1. Introduction
The end-of-life tyre (ELT) is a type of waste that has become an environmental and social problem. In effect, the accumulation of ELT produces concentration of rats, larvae, mice, insects, and it increases the risk of fires difficult to extinguish [
1].
Moreover, globally, 1000 million tonnes of ELTs are generated annually, with more than 50% destined to landfills or left as untreated garbage [
2]. In Chile, for instance, more than 145,000 tonnes of ELT were generated in 2019 and only 17% was recycled [
3,
4]. In this regard, efforts have been made to improve the management of this waste through Law N°20920, which establishes the framework for waste management, extends producer responsibility, and the promotion of recycling in Chile [
5]. Although, in this law, tyres are defined as priority products, there is no special provision for the management of ELTs. Therefore, the problems associated with ELT disposal remain.
On the other hand, concrete is a relatively inexpensive material, with the ability to develop high strengths and different shapes, which makes it suitable for multiple applications. In fact, concrete is the most widely used material in the construction industry worldwide, producing approximately 25 billion tonnes annually [
6].
However, the concrete manufacturing process requires large amounts of energy, raw materials, and has a large impact on the environment. Therefore, alternatives have been developed to reduce these impacts through the use of non-conventional materials, such as recycled waste. Among the alternatives developed, the behaviour of concrete with added rubber has been studied by different authors [
7,
8,
9,
10,
11,
12]. These studies report that the inclusion of rubber can improve properties of the concrete, such as energy absorption capacity, ductility, thermal insulation, resistance to lead cycles, post-cracking behaviour, and durability [
7,
8,
9,
10,
13]. Considering these possibilities of improvement and the massive use of concrete, the study of the incorporation of ELT in the concrete material is very attractive as a solution for reusing this waste.
However, although the potential benefits of adding ELT rubber into the concrete, there are challenges related to the weak rubber-cementitious matrix interaction, which results in basic mechanical concrete properties negatively affected [
9,
11,
12]. Furthermore, the dependence of the concrete properties on the individual components, which vary from region-to-region [
14], makes local studies on the impact of incorporating ELT in concrete mixes necessary. For instance, evaluations of fresh concrete mixes indicate an increase in workability [
15,
16], while others report reductions in this property [
17,
18,
19], and even cases of no appreciable change [
20,
21]. Moreover, studies show that it has not been possible to find a relationship between replacement percentage and grain size of ELT with the mix workability [
22]. However, other studies report such relationships. For instance, the results of Su et al. [
23] indicate that concretes with larger rubber show better workability than those with smaller rubber particles. Additionally, the case of concrete with continuous rubber granulometry offers better workability and strength to water permeability compared to concretes with single rubber size.
Additionally, different investigations conclude that rubber incorporation can have a negative impact on the basic mechanical concrete properties, i.e., the flexural and compressive strength [
7,
8,
9,
13,
24,
25,
26,
27]. Indeed, Liu et al. [
28] studied the performance of rubber-based concretes at replacement percentages of 5%, 10%, and 15% with respect to fine aggregate volume. The results indicate that, compared to standard concrete specimens, the rubber-incorporated specimens decrease the compressive and flexural strength. Moreover, the reported decrease in compressive strength is twice the reduction in flexural strength. However, in general, the experimental results show a significant improvement in the cracking behaviour of the material, together with a higher resistance to load cycles and higher toughness.
Yu and Zhu [
24] report that rubber content and size can affect the porosity structures of cement mortars. Actually, they state that the reasons behind the reduced strength are the combined changes in rubber content and porosity structures.
In order to minimise the reduction of the mechanical properties of cementitious materials, the application of rubber treatments before the addition to the mix has been evaluated [
25,
26,
27]. For instance, Mohammad et al. [
26] developed a treatment consisting of soaking ELT rubber in water for 24 h, before adding it to the rest of the concrete components. This treatment reduces the amount of air trapped on the surface of the material, which, after the hydration time, produces a decrease in the amount of air bubbles around the material. The result is a relatively minor concrete strength reduction, being more favourable the results of compressive strength than flexural strength. Furthermore, samples with replacement less than 20% showed improvements of the fatigue strength under load cycles [
26].
Another treatment developed consists of an oxidation process using a solution of potassium permanganate (KMnO4) and sulphonated with sodium bisulphite (NaHSO3), at different concentrations and contact times. The results showed that the treatment modified the rubber surface, decreasing the contact angle of the rubber with water and significantly improving the interaction between the cementitious matrix and the rubber particles. Therefore, properties, such as compressive strength and impact resistance, were also positively affected. The strength improvements of rubber modified concrete as a function of the rubber percentage was evident and accentuated at around 4% rubber content, with an improvement close to 10 MPa [
27].
However, the properties of concrete mixes with rubber are locally dependent due to differences in cement manufacture and components, aggregate characteristics, and ELT properties.
In fact, geo-dependency is one of the characteristics that help to explain the massive use of concrete. Geo-dependency as well is crucial when dealing with waste materials and concrete, especially because the alternative solutions must be practical and feasible to implement in order to effectively reuse the waste [
29].
The work presented in this article is part of a wider investigation on the effects of ELT rubber in the concrete material. In particular, and considering factors as geo-dependency and the complexity of rubber treatments, this stage focuses on evaluating traditional properties of mortars with ELT rubber using Chilean cements. More specifically, the objective of the present study is to characterise the properties of cement mortars with the addition of ELT rubber under three surface treatments. The study considers different variables to define the substitution percentages and the appropriate rubber granulometries according to the performance of mortar properties in the fresh and hardened state. In this way, it is expected to define mortar mixes with the best mechanical performance considering technical, practical, and economic aspects.
2. Materials and Methods
2.1. Materials
2.1.1. Cement
Two commercial brands of cement available in the local market were used in this research: Bío Bío Especial (C1) and Polpaico Especial (C2). This choice was based in the necessity of proposing practical and sustainable alternatives for the effective use of ELT rubber.
According to the standard NCh 148, based on ASTM C150/C150M-20, C1 and C2 cements were classified as standard grade Portland pozzolanic cement [
30]. The properties of the cements used in this study are presented in
Table 1.
One way to chemically characterize the cement is in terms of its oxide’s composition, which is directly related to the final properties that a mortar or concrete can develop. Tapia [
31] performed a chemical analysis in terms of the oxide components of the cements, including the two cements used in this research (
Table 2). Calcium oxide (CaO) and silicon oxide (SiO
2) are the most important for this research, since, from them, dicalcium silicate (C2S) and tricalcium silicate (C3S) are formed, which are the main components of the clinker and they are responsible for the strength of the hydrated cement paste.
Furthermore, Tapia [
31] made a SEM–EDX analysis where the presence of fly ash in the cement C1 was evidenced, the fly ash being an agent known for the increment of the concrete strength on time.
2.1.2. Sand
Sand consists of a stone material composed of hard particles with a stable shape and size that pass through the 4.75 mm aperture sieve and it is retained on the 0.075 mm sieve [
32]. In the present study, Bío Bío sand, available at the Concrete Laboratory, Universidad de Concepción, was used. Bío Bío sand is the typical fine aggregate for making concrete in the local market. The sand properties according to the standards NCh 1239:2009 [
33], based on ISO 7033:1987, and NCh 165:2009 [
34] based on ISO/DIS 20290-1, are presented in
Table 3.
2.1.3. Water
The water used was from the public water supply that complied with NCh 409/1, and was not contaminated prior to use [
35].
2.1.4. Rubber
The rubber was provided by the company Polambiente, which recycles ELT from truck and car tyres. Once received, it was sieved in order to obtain three different sizes, which are presented in
Table 4.
Each of these sizes was characterised using the Chilean regulations associated with fine aggregate [
32,
33], which is shown in
Table 5.
2.2. ELT Modification
In the search for improving the adhesion and interaction between the cementitious matrix and the ELT rubber aggregate, three methods were applied to the surface of the ELT grains before the incorporation in the cement mortar mix.
2.2.1. Treatment 1: Hydration (R1)
Treatment 1 is the simplest of the three treatments applied. The method is based on the work by Mohammadi et al. [
26], and consists of soaking the rubber in water for 24 h before incorporating it into the mortar mix. This treatment reduces the amount of air trapped on the surface of the material after the hydration time, which improves the interaction with the cement paste.
2.2.2. Treatment 2: Oxidation–Sulphonation (R2)
Treatment 2 is based on the work by He et al. [
27]. It consists of an immersion of the rubber in a 15% sodium hydroxide solution stirring at 150 rpm for 45 h at room temperature. After washing and filtering, the sample is put in contact with a 7% KMnO4 solution. This solution is adjusted to pH 2 and stirred at 150 rpm for 2 h at 70 °C. The product is then transferred to a saturated NaHSO3 solution, which is reacted at 150 rpm for another 2 h at 70 °C. After washing and filtering, the sample is dried for 12 h at 50 °C. By this means, polar groups, such as carbonyl, hydroxyl, and sulfonic groups, are introduced on the surface of the rubber, which increases the hydrophilicity.
2.2.3. Treatment 3: Contact with Hydrogen Peroxide (R3)
This method is based on the study by Shatanawi et al. [
25] originally developed to incorporate rubber into asphalt mixes. The treatment consists of contacting the rubber with a hydrogen peroxide solution at a concentration of 50% at a temperature of 60 °C, for a time of 60 min, where a Fenton reaction is subsequently provoked, using a concentration of Fe2+ 12 mM and H2O2 600 mM at pH 3–4. These reactions produce homolytic cleavage of single C–C bonds to produce terminal hydroxyls.
2.3. Experimental Program
Due to the large number of combinations, and in order to reduce the uncertainty of the results, the evaluation was divided into three stages. The variables considered in each phase were the type of cement, the size of the rubber grains, the surface treatment applied to the rubber, and the test age to which the samples were subjected. Moreover, the percentage of rubber replacement varies from a range of 0% (control samples) to 12.5%, with respect to the weight of the fine aggregate.
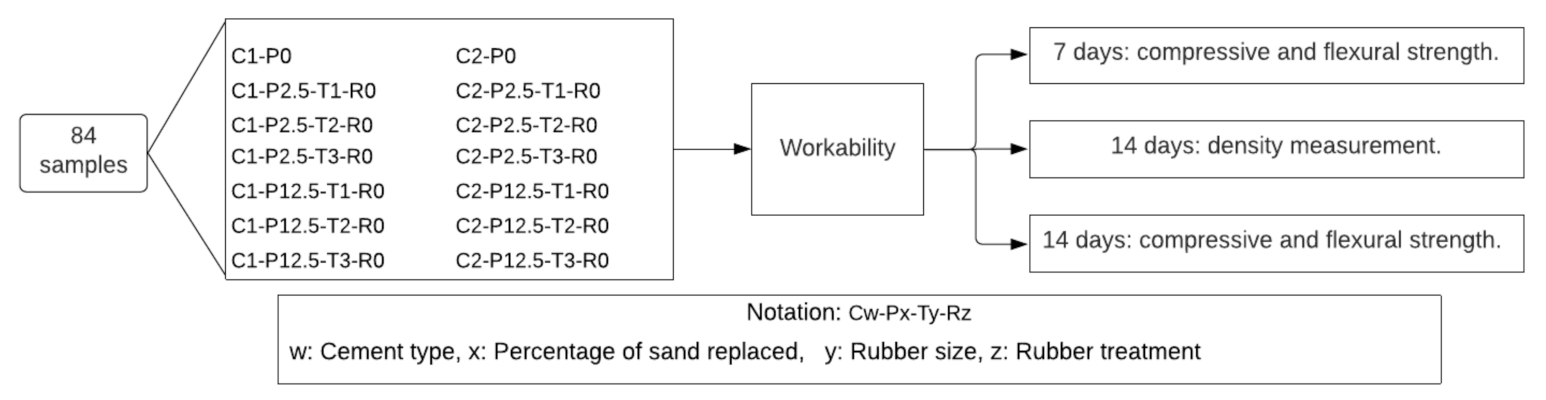
The first stage aimed to make a fast characterization of the samples in order to take useful decisions for the next phases. For that, samples with the addition of untreated rubber, at early test ages of 7 and 14 days, with two cements, were included in the experimental analysis. Furthermore, two replacement percentages were considered, a minimum of 2.5% and a maximum of 12.5%, with respect to the weight of the fine aggregate and with three rubber grain sizes (T1, T2, and T3).
Figure 1 presents the details of stage 1.
