
Desktop Research into Historic Automation Projects of Brownfield Container Terminals


Section of Ports and Waterways, Delft University of Technology, 2628 CN Delft, The Netherlands
*
Author to whom correspondence should be addressed.
J. Mar. Sci. Eng. 2022, 10(5), 704; https://0-doi-org.brum.beds.ac.uk/10.3390/jmse10050704
Submission received: 8 April 2022
/
Revised: 11 May 2022
/
Accepted: 18 May 2022
/
Published: 20 May 2022
(This article belongs to the Special Issue State-of-the-Art in Ports and Terminal Management and Engineering)
Abstract
:There is a global trend of automation of container terminals. However, there is a lack of literature to guide automation projects for brownfield terminals. Therefore, the experiences and lessons learnt from historical brownfield automation of container terminals are a valuable source of information to guide future projects. This paper describes the brownfield container terminal automation projects carried out in recent years. For each project, the drivers, challenges, benefits, and drawbacks of automation were gathered using a questionnaire directed to operators of brownfield converted container terminals. The characteristics as to the terminal sizes and implemented solutions were gathered via a desk study. It was found that the main drivers for automation are operational cost reductions and higher productivity. However, the desired levels are not always reached and depend on the terminal conditions and the solutions adopted. The continuity of operations was also identified as a major challenge. Terminals have dealt with it either by following a phased, greenfield-like, or big bang approach. Most terminals have opted for semi-automated solutions (automation of yard equipment only); this resulted in fewer labor problems, improved vessel productivity, less required space, and better agility in dealing with disruptions. Most terminals have chosen either automated RMG or the automated version of their manned equipment for yard operations, although exceptions were observed.
1. Introduction
Container traffic worldwide has shown a growing trend for many years [1]. Additionally, the number of containers handled per call has increased for many terminals. This poses challenges to existing terminals for a more efficient operation and higher productivity. One-way terminals have tried to achieve this is by adopting semi- or fully automated solutions [2]. The former refers to terminals that have robotized the operation of their container yard only, whereas fully automated terminals also consider the automation of the transportation from the quay to the container stacks and vice versa [3].
Most existing automated container terminals were greenfield developments, for which automation is already the norm, rather than the exception [4]. However, brownfield automation is gaining momentum [5] and is expected to become more relevant in the next years [6].
Guidelines for planning automation in container terminals have been published by PIANC [3]. These guidelines are focused on greenfield developments. However, brownfield automation of container terminals involves different challenges than greenfield automation, such as allowing continued operations while the conversion takes place [7]. Given the lack of guidelines for brownfield automation of container terminals, the experience of terminals historically converted to automation can prove valuable for terminal managers during the planning phase of a new brownfield automation project. A compendium of drivers, potential challenges faced in the implementation process, and solutions historically adopted may aid managers evaluating the implementation of automated technologies in their terminals. Therefore, the goal of this work is to present a characterization of brownfield converted terminals, comprising these elements.
To characterize historic automation projects of brownfield container terminals, an empirical research methodology was established. A desk study was performed to elaborate a list with most container terminals up to date, including their automation level, i.e., semi- or full automation, and the following terminal characteristics before and after automation: yard and horizontal transport equipment, terminal yard areas, and annual capacity in (TEU/year). Data on drivers, challenges, benefits, and drawbacks of automation were gathered through a questionnaire directed to operators of brownfield container terminals. Data were coded and reduced to tables, and trends were evaluated. Therefore, an overall picture of the current state of brownfield automation was achieved.
2. Literature Overview and Research Gap
Automation of container terminals is a topic that has been studied since the ECT’s Delta/Sea-Land terminal started operating in the early nineties. A systematic literature review on automated container terminals recently established that approximately 200 papers discussing results from applying automated technologies in container terminals have been published [8]. These papers mostly focus on specific problems of automated equipment and optimization issues. None of the research focusses on brownfield automation implementation [8].
The challenges of brownfield conversions have been briefly mentioned in documents introducing the concept of container terminal automation. Mainly, the challenge of continuity of operations has been mentioned, and a phased implementation has been described as the solution to it [7,9]. No other solutions or other challenges are discussed in depth.
Other sources of information about brownfield automation are white papers, mainly from vendors or companies that provide services related to automation projects. These documents usually have commercial purposes and focus on the specific services or products the issuing company may provide. Konecranes’s port automation white paper dedicates a section to brownfield conversions [10]. They briefly present the advantages of remote operation and the different automation levels of their solutions. TBA also presented the document “Taking the Best Path to Automation” [11], where a list of challenges of brownfield automation is presented with a discussion on the available automated technologies and the process followed by the company to choose the best one. No solutions for the challenges are discussed. Kalmar presented a white paper focused on automated rubber-tired gantry (ARTG) crane conversions [4]. They describe the benefits of operations with ARTG, some challenges to convert and the solutions they offer. No discussion on other automated technologies is presented.
PEMA, the Port Equipment Manufacturers Association, has published two information papers about brownfield container terminal automation [12,13]. A succinct description of potential benefits and challenges is presented, but no ways to overcome those challenges are discussed. The documents focus on equipment only. Details are given on infrastructure, control systems and safety systems for the types of automated equipment available in the market. However, challenges unrelated to equipment directly, such as labor relations, are not discussed.
Study cases of specific projects have also been published. The planning of the automated solution in the Trapac terminal, port of LA is one of them [14]. They indicated ASCs are the current standard for automated solutions, without discussing other equipment. No discussion on challenges or motivations was given. A description of the retrofitting process of existing cantilever rail-mounted gantry (CRMG) cranes with automated technology in the former Tianjin Five Continents International Container Terminal Co., Ltd., presented a concise description of the motivation and the solution adopted [15]. Constructive challenges regarding the deployment of automated CRMG in an existing yard in the Manzanillo International Terminal in Panama have also been described [16]. Even if some of these documents discuss motivations, challenges and solutions adopted, they individually focus on a specific project only.
