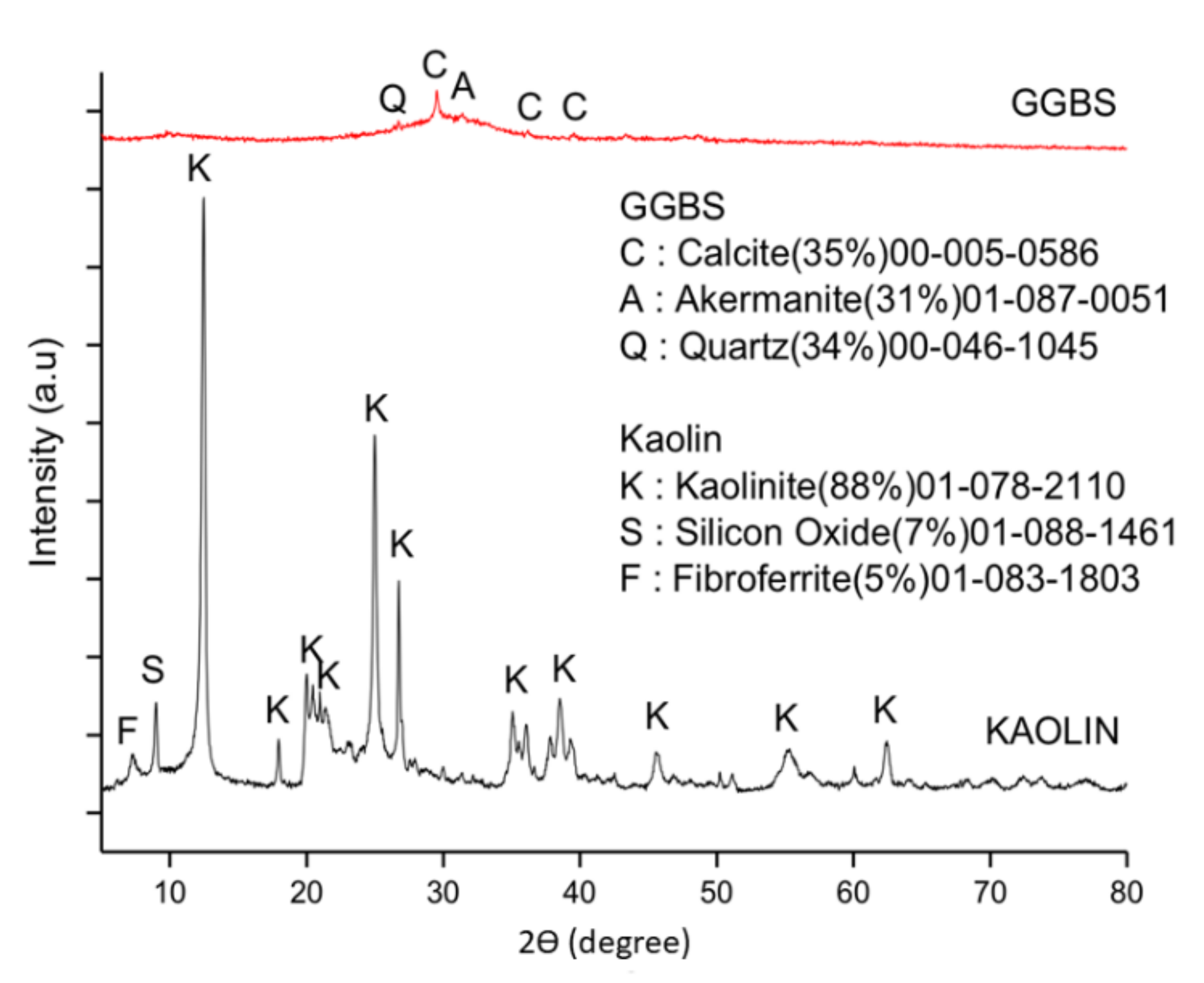
3.1. Raw Materials Characterisation
The diffraction patterns obtained from raw kaolin and ground granulated blast furnace slag are shown in
Figure 2. Kaolin consists of kaolinite (Al
4(OH)
8(Si
4O
10)), silicon oxide SiO
2, and fibroferrite (Fe(OH)(SO
4)(H
2O)
5) in crystalline phases. According to the semi-quantitative analysis, the kaolin used in this study is composed of: ~88% kaolinite, ~7% silicon oxide, and ~5% fibroferrite. Ground granulated blast furnace slag contains proportions of both an amorphous glassy phase and a crystalline phase. Therefore, it can be considered to be a semi-crystalline phase. The crystalline phase consists of Calcite (CaCO
3, ~35%), Akermanite (Ca
2Mg(Si
2O
7), ~32%), and Quartz (SiO
2, ~34%). However, the phase quantification of the semi-quantitative analysis was only for crystalline phases.
