
Development of a Pultrusion Die for the Production of Thermoplastic Composite Filaments to Be Used in Additive Manufacture


Abstract
:1. Introduction
2. State of the Art
3. Materials and Methods
3.1. Materials Used
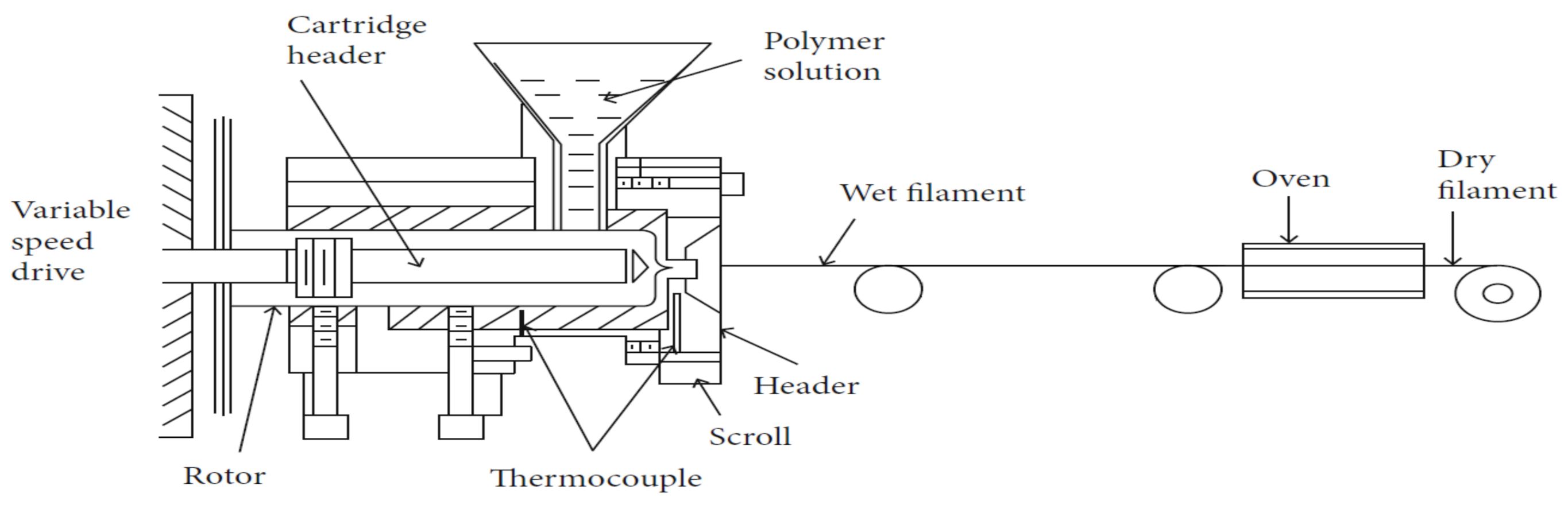