The PIANC MarCom WG Report n° 208 [3] presents a complete path from early planning stages until operational go-live and beyond, but the focus of the document is on greenfield terminals. Therefore, this path does not necessarily apply to brownfield automation projects. Particularities on brownfield conversions are tangentially touched upon in the text, which allows the use of these guidelines in brownfield projects as well. However, no clear views on the motivations, challenges, and results of historic brownfield automation projects are presented.
The literature presented focusses on one type of technology, or on a specific project only. No documents discussing drivers, challenges, and solutions covering all available automated technologies in use have been found. The challenge of brownfield automation most mentioned in the existing literature is continuity of operations, but no discussions of strategies followed to solve this problem have been presented so far.
This paper contributes to the field by partially filling this knowledge gap by characterizing historic brownfield automation projects.
3. Methodology
To gather information to characterize terminal automation projects, an empirical research methodology was adapted from [17].
Firstly, the population of historically converted terminals was identified. A list of historically converted terminals was drawn up through desk research. The list published in [3] was used as a starting point. Twenty-nine terminals were identified. They are presented in Table 1 and Figure 1. Some terminals asked to remain anonymous and are referred to as T1 and T2.
A questionnaire was built and sent to all 29 terminals to gather practical experience regarding the drivers that motivated the conversion of the terminal, the challenges faced and the adopted solutions. Furthermore, the benefits and drawbacks of the automated solutions, the automation level chosen and the terminal throughput as a measure of their size were also investigated. Additionally, included were detailed questions about some of the major challenges identified through preliminary interviews with experts in the field. Terminal managers or directors were mostly targeted, although automation engineers also belonged within the group of respondents. The list of questions is presented below.
- What is the design throughput of your terminal in [TEU/year] before and after automating?
- What were the main drivers to automate the operation of your terminal?
- What is the automation level selected and why? Is further automation being considered in the future?
- From your experience, what are the main challenges of developing and implementing new automated operations?
- How were the automation works planned to give continuity to the terminal operations and services?
- How were labor relations managed to face the possible loss of jobs?
- How long was the commissioning period and how long was the ramp-up period?
- What benefits and drawbacks are observed from the automated operation?
- How was the handling of exceptions considered? Were there any exceptions that were not considered initially?
Twelve answers were received, corresponding to a 41% response rate. The small number of answers is considered a limitation of the research. Although the presented results cannot be extrapolated to other terminals, they still contribute to understanding the main aspects to be considered in future conversion projects.
A respondent analysis was performed on the answers by comparing the characteristics of respondents and the sample of 29 terminals. These included: the type of terminal (single- or multi-terminal operator), the kind of equipment used before automating, the kind of equipment used after automating and the size of the terminal. All groups within the sample were represented among the respondents, except for one. These were the terminals handling more than 3 million TEU/year originally, using a chassis to stack containers in the yard, and using ASC after automation. Responses may not be representative for this sub-group. Additionally, they may not be representative for terminals implementing a solution different from the ones discussed in this paper.
Questionnaire responses were analyzed using thematic analysis [18]. Answers to each question were coded with initial labels representing the main concepts. Then, these codes were collated into themes, by grouping concepts referring to similar outcomes. For example, terminals that included the label “operating cost reductions”, “lower labor costs”, and “cost efficiencies” in their answers to question N°2 of the questionnaire, were included in the theme “OPEX reductions”. Terminals with similar answers within a certain theme were grouped and their characteristics compared, e.g., terminal sizes, equipment, automated solution adopted, location, or any other common themes. In this manner, patterns could be identified to serve as a reference for future terminal conversions. Tables with the identified themes and the corresponding terminals are presented in Appendix A. A discussion about the identified patterns or relations is presented in the results chapter.
Additionally, a desk study was performed to gather terminal characteristics before and after conversion for the 29 terminals in the sample. Yard area, terminal capacity in TEU/year, and container handling equipment, before and after automation, were determined. Satellite imagery during the conversion process was gathered and analyzed. Data are presented in Table 2. These data were analyzed by categorizing them per type of automation and type of yard equipment. Next, trends were identified for all 29 terminals. The last column on the right in Table 2 presents the continuity approach assigned to each terminal based on the observations of the satellite imagery. Descriptions of these approaches are presented in Section 4.2 Challenges.
The results of the analysis are presented and discussed in the next section.
4. Results
4.1. Drivers and Benefits from Automation
The main drivers identified for brownfield automation are presented in Table A1 in Appendix A. The three most relevant are further discussed, i.e., operating cost (OPEX) reductions, labor shortage, and higher productivity.
The main driver is OPEX reduction, mentioned by 7 out of 12 respondents. OPEX reductions are expected from labor costs, maintenance, and power consumption [3]. Labor may represent one of the largest savings, but this is heavily dependent on the local labor market [3]. The financial benefit from automation is expected to be higher for terminals from high-income countries, due to the relatively higher salaries of operational labor [3], which is the kind of labor replaced by automation. Most of these seven respondents also reported OPEX reductions as observed benefits from automation, which is interpreted as though expectations were met. All these terminals are from high-income countries, namely Australia, Germany, Ireland, and Northern Ireland (UK).
Labor shortage was the second main driver for automation, also mentioned by terminals located in high-income countries, namely Japan, the Netherlands, Ireland, and Northern Ireland (UK). Terminals also indicated an improvement in working conditions as an observed benefit from automation. Therefore, automation can help fight labor shortage in two ways: either by making the job more appealing due to shifting from the yard into an office working environment, or by reducing the number of operators required per crane, both thanks to remote operation.
