Investigation into Recycled Rubber Aggregates and Steel Wire Fiber for Use in Concrete Subjected to Impact Loading


Abstract
:1. Introduction
1.1. Background
1.2. Literature Review
1.3. Scope and Objective
1.4. Significance and Motivation
2. Experimental Design
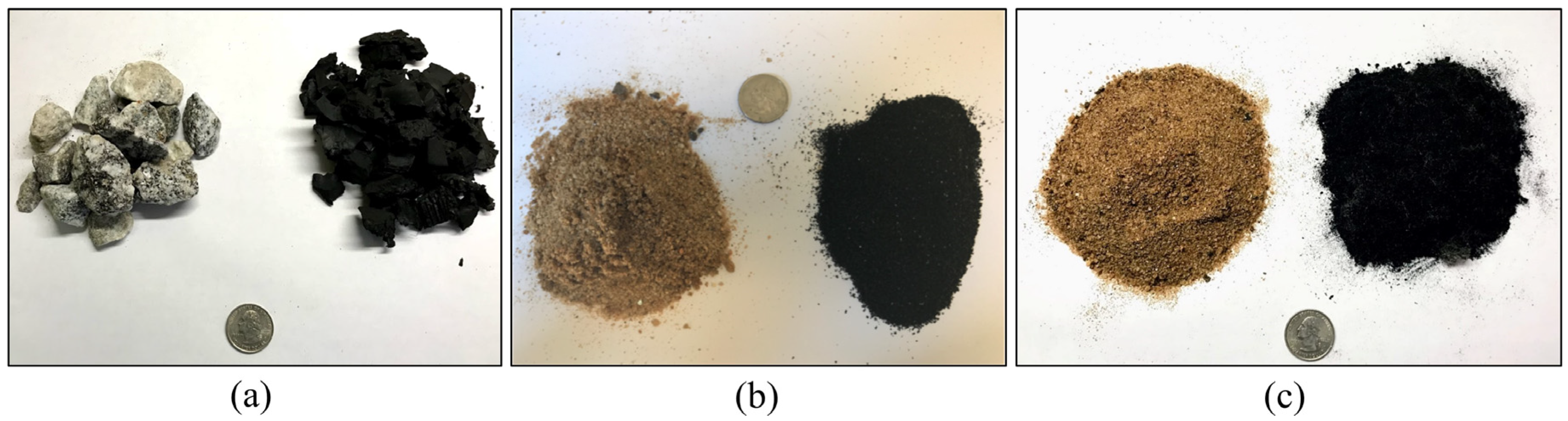
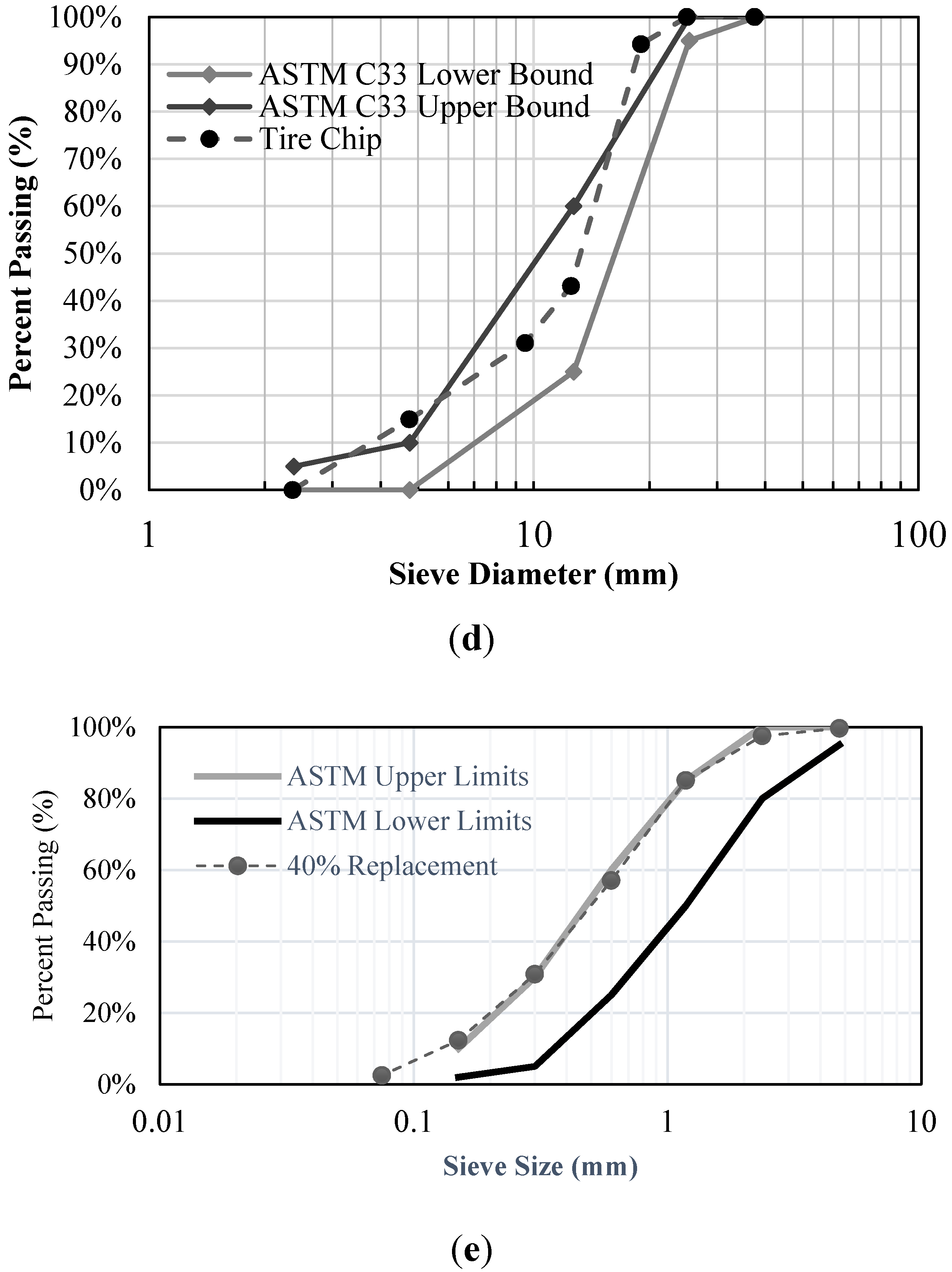
2.1. Concrete Materials
2.2. Batching of Concrete Mixtures and Curing of Concrete Specimens
2.3. Mixture Design Proportioning
