3.1. Structural Effects Induced by Sintering Schedules
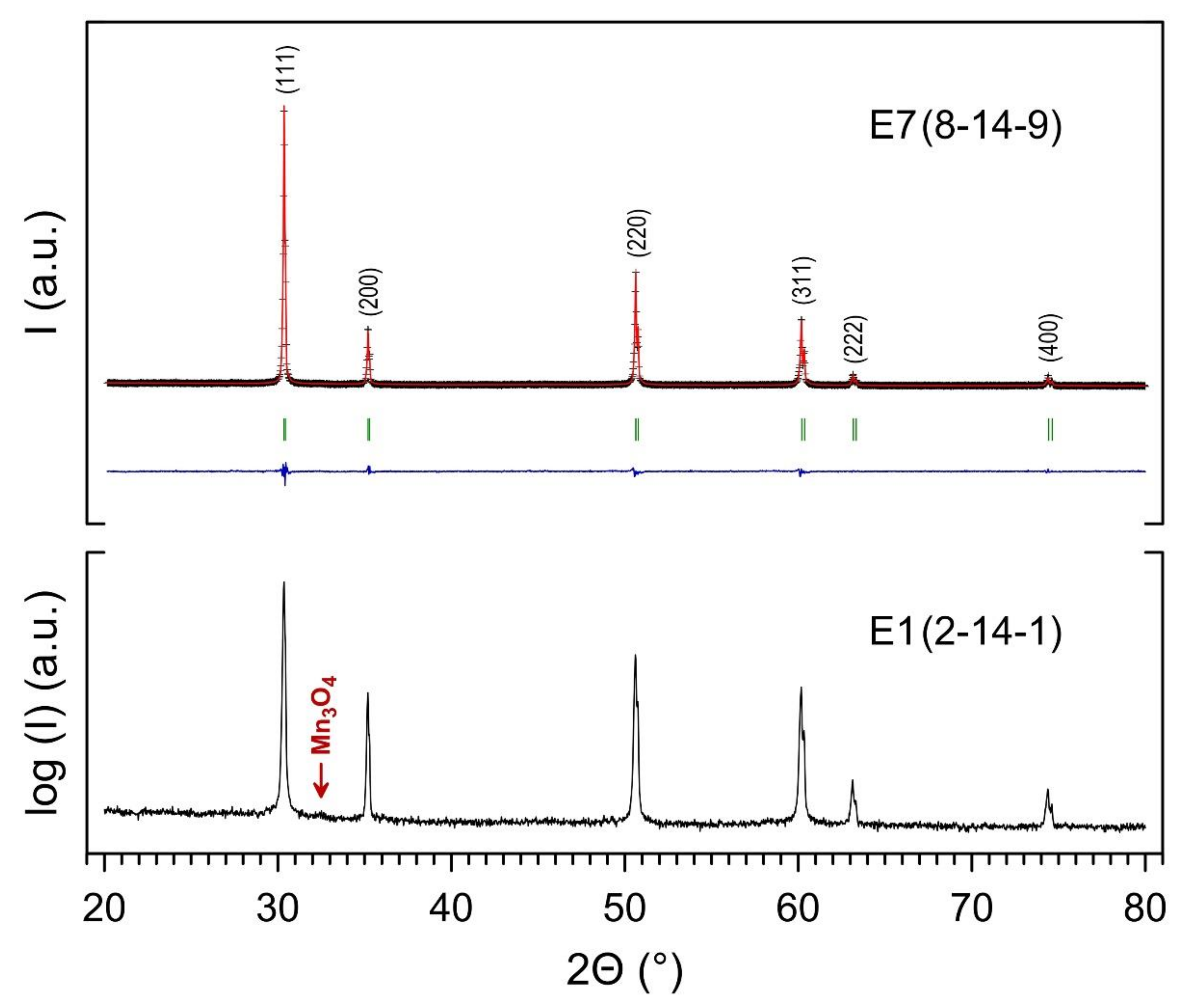
X-ray diffractograms do not show significant evidence of Mn-rich precipitates, even when intensity is shown in logarithmic scale to emphasize minor reflections, except minor traces of Mn
3O
4 for E1 (2-14-1) (
Figure 2, bottom). Overall inspection suggests a pure cubic phase; the XRD data for all samples were successfully refined in the space group
(see an example in
Figure 2, top). Thus, one may claim strong evidence that the addition of MnO
x to 5Y-PSZ stabilizes the cubic fluorite-type phase.
Different firing schedules induce lattice contraction or expansion, revealed by peak shifts. The corresponding values of lattice parameter were obtained by FullProf refinement and are included in
Table 1, and may be used as a guideline for structural dependence on firing schedules; this was screened by the correlation matrix calculated with standard Excel formulae (
Table 2), which indicates that the lattice parameter drops mainly with increase in sintering temperature, as reported by others [
16], though for higher contents of Y and a much lower concentration of Mn. Thus, the impact of sintering temperature on solubility may explain its effect on the lattice parameter [
8], whereas the contribution of firing time is consistent with the effects of time scale in kinetic limitations. The effects of the rate of change in temperature may comprise early effects occurring on heating and the final stage of cooling. One may assume effects of fast heating rate on the interplay between the dissolution of Mn and other early thermochemical transformations occurring on heating, including ready decomposition of the precursor manganese oxide (MnO
2), and later onset of sintering of the zirconia-based matrix, or transformation of the partially stabilized powders to cubic phase. Interplay between dissolution of Mn and other early stages of processing is also suggested on comparing results reported for ceramic samples obtained from different precursor powders. For example, samples obtained from co-precipitated powders [
8] show wider changes in lattice parameter for up to higher fractions of Mn in the nominal compositions, when compared to samples processed from pre-calcined powders [
7]. Changes on cooling may also be expected taking into account that solubility of Mn is dependent on temperature and redox changes, which are also likely to occur on cooling, as shown in
Section 3.3.
