
Experimental Analysis of Residual Stresses in CFRPs through Hole-Drilling Method: The Role of Stacking Sequence, Thickness, and Defects

 and
and
Abstract
:1. Introduction
2. Materials and Methods
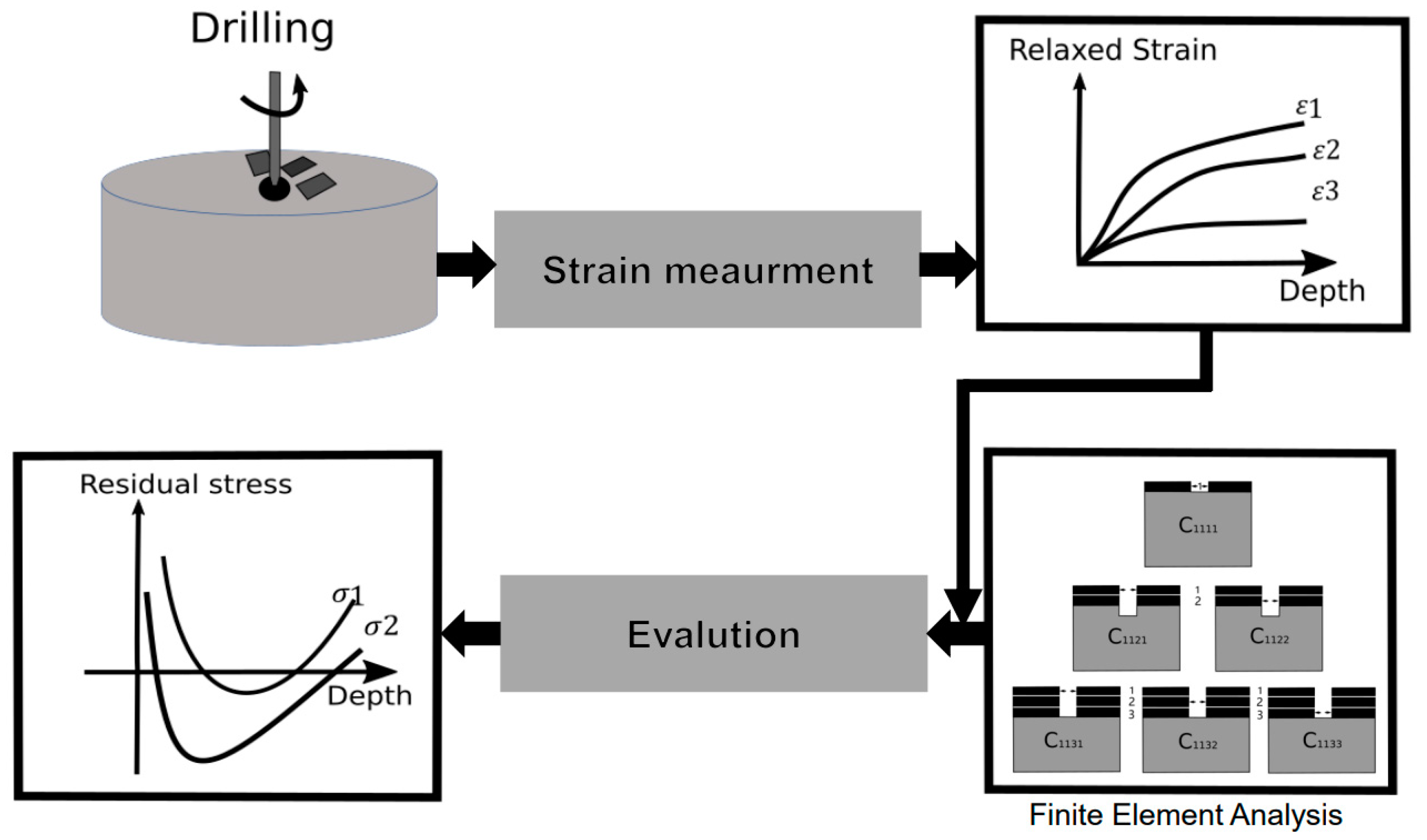
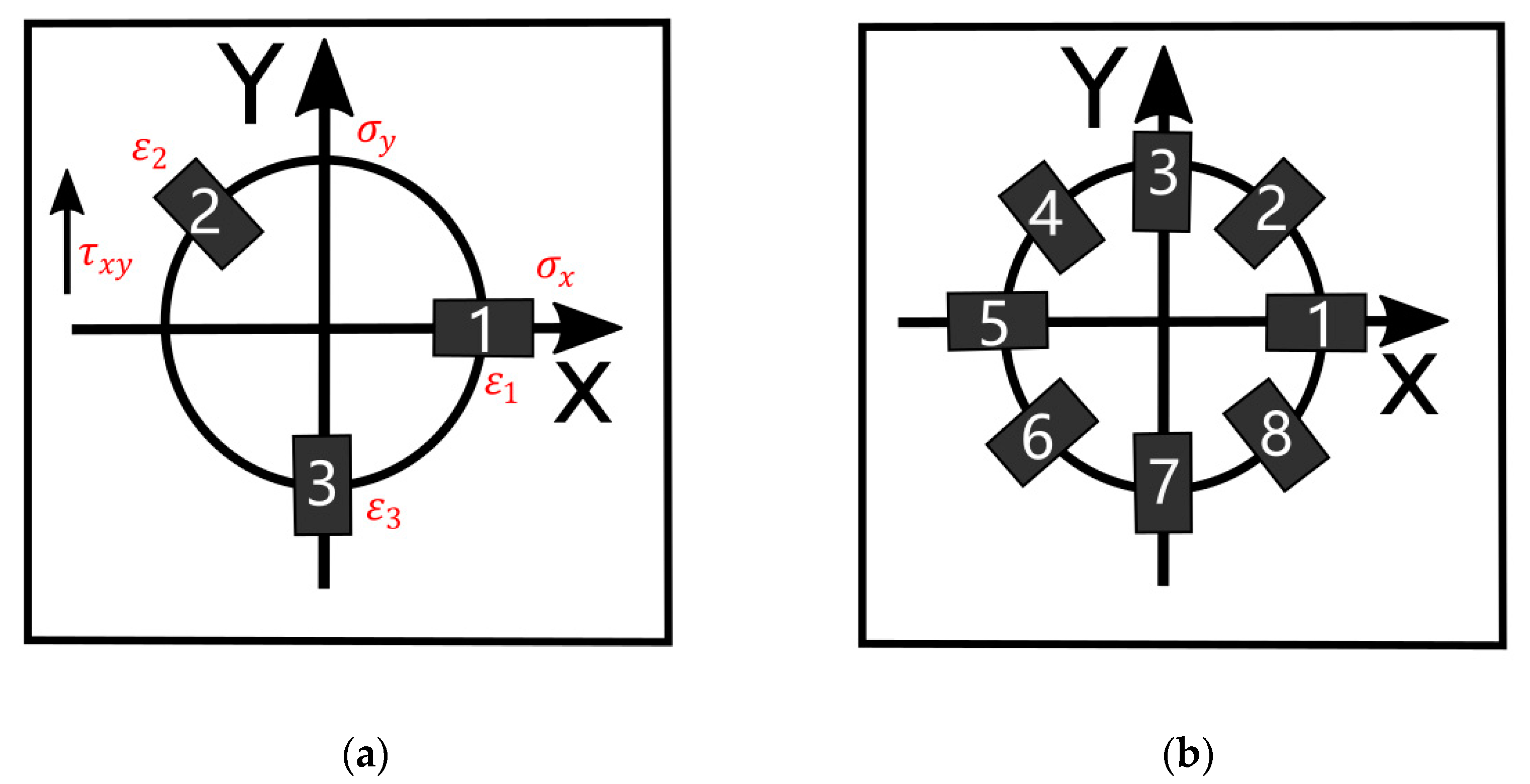
2.1. Theory of the Hole-Drilling Method
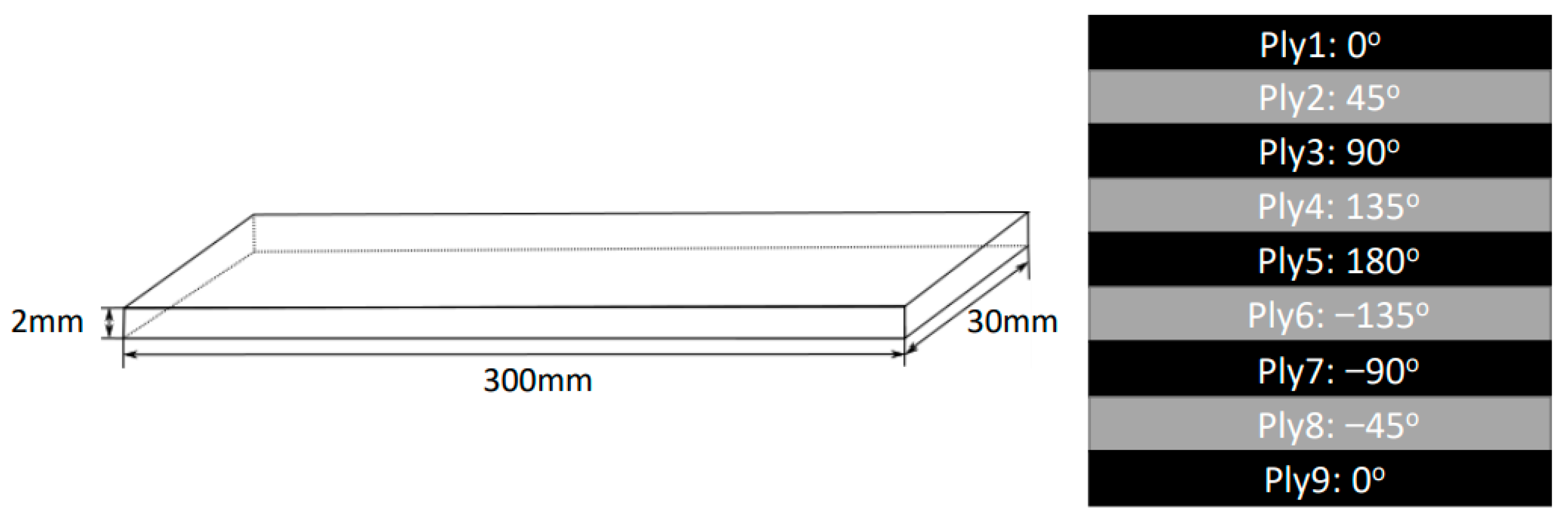
2.2. Sample Manufacturing
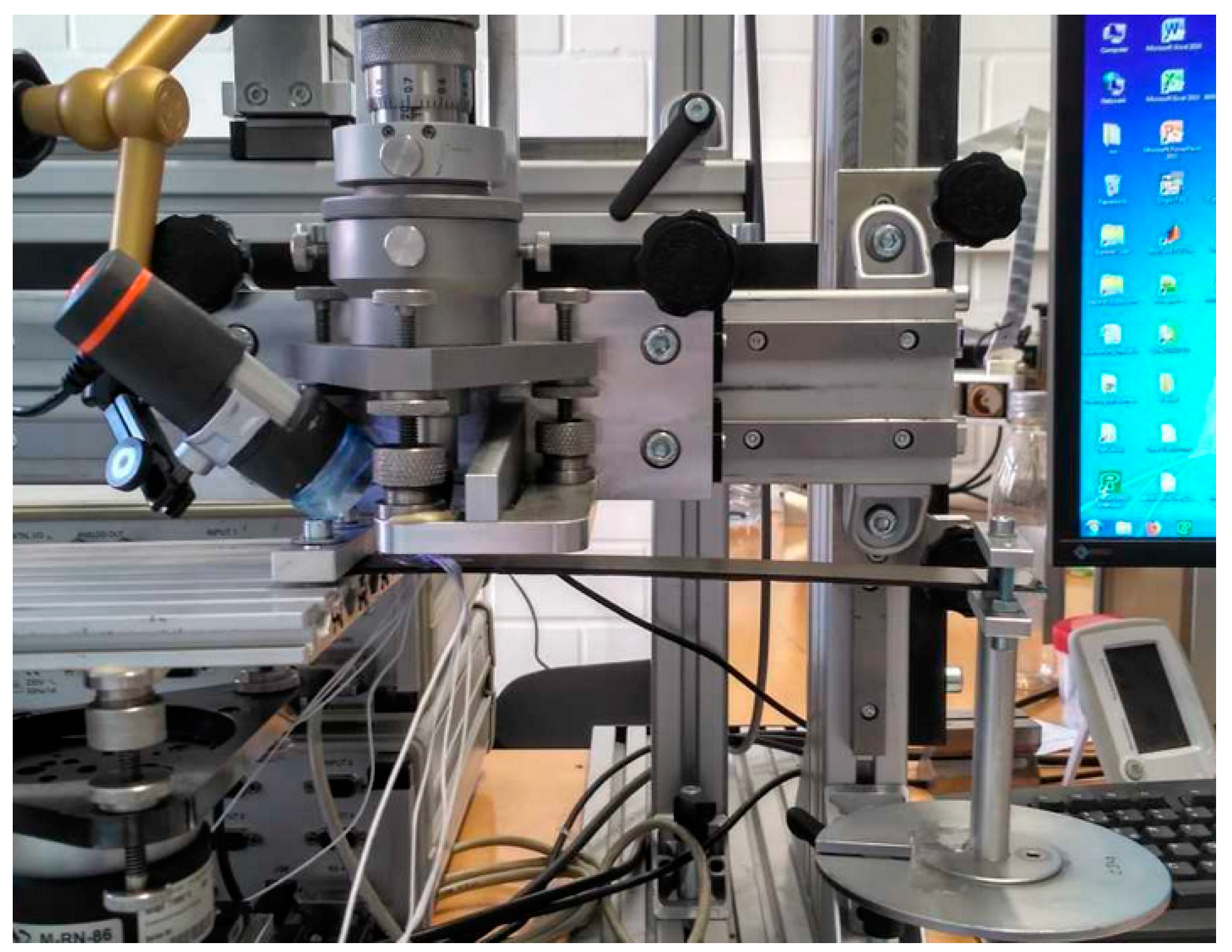
2.3. Hole-Drilling Process
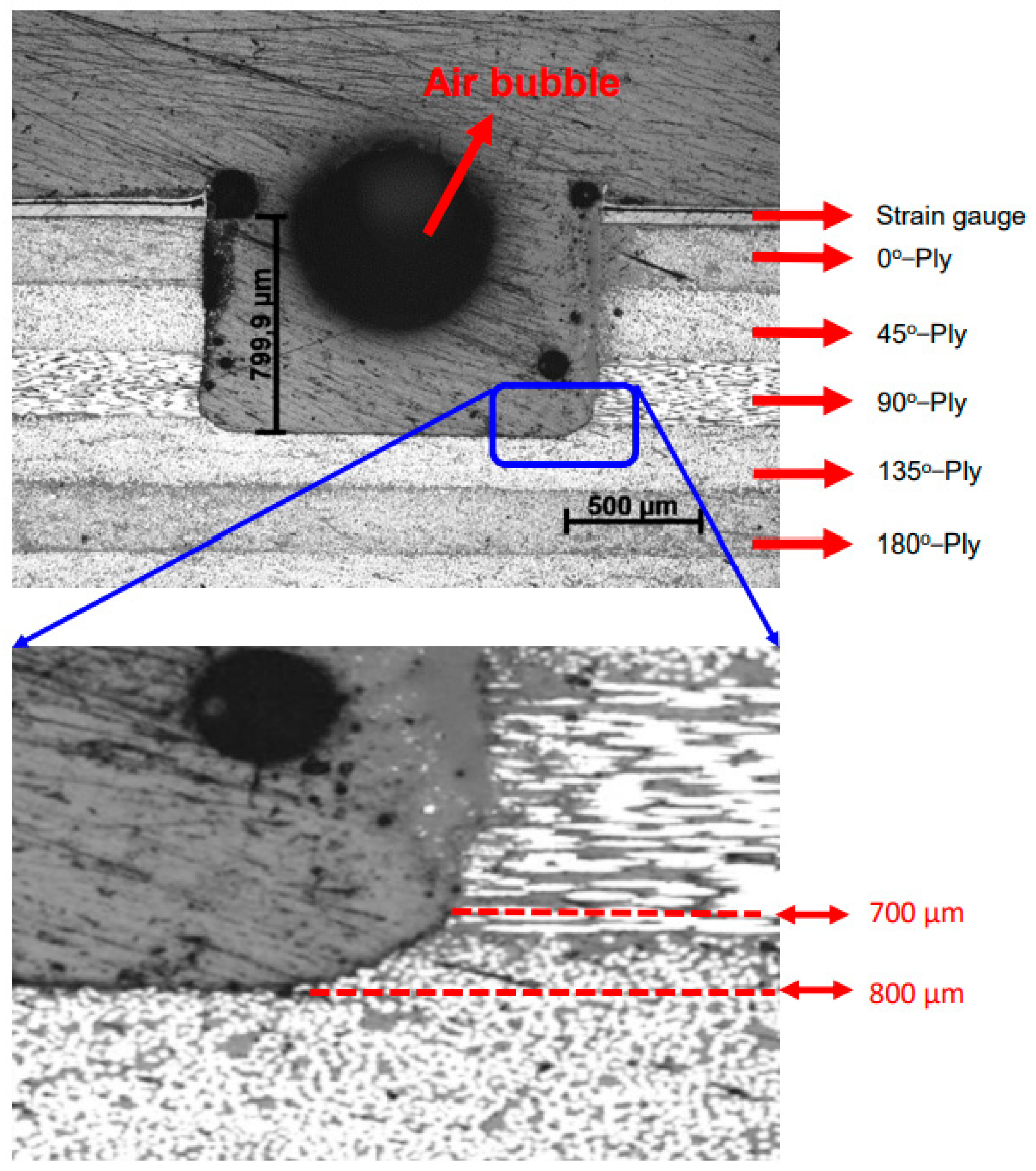
2.4. Microstructure Characterization
3. Results and Discussion
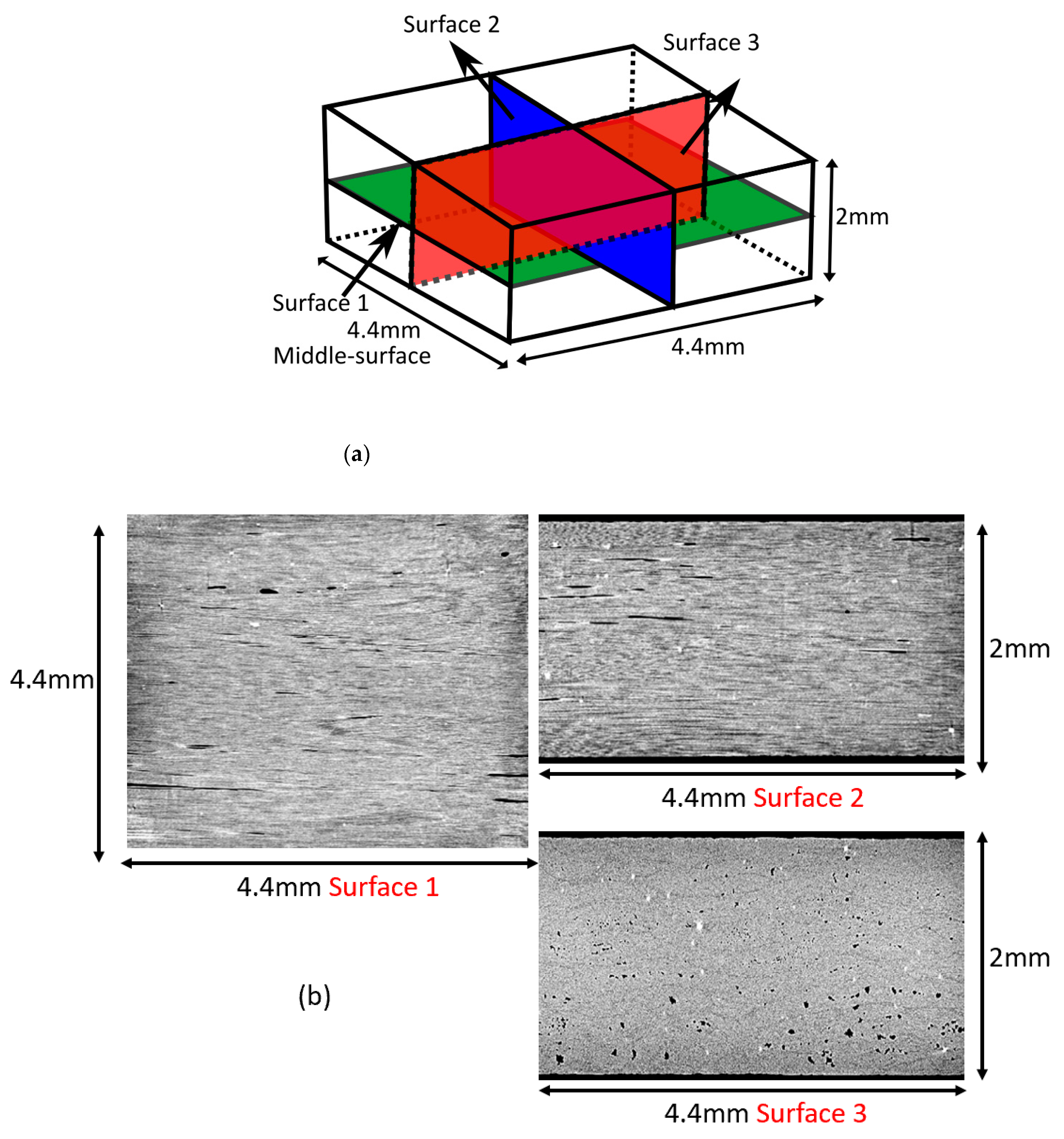
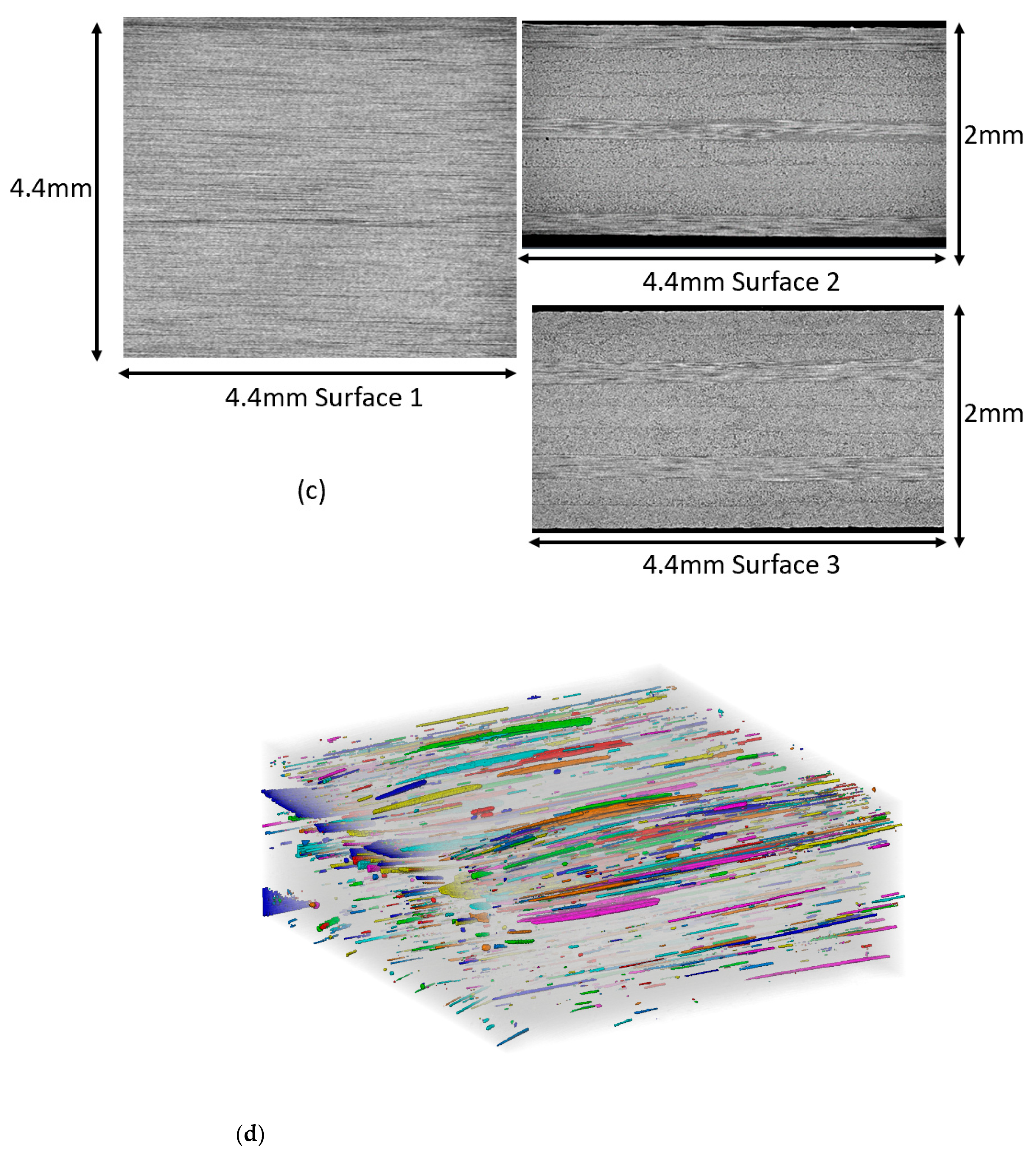
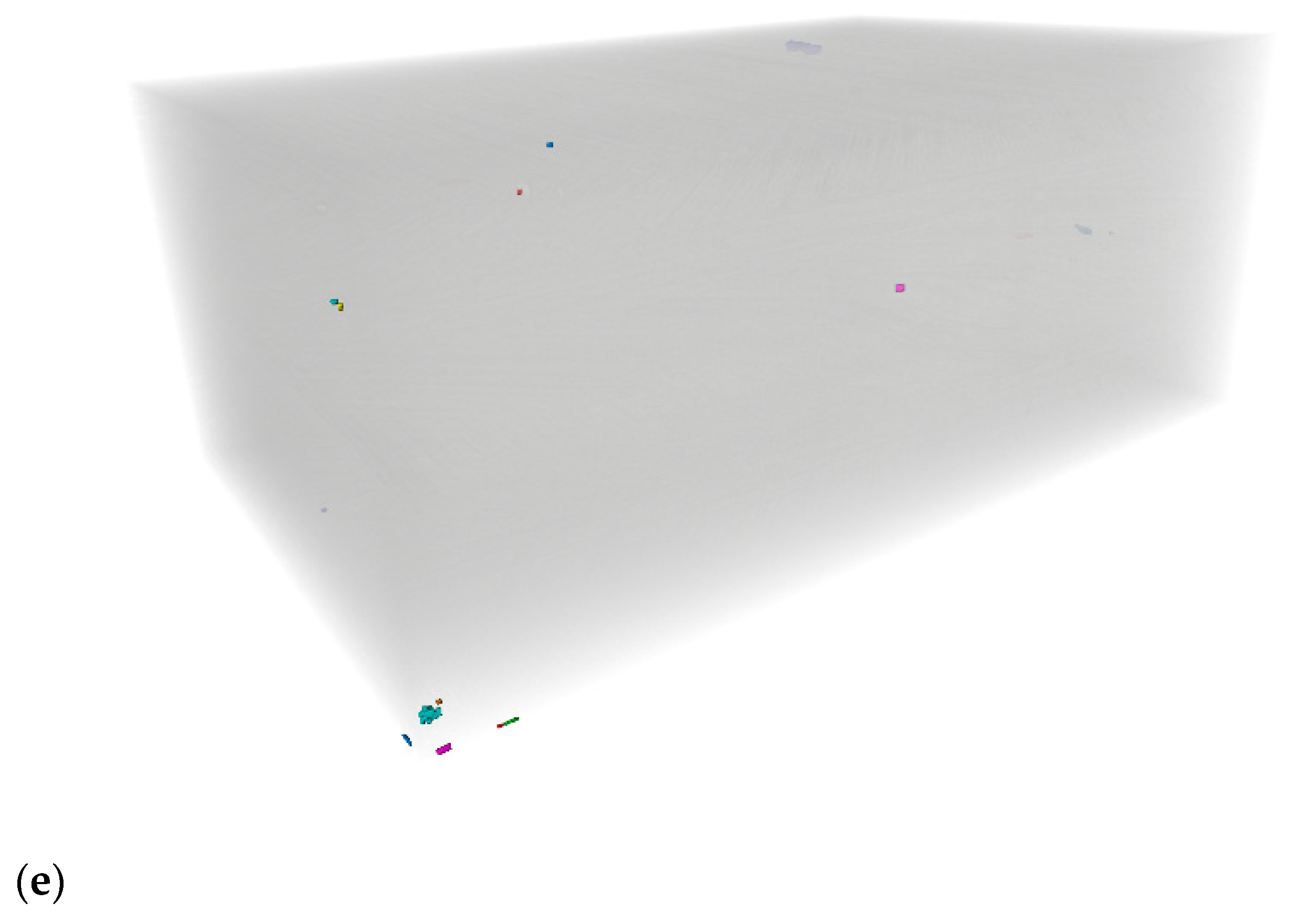
3.1. Microstructure Characterization
3.2. Calibration Coefficients: Relation between Residual Stress and Surface Strain
3.2.1. Effect of Stacking Sequence
3.2.2. Effect of Pores
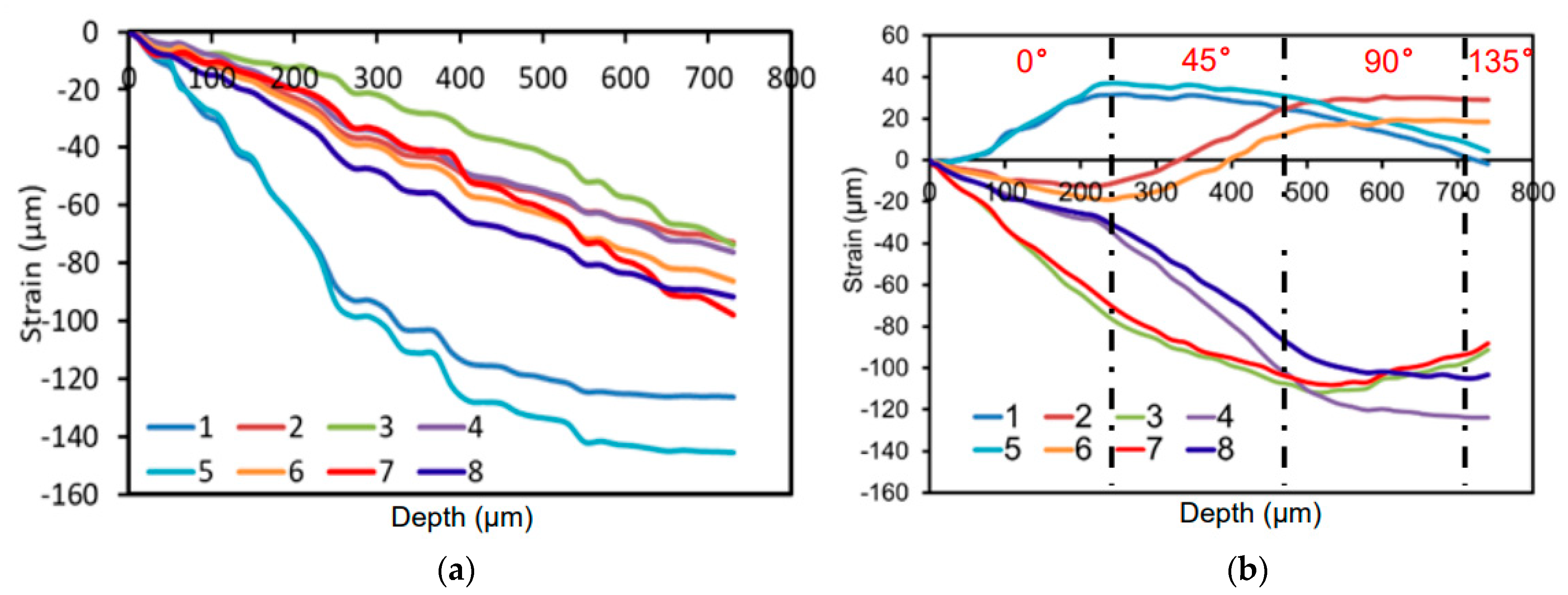
3.2.3. Strain Results by HDM
3.2.4. Effect of the Stacking Sequence on the Residual Stresses
3.2.5. Effect of the Laminate Thickness on the Residual Stresses
3.2.6. Effect of Porosity on the Residual Stresses
3.3. Validation of Residual Stress Measurement
4. Conclusions
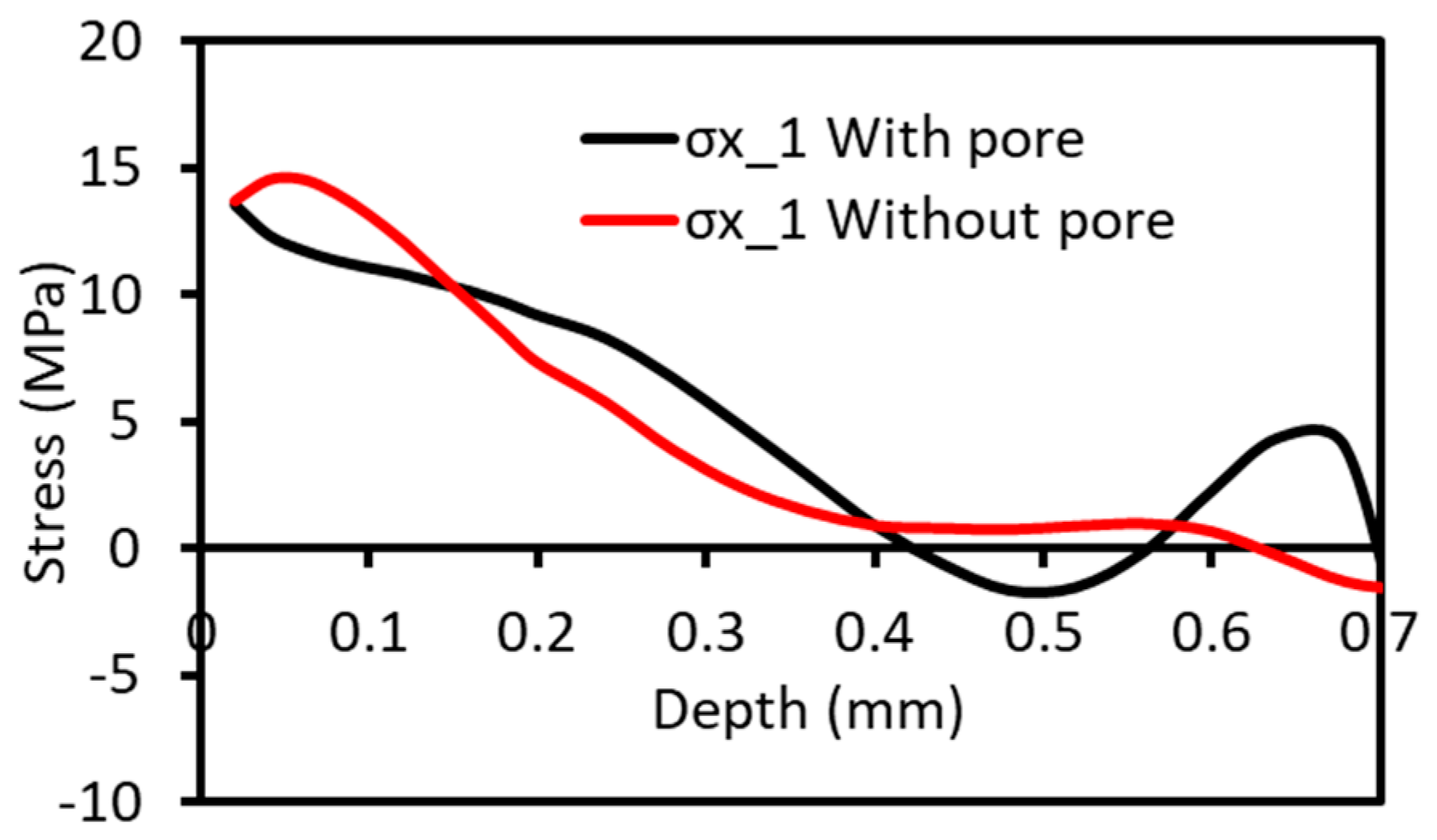
- The two- and three-dimensional microstructures of unidirectional and multidirectional CFRP samples were characterized by computed tomography (CT). Pores were found in the samples, indicating the significance of taking into account these pores in residual stress analysis. Analysis of the effect of pores was implemented in the calibration procedure. Pores were artificially defined for the calculation of the calibration coefficients in a depth of 0.06 mm to 0.12 mm. Those results were used to evaluate the effect of pores on the resulting residual stresses. A maximum difference of 46% in stress between defect-free and porous material sample conditions can be observed at a hole depth of 0.65 mm;
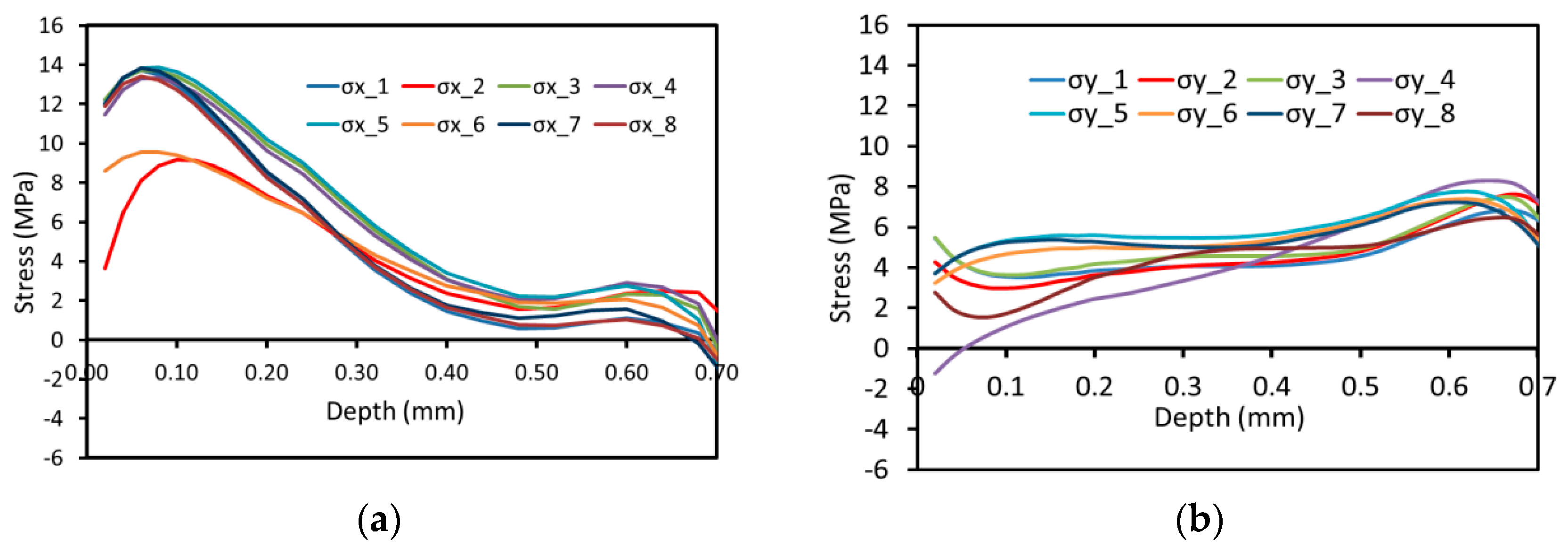
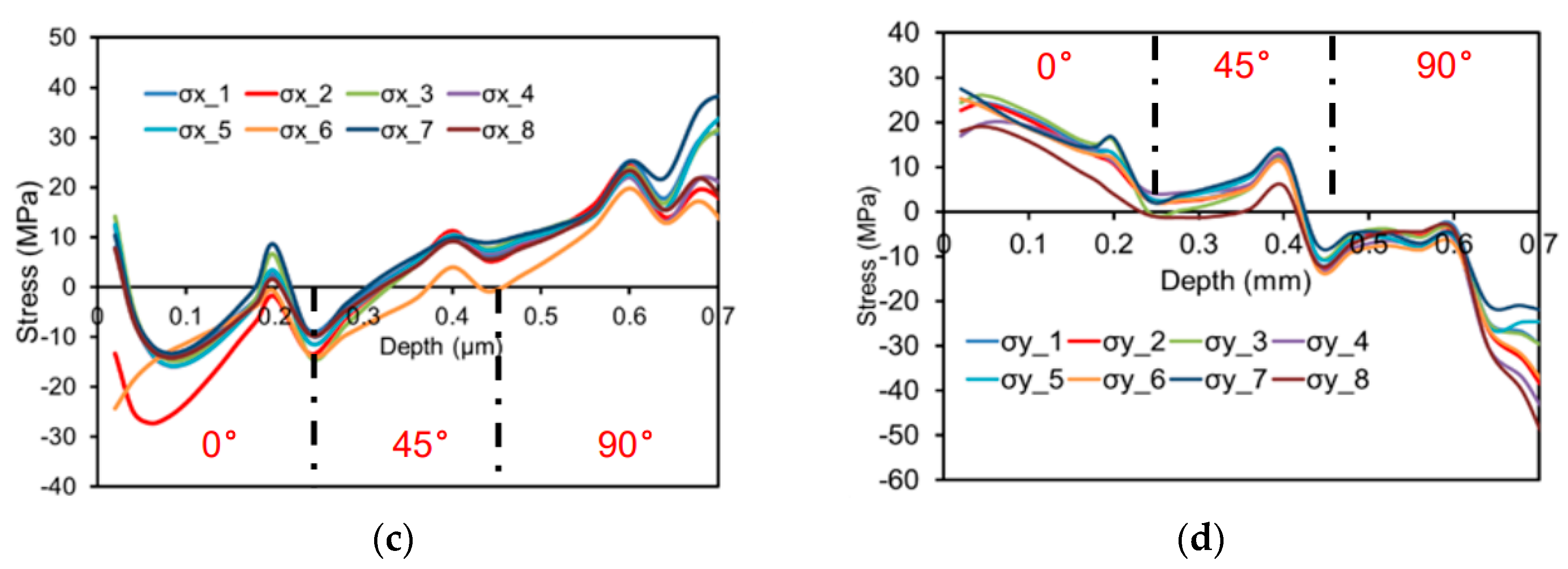
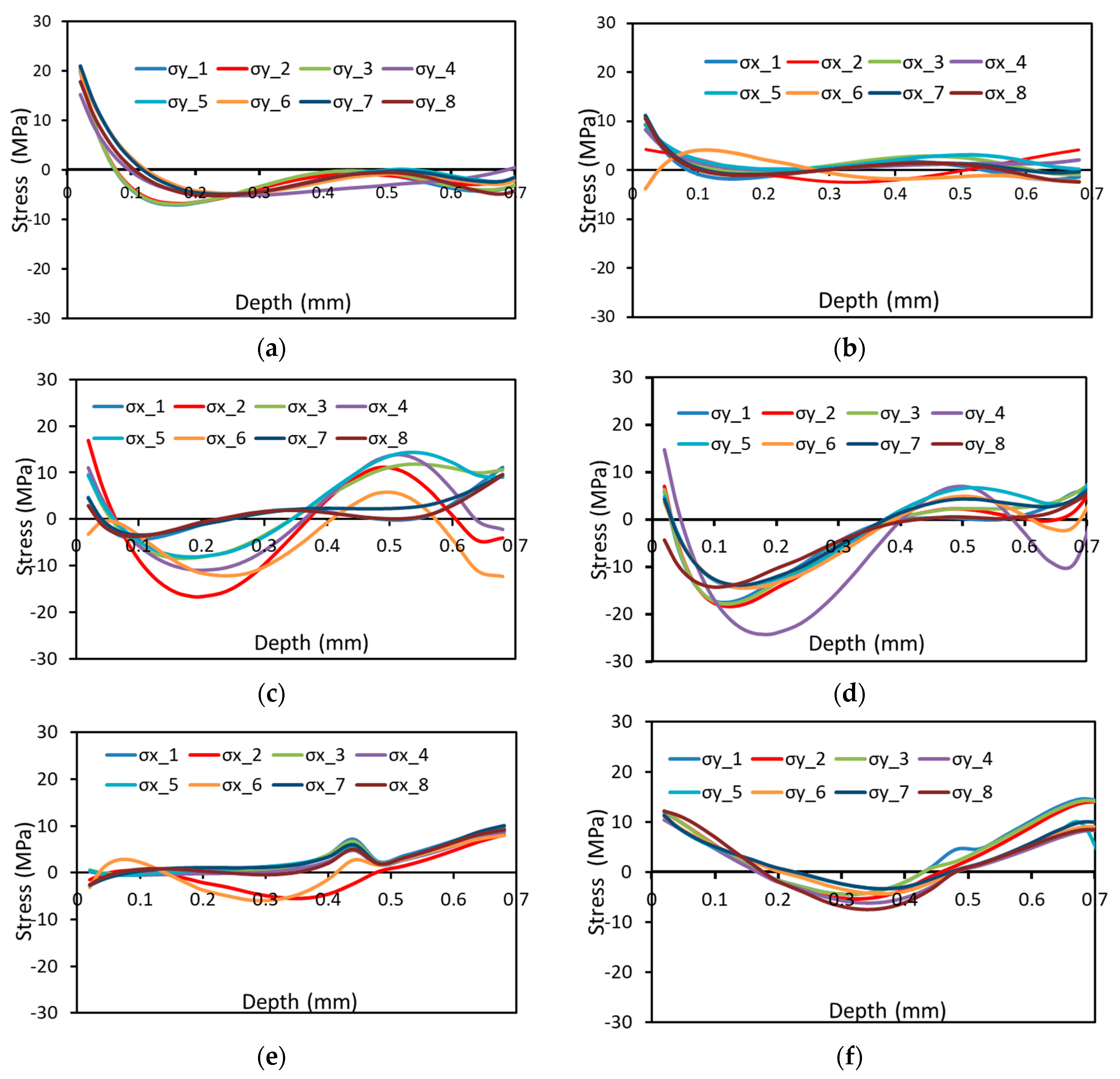
