
Polylactide as a Substitute for Conventional Polymers—Biopolymer Processing under Varying Extrusion Conditions

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Extrusion
2.3. Melt Flow Rate, MFR
2.4. Gel Chromatography, GPC
2.5. Differential Scanning Calorimetry, DSC
3. Results
3.1. Melt Flow Rate, MFR
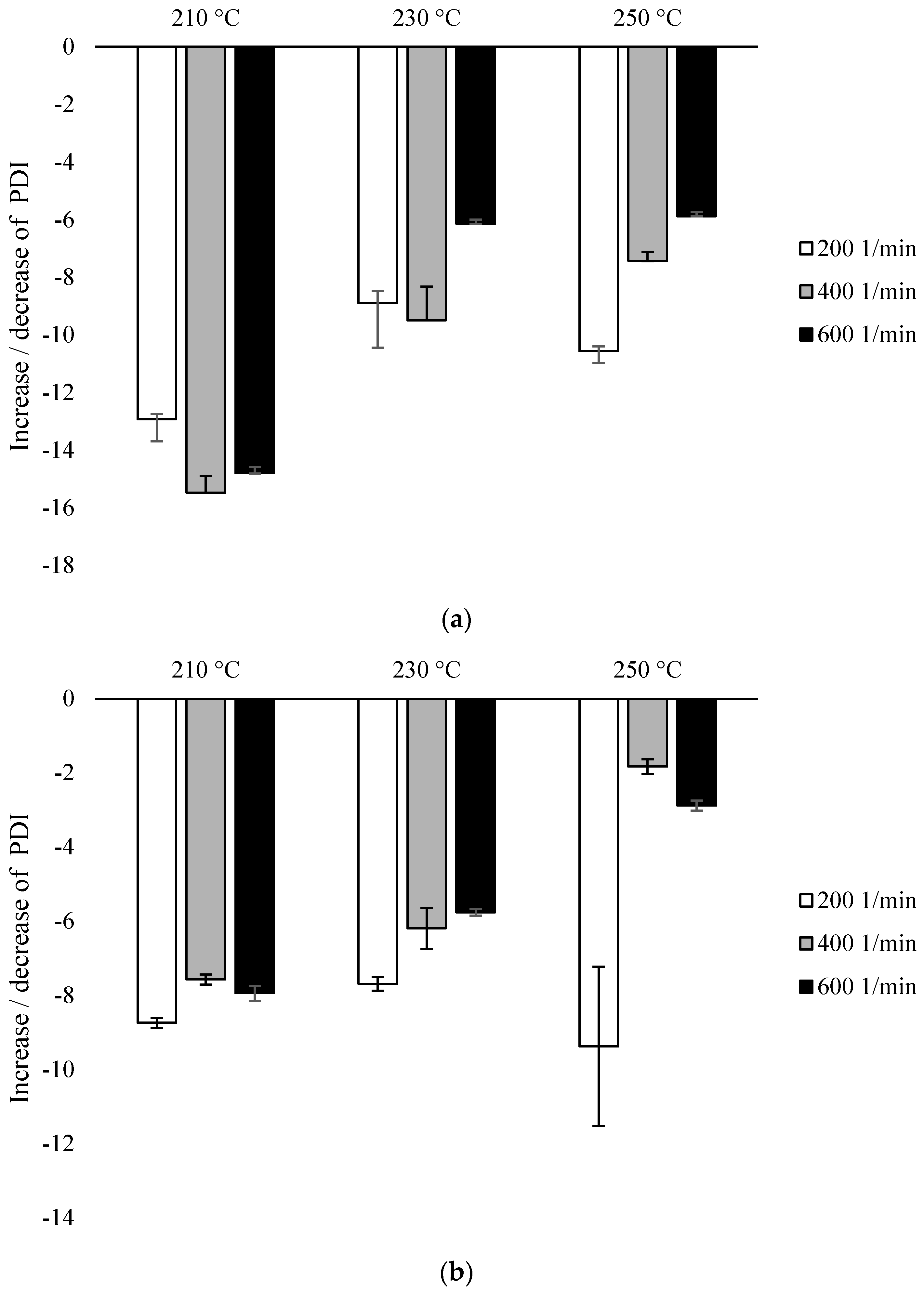
3.2. Gel Chromatography, GPC
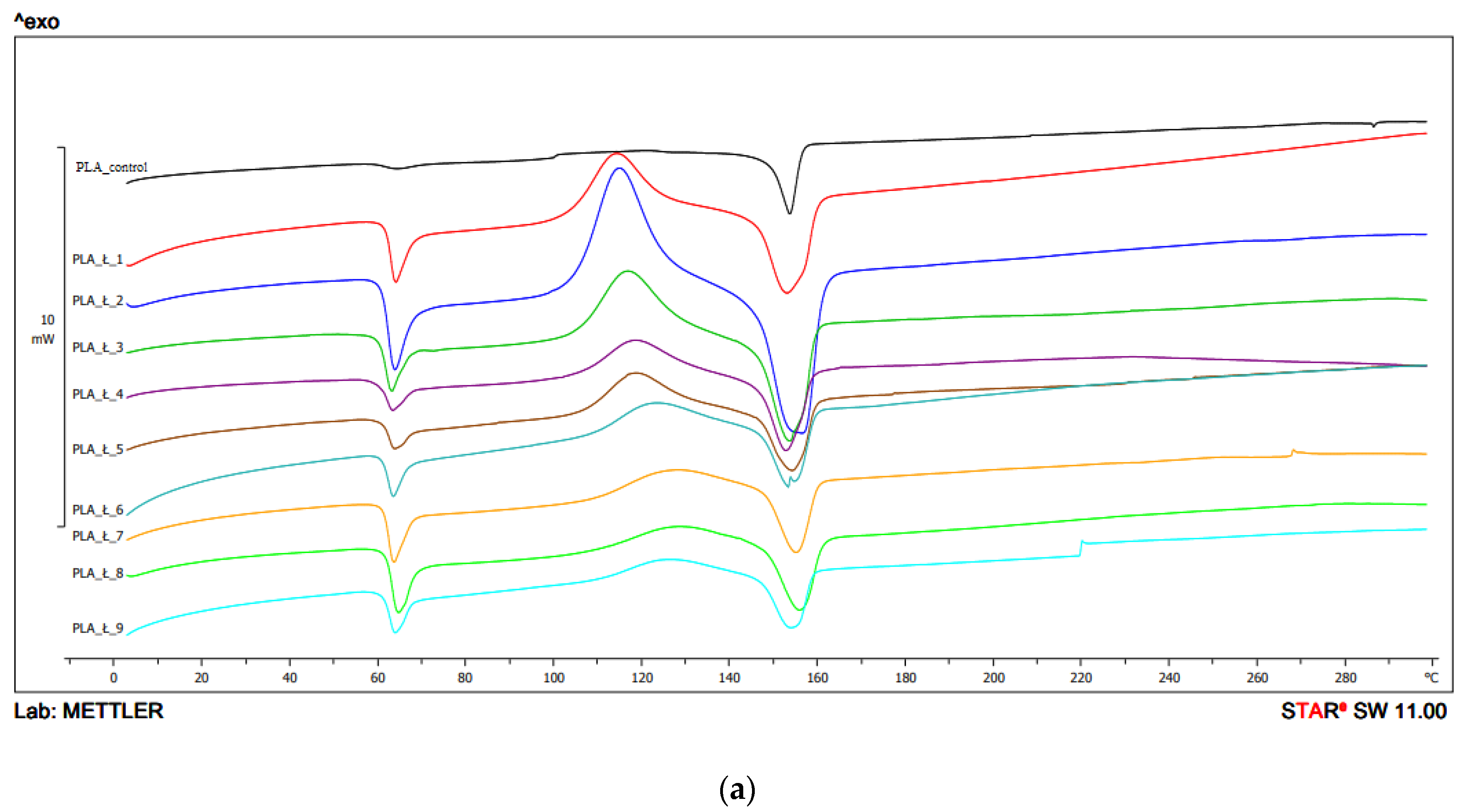
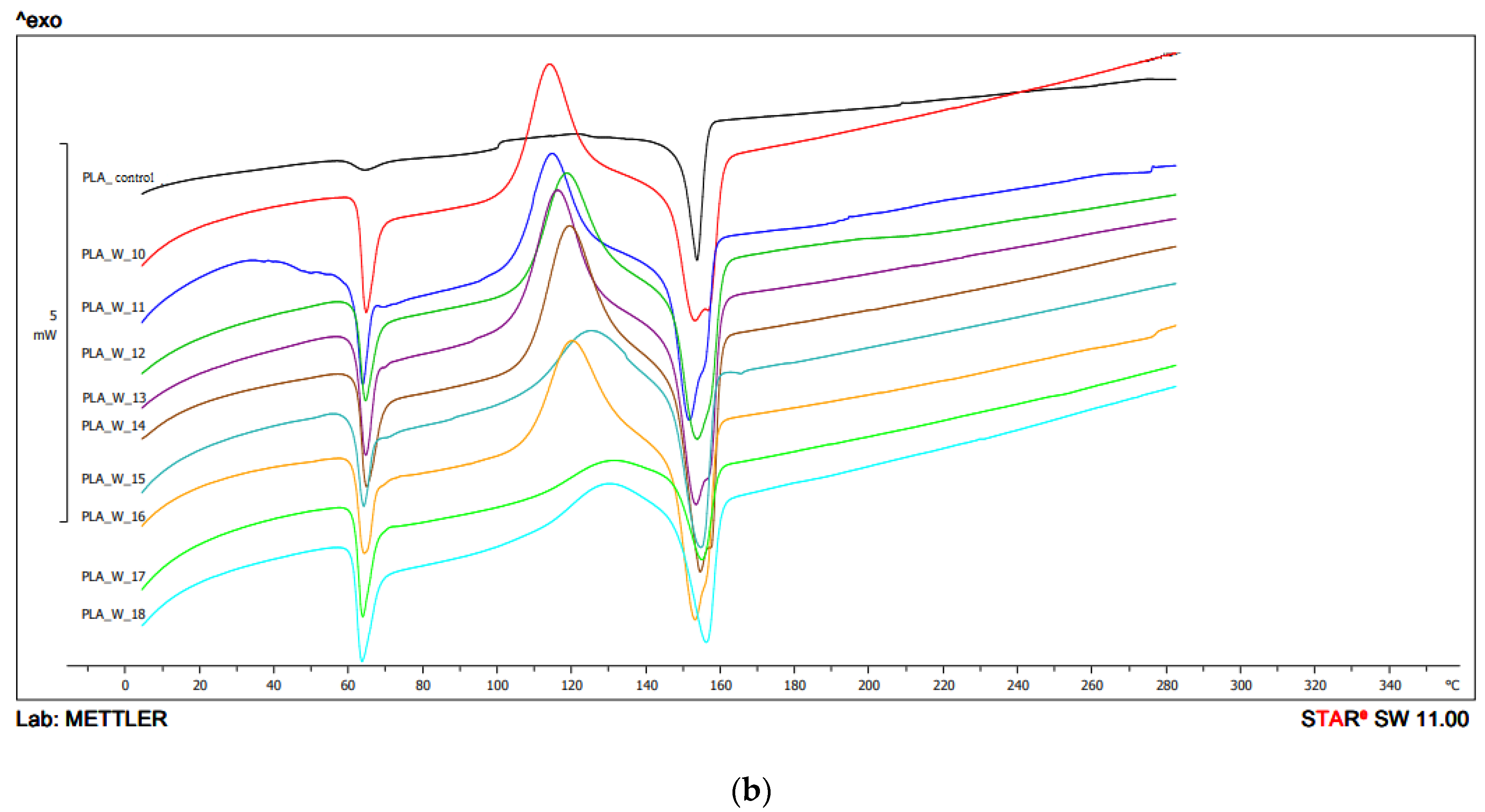
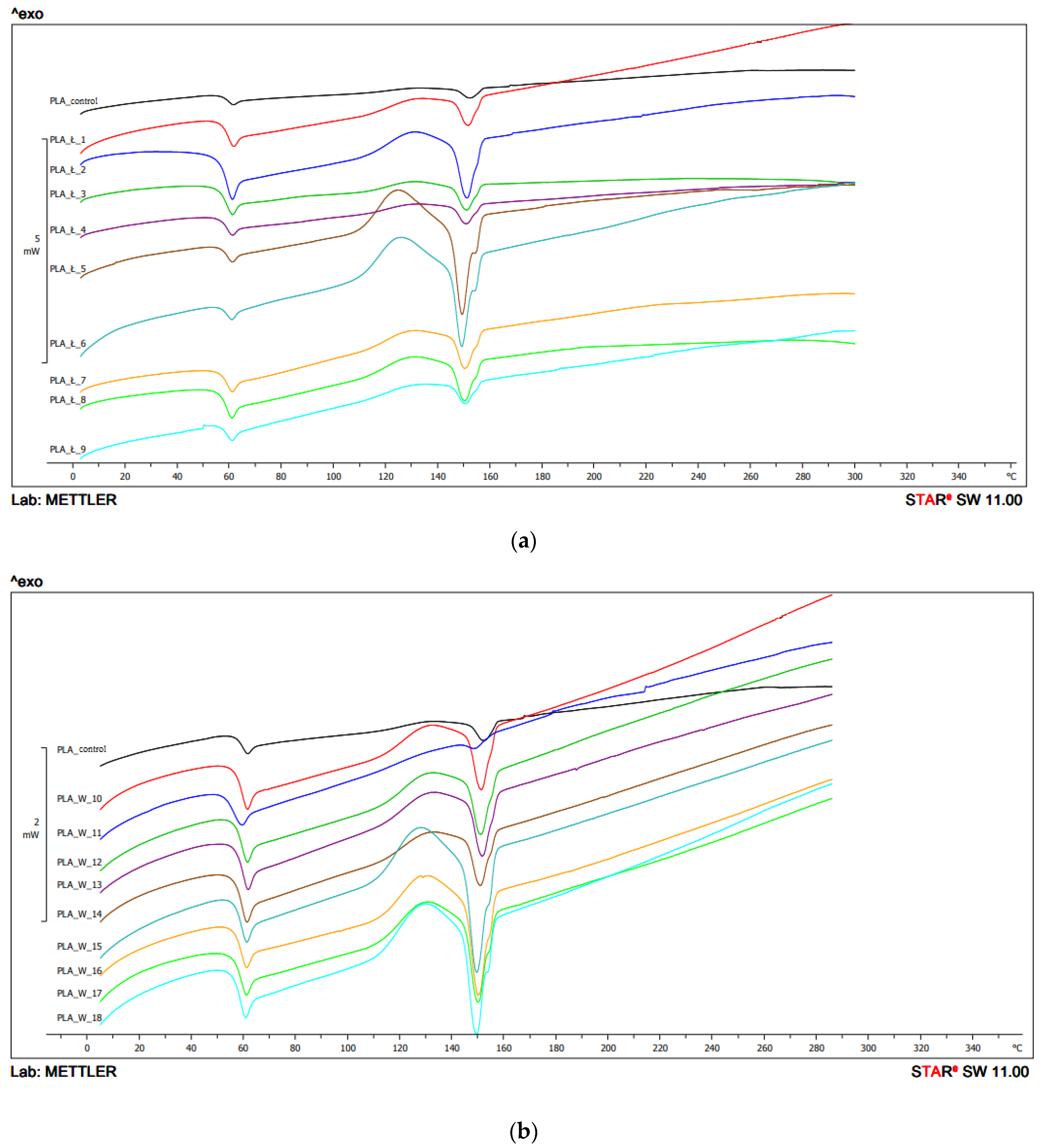
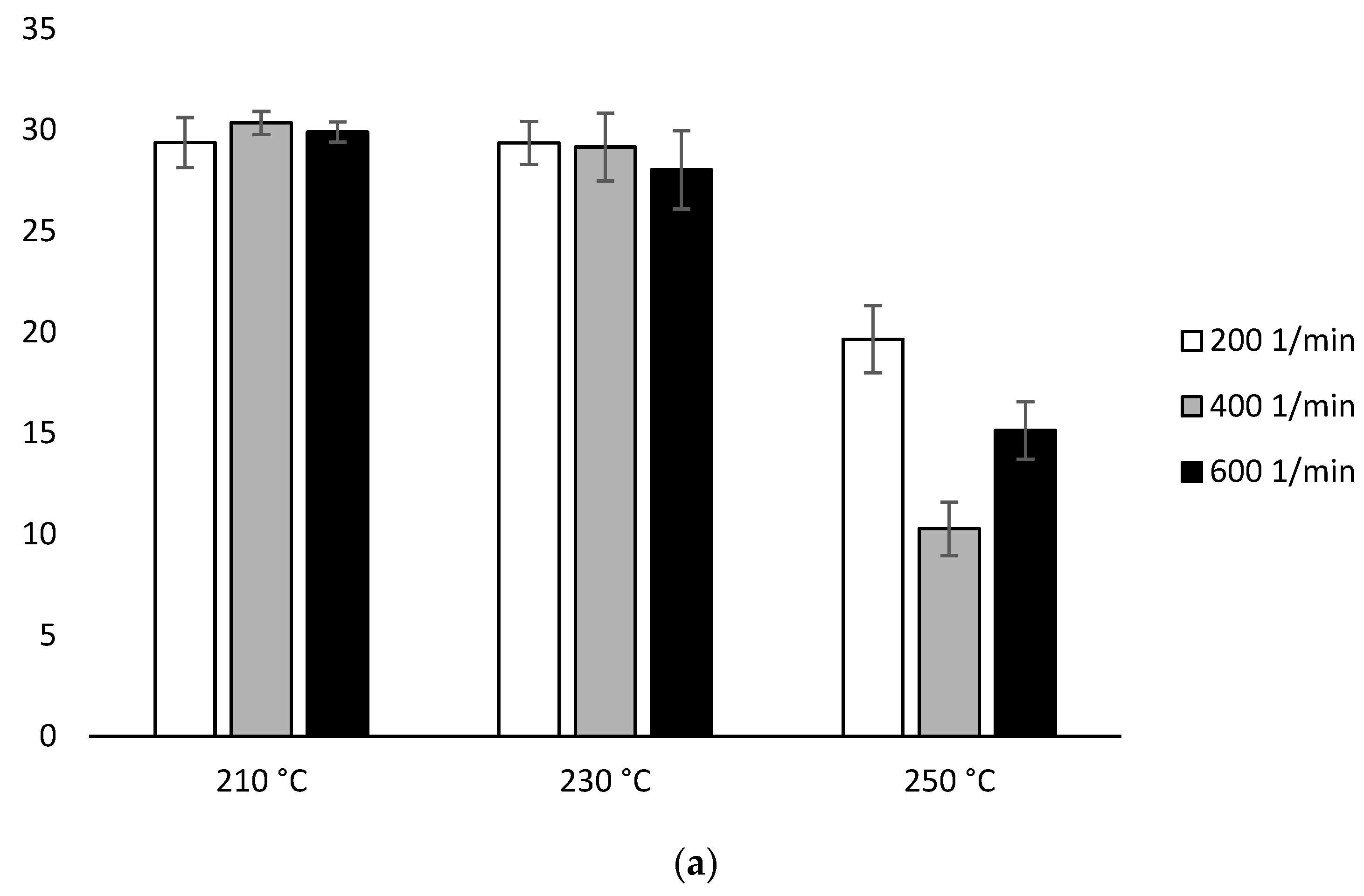
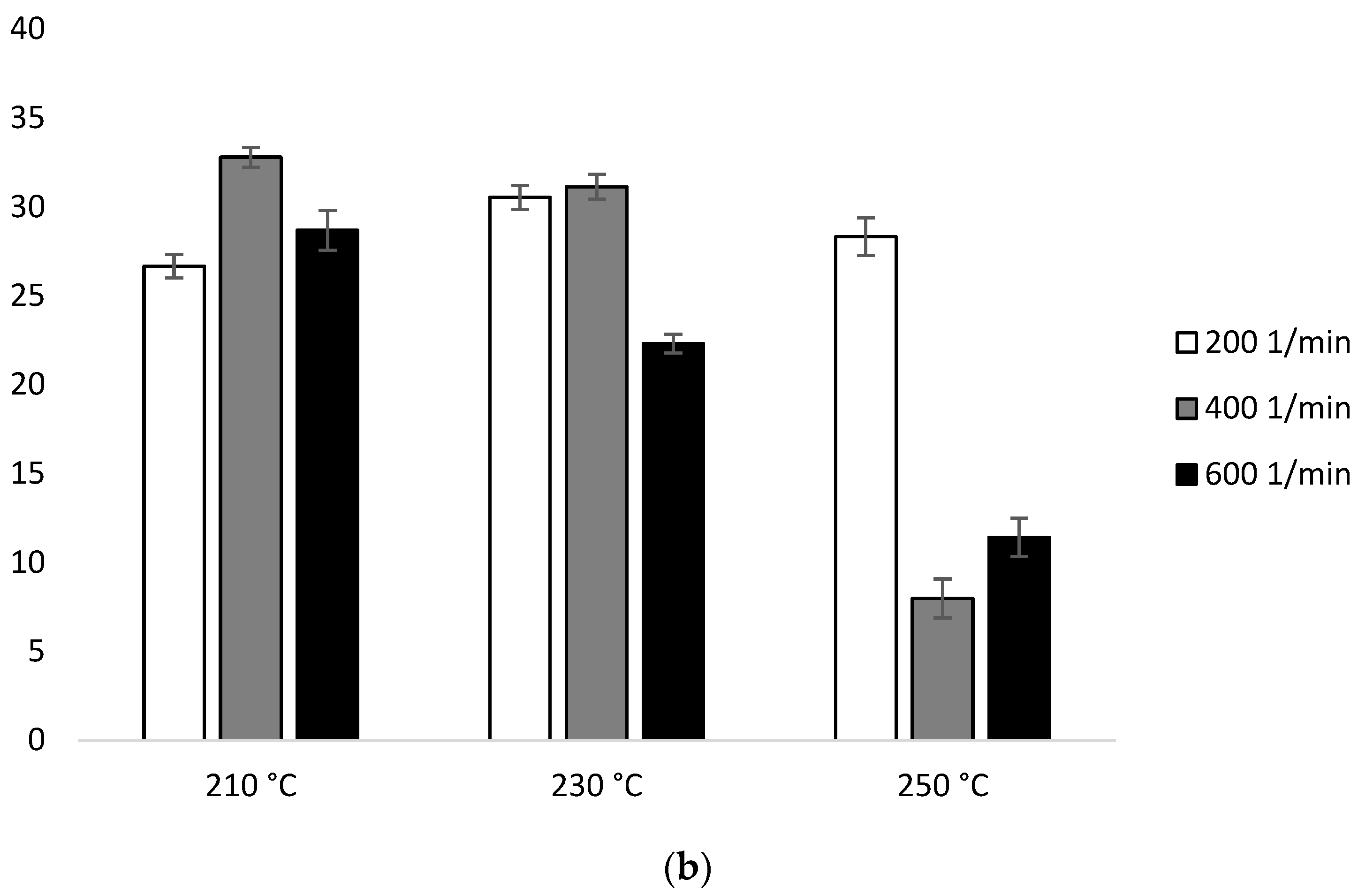
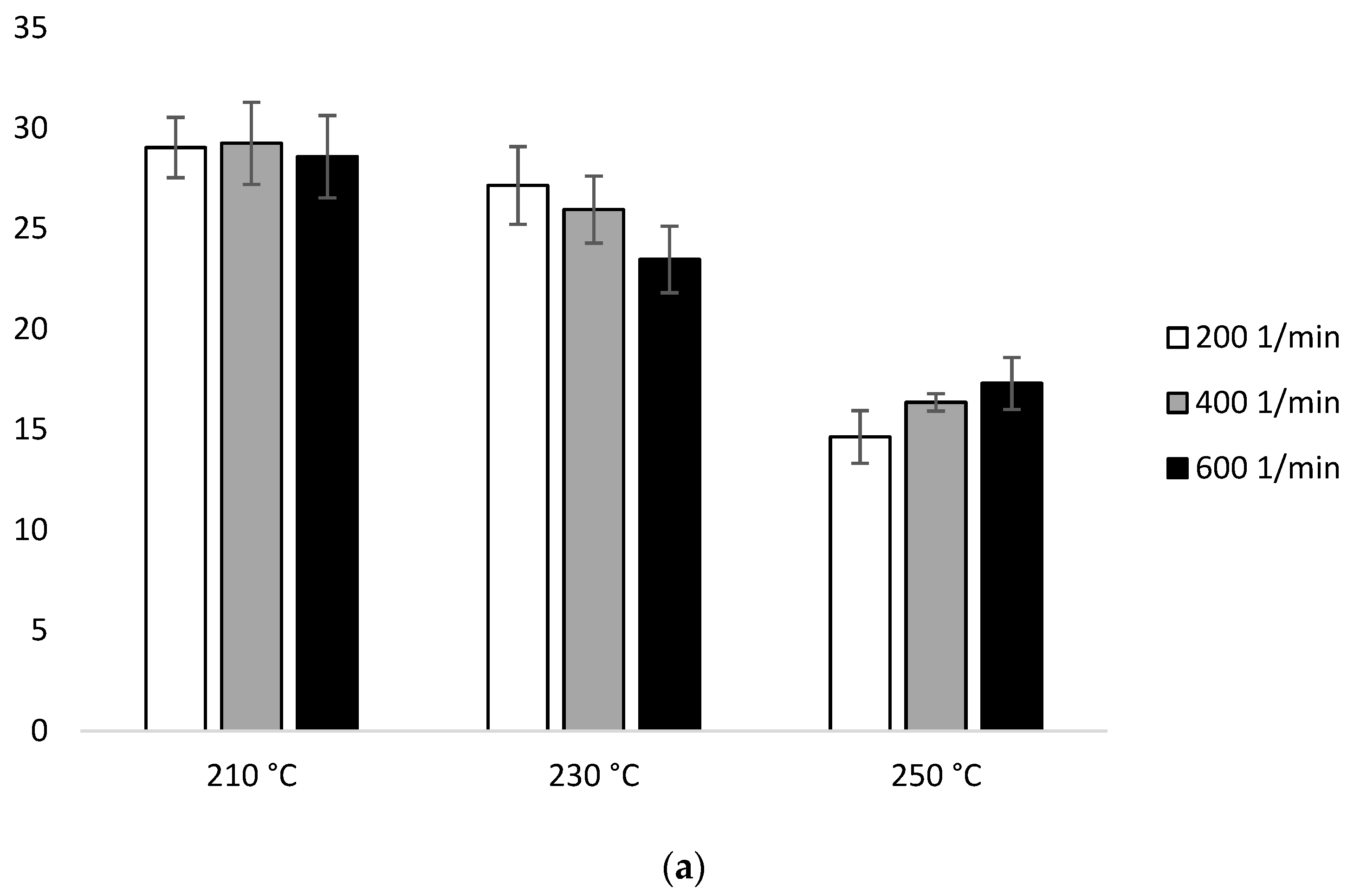
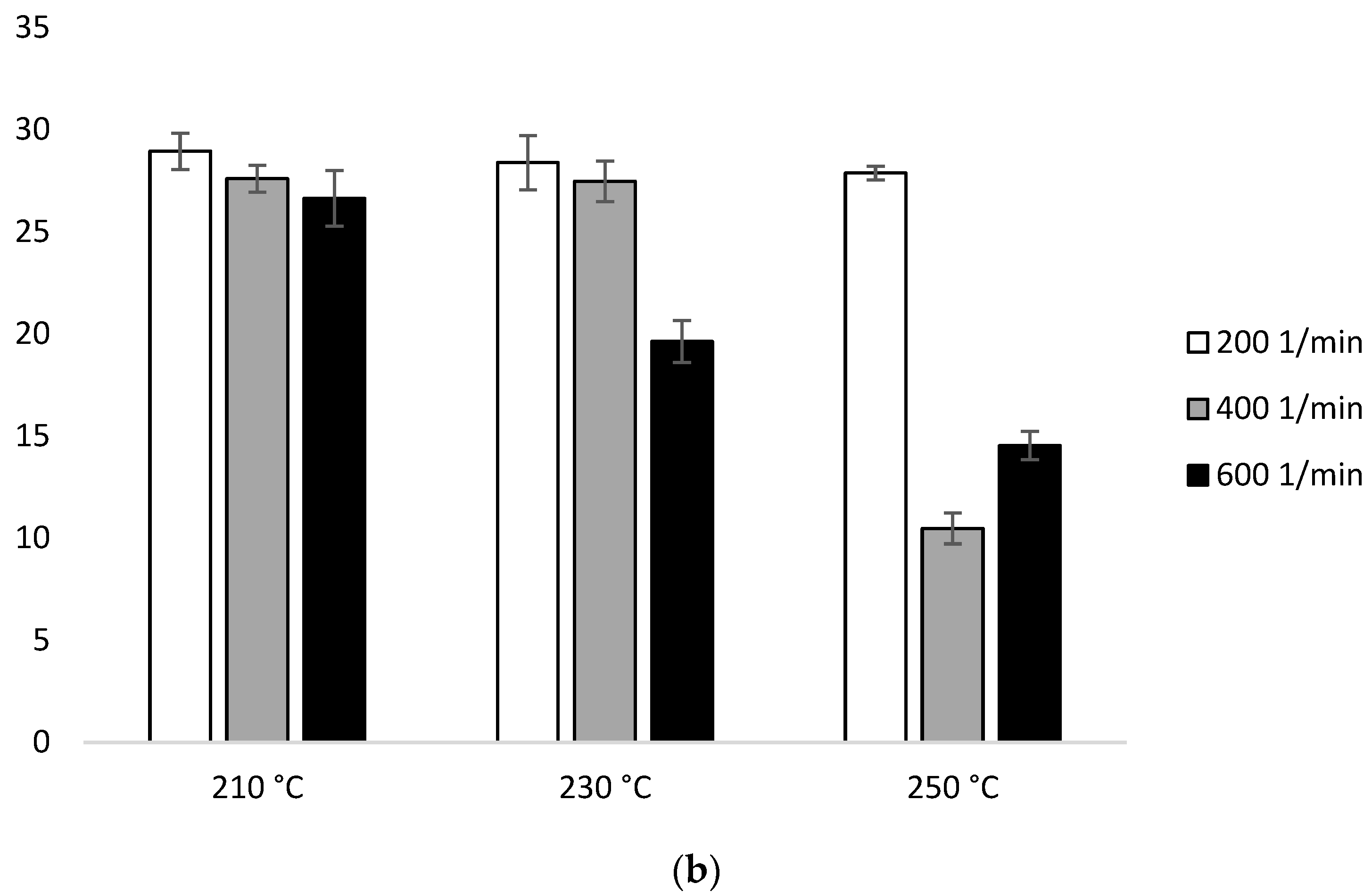
3.3. Differential Scanning Calorimetry, DSC
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Balla, E.; Daniilidis, V.; Karlioti, G.; Kalamas, T.; Stefanidou, M.; Bikiaris, N.D.; Vlachopoulos, A.; Koumentakou, I.; Bikiaris, D.N. Poly (lactic Acid): A versatile biobased polymer for the future with multifunctional properties—From monomer synthesis, polymerization techniques and molecular weight increase to PLA applications. Polymers 2021, 13, 1822. [Google Scholar] [CrossRef] [PubMed]
- Shah, A.A.; Hasan, F.; Hameed, A.; Ahmed, S. Biological degradation of plastics: A comprehensive review. Biotechnol. Adv. 2008, 26, 246–265. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Y.; Romain, C.; Williams, C.K. Sustainable polymers from renewable resources. Nature 2016, 540, 354–362. [Google Scholar] [CrossRef] [PubMed]