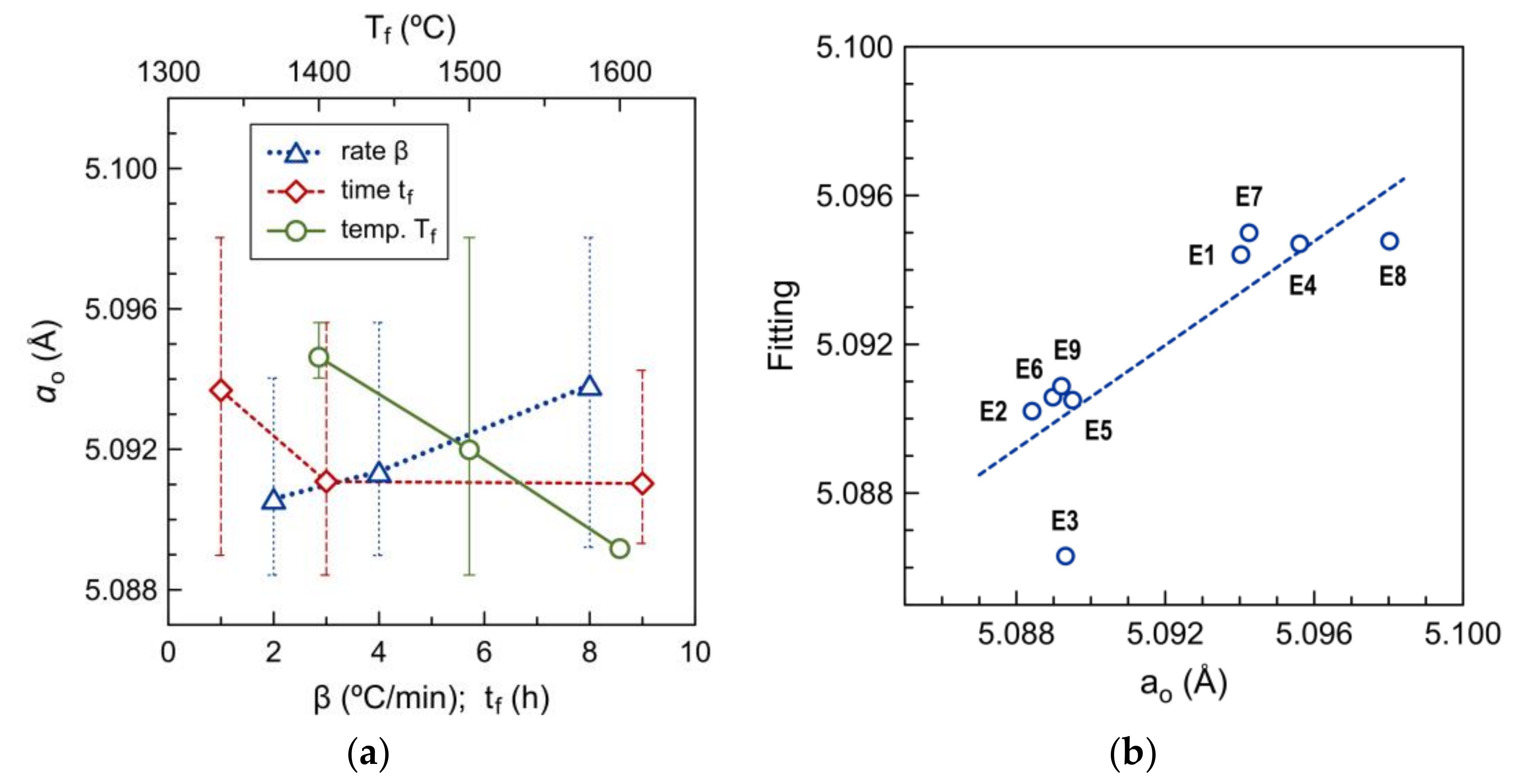
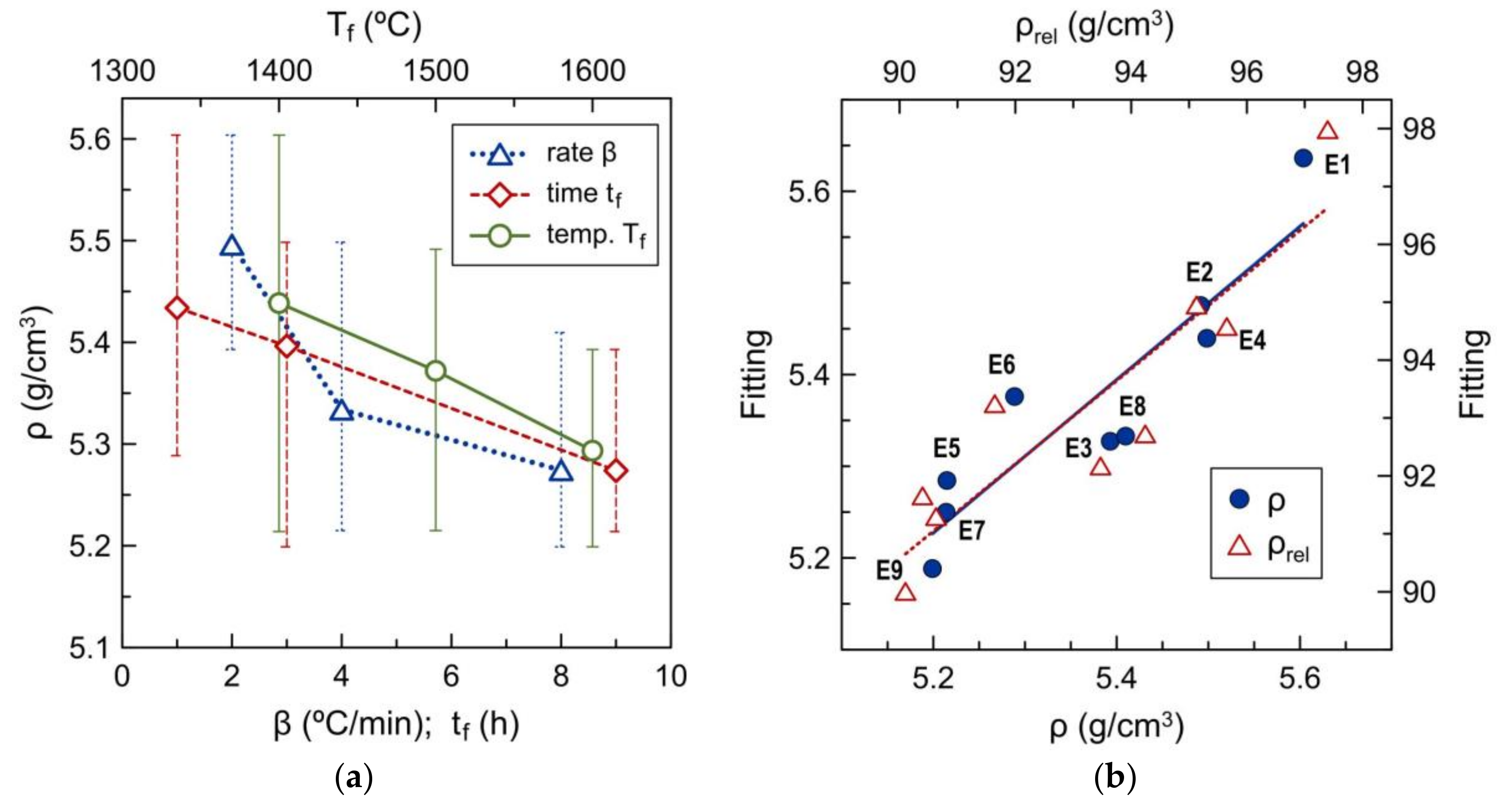
The interplay between the roles of different parameters of sintering schedules (rate, temperature and time) is also emphasized by the corresponding noise to signal ratio, illustrated in
Figure 3a; this is given by error bars, which correspond to differences between the highest and lowest results for a specific factor, at the indicated level, while allowing simultaneous changes in other parameters, to minimize the number of experiments. Thus, the poor signal to noise ratio observed mainly for dependence on time explains its weakest correlation in
Table 2.
The poor signal to noise ratio shown in
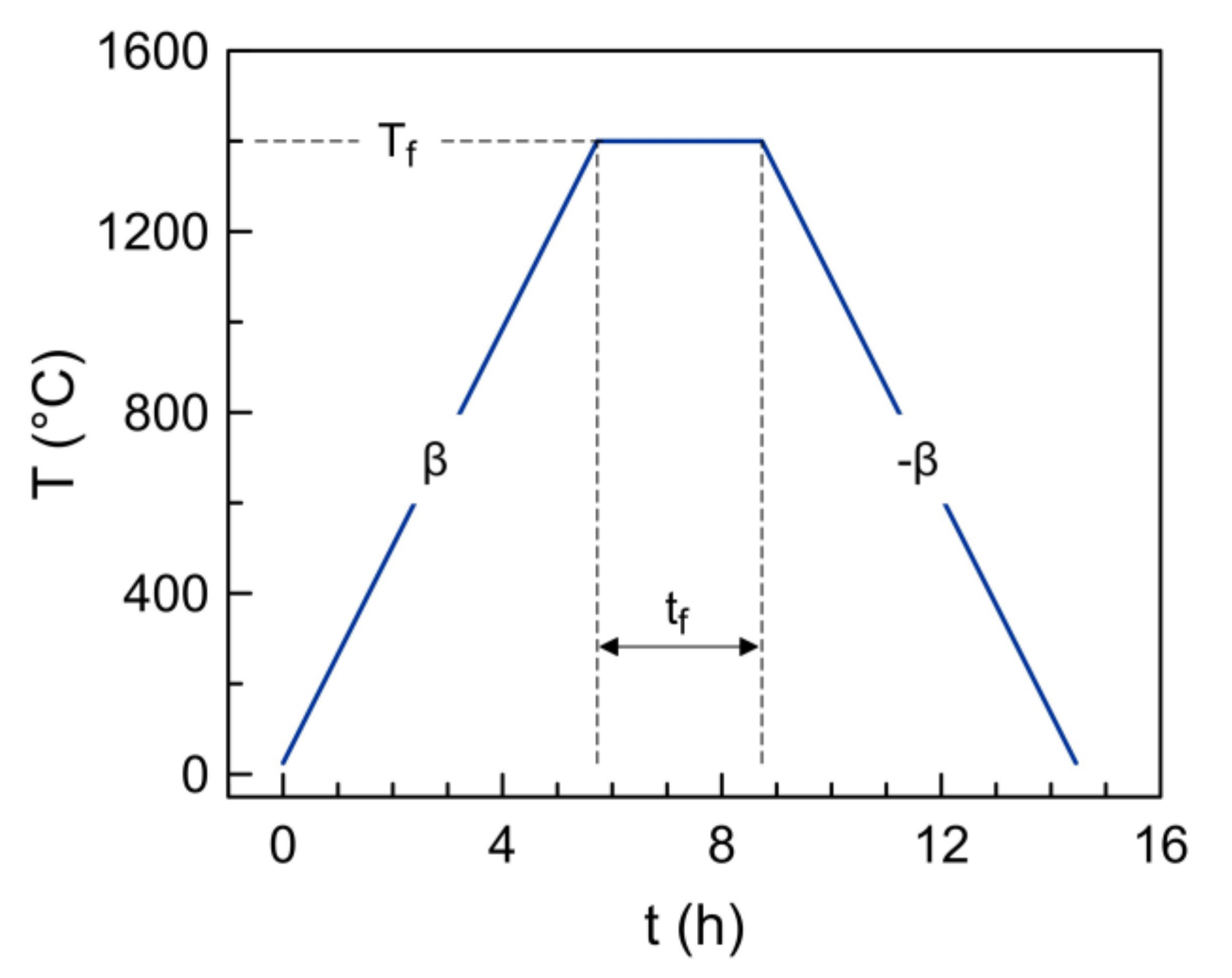
Figure 3a also indicates that one should seek an alternative method to de-convolute effects ascribed to individual factors, and this was