The third major driver was higher productivity, mentioned by CTB Hamburg, Kloosterboer, and the Nabeta terminals. CTB Hamburg migrated from SC to ASC and Kloosterboer migrated from RS to ARTG. In both cases, higher productivity (move/h) and a higher capacity (TEU/m2) is expected from the equipment chosen. It is not clear whether some of that increased capacity is also attributable to automation. The third terminal is the Nabeta, which expected higher productivities when changing from RTGs to ARTGs. A 20% improvement in shipside productivity was expected from seamless transfer and just-in-time operation, but they stressed that the cycle time for an automated RTG is not faster than for a manned RTG. On the other hand, lower productivities were mentioned as a drawback of automation by DFT and Japan T1 terminals, both converting to ARTG. Hence, automated solutions yielding higher productivities could be expected, but lower productivities are also possible. This is especially the case for fully automated terminals, where achieved productivities are lower than for equivalent manned terminals [5].
When directly asked about the observed benefits (Table A5), the answers were similar as for drivers of automation. This can be interpreted as expectations being generally met. Additionally, 10 out of 12 respondents indicated further automation is under consideration, while the other 2 answered: “not for now”. This is interpreted as a positive overall evaluation of automated solutions by the respondents.
OPEX reductions and higher productivities due to automation can be achieved by some terminals automating, but they will not necessarily be reached. Improved working conditions can probably be achieved by implementing remote operations, but whether that will help fight labor shortages does not depend on automation only. A potential reduction in the number of workers is not necessarily a consequence of automating, and it will depend on the automation level chosen. Therefore, the benefits from automation cannot be assumed a priori from automating only. The outcome of automation depends on the automated solution adopted (and probably on the conditions of the terminal). Therefore, for a new brownfield automation project, firstly, objectives should be set during the initial business case planning. Then, automated solutions targeted to achieve these objectives can be chosen. Finally, the overall performance of those solutions can be evaluated.
4.2. Challenges
The main challenges identified for brownfield automation are presented in Table A2 in Appendix A. The three most relevant are further discussed, i.e., continuity of operations, adaptation to new operations, and labor relations.
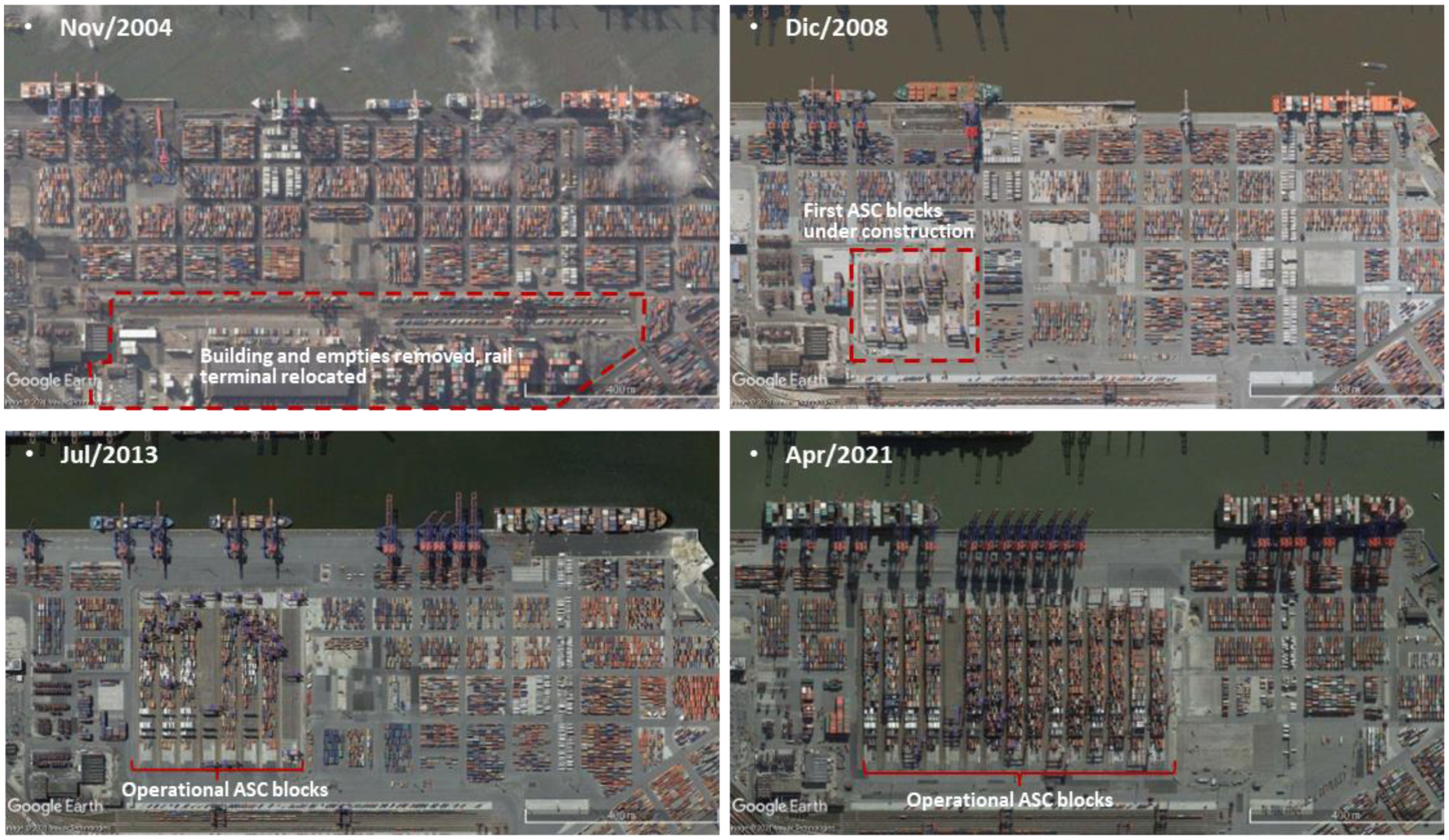
Regarding continuity, strategies followed by respondents are presented in Table A3. A phased implementation approach is the most often mentioned strategy. One terminal indicated they followed a greenfield-like approach, which is defined in this paper as the development of the new automated yard, or at least the first phase of it, on a new piece of land, without disturbing operations of the existing yard. An example is presented in Figure 2. Another respondent, Patrick Terminals Sydney, indicated they dealt with continuity by building an adjacent test site and fast rolling out the technology by shutting down the terminal for 3 days; this has been previously described as a big bang approach [19]. In this paper, the big bang approach is defined as building a small test site to try the new automated equipment. Once the bugs have been removed and people have been trained, the terminal closes for 2–3 days for the equipment to be rolled out onto the entire yard or a big portion of it. This approach was observed only for 2 out of 29 conversions, from Straddle Carrier (SC) to automated SC. It is unlikely that this approach can be used for other type of equipment. An example is presented in Figure 3. A phased approach is defined in this paper as the implementation of the new equipment in phases, since the first phase cannot be developed in a new piece of land. Therefore, a part of the existing yard must be closed and converted, disrupting operations. An example is presented in Figure 4. Other answers from Table A3 can be included within these three categories. Implementation approaches were assigned to all terminals from the sample according to the definitions above, either from the questionnaire answers, or for non-respondents by observing satellite imagery before, during, and after the conversion process. Results are presented in Table 2.