- Borrelle, S.B.; Ringma, J.; Law, K.L.; Monnahan, C.C.; Lebreton, L.; McGivern, A.; Murphy, E.; Jambeck, J.; Leonard, G.H.; Hilleary, M.A.; et al. Predicted growth in plastic waste exceeds efforts to mitigate plastic pollution. Science 2020, 369, 1515–1518. [Google Scholar] [CrossRef]
- Lin, Y.; Kouznetsova, T.B.; Chang, C.C.; Craig, S.L. Enhanced polymer mechanical degradation through mechanochemically unveiled lactonization. Nat. Commun. 2020, 11, 1–9. [Google Scholar] [CrossRef]
- McKeown, P.; Jones, M.D. The chemical recycling of PLA: A review. Sustain. Chem. 2020, 1, 1–22. [Google Scholar] [CrossRef]
- Marichelvam, M.K.; Jawaid, M.; Asim, M. Corn and rice starch-based bio-plastics as alternative packaging materials. Fibers 2019, 7, 32. [Google Scholar] [CrossRef] [Green Version]
- Omer, R.A.; Hughes, A.; Hama, J.R.; Wang, W.; Tai, H. Hydrogels from dextran and soybean oil by UV photo-polymerization. J. Appl. Polym. Sci. 2015, 132, 6. [Google Scholar] [CrossRef]
- Siwek, P.; Libik, A.; Twardowska-Shmidt, K.; Ciechańska, D.; Gryza, I. Zastosowanie biopolimerów w rolnictwie. Polimery 2010, 55, 806–811. [Google Scholar] [CrossRef] [Green Version]
- Li, T.; Sun, H.; Wu, B.; Han, H.; Li, D.; Wang, J.K.; Zhang, J.; Huang, J.; Sun, D. High-performance polylactic acid composites reinforced by artificially cultured diatom frustules. Mater. Des. 2020, 195, 109003. [Google Scholar] [CrossRef]
- Omer, R.A.; Hama, J.R.; Rashid, R.S.M. The effect of dextran molecular weight on the biodegradable hydrogel with oil, synthesized by the michael addition reaction. Adv. Polym. Technol. 2017, 36, 120–127. [Google Scholar] [CrossRef] [Green Version]