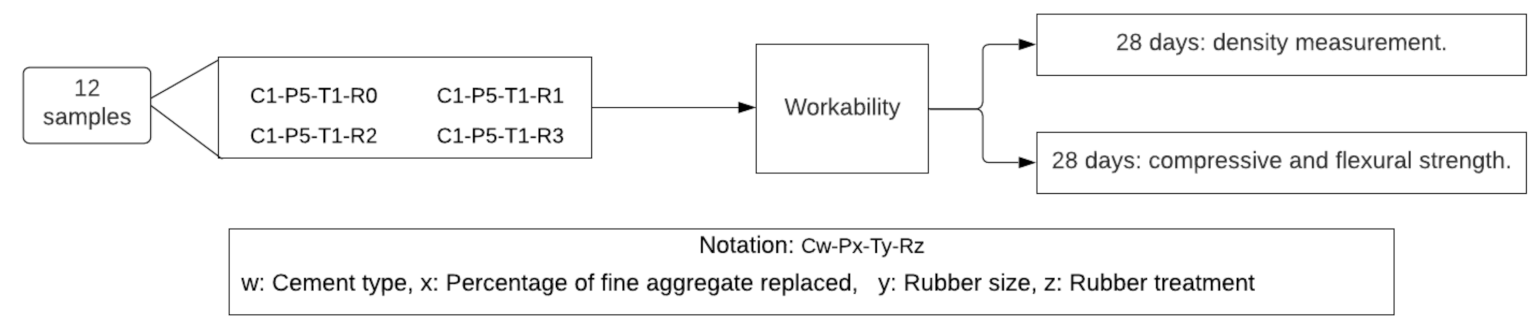
Based on the results obtained in the first stage, the second stage is developed (
Figure 2). This phase contemplates substitution percentages with rubber of 5% and 7.5% with respect to the weight of the fine aggregate in conditions without treatment and with treatment R1, and test ages up to 28 days. This, in order to have more information on the properties of the samples studied, maintaining the two cements and the three sizes of rubber as variables.
Due to the technical complexity of applying the R2 and R3 treatments, stage 3 is based on the previous results in order to optimize the number of samples evaluated. Therefore, in this stage, the best results obtained in the previous stages are considered in the analysis.
Figure 3 presents the details of stage 3.
In the three stages, the tests were conducted on specimens with dimensions 40 × 40 × 160 mm according to the Réunion Internationale des Laboratoires et Experts des Maté-riaux, systèmes de construction et ouvrages (RILEM) [
36]. The workability of each mixture was evaluated according to the NCh 2257/3 standard [
37], based on ISO 1920-2: 2016, using the reduced cone method. Additionally, the flexural and compressive strengths were evaluated according to the standard NCh 158 [
38], whose international equivalent corresponds to the UNE-EN 196-1: 2018 standard. In order to determine the density, the weight and size measurements of the samples were performed at the hardened state in accordance to NCh 158 [
38]. In addition to the macro-characterisation of the samples, i.e., the fresh and hardened mechanical behaviour of cement mortars, a micro-level analysis of the rubber grains under the treatments was performed. The micro-characterisation consists of the measurement of the contact angle between the rubber samples and the water, in addition to the analysis of the SEM (Scanning Electron Microscopy) images. The aim of this approach is to have a better understanding of the macro behaviour of the cement mortar samples.
2.4. Cement Mortar Mix Dosage
For the mix dosage, the Mortar Manual developed by the Chilean Institute of Cement and Concrete was applied. This manual establishes generalities, properties and dosage methods for cement mortars [
39]. The procedure based on compliance with workability and compressive strength, modified due to the partial replacement of the aggregate by ELT rubber, was applied.
The reference compressive strength used in this study corresponds to 300 kg/cm
2, which, according to the applied design method [
39], implies a design strength of 350 [kg/cm
2], with a medium workability, which means a drop of between 3 and 8 cm measured by the reduced cone method. The mix dosage is presented in
Table 6.
3. Results
3.1. Stage 1
3.1.1. Workability
The results of the reduced cone test for the samples with untreated rubber addition are presented in
Figure 4. With respect to the control mortar, without rubber addition, there is an important variation in the workability of the mix with high dependence on the percentage of replacement. With larger amounts of rubber, although all the results are within the design range [
38], the samples with smaller rubber size have a much lower workability compared to the others. This is explained due to the higher specific surface area of the smaller rubber particles, causing a greater friction with the rest of the mixture, resulting in a lower cone slump.
3.1.2. Density
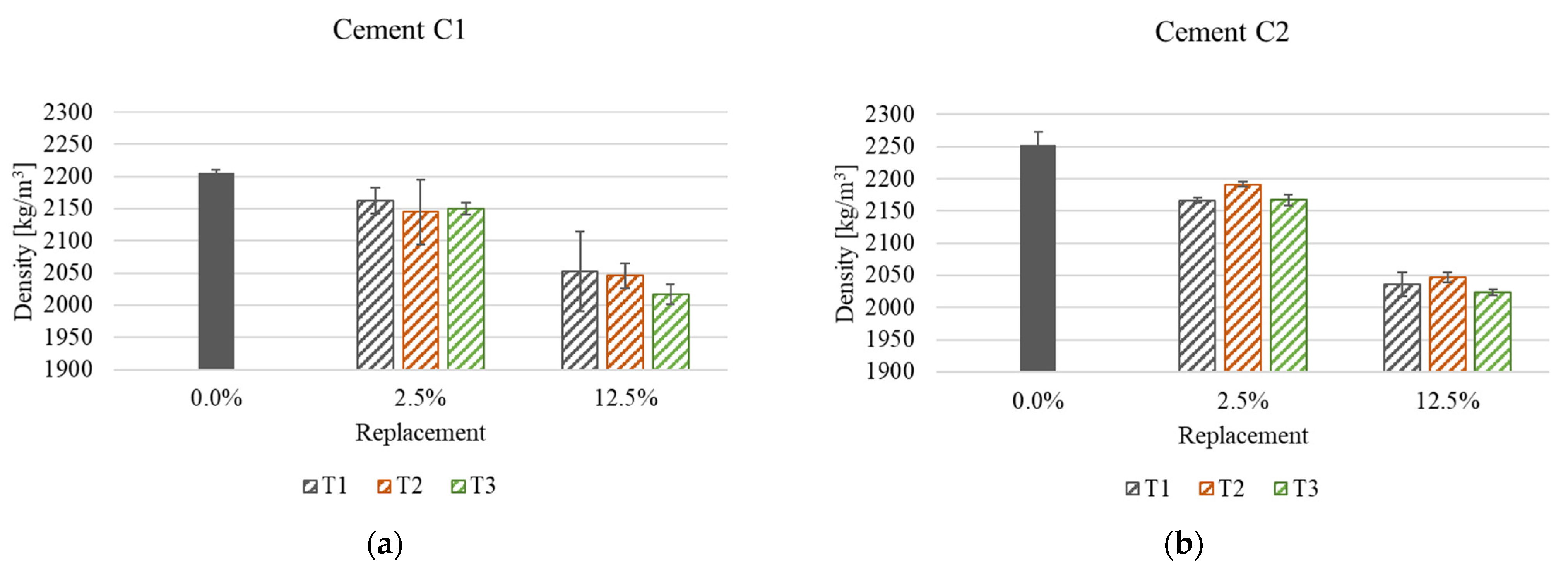
The results of the densities for the samples with the addition of untreated rubber are presented in
Figure 5. The error bars correspond to the standard deviation for the two cements used; the measured densities are similar, with minimal differences of around 2% in the case of the control mortar, being generally higher in samples with cement C1. Due to the lower density of the ELT rubber with respect to the aggregate, an inverse relationship is observed between the amount of rubber added and the mortar density. Regarding the size of the rubber aggregate, it is not possible to establish a relationship between this and the density since the results do not show a trend in this respect.
3.1.3. Flexural Strength
The results of the flexural strength for the samples with the addition of untreated rubber are presented in
Figure 6. The control mortar has practically equal strengths with both cements at 7 days. This changes at 14 days, where the samples with cement C1 have higher strengths. It is observed that, as the percentage of ELT rubber increases, the strength of the samples decreases.
At a test age of 14 days, when the cement used is C1, the average strength reduction (considering the three rubber sizes) for replacement percentages of 2.5% and 12.5% is 20% and 39%, respectively, with respect to the control mortar. In the case of mortars made with C2 cement, the reduction in strength for both replacement percentages reaches 15% and 38%, respectively.
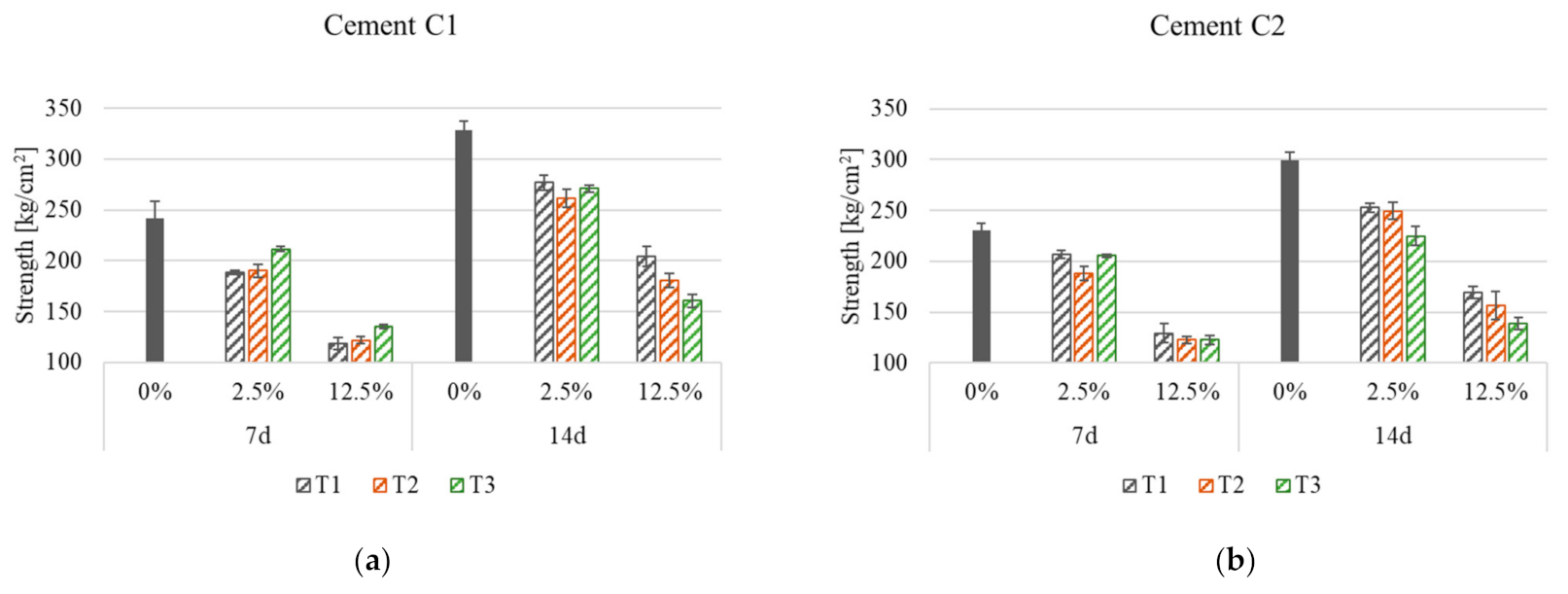
3.1.4. Compressive Strength
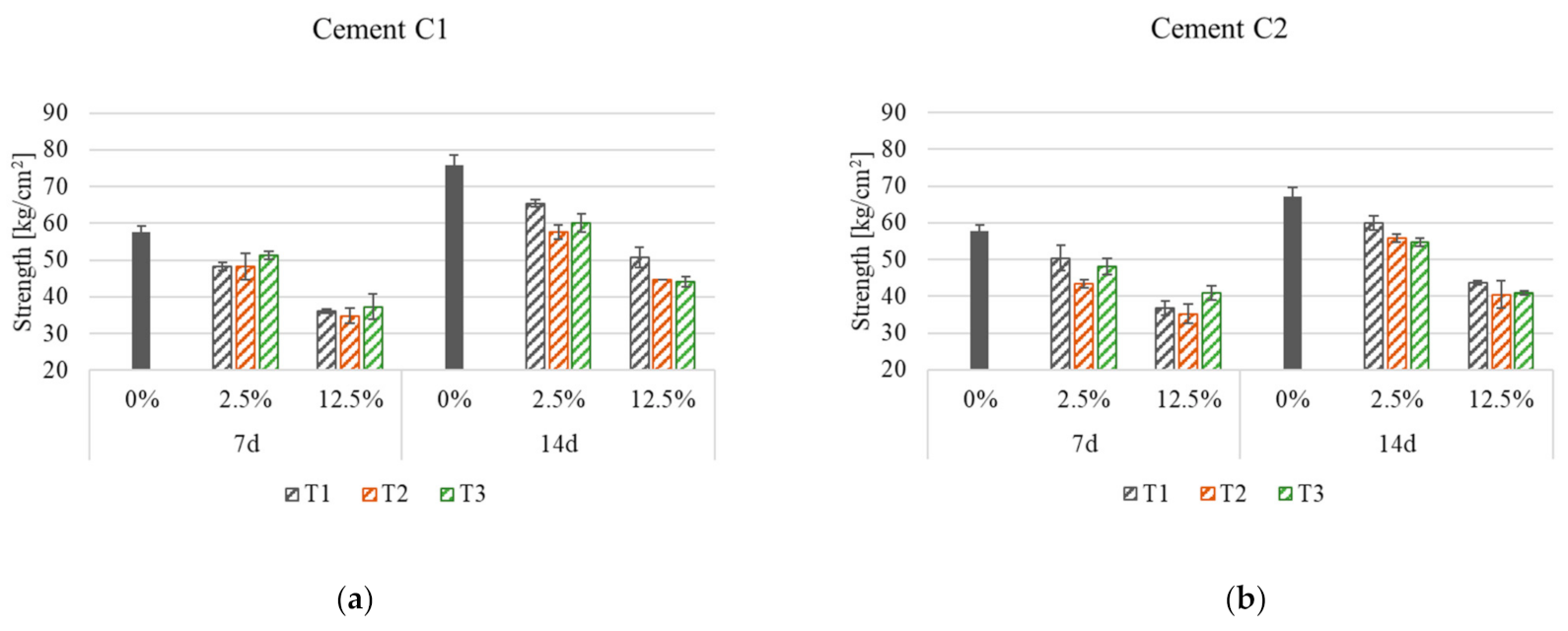
Figure 7 presents the results of the compressive strength tests for the samples with untreated rubber addition. Similar to the results previously shown, a strength reduction is observed as the amount of rubber added increases. In general, the strength reduction is greater than in the case of flexural strength, which is in agreement with what is found in the literature [
23]. At a test age of 14 days, when the cement used is C1, the average strength reduction (considering the three rubber sizes) for replacement percentages of 2.5% and 12.5% is 18% and 45%, respectively, with respect to the control mortar. In the case of mortars made with C2 cement, the reduction in strength for both replacement percentages reaches 19% and 48%, respectively.