2.3.1. Phase I—Investigative Mixtures
2.3.2. Phase II—Beam Mixtures
2.3.3. Mixture Design Identification
2.4. Phase I and II Test Procedures for Determining Concrete Properties
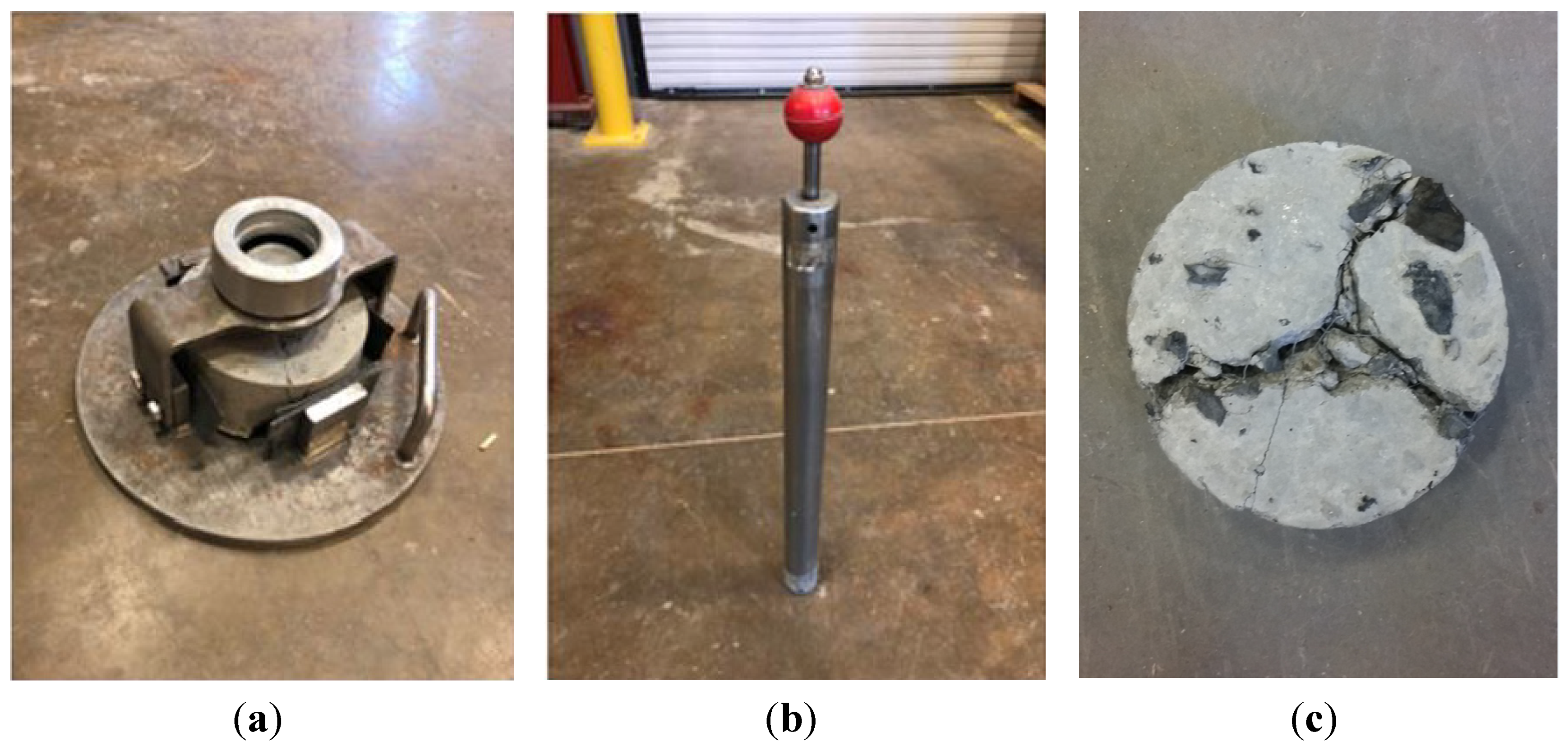
2.5. Phase I—Drop Weight Impact Disc Test Procedures
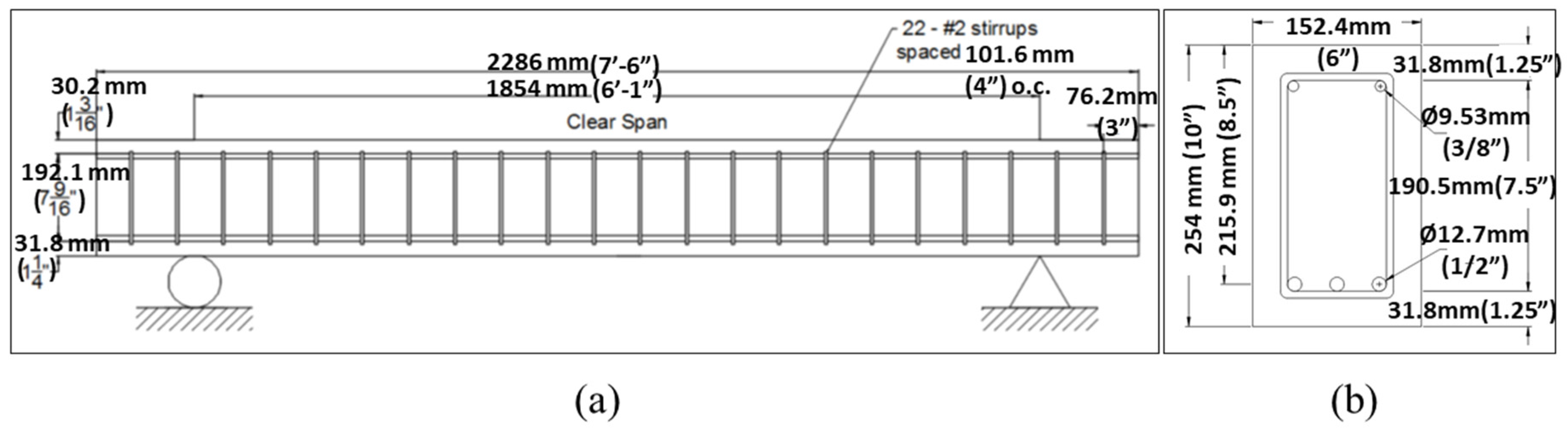
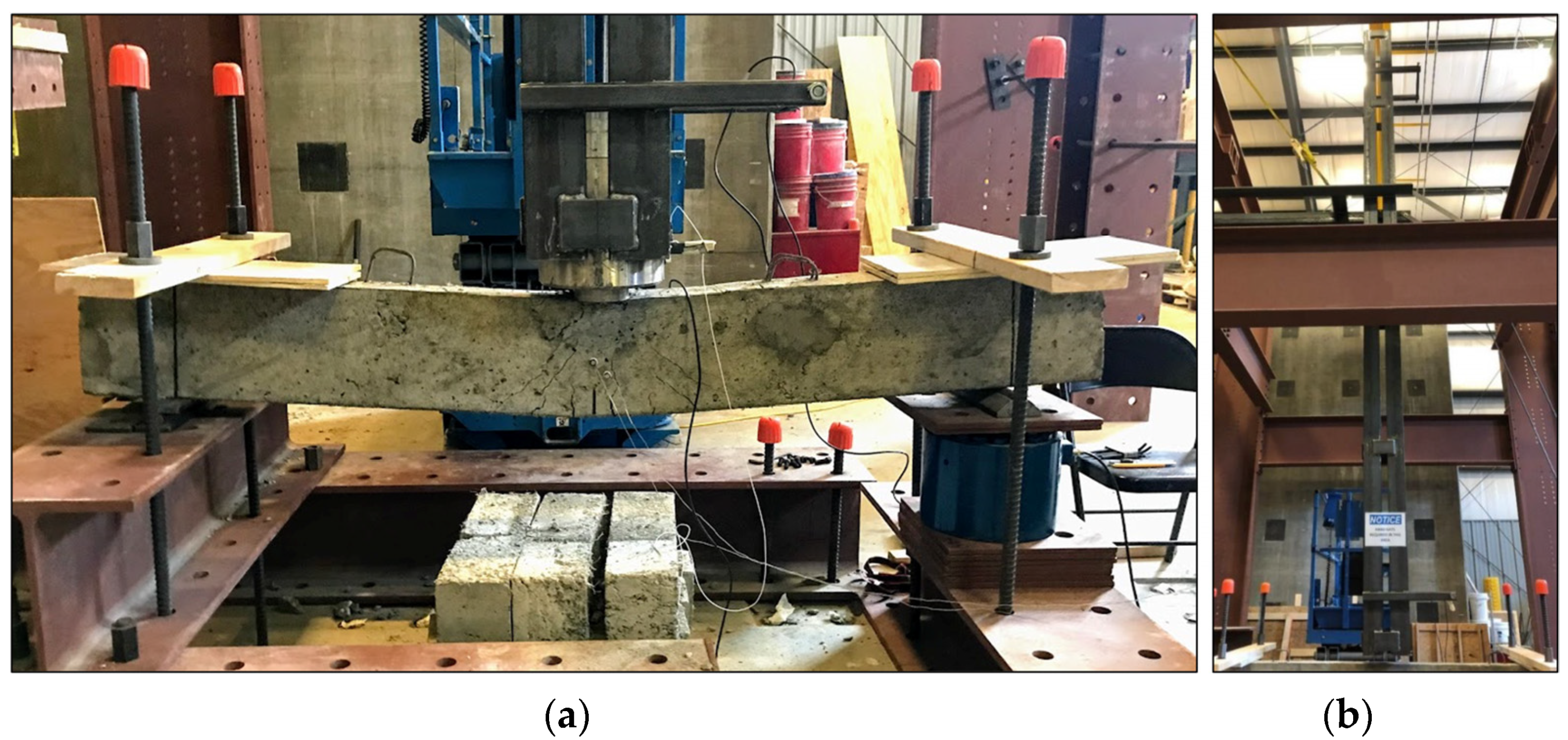
2.6. Phase II—Static and Imact Beam Test Procedures
2.6.1. Static Beam Testing
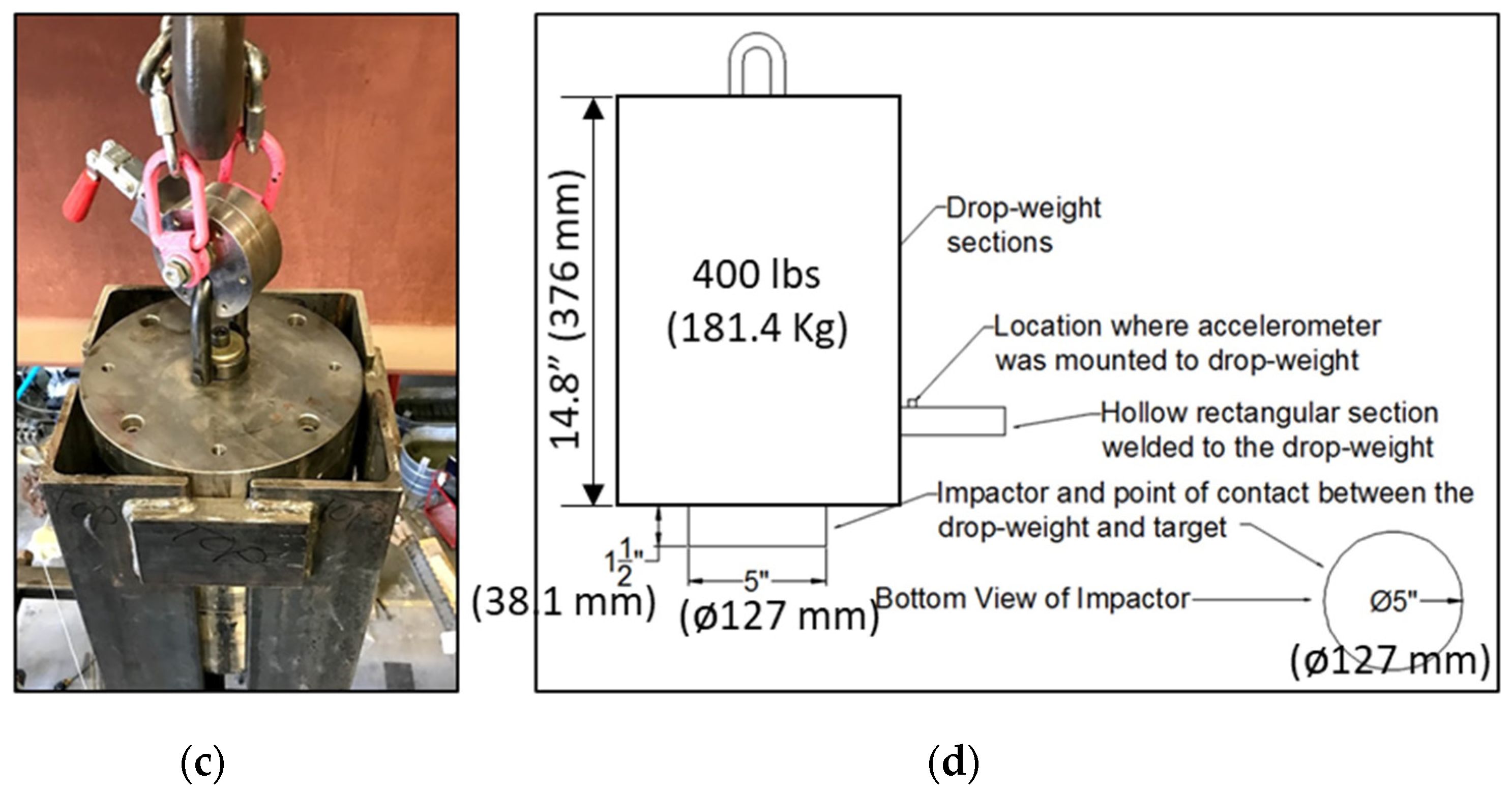
2.6.2. Impact Beam Testing