- Lim, J.Y.; Yuntawattana, N.; Beer, P.D.; Williams, C.K. Isoselective lactide ring opening olymerization using [2] rotaxane catalysts. Angew. Chem. 2019, 131, 6068–6072. [Google Scholar] [CrossRef]
- Chen, Y.; Geever, L.M.; Killion, J.A.; Lyons, J.G.; Higginbotham, C.L.; Devine, D.M. Review of multifarious applications of poly (lactic acid). Polym.-Plast. Technol. Eng. 2016, 55, 1057–1075. [Google Scholar] [CrossRef]
- Naser, A.Z.; Deiab, I.; Darras, B.M. Poly (lactic acid) (PLA) and polyhydroxyalkanoates (PHAs), green alternatives to petroleum-based plastics: A review. RSC Adv. 2021, 11, 17151–17196. [Google Scholar] [CrossRef]
- Sheikh, K.; Shahrajabian, H. Experimental Study on Mechanical, Thermal and Antibacterial Properties of Hybrid Nanocomposites of PLA/CNF/Ag. Int. J. Eng. 2021, 34, 500–507. [Google Scholar]
- DeStefano, V.; Khan, S.; Tabada, A. Applications of PLA in modern medicine. Eng. Regen. 2020, 1, 76–87. [Google Scholar] [CrossRef]
- Kakroodi, A.R.; Kazemi, Y.; Nofar, M.; Park, C.B. Tailoring poly (lactic acid) for packaging applications via the production of fully bio-based in situ microfibrillar composite films. Chem. Eng. J. 2017, 308, 772–782. [Google Scholar] [CrossRef]
- White, J.R. Polymer ageing: Physics, chemistry or engineering? Time to reflect. Comptes Rendus Chim. 2006, 9, 1396–1408. [Google Scholar] [CrossRef]