- Based on FEA, the effect of the stacking sequence and the presence of pores on the calibration coefficients were studied. The stacking sequence and overall dimensions of the CFRP samples have a significant influence on the residual stress state;
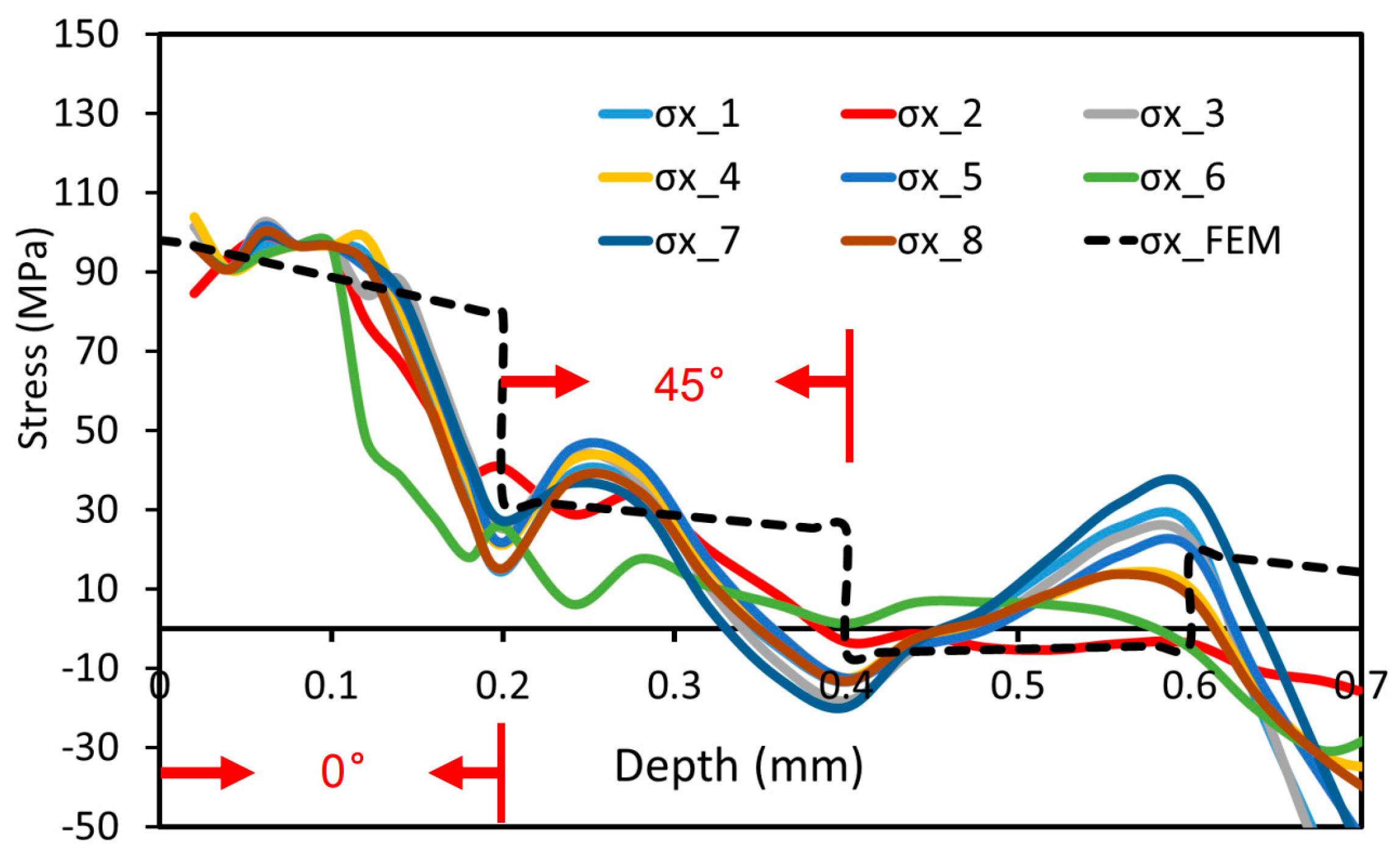
- For validating the reliability of the measured residual stress through incremental HDM, a bending test applying a defined load was carried out. The residual stress measurements were compared with the stress values calculated by FEA (beam theory). A good agreement could be found in individual plies. The present apparent discrepancy at the interface between plies is due to the following reasons: (i) the laminate is assumed to be perfectly bonded, and (ii) the experimentally determined strains are approximated with a polynomial of sixth order for residual stress evaluation, losing some information at the interface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Alam, P.; Mamalis, D.; Robert, C.; Floreani, C.; Brádaigh, C. The fatigue of carbon fibre reinforced plastics-A review. Compos. B. Eng. 2019, 166, 555–579. [Google Scholar] [CrossRef] [Green Version]
- Cutolo, A.; Carotenuto, A.R.; Palumbo, S.; Esposito, L.; Minutolo, V.; Fraldi, M.; Ruocco, E. Stacking sequences in composite laminates through design optimization. Meccanica 2021, 56, 1555–1574. [Google Scholar] [CrossRef]
- Wang, H.; Duan, Y.; Abulizi, D.; Zhang, X. Design optimization of CFRP stacking sequence using a multi-island genetic algorithms under low-velocity impact loads. J. Wuhan Univ. Technol. Sci. Ed. 2017, 32, 720–725. [Google Scholar] [CrossRef]
- Parlevliet, P.P.; Bersee, H.E.N.; Beukers, A. Residual stresses in thermoplastic composites—A study of the literature. Part III: Effects of thermal residual stresses. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1581–1596. [Google Scholar]
- Parlevliet, P.P.; Bersee, H.E.N.; Beukers, A. Residual stresses in thermoplastic composites—A study of the literature—Part I: Formation of residual stresses. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1847–1857. [Google Scholar] [CrossRef]
