
Direct Observation of Induced Graphene and SiC Strengthening in Al–Ni Alloy via the Hot Pressing Technique

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication Procedures
2.3. Characterization
3. Results and Discussion
3.1. Powder Characterization
3.2. XRD
3.3. Microstructure Investigation
3.4. Density Measurement
3.5. Hardness Measurements
3.6. Compressive Strength
3.7. Wear Measurements
3.8. Thermal Expansion Estimation
4. Electrochemical Investigation
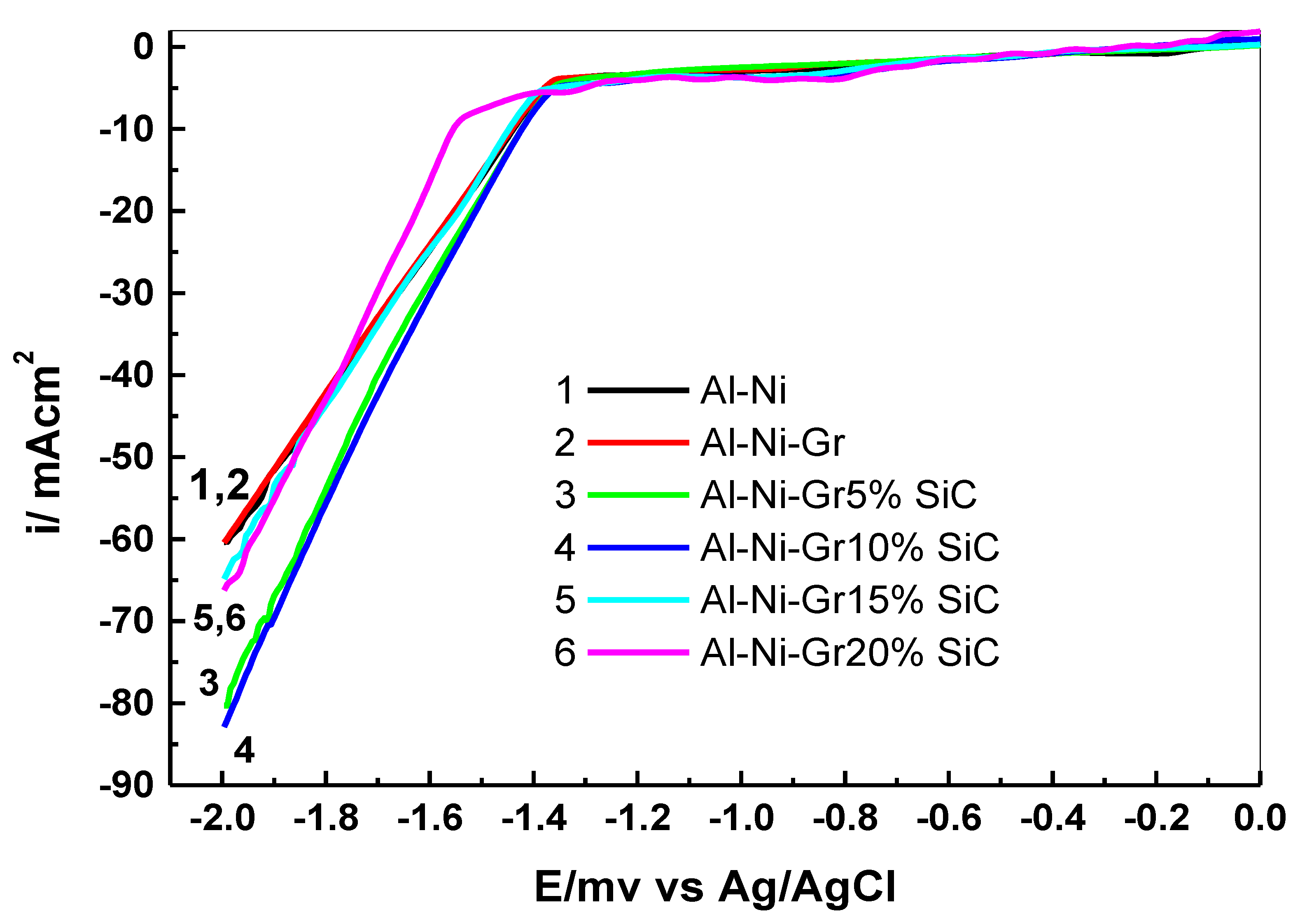
4.1. Linear Sweep Voltammetric Study
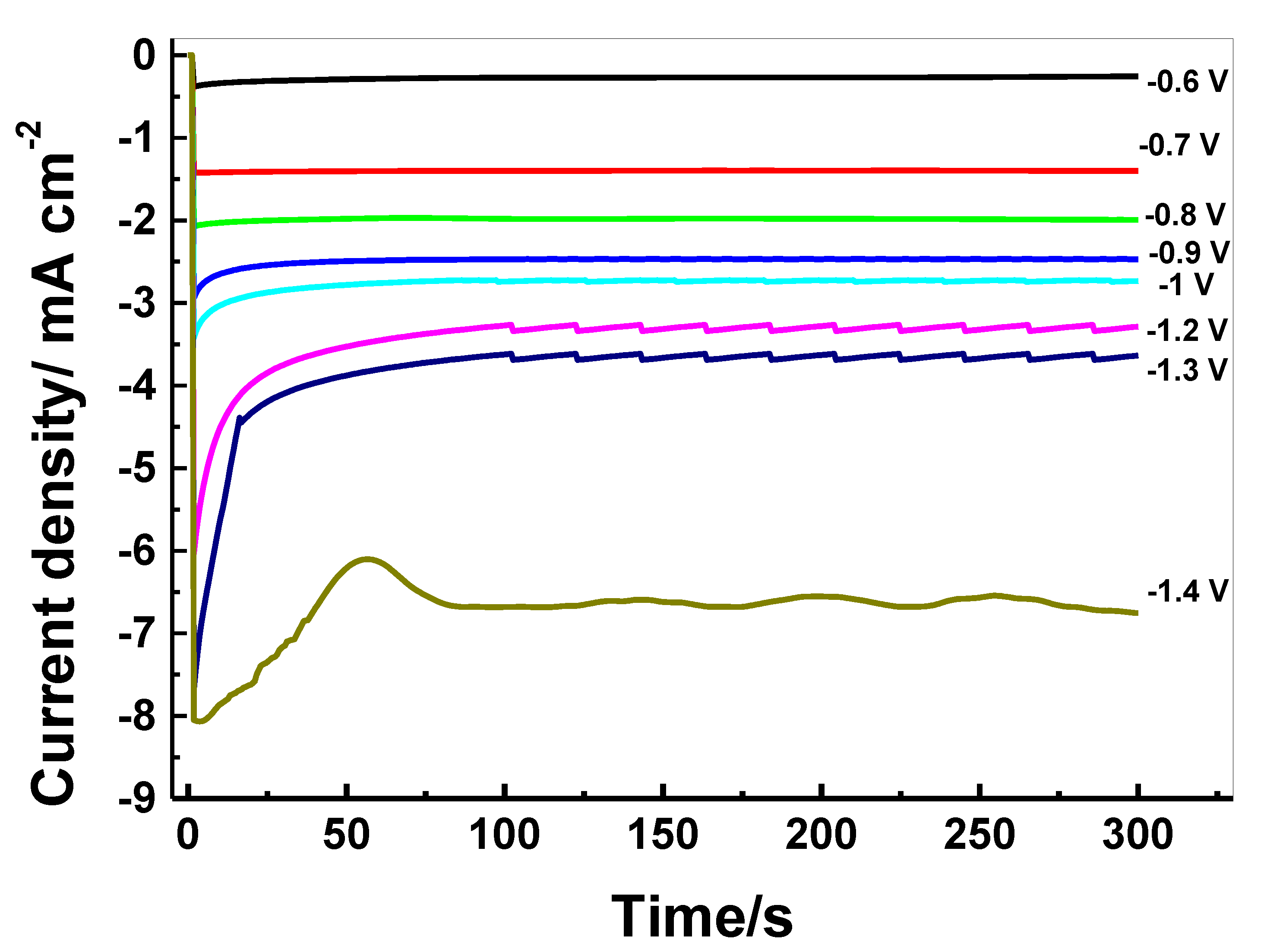
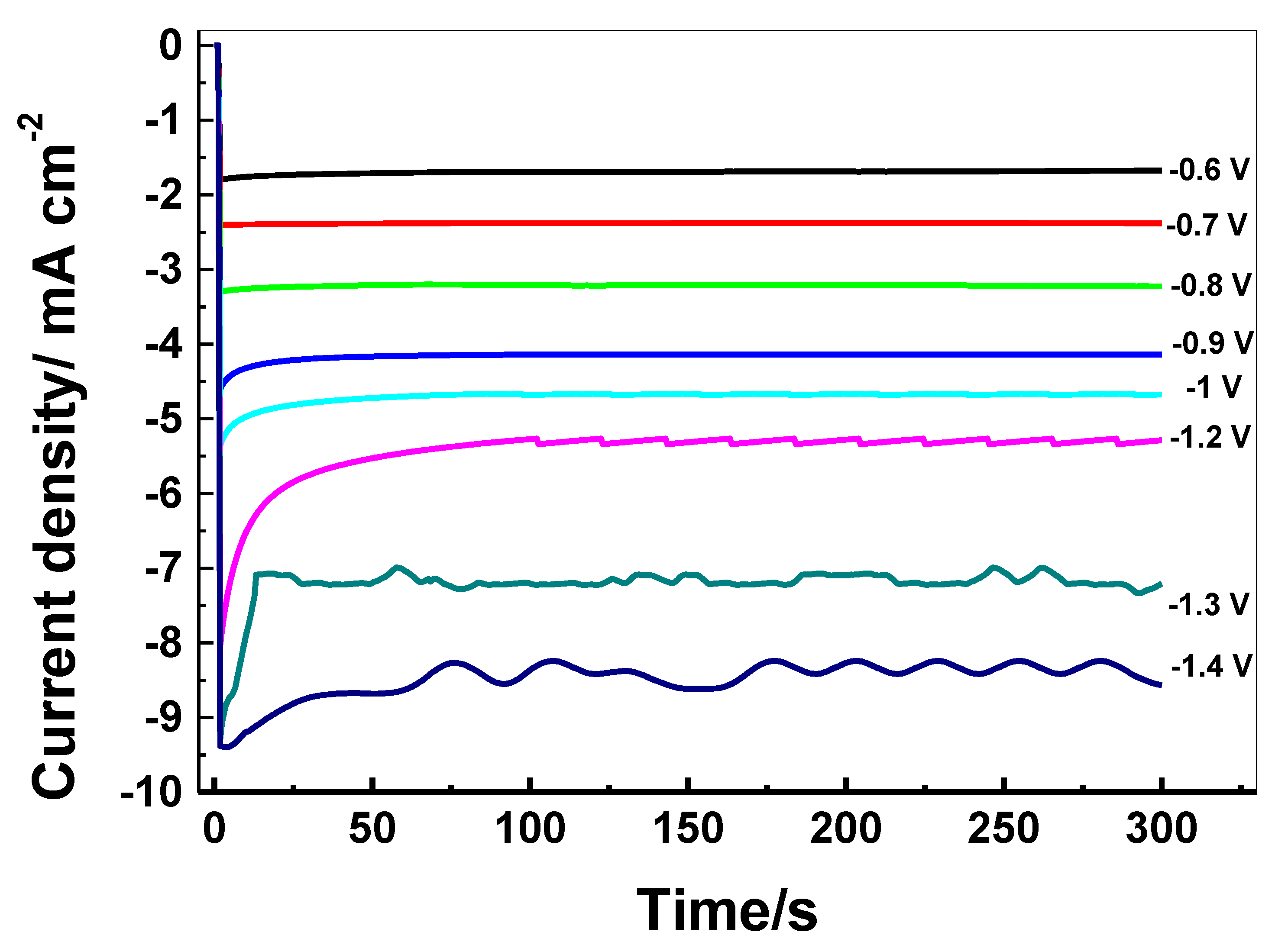
4.2. Potentiostatic Study
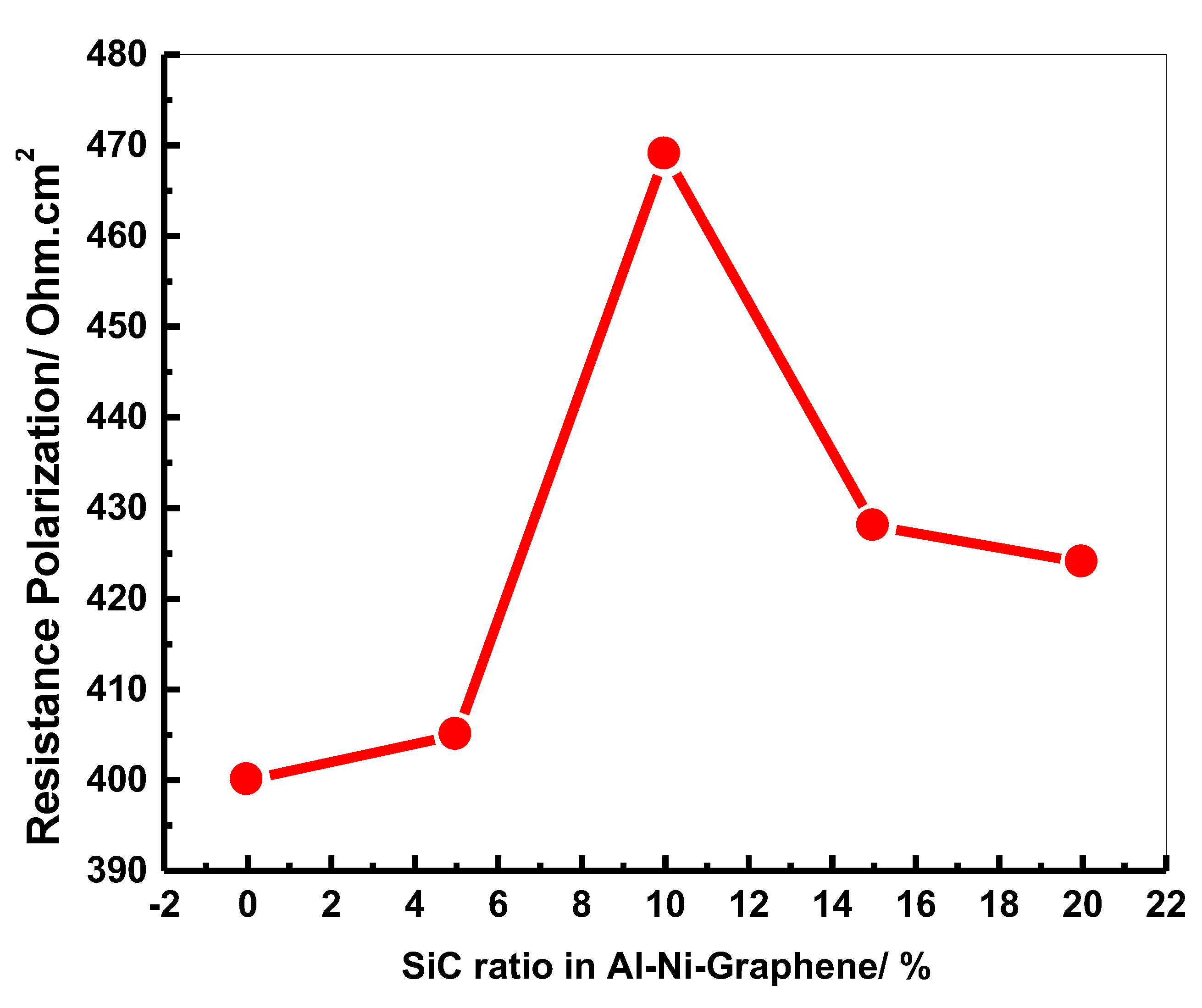
4.3. Ohmic Resistance Polarization Study
5. Conclusions
- Ni was successfully precipitated by the electroless chemical deposition technique on the nano scale;
- All samples were successfully prepared by powder metallurgy–hot pressing at 600 °C for 30 min;
- XRD revealed the formation of Al3Ni and Ni3C intermetallic compounds;
- The density increased upon strengthening the aluminum with Ni, GNs, and up to 15 wt% SiC-Ag;
- The Al-5Ni recorded a hardness of 51.5 HV. The addition of 0.2 wt% GNs increased the hardness value by 47.38%. The addition of SiC-Ag gradually increased the hardness. The 20 wt% SiC sample recorded a hardness of 121.6 HV with a 56.29% increment;
- The results showed that the wear rate decreased upon the addition of 5 wt% Ni, 0.2 wt% GNs, and SiC-Ag content up to 15 wt% and then increased at 20 wt% SiC;
- The high mechanical properties of GNs and SiC, the fair distribution, and the excellent adhesion to Al explained the gradual increases in compressive strength (Cs) with 5 wt% Ni, 0.2 wt% GNs, and up to 15 wt% SiC;
- Due to the excellent adhesion between the Ni, GNs, SiC, and the Al matrix and their low thermal expansion, the CTE of the new nanocomposites decreased;
- The results indicate that the presence of 10 wt% SiC in the Al-Ni-GNs substrate decreased the substrate’s resistance to the electrochemical deposition process and consequently improved the electrodeposition of ZnO film to a greater degree than the 15 and 20 wt% SiC; and
- The results suggest that the Al-Ni-GNs-10% SiC substrate achieved the maximum ohmic resistance polarization value (469 Ohms cm2) compared with the 400 Ohms cm2 of the Al-Ni-GNs-SiC-free sample.
