The Steps from Batchwise to Continuous Crystallization for a Fine Chemical: A Case Study

GEA Messo GmbH, 47229 Duisburg, Germany
*
Author to whom correspondence should be addressed.
Crystals 2020, 10(6), 542; https://0-doi-org.brum.beds.ac.uk/10.3390/cryst10060542
Submission received: 15 May 2020
/
Revised: 16 June 2020
/
Accepted: 22 June 2020
/
Published: 24 June 2020
(This article belongs to the Special Issue Advances in Industrial Crystallization)
Abstract
:Many processes to produce fine chemicals and precursors of pharmaceuticals are still operated in batchwise mode. However, recently, more producers have taken a change to continuous operation mode into consideration, performing studies and trials on such a change, while some have even already exchanged their production mode from batchwise to continuous operation. In this paper, the stepwise development from an initial idea to industrial implementation via laboratory testing and confirmation is revealed through the example of an organic fine chemical from the perspective of a crystallization plant manufacturer. We begin with the definition of the objectives of the project and a brief explanation of the advantages of continuous operation and the associated product properties. The results of the laboratory tests, confirming the assumptions made upfront, are reported and discussed. Finally, the implementation of an industrial plant using a draft tube baffled (DTB) crystallizer and the final product properties are shown. Product properties such as crystal size distribution, crystal shape, related storage stability and flowability have successfully been improved.
1. Introduction
The worldwide demand for pharmaceuticals, food and feed additives and their precursors is growing due to a growing global population and demographic changes. Crystallization is a major unit operation with regards to the separation and especially the purification of products of the pharmaceuticals, food and fine chemicals industry. Nowadays, many of these chemicals are produced in a batchwise operation mode [1]. The main disadvantages of batchwise operations are the innate system batch-to-batch variability and a lower process efficiency compared to continuous crystallization processes [2,3]. Schaber et al. [4] found savings of 9–40% of the production costs using continuous crystallization processes. In relation to expiring patents, competitiveness requires optimized process design with regards to operational costs and investments and/or beneficial product properties like crystal size, crystal size distribution, crystal shape and therefore product storage stability and free-flowing ability.
In general, several main requirements exist with regards to crystallization processes, which partly influence one another (see Figure 1). For the crystallization of APIs, (Active Pharmaceutical Ingredients) additional requirements like polymorphism and chirality may exist, which are not applicable for the fine chemical examined within this case study.
From plant manufacturers or engineering companies’ perspectives, all these requirements are defined by the customer or by the market in which the product is used and the crystallization process as well as the chosen equipment is to be designed to meet those requirements.
The phase diagram is thermo-dynamically fixed; however, side compounds or impurities are well known to have an influence on the solubility of organic products [5]. The solubility of the organic substance in this case study was suppressed by increasing the impurity concentrations expressed by the concentration factor shown and discussed further in Section 3.1.1.
Continuous evaporative crystallization processes with recycled mother liquor are mainly characterized by the concentration factor α, which is, hereafter, defined as the ratio of the final impurity concentration in the purge and initial impurity concentration in the feed .
The yield of a process and the purity of the product show opposing trends and, unless one applies an additional process step or technology, increasing both at the same time is not possible [6]. Therefore, it is crucial to understand whether both requirements—yield and purity—can be fulfilled at the same time for a single-stage process or if an additional step needs to be added. Different process options like first crop–second crop or re-crystallization will be discussed in Section 4 of this paper.
The crystal size and crystal size distribution are other important properties for crystalline products that could be affected by retention time, temperature and impurity concentrations [6,7]. Most of the studies for the crystal sizes derived from continuous crystallization processes are performed using Mixed Suspension and Mixed Product Removal (MSMPR) crystallizers [8,9,10]; however, for the crystallization of inorganic substances, different crystallizer types have been developed in order to increase the crystal size.
The draft tube baffled (DTB) crystallizer, as a Cleared Suspension Mixed Product Removal (CSMPR) type was designed to increase the crystal size by limiting the mechanical energy input to the suspension (secondary nucleation limitation) and by an efficient crystal fines destruction in the outer heating circuit [11].
Another important requirement is the shape of the product crystals. Thcrystal shape determines the major properties like bulk density, dust formation, storage ability and free-flowing ability on the one hand, and directly influences the purity of a crystalline product by changing the final moistures of continuous separation, e.g., by centrifugation, on the other [12]. Differences in crystal shape result from the different growth rates of the specific faces of a crystal [13]. It is well known from the literature that even traces of impurities could change the crystal shape by adsorption to specific faces of a crystal for inorganic [14] as well as organic [15] products. The theoretical basis of this will not be discussed further due to our focus on the industrial implementation of the results; however, reference is made to the literature discussing the main theories of impurity-induced change in crystal shape [13,16].
A further major advantage of using a DTB crystallizer for a continuous crystallization process is the possibility of influencing crystal shape next to crystal size and crystal size distribution. By applying an adequate retention time, it is possible to mechanically shape the crystals by abrading their edges. The resulting fines of such desired secondary nucleation are redissolved in the outer heating circuit. Comparable considerations are taken into account by Kwon et al. using a fines trap, which is comparable to the clarification zone of the DTB crystallizer [17].
Comparable objectives were defined for the case study presented here, which was elaborated in cooperation with a well-known international chemical producer. The main objective was a change from existing batchwise crystallization to a continuous crystallization process.
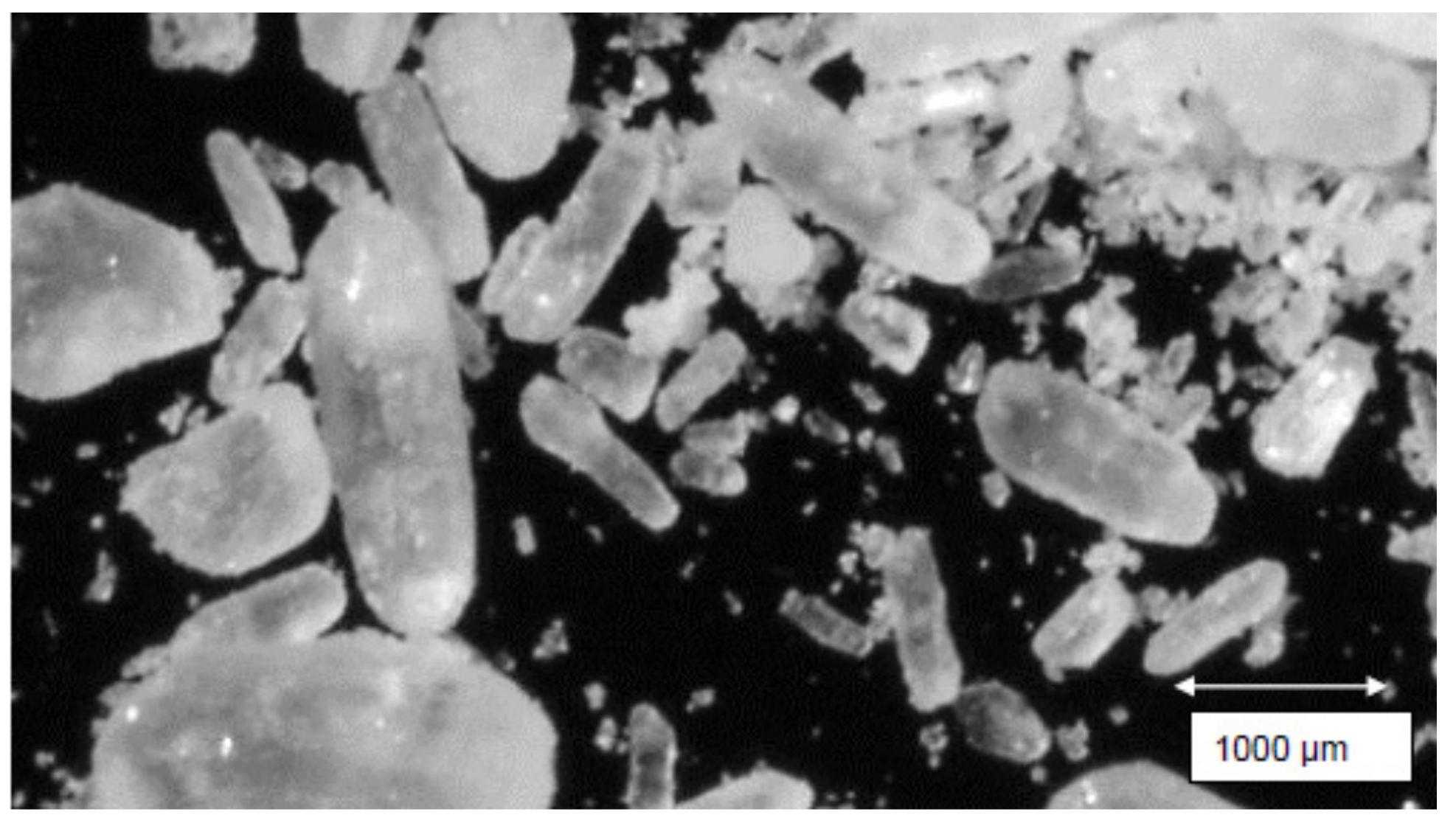
Furthermore, the possibility of improving the above listed product properties was part of this study. In particular, the former market product showed a strong tendency to build agglomerates during storage and transport, which was related to the broad crystal size distribution and the elongated crystal shape of the product (see Figure 2). While changing the process from batchwise to continuous operation, an improvement in product properties was a major reason why we chose a proper crystallizer type and specific, well-defined process parameters.