3. Results
3.1. Phase I—Invetigative Mixture Properties and Disc Specimens
3.1.1. Fresh Properties of Investigative Mixtures
3.1.2. Hardened Concrete Properties of Investigative Mixtures
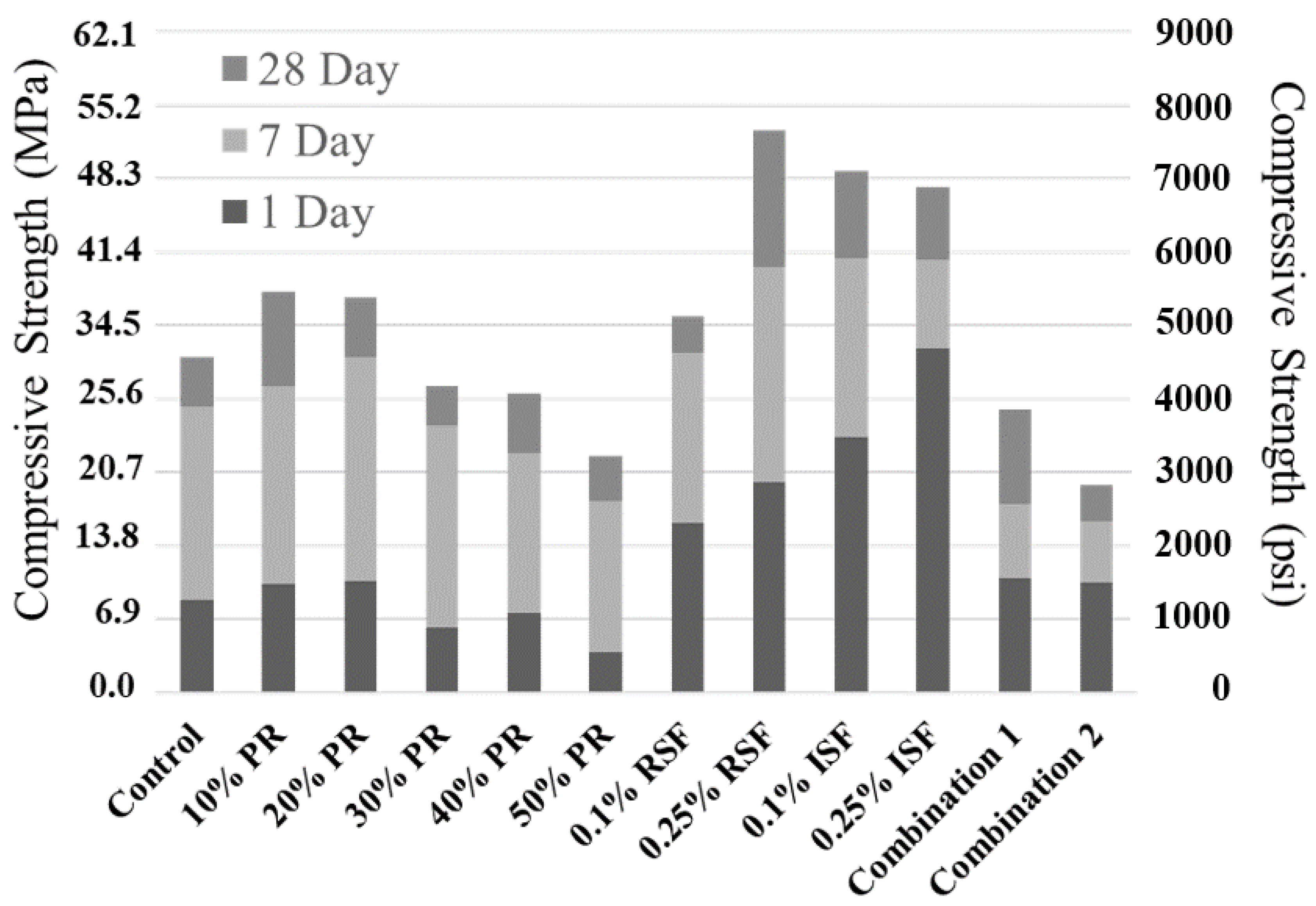
Compressive Strength
MOR
Impact Discs
3.2. Phase II—Beam Mixtures and Tests
3.2.1. Static Beam Test Results
3.2.2. Impact Beam Test Results
4. Analysis of Phase-II Test Results and Discussion
4.1. Static Beam Test
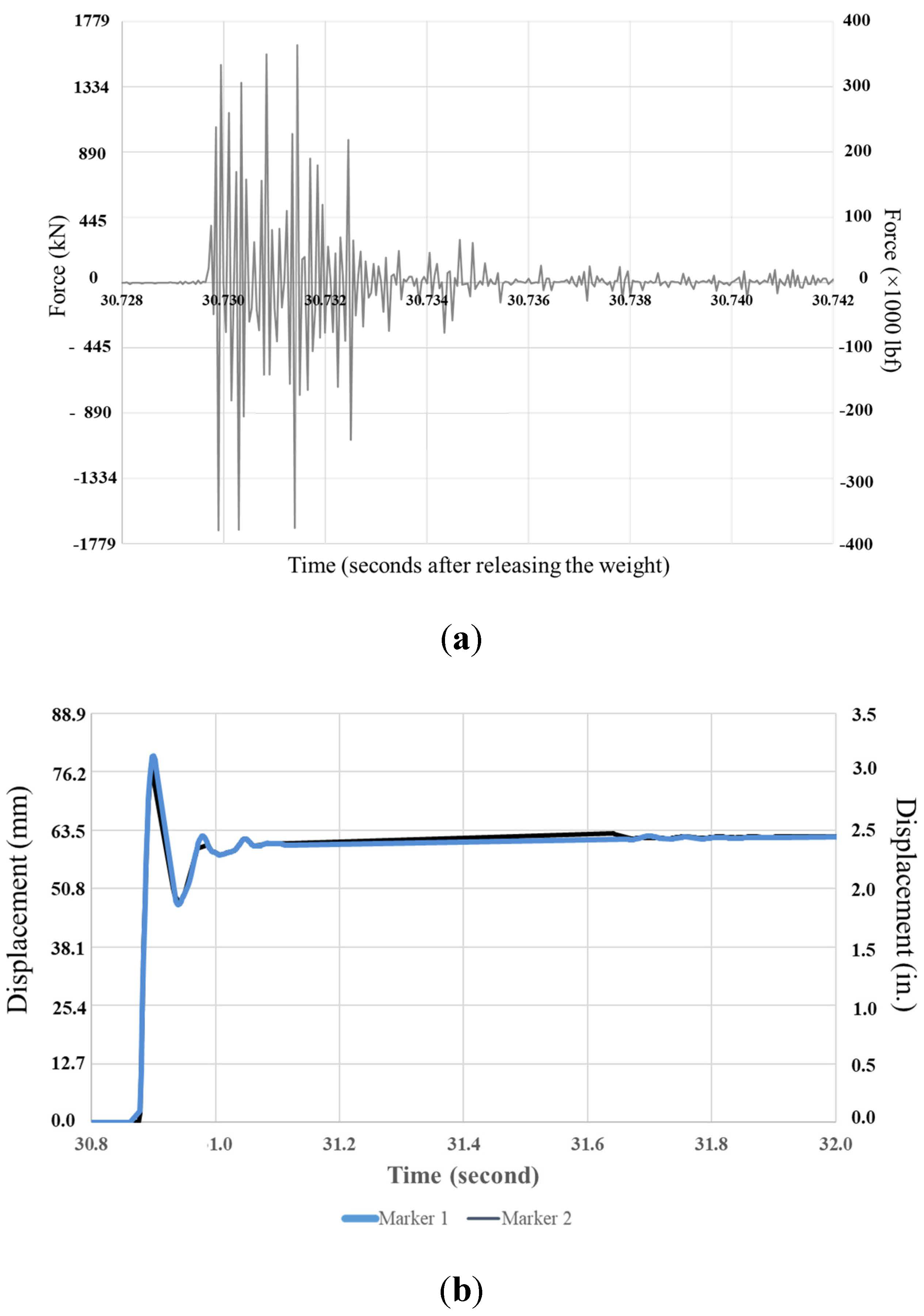