- Musioł, M.; Sikorska, W.; Adamus, G.; Janeczek, H.; Kowalczuk, M.; Rydz, J. (Bio) degradable polymers as a potential material for food packaging: Studies on the (bio) degradation process of PLA/ (R, S)-PHB rigid foils under industrial composting conditions. Eur. Food Res. Technol. 2016, 242, 815–823. [Google Scholar] [CrossRef]
- Signori, F.; Coltelli, M.B.; Bronco, S. Thermal degradation of poly (lactic acid) (PLA) and poly (butylene adipate-co-terephthalate) (PBAT) and their blends upon melt processing. Polym. Degrad. Stab. 2009, 94, 74–82. [Google Scholar] [CrossRef]
- Celestine, A.D.N.; Agrawal, V.; Runnels, B. Experimental and numerical investigation into mechanical degradation of polymers. Compos. Part B Eng. 2020, 201, 108369. [Google Scholar] [CrossRef]
- Zaldivar, R.J.; Mclouth, T.D.; Ferrelli, G.L.; Patel, D.N.; Hopkins, A.R.; Witkin, D. Effect of initial filament moisture content on the microstructure and mechanical performance of ULTEM® 9085 3D printed parts. Addit. Manuf. 2018, 24, 457–466. [Google Scholar] [CrossRef]
- Ogunsona, E.O.; Misra, M.; Mohanty, A.K. Accelerated hydrothermal aging of biocarbon reinforced nylon biocomposites. Polym. Degrad. Stab. 2017, 139, 76–88. [Google Scholar] [CrossRef]
- Gupta, B.; Revagade, N.; Hilborn, J. Poly (lactic acid) fiber: An overview. Prog. Polim. Sci. 2007, 32, 455–482. [Google Scholar] [CrossRef]
- Tyler, B.; Gullotti, D.; Mangraviti, A.; Utsuki, T.; Brem, H. Polylactic acid (PLA) controlled delivery carriers for biomedical applications. Adv. Drug Deliv. Rev. 2016, 107, 163–175. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Parres, F.; López, J.; Jiménez, A. Development of a novel pyrolysis-gas chromatography/mass spectrometry method for the analysis of poly (lactic acid) thermal degradation products. J. Anal. Appl. Pyrolysis 2013, 101, 150–155. [Google Scholar] [CrossRef]