Author Contributions
Funding
Conflicts of Interest
References
- Deaquino-Lara, R.; Gutierrez, E.; Estrada-Guel, I.; Hinojosa-Ruiz, G.; Sanchez, E.G.; Herrera-Ramirez, J.; Perez-Bustamante, R.; Sánchez, R.M. Structural characterization of aluminium alloy 7075–graphite composites fabricated by mechanical alloying and hot extrusion. Mater. Des. 2014, 53, 1104–1111. [Google Scholar] [CrossRef]
- Baradeswaran, A.; Perumal, A.E. Wear and mechanical characteristics of Al 7075/graphite composites. Compos. Part B Eng. 2014, 56, 472–476. [Google Scholar] [CrossRef]
- Ibrahim, I.A.; Mohamed, F.A.; Lavernia, E.J. Particulate reinforced metal matrix composites—A review. J. Mater. Sci. 1991, 26, 1137–1156. [Google Scholar] [CrossRef]
- Barakat, W.S.; Elkady, O.; Abuoqail, A.; Yehya, H.; El-Nikhaily, A. Effect of Al2O3 coated Cu nanoparticles on properties of Al/Al2O3 composites. J. Pet. Min. Eng. 2020, 22, 53–60. [Google Scholar] [CrossRef]
- Mansour, N.S.S.; Yehia, H.M.; Ali, A.I. Graphene reinforced copper matrix nano-composite for resistance seam welding electrode. Bull. Tabbin Inst. Metall. Stud. (TIMS) 2021, 109, 25–34. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, J.; Tang, C.; He, Y.; Wang, Y.; Chen, J.; Mao, J.; Zhou, Q.; Wang, B.; Wei, F.; et al. Highly Exfoliated Reduced Graphite Oxide Powders as Efficient Lubricant Oil Additives. Adv. Mater. Interfaces 2016, 3, 1–8. [Google Scholar] [CrossRef]
- Zidan, H.M.; Hegazy, M.; Abd-Elwahed, A.; Yehia, H.M.; El Kady, O.A. Investigation of the Effectuation of Graphene Nanosheets (GNS) Addition on the Mechanical Properties and Microstructure of S390 HSS Using Powder Metallurgy Method. Int. J. Mater. Technol. Innov. 2021, 1, 52–57. [Google Scholar] [CrossRef]
- Worsley, M.; Olson, T.Y.; Lee, J.; Willey, T.; Nielsen, M.H.; Roberts, S.K.; Pauzauskie, P.J.; Biener, J.; Satcher, J.H.; Baumann, T.F. High Surface Area, sp2-Cross-Linked Three-Dimensional Graphene Monoliths. J. Phys. Chem. Lett. 2011, 2, 921–925. [Google Scholar] [CrossRef] [PubMed]
- Kausar, A.; Rafique, I.; Anwar, Z.; Muhammad, B. Perspectives of Epoxy/Graphene Oxide Composite: Significant Features and Technical Applications. Polym. Technol. Eng. 2015, 55, 704–722. [Google Scholar] [CrossRef]
- Kumar, S.J.N.; Keshavamurthy, R.; Haseebuddin, M.R.; Koppad, P. Mechanical Properties of Aluminium-Graphene Composite Synthesized by Powder Metallurgy and Hot Extrusion. Trans. Indian Inst. Met. 2017, 70, 605–613. [Google Scholar] [CrossRef]