From the results, is possible to conclude that the 12.5% replacement is not recommended. In the case of cement C2, for example, the reduction of compressive strength is approximately 50% with this replacement.
3.2. Stage 2
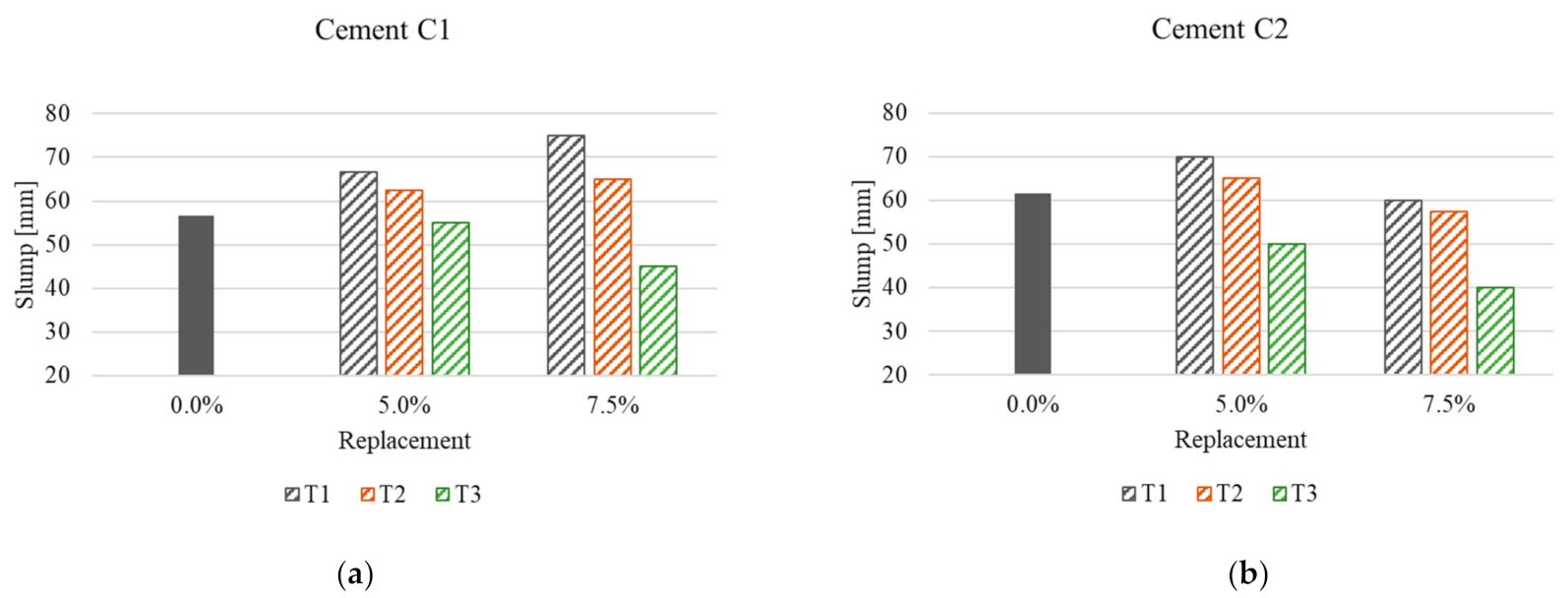
3.2.1. Workability
Figure 8 and
Figure 9 show the slump measurements of mortar samples with untreated rubber and under treatment R1 (hydration), respectively. When untreated rubber is added to the mix, the trend is similar with both cements, i.e., the workability tends to be maintained or increase with larger rubber sizes. For the T3 size, the workability decreases as more rubber is added. Again, it should be noted that, in all cases, the workability remains within the design range [
39] and the general relationship is that the larger the rubber size, the higher the workability.
When rubber is added to the mortar under hydration treatment, workability tends to decrease as the amount of ELT added increases. When the replacement percentage is 5%, considering both cements, workability tends to be maintained for samples with larger rubber grain sizes. For samples with rubber size T3 (0.3–1.18 mm), the workability decreases drastically. In the case of 7.5% replacement, this behaviour is repeated and the reduction of workability is accentuated with rubber size T3, reaching the minimum of the design range of 3 cm [
39].
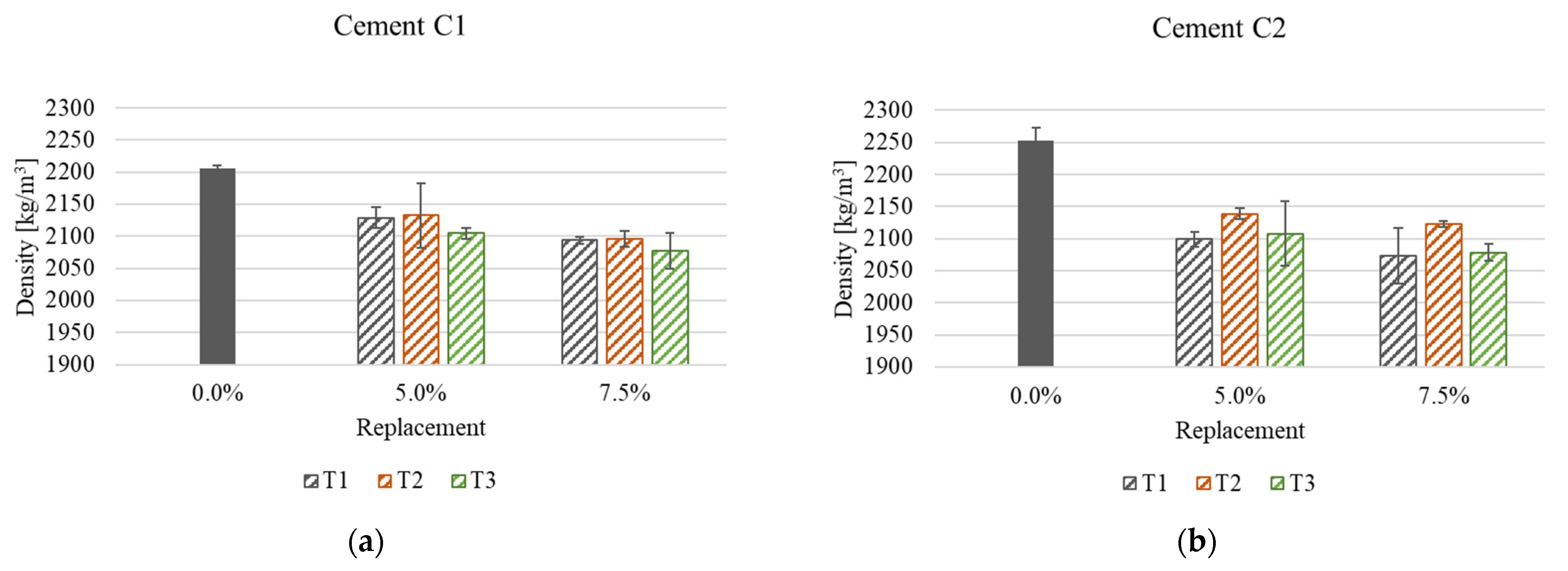
3.2.2. Density
The densities for the samples with untreated rubber are presented in
Figure 10. The results for the samples with cement C1 show that with rubber incorporated at 5% and 7.5%, the density decreases by 2% and 8%, respectively. Similarly, in samples with cement C2 under the same conditions, the density decreases by 3% and 10%, respectively. This fact shows an inverse relationship between the amount of rubber added and the density of the mortar. Regarding the size of the incorporated rubber, in the case of cement C1 mortars, the densities are higher when the rubber used is larger (T1). In the case of cement C2 mortars, medium size rubber mortars (T2) have slightly higher densities.
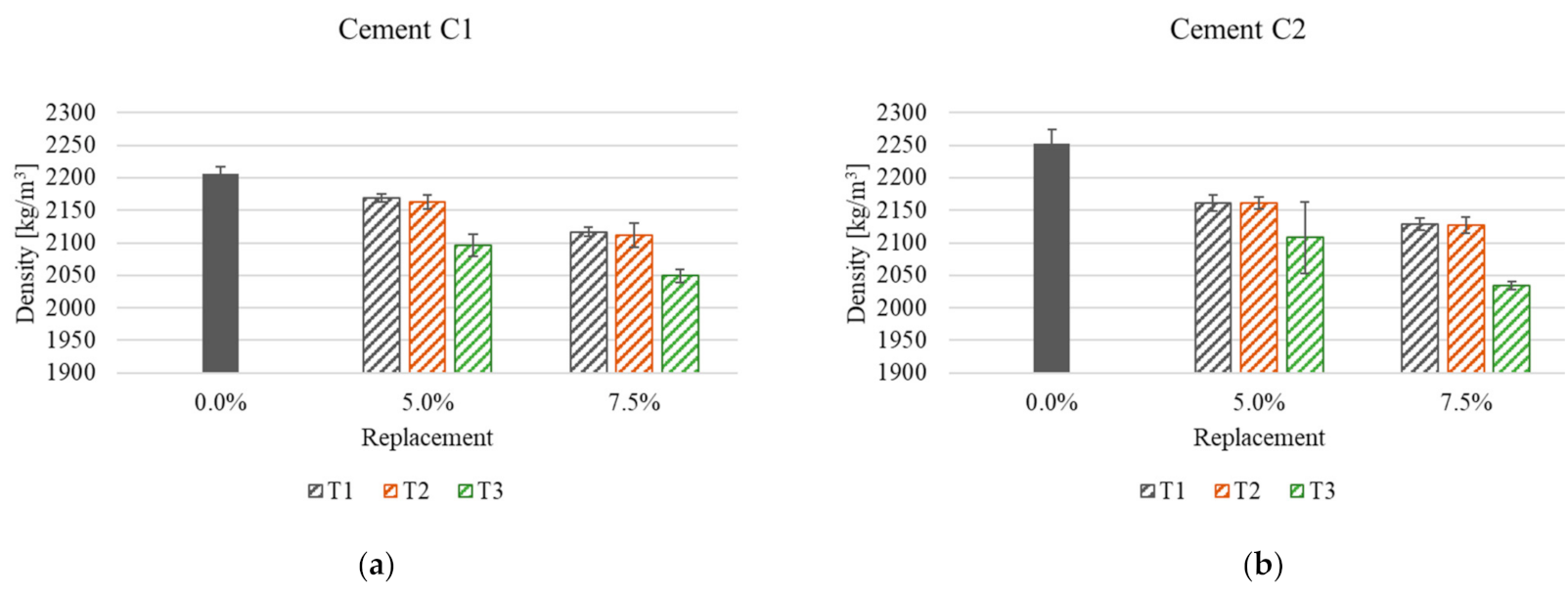
In the case of mortars with rubber addition under treatment R1, it is observed that the smaller the rubber size produces lower densities (
Figure 11). For the samples of cement C1 with percentages of 5% and 7.5% of rubber incorporated, the density reductions are on average 3% and 5%, respectively. For the same percentages of incorporated rubber, but with cement C2 samples, the density reductions are 5% and 7% respectively.
