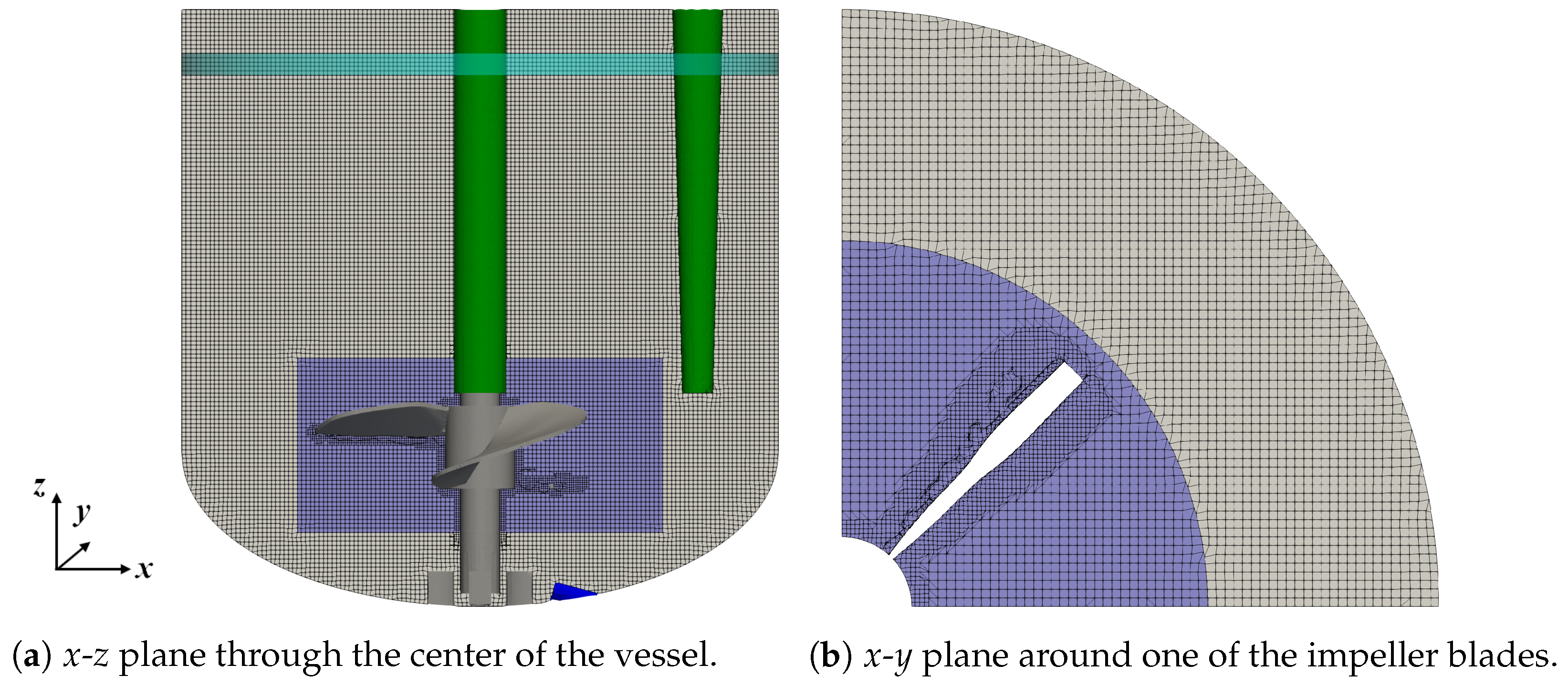
4.2. Computational Grid
5. Results and Discussion
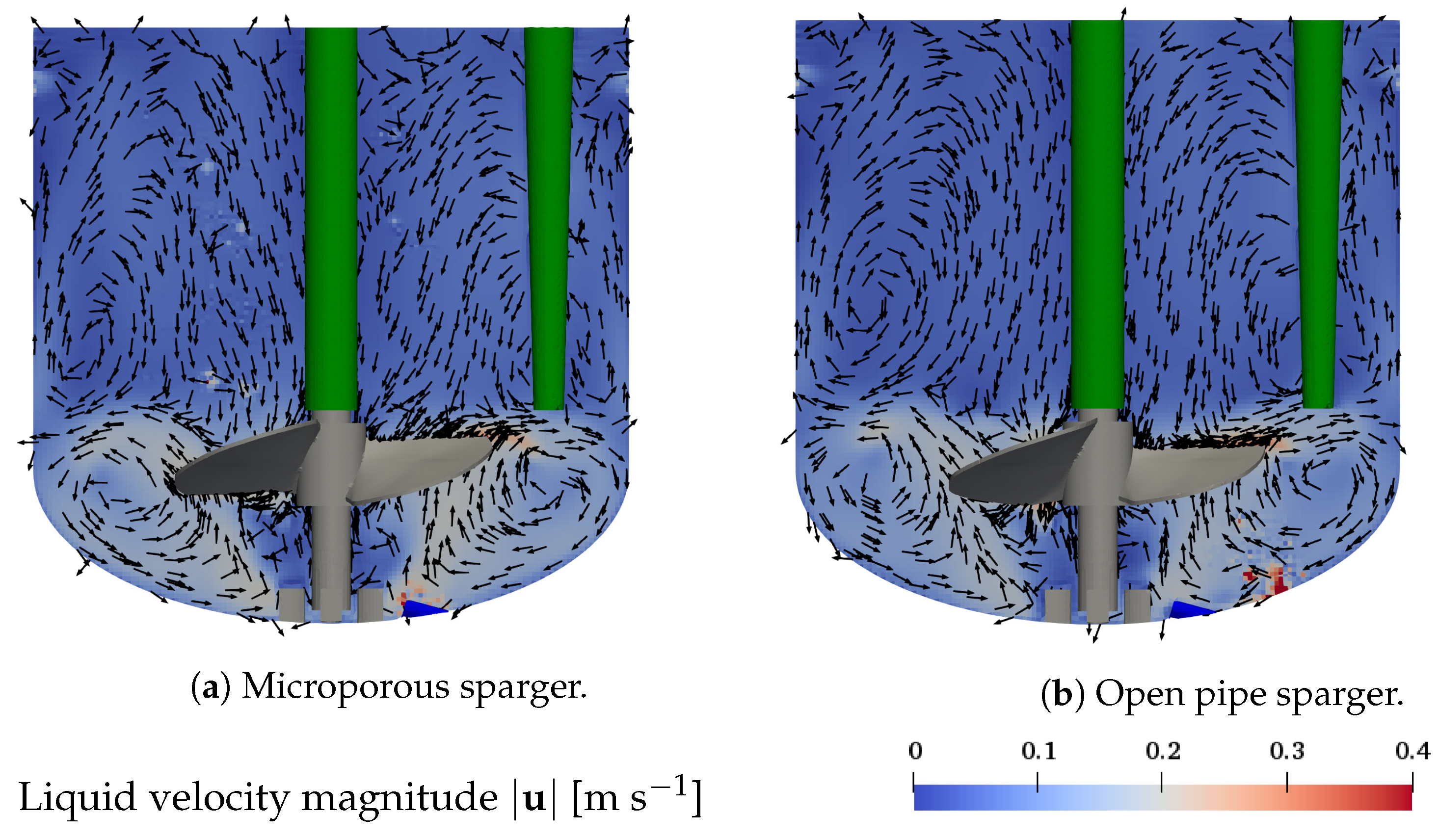
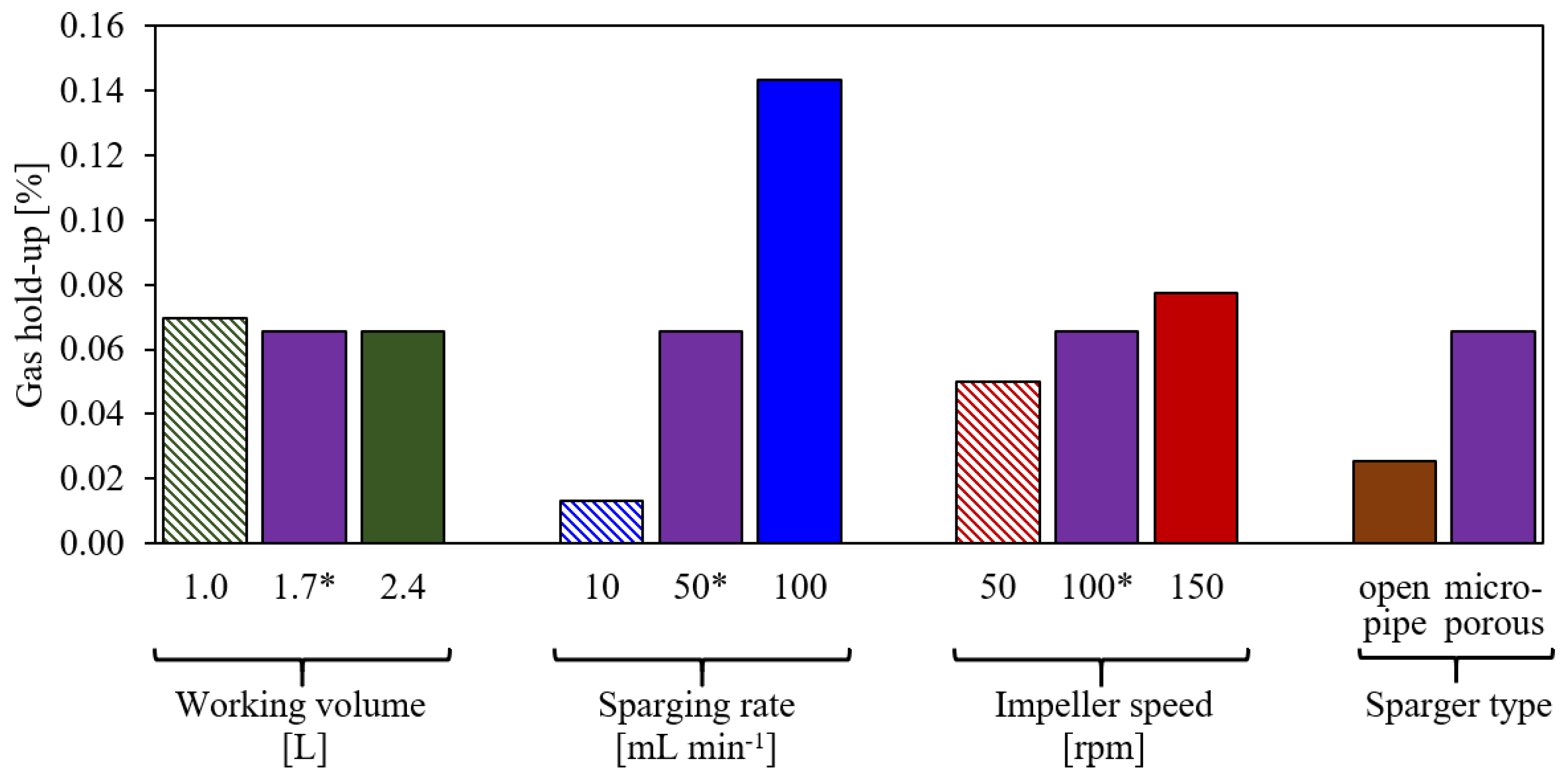
5.1. Flow Characteristics and Gas Hold-Up
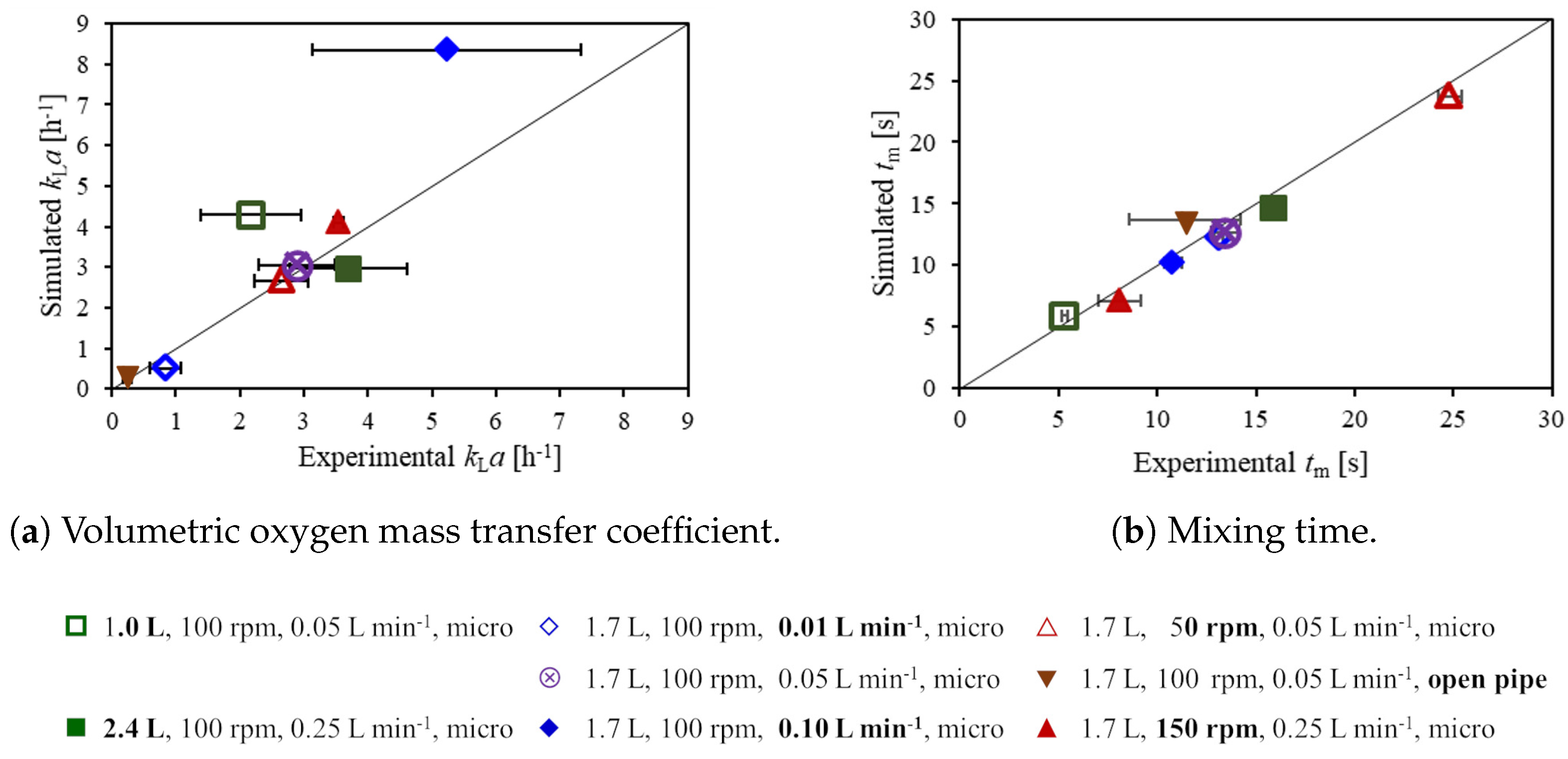
5.2. Volumetric Oxygen Mass Transfer Coefficient and Mixing Time
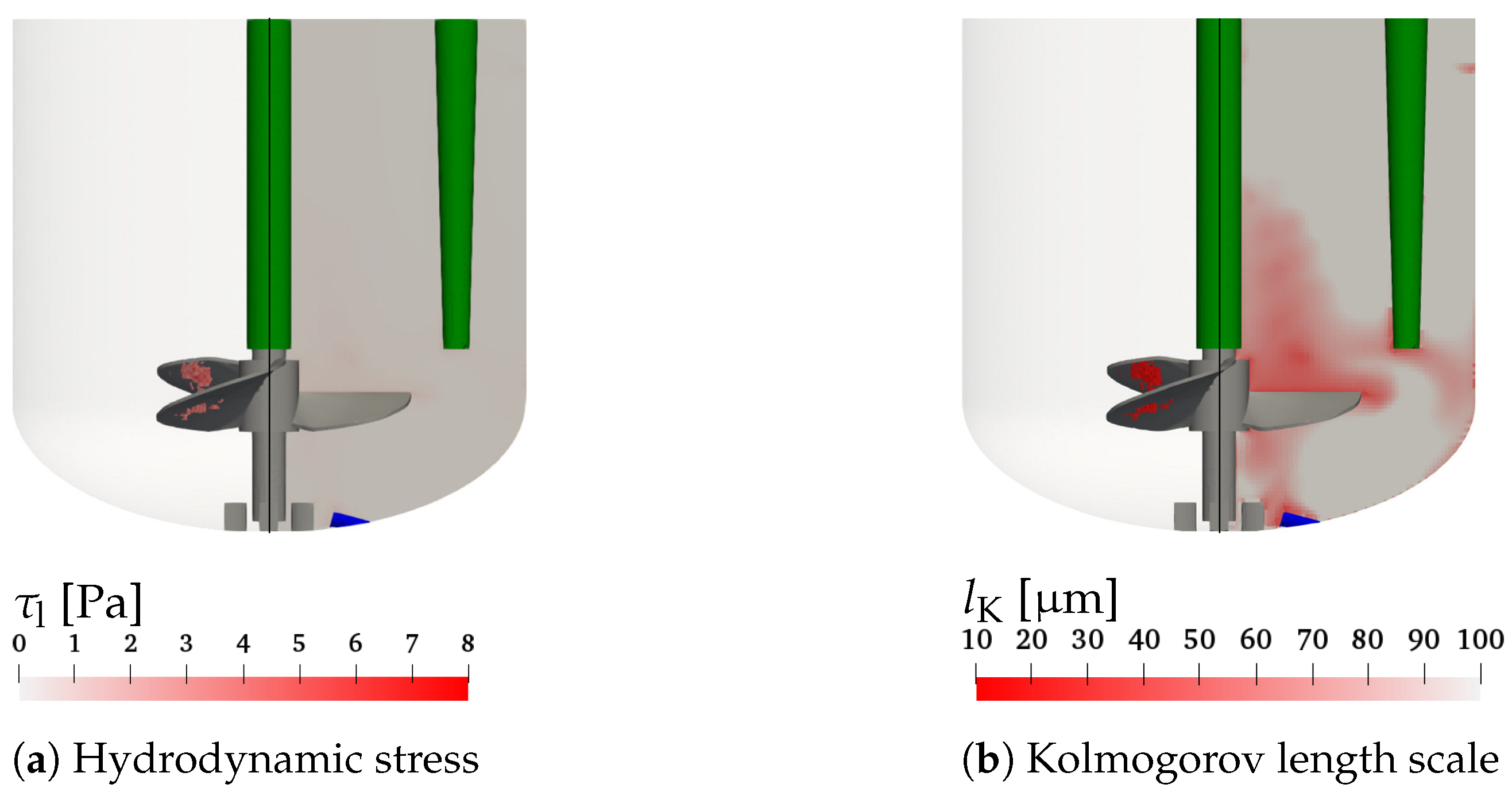
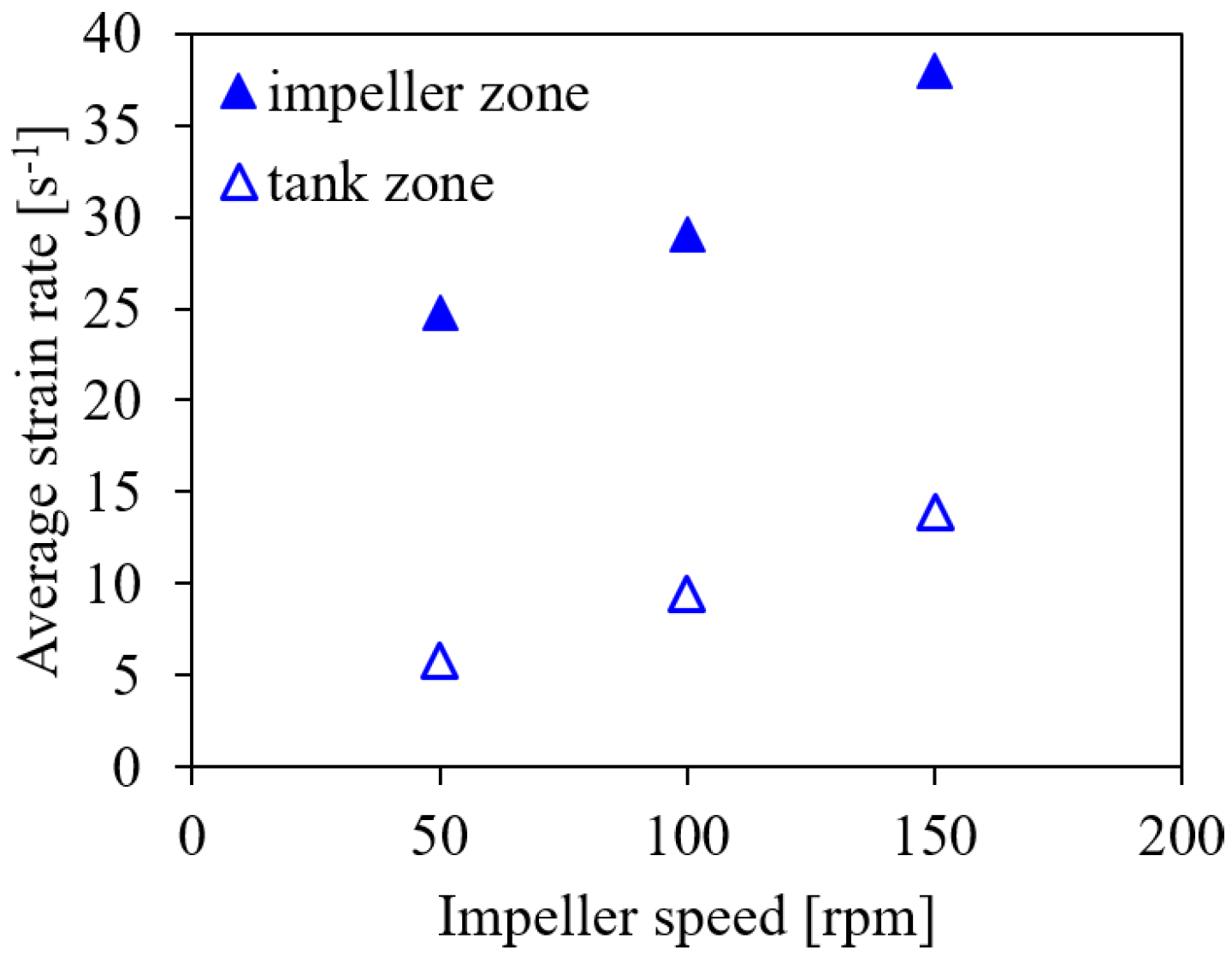
5.3. Risk of Cell Damage
6. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nienow, A.W. Reactor engineering in large scale animal cell culture. Cytotechnology 2006, 50, 9–33. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, F.; Vijayasankaran, N.; Shen, A.; Kiss, R.; Amanullah, A. Cell culture processes for monoclonal antibody production. Monoclon. Antibodies 2010, 2, 466–479. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sieck, J.B.; Cordes, T.; Budach, W.E.; Rhiel, M.H.; Suemeghy, Z.; Leist, C.; Villiger, T.K.; Morbidelli, M.; Soos, M. Development of a Scale-Down Model of hydrodynamic stress to study the performance of an industrial CHO cell line under simulated production scale bioreactor conditions. J. Biotechnol. 2013, 164, 41–49. [Google Scholar] [CrossRef] [PubMed]
- Davidson, K.M.; Sushil, S.; Eggleton, C.D.; Marten, M.R. Using Computational Fluid Dynamics Software to Estimate Circulation Time Distributions in Bioreactors. Biotechnol. Prog. 2003, 19, 1480–1486. [Google Scholar] [CrossRef]