performed by statistical multivariate analysis. However, one performed the previous transformation of independent factors based on expected physicochemical guidelines. Thus, one considered trends predicted for temperature-dependent solubility and/or high-temperature kinetics, and assumed typical temperature dependence for a generic property Y, determined by equilibrium or kinetic rate constants, combined with heating rate for variable temperature, as described by Equation (1) [
17], or combined with a dwell time of isothermal steps (Equation (2)),
Both regimes may be linearized by reverting to logarithmic scales, to facilitate analysis of experimental data for dependence on temperature combined with heating rate, or temperature combined with time. Thus, one assumed the following combination of both trends, for approximate dependence of lattice parameter on reciprocal temperature, dwell time and heating/cooling rate:
The corresponding fitting parameters for Y = a
o, the relative contribution of individual factors, and overall correlation are shown in
Table 3; this confirms the prevailing effect of firing temperature but also confirms that contributions of other factors of the firing schedule should not be excluded. The relative quality of fitting is also shown in
Figure 3b. The contributions of different factors shown in
Table 3 confirm the prevailing effect of firing temperature, and also emphasize time dependence, with combined effects of long firing time, and low heating rate, as illustrated in
Figure 3a.
3.2. Microstructural Changes Induced by Sintering Schedules
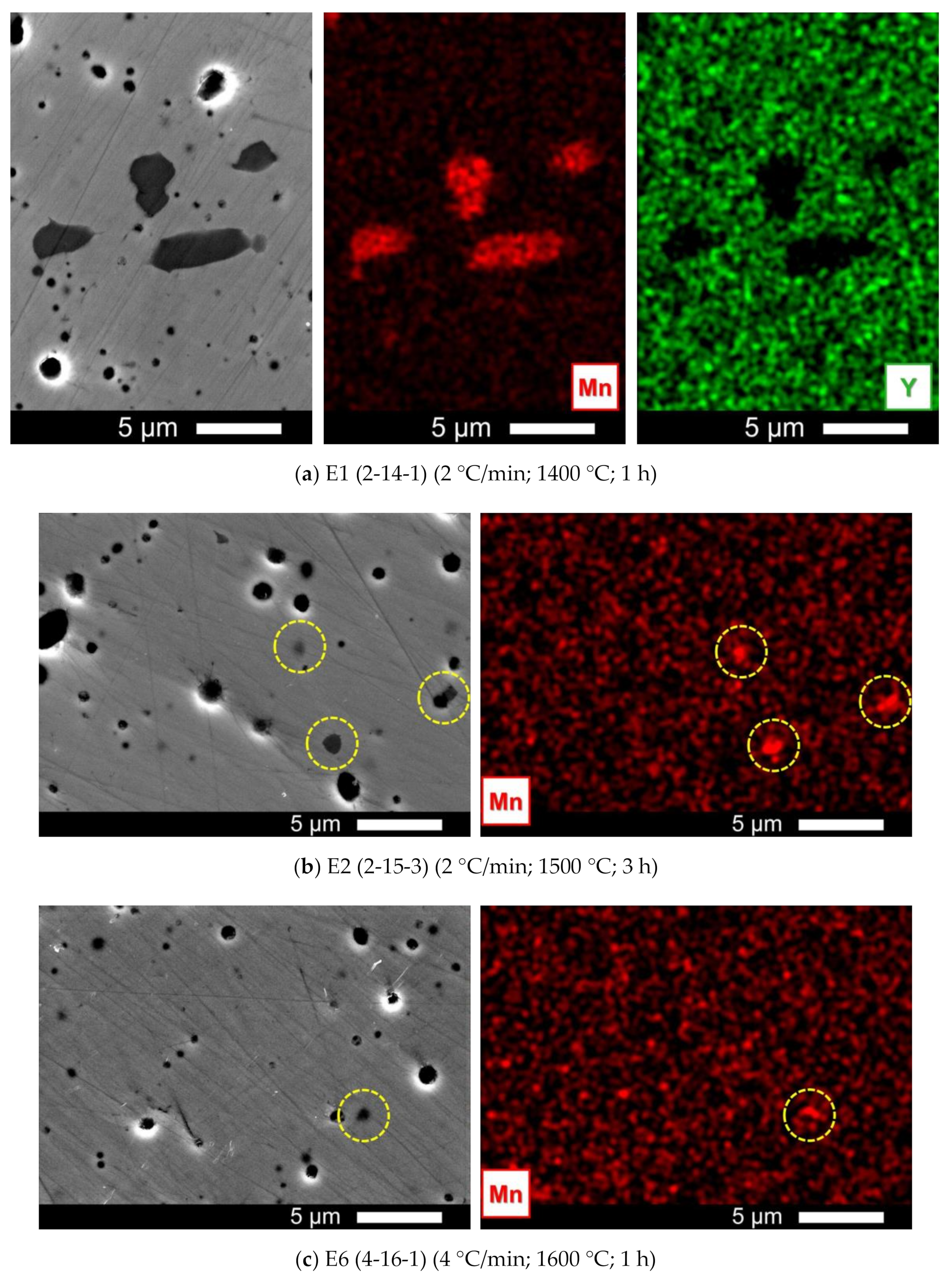
Though X-ray diffraction suggests nearly phase purity, scanning electron microscopy combined with elemental maps (