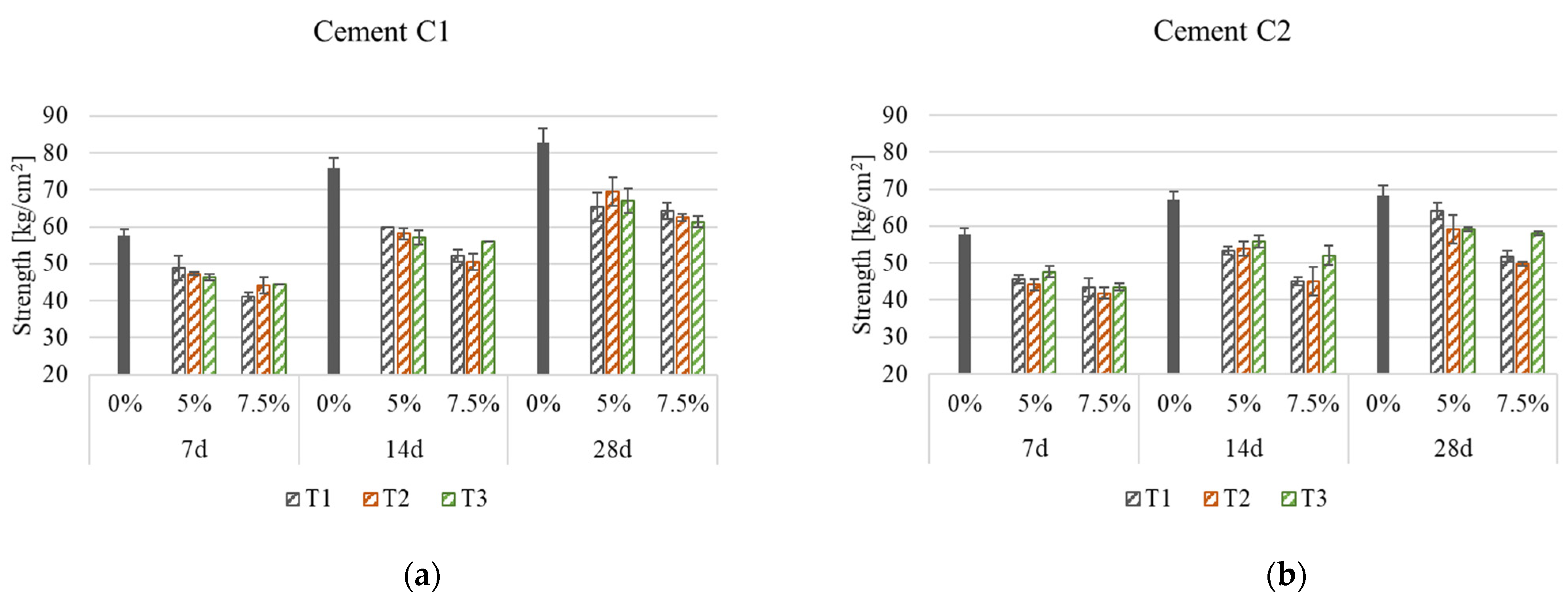
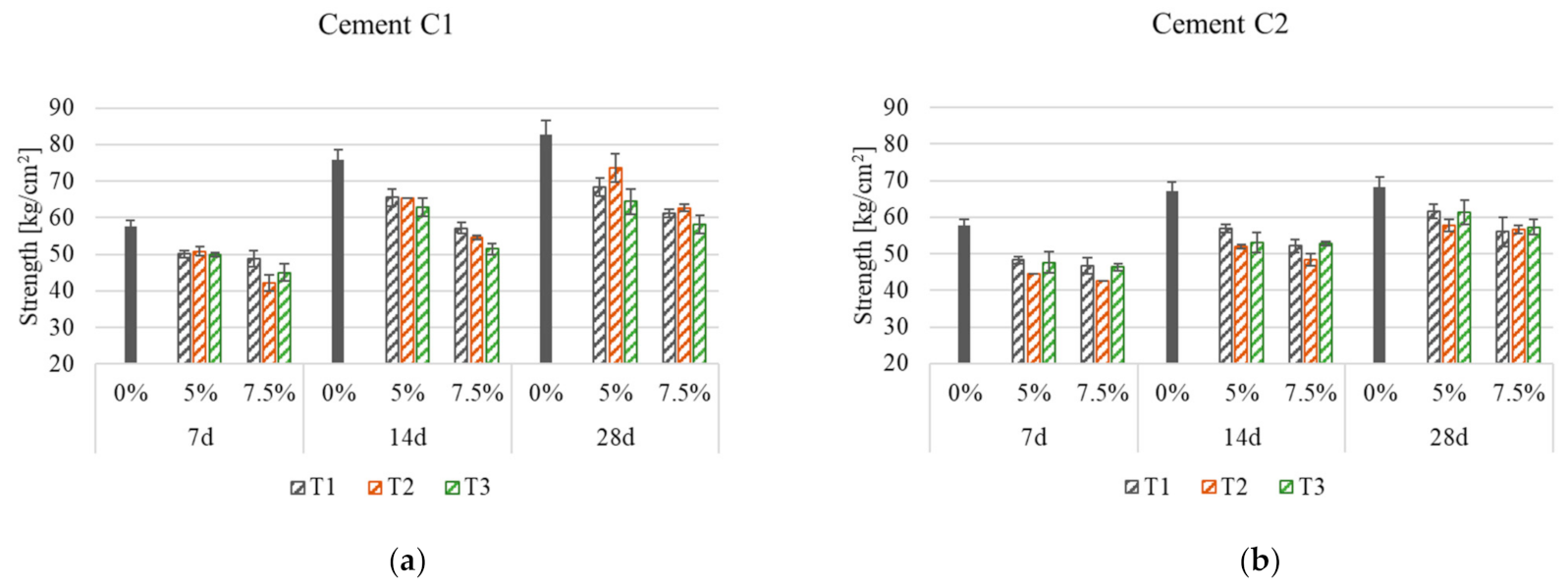
3.2.3. Flexural Strength
The results of the flexural strength tests for the samples with untreated rubber addition and under treatment R1 are presented in
Figure 12 and
Figure 13, respectively. When comparing the samples without rubber, at early ages, the strength is similar for both cements. However, as the test age advances, the difference increases, with the samples of cement C1 having higher strength.
In the samples with untreated rubber, there is no clear trend about the rubber size giving the best results. However, for samples with cement C1, the T1 size shows similar or slightly higher strengths than the other grain sizes. In the case of cement C2, the T3 and T1 sizes showed the highest strengths.
At a test age of 14 days, when the cement used is C1, the average strength reduction (considering the three rubber sizes) for replacement percentages of 5% and 7.5% is 23% and 30%, respectively, with respect to the control mortar. In the case of mortars made with C2 cement, the reduction in strength for both replacement percentages reaches 19% and 29%, respectively. Although the strength reduction of samples with cement C2 is smaller compared to the results of samples with C1, in absolute terms, the strength of these last samples is higher in all cases.
The flexural strength of the mortars with rubber under R1 treatment has a similar behaviour to the one observed in stage 1, i.e., a slight improvement in strength with respect to the samples with untreated rubber. This fact is observed to a greater extent in the samples with cement C1. In this case, at a test age of 14 days, when the cement C1 is used, the average strength reduction (considering the three rubber sizes) for replacement percentages of 5% and 7.5% is 13% and 21%, respectively, with respect to the control mortar. In the case of mortars made with C2 cement, the reduction in strength for both replacement percentages reaches 19% and 22%, respectively.
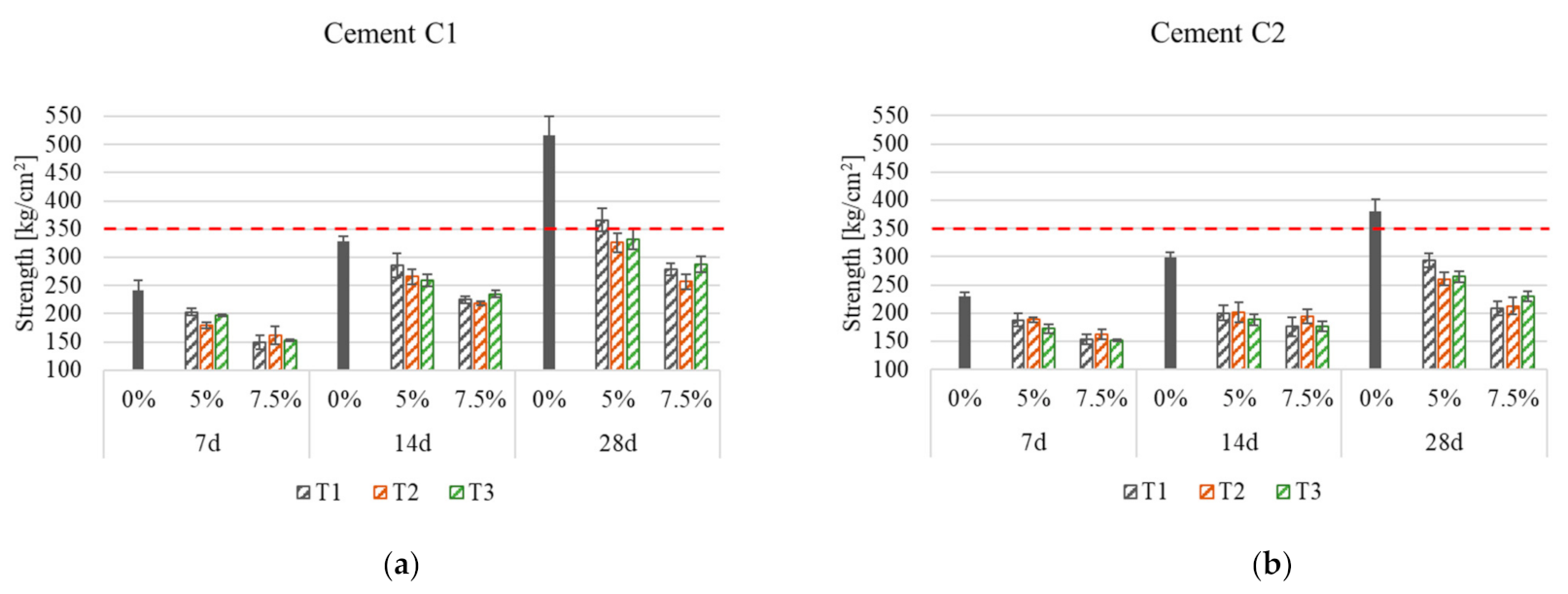
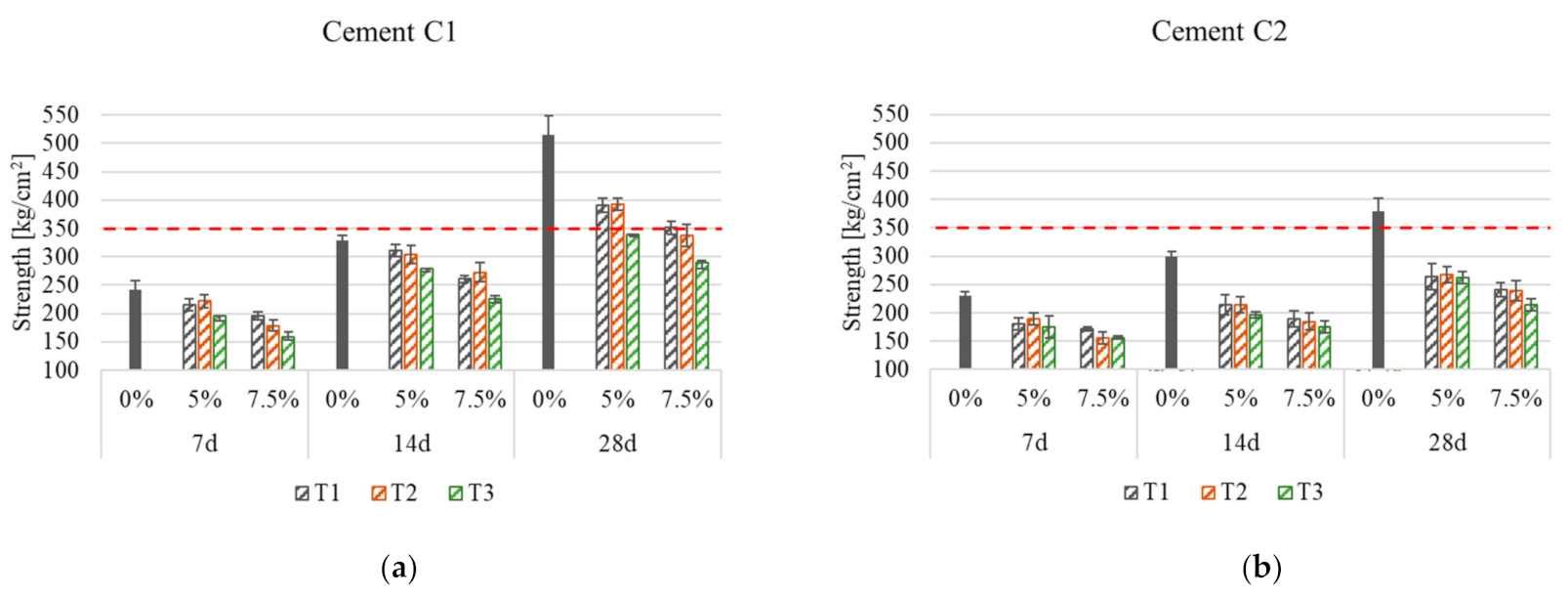
3.2.4. Compressive Strength
The results of the compressive strength tests for the samples with untreated rubber addition and under treatment R1 (hydration) are shown in
Figure 14 and
Figure 15, respectively. At a test age of 14 days, when the cement used is C1, the average reduction in strength (considering the three rubber sizes) for replacement percentages of 5% and 7.5% is 18% and 31%, respectively, with respect to the control mortar. In the case of mortars made with C2 cement, the reduction in strength for both replacement percentages reaches 34% and 39%, respectively. There is a clear difference between the results of the two cements, being the samples made with cement C1, the ones with the highest strength at 28 days. In all cases, it is observed that the strength of the samples containing untreated rubber is higher when cement C1 is used. In addition, the only case of samples containing ELT and fulfilling the design strength of 350 (kg/cm
2) is with 5% replacement ELT and size T1.