- Sieblist, C.; Jenzsch, M.; Pohlscheidt, M. Equipment characterization to mitigate risks during transfers of cell culture manufacturing processes. Cytotechnology 2016, 68, 1381–1401. [Google Scholar] [CrossRef] [Green Version]
- Villiger, T.K.; Morbidelli, M.; Soos, M. Experimental determination of maximum effective hydrodynamic stress in multiphase flow using shear sensitive aggregates. AIChE J. 2015, 61, 1735–1744. [Google Scholar] [CrossRef]
- Garcia-Ochoa, F.; Gomez, E. Bioreactor scale-up and oxygen transfer rate in microbial processes: An overview. Biotechnol. Adv. 2009, 27, 153–176. [Google Scholar] [CrossRef]
- Mainkowski, M.; Bodemeier, S.; Lübbert, A.; Bujalski, W.; Nienow, A.W. Measurement of Gas and Liquid Flows in Stirred Tank Reactors with Multiple Agitators. Can. J. Chem. Eng. 1994, 72, 769–780. [Google Scholar] [CrossRef]
- Laakkonen, M.; Moilanen, P.; Miettinen, T.; Saari, K.; Honkanen, M.; Saarenrinne, P.; Aittamaa, J. Local Bubble Size Distributions in Agitated Vessel–Comparison of Three Experimental Techniques. Chem. Eng. Res. Des. 2005, 83, 50–58. [Google Scholar] [CrossRef]
- Odeleye, A.O.; Marsh, D.T.; Osborne, M.D.; Lye, G.J.; Micheletti, M. On the fluid dynamics of a laboratory scale single-use stirred bioreactor. Chem. Eng. Sci. 2014, 111, 299–312. [Google Scholar] [CrossRef] [Green Version]
