
Study of Oil Particle Concentration Vertical Distribution of Various Sizes under Displacement Ventilation System in Large-Space Machining Workshop


Abstract
:1. Introduction
2. Methodology
2.1. Numerical Models and Solver Setting
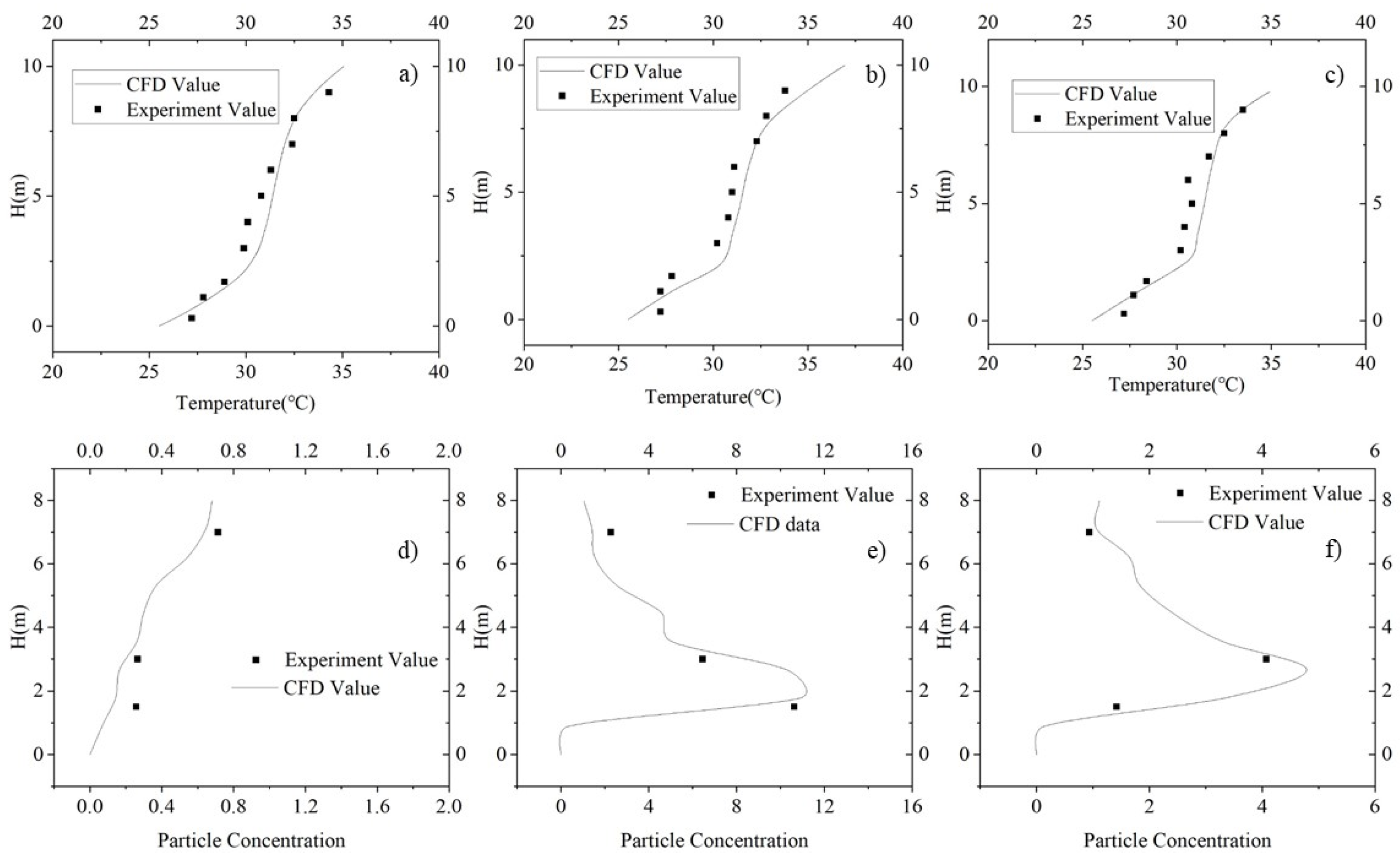
2.2. CFD Validation
2.3. Particle Concentration Inhomogeneity and Distribution Indices
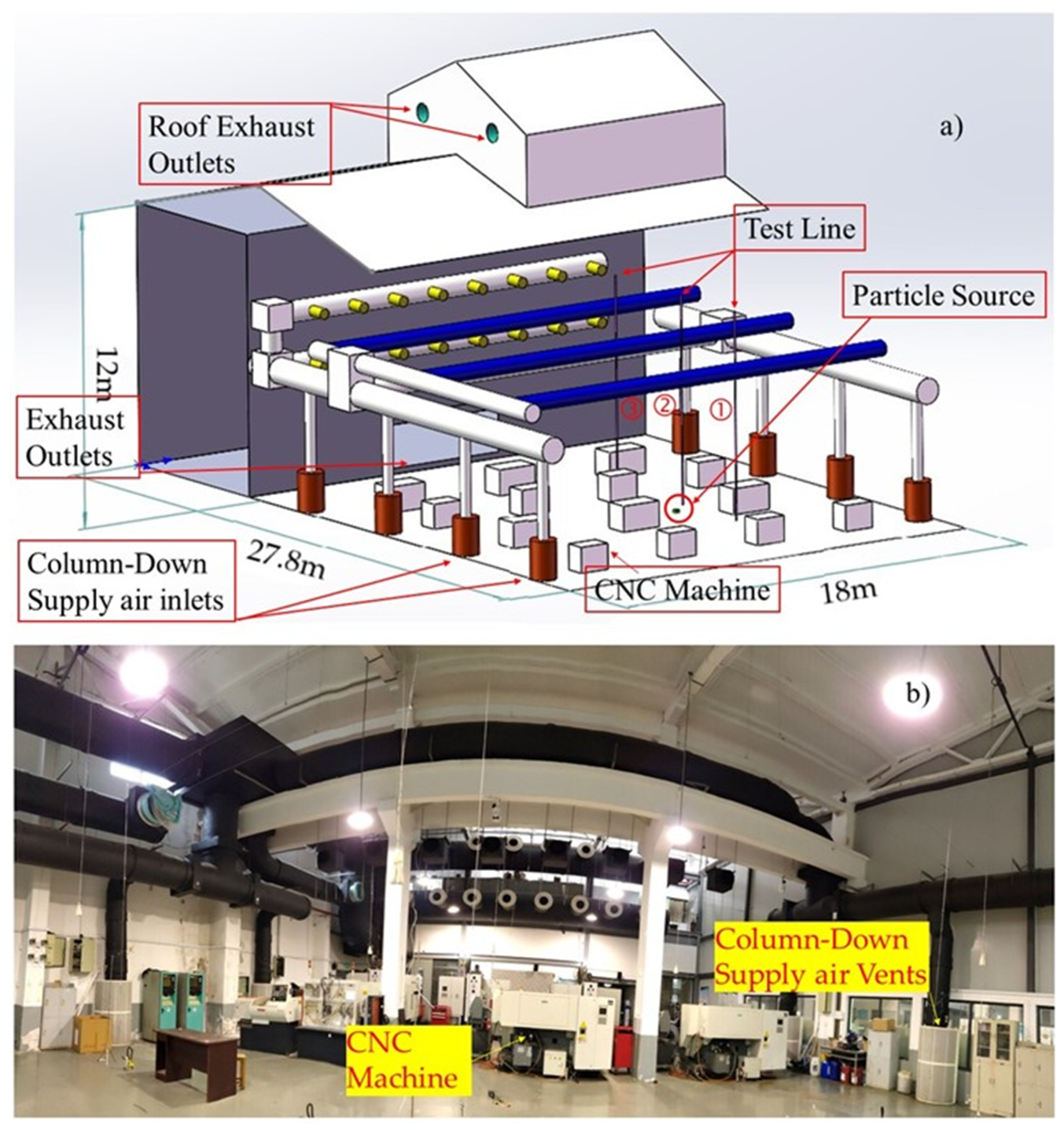
2.4. Physical Model, Grid and Boundary Condition
3. Result
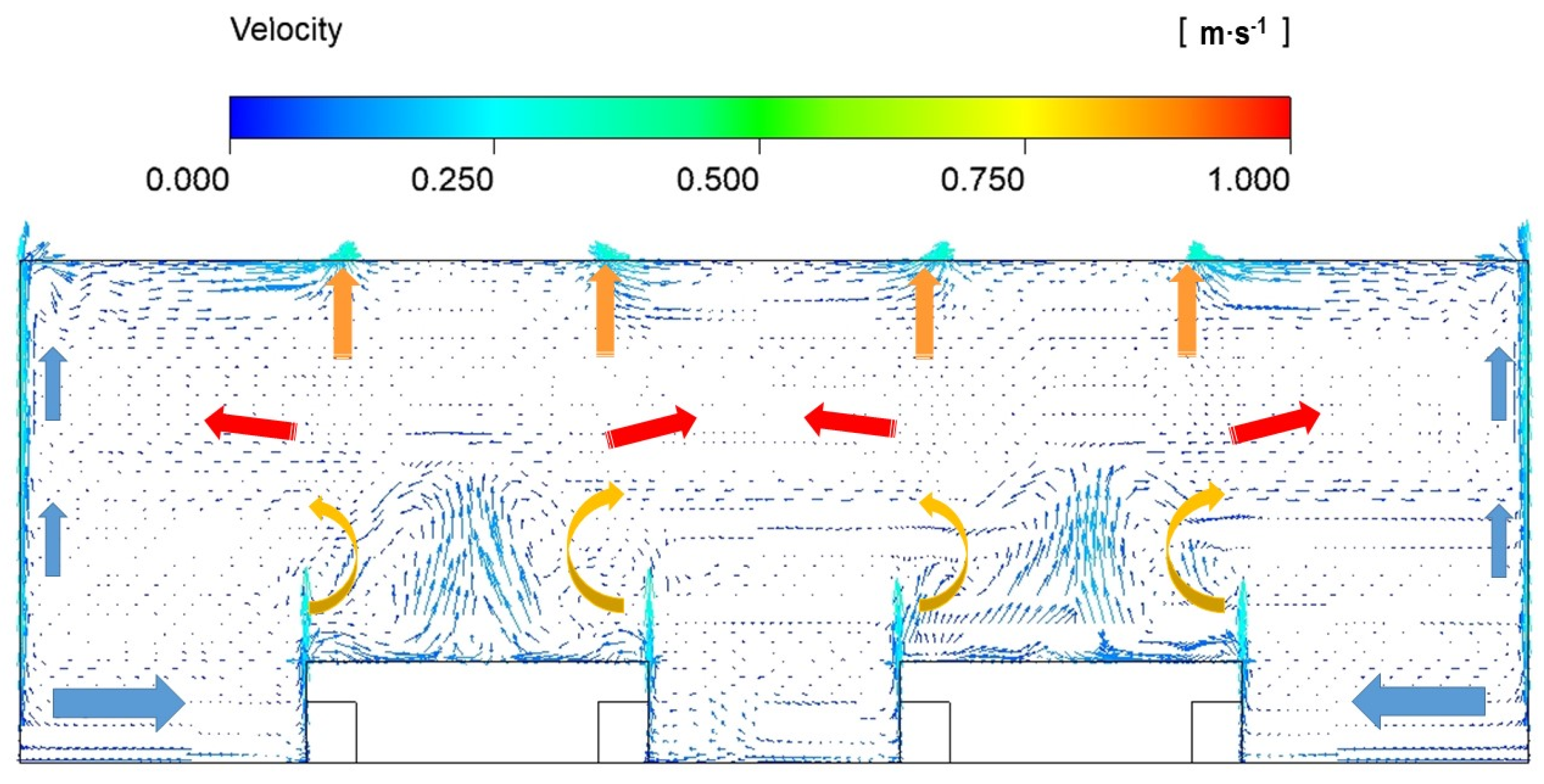
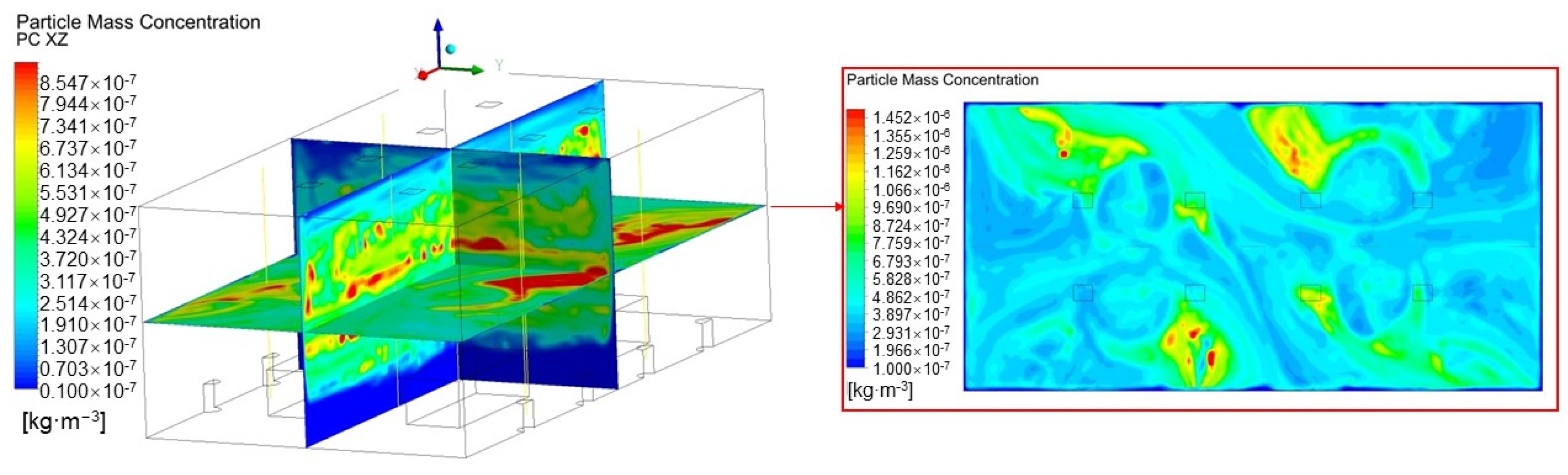
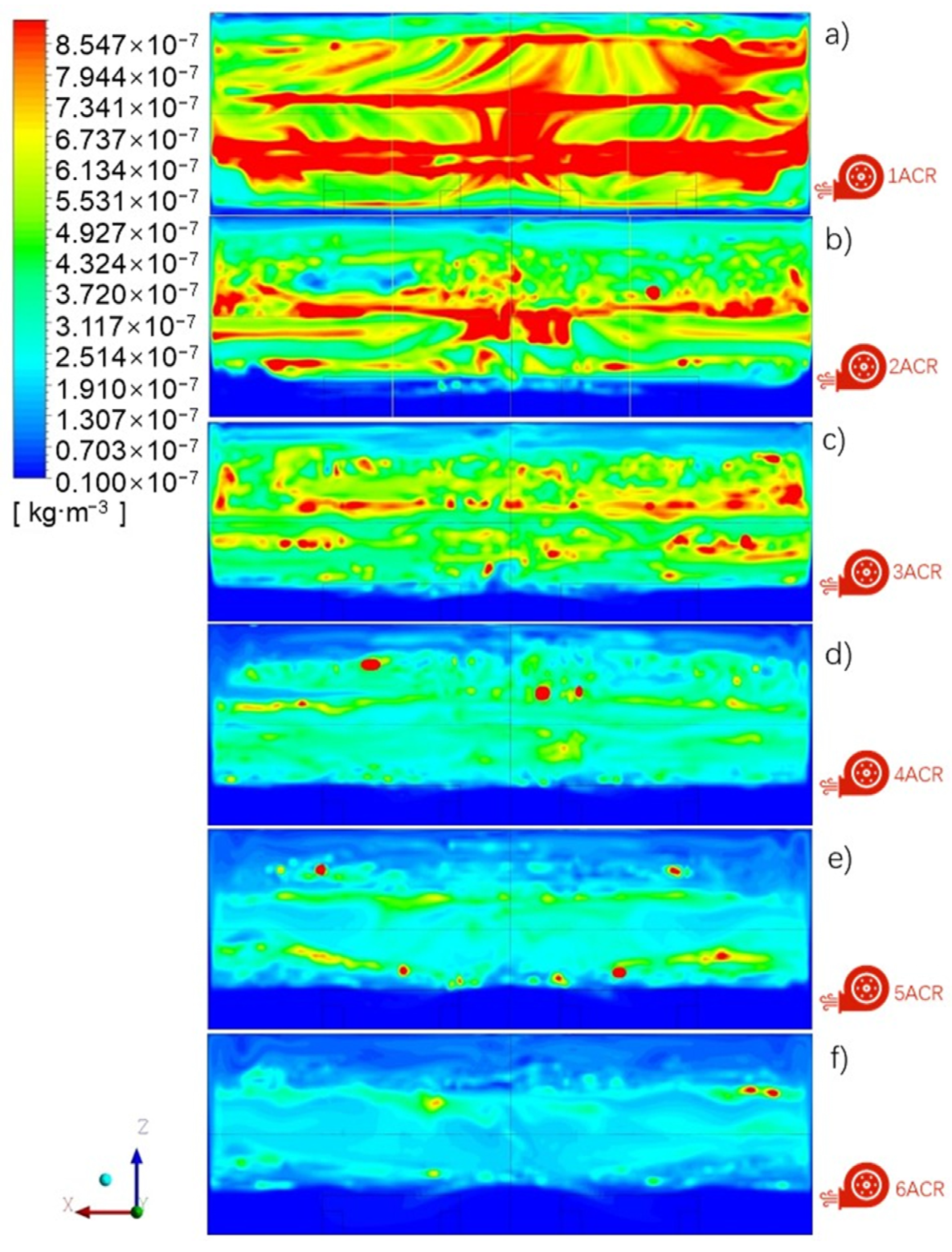
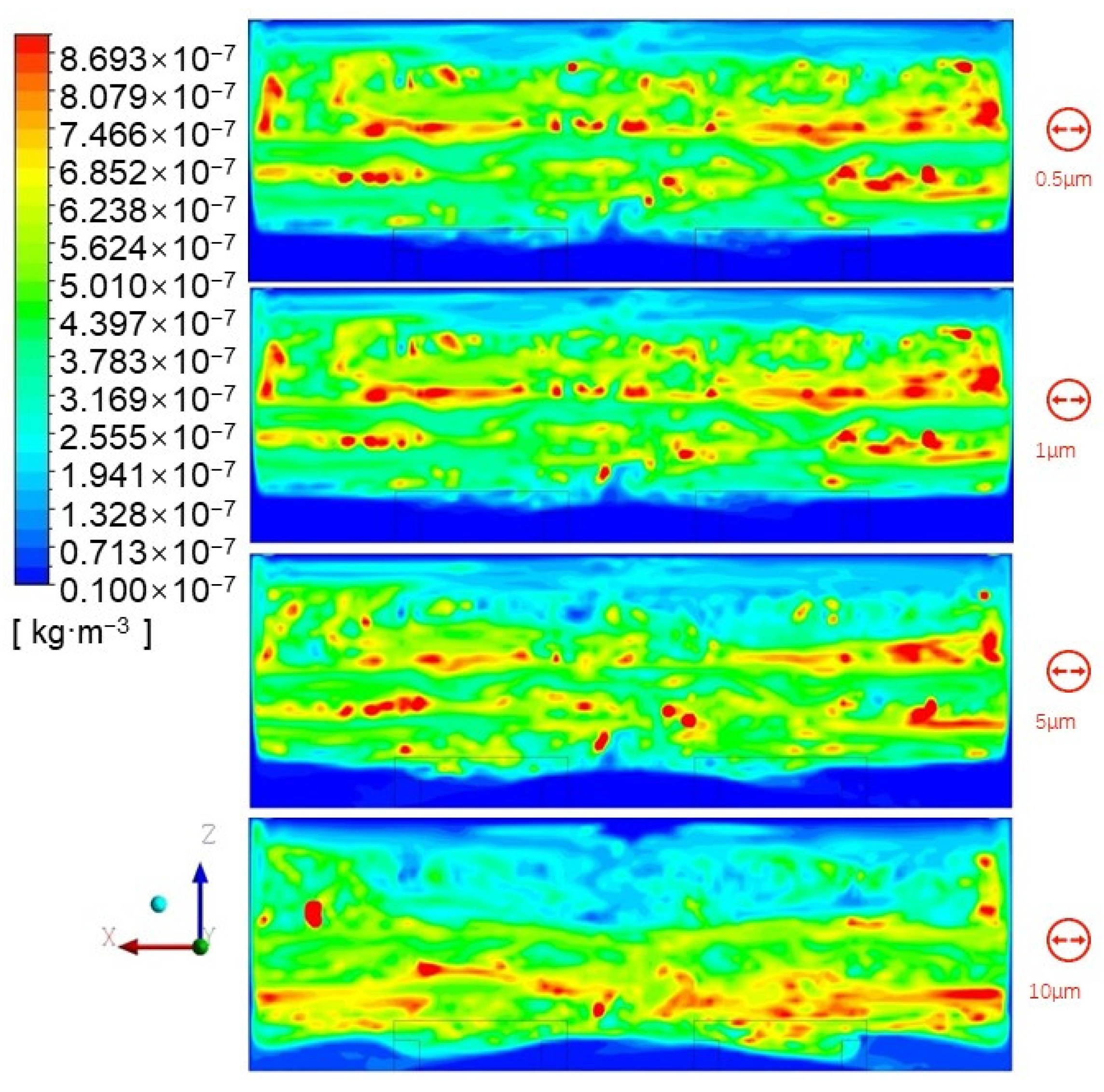
3.1. Velocity Field and Vertical Particle Concentration Distribution
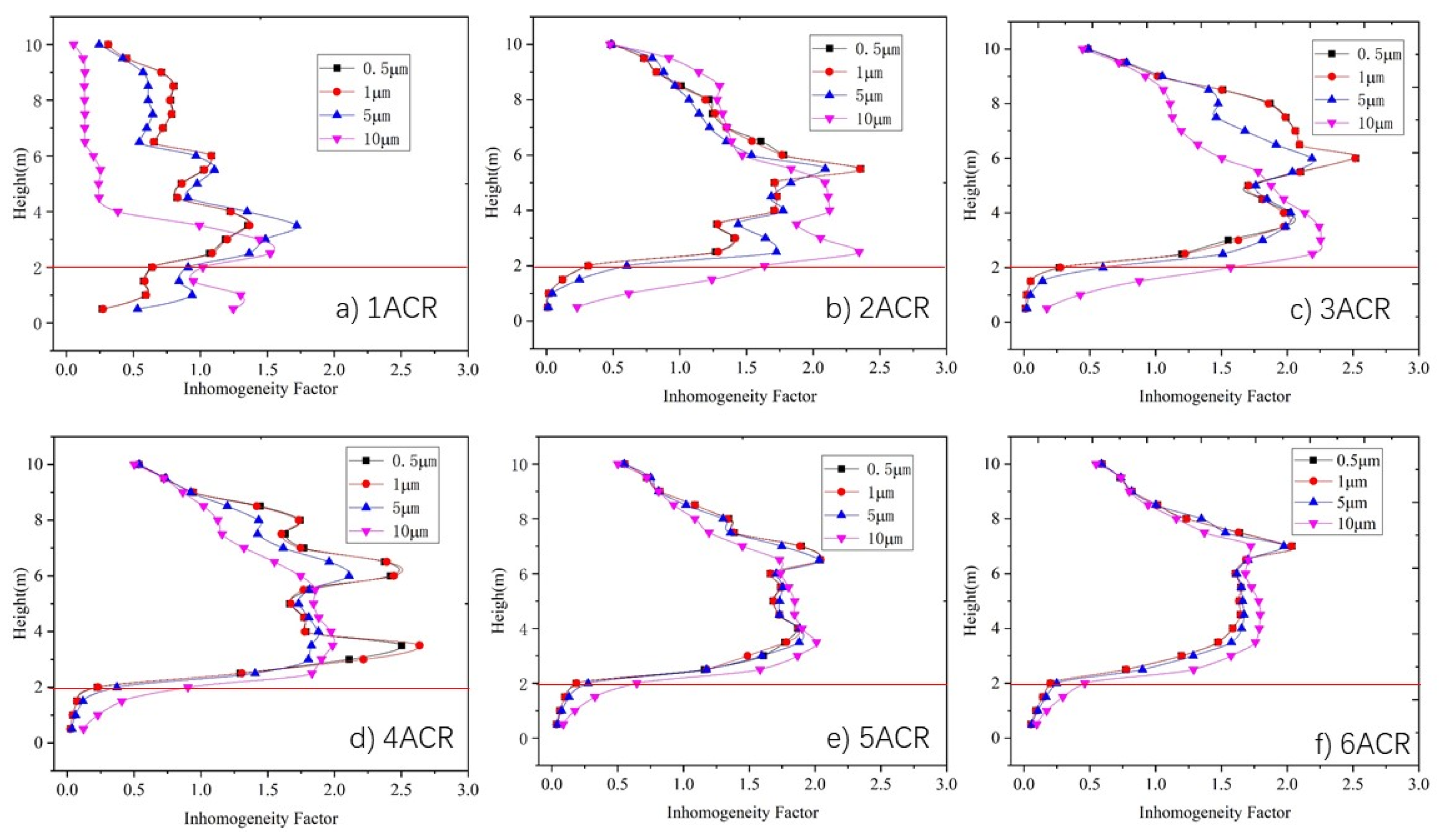
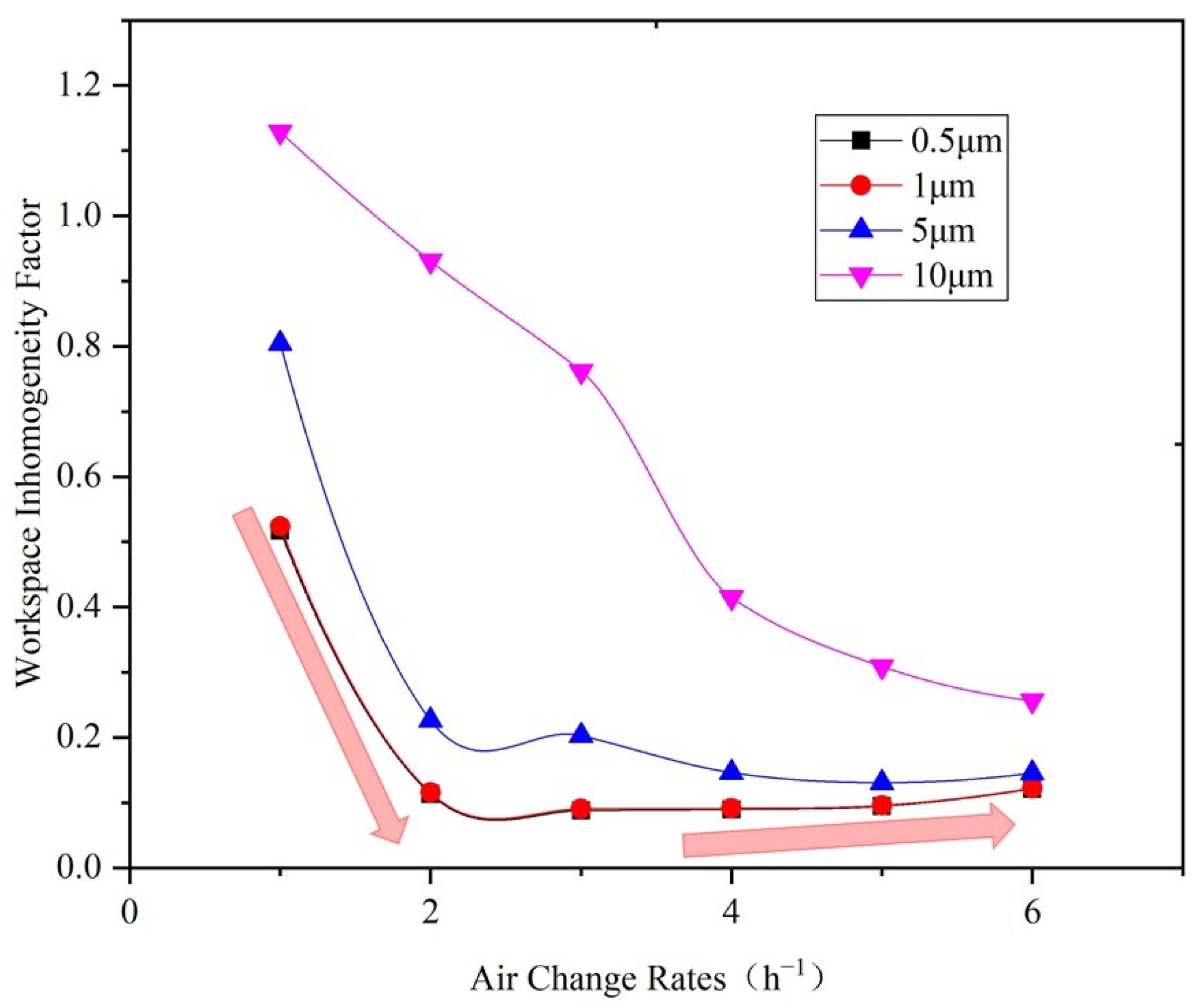
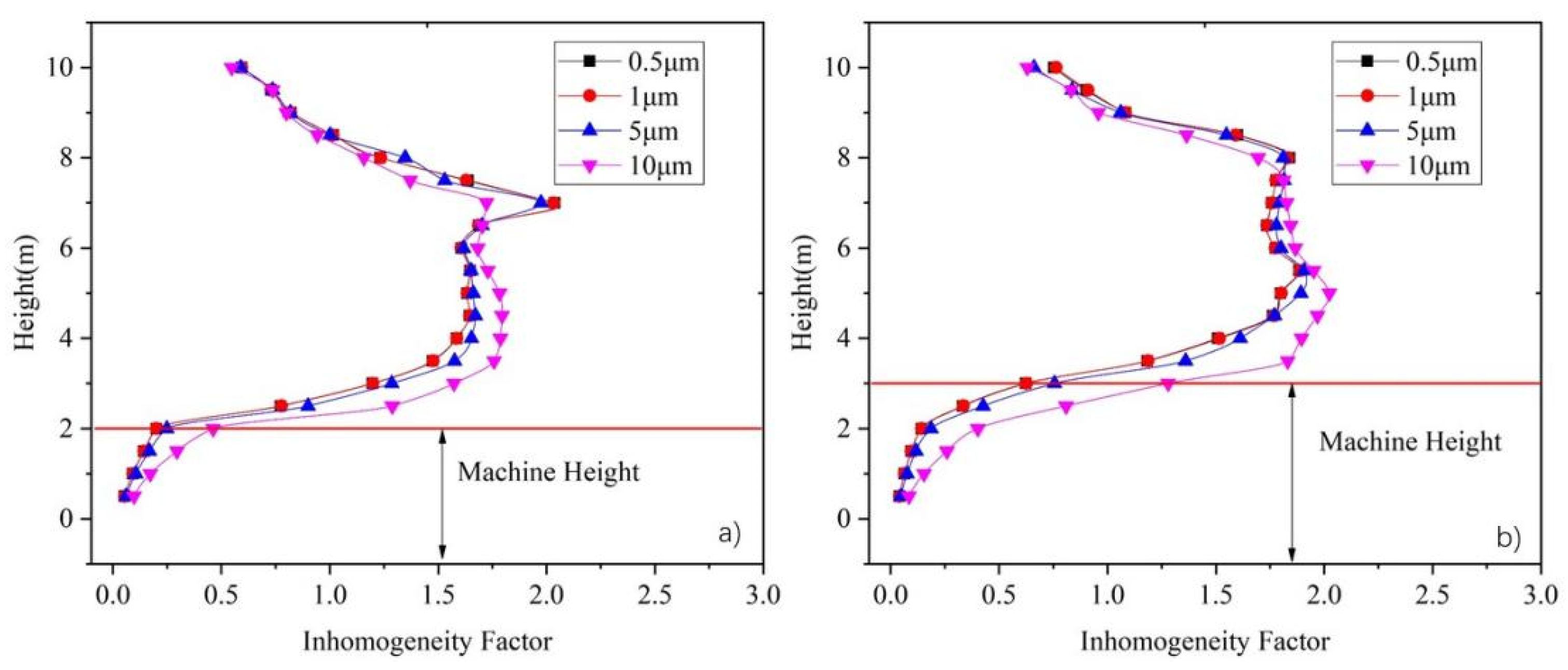