Intense laboratory trials were performed in the GEA Messo GmbH (Duisburg, Germany) in-house research and development center using original feed samples supplied by the production facilities. A two-step approach for laboratory development was applied.
The initial step involves multi-stage batchwise evaporation/crystallization trials to observe the effect of increasing concentration factors α on important physical and chemical parameters like densities and boiling point elevations, on the solubility of the product substance and on the crystal size/crystal size distribution. The second step comprises continuous crystallization tests in a bench-scale DTB crystallizer, applying process parameters defined based on the results of step 1 before fixing all relevant process parameters and scaling up to the industrial plant.
In particular, for continuously operated crystallization plants aiming at a high yield, the effect of the accumulating impurities present in the feed solution are crucial for both process and product design and, as such, were tested. It was observed that the accumulating impurities have an effect on the solubility of the product’s substance, while also changing the shape of the crystals from cubic shapes to increasingly needle-like shapes. In particular, for continuous crystallization processes, a balance must be found between the yield of the process, defined by the final purge, on the one hand, and the required product purity, which also includes properties like crystal size or crystal shape, on the other.
2. Materials and Methods
2.1. Discontinuous Multi-Stage Crystallization
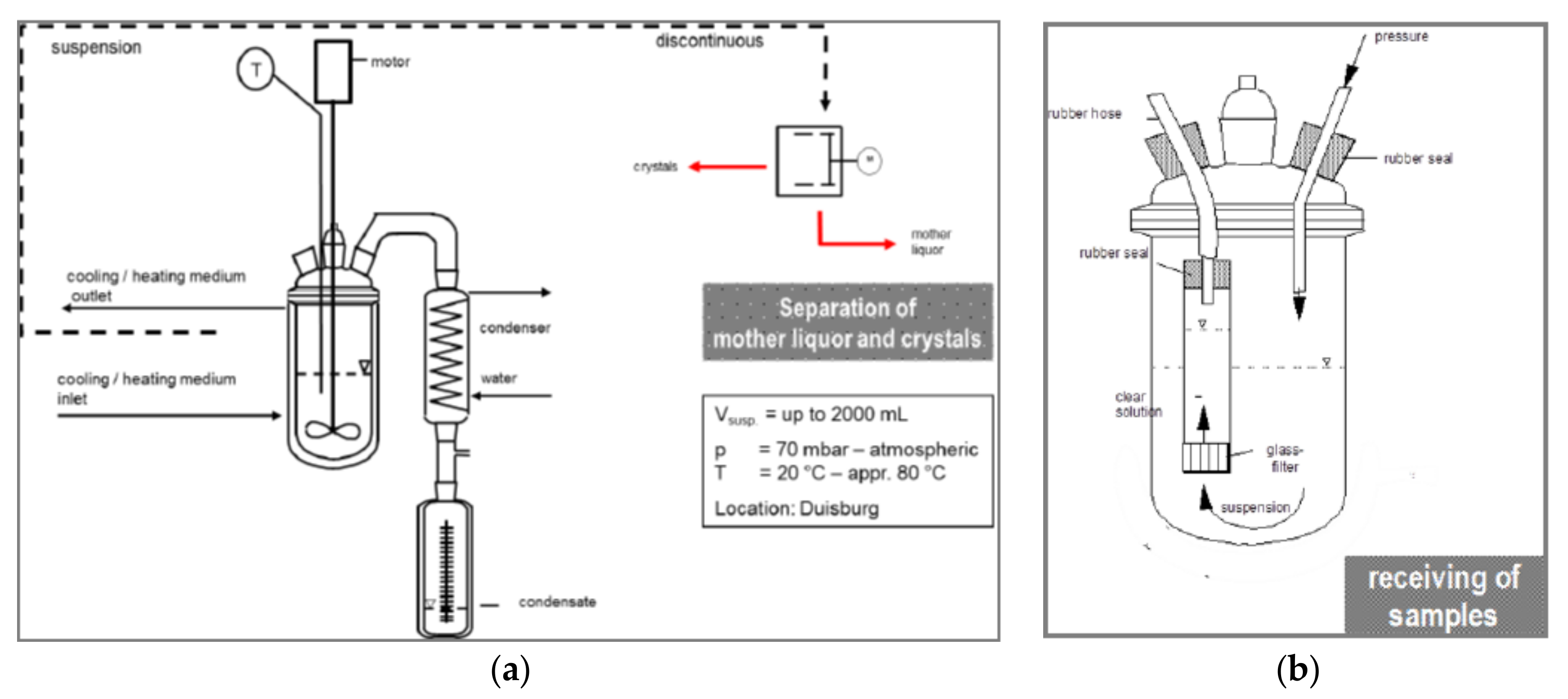
The experimental setup for the discontinuous multi-stage crystallization (see Figure 3a) consists of a double-jacketed round-bottom durane glass beaker with a volume of two liters. The energy for the evaporation is transferred by using hot water, which is provided by an external thermostat circuit (Julabo MA12, Seelbach, Germany). A top-mounted motor-driven stirrer (IKA Eurostar 100 control, Stauffen, Germany) is used for the adequate mixing of the process liquor and the crystals. The condensate section consists of a glass-made surface condenser with an intermediate receiver, “Anschütz-Thiele”, and a graduated receiver. A membrane vacuum pump (Gardner Denver, Ilmenau, Germany) provides the necessary pressure underneath and regulates the operating pressure and therefore the temperature in the evaporation chamber.
The process temperature of 60 °C was monitored by an integrated temperature probe (PT-100) and was adjusted by the corresponding pressure defined by the vacuum pump. After reaching saturation, a defined amount of seed crystals was added to the solution and evaporative crystallization continued at a constant temperature until the desired concentration factor α was reached. For de-supersaturation purposes, the suspension was further agitated for 1h at the selected process temperature.