- Löffelholz, C.; Husemann, U.; Greller, G.; Meusel, W.; Kauling, J.; Ay, P.; Kraume, M.; Eibl, R.; Eibl, D. Bioengineering Parameters for Single-Use Bioreactors: Overview and Evaluation of Suitable Methods. Chem. Ing. Tech. 2013, 85, 40–56. [Google Scholar] [CrossRef]
- Kelly, W.J. Using computational fluid dynamics to characterize and improve bioreactor performance. Biotechnol. Appl. Biochem. 2008, 49, 225–238. [Google Scholar] [CrossRef] [PubMed]
- Werner, S.; Kaiser, S.; Krause, M.; Eibel, D. CFD as a modern tool for engineering characterization of bioreactors. Pharm. Bioprocess. 2014, 2, 85–95. [Google Scholar] [CrossRef]
- Soos, M.; Kaufmann, R.; Winteler, R.; Kroupa, M.; Lüthi, B. Determination of maximum turbulent energy dissipation rate generated by a Rushton impeller through large eddy simulation. AIChE J. 2013, 59, 3642–3658. [Google Scholar] [CrossRef]
- Kaiser, S.C.; Löffelholz, C.; Werner, S.; Eibl, D. CFD for Characterizing Standard and Single-use Stirred Cell Culture Bioreactors. In Computational Fluid Dynamics Technologies and Applications; Minin, I., Ed.; IntechOpen: Rijeka, Croatia, 2011; Chapter 4; pp. 97–122. [Google Scholar]
- Seidel, S.; Maschke, R.W.; Werner, S.; Jossen, V.; Eibl, D. Oxygen Mass Transfer in Biopharmaceutical Processes: Numerical and Experimental Approaches. Chem. Ing. Tech. 2021, 93, 42–61. [Google Scholar] [CrossRef]
- Rathore, A.S.; Sharma, C.; Persad, A.A. Use of computational fluid dynamics as a tool for establishing process design space for mixing in a bioreactor. Biotechnol. Prog. 2012, 28, 382–391. [Google Scholar] [CrossRef]