The results of rubber samples made with cement C1, and under treatment R1, indicate a slight increase in strength compared to the untreated rubber samples. This does not occur in the samples made with cement C2. In this case, at a test age of 14 days, when the cement used is C1, the average strength reduction (considering the three rubber sizes) for replacement percentages of 5% and 7.5% is 9% and 23%, respectively, with respect to the control mortar. In the case of mortars made with C2 cement, the reduction in strength for both replacement percentages reaches 30% and 39%, respectively.
The results show very significant differences between the strengths obtained at 28 days with C1 and C2 when ELT rubber is added (untreated and with R1 treatment). In a similar way to the previous case, when untreated ELT is added, the design strength is only fulfil with 5% replacement, in this occasion with sizes T1 and T2. For 7.5% replacement, only the average result with size T1 reaches the design strength, but not all the individual samples, as it is shown by the standard deviation. The results evidence a trend of better technical performance associated with T1 size. However, other relevant factors allow considering the T1 size for the last stage of the study. In effect, considering the characteristics of the ELT rubber, the largest size (T1) is easier to handle, less expensive to produce, and requires less energy to manufacture it.
Tapia [
31] analysed the composition of three brands of cement, including the two used in this work. Similar results were found in that study in terms of the difference in compressive strength when comparing control mortars made with both cements (C1 and C2). This difference can be attributed to the direct relationship between concrete strength and the presence of dicalcium silicate (C2S) and tricalcium silicate (C3S) in the cement composition, which in the case of cement C1 is greater than in cement C2. Another reason found is the presence of fly ash in cement C1, which is not present in cement C2 [
39] and which, in the long term, causes concretes with this compound to continue acquiring strength.
The lower reduction in compressive strength observed in rubber-based mortars with cement C1 can be explained by the presence of fly ash. Indeed, this component has been used in other investigations to improve the interaction between the rubber and the cementitious matrix, showing adequate efficacy in mitigating the reduction of concrete strength [
40,
41,
42].
For these reasons, C1 cement was chosen to continue with the last stage of the study.
3.3. Stage 3
3.3.1. Workability
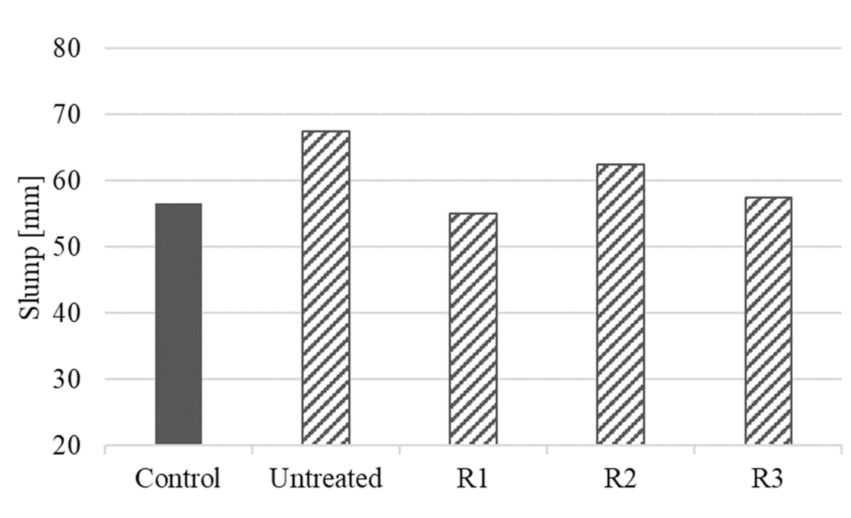
Figure 16 shows the cone slump of the rubber-added mortar samples under the three treatments applied. The figure shows as well, the results with untreated rubber, under the same conditions, i.e., 5% substitution rate, grain size T1 (2.36–4.75 mm) and use of cement C1.
With respect to the control mortar, treatment 2 (oxidation–sulphonation) and treatment 3 (hydrogen peroxide), show slightly greater cone slumps, with the greatest corresponding to treatment R2. However, these slump values are always lower than the results of the mortars with untreated rubber. Furthermore, in all cases, the results are within the design range [
39].
3.3.2. Density
Figure 17 shows the densities of mortars with rubber addition under the three treatments used, and furthermore, shows the results with untreated rubber, under the same conditions, i.e., 5% substitution rate, grain size T1 (2.36–4.75 mm) and use of cement C1.
With respect to the control mortar, the samples present slightly lower densities due to the lower density of the rubber used, but when compared to the samples containing untreated rubber, they are higher, which is attributable to a lower presence of air in the mix, which in turn is due to the treatments that reduce the hydrophobicity of the rubber. This effect is mostly visible in the mortars under treatment R2 (oxidation–sulphonation), where the density decrease is insignificant compared to control mortar.
Using one-way analysis of variance (ANOVA) with Dunnett’s post hoc, it is possible to observe that there is no statistically significant difference (ns) between the samples containing ELT, either untreated or with any of the three treatments, compared to the control mortar.
3.3.3. Flexural Strength
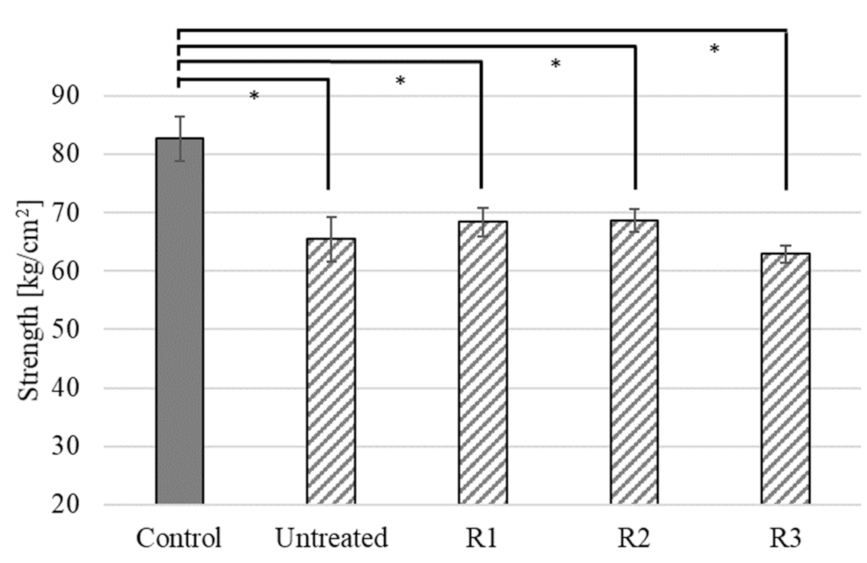
The results of the flexural strength tests for the rubber added samples under the three treatments are presented in
Figure 18. This figure shows as well, the results with untreated rubber, under the same conditions, i.e., 5% substitution rate, grain size T1 (2.36–4.75 mm), and use of cement C1.
When comparing the treatments with untreated rubber, both treatments, R1 (hydration), and treatment R2 (oxidation–sulphonation), present mortars with better results. Only in the case of treatment R3 (contact with hydrogen peroxide) the strength of the mortars is lower. Compared to control mortar, in all cases the flexural strength is lower, decreasing by 21% in the case of mortar with untreated rubber, 17% for rubber with treatment R1, 17% for rubber with treatment R2, and 24% in the case of rubber with treatment R3.
Through one-way ANOVA, it was determined that there is a statistically significant difference between the control mortar and the samples containing ELT rubber—untreated or under any of the three treatments. Statistical significance is designated with *, p < 0.05.
3.3.4. Compressive Strength
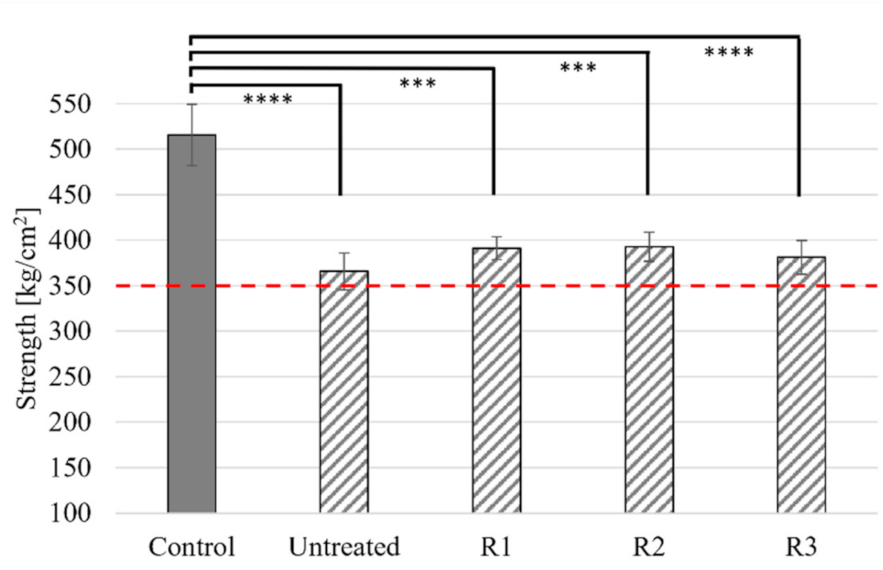
The results of the compressive strength tests for the rubber added samples under three treatments are presented in
Figure 19. Furthermore, the figure shows the results with untreated rubber, under the same conditions, i.e., 5% substitution rate, grain size T1 (2.36–4.75 mm), and cement C1.
Compared to the control mortar, in all cases, the compressive strength is lower, with a loss of 29% in the case of mortars with untreated rubber, 24% when the rubber is under treatment R1 (hydration), 24% under treatment R2 (oxidation–sulphonation), and 26% in the case of treatment R3 (contact with hydrogen peroxide). While it is true that the average result of the untreated ELT samples fulfil the design strength, which is not necessarily valid for all samples as it is shown by the standard deviation. On the contrary, when the ELT rubber is treated, the design strength of 350 (kg/cm2) is always fulfilled, including the standard error. This is valid for the three treatments, but with better results for treatments R1 and R2, similar to the case of flexural strength.
Using one-way analysis of variance (ANOVA) with Dunnett’s post hoc, it is possible to visualize that there is a statistically significant difference between the results of the control samples and the ones with ELT rubber, either untreated or with any of the three treatments. However, in terms of statistical significance, those differences are less for treatments R1 and R2 (*** p < 0.001) than for treatment R3 and the untreated samples (**** p < 0.0001).
In addition to the technical performance related with the compressive strength, it is important to consider, as well, the economical, practical, and environmental aspects of the treatments. In this sense, the R1 treatment clearly has advantages over the R2 one, as the ELT rubber hydration is a very economical and practical procedure, which uses only water, i.e., an eco-friendly alternative.