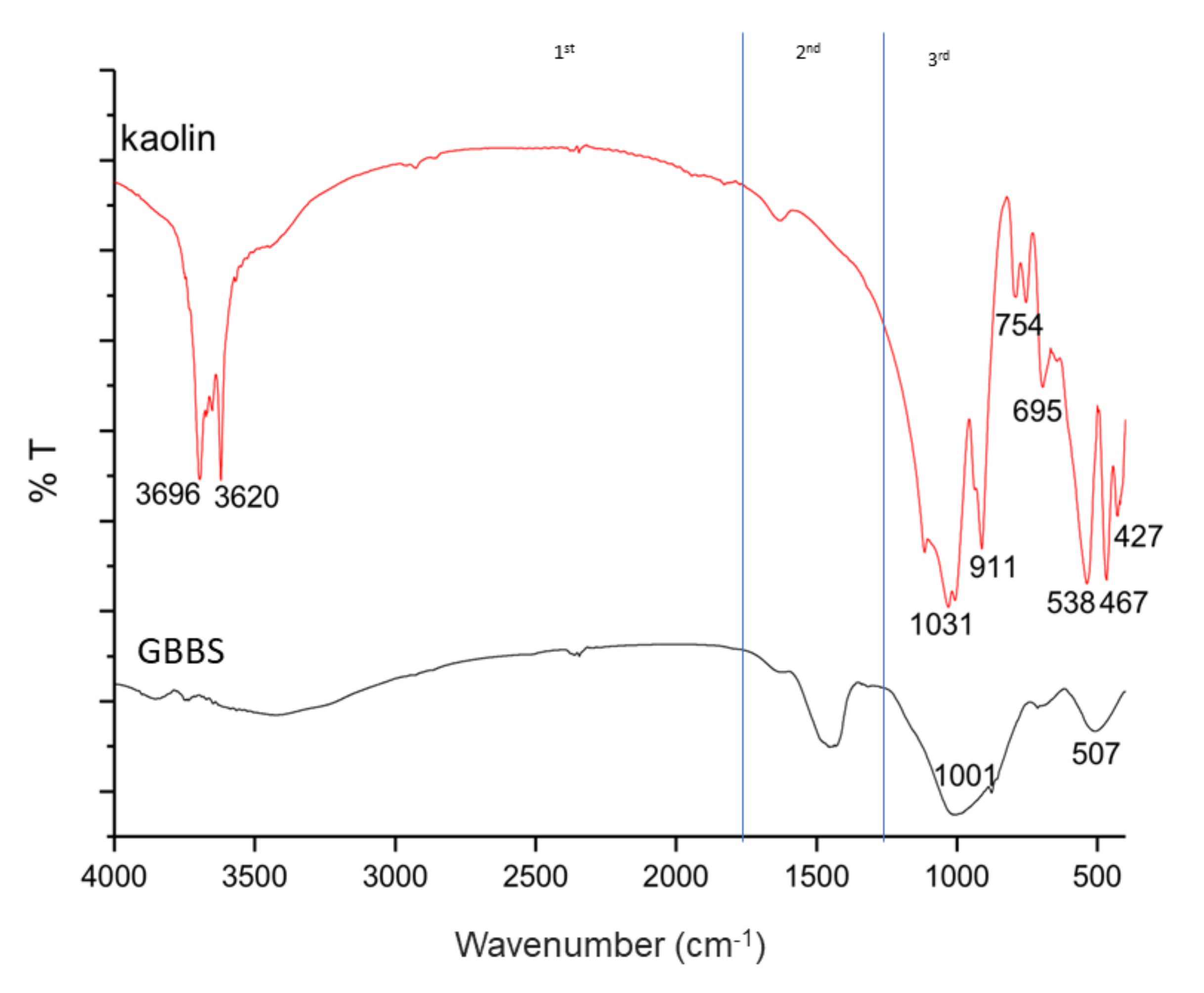
The FTIR spectrum of kaolin and GGBS was divided into three regions as shown in
Figure 3. The absorption bands within 3620 to 3696 cm
−1 was being observed in the first region of kaolin indicating the ordered structure of kaolinite. However, the hydroxyl intensities at this region did not occur in GGBS to its disordered structure, as per the XRD results. The main functional groups of kaolin are Si-O and Al-OH at the third region between 1300 to 450 cm
−1. The intensity of ~1451 cm
−1 in GGBS second region was due to the asymmetric stretching of the CO
32− ion, indicating traces of carbonates. Davidovits (2013) characterized this band as the CO
3 stretching vibration mode caused by the presence of calcite due to the reaction between excess calcium oxide and atmospheric carbon dioxide [
10].
Figure 4 shows a layered microstructure of kaolin in (
a) and granulate-shape of GGBS in (
b). The probable thickness of the kaolin plates existed in ~100 nm based on the scale in the micrograph. Meanwhile, GGBS have a large surface with deposition of spherical particles. The shape of GGBS was influenced by the milling process processing [
11].