- Geim, A.K. Graphene: Status and Prospects. Science 2009, 324, 1530–1534. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, X.; Zhu, Y.; Cai, W.; Borysiak, M.; Han, B.; Chen, D.; Piner, R.D.; Colombo, L.; Ruoff, R.S. Transfer of Large-Area Graphene Films for High-Performance Transparent Conductive Electrodes. Nano Lett. 2009, 9, 4359–4363. [Google Scholar] [CrossRef] [PubMed]
- Tang, C.; Wang, H.-F.; Huang, J.-Q.; Qian, W.; Wei, F.; Qiao, S.-Z.; Zhang, Q. 3D Hierarchical Porous Graphene-Based Energy Materials: Synthesis, Functionalization, and Application in Energy Storage and Conversion. Electrochem. Energy Rev. 2019, 2, 332–371. [Google Scholar] [CrossRef]
- Jeon, C.-H.; Jeong, Y.-H.; Seo, J.-J.; Tien, H.N.; Hong, S.-T.; Yum, Y.-J.; Hur, S.-H.; Lee, K.-J. Material properties of graphene/aluminum metal matrix composites fabricated by friction stir processing. Int. J. Precis. Eng. Manuf. 2014, 15, 1235–1239. [Google Scholar] [CrossRef]
- Stankovich, S.; Dikin, D.A.; Dommett, G.H.B.; Kohlhaas, K.M.; Zimney, E.J.; Stach, E.A.; Piner, R.D.; Nguyen, S.; Ruoff, R.S. Graphene-based composite materials. Nature 2006, 442, 282–286. [Google Scholar] [CrossRef]
- Bastwros, M.; Kim, G.-Y.; Zhu, C.; Zhang, K.; Wang, S.; Tang, X.; Wang, X. Effect of ball milling on graphene reinforced Al6061 composite fabricated by semi-solid sintering. Compos. Part B Eng. 2014, 60, 111–118. [Google Scholar] [CrossRef]
- Lei, Y.; Jiang, J.; Bi, T.; Du, J.; Pang, X. Tribological behavior of in situ fabricated graphene–nickel matrix composites. RSC Adv. 2018, 8, 22113–22121. [Google Scholar] [CrossRef] [Green Version]
- Hossam, M.Y.; Mohamed, M.; Allam, S.; Saleh, K. Fabrication of Aluminum Matrix Nanocomposites by Hot Compaction. J. Pet. Min. Eng. 2020, 22, 16–20. [Google Scholar] [CrossRef]
- Wang, J.; Li, Z.; Fan, G.; Pan, H.; Chen, Z.; Zhang, D. Reinforcement with graphene nanosheets in aluminum matrix composites. Scr. Mater. 2012, 66, 594–597. [Google Scholar] [CrossRef] [Green Version]
- Hu, Z.; Tong, G.; Lin, D.; Chen, C.; Guo, H.; Xu, J.; Zhou, L. Graphene-reinforced metal matrix nanocomposites—A review. Mater. Sci. Technol. 2016, 32, 930–953. [Google Scholar] [CrossRef]