3.2. Vertical Inhomogeneity Factor of Particle Concentration Distribution
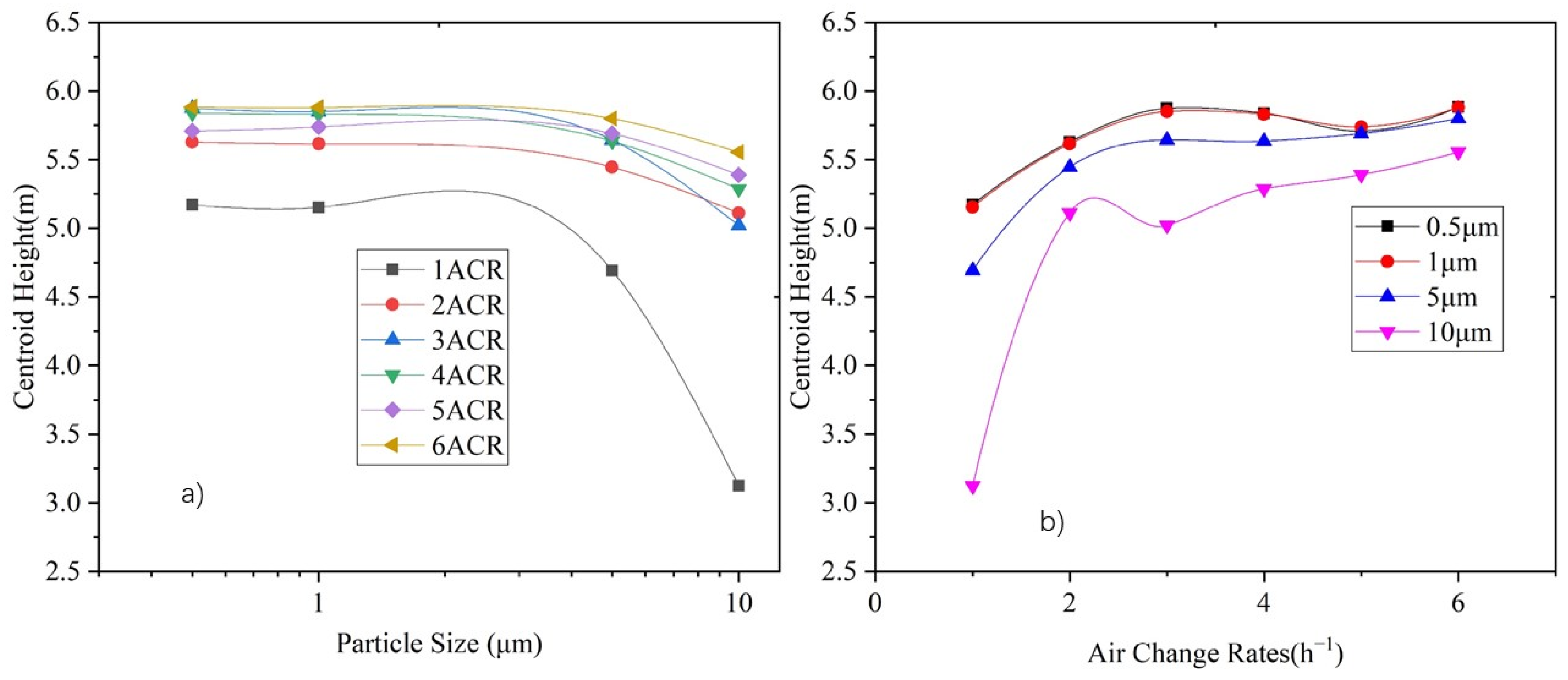
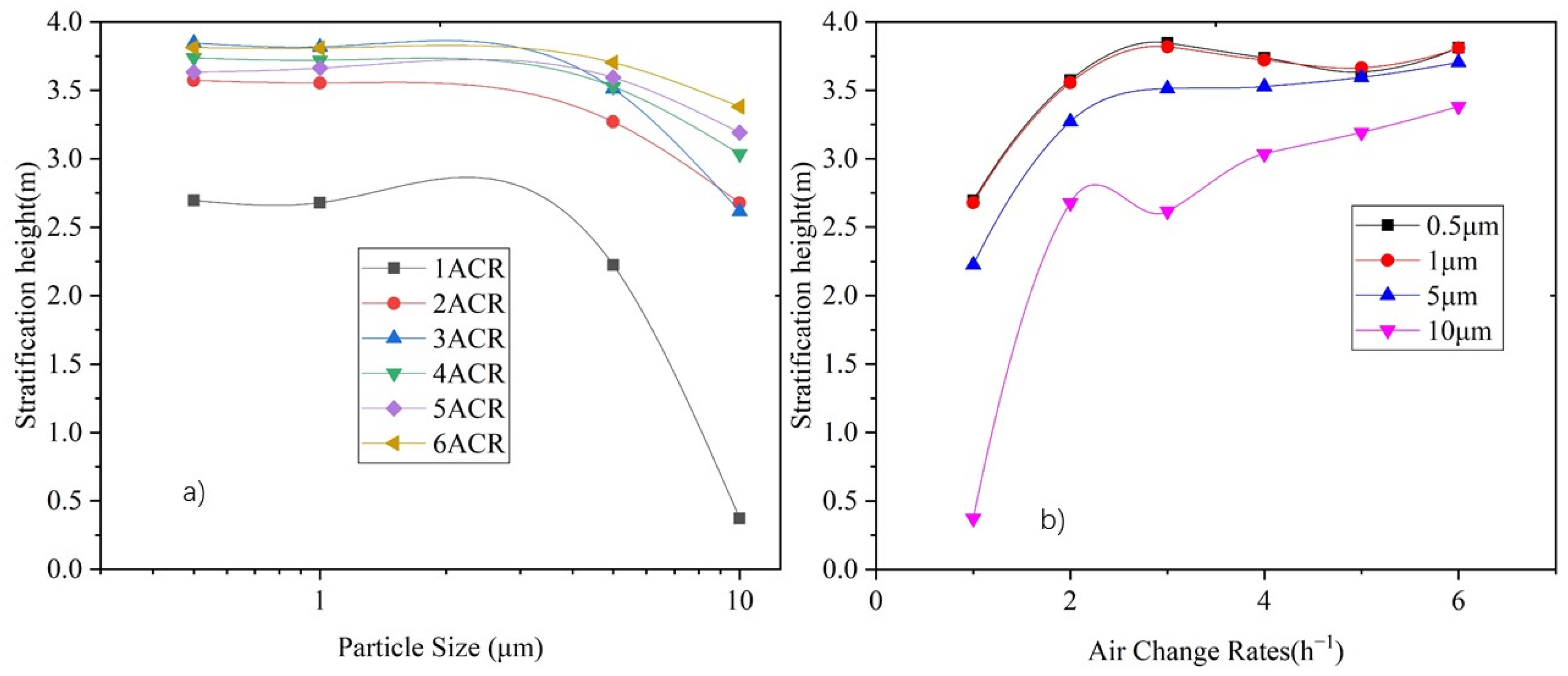
3.3. Distribution Indices of Particle Concentration
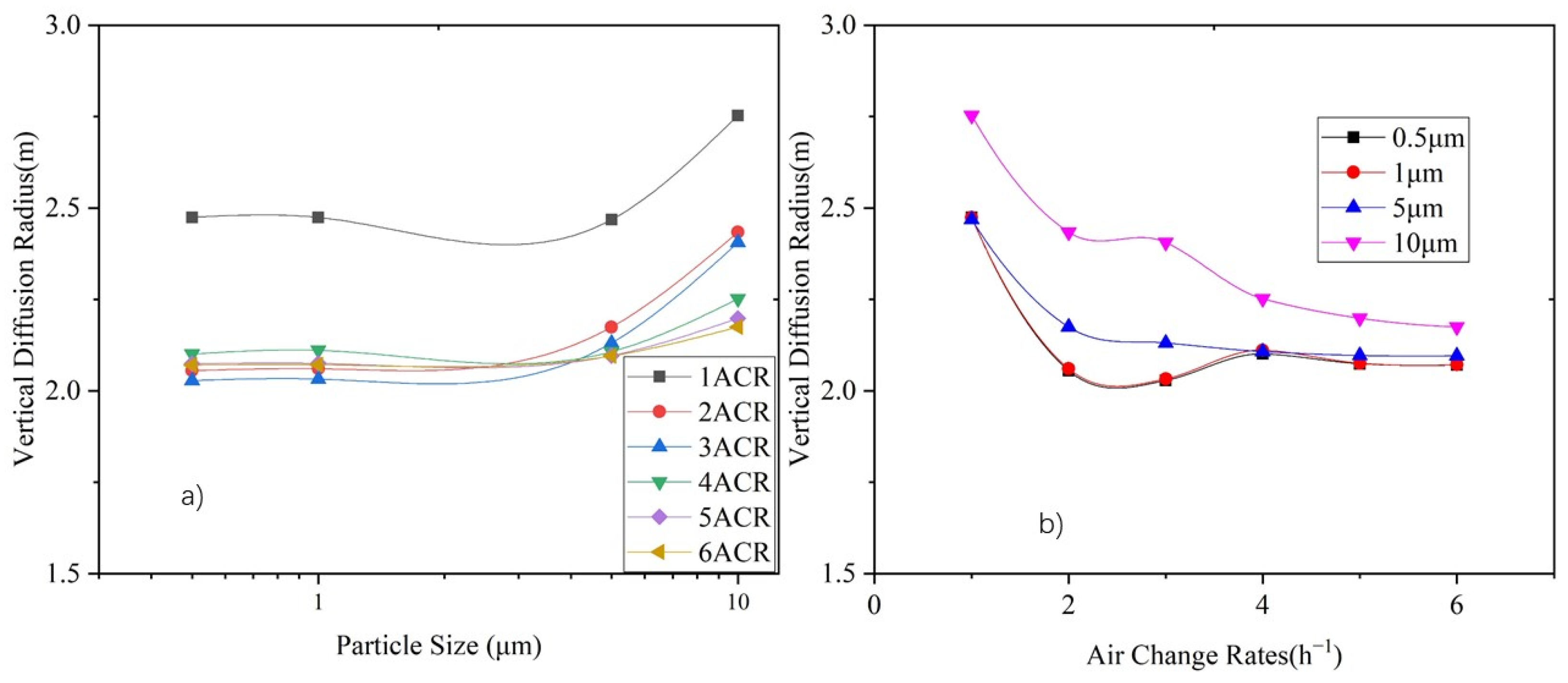
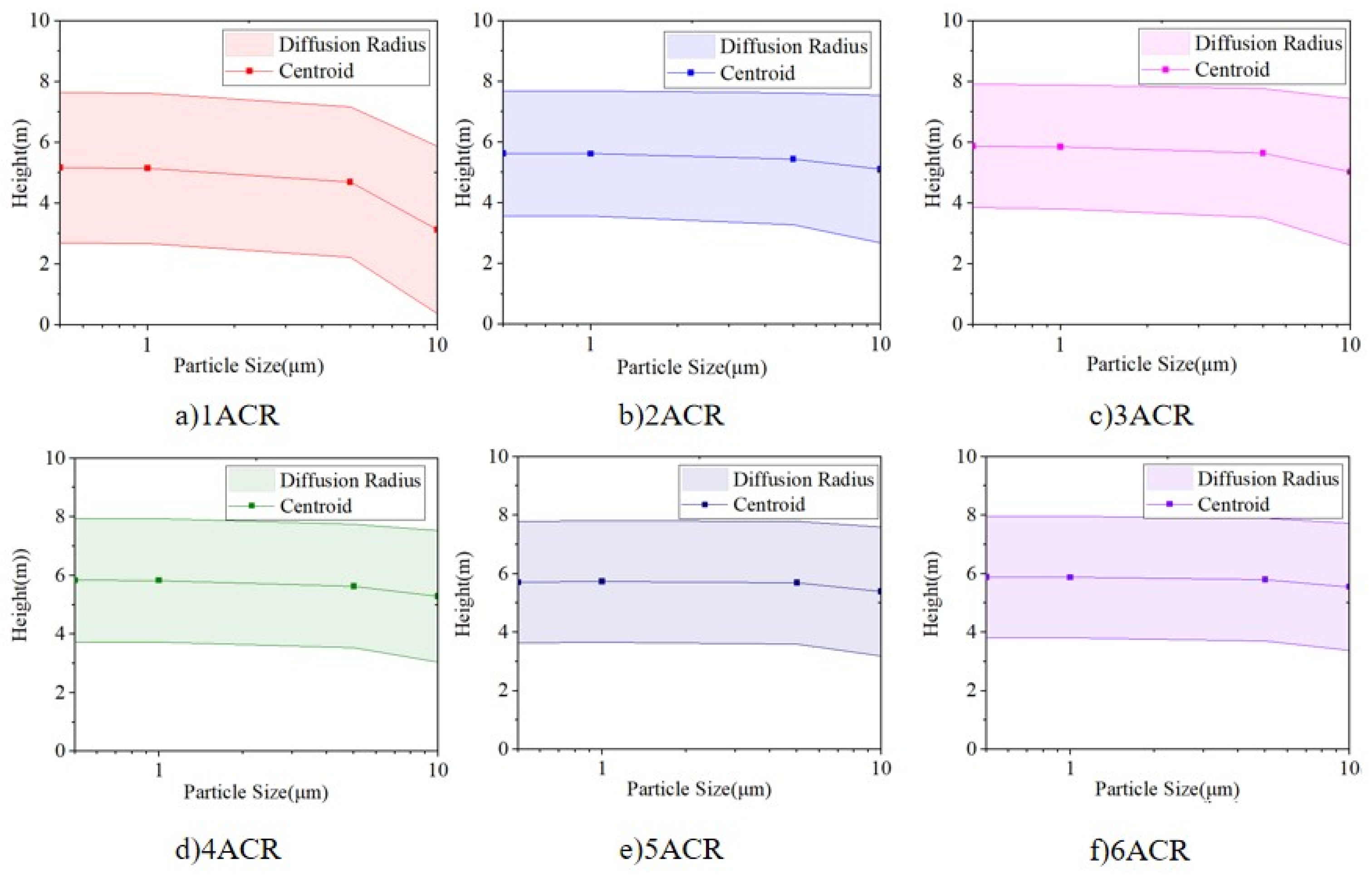
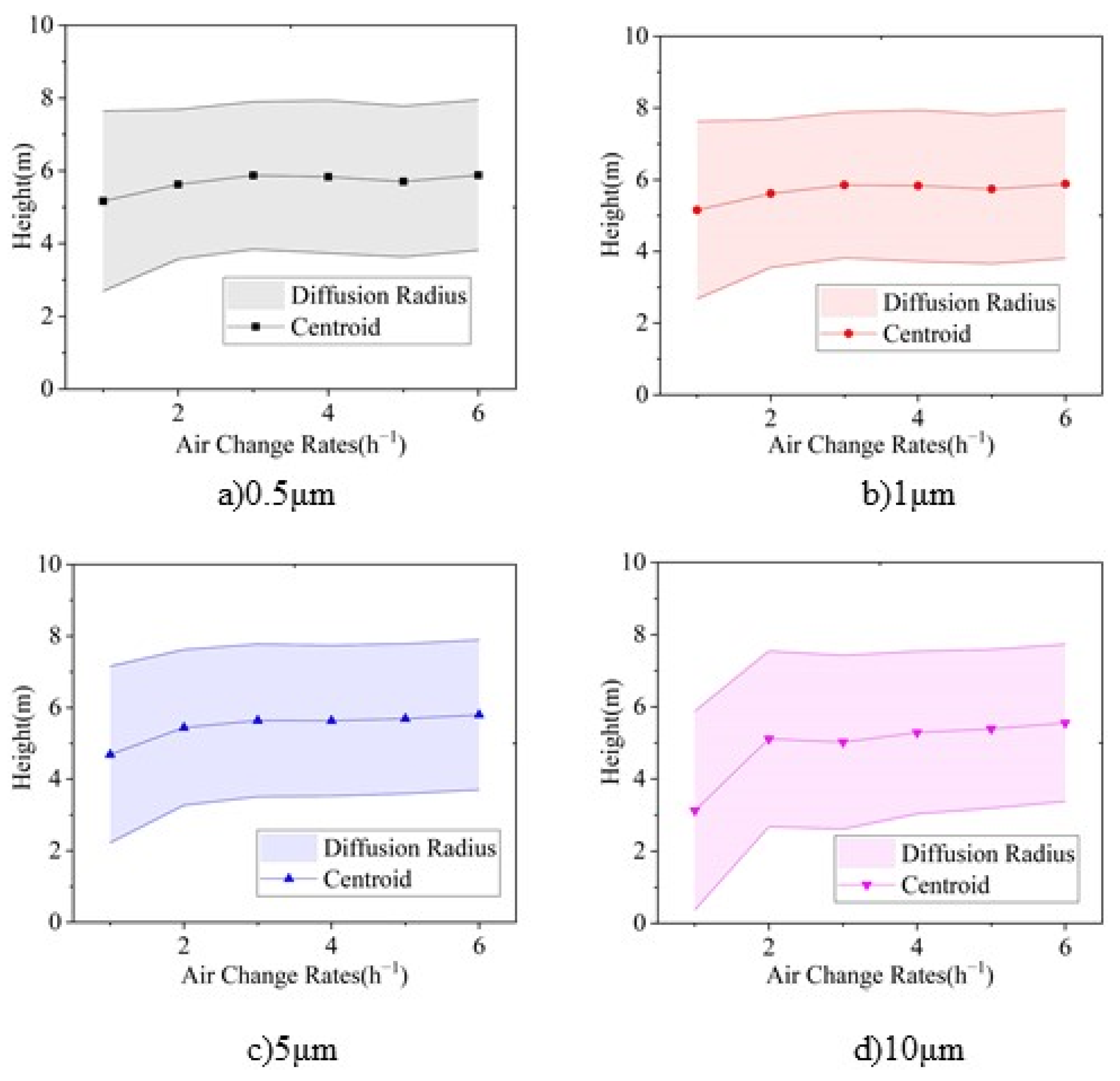
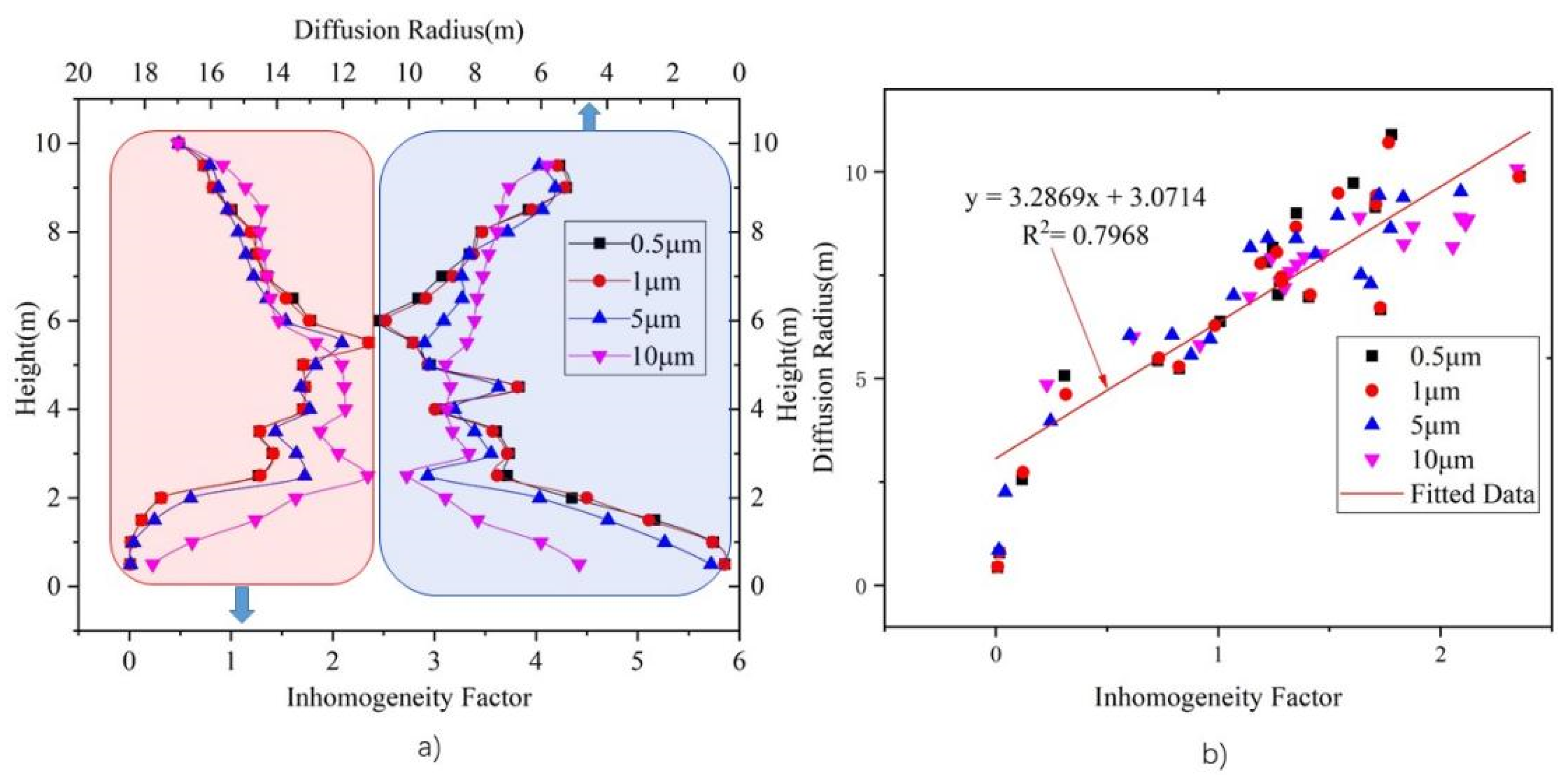
3.4. Horizontal Plane Diffusion Radius
3.5. Sensitivity Analysis of Particle Concentration Distribution
4. Discussion
4.1. Vertical Distribution of Particle Concentration Inhomogeneity
4.2. Distribution Indices of Particle Concentration
4.3. Sensitivity Analysis of Particle Concentration Distribution
4.4. Material of Oil Particles
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- National Bureau of Statistics. China Statistical Yearbook 2018; China Statistics Press: Beijing, China, 2018.