2.2. Continuous Crystallization in Bench-Scale Draft Tube Baffled (DTB) Crystallizer
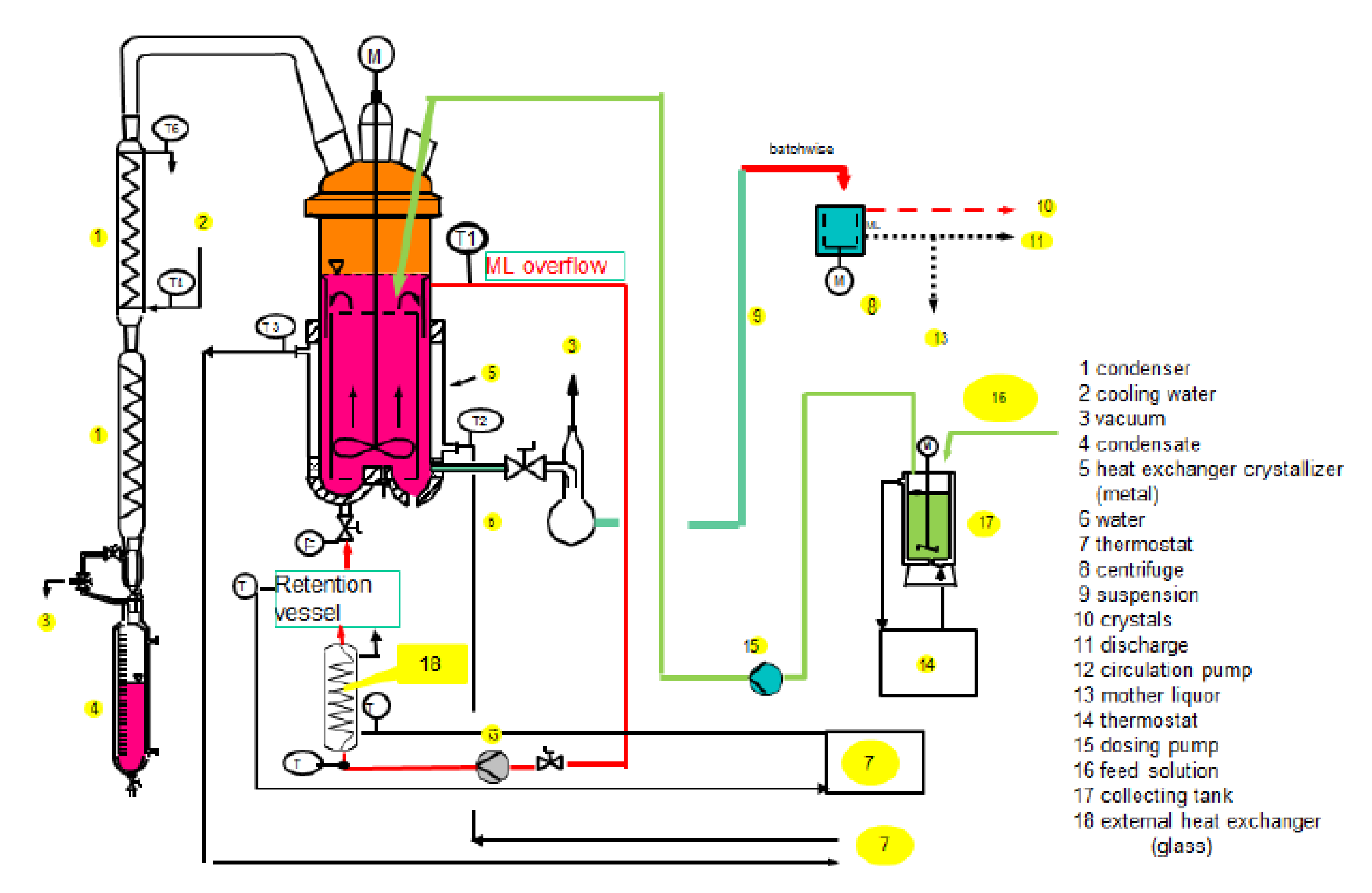
In order to ensure the proper transfer of the findings of our discontinuous tests into the design of the industrial plant, an intermediate confirmation step was executed, using continuous crystallization in a lab-scale DTB crystallizer. The general setup is shown in Figure 4.
The DTB crystallizer is a Cleared Suspension Mixed Product Removal (CSMPR) type, which is a specific crystallizer type developed to produce coarser crystals compared to Mixed Suspension and Mixed Product Removal (MSMPR) type crystallizers such as, e.g., the Forced Circulation (FC) crystallizer.
The bench-scale DTB crystallizer used for the continuous test work has essentially the same setup as the industrial unit that will be applied; however, it is built of glass. The main circulation is realized by an agitator (top-mounted) within the central pipe. The mother liquor overflow is taken from an internal clarification zone and contains mainly fine crystals generated by secondary nucleation. The mother liquor is transported by an external circulation pump through the heat exchanger, which introduces the required heat for evaporation provided by a thermostat. Due to the temperature and therefore the solubility increase, the fines are dissolved within the mother liquor before re-entering the crystallizer. The setup of the condensation system is equal to that used for the discontinuous tests described in Section 2.1.
The feed is tempered by a thermostat and is continuously added to the top of the crystallizer, while the suspension is removed discontinuously from the bottom of the crystallizer by inducing a proper vacuum. The solid–liquid separation by centrifugation is performed with equal parameters, as described in Section 2.1.
Optical characterization was done using microscope Zeiss Photomikroskop II (Oberkochen, Germany).
The process solution was prepared according to heat and mass balance, which were based on the results of the discontinuous multi-stage crystallization trials. After setting the temperature and pressure, seed crystals were introduced and the continuous operation was maintained for at least 10 hours.
3. Results
3.1. Discontinuous Multi-Stage Crystallization
The main purpose of the discontinuous multi-stage crystallization trials was to observe the effect of increasing the concentration factor, α, on the most important parameters listed below, which were used to design the industrial process and equipment:
- The solubility of the product (relevant for process yield);
- The purity of the product (> requested product purity);
- The crystal shape of the product;
- The boiling point elevations, densities and viscosities (not shown here).
3.1.1. Effect of Concentration Factor α on Solubility of Product Substance
With increasing concentration factors, the concentration of impurities or side compounds in the mother liquor increase accordingly (if not co-crystallizing or volatile). This normally has an impact on the solubility of the product. Figure 5 shows the observed depressive effect on product solubility of an increasing concentration factor.
The solubility of the product is decreasing linearly in this matrix, with an increasing concentration factor corresponding to the concentration of impurities/byproducts. This information is crucial to close the overall heat and mass balance, as it affects the potential process yield. The extrapolated curve is not going to affect the solubility of the pure product substance in water, as the feed solution used for the tests contained impurities (feed solution is determined by α = 1). No data between 1 < α < 2 are available, as the feed solution was undersaturated and needed to be pre-concentrated before any crystallization take place.
3.1.2. Effect of Concentration Factor α on the Purity of the Product
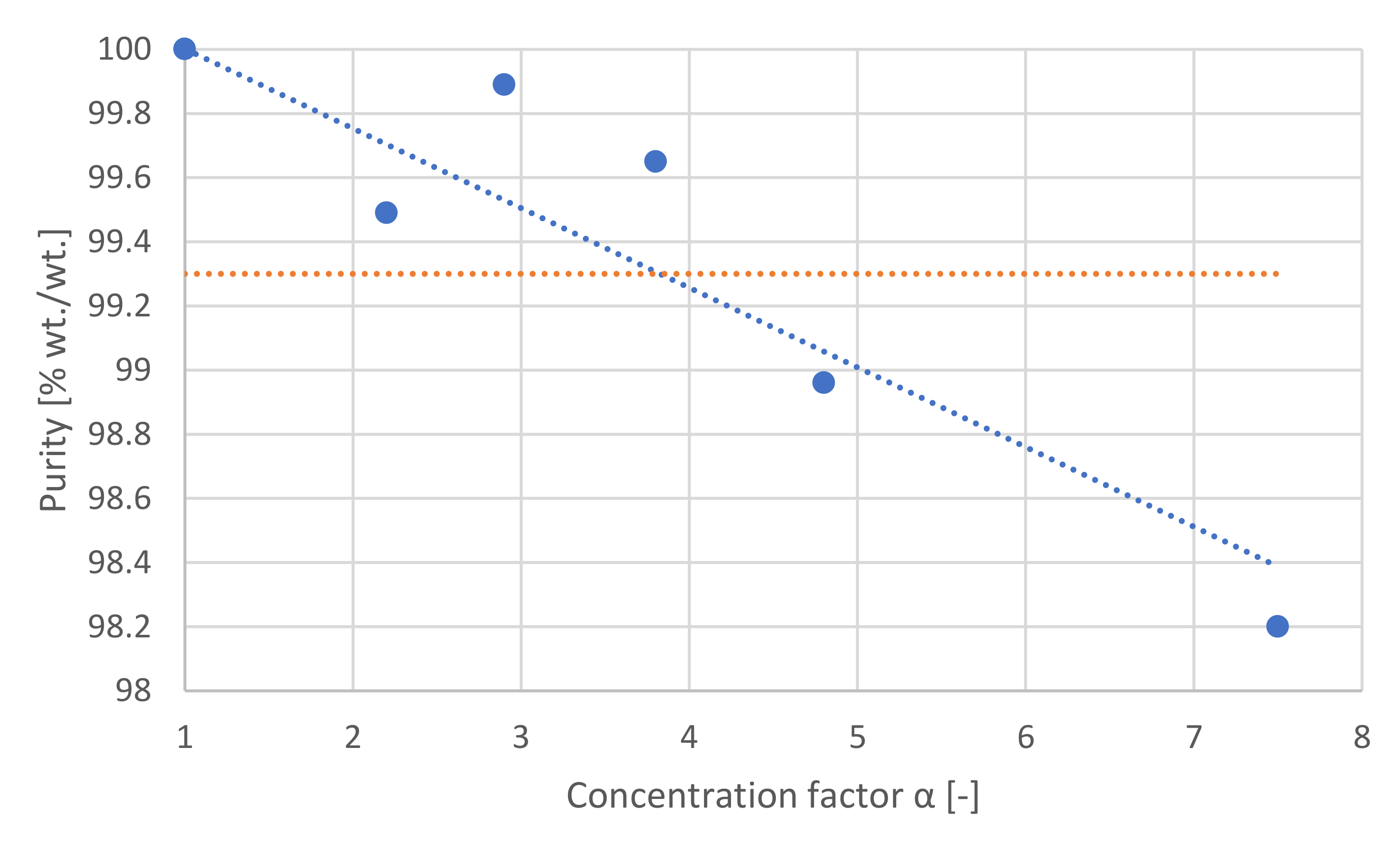
To maximize the yield of a continuous crystallization process, the concentration factor should be set as high as possible. However, with an increasing level of impurities, the achievable purity decreases. The requested purity on a dry basis was defined as >99.3%.