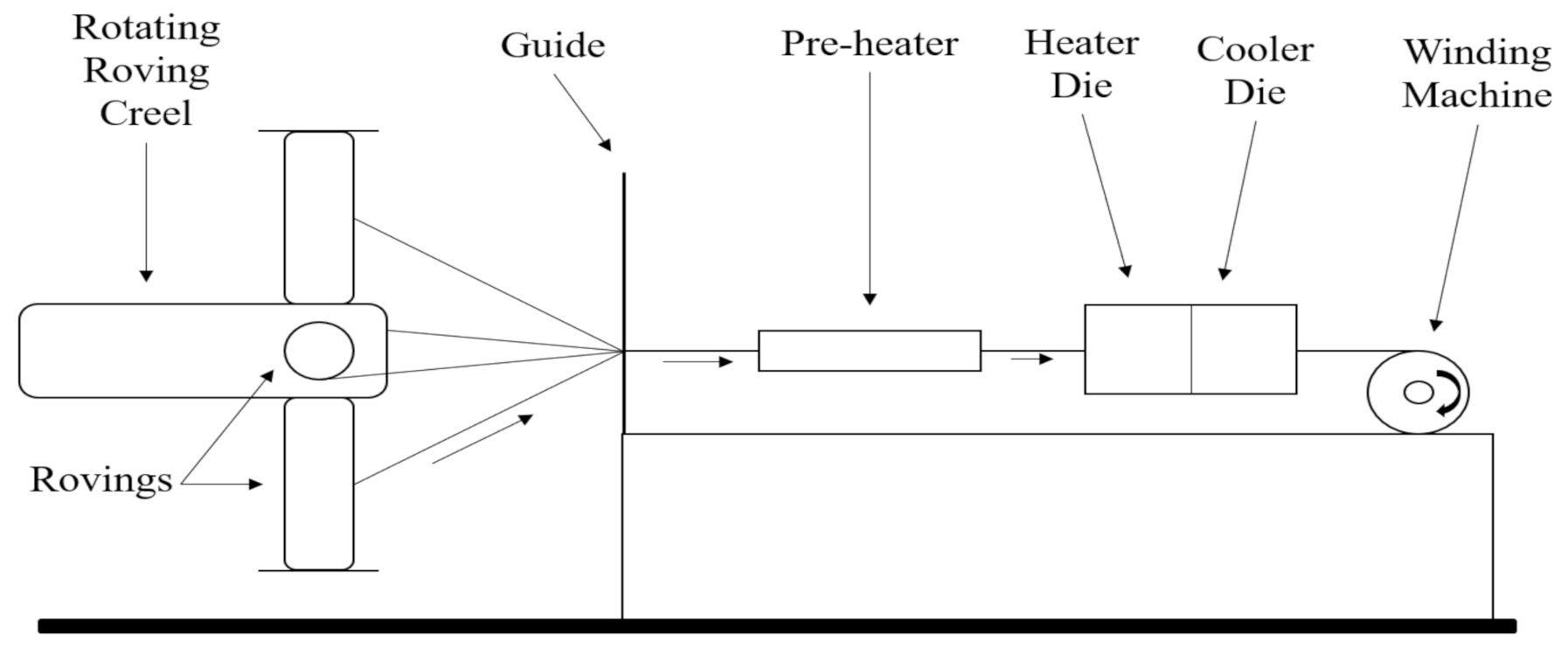
3.2. Experimental Process
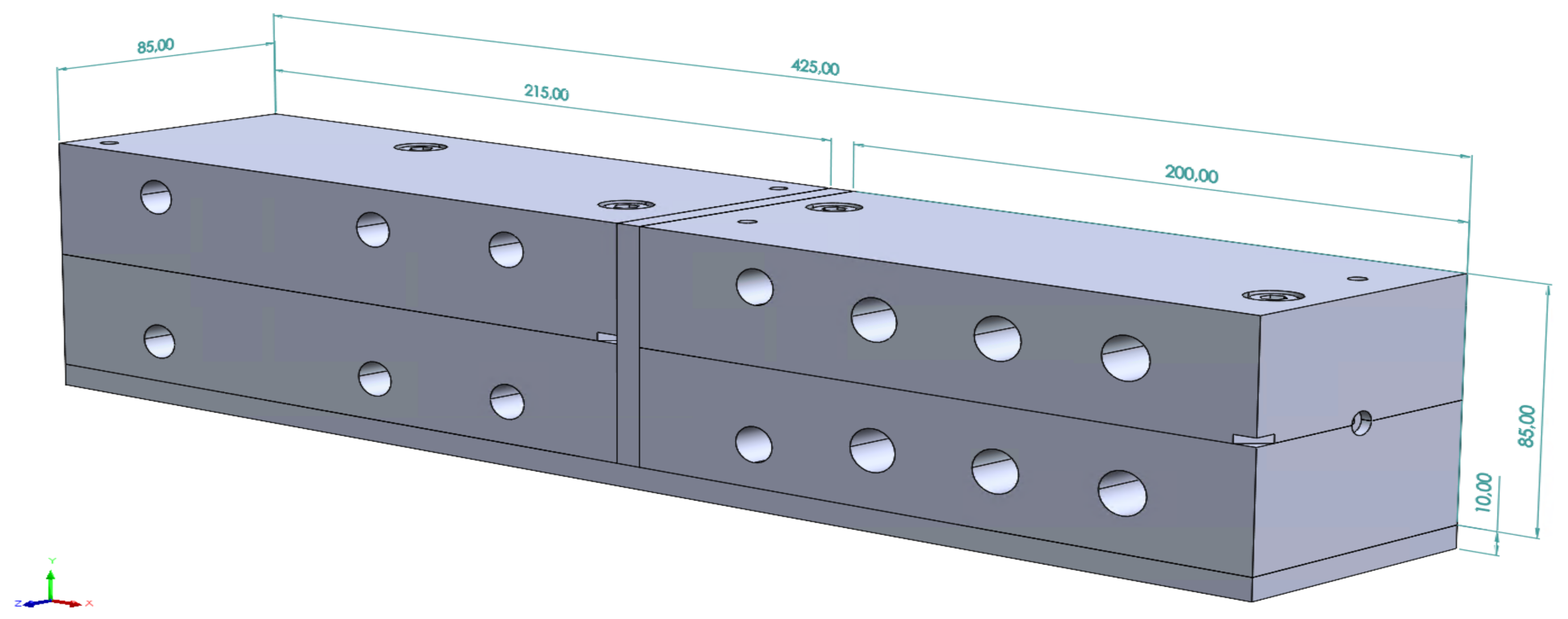
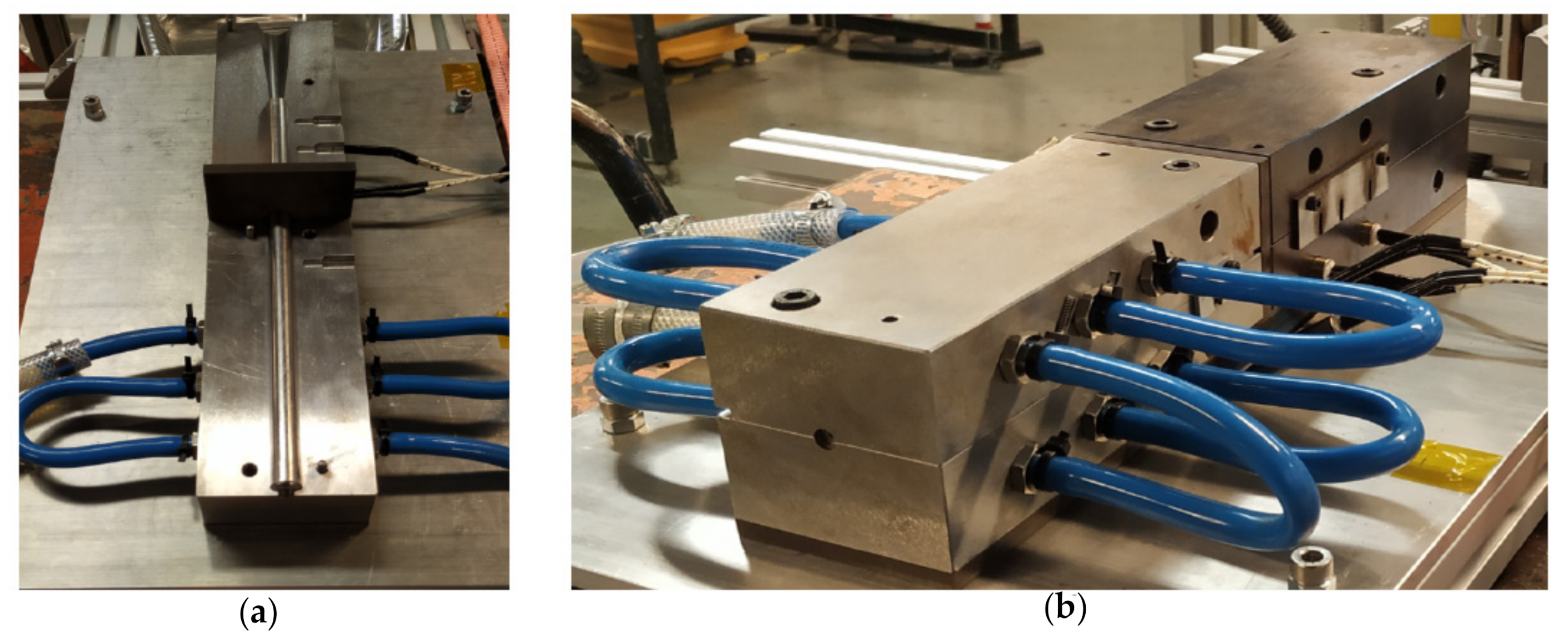
3.3. Development of the Die
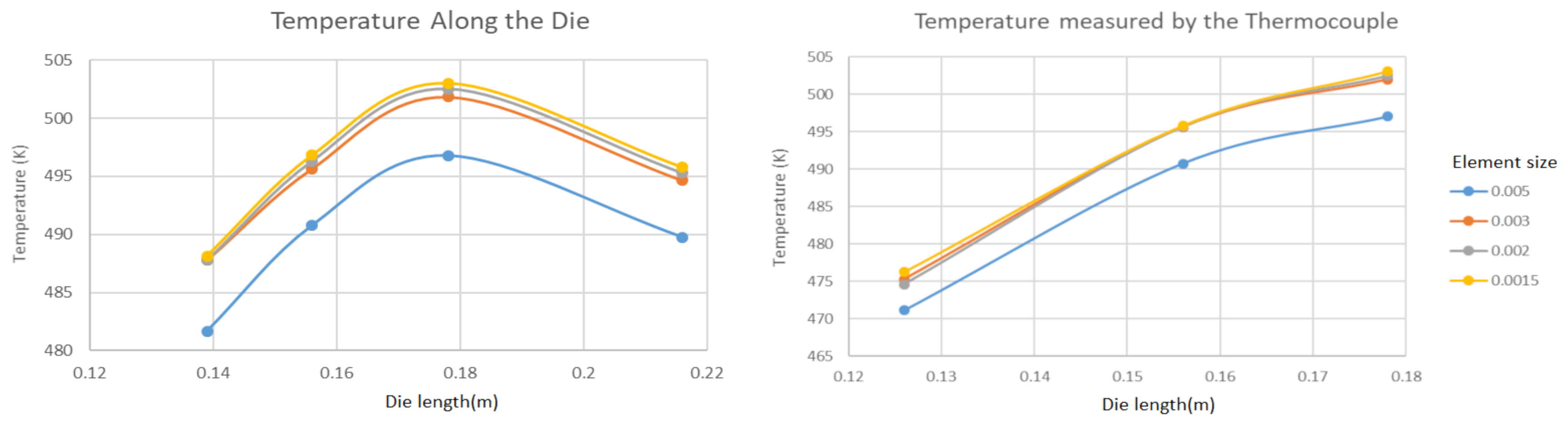