- Li, Y.; Li, Q.; Ma, H. The voids formation mechanisms and their effects on the mechanical properties of flax fiber reinforced epoxy composites. Compos. Part A Appl. Sci. Manuf. 2015, 72, 40–48. [Google Scholar] [CrossRef]
- Mehdikhani, M.; Gorbatikh, L.; Verpoest, I.; Lomov, S.V. Voids in fiber-reinforced polymer composites: A review on their formation, characteristics, and effects on mechanical performance. J. Compos. Mater. 2019, 53, 1579–1669. [Google Scholar] [CrossRef]
- Seers, B.; Tomlinson, R.; Fairclough, P. Residual stress in fiber reinforced thermosetting composites: A review of measurement techniques. Polym. Compos. 2021, 42, 1631–1647. [Google Scholar] [CrossRef]
- Cowley, K.D.; Beaumont, P.W. The measurement and prediction of residual stresses in carbon-fibre/polymer composites. Compos. Sci. Technol. 1997, 57, 1445–1455. [Google Scholar] [CrossRef]
- Dreier, S.; Benkena, B. Determination of Residual Stresses in Plate Material by Layer Removal with Machine-integrated Measurement. Procedia CIRP 2014, 24, 103–107. [Google Scholar] [CrossRef] [Green Version]
- Wu, T.; Tinkloh, S.R.; Tröster, T.; Zinn, W.; Niendorf, T. Residual stress measurements in GFRP/steel hybrid components. In Proceedings of the 4th International Conference Hybrid 2020: Materials and Structures, Web-Conference, 28–29 April 2020; pp. 1–6. [Google Scholar]
- Sibisi, P.N.; Popoola, A.P.I.; Arthur, N.K.K.; Pityana, S.L. Review on direct metal laser deposition manufacturing technology for the Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 2020, 107, 1163–1178. [Google Scholar] [CrossRef]
- Wu, T.; Tinkloh, S.; Tröster, T.; Zinn, W.; Niendorf, T. Measurement and Analysis of Residual Stresses and Warpage in Fiber Reinforced Plastic and Hybrid Components. Metals 2021, 11, 335. [Google Scholar] [CrossRef]
- Nau, A.; von Mirbach, D.; Scholtes, B. Improved Calibration Coefficients for the Hole-DrillingMethod Considering the Influenceof the Poisson Ratio. Exp. Mech. 2013, 53, 1371–1381. [Google Scholar] [CrossRef]