- Chen, Z.; Wong, K.; Li, W.; Liang, S.Y.; Stephenson, D.A. Cutting Fluid Aerosol Generation due to Spin-off in Turning Operation: Analysis for Environmentally Conscious Machining. J. Manuf. Sci. Eng. 2001, 123, 506–512. [Google Scholar] [CrossRef]
- Yue, Y.; Sutherland, J.W.; Predebon, W.W. Cutting fluid mist formation in machining via atomization mechanisms. Des. Manuf. Assem. 1996, 89, 37–46. [Google Scholar]
- Yang, M.; Zou, J.; Zhang, Z.; Wen, C.; Liu, M. Application of oil mist detection in chemical hazard analysis for machining industry. Chin. Occup. Med. 2010, 37, 373–375. (In Chinese) [Google Scholar]
- Meng, C.; Qin, W.; Yu, S. Qualitative and quantitative analysis on metal processing cutting oil mist. Chin. Occup. Med. 2013, 40, 344–346. (In Chinese) [Google Scholar]
- Chen, M.; Tsai, P.; Wang, Y. Assessing inhalatory and dermal exposures and their resultant health-risks for workers exposed to polycyclic aromatic hydrocarbons (PAHs) contained in oil mists in a fastener manufacturing industry. Environ. Int. 2008, 34, 971–975. [Google Scholar] [CrossRef]
- Li, C.; Wang, H.; Yu, C. Diffusion characteristics of the industrial submicron particle under Brownian motion and turbulent diffusion. Indoor Built Environ. 2022, 31, 17–30. [Google Scholar] [CrossRef]
- Deng, Q.; Ou, C.; Shen, Y.; Shen, Y.; Xiang, Y.; Miao, Y.; Li, Y. Health effects of physical activity as predicted by particle deposition in the human respiratory tract. Sci. Total Environ. 2019, 657, 819–826. [Google Scholar] [CrossRef]