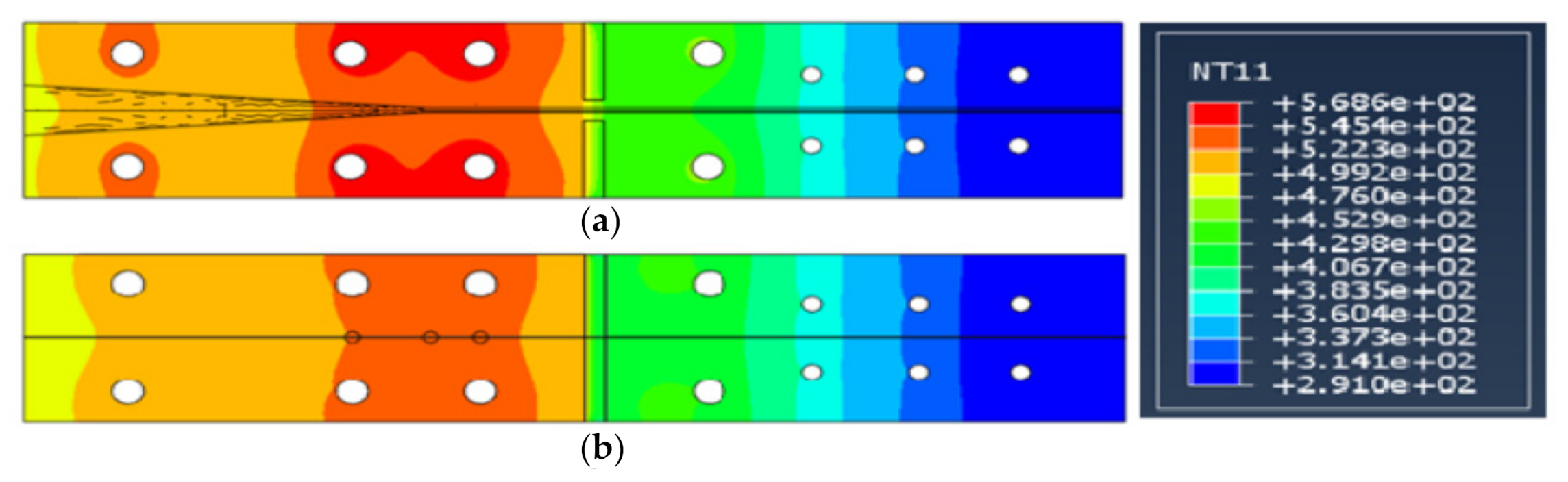
4. Numerical Simulation
Abaqus Simulation
5. Results
5.1. Experimental Plan Using the Taguchi Method
- Preconditioning was performed according to ASTM D792. 15 samples weighting around 1 g were conditioned for approximately 48 h at 23 °C with 50% Relative humidity.
- With the samples ready, the ASTM D 3171 procedure was ready to be performed. The samples were placed in a muffle, being incinerated at 425 °C for 6 h ensuring that the carbon fiber is not degraded.