- Magnier, A.; Zinn, W.; Niendorf, T.; Scholtes, B. Residual Stress Analysis on Thin Metal Sheets Using the Incremental Hole Drilling Method–Fundamentals and Validation. Exp. Tech. 2019, 43, 65–79. [Google Scholar] [CrossRef]
- Nau, A.; Scholtes, B. Evaluation of the High-Speed Drilling Technique for the Incremental Hole-DrillingMethod. Exp. Mech. 2013, 53, 531–542. [Google Scholar] [CrossRef]
- ASTM E837-13; Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gage Method. ASTM: West Conshohocken, PA, USA, 2013.
- Blödorn, R.; Bonomo, L.A.; Viotti, M.; Schroeter, R.B.; Albertazzi, A. Calibration Coefficients Determination Through Fem Simulations for the Hole-Drilling Method Considering the Real Hole Geometry. Exp. Tech. 2017, 41, 37–44. [Google Scholar] [CrossRef]
- Kümmel, F.; Magnier, A.; Wu, T.; Niendorf, T.; Höppel, H.W. Residual stresses in ultrafine-grained laminated metal composites analyzed by X-ray diffraction and the hole drilling method. Adv. Eng. Mater. 2022, in press. [Google Scholar] [CrossRef]
- Sicot, O.; Gong, X.L.; Cherouat, A.; Lu, J. Determination of Residual Stress in Composite Laminates Using the Incremental Hole-drilling Method. J. Compos. Mater. 2003, 37, 831–844. [Google Scholar] [CrossRef]
- Magnier, A.; Wu, T.; Tinkloh, S.; Tröster, T.; Scholtes, B.; Niendorf, T. On the reliability of residual stress measurements in unidirectional carbon fibre reinforced epoxy composites. Polym. Test. 2021, 97, 107146. [Google Scholar] [CrossRef]
- Schajer, G.S.; Yang, L. Residual-stress measurement in orthotropic materials using the hole-drilling method. Exp. Mech. 1994, 34, 324–333. [Google Scholar] [CrossRef]
- Wu, T.; Tinkloh, S.; Tröster, T.; Zinn, W.; Niendorf, T. Determination and Validation of Residual Stresses in CFRP/Metal Hybrid Components Using theIncremental Hole Drilling Method. J. Compos. Sci. 2020, 4, 143. [Google Scholar] [CrossRef]
- Feldkamp, L.A.; Davis, L.C.; Krss, J.W. Practical Cone-Beam Algorithm. J. Opt. Soc. Am. A 1984, 1, 612–619. [Google Scholar] [CrossRef] [Green Version]