- Ataeefard, M. Study of PLA printability with flexography ink: Comparison with common packaging polymer. Prog. Color Colorants Coat. 2019, 12, 101–105. [Google Scholar]
- Sinclair, R.G. The case for polylactic acid as a commodity packaging plastic. J. Macromol. Sci. Part A Pure Appl. Chem. 1996, 33, 585–597. [Google Scholar] [CrossRef]
- Rajeshkumar, G.; Seshadri, S.A.; Devnani, G.L.; Sanjay, M.R.; Siengchin, S.; Maran, J.P.; Al-Dhabi, N.A.; Karuppiah, P.; Mariadhas, V.A.; Sivarajasekar, N.; et al. Environment friendly, renewable and sustainable poly lactic acid (PLA) based natural fiber reinforced composites–A comprehensive review. J. Clean. Prod. 2021, 310, 127483. [Google Scholar] [CrossRef]
- Karamanlioglu, M.; Alkan, Ü. Influence of Degradation of PLA with High Degree of Crystallinity on Fungal Community Structure in Compost. Compos. Sci. Util. 2020, 28, 169–178. [Google Scholar] [CrossRef]
- Janczak, K.; Hrynkiewicz, K.; Znajewska, Z.; Dąbrowska, G. Use of rhizosphere microorganisms in the biodegradation of PLA and PET polymers in compost soil. Int. Biodeterior. Biodegrad. 2018, 130, 65–75. [Google Scholar] [CrossRef]
- Dornburg, V.; Faaij, A.; Patel, M.; Turkenburg, W.C. Economics and GHG emission reduction of a PLA bio-refinery system—Combining bottom-up analysis with price elasticity effects. Resour. Conserv. Recycl. 2006, 46, 377–409. [Google Scholar] [CrossRef] [Green Version]