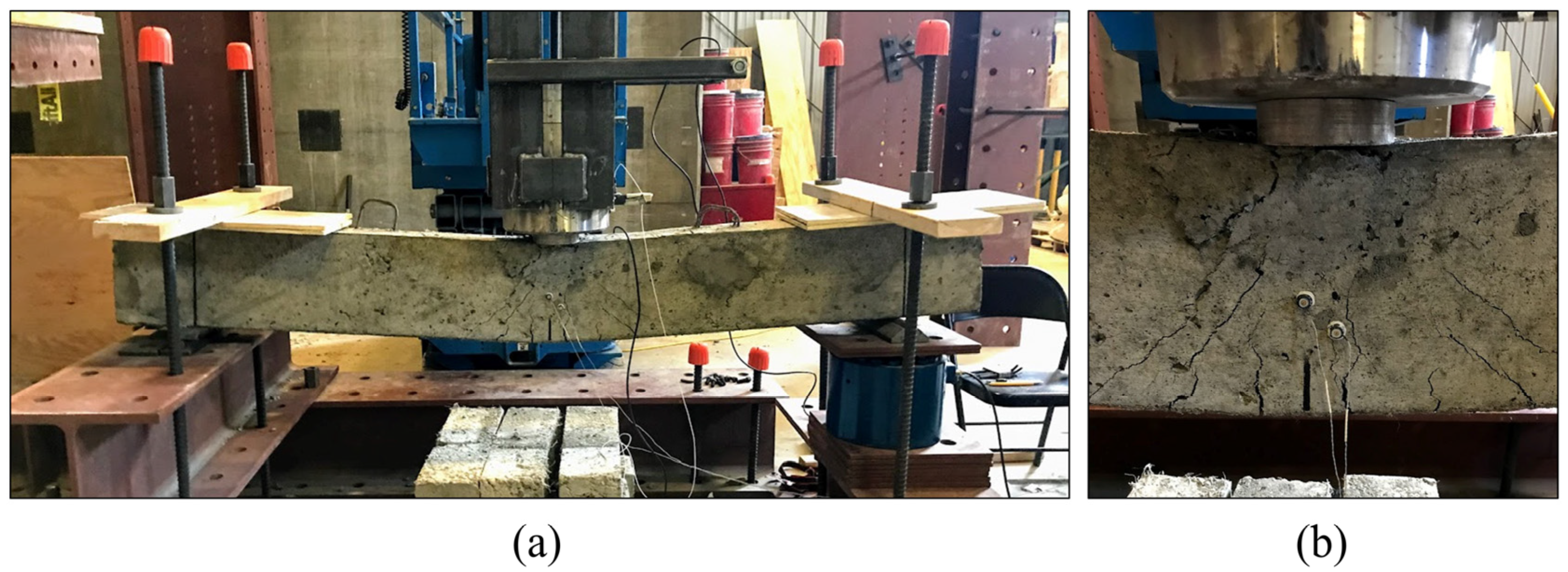
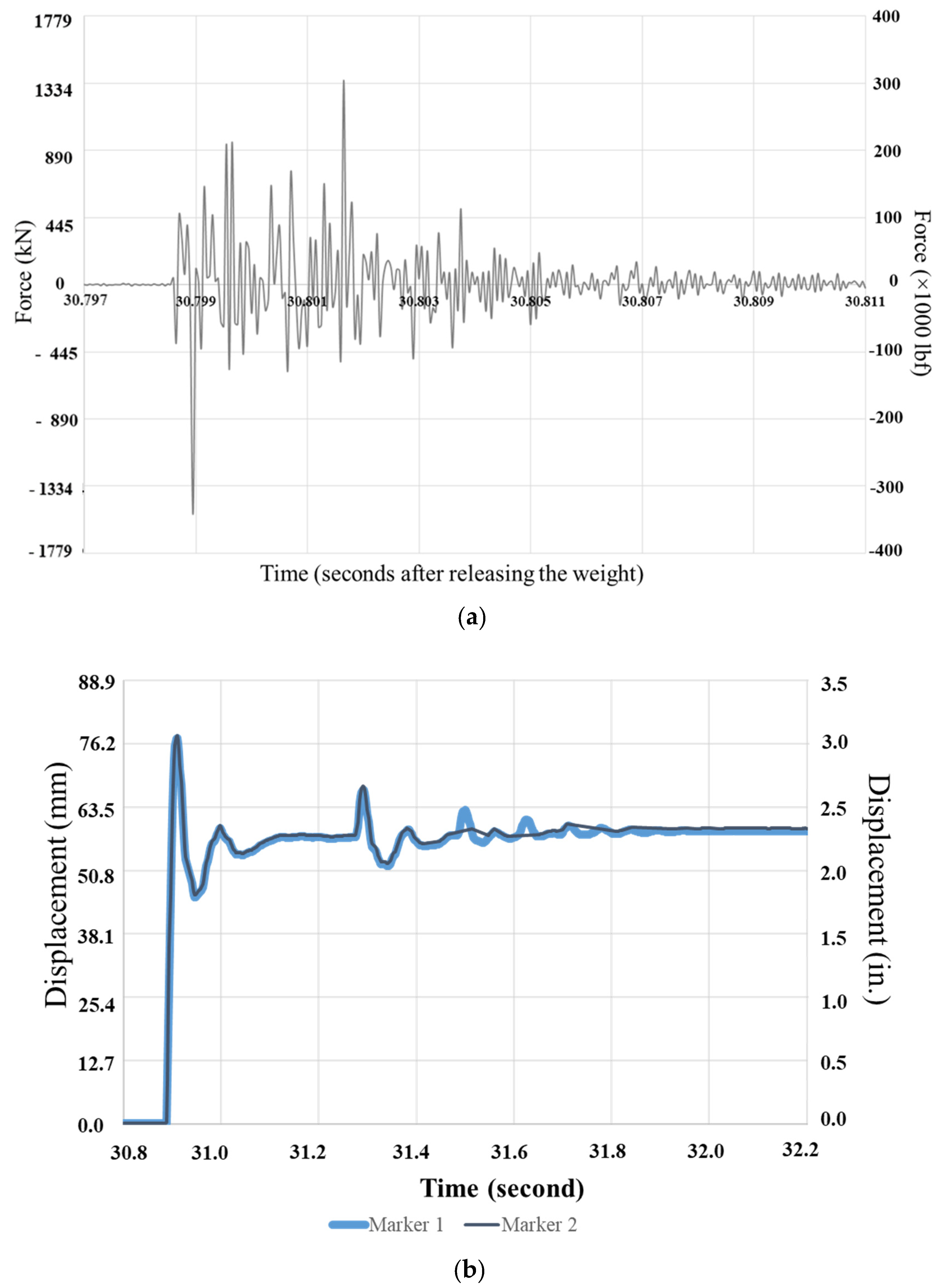
4.2. Drop Weight Impact Beam Test
4.3. Summary of Phase II Investigation
5. Summary of Findings
5.1. Phase I Findings
5.1.1. Powdered Rubber Mixtures
- Similar to other waste tire products, the addition of powdered rubber reduced slump and unit weight, although at a lower rate than larger particles.
- The addition of powdered rubber leads to a reduction in compressive strength, however at a lower rate than larger waste tire particles. Mixtures containing up to 40% FA replacement by volume still met GDOT Class AA compressive strength requirements of 24.1 MPa (3500 psi).
- Flexural strengths improved initially with the addition of powdered rubber, but each additional increase in rubber content led to higher reductions in flexural strength.
- Impact resistance improved slightly with the addition of powdered rubber, up to 40% replacement, after which a drop off was observed.