- Deng, Q.; Ou, C.; Chen, J.; Xiang, Y. Particle deposition in tracheobronchial airways of an infant, child and adult. Sci. Total Environ. 2018, 612, 339–346. [Google Scholar] [CrossRef] [PubMed]
- Bukowski, J. Review of respiratory morbidity from occupational exposure to oil mists. Appl. Occup. Environ. Hyg. 2003, 18, 828–837. [Google Scholar] [CrossRef] [PubMed]
- Murga, A.; Kuga, K.; Yoo, S.; Ito, K. Can the inhalation exposure of a specific worker in a cross-ventilated factory be evaluated by time- and spatial-averaged contaminant concentration? Envoron. Pollut. 2019, 252, 1388–1398. [Google Scholar] [CrossRef]
- Hussain, M.; Rae, J.; Gilman, A.; Kauss, P. Lifetime health risk assessment from exposure of recreational users to polycyclic aromatic hydrocarbons. Arch. Environ. Contam. Toxical. 1998, 35, 527–531. [Google Scholar] [CrossRef] [PubMed]
- Kermanizadeh, A.; Balharry, D.; Wallin, H.; Loft, S.; Moller, P. Nanomaterial translocation-the biokinetics, tissue accumulation, toxicity and fate of materials in secondary organs-a review. Crit. Rev. Toxicol. 2015, 45, 837–872. [Google Scholar] [CrossRef] [PubMed]
- Savitz, D. Epidemiologic evidence on the carcinogenicity of metalworking fluids. Appl. Occup. Environ. Hyg. 2003, 18, 913–920. [Google Scholar] [CrossRef]
- Becher, H.; Ramroth, H.; Ahrens, W.; Risch, A.; Schmezer, P.; Dietz, A. Occupational exposure to polycyclic aromatic hydrocarbons and laryngeal cancer risk. Int. J. Cancer 2005, 116, 451–457. [Google Scholar] [CrossRef] [PubMed]
- National Institute for Occupational Safety and Health. Criteria for a Recommended Standard Occupational Exposure to Metalworking Fluids; National Institute for Occupational Safety and Health: Cincinnati, OH, USA, 1998.