- Haghighi, M.; Shaeri, M.H.; Sedghi, A.; Djavanroodi, F. Effect of Graphene Nanosheets Content on Microstructure and Mechanical Properties of Titanium Matrix Composite Produced by Cold Pressing and Sintering. Nanomaterials 2018, 8, 1024. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Z.; Fan, G.; Tan, Z.; Guo, Q.; Xiong, D.; Su, Y. Uniform dispersion of graphene oxide in aluminum powder by direct electrostatic adsorption for fabrication of graphene/aluminum composites. Nanotechnology 2014, 25, 325601. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, Z.; Zhao, J.; Jiang, Z.; Zhao, C.J.; Jiang, Z. Microstructure and mechanical properties of aluminium-graphene composite powders produced by mechanical milling. Mech. Adv. Mater. Mod. Process. 2018, 4, 4. [Google Scholar] [CrossRef]
- Tabandeh-Khorshid, M.; Omrani, E.; Menezes, P.L.; Rohatgi, P.K. Tribological performance of self-lubricating aluminum matrix nanocomposites: Role of graphene nanoplatelets. Eng. Sci. Technol. Int. J. 2016, 19, 463–469. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.L.; Gu, M.Y.; Wang, D.Z.; Yao, Z.K. Rolling and annealing textures of a SiCw/Al composite. Mater. Lett. 2004, 58, 3414–3418. [Google Scholar] [CrossRef]
- Rashad, M.; Pan, F.; Tang, A.; Asif, M.; She, J.; Gou, J.; Mao, J.; Hu, H. Development of magnesium-graphene nanoplatelets composite. J. Compos. Mater. 2014, 49, 285–293. [Google Scholar] [CrossRef]
- Peter, N.; Omayma, E.; Hossam, M.Y.; Atef, S.H.; Mohsen, A.H. Effect of Bimodal-Sized Hybrid TiC-CNT Reinforcement on the Mechanical Properties and Coefficient of Thermal Expansion of Aluminium Matrix Composites. Met. Mater. Int. 2021, 27, 753–766. [Google Scholar]
- Nyanor, P.; El-Kady, O.; Yehia, H.M.; Hamada, A.S.; Nakamura, K.; Hassan, M.A. Effect of Carbon Nanotube (CNT) Content on the Hardness, Wear Resistance and Thermal Expansion of In-Situ Reduced Graphene Oxide (rGO)-Reinforced Aluminum Matrix Composites. Met. Mater. Int. 2019, 27, 1315–1326. [Google Scholar] [CrossRef]
- Elasser, A.; Chow, T. Silicon carbide benefits and advantages for power electronics circuits and systems. Proc. IEEE 2002, 90, 969–986. [Google Scholar] [CrossRef]
- Matsunami, H. Technological Breakthroughs in Growth Control of Silicon Carbide for High Power Electronic Devices. Jpn. J. Appl. Phys. 2004, 43, 6835–6847. [Google Scholar] [CrossRef]