A critical concentration factor could be observed, above which the requested purity could no longer be achieved in a single-stage process. Under these apparent conditions, and considering the washing of the crystal cake with pure water in a centrifuge (15% compared to the solids), the critical concentration factor was identified to be ~3.8 (Figure 6).
3.1.3. Effect of Concentration Factor α on Crystal Shape
The main source of impurities within the product are derived from the adherent mother liquor, which could be reduced to a certain extent by the washing of the crystal cake in a centrifuge. The amount of adherent mother liquor is defined by the physical parameters of the solution, like density and (especially) viscosity on the one hand, and on the crystal size, shape and surface conditions of the solid crystals on the other.
Further to its effect on the final moisture of the cake, the shape of the crystalline product is very important for parameters such as the tendency to build up dust, free-flowing ability and storage stability.
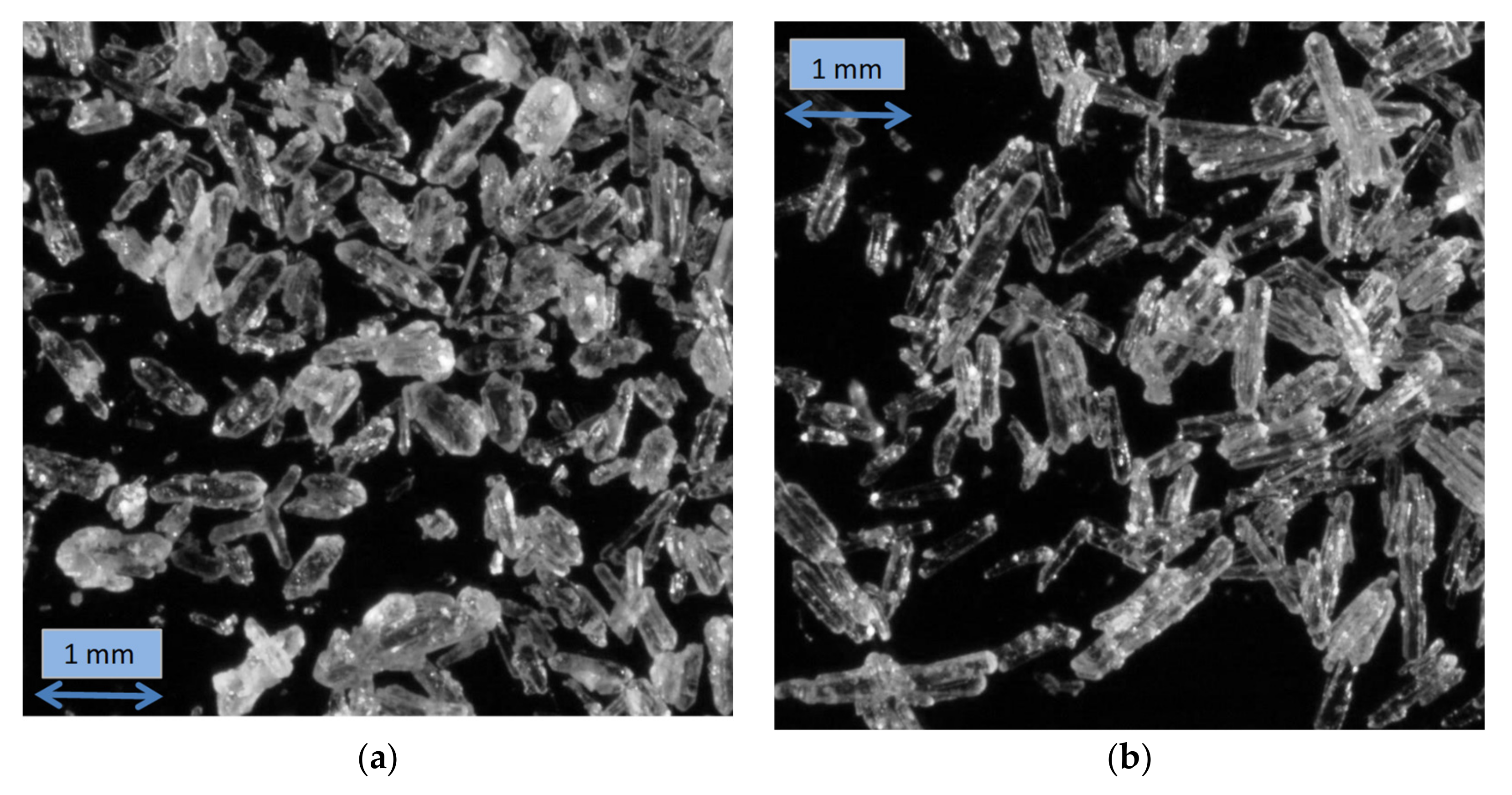
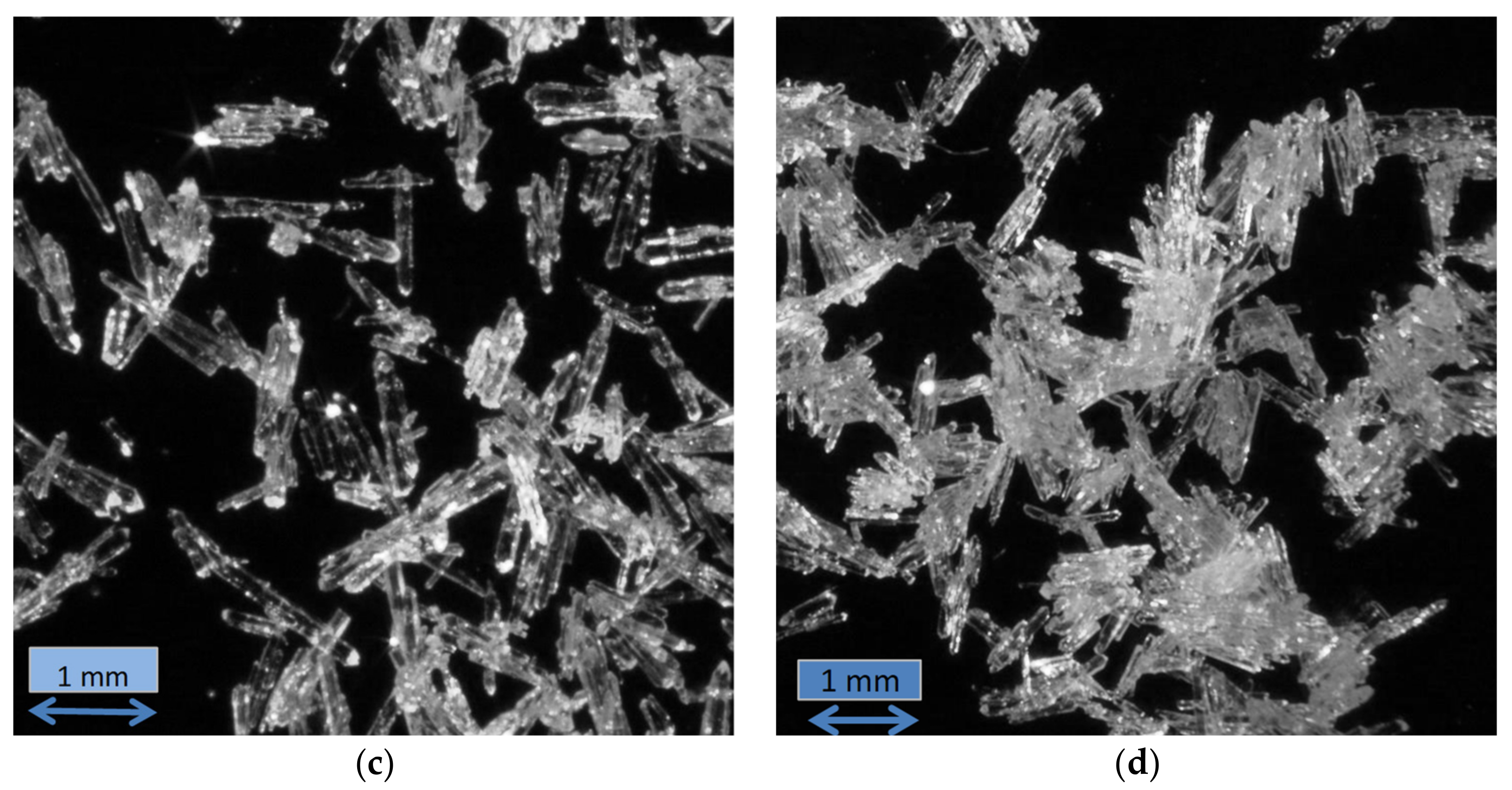
It was observed that an increasing impurity level led to a change in the crystal shape from a compact shape to an increasingly needle-like shape (Figure 7a–d). As the tests were executed with the original feed solution, containing a defined matrix of impurities, no comparison to the product crystallized from a pure solution is available. Identifying the responsible impurity from the matrix of different impurities was not within the scope of the test, as this is fixed by upstream processes and cannot easily be adjusted.
