
Material Properties and Environmental Benefits of Hot-Mix Asphalt Mixes Including Local Crumb Rubber Obtained from Scrap Tires

Abstract
:1. Introduction
2. Research Significance
3. Background
3.1. Hot-Mix Asphalt (HMA) Mixes
3.2. Scrap Tires and Their Adverse Effects on the Environment
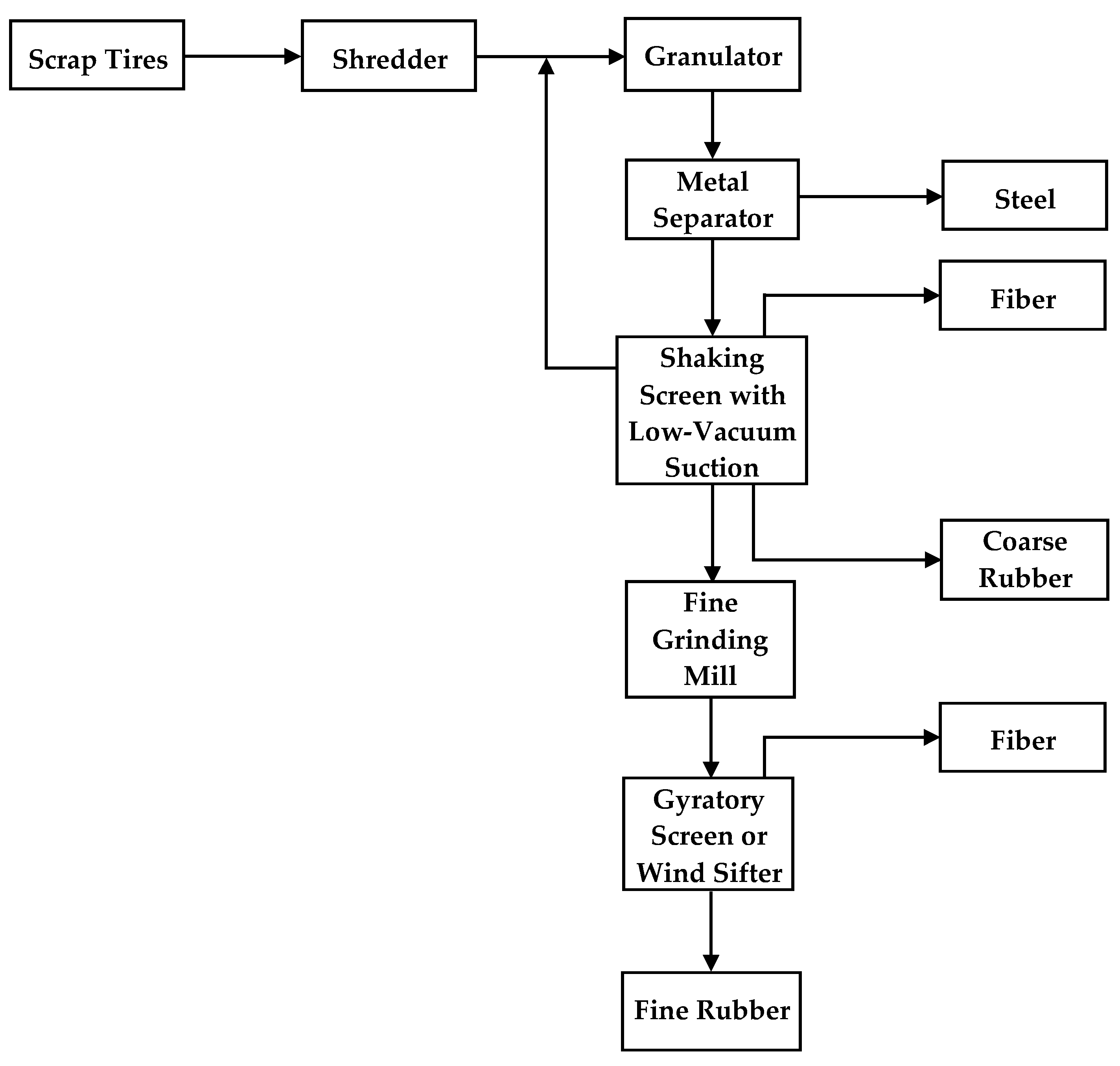
3.3. Extraction of Crumb Rubber from Scrap Tires
3.4. Classification of Crumb Rubber
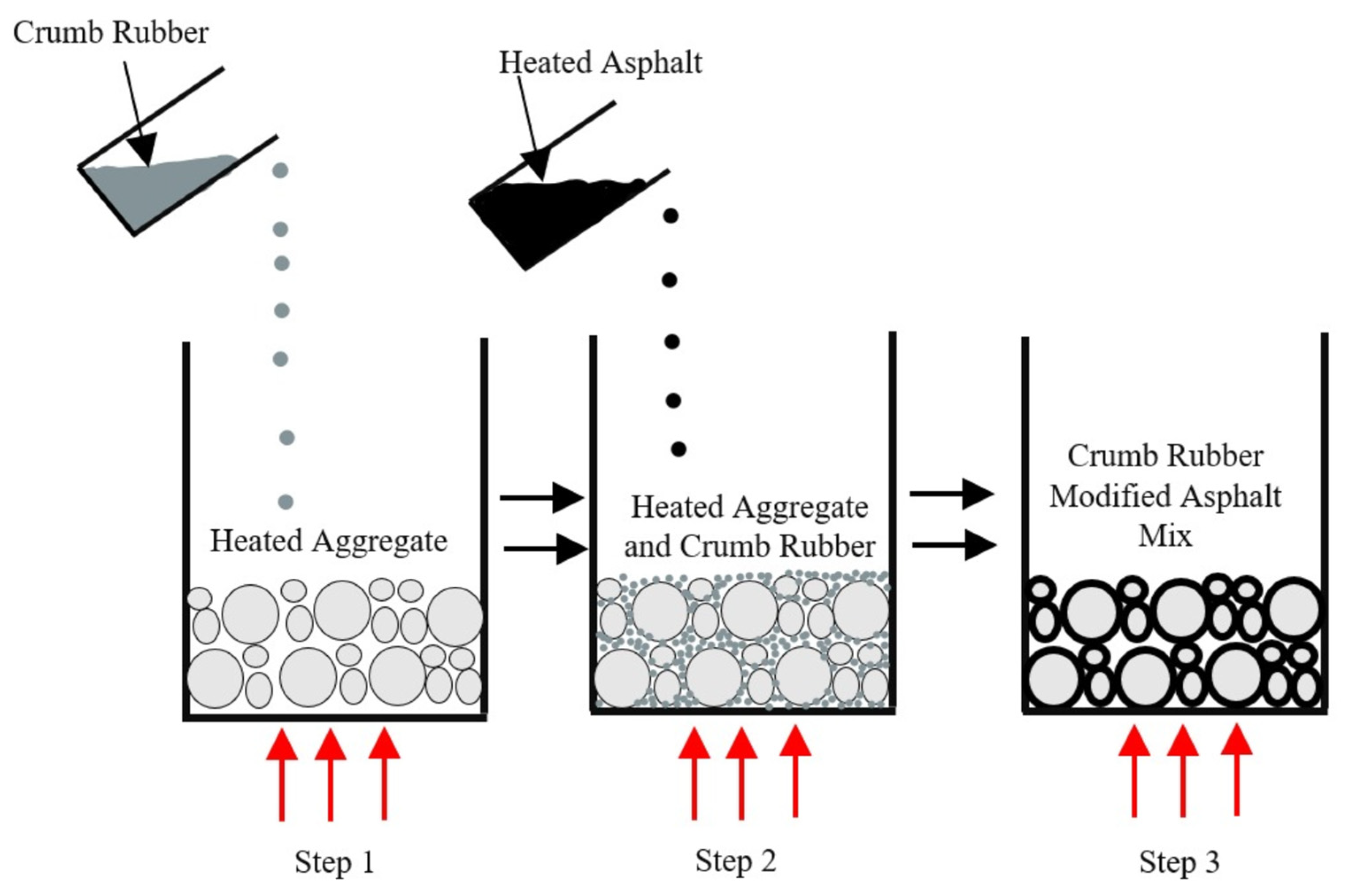
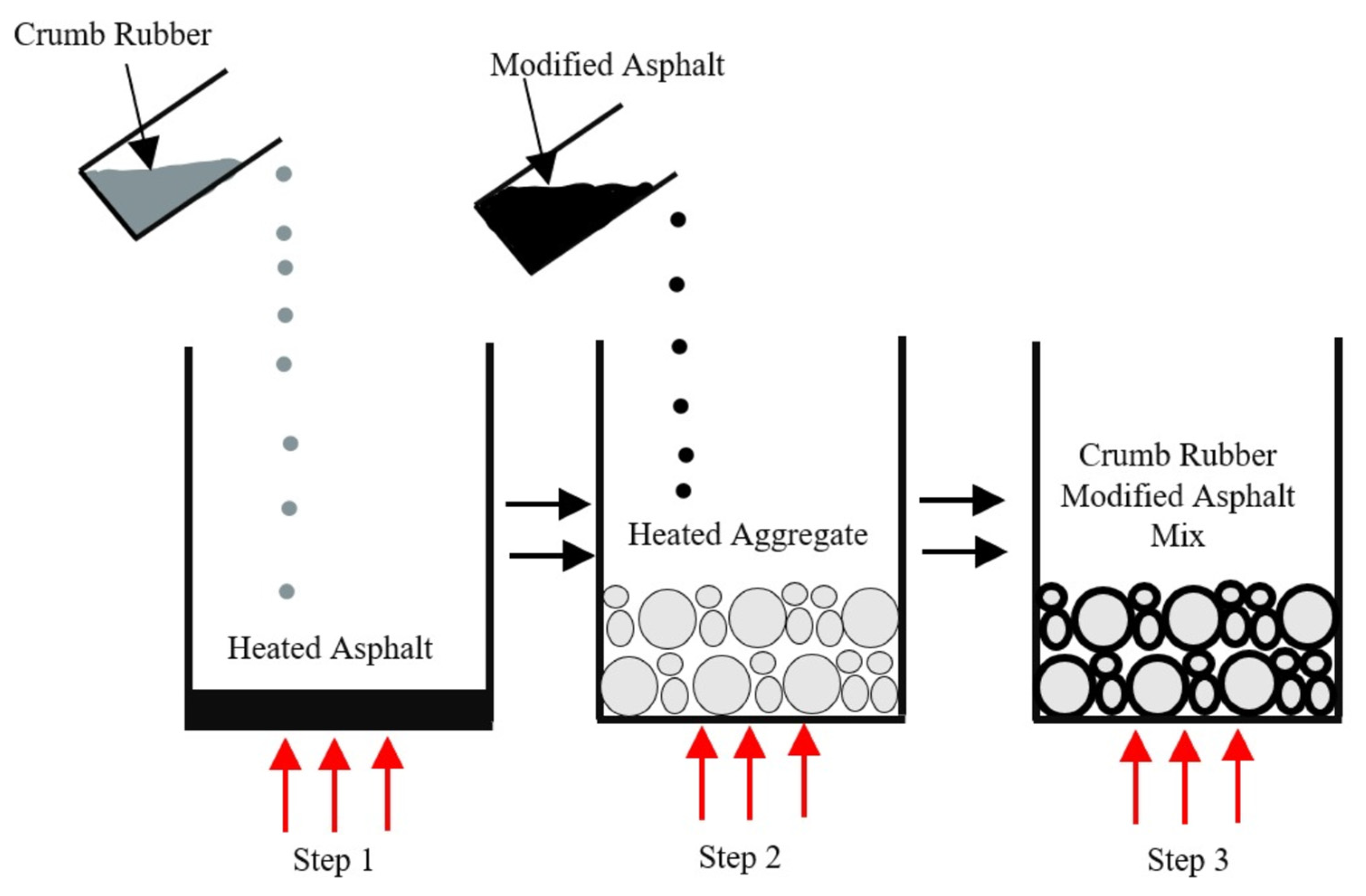