- Kretz, F.; Gácsi, Z.; Kovács, J.; Pieczonka, T. The electroless deposition of nickel on SiC particles for aluminum matrix composites. Surf. Coatings Technol. 2004, 181, 575–579. [Google Scholar] [CrossRef]
- Fathy, A.; Sadoun, A.; Abdelhameed, M. Effect of matrix/reinforcement particle size ratio (PSR) on the mechanical properties of extruded Al-SiC composites. Int. J. Adv. Manuf. Technol. 2014, 73, 1049–1056. [Google Scholar] [CrossRef]
- Zhang, S.; Han, K.; Cheng, L. The effect of SiC particles added in electroless Ni–P plating solution on the properties of composite coatings. Surf. Coat. Technol. 2008, 202, 2807–2812. [Google Scholar] [CrossRef]
- Zhang, L.; He, X.; Qu, X.; Duan, B.; Lu, X.; Qin, M. Dry sliding wear properties of high volume fraction SiCp/Cu composites produced by pressureless infiltration. Wear 2008, 265, 1848–1856. [Google Scholar] [CrossRef]
- Abolkassem, S.A.; Elkady, O.A.; Elsayed, A.H.; Hussein, W.A.; Yehya, H.M. Effect of consolidation techniques on the properties of Al matrix composite reinforced with nano Ni-coated SiC. Results Phys. 2018, 9, 1102–1111. [Google Scholar] [CrossRef]
- Sikka, V.K.; Mavity, J.T.; Anderson, K. Processing of nickel aluminides and their industrial applications. In Proceedings of the Second International ASM Conference on High Temperature Aluminides and Intermetallics, San Diego, CA, USA, 16–19 September 1991; pp. 712–721. [Google Scholar]
- Koch, C. Intermetallic matrix composites prepared by mechanical alloying—A review. Mater. Sci. Eng. A 1998, 244, 39–48. [Google Scholar] [CrossRef]
- Carlson, T. Emerging applications of intermetallics N.S. Trans. Am. Math. Soc. 2016, 369, 2897–2916. [Google Scholar] [CrossRef] [Green Version]
- Hodge, A.; Dunand, D. Synthesis of nickel–aluminide foams by pack-aluminization of nickel foams. Intermetallics 2001, 9, 581–589. [Google Scholar] [CrossRef]
- Daoush, W.; Lim, B.K.; Mo, C.B.; Nam, D.H.; Hong, S.H. Electrical and mechanical properties of carbon nanotube reinforced copper nanocomposites fabricated by electroless deposition process. Mater. Sci. Eng. A 2009, 513, 247–253. [Google Scholar] [CrossRef]
- Yehia, H.M.; Elkady, O.A.; Reda, Y.; Ashraf, K.E. Electrochemical Surface Modification of Aluminum Sheets Prepared by Powder Metallurgy and Casting Techniques for Printed Circuit Applications. Trans. Indian Inst. Met. 2018, 72, 85–92. [Google Scholar] [CrossRef]