- Li, C.; Teng, X.; Peng, H.; Yi, X.; Zhuang, Y.; Zhang, S.; Xia, J. Novel scale-up strategy based on three-dimensional shear space for animal cell culture. Chem. Eng. Sci. 2020, 212, 115329. [Google Scholar] [CrossRef]
- Scully, J.; Considine, L.B.; Smith, M.T.; McAlea, E.; Jones, N.; O’Connell, E.; Madsen, E.; Power, M.; Mellors, P.; Crowley, J.; et al. Beyond heuristics: CFD-based novel multiparameter scale-up for geometrically disparate bioreactors demonstrated at industrial 2kL-10kL scales. Biotechnol. Bioeng. 2020, 117, 1710–1723. [Google Scholar] [CrossRef]
- Dreher, T.; Husemann, U.; Adams, T.; de Wilde, D.; Greller, G. Design space definition for a stirred single-use bioreactor family from 50 to 2000 L scale. Eng. Life Sci. 2014, 14, 304–310. [Google Scholar] [CrossRef] [Green Version]
- Kaiser, S.C.; Eibl, R.; Eibl, D. Engineering characteristics of a single-use stirred bioreactor at bench-scale: The Mobius CellReady 3L bioreactor as a case study. Eng. Life Sci. 2011, 11, 359–368. [Google Scholar] [CrossRef]
- Villiger, T.K.; Neunstoecklin, B.; Karst, D.J.; Lucas, E.; Stettler, M.; Broly, H.; Morbidelli, M.; Soos, M. Experimental and CFD physical characterization of animal cell bioreactors: From micro- to production scale. Biochem. Eng. J. 2018, 131, 84–94. [Google Scholar] [CrossRef]