The needle-like shape of the product crystals creates various difficulties, as follows:
- Undesired crystal shape, storage ability and angle of repose;
- Increased crystal breakage during solid–liquid separation, drying and bagging (dust formation);
- Increased moisture content after solid–liquid separation (negative impact on crystal purity) [18].
It was observed that a concentration factor of α = 3 already led to an elongated crystal shape at a still sufficient purity. The elongated shape is the defining parameter, with regards to limiting the concentration factor of the industrial unit.
3.2. Continuous Crystallization in DTB Crystallizer
Based on the results of the multi-stage discontinuous crystallization trials, the final heat and mass balance, as well as the crystallizer design, were defined, to serve as a basis for the continuous crystallization tests. Due to the negative impact of the present impurities on the crystal shape, and due to the required product purity, the concentration factor within the continuous crystallization was limited to 2.5 for the continuous tests.
The major parameters to be confirmed are the achievement of the crystal size, crystal size distribution and the purity of the final product.
The purity of the crystalline product (after washing with 15% water based on the solid amount) on a dry basis was analyzed to be above 99.7%. This is in accordance with the limit of 99.3% purity on a dry basis, which was defined by the customer.
Three major product aspects were observed for the product from the continuous laboratory-scale DTB crystallizer, which are as follows:
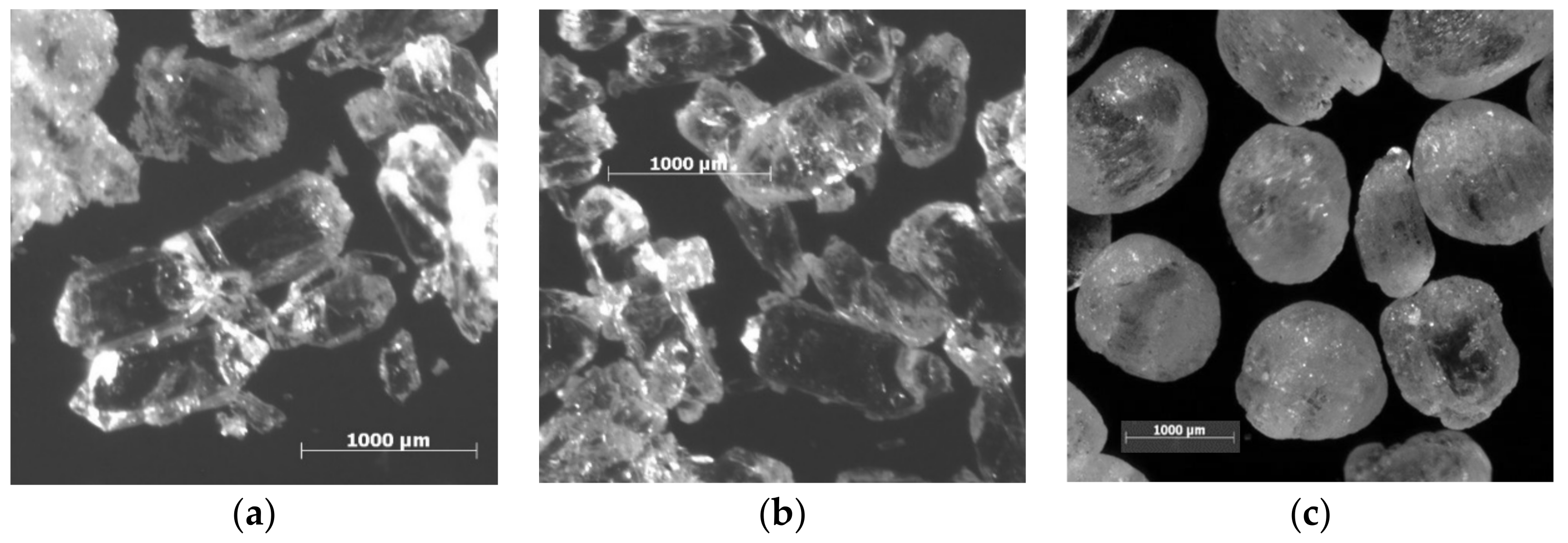
- The increased retention time resulted in a rounded crystal shape (the rounding effect was induced mainly by the attrition caused by the internal circulation pump);
- The dissolving of fine crystals (produced by attrition) in the outer heating circuit resulted in a narrower crystal size distribution.