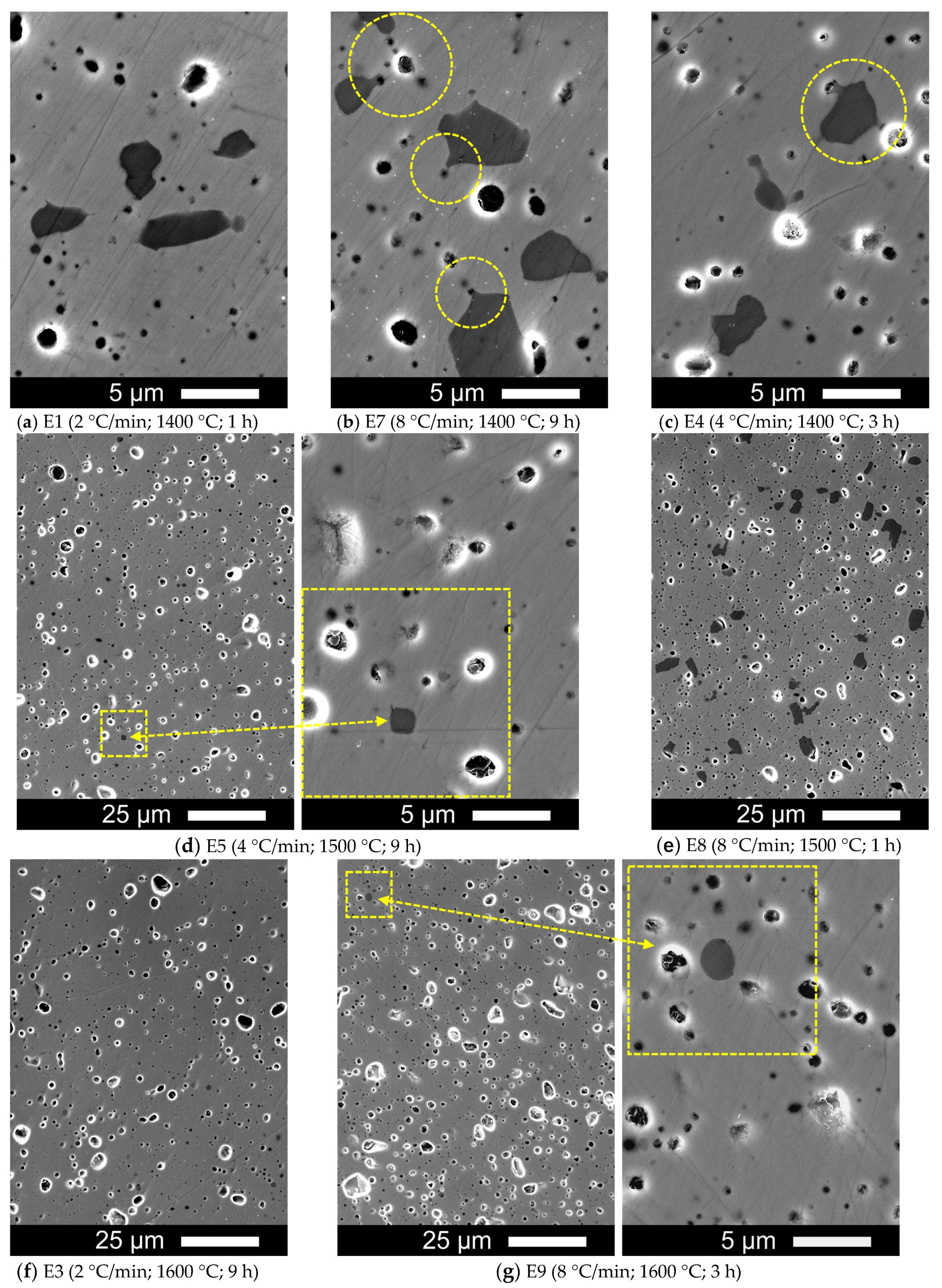
Figure 4) shows clear evidence of traces of Mn-rich phases, mainly for samples with lower firing temperatures. Note also that these Mn-rich spots show depressed concentrations of Zr and Y, indicating that these precipitates are essentially manganese oxides. Still, these precipitates represent relatively low fractions of the observed area, thus explaining why X-ray diffraction fails to detect traces of manganese oxides in most samples. Samples sintered at lower firing temperatures tend to retain larger fractions of Mn-rich precipitates, with particle sizes > 1 µm, whereas higher firing temperatures suppress precipitation and size of residual precipitates also decreases (see also
Figure 5). This suggests temperature-dependent solubility, as reported elsewhere [
9], and probably also kinetic limitations.