- Muniz, M.; Sommerfeld, M. On the force competition in bubble columns: A numerical study. Int. J. Multiph. Flow 2020, 128, 103256. [Google Scholar] [CrossRef]
- Masterov, M.V.; Baltussen, M.W.; Kuipers, J.A.M. Numerical simulation of a square bubble column using Detached Eddy Simulation and Euler–Lagrange approach. Int. J. Multiph. Flow 2018, 107, 277–288. [Google Scholar] [CrossRef]
- Xue, J.; Chen, F.; Yang, N.; Ge, E. A Study of the Soft-Sphere Model in Eulerian- Lagrangian Simulation of Gas-Liquid Flow. Int. J. Chem. React. Eng. 2017, 15, 57–67. [Google Scholar] [CrossRef]
- Wutz, J.; Lapin, A.; Siebler, F.; Schäfer, J.E.; Wucherpfennig, T.; Berger, M.; Takors, R. Predictability of kLa in stirred tank reactors under multiple operating conditions using an Euler-Lagrange approach. Eng. Life Sci. 2016, 16, 633–642. [Google Scholar] [CrossRef]
- Sungkorn, R.; Derksen, J.J.; Khinast, J.G. Euler-Lagrange modeling of a gas-liquid stirred reactor with consideration of bubble breakage and coalescence. AIChE J. 2011, 58, 1356–1370. [Google Scholar] [CrossRef]
- Sungkorn, R.; Derksen, J.J.; Khinast, J.G. Modeling of aerated stirred tanks with shear-thinning power law liquids. Int. J. Heat Fluid Flow 2012, 36, 153–166. [Google Scholar] [CrossRef]
- Weber, A.; Bart, H.J. Flow Simulation in a 2D Bubble Column with the Euler-Lagrange and Euler-Euler Method. Open Chem. Eng. J. 2018, 12, 1–13. [Google Scholar] [CrossRef]