3.5. Mixing of Crumb Rubber
3.6. Factors Affecting the Properties of Crumb Rubber Modified Asphalt Binder
3.7. Use of Crumb Rubber in HMA Mixes
4. Materials and Methods
4.1. Constituent Materials of HMA Mixes
4.2. Preparation of Modified and Unmodified Asphalt Binders
4.3. Penetration Test
4.4. Softening Point Test
4.5. Preparation of HMA Mixes
4.6. Stability and Flow Tests
5. Test Results and Discussion
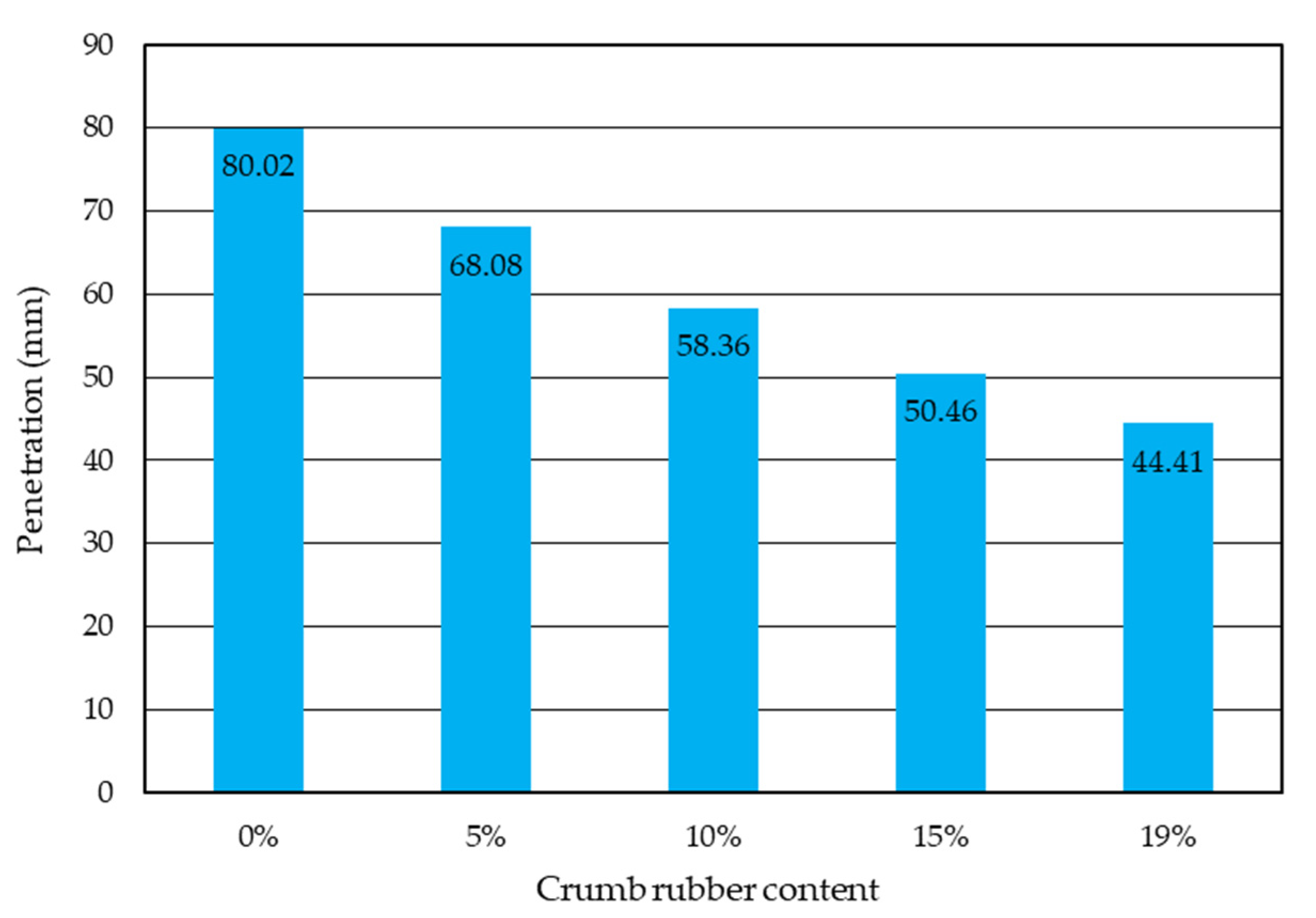
5.1. Penetration