Adaptation to new operations was also one of the main challenges. Respondents indicated it was difficult to adapt to the new way of operating, not just for terminal workers but also for other stakeholders such as truckers, or custom authorities. A training and evaluation strategy could help with this challenge, not just for operators, but also for managers [6] and other stakeholders, such as external truck drivers [12]. Norfolk Int. Terminals also indicated that it was challenging for operators to deal with two operational strategies simultaneously during the phased implementation. In their case, this was a temporary situation; however, many terminals have used manned and automated operations simultaneously for years. Dedicated personnel could help with this problem.
Strategies for labor relations are presented in Table A4. Labor relations was reported as a challenge by two terminals converting to full automation, where a relatively larger reduction in staff was expected since more operations become unmanned, compared to semi-automation. Most terminals converting to semi-automation did not report staff reduction. Even so, labor relations may still pose a problem. Open communication about the motivation for converting and the measures to be taken was advised by all questionnaire respondents. Reported measures to deal with labor changes include redundancy packages, retraining and relocations within or outside the terminal. Stakeholder analysis may help manage relations with labor and other stakeholders.
It is worth mentioning that when the questionnaire was built, it was assumed that continuity, labor relations, commissioning and exception handling were among the most important challenges and this was reflected in the nature of questions. When terminals were asked an open question about their main challenges of developing and implementing automated technologies, only continuity and labor relations were mentioned. Commissioning and exception handling were not mentioned, although exception handling was mentioned as one of the drawbacks from automation. Only two terminals answered about the commissioning period, both indicated 1 year, and both were converting to semi-automated operations. Regarding the ramp-up period, between 4 and 12 months were reported by four terminals converting to semi-automation. The Brisbane terminal from Patrick Terminals reported 24 months of ramp-up, but it should be noted this was the first application ever of an automated SC. Additionally, it was the first brownfield automation project of a container terminal. Regarding exception handling, i.e., handling of non-standard containers (e.g., out-of-gauge, hazardous, or damaged containers), all respondents indicated that manned operations were required for them.
4.3. Drawbacks
The main drawbacks identified for brownfield automation are presented in Table A6 in Appendix A. The three most relevant are further discussed, i.e., unpredicted technical problems/high impact of failures, lower average productivity, and the requirement of staff with new skills.
The main drawback of automation reported is unpredicted technical problems and the high impact of failures. Respondents recommended planning fallback solutions and building redundancy and resiliency. Redundancy means spare equipment and installations, whereas resiliency is the ability to recover fast from failures. Both point to mitigating the risk of failures by reducing impact. For example, redundancy in data systems, including data center and network, power sources, distribution grid, and battery charging stations, could be considered [6]. An approach to evaluate when redundancies should be considered could be based on risk, evaluated through the product of the probability of failure and impact. The latter could be easily determined by presenting scenarios, but the probability of failures may not be readily available. Additionally, a preventive maintenance strategy over a reactive one is recommended for automated terminals, since breakdowns would have a larger impact on automated terminal operations compared to manned ones [3]. This strategy would be based on data gathered by equipment sensors; subtle deviations from expected performances would evidence trends that would be used to schedule maintenance for certain equipment before a breakdown occurs [20]. This will result in a reduction in the risk of failures by reducing the probability of occurrence.
Lower productivity was cited as the second major drawback. However, higher productivity was also mentioned as a benefit, as discussed earlier. The effect on productivity cannot be assumed a priori from automating only, and it will depend on the terminal conditions and the automated solution adopted.
The third main drawback of automation is the new skills required for the staff. In some countries, it may be difficult to recruit workers with the level of training necessary to work in the new higher skilled roles automation demands [6], either due to a lack of workers or a high demand. In any case, training and hiring (locally or abroad) are the strategies to address this problem. It was also mentioned by respondents that it may be difficult to retrain staff to operate a semi-automated terminal. They indicated that for things to work properly, operators must work “almost as consistently as a robot”, which is difficult to achieve. Reference [6] also mentions that there may be resistance to fully utilizing the capabilities of the automated tools by staff retrained from a formerly manned container terminal.
4.4. Automated Solutions Chosen
Solutions adopted by converted terminals are presented in Table 2 and are discussed in this section. The type of automation adopted, i.e., semi- or full automation, is discussed. Next, the type of yard equipment chosen for automated solutions depending on the yard area is presented. Horizontal transport equipment is not directly analyzed, since it usually depends on the kind of yard equipment chosen.
Questionnaire respondents mainly chose semi-automated solutions. The reasons given were: fewer labor problems, improved vessel productivity, less required space, better agility in dealing with disruptions, and lack of maturity in the control systems for full automation. This trend is repeated when analyzing the entire sample of brownfield converted terminals. Twenty-three out of twenty-nine terminals converted to semi-automation (79%). The six fully automated conversions remaining took place in terminals either increasing their physical footprint or with spare capacity. One of the difficulties of converting to full automation is that a larger portion of the terminal must be closed for testing compared with semi-automation, i.e., stacks and the area between the stacks and the quay. Additionally, commissioning and testing typically take longer for fully automated conversions than for semi-automated ones. Terminals operating near full capacity and not increasing their physical footprint may not be able to lose an important part of the terminal for a long period to allow a fully automated conversion.