- Kreitmayer, D.; Gopireddy, S.; Matsuura, T.; Aki, Y.; Katayama, Y.; Nakano, T.; Eguchi, T.; Kakihara, H.; Nonaka, K.; Profitlich, T.; et al. CFD-based and Experimental Hydrodynamic Characterization of the Single-Use Bioreactor XcellerexTM XDR-10. Bioengineering 2022, 9, 22. [Google Scholar] [CrossRef]
- Kreitmayer, D.; Gopireddy, S.G.; Matsuura, T.; Aki, Y.; Katayama, Y.; Kakihara, H.; Nonaka, K.; Profitlich, T.; Urbanetz, N.A.; Gutheil, E. Numerical and experimental characterization of the single-use bioreactor XcellerexTM XDR-200. Biochem. Eng. J. 2022, 177, 108237. [Google Scholar] [CrossRef]
- Coroneo, M.; Montante, G.; Paglianti, A.; Magelli, F. CFD prediction of fluid flow and mixing in stirred tanks: Numerical issues about the RANS simulations. Comput. Chem. Eng. 2011, 35, 1959–1968. [Google Scholar] [CrossRef]
- Borys, B.S.; Roberts, E.L.; Le, A.; Kallos, M.S. Scale-up of embryonic stem cell aggregate stirred suspension bioreactor culture enabled by computational fluid dynamics modeling. Biochem. Eng. J. 2018, 133, 157–167. [Google Scholar] [CrossRef]
- Ferziger, J.H.; Peric, M. Computational Methods for Fluid Dynamics, 3rd ed.; Springer: Berlin/Heidelberg, Germany, 2002. [Google Scholar]
- Versteeg, H.K.; Malalasekera, W. An Introduction to CFD Finite Volume Method, 2nd ed.; Prentice Hall: Harlow, UK, 2007. [Google Scholar]
- Schiller, L.; Naumann, A. A drag coefficient correlation. Zeit. Ver. Deutsch. Ing. 1935, 77, 318–320. [Google Scholar]