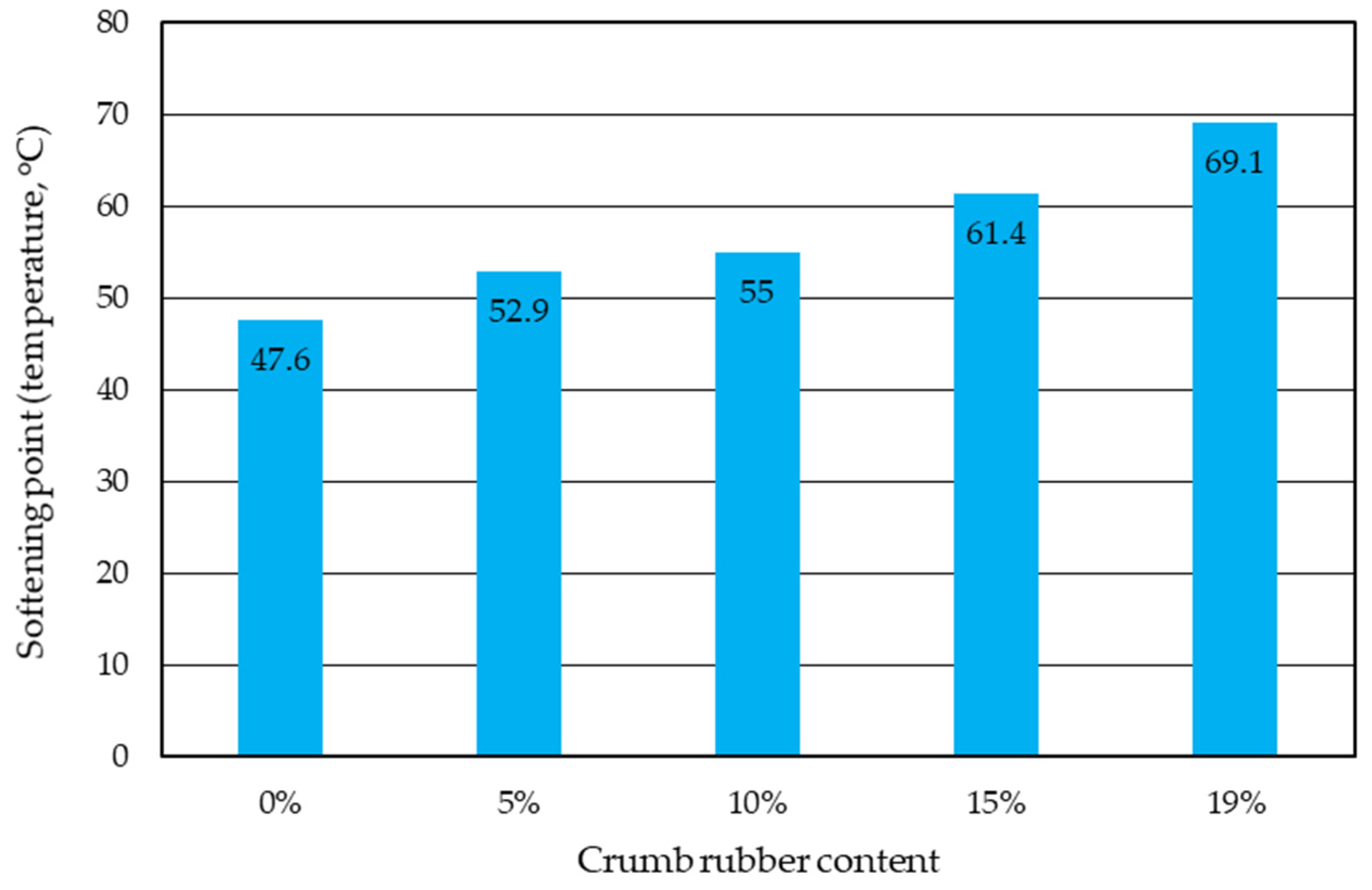
5.2. Softening Point
5.3. Volumetric Properties
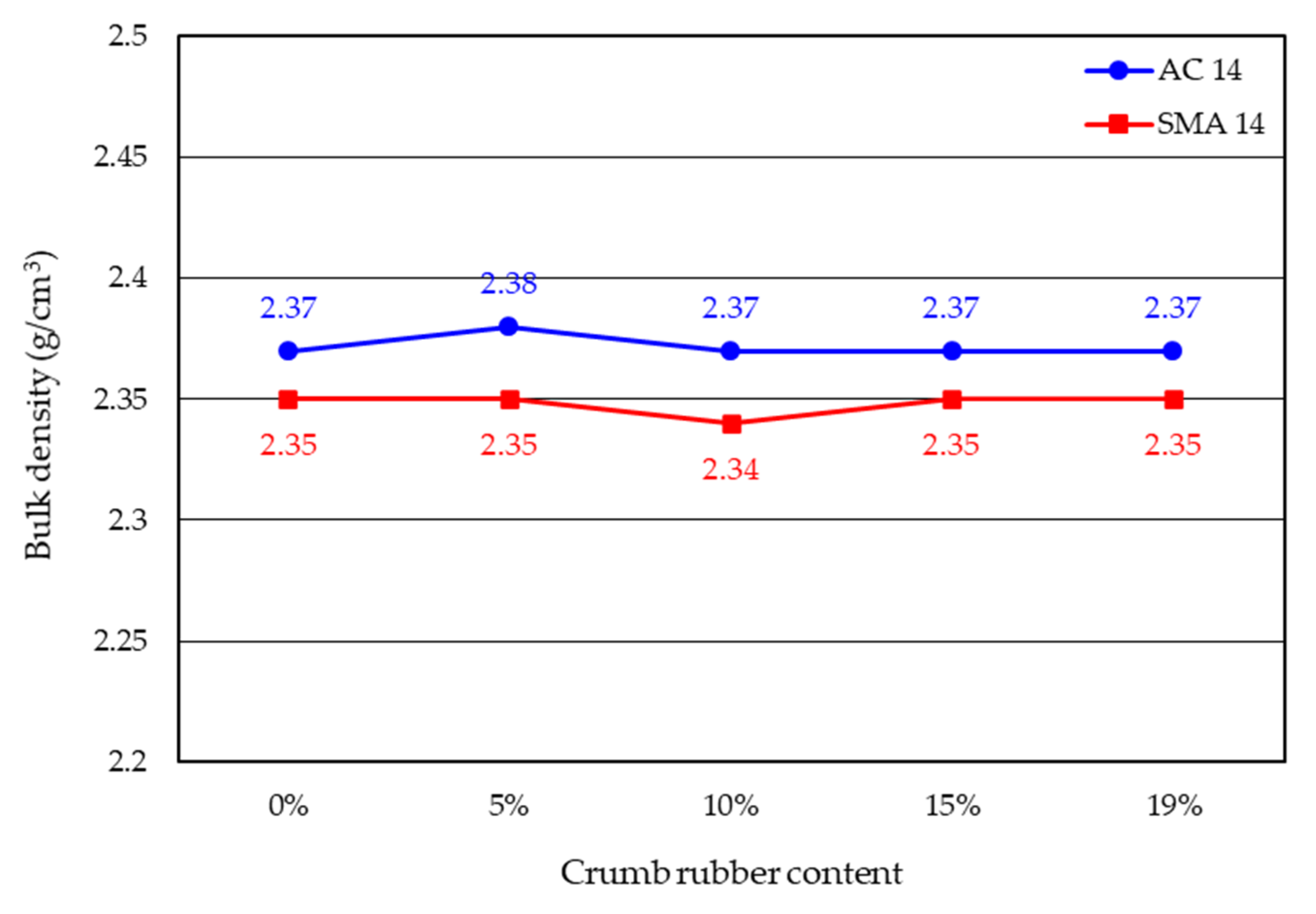
5.3.1. Bulk Density
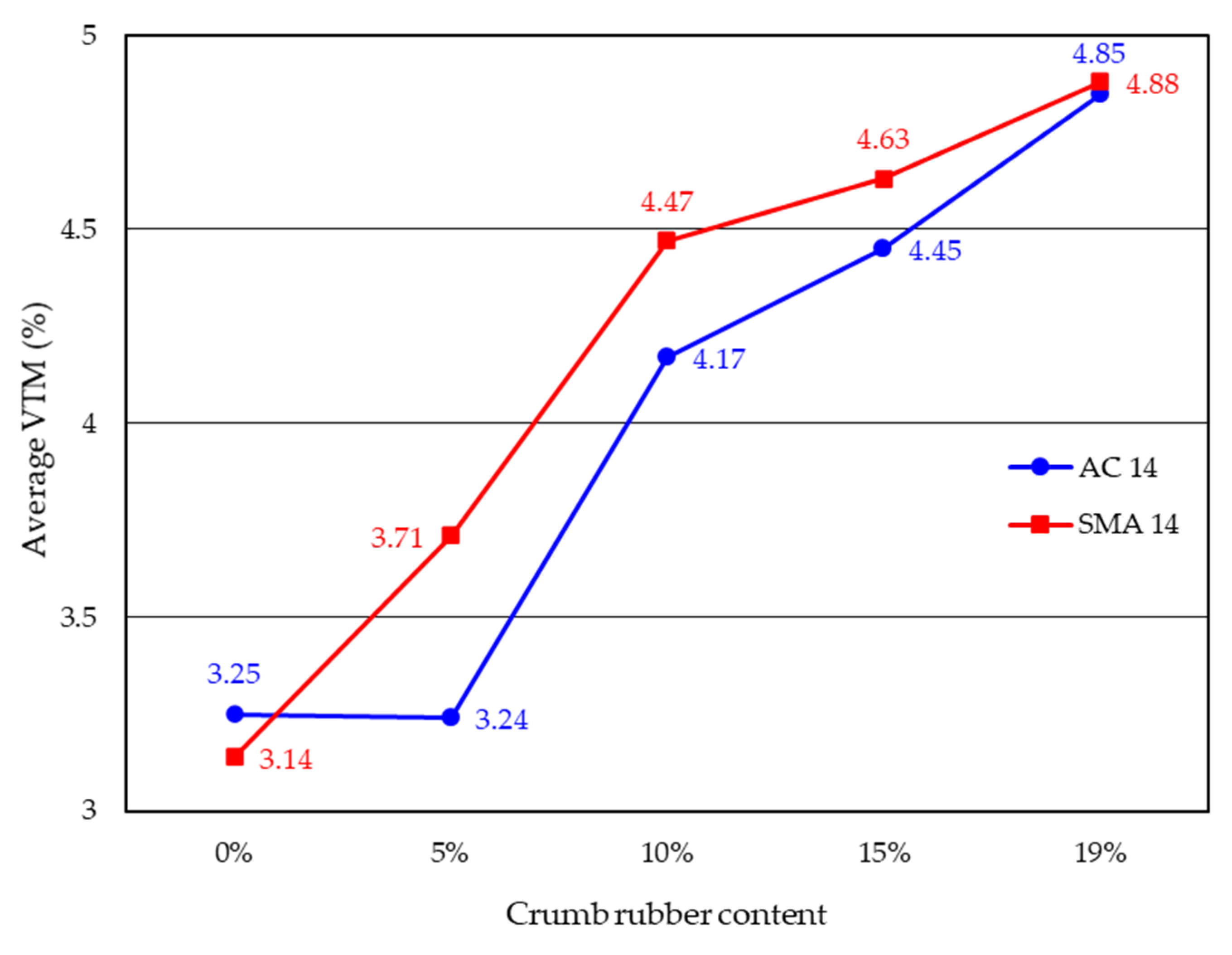
5.3.2. Voids in Total Mix (VTM)
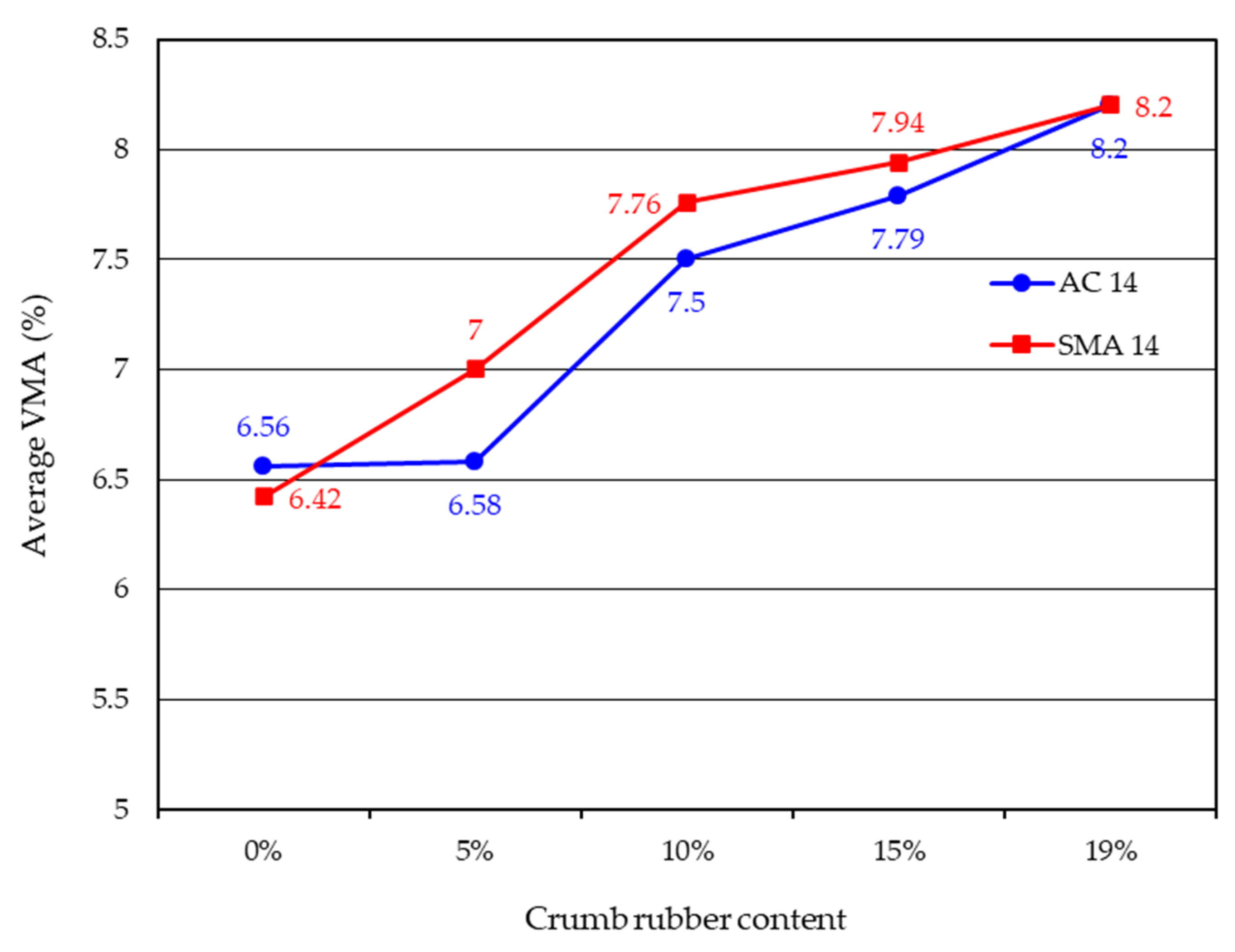
5.3.3. Voids in Mineral Aggregate (VMA)
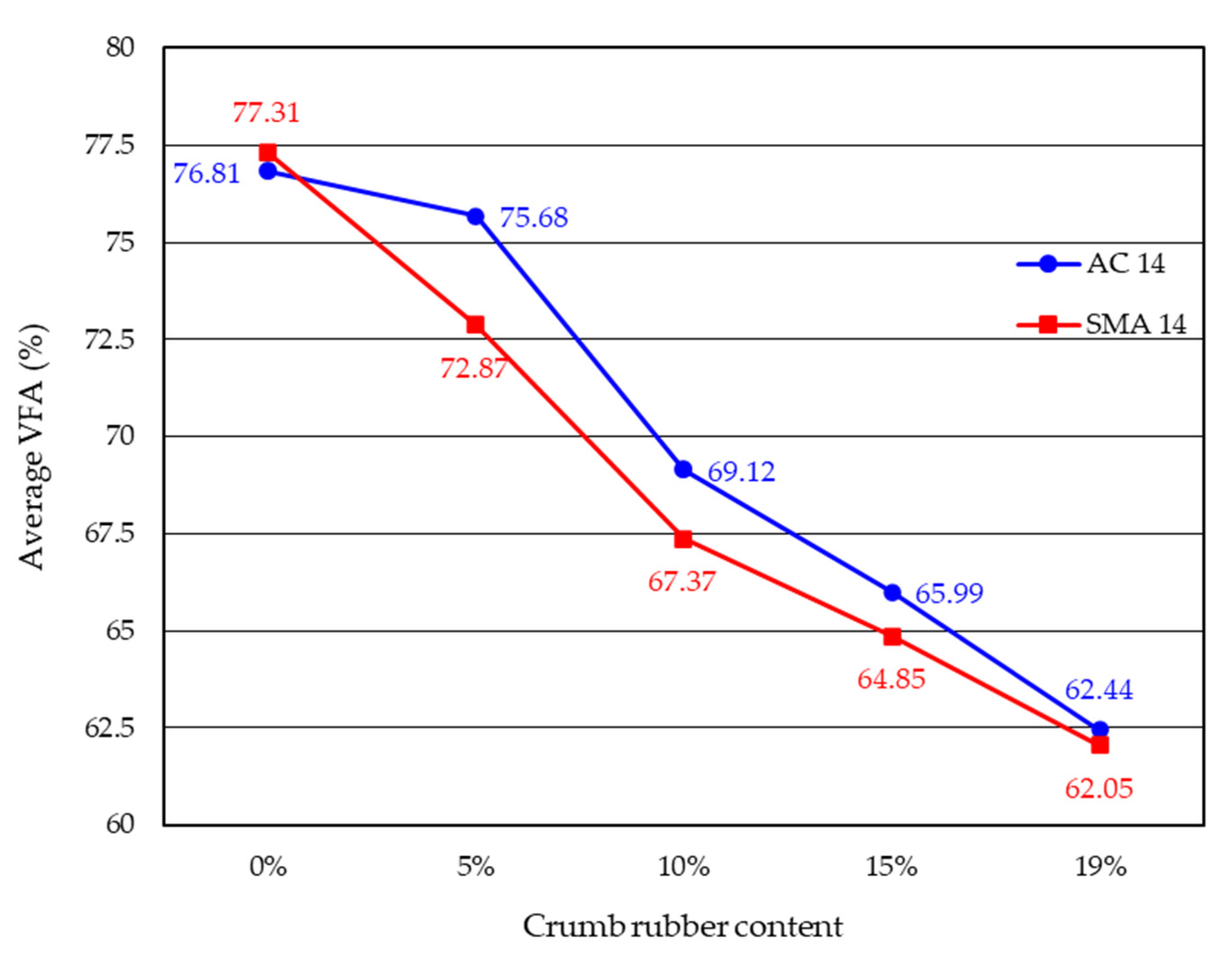
5.3.4. Voids Filled with Asphalt (VFA)
5.4. Marshall Stability
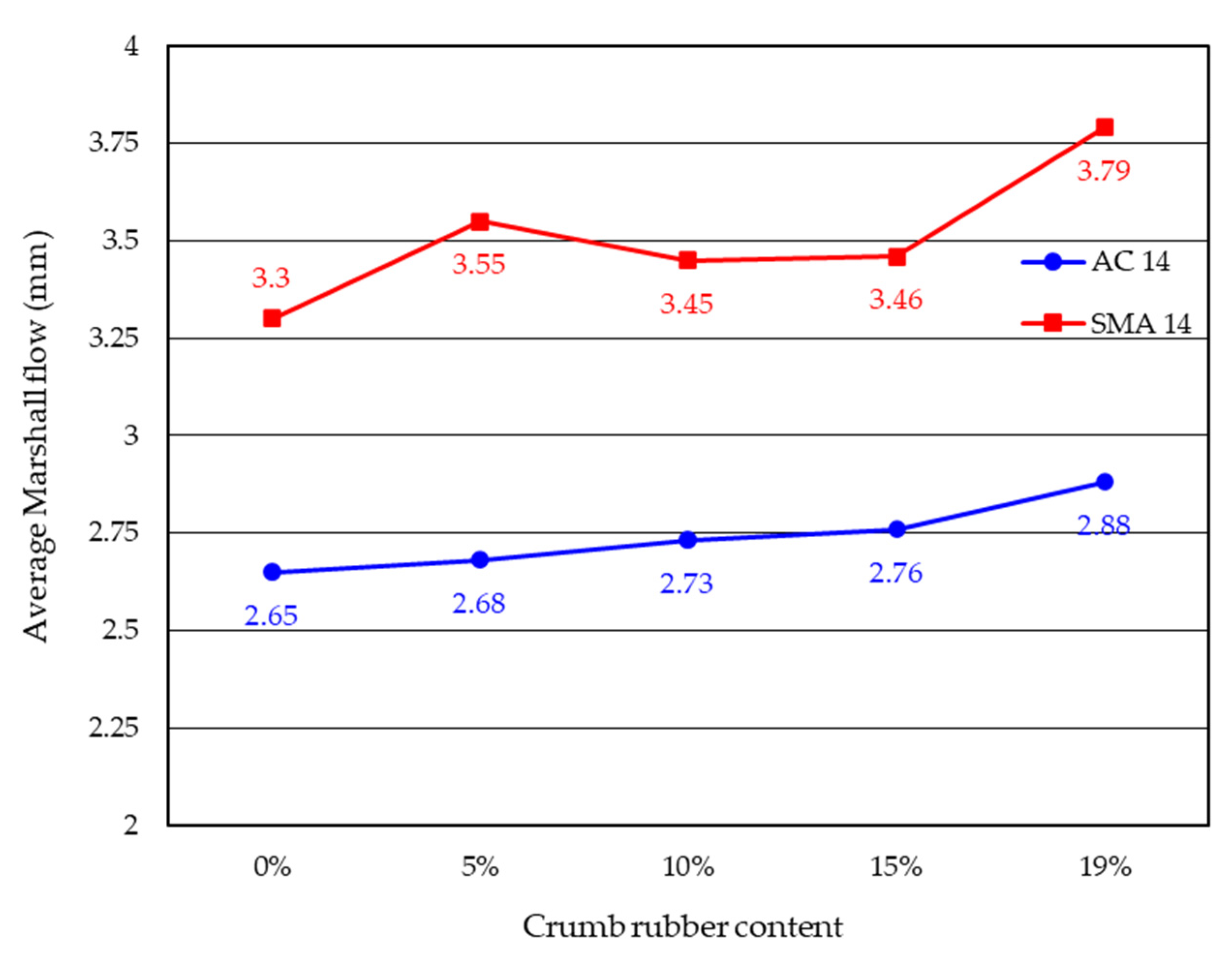
5.5. Marshall Flow