- Fu, S.; Zhou, W.; Yan, L. The actuality and development of metalworking fluids mist control. Lubr. Oil 2003, 18, 21–24. [Google Scholar]
- Long, Z.; Wang, Y.; Li, S. Monitoring and purification of oil mist particles in a machining workshop. HVAC 2019, 49, 50–55. [Google Scholar]
- Chen, M.; Tsai, P.J.; Chang, C.C.; Shilh, T.S.; Lee, W.J.; Liao, P.C. Particle size distributions of oil mists in workplace atmospheres and their exposure concentrations to workers in a fastener manufacturing industry. J. Hazard. Mater. 2007, 146, 393–398. [Google Scholar] [CrossRef]
- Wang, Y.; Tsai, P.J.; Chen, C.; Chen, D.; Dai, Y. Size distributions and exposure concentrations of nanoparticles associated with the emissions of oil mists from fastener manufacturing processes. J. Hazard. Mater. 2011, 198, 182–187. [Google Scholar] [CrossRef]
- Chen, R.; Shi, X.; Bai, R.; Rang, W.; Huo, L.; Zhao, L.; Long, D.; Pui, D.Y.H.; Chen, C. Airborne nanoparticle pollution in a wire electrical discharge machining workshop and potential health risks. Aerosol Air Qual. Res. 2015, 15, 284–294. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Shao, Y.; Long, Z. Physicochemical characterization of oily particles emitted from different machining processes. J. Aerosol Sci. 2016, 96, 1–13. [Google Scholar] [CrossRef]
- Demou, E.; Mutamba, G.; Wyss, F.; Hellweg, S. Exposure to PM1 in a Machine Shop. Indoor Built Environ. 2009, 18, 514–523. [Google Scholar] [CrossRef]
- Simpson, A.T.; Stear, M.; Groves, J.A.; Piney, M.; Bradley, S.D. Occupational exposure to metalworking fluid mist and sump fluid contaminants. Ann. Occup. Hyg. 2003, 47, 17–30. [Google Scholar]
- Dasch, J.; D’arcy, J.; Gundrum, A.; Sutherland, J.; Johnson, J.; Carlson, D. Characterization of fine particles from machining in automotive plants. J. Occup. Environ. Hyg. 2005, 2, 609–625. [Google Scholar] [CrossRef]
- Dasch, J.; D’arcy, J. Physical and chemical characterization of airborne particles from welding operations in automotive plants. J. Occup. Environ. Hyg. 2008, 5, 444–454. [Google Scholar] [CrossRef] [PubMed]
- D’arcy, J.B.; Dasch, J.M.; Gundrum, A.B.; Rivera, J.L.; Johnson, J.H.; Carlson, D.H.; Sutherland, J.W. Characterization of process air emissions in automotive production plants. J. Occup. Environ. Hyg. 2016, 13, 9–18. [Google Scholar] [CrossRef]
- Wang, H.; Reponen, T.; Lee, S.A.; White, E.; Grinshpun, S.A. Size distribution of airborne mist and endotoxin-containing particles in metalworking fluid environments. J. Occup. Environ. Hyg. 2007, 4, 157–165. [Google Scholar] [CrossRef] [PubMed]
- Zhao, T.; Wu, J.; Qi, C. Investigation of metal working fluid pollution in a machining workshop and preliminary investigation of the causes. Chin. J. Ind. Med. 2013, 26, 43–45. [Google Scholar]
- Park, D.; Stewart, P.A.; Coble, J.B. Determinants of exposure to metalworking fluid aerosols: A literature review and analysis of reported measurements. Ann. Occup. Hyg. 2009, 53, 271–288. [Google Scholar]
- Jiao, Z.; Yuan, S.; Ji, C.; Mannan, M.S.; Wang, Q. Optimization of dilution ventilation layout design in confined environments using Computational Fluid Dynamics (CFD). J. Loss Prev. Process Ind. 2019, 60, 195–202. [Google Scholar] [CrossRef]
- Feigley, C.E.; Bennett, J.S.; Lee, E.; Khan, J. Improving the use of mixing factors for dilution ventilation design. Appl. Occup. Environ. Hyg. 2002, 17, 333–343. [Google Scholar] [CrossRef]
- Wang, H.; Huang, C.; Liu, D.; Zhao, F. Fume transports in a high rise industrial welding hall with displacement ventilation system and individual ventilation units. Build. Environ. 2012, 52, 119–128. [Google Scholar] [CrossRef]
- Zhang, J.; Long, Z.; Liu, W.; Chen, Q. Strategy for studying ventilation performance in factories. Aerosol Air Qual. Res. 2016, 16, 442–452. [Google Scholar] [CrossRef] [Green Version]
- Wei, G.; Chen, B.; Lai, D.; Chen, Q. An improved displacement ventilation system for a machining plant. Atmos. Environ. 2020, 228, 117419. [Google Scholar] [CrossRef]
- Wang, Y.; Zhai, C.; Zhao, T.; Cao, Z. Numerical study on pollutant removal performance of vortex ventilation with different pollution source locations. Build. Simul. 2020, 13, 1373–1383. [Google Scholar] [CrossRef]
- Wang, H. The Determination of The Design Parameter Used by Displacement Ventilation Applied in Industrial Workshops and the Research of The Effect of Pollution Control; Tianjin University: Tianjin, China, 2016. [Google Scholar]
- Versteeg, H.; Malalasekera, W. An Introduction to Computational Fluid Dynamics the Finite Volume Method, 2nd ed.; Pearson Education Limited: Harlow, UK, 2007. [Google Scholar]
- Zhao, B.; Yang, C.; Yang, X.; Liu, S. Particle dispersion and deposition in ventilated rooms: Testing and evaluation of different Eulerian and Lagrangian models. Build. Environ. 2008, 43, 388–397. [Google Scholar] [CrossRef]
- Fox. Aerosol Mechanics; Science Publisher: Beijing, China, 1960. [Google Scholar]
- Tian, L. The Research on Modeling of Indoor Particulate Matter of Outdoor Origin and Control Strategies; Hunan University: Changsha, China, 2009. [Google Scholar]
- Li, A.; Ahmadi, G. Dispersion and deposition of spherical particles from point sources in a turbulent channel flow. Aerosol Sci. Technol. 1992, 16, 18. [Google Scholar] [CrossRef]
- Rizk, M.A.; Elghobashi, S.E. The motion of a spherical particle suspended in a turbulent flow near a plane wall. Phys. Fluids 1985, 28, 12. [Google Scholar] [CrossRef]
- Mclaughlin, J.B. Aerosol particle deposition in numerically simulated channel flow. Phys. Fluids A 1989, 7, 13. [Google Scholar] [CrossRef]
- Zhang, Z. A Study on Transpot and Deposition of Indoor Particulate Matter; Purdue University: West Lafayette, Indiana, 2005. [Google Scholar]
- Zhang, Z.; Chen, Q. Experimental measurements and numerical simulations of particle transport and distribution in ventilated rooms. Atmos. Environ. 2006, 40, 3396–3408. [Google Scholar] [CrossRef] [Green Version]
- Chen, K.; Wang, H.; Huang, C. Numerical modeling of submicrometer particulates in clean rooms. Environ. Sci. Technol. 2008, 31, 5. [Google Scholar]
- Liu, D.; Zhao, F.; Tang, G. Numerical analysis of two contaminants removal from a three-dimensional cavity. Int. J. Heat Mass Transfer 2008, 51, 5. [Google Scholar] [CrossRef]
- Liu, D.; Tang, G. Non-unique convection in a three-dimensional slot-vented cavity with opposed jets. Int. J. Heat Mass Transfer 2008, 53, 13. [Google Scholar] [CrossRef]
- Zhao, F.; Liu, D.; Tang, G. Multiple steady fluid flows in a slot-ventilated enclosure. Int. J. Heat Fluid Flow 2008, 29, 12. [Google Scholar] [CrossRef]
- ISO 5801:2007; Industrial Fans- Performance Testing Using Standardized Airways. International Organization for Standardization: Geneva, Switzerland, 2007.