3.3. Implementation of Industrial DTB Crystallizer Unit
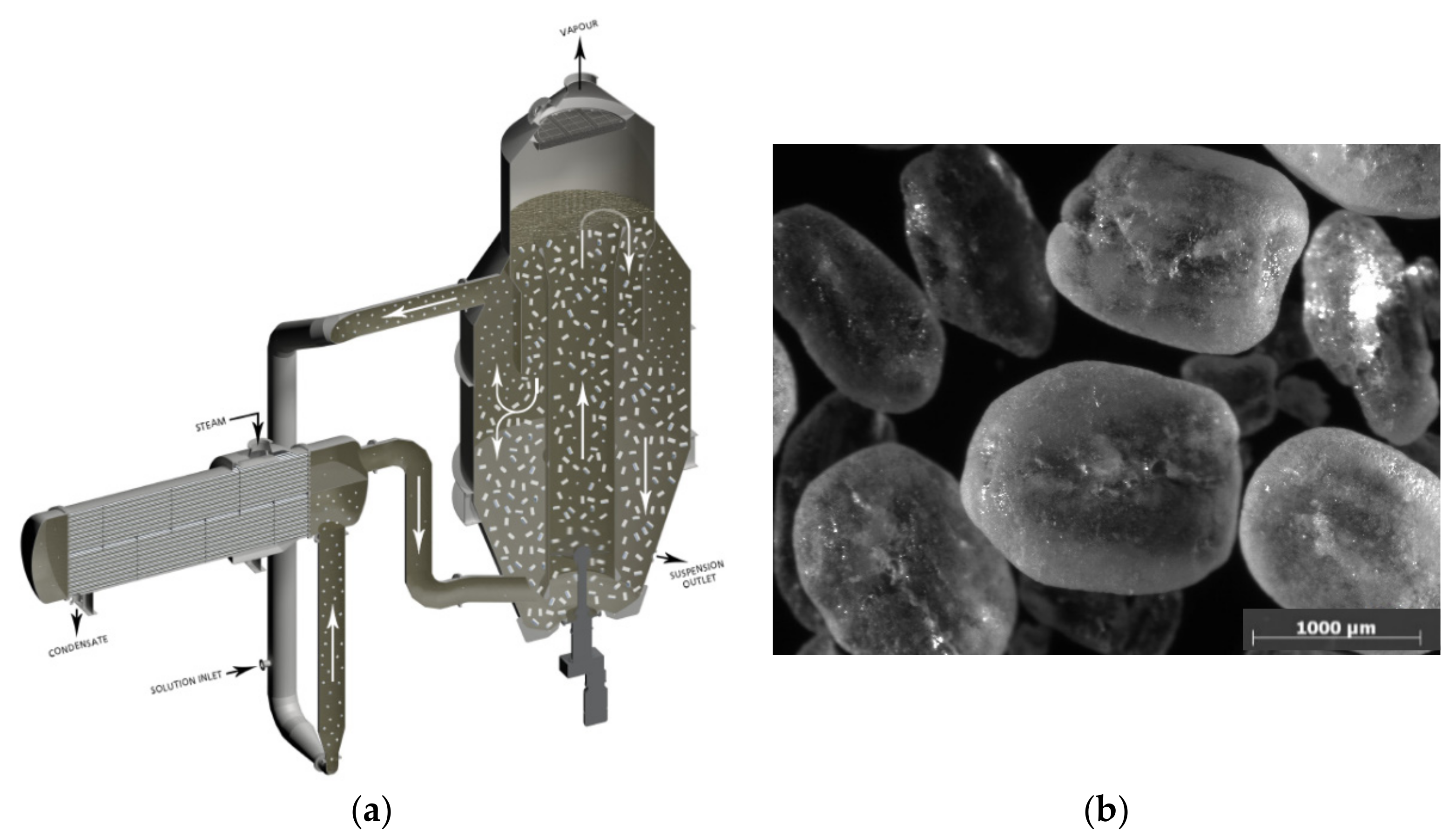
After the confirmation of the initial findings by continuous crystallization trials, the process, including the heat and mass balance, the design of equipment and further relevant basic engineering deliverables, was elaborated by GEA Messo GmbH. The industrial-scale continuous crystallization plant was then successfully installed at the customer’s site (Figure 9).
The performance of the crystallization plant was fully achieved with regards to product purity as well as product yield on the one hand, and product parameters like crystal size and crystal size distribution on the other.
4. Discussion
A variety of the literature deal with the heat and mass balance of industrial crystallization processes [13,16,20,21].
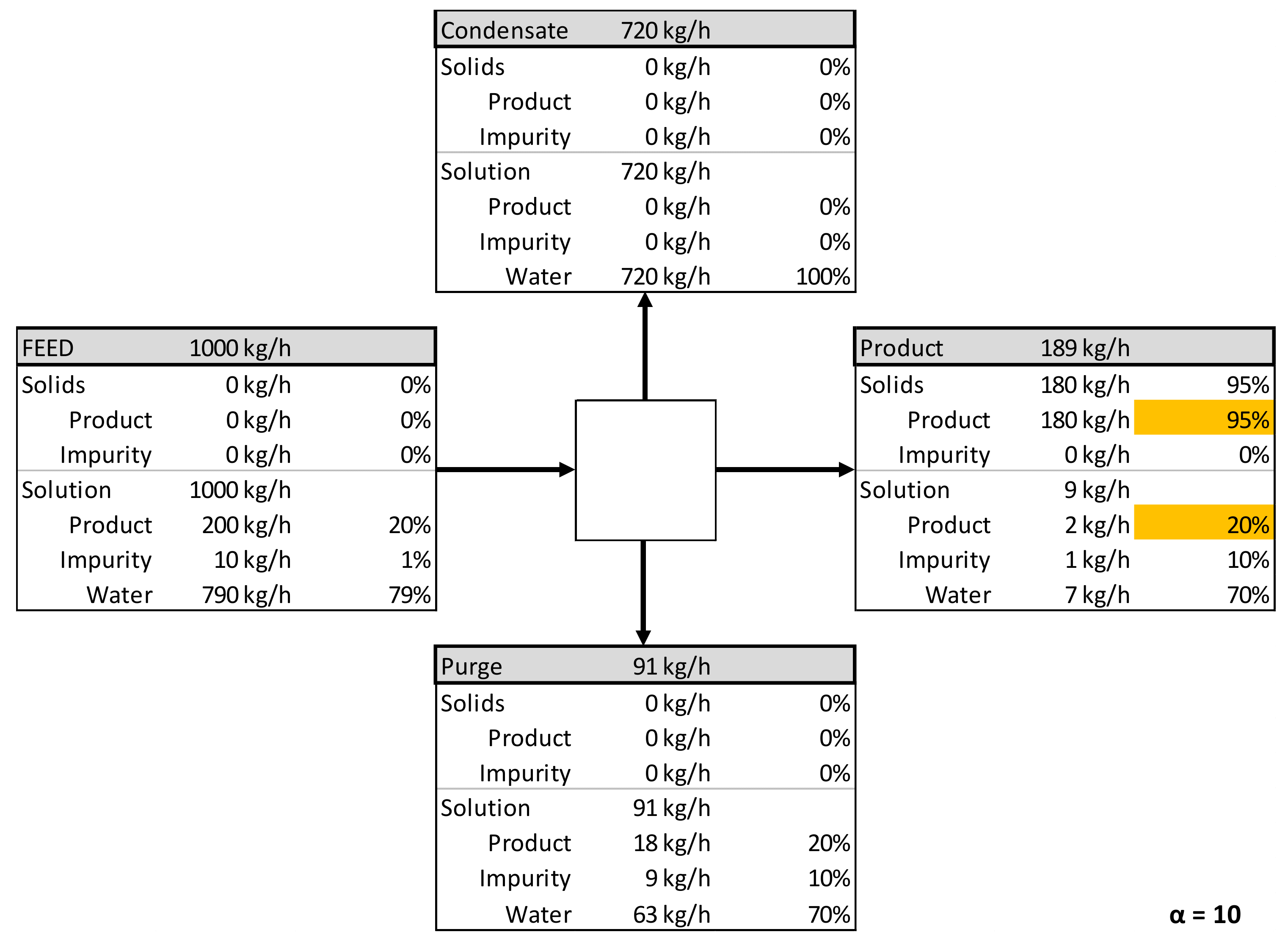
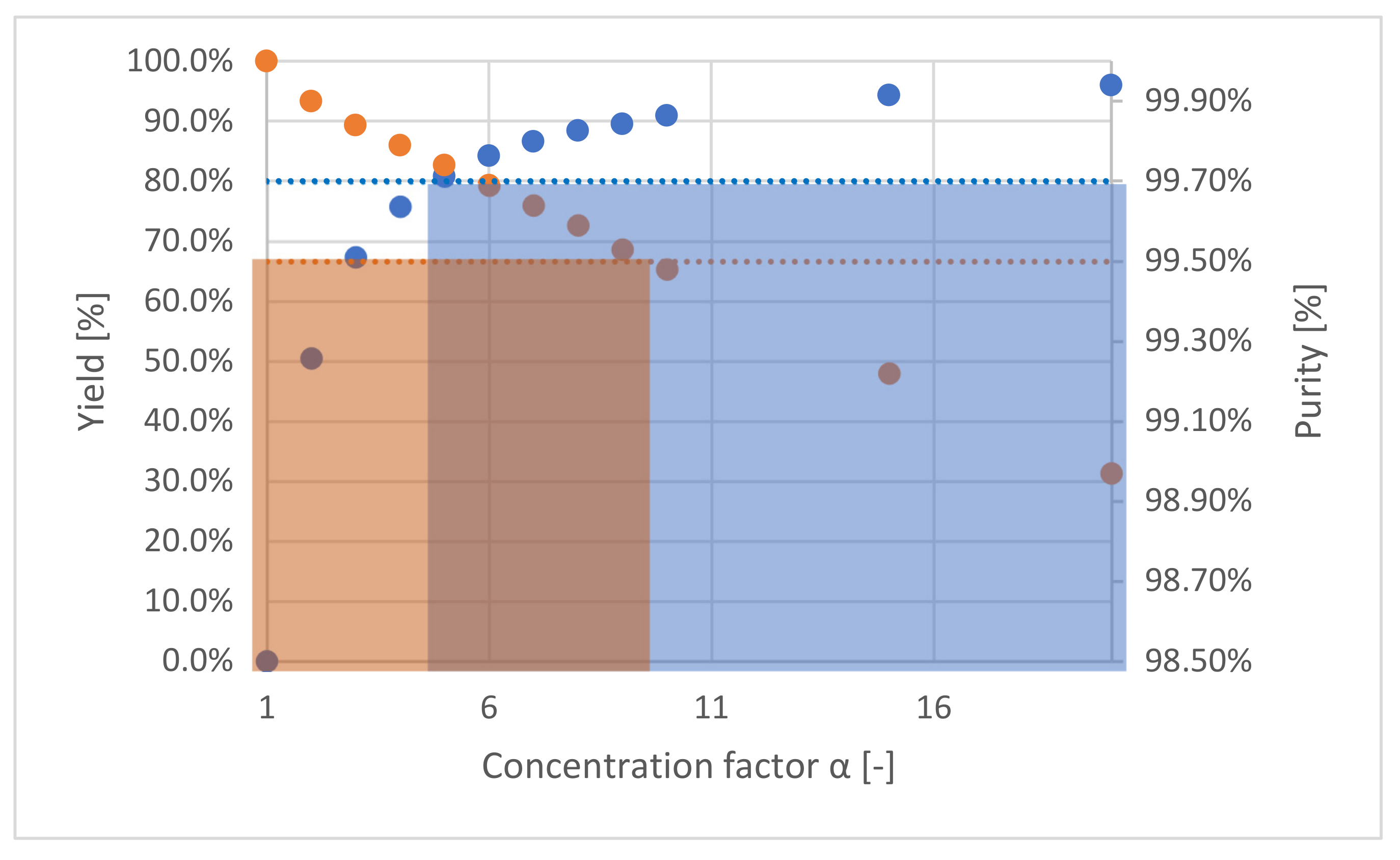
Figure 10 shows a schematic and simplified mass balance for an evaporative continuous crystallization process with an exemplary concentration factor of 10. Both the yield of the process as well as the purity of the product are a function of the concentration factor α. For the chosen example, the dependencies of the process yield and product purity are shown in Figure 11. Depending on the requirements defined by a producer or the market, only a certain working range for α is acceptable because, otherwise, the yield would be too low (α < αcritical) on the one hand, or the purity would be to low (α > αcritical) on the other.