- Behzadi, A.; Issa, R.I.; Rusche, H. Modelling of dispersed bubble and droplet flow at high phase fractions. Chem. Eng. Sci. 2004, 59, 759–770. [Google Scholar] [CrossRef]
- Tomiyama, A.; Tamai, H.; Zun, I.; Hosokawa, S. Transverse Migration of Single Bubbles in Simple Shear Flow. Chem. Eng. Sci. 2002, 57, 1849–1858. [Google Scholar] [CrossRef]
- Kaiser, S.C. Characterization and Optimization of Single-Use Bioreactors and Biopharmaceutical Production Processes Using Computational Fluid Dynamics. Ph.D. Thesis, Technische Universität Berlin, Berlin, Germany, 2014. [Google Scholar]
- Jamialahmadi, M.; Zehtaban, M.R.; Müller-Steinhagen, H.; Sarrafi, A.; Smith, J.M. Study of Bubble Formation Under Constant Flow Conditions. Chem. Eng. Res. Des. 2001, 79, 523–532. [Google Scholar] [CrossRef]
- Montante, G.; Horn, D.; Paglianti, A. Gas-liquid flowand bubble size distribution in stirred tanks. Chem. Eng. Sci. 2008, 63, 2107–2118. [Google Scholar] [CrossRef]
- Lamont, J.C.; Scott, D.S. An Eddy Cell Model of Mass Transfer into the Surface of a Turbulent Liquid. AIChE J. 1970, 16, 513–519. [Google Scholar] [CrossRef]
- Han, P.; Bartels, D.M. Temperature Dependence of Oxygen Diffusion in H2O and D2O. J. Phys. Chem. 1996, 100, 5597–5602. [Google Scholar] [CrossRef]
- OpenFOAM. The OpenFOAM Foundation 2019. Available online: https://openfoam.org/news/funding-2019/ (accessed on 25 January 2021).