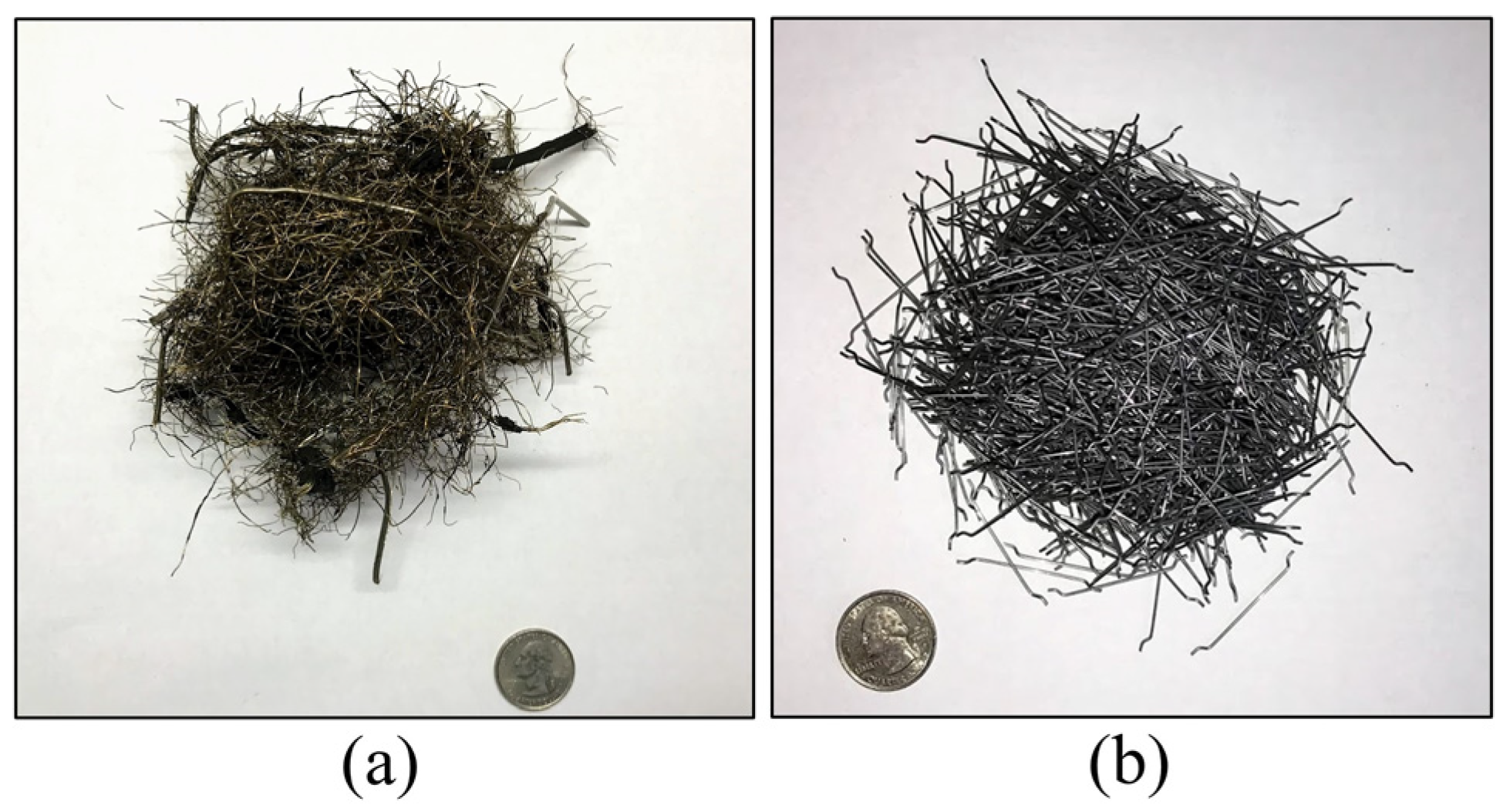
5.1.2. Recycled Steel Fiber Mixtures
- Mixtures incorporating recycled steel fiber at 0.25% of the total batch volume saw considerable decrease in slump, due to the fibers clumping up and tangling.
- Mixtures containing recycled steel fibers had similar flexural strengths to mixtures contacting industrial steel fibers at similar concentrations, with the 0.25% RSF mixture actually outperforming the 0.25% ISF mixtures by 11%.
- Most notably, the impact resistance for mixtures containing recycled steel fibers was significantly better than mixtures containing industrial steel fibers at the same concentration. In this case, the 0.25% RSF mixture required 68% more drops than the 0.25% ISF mixtures.
5.1.3. Combination Mixtures
- Combination mixtures, unsurprisingly, saw significant reductions in unit weight, due to their high rubber content. These mixtures also saw slight decreases in compressive strength and flexural strength, when compared to the control mixture.
- Combination mixtures demonstrated improved impact resistance over control mixtures, due to their high rubber count. Combination 2, with its inclusion of RSF, saw the highest impact resistance of all mixtures, by a significant margin.
5.2. Phase II Findings
- Despite showing some improvements in impact resistance on smaller scale testing, powdered rubber mixtures did not significantly improve impact resistance or energy dissipation for larger scale beams.
- While the Combination 2 static beam had relatively low compressive strength, the recycled steel fibers were able to distribute a considerable amount of load, giving the beam a higher capacity and allowing for greater deflection.
- The Combination 2 impact beam, despite having lower compressive strength, demonstrated improved impact resistance over the 40% PR impact beam, distributing a significantly larger portion of the impact force. Additionally, the C2 beam did not suffer any significant section loss, due to the fibers bridging cracks that developed.
6. Conclusions
7. Future Work
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- U.S. Tire Manufacturers Association (U.S. TMA). 2017 U.S. Scrap Tire Management Summary. Available online: https://www.ustires.org/ (accessed on 12 August 2020).
- United States Environmental Protection Agency (U.S. EPA). Scrap Tires: Handbook on Recycling Applications and Management for the U.S. and Mexico. Available online: https://nepis.epa.gov/Exe/ZyPURL.cgi?Dockey=P100ACUU.TXT (accessed on 12 August 2020).
- Jones, K.; Durham, S.A. Benefical Uses of Buffed Rubber as Fiber Mesh in Concrete Mixtures. Int. J. Constr. Environ. 2013, 2, 113–124. [Google Scholar] [CrossRef]
- Stallings, K.A.; Durham, S.A.; Chorzepa, M.G. Effect of cement content and recycled rubber particle size on the performance of rubber-modified concrete. Int. J. Sustain. Eng. 2019, 12, 189–200. [Google Scholar] [CrossRef]
- Lopez, V. Impact Performance of Recycled Tire Chip and Fiber Reinforced Cementitious Composites for Use in Concrete. Master’s Thesis, The University of Georgia, Athens, GA, USA, March 2018. [Google Scholar]
- Darling, G. Structural Behavior of TL-4 Recycled Tire Chip and Fiber Reinforced Concrete Single Slope Barriers. Master’s Thesis, The University of Georgia, Athens, GA, USA, March 2019. [Google Scholar]
- Eldin, N.N.; Senouci, A. Rubber? Tire Particles as Concrete Aggregate. J. Mater. Civ. Eng. 1993, 5, 478–496. [Google Scholar] [CrossRef]
- Youssf, O.; Hassanli, R.; Mills, J.E.; Skinner, W.M.; Ma, X.; Zhuge, Y.; Roychand, R.; Gravina, R. Influence of Mixing Procedures, Rubber Treatment, and Fibre Additives on Rubcrete Performance. J. Compos. Sci. 2019, 3, 41. [Google Scholar] [CrossRef] [Green Version]
- Smarzewski, P. Study of Toughness and Macro/Micro-Crack Development of Fibre-Reinforced Ultra-High Performance Concrete after Exposure to Elevated Temperature. Materials 2019, 12, 1210. [Google Scholar] [CrossRef] [Green Version]
- He, L.; Ma, Y.; Liu, Q.; Mu, Y. Surface Modification of Crumb Rubber and Its Influence on the Mechanical Properties of Rubber-Cement Concrete. Constr. Build. Mater. 2016, 120, 403–407. [Google Scholar] [CrossRef]
- Noaman, A.T.; Abu Bakar, B.; Akil, H.M. The Effect of Combination Between Crumb Rubber and Steel Fiber on Impact Energy of Concrete Beams. Procedia Eng. 2015, 125, 825–831. [Google Scholar] [CrossRef] [Green Version]
- Zheng, L.; Huo, X.S.; Yuan, Y. Experimental Investigation on Dynamic Properties of Rubberized Concrete. Constr. Build. Mater. 2008, 22, 939–947. [Google Scholar] [CrossRef]
- Al-Tayeb, M.M.; Abu Bakar, B.H.; Ismail, H.; Akil, H.M. Impact Resistance of Concrete with Partial Replacements of Sand and Cement by Waste Rubber. Polym. Technol. Eng. 2012, 51, 1230–1236. [Google Scholar] [CrossRef]
- Alabduljabbar, H.; Alyousef, R.; Alrshoudi, F.; Alaskar, A.; Fathi, A.; Mohamed, A.M. Mechanical Effect of Steel Fiber on the Cement Replacement Materials of Self-Compacting Concrete. Fibers 2019, 7, 36. [Google Scholar] [CrossRef] [Green Version]
- Torres, J.A.; Lantsoght, E.O. Influence of Fiber Content on Shear Capacity of Steel Fiber-Reinforced Concrete Beams. Fibers 2019, 7, 102. [Google Scholar] [CrossRef] [Green Version]