Only fully automated solutions using ASC or SC were observed. One of the reasons for this may be the difficulty of segregating automated internal transport vehicles (ITV) with over-the-road (OTR) trucks with other equipment. RTGs typically only have one transfer lane. Up to two container rows may need to be removed from the stacks to achieve this segregation [6]. Since “much of the interest in RTG automation is driven by the desire to retrofit existing manual RTG-based terminals into semi- or full automation without changing the terminal’s underlying infrastructure” [6], this reduction in the number of rows would result in a diminished yard capacity. Even if it is easier for cantilever RMG to segregate ITVs and OTR trucks in the stacks, crossings between them would still need to be resolved at the junctions.
Regarding yard equipment, it has been reported in [11] that automating terminals would choose either a solution with automated RMG (cantilever or ASC) or the automated version of their current yard equipment. This statement was checked according to the data presented in Table 2. It was found that although the statement is generally valid, exceptions existed. The yard equipment used in automated solutions and yard areas after automation were also compared. It was observed that the statement was always valid for terminals with yard areas above 10 [ha]. The three terminals with yard areas below 10 [ha] all implemented ARTG.
5. Conclusions
A characterization of historic brownfield automated terminals was achieved from a questionnaire and desk research. This characterization offers a starting point to understand the automation of brownfield container terminals. Only a small number of terminals responded to the questionnaire. The resulting list of the drivers, challenges, benefits, and drawbacks of automation derived from practice, though not exhaustive, contributes to understanding the main aspects to be considered in future conversion projects.
The main drivers identified are OPEX reductions, higher productivity, and labor shortage. Whether automation helps achieve all these goals will depend upon the solutions adopted and the terminal characteristics. Therefore, the goals of automation should be established before developing solutions to achieve these goals.
The main challenges identified are maintaining continuity of operations, easy adaptation to new operations, and maintaining good labor relations. To maintain continuity of operations during the automation process, three types of approaches could be identified: phased, greenfield-like, and the big bang approach. For new operations, training and evaluation strategies are advised, which is especially relevant for retraining staff. To maintain healthy labor relations, open communication is advised. Semi-automated terminals, in general, did not reduce their staff. If staff reductions are required, the main strategies are redundancy packages and relocations.
The main drawbacks of automation were given to be unpredicted technical problems/high impact of failures, lower average productivity, and the requirement of staff with new skills. For the first one, resiliency and redundancy are the recommended actions. Regarding productivity, the outcome cannot be assumed a priori; the performance of the terminal should be determined in the planning stage. Hiring or retraining are the strategies to address new staff requirements.
Mainly semi-automated solutions were chosen. The reasons given were: reduced labor problems, improved vessel productivity, reduced space requirement, improved agility in dealing with disruptions, and lack of maturity in the control systems for full automation. Regarding yard equipment, small terminals with yard areas below 10 ha chose ARTGs; terminals with larger areas chose either automated RMGs or the automated version of their manned equipment.
Further research adding more information about challenges and drawbacks is recommended, since it may help identify red flags in the early planning stages of new brownfield automated terminals. This can be done by either widening the scope, i.e., incorporating new challenges by questioning people with backgrounds different than that of terminal managers, such as IT staff, vendors, or operators; or by in-depth research into the main challenges presented here.
No data about satisfaction levels or quantifying changes due to automation were retrieved.
Author Contributions
The MSc research on which this paper is based was carried out by L.B.G. under the supervision of M.v.K. and P.T. The MSc thesis report is available on TU Delft repository at http://resolver.tudelft.nl/uuid:1b36d82d-e8ec-4758-83bd-14a1f038ad90, accessed on 1 February 2022. L.B.G. prepared the manuscript, and P.T. and M.v.K. contributed to the editing and improving of the manuscript. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data supporting the reported results can also be found in the MSc thesis report available on TU Delft repository at http://resolver.tudelft.nl/uuid:1b36d82d-e8ec-4758-83bd-14a1f038ad90, accessed on 1 February 2022.
Acknowledgments
This work has been shaped by the important contributions of the thesis supervisors acknowledged in the thesis report. The authors thank the valuable contributions of questionnaire respondents which added fundamental value to this work. The authors also thank the anonymous reviewers for their insightful comments that vastly improved the manuscript. PRDW Consulting Port and Coastal Engineers is acknowledged for supporting the MSc study of L.B.G.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table A1.
Drivers for converting to automated operations identified from questionnaire responses.
| Terminal Name | OPEX Reduction | Higher Capacity | Higher Productivity | Reliability/Safety | Sustainability | Predictability | Labor Shortage | Marketing | Government Subsidy |
|---|---|---|---|---|---|---|---|---|---|
| Fisherman Island (Patrick) | x | ||||||||
| Sydney AutoStrad (Patrick) | x | ||||||||
| CTB Hamburg | x | x | x | ||||||
| CT N°50, Dublin | x | x | |||||||
| Nabeta | x | x | x | ||||||
| Japan, T1 | x | ||||||||
| Blijeveldhaven (Kloosterboer) | x | x | x | ||||||
| ME, T2 | x | x | |||||||
| Manzanillo | x | x | x | ||||||
| Yarımca | PoC proposed by HQ. No clear drivers. Opportunity to evaluate the benefits. | ||||||||
| Belfast CT | x | x | |||||||
| Norfolk International | x | x | x | ||||||
Table A2.
Challenges for converting to automated operations identified from questionnaire responses.
Table A2.