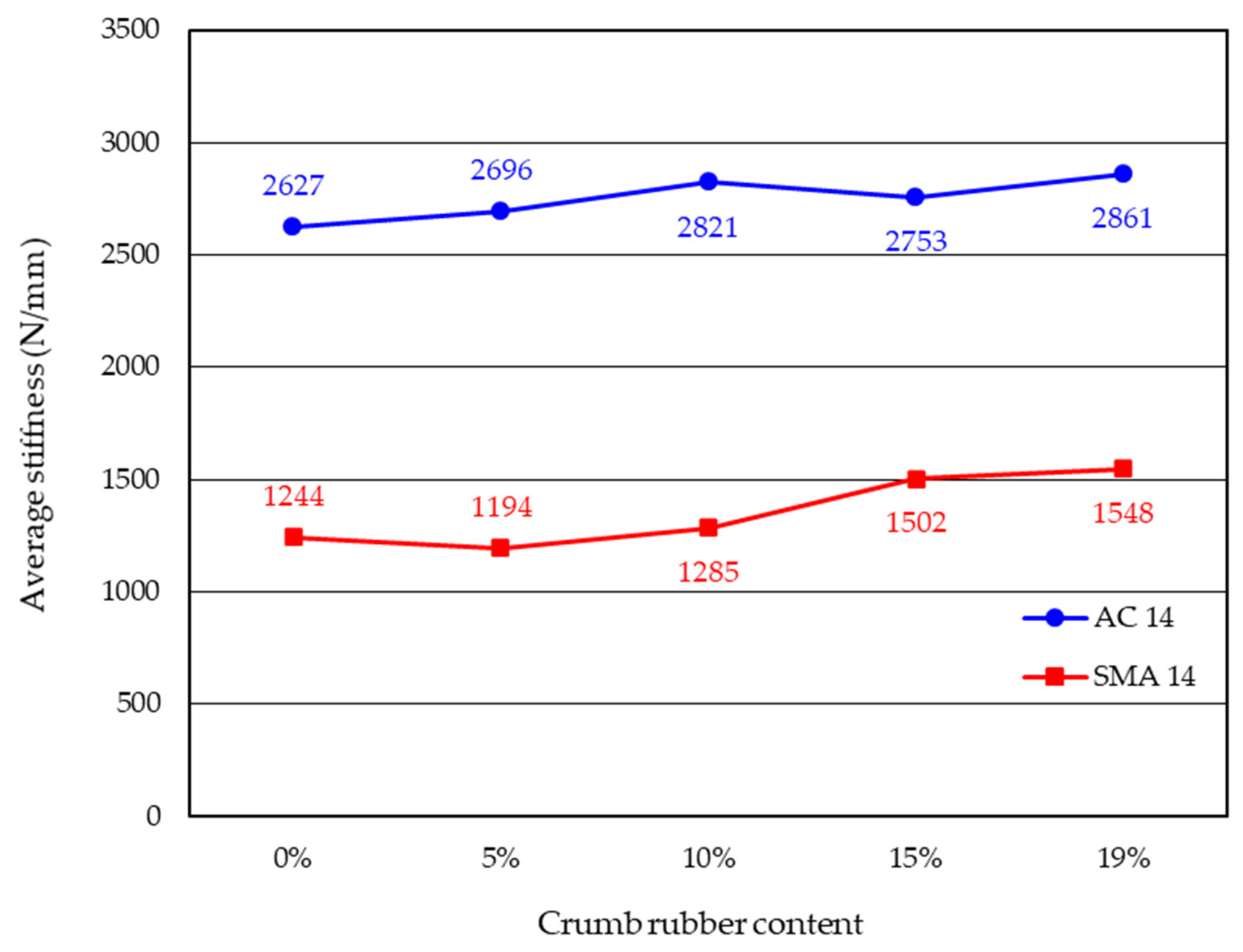
5.6. Stiffness
6. Environmental Benefits
7. Conclusions
- Increased crumb rubber content leads to a decrease in the penetration depth, thus contributing to the increase in the stiffness of the modified binder compared with the unmodified binder.
- The softening point results show that higher temperature is required to soften the modified binder as it becomes stiffer with the increase in crumb rubber content.
- Test results of volumetric properties exhibited that the increase in crumb rubber content increased VTM and VMA, while decreasing VFB, for both AC 14 and SMA 14 mixes, due to the enhanced viscosity of the modified asphalt binder.
- The Marshall stability value increased with a higher crumb rubber content, while the Marshall flow value was within the permissible range.
- The stiffness of the AC 14 mix increased for all crumb rubber contents, whereas the stiffness of the SMA 14 mix mostly increased at 15% and 19% rubber contents.
- Crumb rubber is likely to increase the service life of flexible pavements, as it improves the temperature resistance and stiffness of HMA mixes.
- The increased Marshall stability with the increase in crumb rubber content in asphalt mix will minimize the fatigue problem of HMA pavements caused by traffic loads.
- The overall results are encouraging for the use of crumb rubber as a modifier of asphalt in the HMA mixes for road construction in Sarawak, Malaysia.