3.3.5. Contact Angle
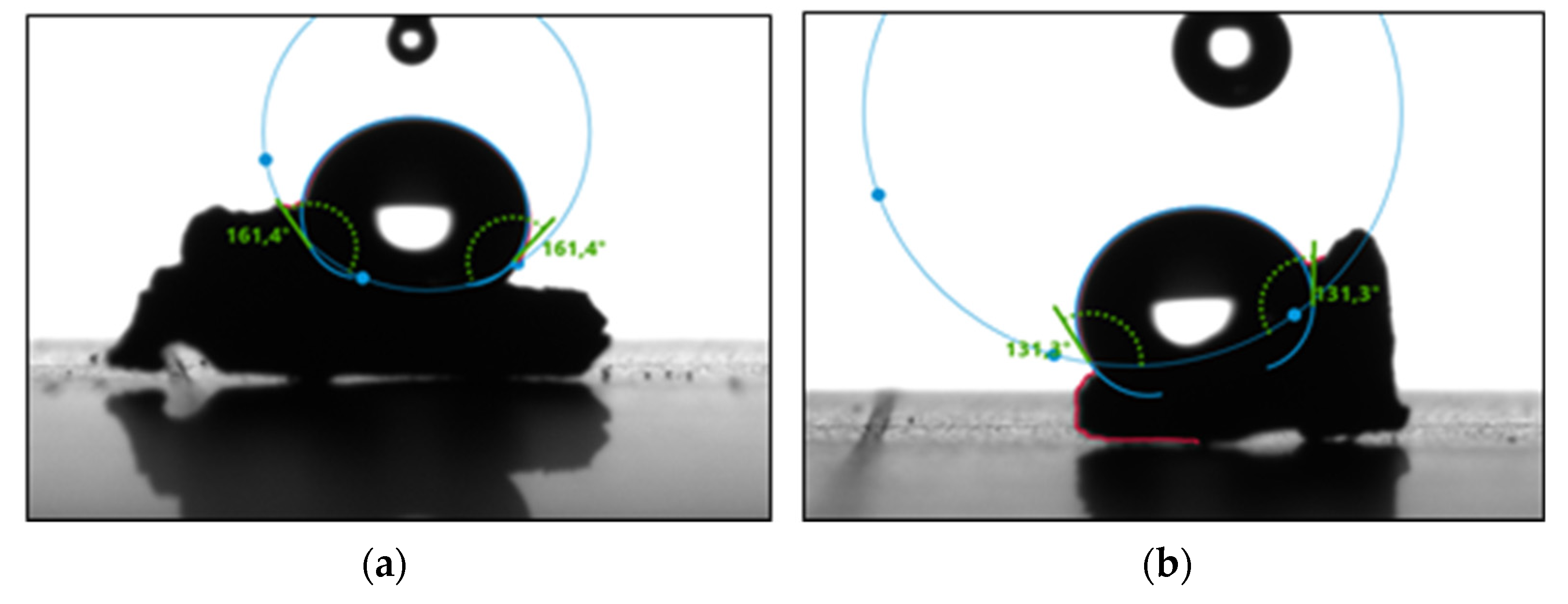
The contact angle tests were performed in order to observe the variation of the angle formed by the water on the modified and original rubber particle; thus, evaluating the hydrophilicity of the rubber surface by means of the angle value.
Figure 20 shows that the unmodified rubber and the rubber modified with the first treatment have an angle value of 161.4°, and 131.3°, respectively, demonstrating that the adhesion between the rubber and the water increases slightly.
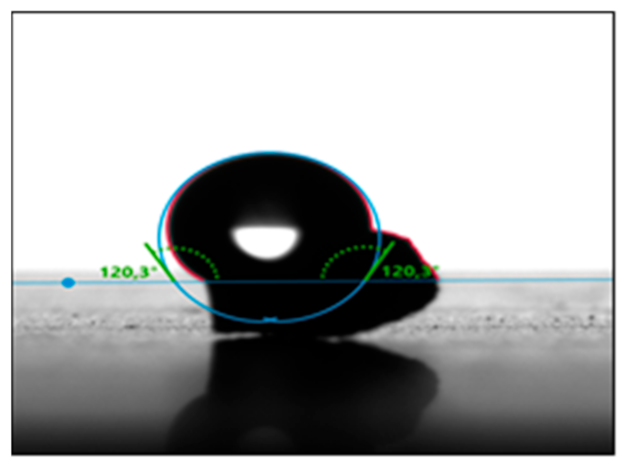
Figure 21 shows the contact angle of the rubber under the second treatment. There is a lower contact angle value compared to the unmodified rubber because the adhesion forces are larger compared to the cohesive forces. This results in the liquid being attracted to the solid and spread out; therefore, it is possible to conclude that this method increases the hydrophilic character of the ELT rubber surface.
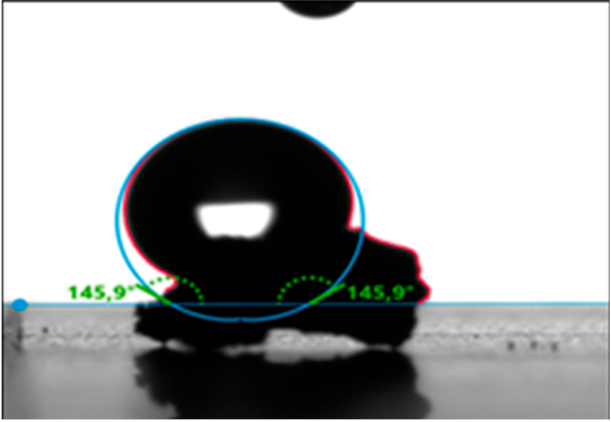
Figure 22 shows that the rubber modified with the third treatment has an angle value of 145.9°. Therefore, it has a low wettability due to the fact that the forces of attraction are lower and the surface tends to repel the liquid. The contact angle value is also affected by the surface roughness, as the rubber particle has small protuberances and the water droplet rests between their peaks, resulting in less contact and, thus, a larger contact angle.
3.3.6. Scanning Electron Microscope (SEM) Analysis
Using the SEM technique, it was possible to obtain images of the surface of the rubber hydrated with water (
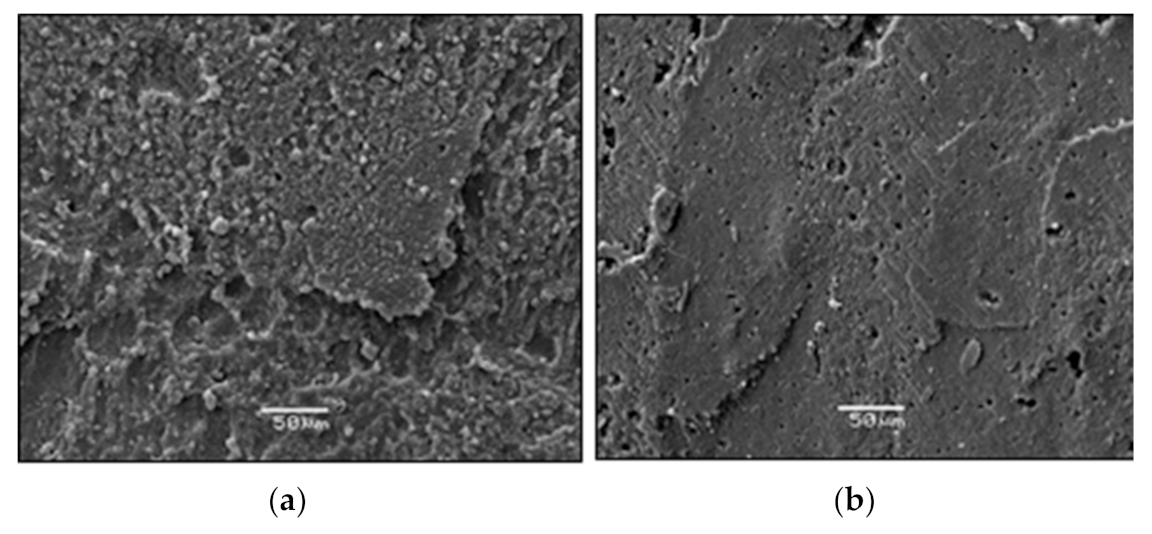
Figure 23). Differences in the surface can be observed, as the surface of the unmodified rubber is rough and has many pores, while the surface of the modified rubber is smooth and less porous.
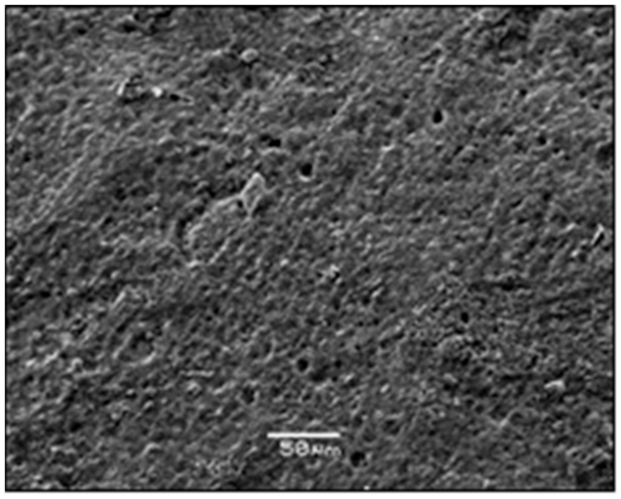
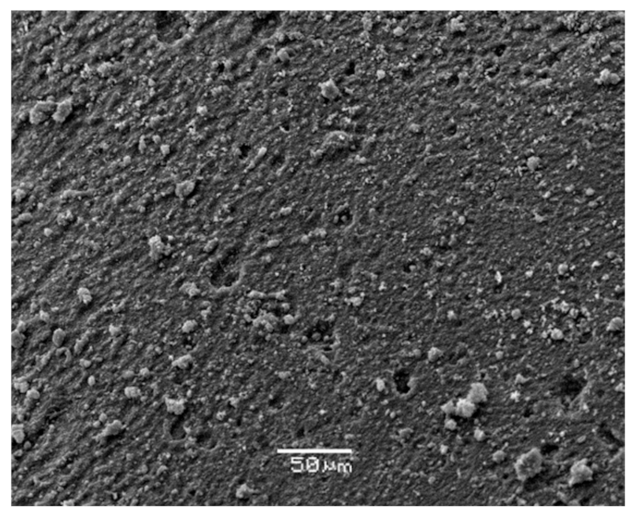
Figure 24 characterises the morphological aspects of the modified rubber surface under the second treatment, showing a surface with some roughness and pores, but still less than the unmodified rubber.
Figure 25 shows the modified surface for experiment 3, with a rough surface composed of small cavities.
When comparing the surfaces of the unmodified rubber with respect to the three treatments, it is possible to observe that these last surfaces are slightly smoother and with fewer pores, especially regarding to the first and second treatment. The wettability of the surfaces not only depends on their materiality, but on their surface at the micro level as well. In this way, the more irregular the surface, the more hydrophobic it is due to the interaction surface-water [
43]. Thus, under these treatments, the surface irregularity at the micro level decreases the hydrophobicity of the rubber, allowing a better interaction between the rubber and the cementitious matrix. The contact angle measurements present trends in the same direction. Although the contact angle is not greatly reduced, under the first (R1) and second treatment (R2) it decreases more than R3, which shows a slight improvement in the interaction with water with respect to the untreated rubber. This is more clearly observed with the treatment R2, where the contact angle decreases by more than 30° and is the one with the best result, in terms of mechanical resistance, together with the treatment R1.
Hence, the analysis at the micro level with the contact angle and the SEM images, provide further explanation to the macro performance observed in the cement mortar samples. In this way, the better behaviour of treatments R1 and R2 is confirmed.
4. Discussion
The results indicate that the addition of ELT recycled rubber modifies the behaviour of the cement mortar. The changes include a reduction of compressive and flexural strength as the rubber is added to the mix. Although this effect is undesirable, it is possible to minimise its impact with the application of rubber treatments, such as those shown in this work.
Although the percentage of rubber added in the concrete mix is low, the large quantities of concrete required in the construction industry can lead to a high total volume of ELT rubber used. For that is important to fulfil the strength design, which is the case presented in this work, without adding, as other investigations, a higher amount of cement [
44] or additives [
45,
46] that reduce the loss of strength. Actually, in this paper, only a treatment on the surface of the rubber that is practical, easy to apply, effective, and economically feasible is proposed. In effect, the results of this study show that is possible to use this waste material while maintaining the design strength requirements, which is different from other investigations, where adding ELT rubber decreases the strength under the designed one [
44,
47]. Considering the importance of the concrete strength, the promissory results presented in this article open the way to numerous real applications in opposition to the limitations found in other investigations [
48,
49].
Therefore, although two of the treatments may present similar results in terms of mortar strength, when comparing various factors, such as duration, difficulty of application, and costs, the R1 treatment is more favourable. Particularly, this last aspect is fundamental to develop cost-effective alternatives due to the fact that, although adding ELT rubber can improve different concrete properties, there is also a related cost involved.
Although there is a trend in favour of the T1 ELT rubber size, its election is complemented by other aspects, such as the energy and costs required for the grains production, the smaller the size, the longer the crushing time, which implies higher costs and energy. Another important aspect is the ease with which the rubber grain to be treated can be processed. In the laboratory, when the R1 treatment was applied, the smallest rubber grains did not submerge in the water, as was the case with most of the larger grains at the end of the contact time. Hence, the smallest grain sizes have difficulties to receive the hydration treatment.
This stage of the research focusses in cement mortars, which are a particular case of the concrete material. This allows considering a large number of cases, including different relevant variables, as rubber size, percentage of substitution, rubber treatments, and types of cements, and their influences in fundamental properties as the compressive and flexural strength. This is related with an effective and realistic use of the waste end-of-life tyres, which is part of the motivation of this article. Actually, the composite mortar-waste can have excellent behaviour in other properties, but if the composite material strength is significantly reduced, the practical possibilities to be massively used can be very limited. Considering the promissory results obtained in the present phase of the research, it is recommended to continue investigating other composite properties as ductility, long-term durability, and behaviour at elevated temperatures, among others.