- Using the density of the CF and PP and their respective masses, it is possible to determine the percentages present in the initial sample. For simplicity in the analysis, the values obtained by these procedures will be averaged and the conclusions will use these values as reference.
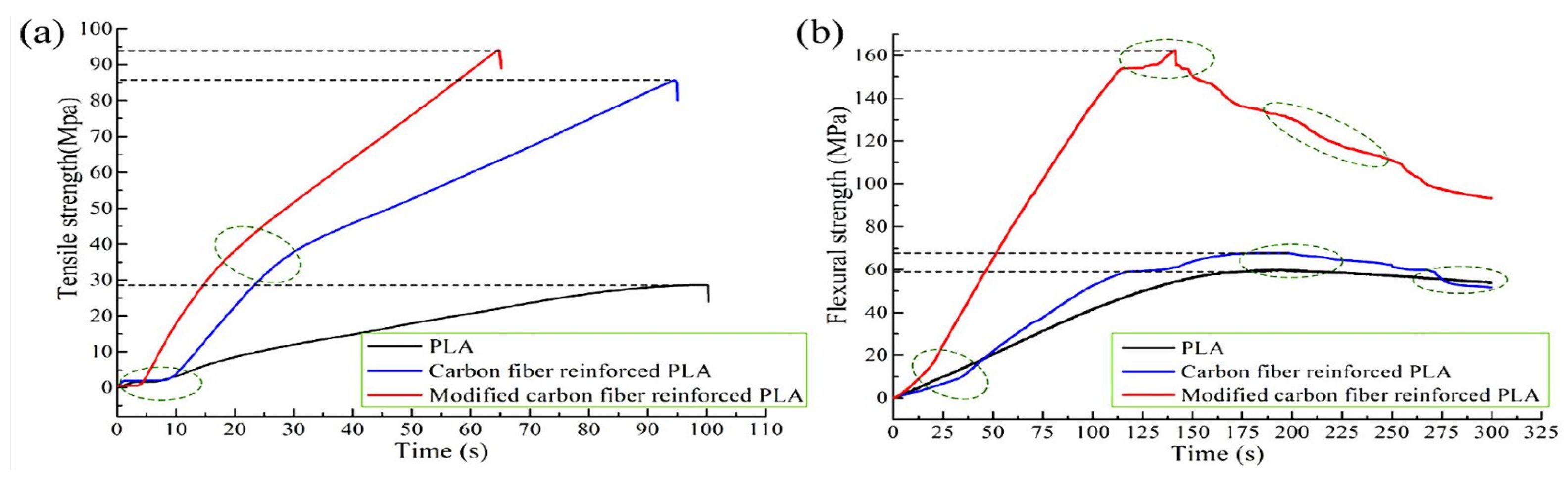
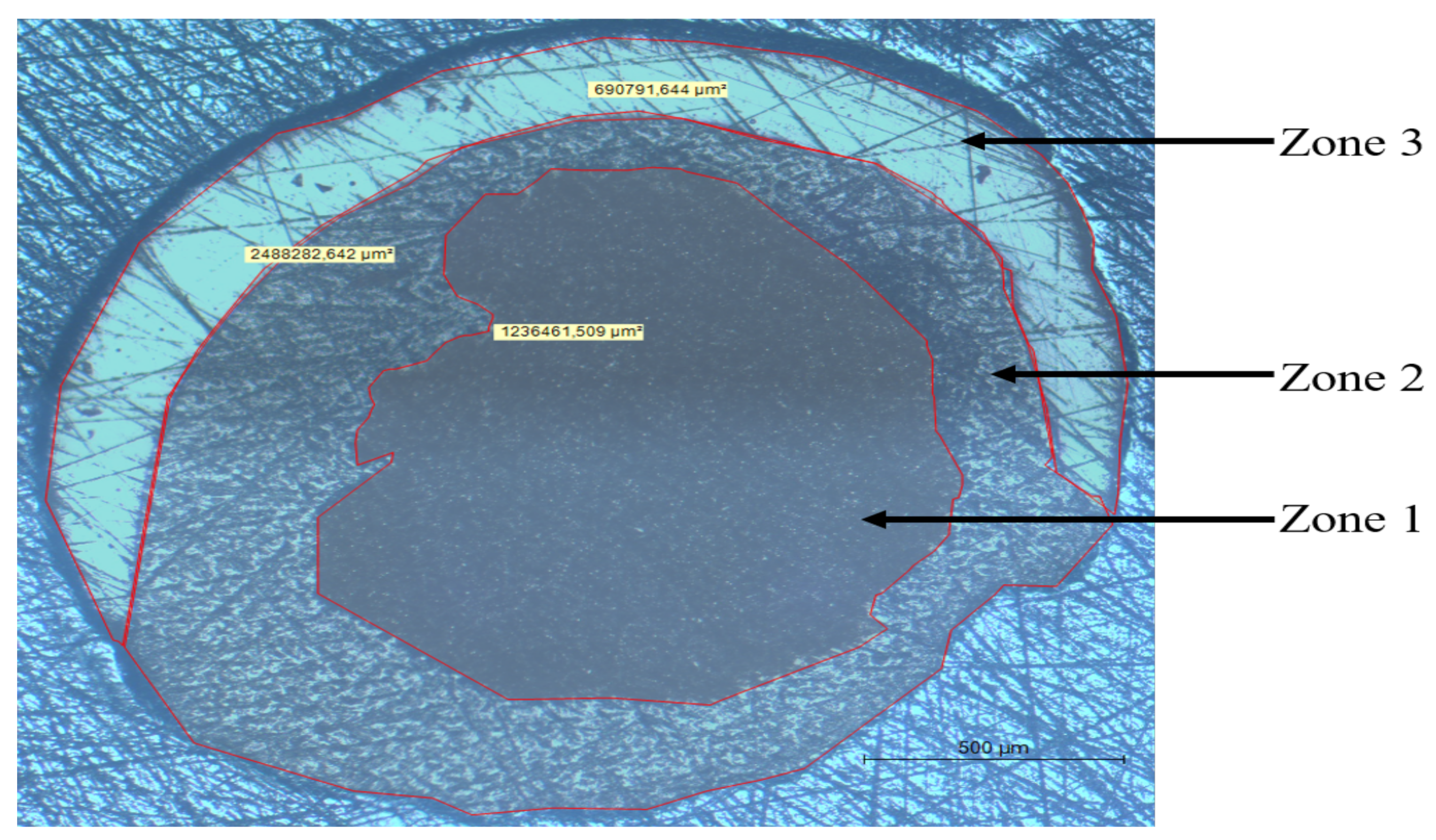
5.2. Experimental Results and Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| 3D | Three Dimension |
| AM | Additive Manufacture |
| CF | Carbon Fiber |
| PID | Proportional Integral Derivative |
| PLA | Polyactic Acid |
| PP | Polypropylene |
| Fiber Volume Fraction |
References
- Novo, P.; Silva, J.F.; Nunes, J.; Marques, A. Pultrusion of fibre reinforced thermoplastic pre-impregnated materials. Compos. Part B Eng. 2016, 89, 328–339. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Monaghan, T.; Nguyen, T.; Kay, R.; Friel, R.; Harris, R. Multifunctional metal matrix composites with embedded printed electrical materials fabricated by ultrasonic additive manufacturing. Compos. Part B Eng. 2017, 113, 342–354. [Google Scholar] [CrossRef] [Green Version]
- Norman, J.; Madurawe, R.D.; Moore, C.M.; Khan, M.A.; Khairuzzaman, A. A new chapter in pharmaceutical manufacturing: 3D-printed drug products. Adv. Drug Deliv. Rev. 2017, 108, 39–50. [Google Scholar] [CrossRef]
- Liu, R.; Wang, Z.; Sparks, T.; Liou, F.; Newkirk, J. Aerospace applications of laser additive manufacturing. In Laser Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2017; pp. 351–371. [Google Scholar]
- Wang, J.; Xie, H.; Weng, Z.; Senthil, T.; Wu, L. A novel approach to improve mechanical properties of parts fabricated by fused deposition modeling. Mater. Des. 2016, 105, 152–159. [Google Scholar] [CrossRef]
- Alafaghani, A.; Qattawi, A.; Alrawi, B.; Guzman, A. Experimental optimization of fused deposition modelling processing parameters: A design-for-manufacturing approach. Procedia Manuf. 2017, 10, 791–803. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Hofmann, M. 3D printing gets a boost and opportunities with polymer materials. Acs Macro Lett. 2014, 3, 382–386. [Google Scholar] [CrossRef]
- Ferreira, I.; Machado, M.; Alves, F.; Marques, A.T. A review on fibre reinforced composite printing via FFF. Rapid Prototyp. J. 2019, 25, 972–988. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Sugiyama, K.; Matsuzaki, R.; Malakhov, A.V.; Polilov, A.N.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D printing of optimized composites with variable fiber volume fraction and stiffness using continuous fiber. Compos. Sci. Technol. 2020, 186, 107905. [Google Scholar] [CrossRef]