- Murakami, S. New scales for ventilation efficiency and their application based on numerical simulation of room airflow. In Proceedings of the International Symposium on Room Air Convection and Ventilation Effectiveness, Tokyo, Japan, 22–24 July 1992. [Google Scholar]
- Sandberg, M. The use of moments for assessing air quality in ventilated room. Build. Environ. 1983, 18, 17. [Google Scholar] [CrossRef]
- Shuzo, K.; Shuzo, M. New ventilation efficiency scales based on spatial distribution of containment concentration aided by numerical simulation. ASHRAE Trans. 1988, 94, 22. [Google Scholar]
- Shuzo, K.; Shuzo, M.; Kobayashi, H. New scales for evaluating ventilation efficiency as affected by supply and exhaust opening based on spatial distribution of containment. In Proceedings of the International Symposium of Room Air Convection and Ventilation Effectiveness, Tokyo, Japan, 22–24 July 1992; pp. 321–332. [Google Scholar]
- Wang, X.; Zhou, Y.; Wang, F.; Jiang, X.; Yang, Y. Exposure levels of oil mist particles under different ventilation strategies in industrial workshops. Build. Environ. 2021, 206, 108264. [Google Scholar] [CrossRef]
- Niu, J.; Van, D.K.J. Grid optimization for k-ε turbulence model simulation of natural convection in rooms. In Proceedings of the Roomvent, Aalborg, Denmark, 2–4 September 1992; Volume 207. [Google Scholar]
- ANSYS. ANSYS Fluent Theory Guide; ANSYS: Canonsburg, PA, USA, 2016. [Google Scholar]
- Wang, F.; Li, Z.; Wang, P.; Zhang, R. Experimental study of oil particle emission rate and size distribution during milling. Aerosol Sci. Technol. 2018, 52, 1308–1319. [Google Scholar] [CrossRef]
- Wang, F.; Li, Z.; Wang, X.; Yang, Y. A prediction model of emission characteristics of oil particles induced by milling process: Emission rate and size distribution. Indoor Built Environ. 2022. [Google Scholar] [CrossRef]
- Liu, F.; Li, Y.; Liu, Y. The Application of single index text and orthogonal test in the analysis of parameter sensitivity. J. Water Resour. Constr. Eng. 2015, 13, 5. [Google Scholar]
- Yu, T.; Shi, H.; Wang, P. Value-at-risk analysis of spur dikes based on range analysis. J. Wuhan Univ. 2020, 53, 667–673. [Google Scholar] [CrossRef]
- Marián, S.; Miroslav, D.; Richard, H.; Darina, V. Environmental and Health Aspects of Metalworking Fluid Use. Pol. J. Environ. Stud. 2015, 24, 37–45. [Google Scholar]
- Steven, J.C.; David, L. Evaporation of Metalworking Fluid Mist in Laboratory and Industrial Mist Collectors. Am. Ind. Hyg. Assoc. J. 1998, 59, 45–51. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Model Selection | Settings and Inputs | Reference |
|---|---|---|---|
| Models | Energy | Energy Equation On | |
| Viscous | RNG k-ε (two equations) Standard Wall Function Fluent Default Constants | Zhang et al. [34] Wei et al. [35] | |
| Discrete Phase | Method: DPM Particle Type: Inert Material: Fuel–Oil–Liquid Physical Models: Spherical Turbulent Dispersion: DRW Number of Tries: 100 Force: Drag force, Gravity Interaction: No Wall Boundary Type: Trap | Zhang et al. [34] Wei et al. [35] Zhang et al. [45] | |
| Material | Air | Density: Boussinesq hypothesis Other Properties: Default Constants | Chen et al. [47] Liu et al. [48] Liu et al. [49] Zhao et al. [50] |
| Solution Methods | Pressure-Velocity Coupling | SIMPLE | Zhao et al. [39] Zhang et al. [46] |
| Pressure: | PRESTO! | ||
| Momentum: | Second-order upwind method | ||
| Turbulent Kinetic Energy: | Second-order upwind method | ||
| Turbulent Dissipation Rate: | Second-order upwind method | ||
| Energy: | Second-order upwind method |
| Type | Location | Parameter | Type of Boundary Condition |
|---|---|---|---|
| Surface Boundary Condition | Roof | 39 °C | Dirichlet |
| Wall | 33 °C | Dirichlet | |
| Machine | 35 °C | Dirichlet | |
| Ground | 0 W·m−2 | Neumann | |
| Supply Air Vents | Velocity Inlet | 0.083–0.5 m·s−1 | Turbulence Intensity 10% |
| Temperature | 22 °C | Velocity Inlet | |
| Air Outlet | Velocity Outlets | Corresponding to Supply Air | Velocity Outlets Turbulence Intensity 10% |
| Particle Source | Emission Rate | 1 × 10−6 kg·s−1 | Uniform at Machine Surface |
| Particle Size | 0.5 μm, 1.0 μm, 5 μm, and 10 μm |
| Number | Supply Air Velocity (m·s−1)/ Air Change Rate (ACR) | Air Supply Temperature (°C) | Machine Height (M) | Machine Surface Temperature (°C) | Orthogonal Code |
|---|---|---|---|---|---|
| 1 | 0.083/1 | 22 | 1.5 | 32 | A1B1C1D1 |
| 2 | 0.083/1 | 26 | 2.0 | 35 | A1B2C2D2 |
| 3 | 0.083/1 | 30 | 3.0 | 37 | A1B3C3D3 |
| 4 | 0.250/3 | 22 | 2.0 | 37 | A2B1C2D3 |
| 5 | 0.250/3 | 26 | 3.0 | 32 | A2B2C3D1 |
| 6 | 0.250/3 | 30 | 1.5 | 35 | A2B3C1D2 |
| 7 | 0.500/6 | 22 | 3.0 | 35 | A3B1C3D2 |
| 8 | 0.500/6 | 26 | 1.5 | 37 | A3B2C1D3 |
| 9 | 0.500/6 | 30 | 2.0 | 32 | A3B3C2D1 |
| Orthogonal Code | Stratification Height of 0.5 μm (m) | Stratification Height of 1 μm (m) | Stratification Height of 5 μm (m) | Stratification Height of 10 μm (m) |
|---|---|---|---|---|
| A1B1C1D1 | 2.27 | 2.25 | 1.66 | 0.88 |
| A1B2C2D2 | 2.89 | 2.86 | 2.42 | 1.42 |
| A1B3C3D3 | 4.23 | 4.22 | 3.89 | 3.12 |
| A2B1C2D3 | 3.94 | 3.93 | 3.76 | 3.02 |
| A2B2C3D1 | 3.84 | 3.83 | 3.55 | 2.90 |
| A2B3C1D2 | 3.55 | 3.56 | 3.41 | 2.86 |
| A3B1C3D2 | 4.28 | 4.28 | 4.13 | 3.71 |
| A3B2C1D3 | 3.61 | 3.60 | 3.47 | 3.15 |
| A3B3C2D1 | 3.55 | 3.54 | 3.47 | 3.25 |
| Orthogonal Code | 0.5 μm Inhomogeneity Factor of Workspace | 1 μm Inhomogeneity Factor of Workspace | 5 μm Inhomogeneity Factor of Workspace | 10 μm Inhomogeneity Factor of Workspace |
|---|---|---|---|---|
| A1B1C1D1 | 0.70 | 0.70 | 0.85 | 0.77 |
| A1B2C2D2 | 0.50 | 0.50 | 0.65 | 0.81 |
| A1B3C3D3 | 0.09 | 0.09 | 0.20 | 0.59 |
| A2B1C2D3 | 0.07 | 0.07 | 0.14 | 0.64 |
| A2B2C3D1 | 0.12 | 0.13 | 0.22 | 0.64 |
| A2B3C1D2 | 0.19 | 0.19 | 0.29 | 0.69 |
| A3B1C3D2 | 0.08 | 0.09 | 0.11 | 0.22 |
| A3B2C1D3 | 0.30 | 0.31 | 0.35 | 0.51 |
| A3B3C2D1 | 0.38 | 0.38 | 0.41 | 0.51 |
| Orthogonal Code | Supply Air Velocity (m·s−1)/ Air Change Rate (ACR) | Supply Air Temperature (°C) | Machine Height (m) | Machine Surface Temperature (°C) | 0.5 μm Stratification Height (m) |
|---|---|---|---|---|---|
| A1B1C1D1 | 0.083/1 | 22 | 1.5 | 32 | 2.27 |
| A1B2C2D2 | 0.083/1 | 26 | 2.0 | 35 | 2.89 |
| A1B3C3D3 | 0.083/1 | 30 | 3.0 | 37 | 4.23 |
| A2B1C2D3 | 0.250/3 | 22 | 2.0 | 37 | 3.94 |
| A2B2C3D1 | 0.250/3 | 26 | 3.0 | 32 | 3.84 |
| A2B3C1D2 | 0.250/3 | 30 | 1.5 | 35 | 3.55 |
| A3B1C3D2 | 0.500/6 | 22 | 3.0 | 35 | 4.28 |
| A3B2C1D3 | 0.500/6 | 26 | 1.5 | 37 | 3.61 |
| A3B3C2D1 | 0.500/6 | 30 | 2.0 | 32 | 3.55 |
| K1 | 9.38 | 10.49 | 9.42 | 9.65 | - |
| K2 | 11.33 | 10.33 | 10.38 | 10.72 | - |
| K3 | 11.44 | 11.32 | 12.34 | 11.77 | - |
| 3.13 | 3.50 | 3.14 | 3.22 | - | |
| 3.78 | 3.44 | 3.46 | 3.57 | - | |
| 3.81 | 3.77 | 4.11 | 3.92 | - | |
| Range | 0.69 | 0.33 | 0.97 | 0.71 | - |
| Sort | C > D > A > B | ||||
| Particle Size (μm) | Sensitivity Ranking for Stratification Height | Sensitivity Ranking for Workspace Inhomogeneity Factor |
|---|---|---|
| 0.5 | C > D > A > B | C > A > D > B |
| 1.0 | C > D > A > B | C > A > D > B |
| 5.0 | A > C > D > B | A > C > D > B |
| 10.0 | A > C > D > B | A > C > D > B |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, F.; Meng, Q.; Lin, C.; Wang, X.; Weng, W. Study of Oil Particle Concentration Vertical Distribution of Various Sizes under Displacement Ventilation System in Large-Space Machining Workshop. Int. J. Environ. Res. Public Health 2022, 19, 6932. https://0-doi-org.brum.beds.ac.uk/10.3390/ijerph19116932
Wang F, Meng Q, Lin C, Wang X, Weng W. Study of Oil Particle Concentration Vertical Distribution of Various Sizes under Displacement Ventilation System in Large-Space Machining Workshop. International Journal of Environmental Research and Public Health. 2022; 19(11):6932. https://0-doi-org.brum.beds.ac.uk/10.3390/ijerph19116932
Chicago/Turabian StyleWang, Fei, Qinpeng Meng, Chengjie Lin, Xin Wang, and Wenbing Weng. 2022. "Study of Oil Particle Concentration Vertical Distribution of Various Sizes under Displacement Ventilation System in Large-Space Machining Workshop" International Journal of Environmental Research and Public Health 19, no. 11: 6932. https://0-doi-org.brum.beds.ac.uk/10.3390/ijerph19116932