Figure 5 also shows the impact of firing schedules on microstructural features. Mn-rich precipitates are retained in all samples sintered at 1400 °C, whereas firing time and heating/cooling rate are less effective. Mn-segregation seems slightly higher when the heating rate is highest, which is consistent with indications that fast heating counters a decrease in the lattice parameter (
Table 2), correlated with the contents of Mn in the zirconia-based fluorite. High heating rate and low sintering time may determine the extent of Mn-segregation for samples fired at intermediate sintering temperature (1500 °C), as found on comparing results for samples E5 (4-15-9) and E8 (8-15-1). At still higher sintering temperature (1600 °C), it is even harder to trace evidence of Mn-rich precipitates.
Thus, the dependence of residual Mn-precipitates on sintering temperature is consistent with the expected increase of solubility at higher temperature [
9], and one may use the dependence of lattice parameter on heating rate, firing temperature and firing time (
Table 2 and
Table 3), as a guideline for corresponding effects on residual contents of Mn-precipitates; this confirms the main effect of temperature but also emphasizes evidence of kinetic effects, determined mainly by early stages on heating at the highest rate. Weaker dependence on sintering time indicates that possible volatilization losses [
14] should not play a key role, probably because volatilization involves the pre-reduction of the spinel phase Mn
3O
4 to lower valence phases (MnO), and this is unlikely by firing in air [
9].
All samples show residual porosity, which seems mostly closed, with typical pore sizes in the micrometer range, almost independent of firing temperatures (
Figure 5). This may be partially related to specific characteristics of the zirconia precursor powders. In fact, the actual 5Y-PSZ precursor powders were processed by a rather unconventional emulsion detonation synthesis (Innovnano). However, the correlation matrix (
Table 2) also suggests an unexpected drop in density on rising the firing temperature and increasing sintering time. Only for the effect of heating rate does one find the expected trend, since a decreasing rate implies a longer time scale for the earliest stage or late stages of sintering.
The absence of a strong correlation (
Table 2) and low signal to noise ratio (
Figure 6a) raises uncertainties about the dependence of density on sintering conditions, namely unexpected decrease with increasing firing temperature and time. Therefore, one performed multivariate analysis, also based on expected kinetics guidelines (Equation (3)). This yields the fitting parameters (
Table 3) with fairly good correlation (
Figure 6b), and confirms the abnormal dependence on firing temperature and time. Thus, one estimated theoretical density and relative density based on results of the lattice parameter shown in
Table 1, and assuming the nominal composition, with nearly complete dissolution of Mn in the cubic fluorite phase; this yields similar trends for the absolute and relative density (
Figure 6b). The weak correlation between density and lattice parameter (
Table 2) also excludes a direct interrelation between structural and microstructural changes. Still, one did not consider changes in the solubility of the light element Mn with temperature (
Figure 5), and the corresponding decrease in oxygen stoichiometry, expected by charge compensation. In addition, some microstructures in
Figure 4 (sample E2 (2-15-3)) show residual Mn-rich spots in residual pores, others (samples E4 (4-14-3) and E7 (8-14-9) in
Figure 5) show links between Mn-precipitates and residual closed pores, which may be interpreted as re-precipitation of manganese oxide on cooling, filling residual porosity. Note also that unusual changes in morphology have also been reported after firing YSZ + MnO
x composites with dispersed YSZ particles in the MnO
x matrix [
15]. Thus, these findings and stronger evidence of the prevailing effect of the rate of change in temperature may suggest a key dependence of residual porosity on slow cooling from sintering temperatures. Cooling conditions also exert prevailing effects on transient redox changes and electrical conductivity, as discussed below in
Section 3.3. Otherwise, one should consider key dependence on the complex combinations of processes occurring during the earliest stage of heating, namely the onset of sintering, dissolution of Mn, and phase transformation of PSZ to cubic fluorite.