- Canakci, A.; Ozsahin, S.; Varol, T. Modeling the influence of a process control agent on the properties of metal matrix composite powders using artificial neural networks. Powder Technol. 2012, 228, 26–35. [Google Scholar] [CrossRef]
- Yehia, H.M.; El-Tantawy, A.; Ghayad, I.; Eldesoky, A.S.; El-Kady, O. Effect of zirconia content and sintering temperature on the density, microstructure, corrosion, and biocompatibility of the Ti–12Mo matrix for dental applications. J. Mater. Res. Technol. 2020, 9, 8820–8833. [Google Scholar] [CrossRef]
- Canakci, A.; Varol, T.; Erdemir, F. The Effect of Flake Powder Metallurgy on the Microstructure and Densification Behavior of B4C Nanoparticle-Reinforced Al–Cu–Mg Alloy Matrix Nanocomposites. Arab. J. Sci. Eng. 2015, 41, 1781–1796. [Google Scholar] [CrossRef]
- Hassan, M.; Yehia, H.; Mohamed, A.; El-Nikhaily, A.; Elkady, O. Effect of Copper Addition on the AlCoCrFeNi High Entropy Alloys Properties via the Electroless Plating and Powder Metallurgy Technique. Crystals 2021, 11, 540. [Google Scholar] [CrossRef]
- El-Tantawy, A.; El Kady, O.A.; Yehia, H.M.; Ghayad, I.M. Effect of Nano ZrO2 Additions on the Mechanical Properties of Ti12Mo Composite by Powder Metallurgy Route. Key Eng. Mater. 2020, 835, 367–373. [Google Scholar] [CrossRef]
- Yehia, H.M.; Allam, S. Hot Pressing of Al-10 wt% Cu-10 wt% Ni/x (Al2O3–Ag) Nanocomposites at Different Heating Temperatures. Met. Mater. Int. 2020, 27, 500–513. [Google Scholar] [CrossRef]
- Yehia, H.M.; Daoush, W.; Mouez, F.A.; El-Sayed, M.H.; El-Nikhaily, A.E. Microstructure, Hardness, Wear, and Magnetic Properties of (Tantalum, Niobium) Carbide-Nickel–Sintered Composites Fabricated from Blended and Coated Particles. Mater. Perform. Charact. 2020, 9, 543–555. [Google Scholar] [CrossRef]
- Yehia, H.M. Microstructure, physical and mechanical properties of the Cu/(WC-TiC-Co) nano-composites by the electro-less coating and powder metallurgy technique. J. Compos. Mater. 2019, 53, 1963–1971. [Google Scholar] [CrossRef]
- El-Kady, O.; Yehia, H.M.; Nouh, F. Preparation and characterization of Cu/(WC-TiC-Co)/graphene nano-composites as a suitable material for heat sink by powder metallurgy method. Int. J. Refract. Met. Hard Mater. 2019, 79, 108–114. [Google Scholar] [CrossRef]
- Yehia, H.M.; Abu-Oqail, A.; Elmaghraby, M.A.; Elkady, O.A. Microstructure, hardness, and tribology properties of the (Cu/MoS2)/graphene nanocomposite via the electroless deposition and powder metallurgy technique. J. Compos. Mater. 2020, 54, 3435–3446. [Google Scholar] [CrossRef]