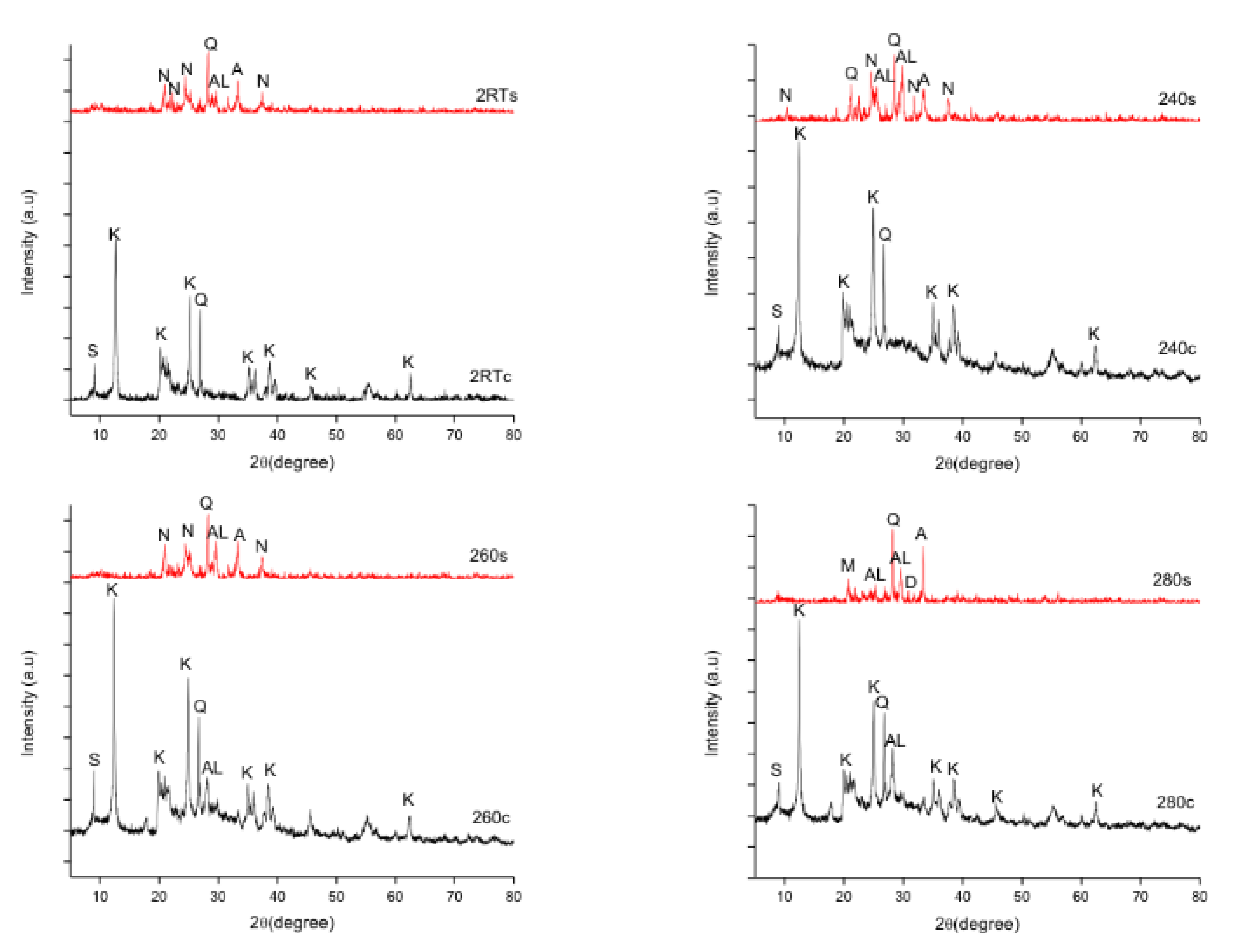
3.2. Phase Composition of As-Cured and Sintered Kaolin-GGBS Geopolymer
Figure 5 presents the results of XRD analyses of the kaolin-GGBS geopolymer “after curing for 14 days at four different temperatures”, compared with “after sintering at up to 900 °C”. There were significant differences in the phase compositions between “after curing” and “after sintering”. The crystalline phase of kaolinite and the silicon oxide phase from kaolin were still remaining in all of the kaolin-GGBS geopolymer samples after curing at all temperatures. The quartz phase of GGBS was observed in the as-cured samples. The Albite Na(AlSi
3O
8) phase occurred at the higher curing temperatures, i.e., 60 and 80 °C. This phase was transformed drastically after sintering, as shown in all of the samples of the sintered kaolin-GGBS geopolymer. The phase composition percentages in the as-cured and sintered kaolin-GGBS geopolymer samples are presented in
Table 1 and
Table 2, respectively.
The occurrence of kaolinite phase in the as-cured samples in the range of 63% to 77% indicates incomplete geopolymerization. It shows that some of the silicon and aluminium in the kaolin is mainly in the crystal form. Due to the high crystallinity of kaolin itself, the dissolution process was prolonged and only occurred on the surface particles of the kaolin. It was believed that the strength is related to the dissolution of ions in the kaolin. It was estimated that the slow reactivity of kaolin provided insufficient dissolved ions for further reorganisation and polycondensation reactions to form hydrated products. In addition to kaolinite, the crystallinity of the silicon oxide (SiO2) phase in kaolin was remaining in all the as-cured samples, making up ~5% of the composition.