- The main advantage of using crumb rubber in the production of HMA mixes is related to the environmental sustainability of pavements. The use of crumb rubber in HMA mixes will allow scrap tires to be recycled in Malaysia, and thus help to reduce air pollution, tire–pavement noise, and other environmental issues.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mashaan, N.S. The Effect of Crumb Rubber Modifier to the Properties and Rheological Behaviour of Asphalt Binder. Master’s Thesis, University of Malaya, Kuala Lumpur, Malaysia, 2012. [Google Scholar]
- Wang, H.; Dang, Z.; Li, L.; You, Z. Analysis on fatigue crack growth laws for crumb rubber modified (CRM) asphalt mixture. Constr. Build. Mater. 2013, 47, 1342–1349. [Google Scholar] [CrossRef]
- Bahia, H.U.; Davies, R. Effect of crumb rubber modifiers (CRM) on performance-related properties of asphalt binders. J. Assoc. Asph. Paving Technol. 1994, 63, 414–449. [Google Scholar]
- Jadidirendi, K. Evaluation of the Properties of Rubberized Asphalt Binders and Mixtures. Ph.D. Thesis, Department of Civil and Environmental Engineering and Construction, Howard R. Hughes College of Engineering, University of Nevada, Las Vegas, NV, USA, 2014. [Google Scholar]
- Mashaan, N.S.; Ali, A.H.; Karim, M.R.; Abdelaziz, M. An overview of crumb rubber modified asphalt. Int. J. Phys. Sci. 2012, 7, 166–170. [Google Scholar]
- Presti, D.L. Recycled tyre rubber modified bitumens for road asphalt mixtures: A literature review. Constr. Build. Mater. 2013, 49, 863–881. [Google Scholar] [CrossRef]
- Aznina, S.; Fang, P.H.; Dimah, C.; Ali, K. A Study on Used Tires in the Area of Kuching; Natural Resource and Environment Board: Sarawak, Malaysia, 2001; p. 45. [Google Scholar]
- Reschner, K. Scrap Tire Recycling—A Summary of Prevalent Disposal and Recycling Methods; Entire-Engineering: Berlin, Germany, 2008. [Google Scholar]
- Ślusarczyk, B.; Baryń, M.; Kot, S. Tire industry products as an alternative fuel. Pol. J. Environ. Stud. 2016, 25, 1263–1270. [Google Scholar] [CrossRef]
- Kanyakumari, D. Game Changer? Pan-Borneo Highway in East Malaysia Offers Hope for Development, but Locals Skeptical. Channel News Asia, International Edition; Mediacorp Pte Ltd.: Singapore, 2019; Available online: https://www.channelnewsasia.com/news/asia/malaysia-borneo-highway-development-12086656 (accessed on 5 March 2021).
- About Pan Borneo Highway Sarawak. 2015. Available online: http://www.panborneo.com.my/about-us/#:~:text=The%20Pan%20Borneo%20Highway%20was%20officially%20launched%20by%20the%20Prime,the%20Highway%27s%20development%20in%20Sarawak (accessed on 5 March 2021).
- Widyatmoko, I.; Elliot, R. A Review of the Use of Crumb Rubber Modified Asphalt Worldwide; Waste & Resources Action Programme (WRAP): Banbury, UK, 2011. [Google Scholar]
- Hassan, N.B.A. Performance of Hot Mix Asphalt Using Fine Crumb Rubber. Master’s Thesis, Universiti Teknologi Malaysia, Johor Bahru, Malaysia, 2007. [Google Scholar]
- JKR/SPJ/REV2008-S4: Standard Specifications for Road Works; Jabatan Kerja Raya Sarawak: Sarawak, Malaysia, 2008.
- Hamim, A.; Ahmad, S.; Zakaria, M.; Abgulgadir, M.A.H.; Yusoff, N.I.M.; Hainin, M.R.; Rahmat, R.A.A.O. Evaluation of Malaysian Hot-Mix Asphalt Properties at Different Aggregate Gradations. Aust. J. Basic Appl. Sci. 2012, 6, 9–14. [Google Scholar]
- Waanders, G.; Els, H. Splittmastixasphalt und dränasphalt in den niederlanden. erfahrungen und untersuchungen in der provinz overijsel. Asphalt 1995, 95, 8–17. [Google Scholar]
- Ohio Environmental Protection Agency (Ohio EPA). What Is a Scrap Tire? Guidance Document #642. Division of Materials and Waste Management; Ohio EPA: Columbus, OH, USA, 2018; p. 2. Available online: https://www.epa.ohio.gov/portals/34/document/guidance/gd_642.pdf#:~:text=A%20scrap%20tire%20is%20any%20tire%20that%20has,contain%20wire.%20Are%20used%20tires%20also%20scrap%20tires? (accessed on 26 February 2021).
- Buss, A.H.; Kovaleski, J.L.; Pagani, R.N.; da Silva, V.L.; de Matos Silva, J. Proposal to reuse rubber waste from end-of-life tires using thermosetting resin. Sustainability 2019, 11, 6997. [Google Scholar] [CrossRef] [Green Version]
- WBCSD—World Business Council for Sustainable Development. Global ELT Management-A Global State of Knowledge on Collection Rates, Recovery Routes and Management Methods; WBCSD: Geneva, Switzerland, 2018. [Google Scholar]
- Alfayez, S.A.; Suleiman, A.R.; Nehdi, M.L. Recycling tire rubber in asphalt pavements: State of the art. Sustainability 2020, 12, 9076. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R.C.; Panicker, V.J. Recycling of waste tire rubber as aggregate in concrete: Durability-related performance. J. Clean. Prod. 2016, 112, 504–513. [Google Scholar] [CrossRef]
- Cotana, F.; Vittori, S.; Marseglia, G.; Medaglia, C.M.; Coccia, V.; Petrozzi, A.; Nicolini, A.; Cavalaglio, G. Pollutant emissions of a biomass gasifier inside a multifuel energy plant. Atmos. Pollut. Res. 2019, 10, 2000–2009. [Google Scholar] [CrossRef]
- Shakya, P.R.; Shrestha, P.; Tamrakar, C.S.; Bhattarai, P.K. Studies on potential emission of hazardous gases due to uncontrolled open-air burning of waste vehicle tyres and their possible impacts on the environment. Atmos. Environ. 2008, 42, 6555–6559. [Google Scholar] [CrossRef]
- Downard, J.; Singh, A.; Bullard, R.; Jayarathne, T.; Rathnayake, C.M.; Simmons, D.L.; Wels, B.R.; Spak, S.N.; Peters, T.; Beardsley, D.; et al. Uncontrolled combustion of shredded tires in a landfill—Part 1: Characterization of gaseous and particulate emissions. Atmos. Environ. 2015, 104, 195–204. [Google Scholar] [CrossRef] [PubMed]
- Sienkiewicz, M.; Janik, H.; Borzędowska-Labuda, K.; Kucińska-Lipka, J. Environmentally friendly polymer-rubber composites obtained from waste tyres: A review. J. Clean. Prod. 2017, 147, 560–571. [Google Scholar] [CrossRef]
- Sunthonpagasit, N.R.; Duffey, M. Scrap tires to crumb rubber: Feasibility analysis for processing facilities. Resour. Conserv. Recycl. 2001, 40, 281–299. [Google Scholar] [CrossRef]
- Gong, F.; Guo, S.; Chen, S.; You, Z.; Liu, Y.; Dai, Q. Strength and durability of dry-processed stone matrix asphalt containing cement pre-coated scrap tire rubber particles. Constr. Build. Mater. 2019, 214, 475–483. [Google Scholar] [CrossRef]
- Kim, H.H.; Mazumder, M.; Lee, S.-J.; Lee, M.-S. Effect of production process on performance properties of warm rubberized binders. J. Traffic Transp. Eng. 2019, 6, 589–597. [Google Scholar] [CrossRef]
- Mashaan, N.S.; Ali, A.H.; Karim, M.R.; Abdelaziz, M. Effect of blending time and crumb rubber content on properties of crumb rubber modified asphalt binder. Int. J. Phys. Sci. 2011, 6, 2189–2193. [Google Scholar]
- Ibrahim, M.R.; Katman, H.Y.; Karim, M.R.; Koting, S.; Mashaan, N.S. A review on the effect of crumb rubber addition to the rheology of crumb rubber modified bitumen. Adv. Mater. Sci. Eng. 2013, 2013, 415246. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.-J.; Akisetty, C.K.; Amirkhanian, S.N. The effect of crumb rubber modifier (CRM) on the performance properties of rubberized binders in HMA pavements. Constr. Build. Mater. 2008, 22, 1368–1376. [Google Scholar] [CrossRef]
- Hassan, N.A.; Hainin, M.R.; Yaacob, H.; Ismail, C.R.; Yunus, N.Z.M. Evaluation on mix design and rutting resistance of dry mixed rubberised asphalt mixtures. J. Teknol. 2013, 65, 115–120. [Google Scholar]
- Mashaan, N.S.; Ali, A.H.; Koting, S.; Karim, M.R. Performance evaluation of crumb rubber modified stone mastic asphalt pavement in Malaysia. Adv. Mater. Sci. Eng. 2013, 2013, 304676. [Google Scholar] [CrossRef] [Green Version]
- Cetin, A. Effects of crumb rubber size and concentration on performance of porous asphalt mixtures. Int. J. Phys. Sci. 2013, 2013, 789612. [Google Scholar] [CrossRef]
- Standard Test Method for Penetration of Bituminous Materials; ASTM D5-06; ASTM International: West Conshohocken, PA, USA, 2006.