From the results of the multi-stage discontinuous tests, it can be clearly seen that the concentration factor would need to be limited to maximum α = 4 to avoid endangering the requested purity of 99.3% (on a dry basis). However, due to the strong effect on crystal shape (needle-like shape), it was decided that we would keep the concentration factor α even lower, below 2.5.
This limits the process yield for single-stage processes, which was not crucial for the case study presented here, as the client could recycle the purge from crystallization into an upstream process outside of the battery limit of the crystallization.
When there is no overlap for the concentration factor with regards to yield and purity, and intensive cake washing within solid–liquid separation is not enough to achieve a critical yield, there are, nevertheless, various concepts to achieve such a critical yield.
Two major concepts should be introduced here: the so-called first crop–second crop concept and the re-crystallization concept [21].
For the first crop–second crop concept, the product is crystallized to a certain concentration factor in the first crop crystallization, respecting the critical value of α with regards to purity. In order to increase the yield of the overall process, the mother liquor of the first crop crystallization is further concentrated, and an out-of-specification product is generated in the second crop crystallization step. This impure product is dissolved in the feed solution (if undersaturated) or by the addition of a solvent, and is recycled for the first crop crystallization. The final overall process purge is taken from the second crop crystallization.
For the re-crystallization concept, an out-of-specification product (raw product) is produced by an initial crystallization step, applying high concentration factors. The product is subsequently totally dissolved in the solvent and completely re-crystallized in a second crystallization step, producing a product with the requested purity (pure product). The purge is taken from the first raw crystallization step.
From plant manufacturing or engineering companies’ perspectives, the concentration factor α is the most crucial factor for continuous evaporative crystallization processes, as it enables the balance of the outer process.
The concentration factor, as one possible dimensionless characterization of the grade of concentration, is defined between one, standing for no evaporation and therefore no crystallization occurrence, and infinity, standing for a complete evaporation of all solvents, leaving a dry and solid product next to the solvent removed by evaporation.
By increasing the concentration factor, the concentration of impurities increases in the mother liquor of the crystallization, which causes several effects in relation to our case study:
- 1)
- The solubility of the product linearly decreases with the increasing concentration factor (the concentration of impurities in the mother liquor). This is a well-known thermodynamic effect, which is documented for many inorganic and organic substances. No further parameters known to influence the solubility, like temperature or pH-value, were investigated during this study, while the specific species in the impurity spectrum, which are responsible for the observed effect, were not identified.
- 2)
- The purity of the product linearly decreases with the increasing concentration factor, which was expected according to the theoretical approach discussed above. Similar results were presented by Alvarez et al., introducing a distribution coefficient (DC), defining the ratio of impurities in the product and the impurities in the mother liquor, showing a linear dependency [10].
- 3)
- With an increasing concentration factor and therefore an increasing concentration of impurities in the mother liquor, the shape of the product crystals changed to an increasingly needle-like shape. This is related to the interaction of the impurities with the specific surface of the crystal, changing its growth rate. Theoretically, those slow-growing faces determine the shape of the product crystals, as the fastest growing surfaces will disappear over time [21].
It must be highlighted here that all parts of the study were carried out to gain specific required knowledge on the relevant process and product parameters that will enable an engineering company to scale up this process to an industrial plant. Neither a complete parameter study, nor repetitions satisfying statistical approaches, could be performed.
5. Conclusions
The pathway from an initial idea to industrial implementation was successfully shown for an organic model substance, containing the following main steps:
- The initial idea to change from batchwise-operated to continuously operated crystallization, assessing the feasibility of producing a desired product with regards to crystal size, crystal size distribution and crystal shape;
- Discontinuous multi-stage crystallization trials to identify the major physical and chemical parameters, checking the effect of the increasing concentration factor on product purity, crystal shape and physical and chemical parameters (e.g. solubility), alongside the definition of the critical concentration factor;
- Continuous crystallization trials using a laboratory DTB crystallizer to confirm the findings of the discontinuous tests and, finally, to generate the mass and heat balance, as well as the design of the industrial crystallizer unit;
- The implementation of the industrial unit at a customer production site, based on the results of the above described laboratory tests.
This stepwise approach was successfully performed for the given model project, and for several other organic products, as well as inorganic products. Furthermore, the demonstrated stepwise approach could be used as a blueprint for any other crystallization project involving a change from batchwise to continuous operation mode, by considering specific product properties like crystal shape or crystal size distribution, or to increase the yield of an existing crystallization process.