The degree of crystallinity of quartz (SiO2) from GGBS at 20 to 28° had increased after 14 days of curing, indicating the reaction between kaolin and GGBS during geopolymerization. The addition of GGBS, with its disordered structure, had accelerated the combination reactions, leading to the formation of the geopolymer. When kaolinite is heated, the adsorbed water is liberated at above 100 °C, and the weakest part of the chemical bond is broken. Then, dehydroxylation takes place at 450–600 °C. For kaolinite, dehydroxylation might result in the disturbance of the Al(O,OH)6 octahedral sheet by the outer hydroxyl groups, but does not have much effect on the SiO4 tetrahedral sheet due to the more stable inner hydroxyl groups.
The outer hydroxyls of the octahedral sheets may be more easily removed by heating than the inner ones which will maintain a more ordered SiO
4 tetrahedral group within the structure during dehydroxylation. After heating at 950 °C, the SiO
4 groups combine with AlO
6 groups to form the Al-Si spinel phase in a short-range order structure. Therefore, kaolinite phases disappeared after sintering. According to Mierzwiński et al. (2019), after sintering of the geopolymer, the peaks for kaolinite should disappear while the peak for quartz remains [
12].
The loss of kaolinite and silicon oxide intensity after sintering suggests the formation of the nepheline phase. This phase transformation occurs through the release of chemically bonded hydroxyl groups of kaolinite. It is noted that the compressive strength values of samples cured at 60 °C have approximately half of the strength of the sintered kaolin-GGBS geopolymer. The presence of nepheline in the sintered samples leads to an increase in the compressive strength. The increase in strength was less pronounced at 80 °C, after sintering, due to the disappearance of nepheline and the appearance of magnetite and diopside-ferrian. Both magnetite and diopside-ferrian phases contain the element Fe, which was contributed from the fibroferrite phase in kaolin.
The formation of magnetite (Fe
3O
4) and diopside-ferrian, Ca(MgFe
0.5)(Si
2Fe
0.5)O
6, occurred after sintering, in samples cured at 80 °C. The formation of this iron-based phase was contributed from the fibroferrite phase in the raw kaolin. According to Chen and Tuan (2001), the reaction of Fe
2O
3 to Fe
3O
4 can take place, liberating the O
2 gas, as the temperature reaches ~1500 °C [
13]. Therefore, the so-called “bloating” is due to the release of O
2 gas from the reaction of Fe
2O
3 to Fe
3O
4. As a result, the microstructure of these sintered materials featured large pores with an interconnected pattern. This was also indicated physically by a decrease in the compressive strength. However, this phenomenon occurs at a lower temperature during sintering at 900 °C, due to the self-fluxing reaction during the geopolymerization process.
Albite phases occurred in samples after curing at 60 and 80 °C. This transformation is due to the presence of a high alkalinity solution (NaOH, 8 M), which activates the compound crystalline structure and leads to a straightforward chemical reaction between different oxides to form new phases. According to Mierzwiński et al. (2019), in the synthesis of geopolymers, the final properties are influenced by both the amorphous metakaolin phase and the residual kaolin content [
7]. Higher phases of kaolin content adversely affect the mechanical strength of the geopolymer.
The formation of albite and nepheline after sintering was influenced by a reaction between the kaolinite and the alkali activator, as elaborated in Equation (1). However, the equations are not precisely balanced for many ceramic products and are more or less non-stoichiometric. Furthermore, the various oxides in the starting powder can induce a liquid phase during firing. The presence of the liquid phase can shift slightly the formation temperature of each phase and its amount. Albite and nepheline consist of the same elements, namely: Na, Al, Si, and O. During geopolymerization, the function of Na cations was to balance the negative charges created by the formation of Si-O-Al bonding, or by non-bridging oxygen ions remaining in the system. Meanwhile, OH- was consumed during the hydrolysis of kaolin.
The Na
2O content was contributed by the Na
2SiO
3 and NaOH solutions. Sintering leads to a transformation of the crystalline phase, especially kaolinite, into an amorphous reactive one. Therefore, most of the gained strength arises from the GGBS, in addition to the enhancement effect of the NaO from the alkali activator. The densified area in the sintered kaolin-GGBS geopolymer was contributed by Na
2O, which was in accordance with the research by Lao et al. (2020), regarding the influences of Na
2O impurities in kaolin that had promoted microstructure densification of a ceramic at a relatively low temperature of less than 1200 °C [
14].
Akermanite existed in an amorphous phase in GGBS. After sintering, the degree of crystallinity of akermanite was increased in all the sintered kaolin-GGBS geopolymers with the composition range from 7% to 12% as simplified in Equation (2). Heat-curing is necessary to achieve a geopolymer with good strength properties. This could be attributed to the higher strength obtained after sintering, compared with the as-cured samples. The amorphous minerals of the mix led to the consolidation of texture which improves the compressive strength of the geopolymer. Generally, akermanite belongs to the melilite group, which possesses good wear resistance and corrosion resistance.