- Dickson, A.N.; Abourayana, H.M.; Dowling, D.P. 3D Printing of Fibre-Reinforced Thermoplastic Composites Using Fused Filament Fabrication—A Review. Polymers 2020, 12, 2188. [Google Scholar] [CrossRef] [PubMed]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef]
- Li, N.; Li, Y.; Liu, S. Rapid prototyping of continuous carbon fiber reinforced polylactic acid composites by 3D printing. J. Mater. Process. Technol. 2016, 238, 218–225. [Google Scholar] [CrossRef]
- Fu, S.Y.; Lauke, B.; Mäder, E.; Yue, C.Y.; Hu, X. Tensile properties of short-glass-fiber-and short-carbon-fiber-reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2000, 31, 1117–1125. [Google Scholar] [CrossRef]
- Kalsoom, U.; Nesterenko, P.N.; Paull, B. Recent developments in 3D printable composite materials. RSC Adv. 2016, 6, 60355–60371. [Google Scholar] [CrossRef]
- Goh, G.D.; Dikshit, V.; Nagalingam, A.P.; Goh, G.L.; Agarwala, S.; Sing, S.L.; Wei, J.; Yeong, W.Y. Characterization of mechanical properties and fracture mode of additively manufactured carbon fiber and glass fiber reinforced thermoplastics. Mater. Des. 2018, 137, 79–89. [Google Scholar] [CrossRef]
- Hu, Q.; Duan, Y.; Zhang, H.; Liu, D.; Yan, B.; Peng, F. Manufacturing and 3D printing of continuous carbon fiber prepreg filament. J. Mater. Sci. 2018, 53, 1887–1898. [Google Scholar] [CrossRef]
- Botelho, E.; Figiel, Ł.; Rezende, M.; Lauke, B. Mechanical behavior of carbon fiber reinforced polyamide composites. Compos. Sci. Technol. 2003, 63, 1843–1855. [Google Scholar] [CrossRef]
- Çevik, Ü.; Kam, M. A Review Study on Mechanical Properties of Obtained Products by FDM Method and Metal/Polymer Composite Filament Production. J. Nanomater. 2020, 2020, 6187149. [Google Scholar] [CrossRef]
- Tao, Y.; Wang, H.; Li, Z.; Li, P.; Shi, S.Q. Development and application of wood flour-filled polylactic acid composite filament for 3D printing. Materials 2017, 10, 339. [Google Scholar] [CrossRef] [Green Version]
- Mahfuz, H.; Khan, M.R.; Leventouri, T.; Liarokapis, E. Investigation of MWCNT reinforcement on the strain hardening behavior of ultrahigh molecular weight polyethylene. J. Nanotechnol. 2011, 2011, 637395. [Google Scholar] [CrossRef] [Green Version]