- Standard Test Method for Softening Point of Bitumen (Ring-and-Ball Apparatus); ASTM D36-06; ASTM International: West Conshohocken, PA, USA, 2006.
- Standard Practice for Preparation of Bituminous Specimens Using Marshall Apparatus; ASTM D6926-10; ASTM International: West Conshohocken, PA, USA, 2010.
- Standard Test Method for Marshall Stability and Flow of Bituminous Mixtures; ASTM D6927-06; ASTM International: West Conshohocken, PA, USA, 2006.
- Nejad, F.M.; Aghajani, P.; Modarres, A.; Firoozifar, H. Investigating the properties of crumb rubber modified bitumen using classic and SHRP testing methods. Constr. Build. Mater. 2012, 26, 481–489. [Google Scholar] [CrossRef]
- Robert, F.L.; Kandal, P.S.; Brown, E.R.; Lee, D.-Y.; Kennedy, T.W. Hot Mix Asphalt Materials, Mixture Design, and Construction, 4th ed.; NAPA Research and Education Foundation: Lanham, MD, USA, 1996. [Google Scholar]
- Moreno, F.; Rubio, M.C.; Martinez-Echevarria, M.J. Analysis of digestion time and the crumb rubber percentage in dry-process crumb rubber modified hot bituminous mixes. Constr. Build. Mater. 2011, 25, 2323–2334. [Google Scholar] [CrossRef]
- Hassan, N.A.; Airey, G.D.; Jayaa, R.P.; Mashros, N.; Aziz, M.M.A. A review of crumb rubber modification in dry mixed rubberized asphalt mixtures. J. Teknol. 2014, 70, 127–134. [Google Scholar]
- Martinez, J.D.; Veses, A.; Mastral, A.M.; Murillo, R.; Navarro, M.V.; Puy, N.; Artigues, A.; Bartroli, J.; Garcia, T. Co-pyrolysis of biomass with waste tyres: Upgrading of liquid bio-fuel. Fuel Process. Technol. 2014, 119, 263–271. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.C.; Bai, C.J.; Lin, C.T.; Prakash, S. Alternative fuel produced from thermal pyrolysis of waste tires and its use in a Di diesel engine. Appl. Therm. Eng. 2016, 93, 330–338. [Google Scholar] [CrossRef]
- Zhang, L.; Zhou, B.; Duan, P.G.; Wang, F.; Xu, Y.P. Hydrothermal conversion of scrap tire to liquid fuel. Chem. Eng. J. 2016, 285, 157–163. [Google Scholar] [CrossRef]
- Rowhani, A.; Rainey, T.J. Scrap tyre management pathways and their use as a fuel—A review. Energies 2016, 9, 888. [Google Scholar] [CrossRef]
- Praticò, F.G.; Giunta, M.; Mistretta, M.; Maria Gulotta, T.M. Energy and environmental life cycle assessment of sustainable pavement materials and technologies for urban roads. Sustainability 2020, 12, 704. [Google Scholar] [CrossRef] [Green Version]
- Wang, T.; Xiao, F.; Zhu, X.; Huang, B.; Wang, J.; Amirkhanian, S. Energy consumption and environmental impact of rubberized asphalt pavement. J. Clean. Prod. 2018, 180, 139–158. [Google Scholar] [CrossRef]
- Thiruvangodan, S.K. Waste Tyre Management in Malaysia. Ph.D. Thesis, Universiti Putra Malaysia, Serdang, Selangor Darul Ehsan, Malaysia, 2006. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BS Sieve Size (mm) | Weight Retained (g) | % Retained | % Passing | BS Limits |
|---|---|---|---|---|
| 20 | 0 | 0 | 100 | 100 |
| 14 | 64 | 6 | 94 | 90–100 |
| 10 | 151.5 | 14 | 80 | 76–86 |
| 5 | 265.7 | 24 | 56 | 50–62 |
| 3.35 | 115.4 | 11 | 45 | 40–54 |
| 1.18 | 230.5 | 21 | 24 | 18–34 |
| 0.425 | 75.2 | 7 | 18 | 12–24 |
| 0.15 | 115.6 | 11 | 7 | 6–14 |
| 0.075 | 32.5 | 3 | 4 | 4–8 |
| Tray | 43.8 | 4 | 0 | - |
| ASTM Sieve Size (mm) | Weight Retained (g) | % Retained | % Passing | ASTM Limits |
|---|---|---|---|---|
| 19 | 0 | 0 | 100 | 100 |
| 12.5 | 0 | 0 | 100 | 100 |
| 9.5 | 253.4 | 23 | 77 | 72–83 |
| 4.75 | 495.3 | 45 | 32 | 25–38 |
| 2.36 | 127.8 | 12 | 20 | 16–24 |
| 0.6 | 70.1 | 6 | 13 | 12–16 |
| 0.3 | 11.8 | 1 | 12 | 12–15 |
| 0.075 | 45.8 | 4 | 8 | 8–10 |
| Tray | 90.3 | 8 | 0 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khiong, L.M.; Safiuddin, M.; Mannan, M.A.; Resdiansyah. Material Properties and Environmental Benefits of Hot-Mix Asphalt Mixes Including Local Crumb Rubber Obtained from Scrap Tires. Environments 2021, 8, 47. https://0-doi-org.brum.beds.ac.uk/10.3390/environments8060047
Khiong LM, Safiuddin M, Mannan MA, Resdiansyah. Material Properties and Environmental Benefits of Hot-Mix Asphalt Mixes Including Local Crumb Rubber Obtained from Scrap Tires. Environments. 2021; 8(6):47. https://0-doi-org.brum.beds.ac.uk/10.3390/environments8060047
Chicago/Turabian StyleKhiong, Lim Min, Md. Safiuddin, Mohammad Abdul Mannan, and Resdiansyah. 2021. "Material Properties and Environmental Benefits of Hot-Mix Asphalt Mixes Including Local Crumb Rubber Obtained from Scrap Tires" Environments 8, no. 6: 47. https://0-doi-org.brum.beds.ac.uk/10.3390/environments8060047