3.3. Structural Spectra Analysis
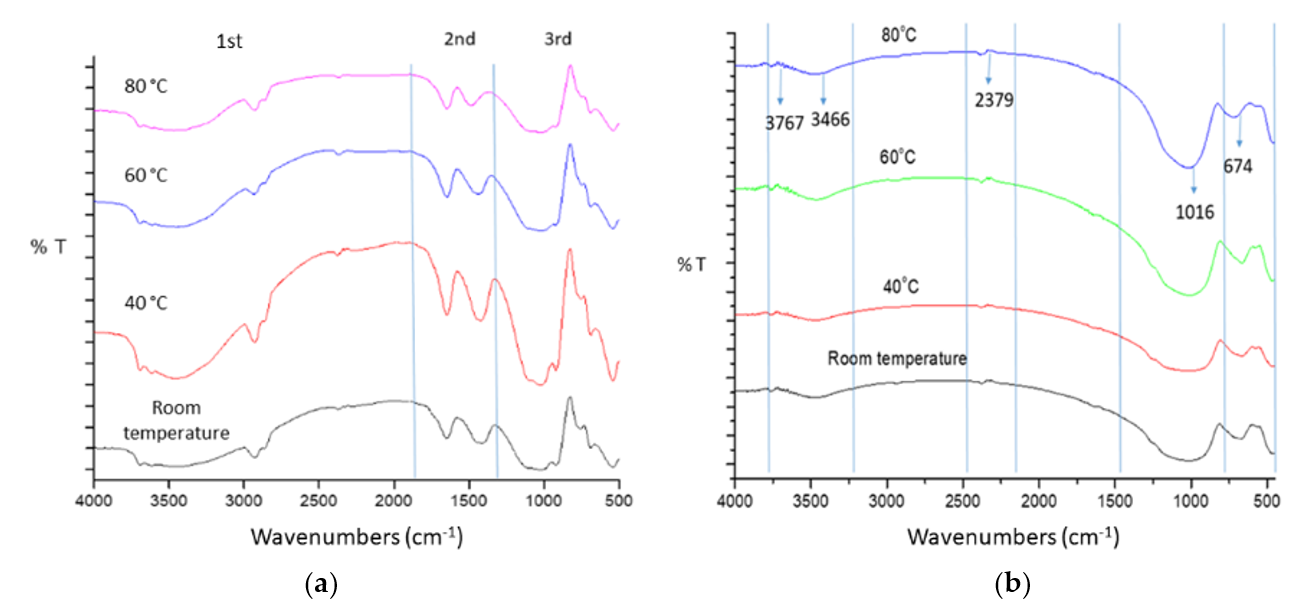
The Fourier-transform infrared (FTIR) spectra collected on the as-cured and sintered kaolin-GGBS geopolymer samples are shown in
Figure 6. The presence of water in the geopolymers is evidenced by the high-frequency bands at 3600 and 1646 cm
−1, related to the O-H stretching and bending modes of molecular water, as shown in the first region, respectively. Both bands indicate the kaolinite phase from kaolin. The presence of OH groups is linked to the structure, and also water molecules, which are adsorbed onto the surface or entrapped in the large cavities of the geopolymer framework. However, the intensity of 3600 cm
−1 is broad, compared with the same peak in kaolin, which indicates a considerable disorder of hydroxyl groups and water molecules. The reduction of peak intensity suggests the transformation of crystalline kaolinite to an amorphous phase during geopolymerization.
The spectra collected on the cured geopolymer samples display, in the second region, peaks at frequencies around 1400 cm
−1. A peak in this region is characteristic of the presence of the stretching vibration of CO
2. This is related to the decomposition of CaCO
3 in the GGBS, releasing CO
2. The magnitude of the calcite phase in the XRD pattern of GGBS was reduced after curing. The decomposition of calcite is described in Equation (3).
The third region was considered as a significant fingerprint for the aluminosilicate geopolymer. Generally, the peaks are becoming broad and smooth between wavenumbers of 450 and 900 cm−1, compared to kaolin. The difference in magnitude was the same as for the phase of kaolinite obtained in the XRD results. The band at 467 cm−1 indicates the bending vibration of Si-O-Si and O-Si-O occurring in the kaolin and as-cured samples.
A strong peak at ~1016 cm−1 in all the sintered samples is associated with Al-O and Si-O asymmetric stretching vibrations, characteristic of geopolymerization, and the presence of an amorphous aluminosilicate network structure. A broad peak in the region 3400 to 3600 cm−1 was due to the stretching vibrations of OH groups from the water molecules. The amorphous nature of the geopolymer is influenced by the type of alkali cation. The FTIR analysis confirms that dehydroxylation of the kaolin after sintering causes the total removal of a hydroxyl group. This demonstrates that the dehydroxylation causes a structural modification of the kaolinite present in kaolin.