- Howe, C.A.; Paton, R.J.; Goodwin, A.A. A Comparison between Voids in RTM and Prepreg Carbon/Epoxy Laminates. In Proceedings of the Eleventh International Conferenceon Composite Materials (ICCM11), Gold Coast, Australia, 14–18 July 1997. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Depth (μm) | 20 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | 180 | 200 | 240 | 280 | 320 | 360 | 400 |
| 20 | −2.42 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 40 | −2.74 | −2.58 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 60 | −3.02 | −2.90 | −2.69 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 80 | −3.29 | −3.18 | −3.02 | −2.76 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 100 | −3.54 | −3.43 | −3.29 | −3.10 | −2.80 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 120 | −3.78 | −3.67 | −3.54 | −3.37 | −3.15 | −2.81 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 140 | −4.01 | −3.90 | −3.77 | −3.61 | −3.42 | −3.17 | −2.81 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 160 | −4.23 | −4.11 | −3.98 | −3.84 | −3.66 | −3.44 | −3.17 | −2.78 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 180 | −4.43 | −4.31 | −4.18 | −4.04 | −3.87 | −3.67 | −3.43 | −3.14 | −2.74 | 0 | 0 | 0 | 0 | 0 | 0 |
| 200 | −4.62 | −4.50 | −4.38 | −4.23 | −4.07 | −3.88 | −3.65 | −3.40 | −3.10 | −2.68 | 0 | 0 | 0 | 0 | 0 |
| 240 | −4.97 | −4.85 | −4.73 | −4.59 | −4.42 | −4.24 | −4.04 | −3.82 | −3.57 | −3.29 | −5.51 | 0 | 0 | 0 | 0 |
| 280 | −5.27 | −5.16 | −5.03 | −4.89 | −4.73 | −4.55 | −4.36 | −4.15 | −3.92 | −3.68 | −6.54 | −5.16 | 0 | 0 | 0 |
| 320 | −5.55 | −5.42 | −5.29 | −5.15 | −4.99 | −4.83 | −4.64 | −4.43 | −4.22 | −3.98 | −7.23 | −6.14 | −4.78 | 0 | 0 |
| 360 | −5.77 | −5.65 | −5.53 | −5.38 | −5.23 | −5.05 | −4.87 | −4.67 | −4.46 | −4.24 | −7.77 | −6.78 | −5.70 | −4.38 | 0 |
| 400 | −5.97 | −5.85 | −5.72 | −5.58 | −5.43 | −5.26 | −5.07 | −4.87 | −4.67 | −4.45 | −8.23 | −7.28 | −6.29 | −5.24 | −3.98 |