Finally, if the final purpose is to effectively use waste, it is important to consider the geo-dependency of the concrete material [
29]. This is particularly evident in the case of cement C1, which is abundant in the Chilean market at a similar cost of cement C2. However, cement C1 is capable of delivering mortars that, despite the strength reduction, they can satisfy the design requirements. Furthermore, cement C1 includes fly ash, which reduces the amount of clinker whilst is reusing a local industrial waste. In this sense, the results obtained in this investigation can be useful for other regions as well. For instance, where it is possible to replace part of the cement by fly ash (produced or imported), or other cement substitute, producing similar results. If the substitute is a waste as the fly ash, it will be important not only from a technical perspective, but also as a contribution to a sustainable development.
5. Conclusions
The properties and behaviour of mortars are modified when recycled rubber is used as partial replacement of the aggregate. The tests and measurements carried out show that is possible to add ELT rubber up to 5% with respect to the weight of the aggregate. Of the three treatments analysed, the hydration of the rubber is the best option from a technical, practical, and economic point of view. Regarding to the three rubber sizes evaluated, the T1 (2.36–4.75 mm), which is close to the maximum aggregate size, is recommended. This is due to the favourable results in terms of strength, handling, and less energy involved in crushing the ELT. Additionally, cement C1 offers the best mortar results due to its composition, which includes another waste as the fly ash, one of the main responsible for the strength differences at 28 days. In effect, cement C1 not only gives higher compressive strength than C2, but also allows fulfilling the designed strength with the addition of ELT rubber.
In the fresh state, the workability of the mixture depends on the amount and size of rubber added, as well as the surface treatment applied. In general, with larger grain sizes, the workability tends to remain the same or increase, as the amount of rubber increases. However, it is important to highlight that this workability changes remain in the design range.
As expected, the density of the samples with the addition of ELT recycled rubber decreases as the rubber content increases, due to the lower density of ELT recycled rubber with respect to the aggregate. This behaviour depends as well on the size of the rubber grains, due to the specific surface. Indeed, considering the low compatibility between rubber and water, higher presence of entrapped air in the mix is expected due to a larger and irregular surface area generated when the grain size decreases.
The mechanical strength of the samples studied decreases as the percentage of ELT rubber replacement increases. At early age (7 days), the comparative results between mortars made with both cements and untreated ELT rubber are slightly similar. The results are different at 14 and 28 days, where the behaviour of the mortars with cement C1 are always better. For this reason, the third stage of optimization, only considers the cement C1.
Although the three applied treatments modify the hydrophobic nature of rubber, the best results are obtained with treatment R1 (hydration) and treatment R2 (oxidation–sulphonation). The behaviours at macro level can be explained at the micro level, due to the contact angle measurements and SEM images analysis. These results indicate that the treatments are able to alter the surface roughness and the contact angle between surface and water, improving the interaction between the ELT rubber and the cementitious matrix. This is particularly relevant on treatments R1 and R2, which is coherent with the macro results obtained of the cement mortar samples.
Treatments R1 and R2 provide the best results, being these ones very similar between them. However, treatment R1 is much less difficult to apply in practice, due to the fact that R1 uses elements and substances easily accessible at lower cost. Hence, in addition to the technical performance mainly related with the compressive strength is important to consider, as well, the economical, practical, and environmental aspects of the treatments. In this sense, the R1 treatment clearly has advantages over the R2 one, as the ELT rubber hydration is a very economical and practical procedure, which uses only water, i.e., an eco-friendly alternative.
Finally, when C1 cement in conjunction with the R1 treatment are used, the resulting cement mortars with ELT rubber are capable of exceeding the designed strength without adding, as other investigations, more cement, or using additives to reduce loss of strength. Considering the importance of the concrete strength, the promissory results presented in this article open the way to numerous real applications in opposition to the limitations found in other investigations related with concrete and/or mortar incorporating ELT rubber. Hence, the obtained results open the way to numerous practical applications, and then effective uses of the waste end-of-life tyres.
Author Contributions
Conceptualization, M.P., B.U., V.H.C.-R., C.M., and P.F.; methodology, M.P., B.U., V.H.C.-R., C.M., and P.F.; validation, M.P.; formal analysis, M.P., B.U., V.H.C.-R., and P.F.; investigation, E.G., and B.V.; resources, B.U., C.M., and P.F.; writing—original draft preparation, E.G. and B.V.; writing—review and editing, M.P.; supervision, M.P., B.U., and V.H.C.-R.; project administration, M.P.; funding acquisition, M.P., B.U., C.M., and P.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by ANID PIA/Apoyo CCTE AFB170007 and VRID Multidisciplinario 219.091.051-M.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Raw data of this paper will be available from corresponding author, M.P., on a reasonable request.
Acknowledgments
The authors acknowledge the contribution of the company “Polambiente” for providing the ELT rubber used in this study.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kashani, A.; Ngo, T.D.; Hemachandra, P.; Hajimohammadi, A. Effects of surface treatments of recycled tyre crumb on cement-rubber bonding in concrete composite foam. Constr. Build. Mater. 2018, 171, 467–473. [Google Scholar] [CrossRef]
- Thai, Q.B.; Le, D.K.; Do, N.H.; Le, P.K.; Phan-Thien, N.; Wee, C.Y.; Duong, H.M. Advanced aerogels from waste tire fibers for oil spill-cleaning applications. J. Environ. Chem. Eng. 2020, 8, 104016. [Google Scholar] [CrossRef]
- CINC. Generación y Manejo de Neumáticos Fuera de Uso (NFU). Cámara de la Industria del Neumático de Chile. 2019. Available online: http://cinc.cl/wp-content/uploads/2020/02/200205-Estad%C3%ADsticas-NFU.pdf (accessed on 1 November 2020).
- Gobierno Regional de Arica y Parinacota. Available online: https://www.goreayp.cl/index.php/noticias/1962-nueva-ley-para-combatir-140-mil-toneladas-de-neumaticos-en-desuso (accessed on 1 December 2020).
- Ley N°20920. Diario Oficial de la República de Chile, Santiago, Chile, 1 June 2016. Available online: https://mma.gob.cl/wp-content/uploads/2017/03/acuerdo-N-5-ley-20920.pdf (accessed on 1 December 2020).
- Marinković, S.; Malešev, M.; Ignjatović, I. Life cycle assessment (LCA) of concrete made using recycled concrete or natural aggregates. In Eco-Efficient Construction and Building Materials; Woodhead Publishing: Cambridge, UK, 2014; pp. 239–266. [Google Scholar]
- Toutanji, H. The use of rubber tire particles in concrete to replace mineral aggregates. Cem. Concr. Compos. 1996, 18, 135–139. [Google Scholar] [CrossRef]
- Fedroff, D.; Ahmad, S.; Savas, B.Z. Mechanical properties of concrete with ground waste tire rubber. Transp. Res. Rec. 1996, 1532, 66–72. [Google Scholar] [CrossRef]
- Shu, X.; Huang, B. Recycling of waste tire rubber in asphalt and portland cement concrete: An overview. Constr. Build. Mater. 2014, 67, 217–224. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R.C.; Mehra, P.; Kumar, S. Performance of high strength rubberized concrete in aggressive environment. Constr. Build. Mater. 2015, 83, 320–326. [Google Scholar] [CrossRef]
- Karakurt, C. Microstructure properties of waste tire rubber composites: An overview. J. Mater. Cycles Waste Manag. 2014, 17, 422–433. [Google Scholar] [CrossRef]
- Liu, H.; Wang, X.; Jiao, Y.; Sha, T. Experimental Investigation of the Mechanical and Durability Properties of Crumb Rubber Concrete. Materials 2016, 9, 172. [Google Scholar] [CrossRef]
- Callister, W.D. Introducción a la Ciencia a Ingeniería de los Materiales; Reverté: Barcelona, España, 1995. [Google Scholar]
- Médici, M.; Benegas, O.; Uñac, R.; Vidales, A. The effect of blending granular aggregates of different origin on the strength of concrete. Phys. A: Stat. Mech. Its Appl. 2012, 391, 1934–1941. [Google Scholar] [CrossRef]
- Topçu, I.B.; Bilir, T. Experimental investigation of some fresh and hardened properties of rubberized self-compacting concrete. Mater. Des. 2009, 30, 3056–3065. [Google Scholar] [CrossRef]
- Aiello, M.; Leuzzi, F. Waste tyre rubberized concrete: Properties at fresh and hardened state. Waste Manag. 2010, 30, 1696–1704. [Google Scholar] [CrossRef]
- Freitas, C.; Galvão, J.C.A.; Portella, K.F.; Joukoski, A.; Filho, C.V.G.; Ferreira, E.S. Desempenho físico-químico e mecânico de concreto de cimento Portland com borracha de estireno-butadieno reciclada de pneus. Química Nova 2009, 32, 913–918. [Google Scholar] [CrossRef] [Green Version]
- Albano, C.; Camacho, N.; Reyes, J.; Feliu, J.; Hernández, M. Influence of scrap rubber addition to Portland I concrete composites: Destructive and non-destructive testing. Compos. Struct. 2005, 71, 439–446. [Google Scholar] [CrossRef]
- Batayneh, M.K.; Marie, I.; Asi, I. Promoting the use of crumb rubber concrete in developing countries. Waste Manag. 2008, 28, 2171–2176. [Google Scholar] [CrossRef] [PubMed]
- Bignozzi, M.; Sandrolini, F. Tyre rubber waste recycling in self-compacting concrete. Cem. Concr. Res. 2006, 36, 735–739. [Google Scholar] [CrossRef]
- Skripkiūnas, G.; Grinys, A.; Černius, B. Deformation properties of concrete with rubber waste additives. Mater. Sci. 2007, 13, 219–223. [Google Scholar]
- Pacheco-Torgal, F.; Shasavandi, A.; Jalali, S. Tyre rubber wastes based concrete: A review. In Proceedings of the 1st International Conference WASTES: Solutions, Treatments and Opportunities, Guimarães, Portugal, 12–14 September 2011. [Google Scholar]
- Su, H.; Yang, J.; Ling, T.-C.; Ghataora, G.S.; Dirar, S. Properties of concrete prepared with waste tyre rubber particles of uniform and varying sizes. J. Clean. Prod. 2015, 91, 288–296. [Google Scholar] [CrossRef] [Green Version]
- Yu, Y.; Zhu, H. Influence of Rubber Size on Properties of Crumb Rubber Mortars. Materials 2016, 9, 527. [Google Scholar] [CrossRef] [Green Version]
- Shatanawi, K.M.; Biro, S.; Naser, M.; Amirkhanian, S.N. Improving the rheological properties of crumb rubber modified binder using hydrogen peroxide. Road Mater. Pavement Des. 2013, 14, 723–734. [Google Scholar] [CrossRef]
- Mohammadi, I.; Khabbaz, H.; Vessalas, K. In-depth assessment of Crumb Rubber Concrete (CRC) prepared by water-soaking treatment method for rigid pavements. Constr. Build. Mater. 2014, 71, 456–471. [Google Scholar] [CrossRef]
- He, L.; Ma, Y.; Liu, Q.; Mu, Y. Surface modification of crumb rubber and its influence on the mechanical properties of rubber-cement concrete. Constr. Build. Mater. 2016, 120, 403–407. [Google Scholar] [CrossRef]
- Liu, F.; Zheng, W.; Li, L.; Feng, W.; Ning, G. Mechanical and fatigue performance of rubber concrete. Constr. Build. Mater. 2013, 47, 711–719. [Google Scholar] [CrossRef]