Curing at a higher temperature does seem to influence the development of compressive strength in a positive way. However, when the geopolymer was subjected to the sintering process, 60 °C was found to be the optimum curing temperature resulting in the highest strength. It is interesting to note, that curing at a higher temperature (80 °C) appears to weaken the compressive strength after sintering the geopolymer. It is believed that the sintering mechanism broke-down the structure of the geopolymer, resulting in dehydration and massively interconnected pores.
3.4. Compressive Strength
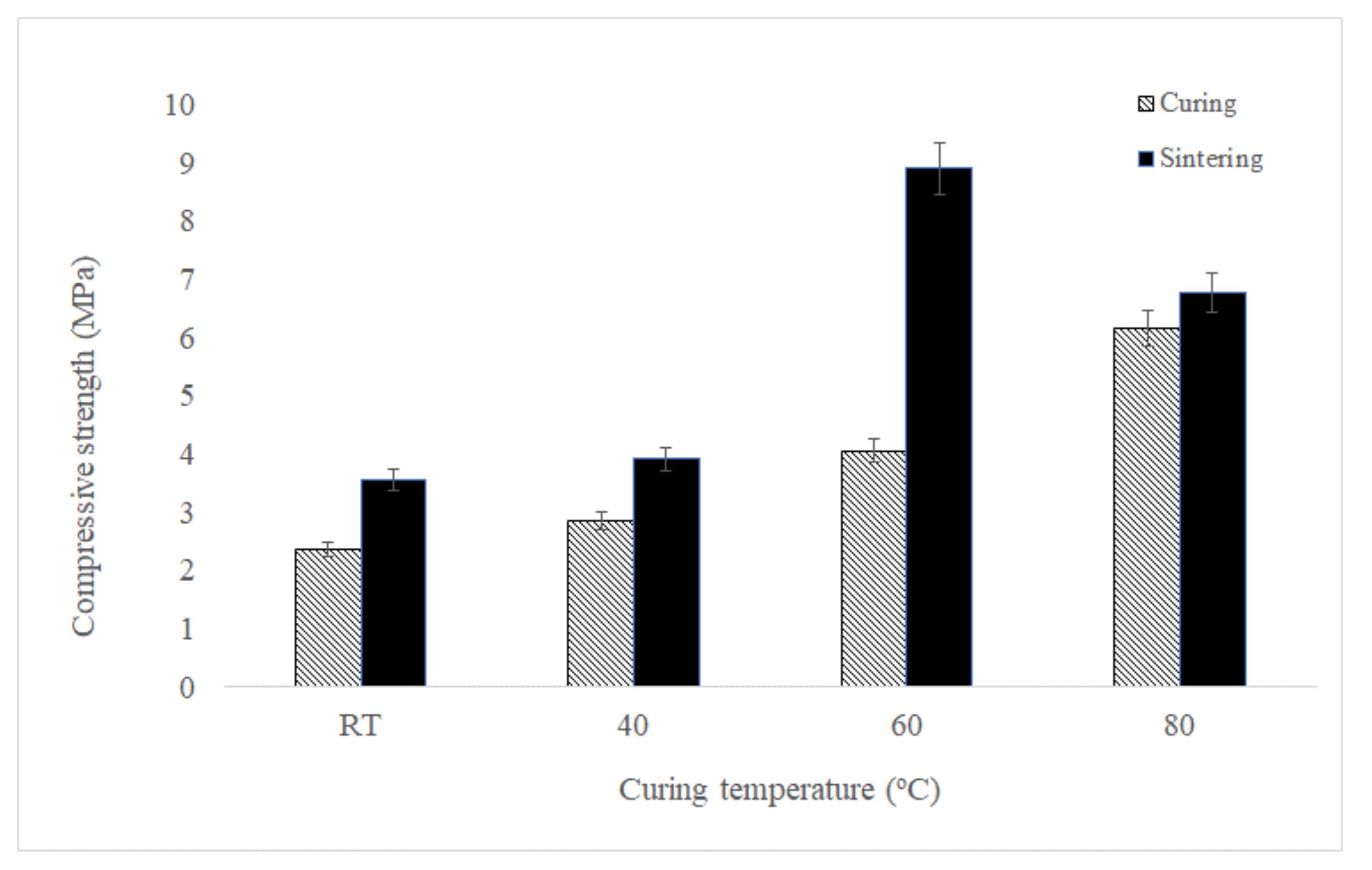
Figure 7 shows the compressive strength values for the cured and sintered kaolin-GGBS geopolymer samples, which were cured at four different curing temperatures. Generally, the compressive strength was found to increase when the specimens were cured from room temperature to 80 °C, and after sintering. However, a reduction was noticed in the 80 °C sintered kaolin-GGBS geopolymer. This shows that heat-curing accelerates the early strength development of materials. According to Dariusz et al., curing at highly elevated temperatures (39.85 to 41.85 °C) for a prolonged period causes deterioration of the sample due to the destabilisation of the silicate-Si-O-Al-O bond [
12]. However, it depends on the sources of materials used to produce the geopolymer.