- Rezvani Ghomi, E.; Khosravi, F.; Saedi Ardahaei, A.; Dai, Y.; Neisiany, R.E.; Foroughi, F.; Ramakrishna, S. The life cycle assessment for polylactic acid (PLA) to make it a low-carbon material. Polymers 2021, 13, 1854. [Google Scholar] [CrossRef] [PubMed]
- Karan, H.; Funk, C.; Grabert, M.; Oey, M.; Hankamer, B. Green bioplastics as part of a circular bioeconomy. Trends Plant Sci. 2019, 24, 237–249. [Google Scholar] [CrossRef] [PubMed]
- Mysiukiewicz, O.; Barczewski, M.; Skórczewska, K.; Matykiewicz, D. Correlation between processing parameters and degradation of different polylactide grades during twin-screw extrusion. Polymers 2020, 12, 1333. [Google Scholar] [CrossRef] [PubMed]
- Mroziński, A. Problemy recyklingu tworzyw polimerowych. Inżynieria I Apar. Chem. 2010, 49, 89–90. [Google Scholar]
- ISO: 1133-1:2011; Plasti—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Hermoplastic—Part 1: Standard Method. ISO: Geneva, Switzerland, 2011.
- ISO 11357-1:2016; Plastics—Differential Scanning Calorimetry (DSC)—Part 1: General Principles. ISO: Geneva, Switzerland, 2016.
- ISO 11357-2:2016; Plasti—Differential Scanning Calorimetry (DS)—Part 2: Determination of Glass Transition Temperature and Glass Transition Step Height. ISO: Geneva, Switzerland, 2016.
- ISO 11357-3:2016; Plastics—Differential Scanning Calorimetry (DSC)—Part 3: Determination of Temperature and Enthalpy of Melting and Crystallization. ISO: Geneva, Switzerland, 2016.