- Mansilla, C.; Pradena, M.; Fuentealba, C.; César, A. Evaluation of Mechanical Properties of Concrete Reinforced with Eucalyptus globulus Bark Fibres. Sustainabilty 2020, 12, 10026. [Google Scholar] [CrossRef]
- INN. Cemento—Terminología, Clasificación y Especificaciones Generales. NCh148.1968; Instituto de Normalización Nacional: Santiago, Chile, 1968. [Google Scholar]
- Tapia, M. Caracterización y Comparación Mecánica, Física y Química de Tres Tipos de Cementos Disponibles en el Mercado Regional del Bío Bío. Tesis de Pregrado, Universidad Andrés Bello, Concepción, Chile, 2016. [Google Scholar]
- INN. Áridos para Morteros y Hormigones—Requisitos. NCh163.2013; Instituto de Normalización Nacional: Santiago, Chile, 2013. [Google Scholar]
- INN. Áridos para Morteros y Hormigones—Determinación de las Densidades real y Neta y de la Absorción de Agua de las Arenas. NCh1239.2009; Instituto de Normalización Nacional: Santiago, Chile, 2009. [Google Scholar]
- INN. Áridos para Morteros y Hormigones—Tamizado y Determinación de la Granulometría. NCh165.2009; Instituto de Normalización Nacional: Santiago, Chile, 2009. [Google Scholar]
- INN. Hormigón y Mortero–Agua de Amasado—Clasificación y Requisitos. NCh1498.2012; Instituto de Normalización Nacional: Santiago, Chile, 2012. [Google Scholar]
- Réunion Internationale des Laboratoires d’Essais et de Recherches Sur Les Matériaux et Les Construction (RILEM). RILEM Technical Recommendations for the Testing and Use of Construction Materials, 1st. ed.; CRC Press: London, UK, 1994. [Google Scholar]
- INN. Morteros—Determinación de la consistencia—Parte 3: Método del Asentamiento del cono. NCh2257/3.1996; Instituto de Normalización Nacional: Santiago, Chile, 1996. [Google Scholar]
- INN. Cementos—Ensayo de Flexión y Compresión de Morteros de Cemento. NCh158.1967; Instituto de Normalización Nacional: Santiago, Chile, 1967. [Google Scholar]
- Zabaleta, H.; Egaña, J. Manual del Mortero; Instituto Chileno del Cemento y del Hormigón: Santiago, Chile, 1989. [Google Scholar]
- Najim, K.B.; Hall, M.R. Crumb rubber aggregate coatings/pre-treatments and their effects on interfacial bonding, air entrapment and fracture toughness in self-compacting rubberised concrete (SCRC). Mater. Struct. 2013, 46, 2029–2043. [Google Scholar] [CrossRef]
- Raffoul, S.; Garcia, R.; Escolano-Margarit, D.; Guadagnini, M.; Hajirasouliha, I.; Pilakoutas, K. Behaviour of unconfined and FRP-confined rubberised concrete in axial compression. Constr. Build. Mater. 2017, 147, 388–397. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Panesar, D.K. Hardened properties of concrete mixtures containing pre-coated crumb rubber and silica fume. J. Clean. Prod. 2014, 82, 125–131. [Google Scholar] [CrossRef]
- Li, J.; Zhou, Y.; Fan, F.; Du, F.; Yu, H. Controlling surface wettability and adhesive properties by laser marking approach. Opt. Laser Technol. 2019, 115, 160–165. [Google Scholar] [CrossRef]
- Youssf, O.; Mills, J.E.; Benn, T.; Zhuge, Y.; Ma, X.; Roychand, R.; Gravina, R. Development of Crumb Rubber Concrete for Practical Application in the Residential Construction Sector–Design and Processing. Constr. Build. Mater. 2020, 260, 119813. [Google Scholar] [CrossRef]
- Farfán, M.; Leonardo, E. Recycled rubber in the compressive strenght and bending of modified concrete with plasticizing admixtrue. Rev. Ing. Constr. 2019, 33, 241–250. [Google Scholar] [CrossRef] [Green Version]
- Meesit, R.; Kaewunruen, S. Vibration characteristics of micro-engineered crumb rubber concrete for railway sleeper applications. J. Adv. Concr. Technol. 2017, 15, 55–66. [Google Scholar] [CrossRef] [Green Version]
- Rashid, K.; Yazdanbakhsh, A.; Rehman, M.U. Sustainable selection of the concrete incorporating recycled tire aggregate to be used as medium to low strength material. J. Clean. Prod. 2019, 224, 396–410. [Google Scholar] [CrossRef]
- Fraile-Garcia, E.; Ferreiro-Cabello, J.; Mendivil-Giro, M.; Vicente-Navarro, A.S. Thermal behaviour of hollow blocks and bricks made of concrete doped with waste tyre rubber. Constr. Build. Mater. 2018, 176, 193–200. [Google Scholar] [CrossRef]
- Medina, N.F.; Garcia, R.; Hajirasouliha, I.; Pilakoutas, K.; Guadagnini, M.; Raffoul, S. Composites with recycled rubber aggregates: Properties and opportunities in construction. Constr. Build. Mater. 2018, 188, 884–897. [Google Scholar] [CrossRef]
Figure 1.
Experimental plan description of stage 1.
Figure 1.
Experimental plan description of stage 1.
Figure 2.
Experimental plan description of stage 2.
Figure 2.
Experimental plan description of stage 2.
Figure 3.
Experimental plan description of stage 3.
Figure 3.
Experimental plan description of stage 3.
Figure 4.
Mortar cone slump with addition of untreated rubber 2.5% and 12.5% replacement: (a) cement C1; (b) cement C2.
Figure 4.
Mortar cone slump with addition of untreated rubber 2.5% and 12.5% replacement: (a) cement C1; (b) cement C2.
Figure 5.
Density of mortar with addition of untreated rubber 2.5% and 12.5% replacement: (a) cement C1; (b) cement C2.
Figure 5.
Density of mortar with addition of untreated rubber 2.5% and 12.5% replacement: (a) cement C1; (b) cement C2.
Figure 6.
Flexural strength of mortar samples with addition of untreated rubber at 2.5% and 12.5% replacement, after 7 and 14 days: (a) cement C1; (b) cement C2.
Figure 6.
Flexural strength of mortar samples with addition of untreated rubber at 2.5% and 12.5% replacement, after 7 and 14 days: (a) cement C1; (b) cement C2.
Figure 7.
Compressive strength of mortar samples with untreated rubber addition at 2.5% and 12.5% replacement, after 7 days and 14 days: (a) cement C1; (b) cement C2.
Figure 7.
Compressive strength of mortar samples with untreated rubber addition at 2.5% and 12.5% replacement, after 7 days and 14 days: (a) cement C1; (b) cement C2.
Figure 8.
Mortar cone slump with addition of untreated rubber, at 5% and 7.5% replacement: (a) cement C1; (b) cement C2.
Figure 8.
Mortar cone slump with addition of untreated rubber, at 5% and 7.5% replacement: (a) cement C1; (b) cement C2.
Figure 9.
Rubber-added mortar cone slump under treatment R1, at 5% and 7.5% replacement: (a) cement C1; (b) cement C2.
Figure 9.
Rubber-added mortar cone slump under treatment R1, at 5% and 7.5% replacement: (a) cement C1; (b) cement C2.
Figure 10.
Density of mortar with addition of untreated rubber at 5% and 7.5% replacement, after 14 days: (a) cement C1; (b) cement C2.
Figure 10.
Density of mortar with addition of untreated rubber at 5% and 7.5% replacement, after 14 days: (a) cement C1; (b) cement C2.
Figure 11.
Density of rubber-added mortar under treatment R1 at 5% and 7.5% replacement, after 14 days: (a) cement C1; (b) cement C2.
Figure 11.
Density of rubber-added mortar under treatment R1 at 5% and 7.5% replacement, after 14 days: (a) cement C1; (b) cement C2.
Figure 12.
Flexural strength of mortar samples with addition of untreated rubber at 5% and 7.5% replacement, after 7, 14, and 28 days: (a) cement C1; (b) cement C2.
Figure 12.
Flexural strength of mortar samples with addition of untreated rubber at 5% and 7.5% replacement, after 7, 14, and 28 days: (a) cement C1; (b) cement C2.
Figure 13.
Flexural strength of rubber-added mortar samples under treatment R1 at 5% and 7.5% replacement, after 7, 14, and 28 days: (a) cement C1; (b) cement C2.
Figure 13.
Flexural strength of rubber-added mortar samples under treatment R1 at 5% and 7.5% replacement, after 7, 14, and 28 days: (a) cement C1; (b) cement C2.
Figure 14.
Compressive strength of rubber-added mortar samples with addition of untreated rubber at 5% and 7.5% replacement, aged 7, 14, and 28 days: (a) cement C1; (b) cement C2.
Figure 14.
Compressive strength of rubber-added mortar samples with addition of untreated rubber at 5% and 7.5% replacement, aged 7, 14, and 28 days: (a) cement C1; (b) cement C2.
Figure 15.
Compressive strength of rubber-added mortar samples under treatment R1 at 5% and 7.5% replacement, after 7, 14, and 28 days: (a) cement C1; (b) cement C2.
Figure 15.
Compressive strength of rubber-added mortar samples under treatment R1 at 5% and 7.5% replacement, after 7, 14, and 28 days: (a) cement C1; (b) cement C2.
Figure 16.
Cone slumps of cement mortars with 5% replacement rubber, grain size T1, using cement C1.
Figure 16.
Cone slumps of cement mortars with 5% replacement rubber, grain size T1, using cement C1.
Figure 17.
Density of mortars with addition of rubber at 5% replacement, grain size T1, using cement C1. ns = non-significant.
Figure 17.
Density of mortars with addition of rubber at 5% replacement, grain size T1, using cement C1. ns = non-significant.
Figure 18.
Flexural strength of mortars with addition of rubber at 5%, grain size T1, using cement C1, after 28 days. * (p < 0.05).
Figure 18.
Flexural strength of mortars with addition of rubber at 5%, grain size T1, using cement C1, after 28 days. * (p < 0.05).
Figure 19.
Compressive strength of mortars with 5% replacement rubber addition, grain size T1, using cement C1, after 28 days. *** (p < 0.001); **** (p < 0.0001).
Figure 19.
Compressive strength of mortars with 5% replacement rubber addition, grain size T1, using cement C1, after 28 days. *** (p < 0.001); **** (p < 0.0001).
Figure 20.
Contact angle: (a) unmodified rubber 161.4°, (b) rubber under treatment R1, 131.3°.
Figure 20.
Contact angle: (a) unmodified rubber 161.4°, (b) rubber under treatment R1, 131.3°.
Figure 21.
Rubber contact angle under the second treatment (R2), 120.3°.
Figure 21.
Rubber contact angle under the second treatment (R2), 120.3°.
Figure 22.
Rubber contact angle under the third treatment (R3), 145.9°.
Figure 22.
Rubber contact angle under the third treatment (R3), 145.9°.
Figure 23.
Rubber surface: (a) unmodified, (b) under treatment R1.
Figure 23.
Rubber surface: (a) unmodified, (b) under treatment R1.
Figure 24.
Rubber surface under treatment R2.
Figure 24.
Rubber surface under treatment R2.
Figure 25.
Rubber surface under treatment R3.
Figure 25.
Rubber surface under treatment R3.
Table 1.
Cement characterization.
Table 1.
Cement characterization.
| Properties | Bío Bío Especial (C1) | Polpaico Especial (C2) | Requirements NCh 148 |
|---|
| Specific gravity (g/cm3) | 2.8 | 2.7–3.2 | - |
| Autoclave expansion (%) | 0.1 | 0.1 | <1.0 |
| Initial setting (h:m) | 2:40 | 1:30 | >01:00 |
| Final setting (h:m) | 3:40 | 5:50 | <12:00 |
| Compressive Strength (kg/cm2) | 7 d | 320 | 187 | >180 |
| 28 d | 410 | 275 | >250 |
Table 2.
Oxide components of cements, in percentage [
31].
Table 2.
Oxide components of cements, in percentage [
31].
| Oxides | Cement C1 | Cement C2 |
|---|
| CaO | 35.0 | 32.7 |
| SiO2 | 24.2 | 19.3 |
| Al2O3 | 12.6 | 9.0 |
| Fe2O3 | 4.3 | 4.8 |
| MgO | 2.5 | 3.0 |
| SO3 | 2.4 | 2.8 |
| K2O | 1.2 | 0.7 |
| Na2O | 1.8 | 2.2 |
| TiO2 | 0.6 | 0.1 |
Table 3.
Sand characterization.
Table 3.
Sand characterization.
| Properties |
|---|
| Relative Density (kg/m3) | 2668.2 |
| Relative Density SSD (kg/m3) | 2728.5 |
| Apparent Relative Density (kg/m3) | 2839.3 |
| Water Absorption (%) | 2.3 |
| Fineness Modulus | 2.7 |
Table 4.
Rubber particle sizes.
Table 4.
Rubber particle sizes.
| Sizes | Range (mm) |
|---|
| T1 | 2.36–4.75 |
| T2 | 1.18–2.36 |
| T3 | 0.3–1.18 |
Table 5.
Rubber properties.
Table 5.
Rubber properties.
| Properties | T1 | T2 | T3 |
|---|
| Relative Density (kg/m3) | 1099.4 | 1020.9 | 1004.1 |
| Relative Density SSD (kg/m3) | 1127.1 | 1047.1 | 1029.9 |
| Apparent Relative Density (kg/m3) | 1130.8 | 1048.4 | 1030.7 |
| Water Absorption (%) | 2.5 | 2.6 | 2.6 |
| Fineness Modulus | 5.0 | 4.0 | 2.8 |
Table 6.
Mix dosage to produce 1 m3 of mortar.
Table 6.
Mix dosage to produce 1 m3 of mortar.
| Material | C1 (kg) | C2 (kg) |
|---|
| Cement | 662.2 | 662.2 |
| Fine aggregate | 1206.5 | 1239.3 |
| Water | 291.3 | 291.3 |
| Total | 2160.0 | 2192.8 |
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).


 ,
, 

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}