Challenges for converting to automated operations identified from questionnaire responses.
| Terminal Name | Continuity | Labor Relations | Suppliers | System Development | Integration of Systems | Adaptation to Operations | Communication System | Infrastructure | Local Market | Variations in Scope | Optimization |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Fisherman Island (Patrick) | x | ||||||||||
| Sydney AutoStrad (Patrick) | x | x | |||||||||
| CTB Hamburg | x | ||||||||||
| CT N°50, Dublin | x | x | |||||||||
| Nabeta | x | ||||||||||
| Japan, T1 | x | x | |||||||||
| Blijeveldhaven (Kloosterboer) | x | ||||||||||
| ME, T2 | x | x | |||||||||
| Manzanillo | x | ||||||||||
| Yarımca | x | x | |||||||||
| Belfast CT | |||||||||||
| Norfolk International | x | x |
Table A3.
Strategies to overcome the challenge of continuity identified from questionnaire responses.
Table A3.
Strategies to overcome the challenge of continuity identified from questionnaire responses.
| Terminal Name | Phased Approach | Under-Capacity Operation | Adjacent Berth for Trials + Fast Rollout | Test Bed within the Footprint | Greenfield-like | Fall Back Solutions | Strategic Partners | Communication |
|---|---|---|---|---|---|---|---|---|
| Fisherman Island (Patrick) | x | |||||||
| Sydney AutoStrad (Patrick) | x | |||||||
| CTB Hamburg | x | x | ||||||
| CT N°50, Dublin | x | |||||||
| Nabeta | x | |||||||
| Japan, T1 | x | |||||||
| Blijeveldhaven (Kloosterboer) | x | |||||||
| ME, T2 | x | |||||||
| Manzanillo | x | |||||||
| Yarımca | x | |||||||
| Belfast CT | x | |||||||
| Norfolk International | x |
Table A4.
Strategies to overcome the challenge of labor relations identified from questionnaire responses.
Table A4.
Strategies to overcome the challenge of labor relations identified from questionnaire responses.
| Terminal Name | Compensations | Relocations | Communication Strategies | Unions Did Not Oppose | No Union | No Loss of Staff, Growing Terminal | Use of New Personnel |
|---|---|---|---|---|---|---|---|
| Fisherman Island (Patrick) | x | ||||||
| Sydney AutoStrad (Patrick) | x | ||||||
| CTB Hamburg | x | x | x | ||||
| CT N°50, Dublin | x | x | |||||
| Nabeta | x | ||||||
| Japan, T1 | |||||||
| Blijeveldhaven (Kloosterboer) | x | ||||||
| ME, T2 | x | ||||||
| Manzanillo | x | ||||||
| Yarımca | x | ||||||
| Belfast CT | x | x | |||||
| Norfolk International | x |
Table A5.
Benefits from automation identified from questionnaire responses.
| Terminal Name | OPEX Reduction | Higher Capacity | Higher Prod. | Reliability/Safety | Predictability | Working Conditions | Smaller Footprint | Standardization | AI Terminal |
|---|---|---|---|---|---|---|---|---|---|
| Fisherman Island (Patrick) | x | x | x | ||||||
| Sydney AutoStrad (Patrick) | x | x | x | ||||||
| CTB Hamburg | x | ||||||||
| CT N°50, Dublin | x | x | |||||||
| Nabeta | x | x | x | ||||||
| Japan, T1 | x | x | |||||||
| Blijeveldhaven (Kloosterboer) | x | x | |||||||
| ME, T2 | x | x | |||||||
| Manzanillo | x | ||||||||
| Yarımca | x | x | |||||||
| Belfast CT | x | x | |||||||
| Norfolk International | x | x | x |
Table A6.
Drawbacks from automation identified from questionnaire responses.
| Terminal Name | Non-Existent | Loss of Expert Performance | Lower Average Productivity | Unpredicted Technical Issues/High Impact of Failures | Higher Maintenance Cost | Long Time for Exception and Breakdown Handling | New Skills for Staff |
|---|---|---|---|---|---|---|---|
| Fisherman Island (Patrick) | x | ||||||
| Sydney AutoStrad (Patrick) | x | ||||||
| CTB Hamburg | NI | ||||||
| CT N°50, Dublin | x | x | x | ||||
| Nabeta | x | ||||||
| Japan, T1 | x | x | |||||
| Blijeveldhaven (Kloosterboer) | NI | ||||||
| ME, T2 | x | ||||||
| Manzanillo | NI | ||||||
| Yarımca | x | ||||||
| Belfast CT | NI | ||||||
| Norfolk International | x | ||||||
NI = not informed.
References
- World Bank. Container Port Traffic (TEU: 20 Foot Equivalent Units). 2020. Available online: https://data.worldbank.org/indicator/IS.SHP.GOOD.TU (accessed on 7 April 2022).
- Uno Bryfors. Embracing Automation. Port Technology International, 61st ed.; Port Technology: London, UK, 2014; pp. 33–39. [Google Scholar]
- The World Association for Waterborne Transport Infrastructure (PIANC) WG 208. Planning for Automation of Container Terminals; Report No. 208; Maritime Navigation Commission: Brussels, Belgium, 2021. [Google Scholar]
- Alho, T.; Pettersson, T.; Haapa-Aho, M. The Path to Automation in an RTG Terminal. Converting to AutoRTG—The Next Step towards Improving Performance; Cargotec: Kalmar, Sweden, 2018. [Google Scholar]
- Chu, F.; Gailus, S.; Liu, L.; Ni, L. The Future of Automated Ports; McKinsey & Company: București, Romania, 2018. [Google Scholar]
- White, R. Container Terminal Automation: What Does the Future Really Hold? 2018. Available online: https://www.linkedin.com/pulse/container-terminal-automation-what-does-future-really-rachael-white/ (accessed on 9 April 2021).