- Krawczyk-Walach, M.; Gzyra-Jagieła, K.; Milczarek, A.; Jóźwik-Pruska, J. Characterization of Potential Pollutants from Poly (lactic acid) after the Degradation Process in Soil under Simulated Environmental Conditions. AppliedChem 2021, 1, 156–172. [Google Scholar] [CrossRef]
- Besems, J.; de Mangelaere, L.; Mast, S.; Spits, I. Business Plan; Southern Philippines Argi-Business and Marine and Aquatic School of Technology: Malita, Philippines, 2020. [Google Scholar]
- Leal Filho, W.; Salvia, A.L.; Minhas, A.; Paço, A.; Dias-Ferreira, C. The COVID-19 pandemic and single-use plastic waste in households: A preliminary study. Sci. Total Environ. 2021, 793, 148571. [Google Scholar] [CrossRef]
- Celis, J.E.; Espejo, W.; Paredes-Osses, E.; Contreras, S.A.; Chiang, G.; Bahamonde, P. Plastic residues produced with confirmatory testing for COVID-19: Classification, quantification, fate, and impacts on human health. Sci. Total Environ. 2021, 760, 144167. [Google Scholar] [CrossRef]
- Kakadellis, S.; Harris, Z.M. Don’t scrap the waste: The need for broader system boundaries in bioplastic food packaging life-cycle assessment–A critical review. J. Clean. Prod. 2020, 274, 122831. [Google Scholar] [CrossRef]
- Mangin, R.; Vahabi, H.; Sonnier, R.; Chivas-Joly, C.; Lopez-Cuesta, J.M.; Cochez, M. Improving the resistance to hydrothermal ageing of flame-retarded PLA by incorporating miscible PMMA. Polym. Degrad. Stab. 2018, 155, 52–66. [Google Scholar] [CrossRef]
- Żenkiewicz, M.; Richert, J.; Rytlewski, P.; Moraczewski, K.; Stepczyńska, M.; Karasiewicz, T. Characterisation of multi-extruded poly (lactic acid). Polym. Test. 2009, 28, 412–418. [Google Scholar] [CrossRef]
- Meng, Q.; Heuzey, M.C.; Carreau, P.J. Control of thermal degradation of polylactide/clay nanocomposites during melt processing by chain extension reaction. Polym. Degrad. Stab. 2012, 97, 2010–2020. [Google Scholar] [CrossRef]
- Shojaeiarani, J.; Bajwa, D.S.; Rehovsky, C.; Bajwa, S.G.; Vahidi, G. Deterioration in the physico-mechanical and thermal properties of biopolymers due to reprocessing. Polymers 2019, 11, 58. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Taubner, V.; Shishoo, R. Influence of processing parameters on the degradation of poly (L-lactide) during extrusion. J. Appl. Polym. Sci. 2001, 79, 2128–2135. [Google Scholar] [CrossRef]
- Simmons, H.; Kontopoulou, M. Hydrolytic degradation of branched PLA produced by reactive extrusion. Polym. Degrad. Stab. 2018, 158, 228–237. [Google Scholar] [CrossRef]
- Al-Itry, R.; Lamnawar, K.; Maazouz, A. Improvement of thermal stability, rheological and mechanical properties of PLA, PBAT and their blends by reactive extrusion with functionalized epoxy. Polym. Degrad. Stab. 2012, 97, 1898–1914. [Google Scholar] [CrossRef]
- Guo, X.; Lin, Z.; Wang, Y.; He, Z.; Wang, M.; Jin, G. In-line monitoring the degradation of polypropylene under multiple extrusions based on Raman spectroscopy. Polymers 2019, 11, 1698. [Google Scholar] [CrossRef] [Green Version]
- Spicker, C.; Rudolph, N.; Kühnert, I.; Aumnate, C. The use of rheological behavior to monitor the processing and service life properties of recycled polypropylene. Food Packag. Shelf Life 2019, 19, 174–183. [Google Scholar] [CrossRef]
- Kwiatkowski, K.; Kwiatkowska, M. Ocena degradacji elastomerów estrowych na podstawie wskaźnika szybkości płynięcia MFR. Inżynieria Mater. 2012, 33, 497–500. [Google Scholar]
- Frick, A.; Rochman, A. Characterization of TPU-elastomers by thermal analysis (DSC). Polym. Test. 2004, 23, 413–417. [Google Scholar] [CrossRef]
- Drzeżdżon, J.; Jacewicz, D.; Sielicka, A.; Chmurzyński, L. Characterization of polymers based on differential scanning calorimetry based techniques. TrAC Trends Anal. Chem. 2019, 110, 51–56. [Google Scholar] [CrossRef]
- Głowińska, E.; Trzebiatowska, P.J.; Datta, J.; Namieśnik, J. Zastosowanie chromatografii żelowej (chromatografii wykluczania) w badaniach polimerów. Anal. Nauka Prakt. 2019, 1, 24–29. [Google Scholar]
- Willett, J.L.; O’connor, K.M.; Wool, R.P. The role of chain scission in fracture of amorphous polymers. J. Polym. Sci. Part B Polym. Phys. 1986, 24, 2583–2589. [Google Scholar] [CrossRef]
- Cuadri, A.A.; Martín-Alfonso, J.E. Thermal, thermo-oxidative and thermomechanical degradation of PLA: A comparative study based on rheological, chemical and thermal properties. Polym. Degrad. Stab. 2018, 150, 37–45. [Google Scholar] [CrossRef]
- Gamon, G.; Evon, P.; Rigal, L. Wpływ wytłaczania dwuślimakowego na morfologię włókien naturalnych i właściwości materiałów w biokompozytach na bazie poli(kwasu mlekowego). Uprawy Prod. Przemysłowe 2013, 46, 173–185. [Google Scholar]
- Yu, T.H.; Wilkes, G.L. Orientation determination and morphological study of high density polyethylene (HDPE) extruded tubular films: Effect of processing variables and molecular weight distribution. Polymer 1996, 37, 4675–4687. [Google Scholar] [CrossRef]
- Kopinke, F.D.; Remmler, M.; Mackenzie, K.; Möder, M.; Wachsen, O. Thermal decomposition of biodegradable polyesters—II. Poly (lactic acid). Polym. Degrad. Stab. 1996, 53, 329–342. [Google Scholar] [CrossRef]
- Jailani, N.; Ibrahim, A.N.H.; Rahim, A.; Hassan, N.A.; Yusoff, N.I.M. Chemical and physical properties of poly (lactic) acid modified bitumen. Ain Shams Eng. J. 2021, 12, 2631–2642. [Google Scholar] [CrossRef]
- Fukuda, T. Fundamental kinetic aspects of living radical polymerization and the use of gel permeation chromatography to shed light on them. J. Polym. Sci. Part A Polym. Chem. 2004, 42, 4743–4755. [Google Scholar] [CrossRef]
- Rogošić, M.; Mencer, H.J.; Gomzi, Z. Polydispersity index and molecular weight distributions of polymers. Eur. Polym. J. 1996, 32, 1337–1344. [Google Scholar] [CrossRef]