- Yehia, H.M.; Nouh, F.; El-Kady, O. Effect of graphene nano-sheets content and sintering time on the microstructure, coefficient of thermal expansion, and mechanical properties of (Cu/WC-TiC-Co) nano-composites. J. Alloys Compd. 2018, 764, 36–43. [Google Scholar] [CrossRef]
- Yehia, H.M.; Daoush, W.M.; El-Nikhaily, A.E.; Yehia, H.M.; Daoush, W.M. Microstructure and physical properties of blended and coated (Ta, Nb) C/Ni cermets. Powder Metall. Prog. 2015, 15, 2. [Google Scholar]
- Mordechay, S.; Milan, P. Electroless Deposition of Nickel. Modern Electroplating, 5th ed.; Wiley: Hoboken, NJ, USA, 2010; pp. 447–485. [Google Scholar]
- Yehia, H.; El-Kady, O.; Abuoqail, A. Effect of diamond additions on the microstructure, physical and mechanical properties of WC-TiC-Co/Ni Nano-composite. Int. J. Refract. Met. Hard Mater. Elsevier 2018, 71, 198–205. [Google Scholar] [CrossRef]
- Kim, D.W.; Kim, K.T.; Kwon, G.H.; Song, K.; Son, I. Self-propagating heat synthetic reactivity of fine aluminum particles via spontaneously coated nickel layer. Sci. Rep. 2019, 9, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Biswas, A.; Roy, S. Comparison between the microstructural evolutions of two modes of SHS of NiAl: Key to a common reaction mechanism. Acta Mater. 2003, 52, 257–270. [Google Scholar] [CrossRef]
- Dyer, T.S.; Munir, Z.A. The synthesis of nickel aluminides by multilayer self-propagating combustion. Met. Mater. Trans. A 1995, 26, 603–610. [Google Scholar] [CrossRef]
- Plazanet, L.; Nardou, F. Reaction process during relative sintering of NiAl. J. Mater. Sci. 1998, 33, 2129–2136. [Google Scholar] [CrossRef]
- Sina, H.; Surreddi, K.B.; Iyengar, S. Phase evolution during the reactive sintering of ternary Al-Ni-Ti powder compacts. J. Alloys Compd. 2016, 661, 294–305. [Google Scholar] [CrossRef]
- Zhang, Y.; Heim, F.M.; Bartlett, J.L.; Song, N.; Isheim, D.; Li, X. Bioinspired, graphene-enabled Ni composites with high strength and toughness. Sci. Adv. 2019, 5, eaav5577. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hernández-Méndez, F.; Altamirano-Torres, A.; Miranda-Hernández, J.G.; Térres-Rojas, E.; Rocha-Rangel, E. Effect of Nickel Addition on Microstructure and Mechanical Properties of Aluminum-Based Alloys. Mater. Sci. Forum 2011, 691, 10–14. [Google Scholar] [CrossRef]