The compressive strength trend for as-cured samples indicates the influence of high temperature in obtaining the early strength development of materials. The lowest compressive strength obtained was 2.35 MPa when curing at room temperature. The strength increased slightly, to 2.84 MPa, when the samples were cured at 40 °C. There were no significant effects on strength due to a slight increment of the curing temperature, away from room temperature (~27 °C) to 40 °C. The strength increased gradually to 4.04 and 6.16 MPa at 40 and 60 °C, respectively. The curing temperature played essential roles in both the acceleration of chemical reactions and the determination of the extent of the reaction during geopolymerization.
The highest resulting strength was observed at 60 °C, with 8.90 MPa after sintering, it was reduced at 80 °C. However, very high curing temperatures may destabilise the hardener and hinder proper geopolymerization. This shows that curing at a higher temperature had distorted the reaction and led to the failure of the sintered kaolin-GGBS geopolymer.
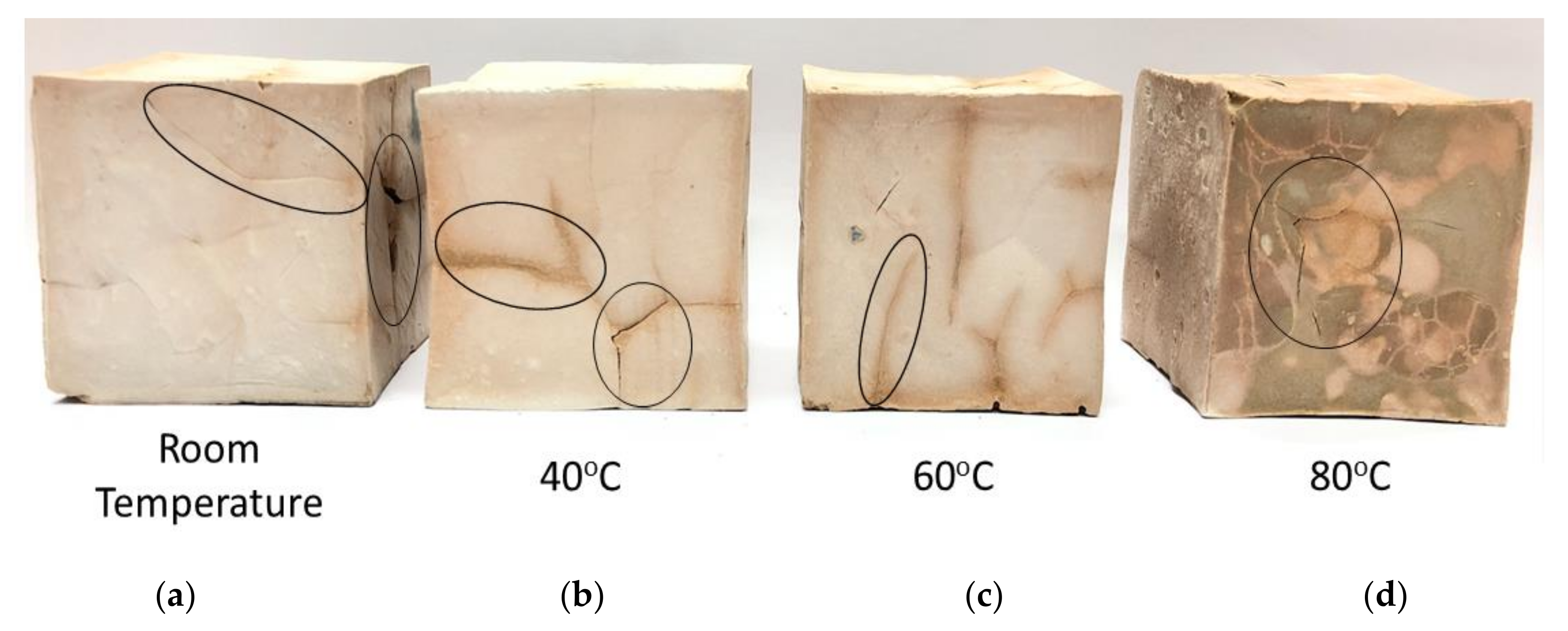
The cubic shape of the kaolin-GGBS geopolymer sample was physically stable, without major cracking observed after sintering, as shown in
Figure 8. Each sample was differentiated by its curing temperature, namely: Room temperature, 40, 60, and 80 °C. There was no evident damage, such as the absence of edges and corners, in any of the sintered samples. However, there were crack initiations in sintered kaolin-GGBS geopolymer samples for room temperature and 40 °C. Higher curing temperatures (i.e., 60 and 80 °C) resulted in more stability with less crack initiation after sintering.
This indicates that the phenomenon of crack initiation was reduced when the curing temperature was increased. This is due to the quantity of excess water that did not evaporate completely during curing. One of the factors, exerting a strong influence on the process of crack initiation and propagation within the sintered geopolymer, is the presence of pores in the structure. It is reasonable to assume that the effect of pores varies depending on the curing temperature, water evaporation, and chemical composition in the kaolin-GGBS geopolymer.