- Starr, T. Pultrusion for Engineers; Elsevier: Amsterdam, The Netherlands, 2000. [Google Scholar]
- Silva, J. Pré-Impregnados de Matriz Termoplástica: Fabrico e Transformação por Compressão a Quente e Enrolamento Filamentar. Ph.D. Thesis, Faculdade de Engenharia, Universidade do Porto, Porto, Portugal, 2005. [Google Scholar]
- Lee, S.M. International Encyclopedia of Composites; VCH Publishers: New York, NY, USA, 1989. [Google Scholar]
- Van West, B.; Pipes, R.B.; Keefe, M.; Advani, S. The draping and consolidation of commingled fabrics. Compos. Manuf. 1991, 2, 10–22. [Google Scholar] [CrossRef]
- Alagirusamy, R.; Ogale, V. Development and characterization of GF/PET, GF/Nylon, and GF/PP commingled yarns for thermoplastic composites. J. Thermoplast. Compos. Mater. 2005, 18, 269–285. [Google Scholar] [CrossRef]
- Kravaev, P.; Stolyarov, O.; Seide, G.; Gries, T. Influence of process parameters on filament distribution and blending quality in commingled yarns used for thermoplastic composites. J. Thermoplast. Compos. Mater. 2014, 27, 350–363. [Google Scholar] [CrossRef]
- Souza, B.R.; Di Benedetto, R.M.; Hirayama, D.; Raponi, O.d.A.; Barbosa, L.C.M.; Ancelotti Junior, A.C. Manufacturing and characterization of jute/pp thermoplastic commingled composite. Mater. Res. 2017, 20, 458–465. [Google Scholar] [CrossRef] [Green Version]
- Anil, A.; Tomlal, J.E.; George, G.; Mathew, J.T.; Manilal, V. Novel eco-friendly commingled polypropylene/banana fiber composite: Studies on thermal and mechanical properties. Polym. Bull. 2016, 73, 2987–3005. [Google Scholar] [CrossRef]
- Papapetrou, V.S.; Patel, C.; Tamijani, A.Y. Stiffness-based optimization framework for the topology and fiber paths of continuous fiber composites. Compos. Part B Eng. 2020, 183, 107681. [Google Scholar] [CrossRef]
- Carlsson, A.; Tomas Åström, B. Experimental investigation of pultrusion of glass fibre reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 1998, 29, 585–593. [Google Scholar] [CrossRef]
- Sharma, D.; McCarty, T.; Roux, J.; Vaughan, J. Pultrusion die pressure response to changes in die inlet geometry. Polym. Compos. 1998, 19, 180–192. [Google Scholar] [CrossRef]
- Linganiso, L.Z.; Bezerra, R.; Bhat, S.; John, M.; Braeuning, R.; Anandjiwala, R.D. Pultrusion of flax/poly (lactic acid) commingled yarns and nonwoven fabrics. J. Thermoplast. Compos. Mater. 2014, 27, 1553–1572. [Google Scholar] [CrossRef]