Author Contributions
Conceptualization, C.M., H.P. and R.B.; methodology, H.P.; validation, C.M., H.P. and J.S.; formal analysis, C.M., H.P.; investigation, H.P., J.S.; writing—original draft preparation, C.M., H.P. and R.B.; writing—review and editing, C.M., H.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Sen, M.; Rogers, A.; Singh, R.; Chaudhury, A.; John, J.; Ierapetritou, M.G.; Ramachandran, R. Flowsheet optimization of an integrated continuous purification-processing pharmaceutical manufacturing operation. Chem. Eng. Sci. 2013, 102, 56–66. [Google Scholar] [CrossRef]
- Chen, J.; Sarma, B.; Evans, J.M.B.; Myerson, A.S. Pharmaceutical Crystallization. Cryst. Growth Des. 2011, 11, 887–895. [Google Scholar] [CrossRef] [Green Version]
- Plumb, K. Continuous processing in the pharmaceutical industry changing the mindset. Chem. Eng. Res. Des. 2006, 83, 730–738. [Google Scholar] [CrossRef]
- Schaber, S.; Gerogiorgis, D.I.; Ramachandran, R.; Evans, J.M.B.; Barton, P.I.; Trout, B.L. Economic Analysis of Integrated Continuous and Batch Pharmaceutical Manufacturing: A Case Study. Ind. Eng. Chem. Res. 2011, 50, 10083–10092. [Google Scholar] [CrossRef] [Green Version]
- Capellades, G.; Wiemeyer, H.; Myerson, A.S. Mixed-Suspension, Mixed-Product Removal Studies of Ciprofloxacin from Pure and Crude Active Pharmaceutical Ingredients: The Role of Impurities on Solubility and Kinetics. Cryst. Growth Des. 2019, 19, 4008–4018. [Google Scholar] [CrossRef]
- Variankaval, N.; Cote, A.S.; Doherty, M.F. From form to function: Crystallization of active pharmaceutical ingredients. AIChE J. 2008, 54, 1682–1688. [Google Scholar] [CrossRef]
- Vetter, T.; Burcham, C.L.; Doherty, M.F. Regions of attainable particle sizes in continuous and batch crystallization processes. Chem. Eng. Sci. 2014, 106, 167–180. [Google Scholar] [CrossRef]
- Zhang, D.; Xu, S.; Du, S.; Wang, J.; Gong, J. Progress of Pharmaceutical Continuous Crystallization. Engineering 2017, 3, 354–364. [Google Scholar] [CrossRef]
- Su, Q.; Nagy, Z.; Rielly, C. Pharmaceutical crystallization processes from batch to continuous operation using MSMPR stages: Modelling, design, and control. Chem. Eng. Proc. 2015, 89, 41–53. [Google Scholar] [CrossRef] [Green Version]
- Alvarez, A.J.; Singh, A.; Myerson, A.S. Crystallization of Cyclosporine in a Multistage Continuous MSMPR Crystallizer. Cryst. Growth Des. 2011, 11, 4392–4400. [Google Scholar] [CrossRef]
- Wöhlk, W.; Hofmann, G. Types of crystallizers. Int. Chem. Eng. 1984, 24, 419–431. [Google Scholar]
- Garg, J.; Arora, S.; Garg, J. Spherical crystallization: An overview. Int. J. Pharm. Technol. 2014, 4, 1909–1928. [Google Scholar]
- Myerson, A.S. Handbook of Industrial Crystallization, 2nd ed.; Butterworth-Heinemann: Woburn, MA, USA, 2002. [Google Scholar]
- Buchfink, R. Effects of impurities on an industrial crystallization process of ammonium sulfate. Ph.D. Thesis, Martin-Luther-University, Halle (Saale), Germany, 2 May 2011. [Google Scholar]
- Winn, D.; Doherty, M.F. Modeling crystal shapes of organic materials grown from solution. AIChE J. 2000, 46, 1348–1367. [Google Scholar] [CrossRef]
- Mullin, J.W. Crystallization, 3rd ed.; Butterworth-Heinemann: Oxford, UK, 1993. [Google Scholar]
- Kwon, J.S.-I.; Nayhouse, M.; Christofides, P.D.; Orkoulas, G. Modeling and control of crystal shape in continuous protein crystallization. Chem. Eng. Sci. 2014, 107, 47–57. [Google Scholar] [CrossRef]
- Wakeman, R. The influence of particle properties on filtration. Sep. Purif. Rev. 2007, 58, 234–241. [Google Scholar] [CrossRef]
- Hofmann, G.; Wang, S.; Widua, J.; Wöhlk, W. Zyklische Korngrößenschwankungen in Massenkristallisatoren. In Proceedings of the Fachausschuss Kristallisation, Strasbourg, France, 27–28 March 2000. (In German). [Google Scholar]
- Hofmann, G. Kristallisation in der Industriellen Praxis; Wiley-VCH: Weinheim, Germany, 2004. (In German) [Google Scholar]
- Beckmann, W. Crystallization Basic Concepts and Industrial Applications; Wiley-VCH: Weinheim, Germany, 2013. [Google Scholar]
Figure 1.
Main requirements for industrial crystallization processes.

Figure 2.
Optical characterization of commercial market product (broad crystal size distribution and elongated crystal shape).
Figure 2.
Optical characterization of commercial market product (broad crystal size distribution and elongated crystal shape).

Figure 3.
(a) Experimental setup for discontinuous multi-stage crystallization tests; (b) sampling procedure.
Figure 3.
(a) Experimental setup for discontinuous multi-stage crystallization tests; (b) sampling procedure.

Figure 4.
Experimental setup for continuous crystallization tests (laboratory scale draft tube baffled (DTB) crystallizer).
Figure 4.
Experimental setup for continuous crystallization tests (laboratory scale draft tube baffled (DTB) crystallizer).

Figure 5.
Solubility of the product as function of the concentration factor of soluble impurities/byproducts during multi-stage crystallization at 60 °C in aqueous solution (blue) and the solubility of the product in pure water at 60 °C (orange).
Figure 5.
Solubility of the product as function of the concentration factor of soluble impurities/byproducts during multi-stage crystallization at 60 °C in aqueous solution (blue) and the solubility of the product in pure water at 60 °C (orange).

Figure 6.
Purity of the product as function of the concentration factor of soluble impurities/byproducts after multi-stage crystallization with crystal washing (15% compared to solids) (blue) and the requested purity (orange).
Figure 6.
Purity of the product as function of the concentration factor of soluble impurities/byproducts after multi-stage crystallization with crystal washing (15% compared to solids) (blue) and the requested purity (orange).

Figure 7.
(a) Crystals after washing for a concentration factor of two. (b) Crystals after washing for a concentration factor of three. (c) Crystals after washing for a concentration factor of four. (d) Crystals after washing for a concentration factor of five.
Figure 7.
(a) Crystals after washing for a concentration factor of two. (b) Crystals after washing for a concentration factor of three. (c) Crystals after washing for a concentration factor of four. (d) Crystals after washing for a concentration factor of five.


Figure 8.
(a) Crystals after 1.5h of continuous crystallization in bench scale DTB (d´ = 956µm); (b) crystals after 6h (d´= 1149 µm); (c) crystals after 10h (d´= 1435 µm).
Figure 8.
(a) Crystals after 1.5h of continuous crystallization in bench scale DTB (d´ = 956µm); (b) crystals after 6h (d´= 1149 µm); (c) crystals after 10h (d´= 1435 µm).

Figure 9.
(a) Scheme of an industrial DTB crystallizer, by GEA Messo GmbH. (b) Crystals from the industrial DTB crystallizer (crystal size d´ = 1980 µm)
Figure 9.
(a) Scheme of an industrial DTB crystallizer, by GEA Messo GmbH. (b) Crystals from the industrial DTB crystallizer (crystal size d´ = 1980 µm)

Figure 10.
Simplified block balance of an evaporative crystallization process (concentration factor of 10).
Figure 10.
Simplified block balance of an evaporative crystallization process (concentration factor of 10).

Figure 11.
Theoretical definition of a concentration factor range to cover both a requested purity of the final product (orange curve) and a requested yield of the process (blue curve) (from α = 5…10).
Figure 11.
Theoretical definition of a concentration factor range to cover both a requested purity of the final product (orange curve) and a requested yield of the process (blue curve) (from α = 5…10).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Parameters of solid–liquid separation by centrifugation used for the laboratory test (lab sieve drum centrifuge SIEVA2, Hermle Labortechnik GmbH, Wehingen, Germany.
Table 1.
Parameters of solid–liquid separation by centrifugation used for the laboratory test (lab sieve drum centrifuge SIEVA2, Hermle Labortechnik GmbH, Wehingen, Germany.
| Parameter | Value | Unit |
|---|---|---|
| Drum size diameter | 140 | mm |
| Paper filter (inlet) | PP/Heidland | - |
| Pore size | 7 | µm |
| Separation time | 120 | s |
| Rotation speed | 5500 | rpm |
| G-force | 2200 | g |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Melches, C.; Plate, H.; Schürhoff, J.; Buchfink, R. The Steps from Batchwise to Continuous Crystallization for a Fine Chemical: A Case Study. Crystals 2020, 10, 542. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst10060542
AMA Style
Melches C, Plate H, Schürhoff J, Buchfink R. The Steps from Batchwise to Continuous Crystallization for a Fine Chemical: A Case Study. Crystals. 2020; 10(6):542. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst10060542
Chicago/Turabian StyleMelches, Christian, Hermann Plate, Jürgen Schürhoff, and Robert Buchfink. 2020. "The Steps from Batchwise to Continuous Crystallization for a Fine Chemical: A Case Study" Crystals 10, no. 6: 542. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst10060542
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.