| (a) | |||||||||||||||
| Depth (μm) | 20 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | 180 | 200 | 240 | 280 | 320 | 360 | 400 |
| 20 | −1.33 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 40 | −1.59 | −1.47 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 60 | −1.83 | −1.74 | −1.57 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 80 | −2.06 | −1.97 | −1.84 | −1.63 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 100 | −2.28 | −2.2 | −2.08 | −1.92 | −1.69 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 120 | −2.5 | −2.41 | −2.3 | −2.16 | −1.98 | −1.72 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 140 | −2.72 | −2.63 | −2.52 | −2.38 | −2.23 | −2.03 | −1.76 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 160 | −2.93 | −2.83 | −2.73 | −2.6 | −2.45 | −2.28 | −2.08 | −1.8 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 180 | −3.14 | −3.05 | −2.94 | −2.82 | −2.68 | −2.52 | −2.34 | −2.14 | −1.87 | 0 | 0 | 0 | 0 | 0 | 0 |
| 200 | −3.38 | −3.3 | −3.2 | −3.08 | −2.95 | −2.8 | −2.64 | −2.48 | −2.29 | −2.05 | 0 | 0 | 0 | 0 | 0 |
| 240 | −3.53 | −3.44 | −3.34 | −3.22 | −3.08 | −2.94 | −2.78 | −2.62 | −2.46 | −2.27 | −3.69 | 0 | 0 | 0 | 0 |
| 280 | −3.62 | −3.54 | −3.43 | −3.31 | −3.18 | −3.03 | −2.88 | −2.73 | −2.57 | −2.39 | −4.15 | −3.16 | 0 | 0 | 0 |
| 320 | −3.7 | −3.61 | −3.51 | −3.39 | −3.26 | −3.11 | −2.96 | −2.81 | −2.65 | −2.49 | −4.4 | −3.62 | −2.77 | 0 | 0 |
| 360 | −3.77 | −3.68 | −3.57 | −3.45 | −3.32 | −3.17 | −3.02 | −2.87 | −2.72 | −2.56 | −4.57 | −3.87 | −3.19 | −2.45 | 0 |
| 400 | −3.82 | −3.73 | −3.62 | −3.5 | −3.37 | −3.23 | −3.08 | −2.93 | −2.78 | −2.62 | −4.72 | −4.06 | −3.45 | −2.87 | −2.24 |
| (b) | |||||||||||||||
| Depth (μm) | 20 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | 180 | 200 | 240 | 280 | 320 | 360 | 400 |