3.3. Changes in Redox and Transport Properties Induced by Sintering Factors
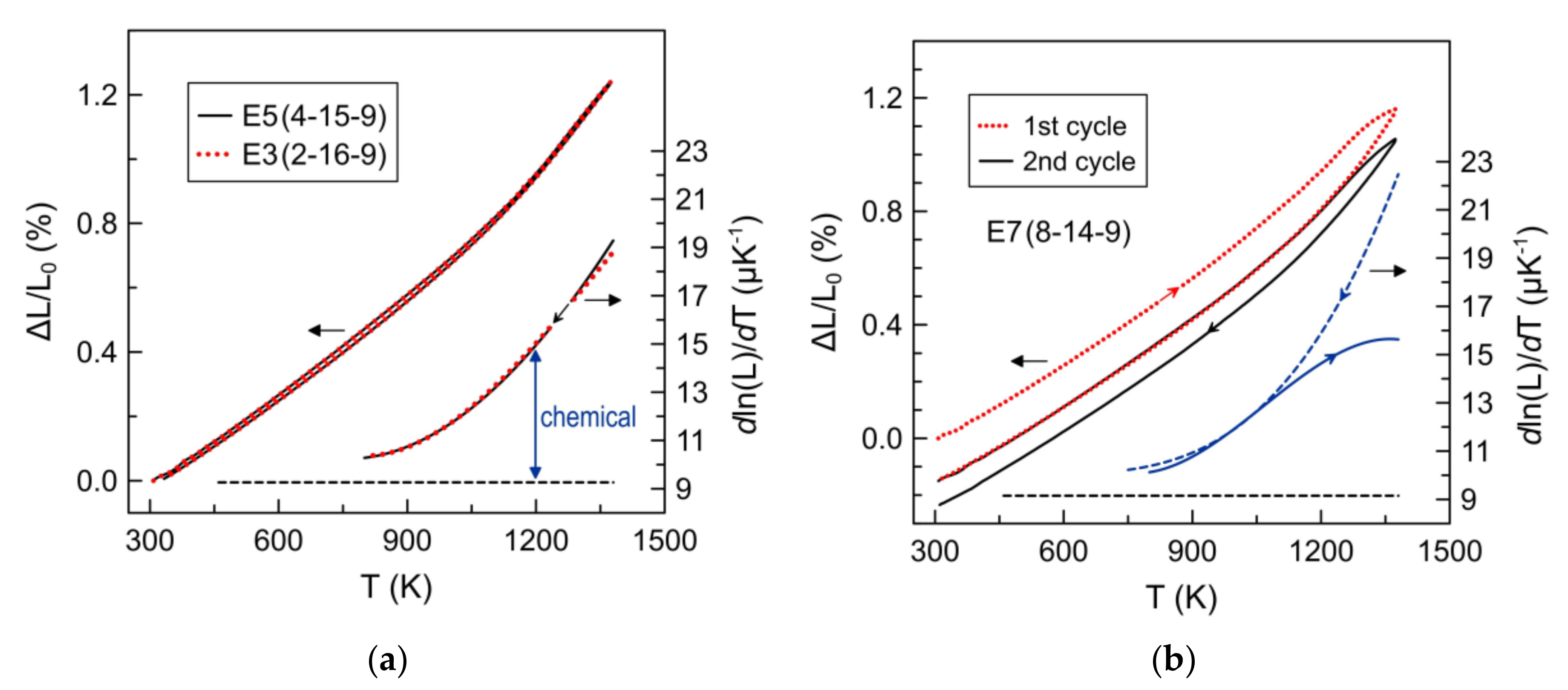
Redox changes of transition metal additives in fluorite materials may induce thermochemical expansion/contraction, with a potential impact on properties, phase stability, and thermochemical compatibility with other components of multilayer cells or devices. Thus, one performed dilatometry (
Figure 7) to screen these effects and as a guideline to thermal compatibility of other materials in solid-state electrochemical cells, and problems associated with the onset of chemical expansion. Results obtained for samples E3 (2-16-9) and E5 (4-15-9) are almost indistinguishable, with minimum hysteresis, and also without significant differences between the first and subsequent dilatometry scans; this is consistent with the stabilizing effect of Mn additions, and may also rely on long firing schedules of these samples (
Table 1), as well as low or intermediate cooling rates. In these cases, one may extract the thermal expansion coefficient from the slope in the low-temperature range (dashed line in
Figure 7a), yielding typical values in the range (9.3–9.6) × 10
−6 K
−1, as expected for zirconia-based materials. The chemical expansion may also be extracted from gradual slope changes with increasing temperature, as shown in the secondary vertical axis. Note the gradual increase in chemical expansion, rather than step changes. The ready reversibility of this chemical expansion indicates that this may be ascribed to a slight increase in the Mn
2+:Mn
3+ ratio, with a corresponding increase in average ionic radii. At typical working temperatures of solid electrolyte electrochemical cells (900–1200 K), one finds a moderate range of chemical expansion. This may be useful for buffer layers to bridge the thermochemical expansion gap between classical YSZ electrolytes and ceramic electrodes, including LSM.
The thermochemical expansion of sample E7 (8-14-9) (
Figure 7b) shows more complex behavior, with significant hysteresis, which tends to become narrower in subsequent dilatometry scans, indicating relaxation of partially quenched redox changes, with cumulative shrinkage. Relaxation may be ascribed to delayed temperature-dependent re-oxidation of Mn
2+ to smaller Mn
3+ cations, probably hindered by relatively fast cooling from sintering temperatures. Note also that one should not consider re-precipitation of Mn as the primary process of relaxation because the cubic lattice should expand with decreasing contents of Mn [
6]. Relaxation is most obvious at the highest temperatures of the dilatometry scans, and revealed mainly by the ascending branch, as transient relaxation suppresses chemical expansion. This is reverted during the descending branch, when relaxation increases the dependence of chemical expansion on temperature, with an apparent increase in chemical expansion. Thus, both branches deviate from the true contribution of chemical expansion.