- Bezerra, A.C.D.S.; Maciel, P.S.; Corrêa, E.C.S.; Junior, P.R.R.S.; Aguilar, M.T.P.; Cetlin, P.R. Effect of High Temperature on the Mechanical Properties of Steel Fiber-Reinforced Concrete. Fibers 2019, 7, 100. [Google Scholar] [CrossRef] [Green Version]
- Gupta, T.; Sharma, R.K.; Chaudhary, S. Impact resistance of concrete containing waste rubber fiber and silica fume. Int. J. Sustain. Eng. 2015, 83, 76–87. [Google Scholar]
- Atahan, A.O.; Sevim, U.K. Testing and Comparison of Concrete Barriers Containing Shredded Waste Tire Chips. Mater. Lett. 2008, 62, 3754–3757. [Google Scholar] [CrossRef]
- Elchalakani, M. High Strength Rubberized Concrete Containing Silica Fume for the Construction of Sustainable Road Side Barriers. Structures 2015, 1, 20–38. [Google Scholar] [CrossRef]
- Khaloo, A.R.; Dehestani, M.; Rahmatabadi, P. Mechanical Properties of Concrete Containing a High Volume of Tire–Rubber Particles. Waste Manag. 2008, 28, 2472–2482. [Google Scholar] [CrossRef]
- Khatib, Z.K.; Bayomy, F. Rubberized Portland Cement Concrete. J. Mater. Civ. Eng. 1999, 11, 206–213. [Google Scholar] [CrossRef]
- Raj, B.; Ganesan, N.; Shashikala, A. Engineering Properties of Self-Compacting Rubberized Concrete. J. Reinf. Plast. Compos. 2011, 30, 1923–1930. [Google Scholar] [CrossRef]
- Su, H.; Yang, J.; Ling, T.-C.; Ghataora, G.S.; Dirar, S. Properties of Concrete Prepared with Waste Tyre Rubber Particles of Uniform and Varying Sizes. J. Clean. Prod. 2015, 91, 288–296. [Google Scholar] [CrossRef] [Green Version]
- Kardos, A.J. Beneficial Use of Crumb Rubber in Concrete Mixtures. Master’s Thesis, University of Colorado at Denver, Denver, CO, USA, October 2011. [Google Scholar]
- Siddique, R.; Naik, T.R. Properties of Concrete Containing Scrap-Tire Rubber—An Overview. Waste Manag. 2004, 24, 563–569. [Google Scholar] [CrossRef]
- Kardos, A.J.; Durham, S.A. Strength, Durability, and Environmental Properties of Concrete Utilizing Recycled Tire Particles for Pavement Applications. Constr. Build. Mater. 2015, 98, 832–845. [Google Scholar] [CrossRef]
- Liu, R.; Zhang, L. Utilization of Waste Tire Rubber Powder in Concrete. Compos. Interfaces 2015, 22, 823–835. [Google Scholar] [CrossRef]
- Aiello, M.A.; Leuzzi, F. Waste Tyre Rubberized Concrete: Properties at Fresh and Hardened State. Waste Manag. 2010, 30, 1696–1704. [Google Scholar] [CrossRef] [PubMed]
- Aiello, M.A.; Leuzzi, F.; Centonze, G.; Maffezzoli, A. Use of Steel Fibres Recovered from Waste Tyres As Reinforcement in Concrete: Pull-Out Behaviour, Compressive and Flexural Strength. Waste Manag. 2009, 29, 1960–1970. [Google Scholar] [CrossRef]
- Tlemat, H. Steel Fibres from Waste Tyres to Concrete: Testing, Modelling and Design. Master’s Thesis, University of Sheffield, Sheffield, UK, May 2004. [Google Scholar]
- Buratti, N.; Mazzotti, C.; Savoia, M. Post-Cracking Behaviour of Steel and Macro-Synthetic Fibre-Reinforced Concretes. Constr. Build. Mater. 2011, 25, 2713–2722. [Google Scholar] [CrossRef]
- Mohammadi, Y.; Singh, S.P.; Kaushik, S. Properties of Steel Fibrous Concrete Containing Mixed Fibres in Fresh and Hardened State. Constr. Build. Mater. 2008, 22, 956–965. [Google Scholar] [CrossRef]
- Olivito, R.; Zuccarello, F. An Experimental Study on the Tensile Strength of Steel Fiber Reinforced Concrete. Compos. Part B Eng. 2010, 41, 246–255. [Google Scholar] [CrossRef]
- Centonze, G.; Leone, M.; Aiello, M. Steel Fibers from Waste Tires as Reinforcement in Concrete: A Mechanical Characterization. Constr. Build. Mater. 2012, 36, 46–57. [Google Scholar] [CrossRef]
- American Society for Testing and Materials (ASTM). ASTM C33/C33M-18, Standard Specification for Concrete Aggregates. Available online: https://www.astm.org/Standards/C33 (accessed on 12 August 2020).
- American Society for Testing and Materials (ASTM). ASTM D6270-17, Standard Practice for Use of Scrap Tires in Civil Engineering Applications. Available online: https://www.astm.org/Standards/D6270.htm (accessed on 12 August 2020).
- American Society for Testing and Materials (ASTM). ASTM C31/C31M-18b, Standard Practice for Making and Curing Concrete Test Specimens in the Field. Available online: https://www.astm.org/DATABASE.CART/HISTORICAL/C31C31M-18B.htm (accessed on 12 August 2020).
- American Society for Testing and Materials (ASTM). ASTM C39/C39M-18, Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. Available online: https://www.astm.org/DATABASE.CART/HISTORICAL/C39C39M-18.htm (accessed on 12 August 2020).
- American Association of State Highway and Transportation Officials (AASHTO). AASHTO T 22M/T 22 Standard Method of Test for Compressive Strength of Cylindrical Concrete Specimens. Available online: https://standards.globalspec.com/std/10159810/AASHTO%20T%2022 (accessed on 12 August 2020).
- American Society for Testing and Materials (ASTM). ASTM C78/C78M-18, Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading). Available online: https://www.astm.org/Standards/C78 (accessed on 12 August 2020).
- American Concrete Institute (ACI). ACI 544.2R Report on the Measurement of Fresh State Properties and Fiber Dispersion of Fiber-Reinforced Concrete. Available online: https://www.concrete.org/store/productdetail.aspx?ItemID=544217&Language=English&Units=US_AND_METRIC (accessed on 12 August 2020).