- Brucato, A.; Ciofalo, M.; Grisafi, F.; Micale, G. Numerical prediction of flow fields in baffled stirred vessels: A comparison of alternative modelling approaches. Chem. Eng. Sci. 1998, 53, 3653–3684. [Google Scholar] [CrossRef]
- Kim, T.K. T test as a parametric statistic. Korean J. Anesthesiol. 2015, 68, 540–546. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Montante, G.; Paglianti, A. Gas hold-up distribution and mixing time in gas–liquid stirred tanks. Chem. Eng. J. 2015, 279, 648–658. [Google Scholar] [CrossRef]
- Minow, B.; Seidemann, J.; Tschoepe, S.; Gloeckner, A.; Neubauer, P. Harmonization and characterization of different single-use bioreactors adopting a new sparger design. Eng. Life Sci. 2014, 14, 272–282. [Google Scholar] [CrossRef]
- Gelves, R.; Dietrich, A.; Takors, R. Modeling of gas–liquid mass transfer in a stirred tank bioreactor agitated by a Rushton turbine or a new pitched blade impeller. Bioprocess Biosyst. Eng. 2014, 37, 365–375. [Google Scholar] [CrossRef]
- Neunstoecklin, B.; Stettler, M.; Solacroup, T.; Broly, H.; Morbidelli, M.; Soos, M. Determination of the maximum operating range of hydrodynamic stress in mammalian cell culture. J. Biotechnol. 2015, 194, 100–109. [Google Scholar] [CrossRef]
- Haringa, C.; Noorman, H.J.; Mudde, R.F. Lagrangian modeling of hydrodynamic–kinetic interactions in (bio)chemical reactors: Practical implementation and setup guidelines. Chem. Eng. Sci. 2017, 157, 159–168. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition | Working Volume V | Impeller Speed n | Sparging Rate Q | Sparger Type |
|---|---|---|---|---|
| # | [L] | [rpm] | [mL min] | |
| 1 | 1.0 | 100 | 50 | Microporous |
| 2 | 2.4 | 100 | 50 | Microporous |
| 3 | 1.7 | 100 | 10 | Microporous |
| 4 * | 1.7 | 100 | 50 | Microporous |
| 5 | 1.7 | 100 | 100 | Microporous |
| 6 | 1.7 | 50 | 50 | Microporous |
| 7 | 1.7 | 150 | 50 | Microporous |
| 8 | 1.7 | 100 | 50 | Open pipe |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kreitmayer, D.; Gopireddy, S.R.; Matsuura, T.; Aki, Y.; Katayama, Y.; Sawada, T.; Kakihara, H.; Nonaka, K.; Profitlich, T.; Urbanetz, N.A.; et al. Numerical and Experimental Investigation of the Hydrodynamics in the Single-Use Bioreactor Mobius® CellReady 3 L. Bioengineering 2022, 9, 206. https://0-doi-org.brum.beds.ac.uk/10.3390/bioengineering9050206
Kreitmayer D, Gopireddy SR, Matsuura T, Aki Y, Katayama Y, Sawada T, Kakihara H, Nonaka K, Profitlich T, Urbanetz NA, et al. Numerical and Experimental Investigation of the Hydrodynamics in the Single-Use Bioreactor Mobius® CellReady 3 L. Bioengineering. 2022; 9(5):206. https://0-doi-org.brum.beds.ac.uk/10.3390/bioengineering9050206
Chicago/Turabian StyleKreitmayer, Diana, Srikanth R. Gopireddy, Tomomi Matsuura, Yuichi Aki, Yuta Katayama, Taihei Sawada, Hirofumi Kakihara, Koichi Nonaka, Thomas Profitlich, Nora A. Urbanetz, and et al. 2022. "Numerical and Experimental Investigation of the Hydrodynamics in the Single-Use Bioreactor Mobius® CellReady 3 L" Bioengineering 9, no. 5: 206. https://0-doi-org.brum.beds.ac.uk/10.3390/bioengineering9050206