- ASTM D3171-15. Standard Test Methods for Constituent Content of Composite Materials; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Ghani, J.A.; Choudhury, I.; Hassan, H. Application of Taguchi method in the optimization of end milling parameters. J. Mater. Process. Technol. 2004, 145, 84–92. [Google Scholar] [CrossRef]
- Karna, S.K.; Sahai, R. An overview on Taguchi method. Int. J. Eng. Math. Sci. 2012, 1, 11–18. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Thermal Conductivity (k) | Density () Number | Heat Capacity () | Melt Temperature () |
|---|---|---|---|---|
| W/mK | Kg/m | J/kgK | °C | |
| Polypropylene | 0.2 | 900 | 1950 | 170 |
| Carbon Fiber | 119–165 | 1770 | 1100 | - |
| Sample Number | CF (Roving) | PP (Roving) | Heating Temperature (°C) | Pulling Speed (mm/s) |
|---|---|---|---|---|
| 1 | 2 | 6 | 220 | 6.9 |
| 2 | 2 | 9 | 240 | 13.7 |
| 3 | 3 | 6 | 220 | 13.7 |
| 4 | 3 | 6 | 260 | 6.9 |
| 5 | 3 | 6 | 260 | 13.7 |
| Sample Number | CF (Roving) | PP (Roving) | Heating Temperature (°C) | Pulling Speed (mm/s) | Cross Section Area (mm) | Aprox. Diameter (mm) | Average (%) | Standard Deviation (%) | Average (%) | Standard Deviation (%) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 6 | 220 | 6.9 | 2.36 | 1.73 | 38.55 | 0.90 | 4.85 | 2.47 |
| 2 | 2 | 9 | 240 | 13.7 | 2.49 | 1.78 | 39.8 | 0.73 | 3.43 | 1.31 |
| 3 | 3 | 6 | 220 | 13.7 | 3.55 | 2.12 | 48.06 | 0.93 | 8.47 | 0.73 |
| 4 | 3 | 6 | 260 | 6.9 | 3.15 | 2.01 | 47.27 | 0.06 | 9.79 | 0.22 |
| 5 | 3 | 6 | 260 | 13.7 | 3.32 | 2.06 | 45 | 0.69 | 8.29 | 0.97 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferreira, F.; Fernandes, P.; Correia, N.; Marques, A.T. Development of a Pultrusion Die for the Production of Thermoplastic Composite Filaments to Be Used in Additive Manufacture. J. Compos. Sci. 2021, 5, 120. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5050120
Ferreira F, Fernandes P, Correia N, Marques AT. Development of a Pultrusion Die for the Production of Thermoplastic Composite Filaments to Be Used in Additive Manufacture. Journal of Composites Science. 2021; 5(5):120. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5050120
Chicago/Turabian StyleFerreira, Filipe, Pedro Fernandes, Nuno Correia, and António Torres Marques. 2021. "Development of a Pultrusion Die for the Production of Thermoplastic Composite Filaments to Be Used in Additive Manufacture" Journal of Composites Science 5, no. 5: 120. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5050120