- Mindess, S.; Young, J.F.; Darwin, D. Concrete, 2nd ed.; Prentice-Hall: Upper Saddle River, NJ, USA, 2003. [Google Scholar]
- Chorzepa, M.G.; Masud, M.; Yaghoobi, A.; Jiang, H. Impact Test: Multiscale Fiber-Reinforced Concrete Including Polypropylene and Steel Fibers. ACI Struct. J. 2017, 114, 1429–1444. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture ID | w/c | Cementitious Content kg/m3 (lb/yd3) | % Sand Volume | % Powdered Rubber Volume |
|---|---|---|---|---|
| 0.42/635/100FA/0PR/0RSF | 0.42 | 375 (635) | 100 | 0 |
| 0.42/635/90FA/10PR/0RSF | 0.42 | 375 (635) | 90 | 10 |
| 0.42/635/80FA/20PR/0RSF | 0.42 | 375 (635) | 80 | 20 |
| 0.42/635/70FA/30PR/0RSF | 0.42 | 375 (635) | 70 | 30 |
| 0.42/635/60FA/40PR/0RSF | 0.42 | 375 (635) | 60 | 40 |
| 0.42/635/50FA/50PR/0RSF | 0.42 | 375 (635) | 50 | 50 |
| Mixture ID | w/c | Cementitious Content kg/m3 (lb/yd3) | % (Volume) Recycled Steel Fiber (RSF) | % (Volume) Industrial Steel Fiber (ISF) |
|---|---|---|---|---|
| 0.42/635/100FA/0PR/0.10RSF | 0.42 | 375 (635) | 0.10 | 0.00 |
| 0.42/635/100FA/0PR/0.25RSF | 0.42 | 375 (635) | 0.25 | 0.00 |
| 0.42/635/100FA/0PR/0.10ISF | 0.42 | 375 (635) | 0.00 | 0.10 |
| 0.42/635/100FA/0PR/0.25ISF | 0.42 | 375 (635) | 0.00 | 0.25 |
| Mixture ID | w/c | Cementitious Content kg/m3 (lb/yd3) | % Tire Chip | % Crumb Rubber | % Powdered Rubber | % Recycled Steel Fiber |
|---|---|---|---|---|---|---|
| Combination 1: 0.42/635/90CA/80FA/10TC/10CR/10PR/0RSF | 0.42 | 375 (635) | 10 | 10 | 10 | 0.00 |
| Combination 2: 0.42/635/90CA/80FA/10TC/10CR/10PR/0.25RSF | 0.42 | 375 (635) | 10 | 10 | 10 | 0.25 |
| Mixture ID | w/c | Cementitious Content kg/m3 (lb/yd3) | % Tire Chip | % Crumb Rubber | % Powdered Rubber | % Recycled Steel Fiber |
|---|---|---|---|---|---|---|
| 0.42/635/100CA/60FA/0TC/0CR/40PR | 0.42 | 375 (635) | 0 | 0 | 40 | 0 |
| 0.42/635/90CA/80FA/10TC/10CR/10PR/0.25RSF | 0.42 | 375 (635) | 10 | 10 | 10 | 0.25 |
| Mixture Description | Slump, mm (in.) | Temperature, °C (F°) | Unit Weight, kg/m3 (lb/ft3) | Air Content, % |
|---|---|---|---|---|
| Control | 139.7 (5.50) | 16.2 (61.2) | 2361.1 (147.4) | 5.2 |
| 10% PR | 152.4 (6.00) | 18.7 (65.7) | 2329.1 (145.4) | 4.5 |
| 20% PR | 31.75 (1.25) | 10.9 (51.6) | 2300.3 (143.6) | 4.5 |
| 30% PR | 44.45 (1.75) | 11.2 (52.2) | 2274.6 (142.0) | 4.5 |
| 40% PR | 44.45 (1.75) | 22.7 (72.9) | 2258.6 (141.0) | 4.5 |
| 50% PR | 44.45 (1.75) | 25.5 (77.9) | 2210.6 (138.0) | 4.5 |
| 0.1% RSF | 95.25 (3.75) | 13.2 (55.8) | 2239.4 (139.8) | 9.0 |
| 0.25% RSF | 101.6 (4.00) | 16.0 (60.8) | 2364.3 (147.6) | 3.5 |
| 0.1% ISF | 114.3 (4.50) | 25.9 (78.7) | 2377.1 (148.4) | 3.5 |
| 0.25% ISF | 76.2 (3.00) | 18.0 (64.4) | 2377.1 (148.4) | 3.5 |
| Combination 1 | 76.2 (3.00) | 27.0 (80.6) | 2239.4 (139.8) | 4.0 |
| Combination 2 | 152.4 (6.00) | 28.3 (82.9) | 2220.2 (138.6) | 5.5 |
| Average Compressive Strength MPa (psi) | Average MOR MPa (psi) | |||
|---|---|---|---|---|
| Mixture Description | 1-Day | 7-Day | 28-Day | 28-Day |
| Control | 8.78 (1273) | 26.86 (3895) | 31.45 (4562) | 4.56 (661) |
| 10% PR | 10.16 (1474) | 28.76 (4171) | 37.65 (5461) | 4.95 (718) |
| 20% PR | 10.47 (1518) | 31.47 (4564) | 37.16 (5389) | 4.87 (707) |
| 30% PR | 6.18 (896) | 25.15 (3647) | 28.77 (4173) | 4.63 (671) |
| 40% PR | 7.49 (1086) | 22.46 (3257) | 28.12 (4078) | 4.09 (593) |
| 50% PR | 3.77 (547) | 18.05 (2618) | 22.18 (3217) | 3.30 (479) |
| 0.1% RSF | 15.91 (2307) | 31.87 (4622) | 35.31 (5121) | 5.36 (777) |
| 0.25% RSF | 19.81 (2873) | 40.02 (5804) | 52.77 (7654) | 6.29 (912) |
| 0.1% ISF | 23.95 (3473) | 40.78 (5914) | 48.97 (7102) | 5.23 (759) |
| 0.25% ISF | 32.32 (4688) | 40.71 (5905) | 47.47 (6885) | 5.75 (834) |
| Combination 1 | 10.81 (1568) | 17.73 (2572) | 26.62 (3861) | 3.79 (549) |
| Combination 2 | 10.33 (1499) | 16.09 (2334) | 19.44 (2819) | 3.96 (574) |
| Mixture Description | Initial Crack | Control Failure | Ultimate Failure |
|---|---|---|---|
| Control | 5 | 6.3 | 6.3 |
| 10% PR | 6.4 | 7.4 | 8.4 |
| 20% PR | 6.8 | 8.8 | 10.4 |
| 30% PR | 8 | 11.4 | 13 |
| 40% PR | 10.6 | 14.8 | 17.2 |
| 50% PR | 6.8 | 8.6 | 10 |
| 0.1% RSF | 5.5 | 9 | 39 |
| 0.25% RSF | 14.33 | 32 | 90 |
| 0.1% ISF | 6.33 | 9.33 | 21 |
| 0.25% ISF | 9.67 | 14.67 | 58.33 |
| Combination 1 | 5.33 | 10.33 | 27 |
| Combination 2 | 16.33 | 22.67 | 229.33 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tate, S.M.; Hamid, H.F.; Durham, S.A.; Chorzepa, M.G. Investigation into Recycled Rubber Aggregates and Steel Wire Fiber for Use in Concrete Subjected to Impact Loading. Infrastructures 2020, 5, 82. https://0-doi-org.brum.beds.ac.uk/10.3390/infrastructures5100082
Tate SM, Hamid HF, Durham SA, Chorzepa MG. Investigation into Recycled Rubber Aggregates and Steel Wire Fiber for Use in Concrete Subjected to Impact Loading. Infrastructures. 2020; 5(10):82. https://0-doi-org.brum.beds.ac.uk/10.3390/infrastructures5100082
Chicago/Turabian StyleTate, Steven M., Hiwa F. Hamid, Stephan A. Durham, and Mi G. Chorzepa. 2020. "Investigation into Recycled Rubber Aggregates and Steel Wire Fiber for Use in Concrete Subjected to Impact Loading" Infrastructures 5, no. 10: 82. https://0-doi-org.brum.beds.ac.uk/10.3390/infrastructures5100082