Ionic and electronic transport properties of these zirconia-based materials are also expected to depend on effective solubility of Mn
n+ species and their redox changes, as well as structural and microstructural features induced by firing. Thus, one used the electrical conductivity to screen those effects and to obtain guidelines to optimize properties. The correlation matrix (
Table 2) and also the relative signal to noise ratio (
Figure 8a), as well as multivariate analysis (
Figure 8b) all confirm the strongest dependence on the rate of change in temperature, rather than sintering temperature and/or time. This may be understood by considering the impact of residual porosity, as emphasized by the significant correlation between conductivity and density. In addition, the mixed ionic + electronic transport properties of these zirconia-based materials with high Mn additions [
8] are also likely to depend on their redox behavior.
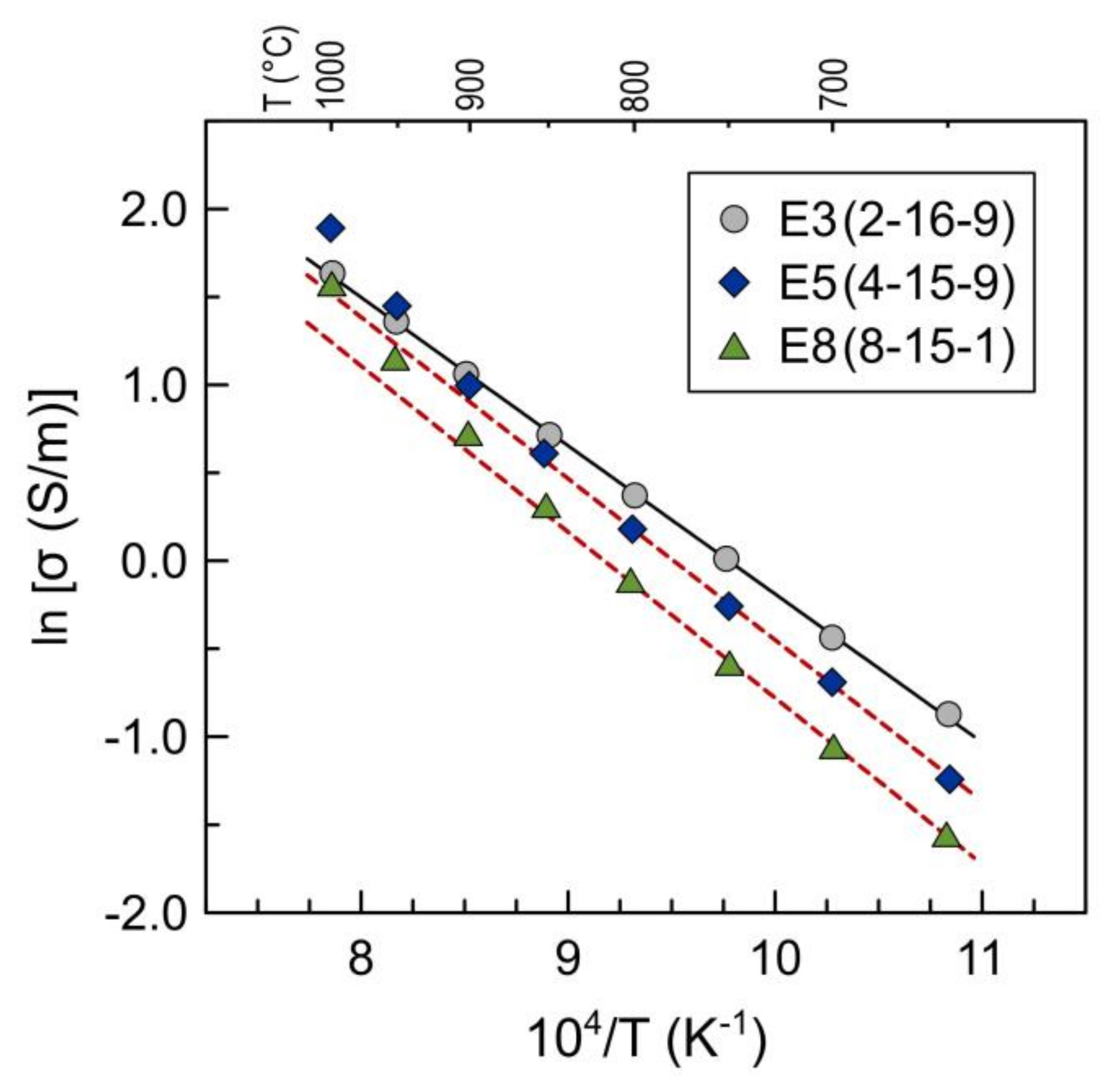
The temperature dependence of conductivity (
Figure 9) is nearly described by the Arrhenius dependence expected for prevailing electronic conductivity (Equation (4)), taking into account that the ionic transport number is low in oxidizing conditions [
18].
However, one finds significant deviations from linearity for some samples (mainly E5 (4-15-9) and E8 (8-15-1)), above 800 °C. Thus, the values of activation energy shown in
Table 1 refer only to temperatures below 800 °C. These values are within the expected ranges [
8], and one could not find a conclusive correlation with firing parameters (
Table 2), possibly because the time scale for electrical conductivity measurements is sufficient to relax quenched in effects induced by fast cooling. Similarly, one could not find correlations between deviations from linear Arrhenius dependence and firing conditions, possibly because the relaxation of partially frozen in conditions may still be occurring during the relatively long period of time required for the electrical conductivity characterization, at temperatures up to 1000 °C.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}