| 20 | 0.450 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 40 | 0.419 | 0.430 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 60 | 0.394 | 0.4 | 0.416 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 80 | 0.373 | 0.380 | 0.390 | 0.409 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 100 | 0.355 | 0.358 | 0.367 | 0.380 | 0.396 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 120 | 0.338 | 0.343 | 0.350 | 0.359 | 0.371 | 0.387 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 140 | 0.321 | 0.325 | 0.331 | 0.340 | 0.347 | 0.359 | 0.373 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 160 | 0.307 | 0.311 | 0.314 | 0.322 | 0.330 | 0.337 | 0.343 | 0.352 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 180 | 0.291 | 0.292 | 0.296 | 0.301 | 0.307 | 0.313 | 0.317 | 0.318 | 0.317 | 0 | 0 | 0 | 0 | 0 | 0 |
| 200 | 0.268 | 0.266 | 0.269 | 0.271 | 0.275 | 0.278 | 0.276 | 0.270 | 0.261 | 0.235 | 0 | 0 | 0 | 0 | 0 |
| 240 | 0.289 | 0.290 | 0.293 | 0.298 | 0.303 | 0.306 | 0.311 | 0.314 | 0.310 | 0.310 | 0.330 | 0 | 0 | 0 | 0 |
| 280 | 0.313 | 0.313 | 0.318 | 0.323 | 0.327 | 0.334 | 0.339 | 0.342 | 0.344 | 0.350 | 0.365 | 0.387 | 0 | 0 | 0 |
| 320 | 0.333 | 0.333 | 0.336 | 0.341 | 0.346 | 0.356 | 0.362 | 0.365 | 0.372 | 0.374 | 0.391 | 0.410 | 0.420 | 0 | 0 |
| 360 | 0.346 | 0.348 | 0.354 | 0.358 | 0.365 | 0.372 | 0.379 | 0.385 | 0.390 | 0.396 | 0.411 | 0.429 | 0.440 | 0.440 | 0 |
| 400 | 0.360 | 0.362 | 0.367 | 0.372 | 0.379 | 0.385 | 0.392 | 0.398 | 0.404 | 0.411 | 0.426 | 0.442 | 0.442 | 0.442 | 0.437 |
| (c) | |||||||||||||||
| Depth (μm) | 20 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | 180 | 200 | 240 | 280 | 320 | 360 | 400 |
| 20 | −1.51 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 40 | −1.76 | −1.64 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 60 | −1.98 | −1.88 | −1.75 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 80 | −1.98 | −1.88 | −1.75 | −1.59 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 100 | −1.98 | −1.88 | −1.75 | −1.59 | −1.35 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 120 | −1.98 | −1.88 | −1.75 | −1.59 | −1.35 | −1.32 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 140 | −2.30 | −2.20 | −2.08 | −1.93 | −1.76 | −1.55 | −1.27 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 160 | −2.44 | −2.34 | −2.22 | −2.08 | −1.91 | −1.72 | −1.50 | −1.22 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 180 | −2.57 | −2.47 | −2.34 | −2.20 | −2.04 | −1.86 | −1.66 | −1.44 | −1.16 | 0 | 0 | 0 | 0 | 0 | 0 |