- Martín-Soberón, A.; Monfort, A.; Sapiña, R.; Monterde, N.; Calduch, D. Automation in Port Container Terminals. Procedia Soc. Behav. Sci. 2014, 160, 195–204. [Google Scholar] [CrossRef] [Green Version]
- Kon, W.K.; Rahman, N.S.F.A.; Hanafiah, R.M.; Hamid, S.A. The global trends of automated container terminal: A systematic literature review. Marit. Bus. Rev. 2020, 6, 206–233. [Google Scholar] [CrossRef]
- Notteboom, T.; Pallis, A.; Rodrigue, J.-P. Port Economics, Management and Policy. Available online: https://porteconomicsmanagement.org/ (accessed on 21 April 2021).
- Konecranes. Port Automation The Konecranes Story: February 2021; Konecranes: Hyvinkaa, Finland, 2021. [Google Scholar]
- Kats, J. Taking The Best Path to Automation: A Guide to Automation Conversion; TBA: Delft, The Netherlands, 2020. [Google Scholar]
- Port Equipment Manufacturers Association. Automating Yard Operation in Brownfield Container Terminals: Infrastructure; A PEMA Information Paper; Port Equipment Manufacturers Association: Brussels, Belgium, 2019. [Google Scholar]
- Port Equipment Manufacturers Association. Automating Yard Operation in Brownfield Container Terminals: Crane Modification; A PEMA Information Paper; Port Equipment Manufacturers Association: Brussels, Belgium, 2021. [Google Scholar]
- Di Meglio, L.; Mark, M. Planning for the TraPac Automated Container Terminal. In Proceedings of the Ports ’13: 13th Triennial International Conference, Seattle, WA, USA, 25–28 August 2013; pp. 1882–1890. [Google Scholar] [CrossRef]
- Henriksson, B.; Li, H.-W.; Wang, H.-L. Increasing Terminal Capacity by 10% a Case Study in Yard Transformation, 93rd ed.; Port Technology International: Brussels, Belgium, 2020. [Google Scholar]
- Ozolin, B.; Cornell, C. Retrofit of an Existing Container Yard to Accommodate Automated Stacking Cranes—Manzanillo International Terminal, Panama. In Proceedings of the 14th Triennial International Conference, New Orleans, LA, USA, 12–15 June 2016; pp. 293–302. [Google Scholar] [CrossRef]
- Flynn, B.B.; Sakakibara, S.; Schroeder, R.G.; Bates, K.A.; Flynn, E.J. Empirical Research Methods in Operations Management. J. Oper. Manag. 1990, 9, 250–284. [Google Scholar] [CrossRef]
- Ngulube, P. Qualitative Data Analysis and Interpretation: Systematic Search for Meaning. Addressing Res. Chall. Mak. Headw. Dev. Res. 2015, 131, 156. [Google Scholar] [CrossRef]
- Saanen, Y.A. An Approach for Designing Robotized Marine Container Terminals. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 2004. [Google Scholar]
- Keskinen, A.; Annala, I.; Miedema, P. Maintenance of Automated Terminals; Cargotec: Kalmar, Sweden, 2017; Available online: https://www.kalmarglobal.com/startupshowroom/white-paper.pdf (accessed on 16 April 2021).
Figure 1.
Completed and ongoing container terminal conversions (own elaboration over Google MapsTM).
Figure 1.
Completed and ongoing container terminal conversions (own elaboration over Google MapsTM).

Figure 2.
Greenfield-like implementation approach for new automated straddle carriers in the Fisherman Island Patrick Terminals, Australia.
Figure 2.
Greenfield-like implementation approach for new automated straddle carriers in the Fisherman Island Patrick Terminals, Australia.

Figure 3.
Big bang implementation approach for new automated straddle carriers in the Sydney AutoStrad terminal, Australia.
Figure 3.
Big bang implementation approach for new automated straddle carriers in the Sydney AutoStrad terminal, Australia.

Figure 4.
Phased implementation approach for new ASC stacks in the CTB terminal, Germany.

Table 1.
Sample of terminals studied and respondents.
| Country | Port | Terminal and Operator | Replied |
|---|---|---|---|
| Australia | Brisbane | Fisherman Islands, DP World | N |
| Australia | Brisbane | Fisherman Islands, Patrick T. | Y |
| Australia | Port Botany | Sydney Autostrad, Patrick T. | Y |
| Belgium | Antwerp | Antwerp Gateway, DP World | N |
| Germany | Hamburg | Burchardkai (CTB), HHLA | Y |
| Greece | Piraeus | Pier II West, PCT | N |
| Indonesia | Semarang | Petikemas (TPKS), Pelindo III | N |
| Ireland | Dublin | CT N°50, DFT | Y |
| Japan | Kobe | Kamigumi Kobe, Kamigumi | N |
| Japan | Nagoya | Nabeta, Nagoya United | Y |
| Japan | P1 | T1 | Y |
| Netherlands | Vlissingen | Blijeveldhaven, Kloosterboer | Y |
| N. Zealand | Auckland | Ferguson, POAL | N |
| Norway | Oslo | Sjursøya, Yilport | N |
| ME | P2 | T2 | Y |
| Panama | Colon | Manzanillo, MIT | Y |
| PRC | Hong Kong | Terminal 9 North, HIT | N |
| PRC | Tianjin | (former) FICT, Tianjin Port Group | N |
| PRC | Xiamen | Xiamen Ocean Gate, COSCO | N |
| Taiwan | Kaohsiung | Evergreen Marine T., EMC | N |
| Turkey | Yarımca | Yarımca, DP World | Y |
| UAE | Jebel Ali | Terminal 2, DP World | N |
| UK | Belfast | Victoria T. 3, BCT | Y |
| UK | Felixstowe | Berth 8/9, HPH | N |
| USA | Long Beach | Middle harbor, LBCT | N |
| USA | L.A. | B.135–147, Trapac | N |
| USA | L.A. | Pier 400, APM Pacific | N |
| USA | NY/NJ | GCT Bayonne, GCT | N |
| USA | Virginia | Norfolk Int. T. South, NIT | Y |
Table 2.