- Cooke, D.M.; Shi, A.C. Effects of polydispersity on phase behavior of diblock copolymers. Macromolecules 2006, 39, 6661–6671. [Google Scholar] [CrossRef]
- Korhonen, H.; Helminen, A.; Seppälä, J.V. Synthesis of polylactides in the presence of co-initiators with different numbers of hydroxyl groups. Polymer 2001, 42, 7541–7549. [Google Scholar] [CrossRef]
- Le Marec, P.E.; Ferry, L.; Quantin, J.C.; Bénézet, J.C.; Bonfils, F.; Guilbert, S.; Bergeret, A. Influence of melt processing conditions on poly(lactic acid) degradation: Molar mass distribution and crystallization. Polym. Degrad. Stab. 2014, 110, 353–363. [Google Scholar] [CrossRef]
- Pantani, R.; De Santis, F.; Sorrentino, A.; De Maio, F.; Titomanlio, G. Crystallization kinetics of virgin and processed poly(lactic acid). Polym. Degrad. Stab. 2010, 95, 1148–1159. [Google Scholar] [CrossRef]
- Karalus, W.; Dąbrowski, J.R.; Auguścik, M.; Ryszkowska, J. Właściwości tribologiczne biodegradowalnych poliuretanów o różnej budowie i zawartości segmentów sztywnych. Polimery 2016, 61, 509–518. [Google Scholar] [CrossRef]
- Kosmalska, D.; Kaczmarek, H.; Malinowski, R.; Bajer, K. Postępy w badaniach degradacji termicznej materiałów polimerowych. Cz. II. Wpływ różnych czynników na degradację termiczną materiałów polimerowych podczas ich przetwórstwa. Polimery 2019, 64, 239–314. [Google Scholar] [CrossRef]
- Kaczor, D.; Fiedurek, K.; Bajer, K.; Raszkowska-Kaczor, A.; Domek, G.; Macko, M.; Szroeder, P. Impact of the Graphite Fillers on the Thermal Processing of Graphite/Poly (lactic acid) Composites. Materials 2021, 14, 5346. [Google Scholar] [CrossRef]
- Ahmed, J.; Mulla, M.Z.; Vahora, A.; Bher, A.; Auras, R. Folie kompozytowe z nanopłytek polilaktydowych i grafenowych: Wpływ wysokiego ciśnienia na topografię, właściwości barierowe, termiczne i mechaniczne. Polim. Kompozycje. 2021, 42, 2898–2909. [Google Scholar]
- Wang, Y.; Gómez Ribelles, J.L.; Salmerón Sánchez, M.; Mano, J.F. Morphological contributions to glass transition in poly (L-lactic acid). Macromolecules 2005, 38, 4712–4718. [Google Scholar] [CrossRef]
- Shieh, Y.T.; Liu, G.L. Temperature-modulated differential scanning calorimetry studies on the origin of double melting peaks in isothermally melt-crystallized poly (L-lactic acid). J. Polym. Sci. Part B Polym. Phys. 2007, 45, 466–474. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Rotational Speed of the Plasticizing System (min−1) | |
|---|---|---|
| Configuration 1 | 210 | 200 |
| 400 | ||
| 600 | ||
| 230 | 200 | |
| 400 | ||
| 600 | ||
| 250 | 200 | |
| 400 | ||
| 600 | ||
| Configuration 2 | 210 | 200 |
| 400 | ||
| 600 | ||
| 230 | 200 | |
| 400 | ||
| 600 | ||
| 250 | 200 | |
| 400 | ||
| 600 |
| (a) | ||||||
| Temperature (°C) | Rotational Speed of the Plasticizing System (min−1) | Tg (°C) | Tcc (°C) | ΔHcc (J/g) | Tm (°C) | ΔHm (J/g) |
| Heating 1 | ||||||
| 210 | 200 | 61.33 | 114.24 | 28.74 | 152.93 | 27.38 |
| 400 | 60.87 | 114.90 | 30.07 | 156.27 | 27.24 | |
| 600 | 60.05 | 116.70 | 30.24 | 153.51 | 27.92 | |
| 230 | 200 | 59.66 | 118.36 | 28.71 | 152.73 | 27.15 |
| 400 | 61.29 | 118.56 | 30.15 | 154.28 | 26.96 | |
| 600 | 60.60 | 122.77 | 28.06 | 153.35 | 22.45 | |
| 250 | 200 | 60.83 | 126.87 | 18.64 | 155.11 | 15.33 |
| 400 | 61.68 | 127.49 | 9.57 | 155.73 | 16.76 | |
| 600 | 60.62 | 125.04 | 14.81 | 153.97 | 17.91 | |
| Heating 2 | ||||||
| 210 | 200 | 58.14 | - | - | 151.67 | 5.29 |
| 400 | 57.46 | 128.46 | 2.55 | 151.06 | 6.41 | |
| 600 | 57.25 | - | - | 151.11 | 4.52 | |
| 230 | 200 | 57.20 | - | - | 150.98 | 5.89 |
| 400 | 57.75 | 124.39 | 26.58 | 149.27 | 22.31 | |
| 600 | 57.33 | 124.94 | 19.96 | 149.18 | 20.81 | |
| 250 | 200 | 57.59 | 129.02 | 7.12 | 150.48 | 5.63 |
| 400 | 57.10 | 128.82 | 6.02 | 155.49 | 5.63 | |
| 600 | 57.86 | - | - | 157.19 | 6.79 | |
| (b) | ||||||
| Temperature (°C) | Rotational Speed of the Plasticizing System (min−1) | Tg (°C) | Tcc (°C) | ΔHcc (J/g) | Tm (°C) | ΔHm (J/g) |
| Heating 1 | ||||||
| 210 | 200 | 61.98 | 113.91 | 27.00 | 153.11 | 28.83 |
| 400 | 57.82 | 114.57 | 33.14 | 151.59 | 27.70 | |
| 600 | 61.22 | 118.76 | 28.69 | 153.78 | 26.35 | |
| 230 | 200 | 61.02 | 116.24 | 30.20 | 153.40 | 28.26 |
| 400 | 61.90 | 119.25 | 31.48 | 154.39 | 27.98 | |
| 600 | 60.47 | 124.74 | 22.67 | 154.78 | 19.38 | |
| 250 | 200 | 61.12 | 119.91 | 29.00 | 153.09 | 27.89 |
| 400 | 61.02 | 129.21 | 8.67 | 154.99 | 10.20 | |
| 600 | 60.80 | 128.55 | 10.74 | 156.13 | 14.70 | |
| Heating 2 | ||||||
| 210 | 200 | 58.03 | 129.36 | 3.80 | 151.34 | 5.10 |
| 400 | 54.34 | - | - | 149.35 | 1.34 | |
| 600 | 56.20 | - | - | 157.13 | 9.58 | |
| 230 | 200 | 58.19 | 129.19 | 4.06 | 151.66 | 5.01 |
| 400 | 57.82 | - | - | 150.83 | 5.13 | |
| 600 | 57.60 | 127.05 | 11.06 | 156.72 | 11.09 | |
| 250 | 200 | 57.33 | 128.21 | 7.98 | 149.98 | 9.21 |
| 400 | 57.67 | 128.88 | - | 150.16 | 7.81 | |
| 600 | 56.95 | 128.71 | 8.88 | 149.65 | 9.41 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kosmalska, D.; Janczak, K.; Raszkowska-Kaczor, A.; Stasiek, A.; Ligor, T. Polylactide as a Substitute for Conventional Polymers—Biopolymer Processing under Varying Extrusion Conditions. Environments 2022, 9, 57. https://0-doi-org.brum.beds.ac.uk/10.3390/environments9050057
Kosmalska D, Janczak K, Raszkowska-Kaczor A, Stasiek A, Ligor T. Polylactide as a Substitute for Conventional Polymers—Biopolymer Processing under Varying Extrusion Conditions. Environments. 2022; 9(5):57. https://0-doi-org.brum.beds.ac.uk/10.3390/environments9050057
Chicago/Turabian StyleKosmalska, Daria, Katarzyna Janczak, Aneta Raszkowska-Kaczor, Andrzej Stasiek, and Tomasz Ligor. 2022. "Polylactide as a Substitute for Conventional Polymers—Biopolymer Processing under Varying Extrusion Conditions" Environments 9, no. 5: 57. https://0-doi-org.brum.beds.ac.uk/10.3390/environments9050057