| 200 | −2.69 | −2.58 | −2.46 | −2.32 | −2.16 | −1.99 | −1.80 | −1.59 | −1.37 | −1.09 | 0 | 0 | 0 | 0 | 0 |
| 240 | −2.89 | −2.78 | −2.66 | −2.53 | −2.37 | −2.20 | −2.02 | −1.83 | −1.63 | −1.43 | −2.18 | 0 | 0 | 0 | 0 |
| 280 | −3.06 | −2.96 | −2.83 | −2.69 | −2.53 | −2.37 | −2.19 | −2.01 | −1.82 | −1.64 | −2.72 | −1.90 | 0 | 0 | 0 |
| 320 | −3.21 | −3.09 | −2.96 | −2.82 | −2.67 | −2.50 | −2.33 | −2.15 | −1.97 | −1.79 | −3.06 | −2.37 | −1.63 | 0 | 0 |
| 360 | −3.32 | −3.20 | −3.08 | −2.94 | −2.78 | −2.61 | −2.44 | −2.26 | −2.08 | −1.91 | −3.31 | −2.66 | −2.04 | −1.39 | 0 |
| 400 | −3.41 | −3.29 | −3.17 | −3.03 | −2.87 | −2.70 | −2.53 | −2.35 | −2.18 | −2.00 | −3.51 | −2.88 | −2.30 | −1.75 | −1.18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, T.; Kruse, R.; Tinkloh, S.; Tröster, T.; Zinn, W.; Lauhoff, C.; Niendorf, T. Experimental Analysis of Residual Stresses in CFRPs through Hole-Drilling Method: The Role of Stacking Sequence, Thickness, and Defects. J. Compos. Sci. 2022, 6, 138. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs6050138
Wu T, Kruse R, Tinkloh S, Tröster T, Zinn W, Lauhoff C, Niendorf T. Experimental Analysis of Residual Stresses in CFRPs through Hole-Drilling Method: The Role of Stacking Sequence, Thickness, and Defects. Journal of Composites Science. 2022; 6(5):138. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs6050138
Chicago/Turabian StyleWu, Tao, Roland Kruse, Steffen Tinkloh, Thomas Tröster, Wolfgang Zinn, Christian Lauhoff, and Thomas Niendorf. 2022. "Experimental Analysis of Residual Stresses in CFRPs through Hole-Drilling Method: The Role of Stacking Sequence, Thickness, and Defects" Journal of Composites Science 6, no. 5: 138. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs6050138