Historically converted terminals and characteristics.
| Terminal and Operator | Yard Area Ha | Capacity TEU/Year | Hor. Transport Eq. | Yard Equipment | T. | Cont. Appr. | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Pre | Post | Pre | Post | Pre | Post | Pre | Post | |||
| Fisherman Isl., Patrick T. | 7 | 20 | 0.4 | 1.1 | SC | a SC | SC | a SC | FA | GL |
| Fisherman Isl., DP World | 15 | 19 | 0.6 | 1.0 | TT | ShC | RS | ASC | SA | GL |
| Sydney, Patrick T. | 20 | 30 | 0.6 | 1.6 | SC | a SC | SC | a SC | FA | BB |
| Antwerp G., DP World | 26 | 44 | 1.4 | 2.8 | SC | SC | SC | ASC/SC | SA | GL |
| Burchardkai, HHLA | 74 | 78 | 2.8 | 5.2 | SC | SC | SC | ASC/SC | SA | Phased |
| Pier II West, PCT | 19 | 19 | 0.7 | 1.4 | SC | TT | SC | CARMG | SA | Phased |
| Petikemas, Pelindo III | 15 | 21 | 0.5 | 0.8 | TT | TT | RTG | ARTG/RTG | SA | GL |
| CT N°50, DFT | 9 | 9 | 0.3 | 0.4 | TT | TT | RTG | ARTG/RTG | SA | Phased |
| Kobe, Kamigumi | 12 | 12 | unk | unk | TT | TT | RTG | ARTG | SA | unk. |
| Nabeta, Nagoya United | 52 | 52 | 1.1 | 1.3 | TT | TT | RTG | ARTG | SA | Phased |
| T1 | 16 | 16 | unk | unk | TT | TT | RTG | ARTG | SA | Phased |
| Blijeveldhv, Kloosterboer | - | - | 0.1 | 0.30 | TT | TT | RS | ARTG | SA | Phased |
| Ferguson, POAL | 11 | 14 | 0.9 | 1.4 | SC | SC | SC | a SC | SA | BB |
| Sjursøya, Yilport | 3 | 5 | 0.3 | 0.5 | SC | TT | SC | ARTG | SA | Phased |
| T2 | 16 | 48 | 1.5 | 1.8 | TT | TT | RTG | ARTG/RTG | SA | GL |
| Manzanillo, MIT | 40 | 40 | 2.2 | 3.5 | TT | TT | RTG | CARMG/RTG | SA | Phased |
| Terminal 9 North, HIT | 12 | 12 | 0.9 | unk | TT | TT | RTG | ARTG | SA | Phased |
| (former) FICT, Tianjin | 28 | 28 | 2.5 | 2.8 | TT | TT | CRMG | CARMG | SA | Phased |
| Xiamen O.G., COSCO | 44 | 66 | 1.4 | 2.6 | TT | AGV/TT | RTG | ASC/RTG | FA | GL |
| Evergreen M. T., EMC | 23 | 23 | 1.5 | 1.8 | TT | TT | RTG | CARMG/RTG | SA | Phased |
| Yarımca, DP World | 26 | 26 | 1.3 | 1.3 | TT | TT | RTG | ARTG/RTG | SA | Phased |
| Terminal 2, DP World | 120 | 120 | 6.0 | 6.5 | TT | TT | CRMG | CARMG | SA | unk. |
| Victoria T. 3, BCT | 7 | 7 | 0.3 | 0.4 | TT | TT | CRMG | ARTG | SA | Phased |
| Berth 8/9, HPH | 16 | 26 | unk | unk | TT | TT | RTG | ARTG/RTG | SA | GL |
| Middle harbor, LBCT | - | 53 | - | 3.5 | TT | AGV | RTG/ch. | ASC | FA | GL |
| B.135–147, Trapac | 44 | 46 | 1.7 | 2.4 | TT | a ShC | RTG/ch. | ASC/RTG/ch. | FA | Phased |
| Pier 400, APM Pacific | 120 | 120 | 4.4 | 4.4 | TT | a SC | RTG/ch. | a SC/RTG/ch. | FA | Phased |
| GCT Bayonne, GCT | 30 | 43 | unk | 1.7 | TT | ShC | RTG | ASC/RTG | SA | GL |
| Norfolk Int. T. South, NIT | 36 | 36 | 0.7 | 1.4 | SC | SC | SC | ASC | SA | Phased |
Pre and Post refer to before and after automation. T. means type of automation. Cont. appr. refers to the continuity approach. SC: straddle carrier; TT: terminal transport; ShC: shuttle carrier; RTG: rubber-tired gantry; RMG: rail-mounted gantry; RS: reach stacker; CRMG: cantilever RMG; AGV: automated guided vehicle; a SC: automated SC; ARTG: automated RTG; CARMG: automated CRMG; ASC: automated stacking crane; chassis indicated for terminals stacking containers on chassis in the yard. unk: unknown, meaning data were not found or are not available. Yard area and capacity for the Middle harbor terminal (LBCT) before automation is not presented since the terminal is the product of merging 2 terminals.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Burgos Gajardo, L.; Taneja, P.; van Koningsveld, M. Desktop Research into Historic Automation Projects of Brownfield Container Terminals. J. Mar. Sci. Eng. 2022, 10, 704. https://0-doi-org.brum.beds.ac.uk/10.3390/jmse10050704
AMA Style
Burgos Gajardo L, Taneja P, van Koningsveld M. Desktop Research into Historic Automation Projects of Brownfield Container Terminals. Journal of Marine Science and Engineering. 2022; 10(5):704. https://0-doi-org.brum.beds.ac.uk/10.3390/jmse10050704
Chicago/Turabian StyleBurgos Gajardo, Luis, Poonam Taneja, and Mark van Koningsveld. 2022. "Desktop Research into Historic Automation Projects of Brownfield Container Terminals" Journal of Marine Science and Engineering 10, no. 5: 704. https://0-doi-org.brum.beds.ac.uk/10.3390/jmse10050704
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.