- Elsayed, E.; Harraz, F.A.; Saba, A. Nanocrystalline zinc oxide thin films prepared by electrochemical technique for advanced applications. Int. J. Nanoparticles 2012, 5, 136. [Google Scholar] [CrossRef]
- Pauporté, T.; Lincot, D. Electrodeposition of semiconductors for optoelectronic devices: Results on zinc oxide. Electrochim. Acta 2000, 45, 3345–3353. [Google Scholar] [CrossRef]
- Moharam, M.; Elsayed, E.; Nino, J.; Abou-Shahba, R.; Rashad, M. Potentiostatic deposition of Cu2O films as p-type transparent conductors at room temperature. Thin Solid Film. 2016, 616, 760–766. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Concentration |
|---|---|
| NiCl2.6H2O | 100 g/L |
| NH4Cl | 50 g/L |
| Potassium sodium tartrate | 80 g/L |
| pH | ~11 |
| Temperature | ~94 |
| Sodium hypophosphite | 90 g/L |
| Sample No. | Composition |
|---|---|
| S1 | 95 wt.% Al + 5 wt.% Ni |
| S2 | 99.8 wt.% (95%Al + 5% Ni) + 0.2% GNPs Base sample |
| S3 | 95 wt.% Base sample/5% SiC |
| S4 | 90 wt.% Base sample/10% SiC |
| S5 | 85 wt.% Base sample/15% SiC |
| S6 | 80% Base sample/20% SiC |
| Sample No. | Comp. Strength MPa | Strain |
|---|---|---|
| Al-5 wt% Ni | 311.82 | 48.86 |
| Al-5 wt% Ni-0.2 wt% GNs | 405.281 | 69.47 |
| Matrix/5 wt% SiC | 572.277 | 70.89 |
| Matrix/10 wt% SiC | 702.969 | 73.88 |
| Matrix/15 wt% SiC | 868.352 | 78.266 |
| Matrix/20 wt% SiC | 288.158 | 35.83 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elkady, O.A.; Yehia, H.M.; Ibrahim, A.A.; Elhabak, A.M.; Elsayed, E.M.; Mahdy, A.A. Direct Observation of Induced Graphene and SiC Strengthening in Al–Ni Alloy via the Hot Pressing Technique. Crystals 2021, 11, 1142. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11091142
Elkady OA, Yehia HM, Ibrahim AA, Elhabak AM, Elsayed EM, Mahdy AA. Direct Observation of Induced Graphene and SiC Strengthening in Al–Ni Alloy via the Hot Pressing Technique. Crystals. 2021; 11(9):1142. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11091142
Chicago/Turabian StyleElkady, Omayma A., Hossam M. Yehia, Aya A. Ibrahim, Abdelhalim M. Elhabak, Elsayed. M. Elsayed, and Amir A. Mahdy. 2021. "Direct Observation of Induced Graphene and SiC Strengthening in Al–Ni Alloy via the Hot Pressing Technique" Crystals 11, no. 9: 1142. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11091142