3.5. Microstructure Characterisation
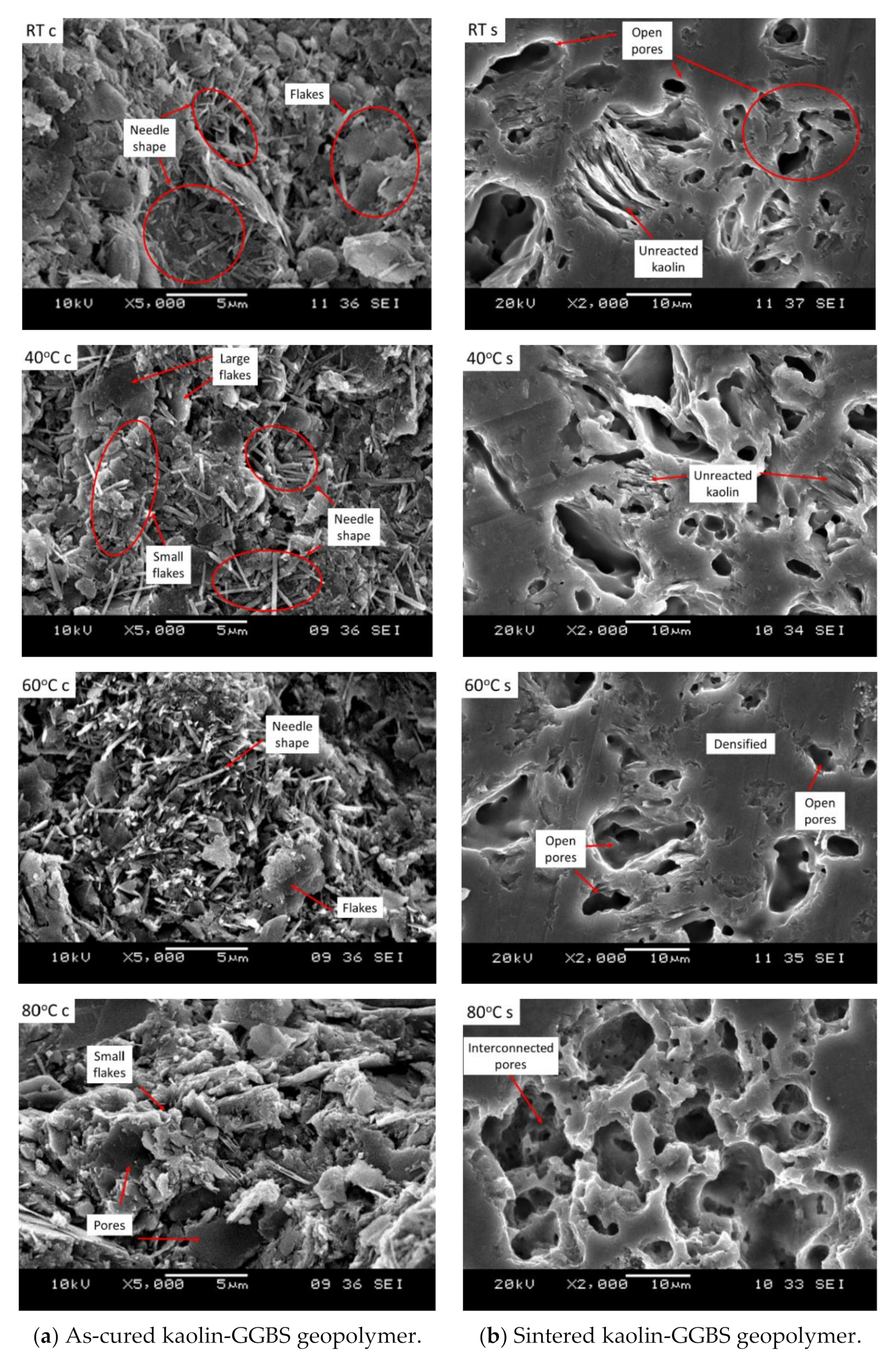
Images of the microstructure of the samples, taken after curing for 14 days and sintering at 900 °C, are shown in
Figure 9. There were needle-shaped formations in the microstructure of as-cured kaolin-GGBS geopolymer samples of: Room temperature, 40 and 60 °C. However, the needle-shaped formations were not found in the microstructure of the 80 °C sample following curing. The effect of sintering can be seen from the changes of microstructure in (b) after sintering at 900 °C. Generally, the kaolin-GGBS geopolymer was densified after sintering, along with the formation of pores.
As seen in
Figure 9a, an interlocking structure of flake-like kaolin appeared in the microstructure of samples after 14 days of curing. Wei et al. (2017) reported that the flake-like morphology was attributed to the substitution of Mg
2+ by Al
3+ in the octahedral positions of the kaolin structure [
15]. The contribution of Mg
2+ was from the akermanite phase in GGBS. This proves the reaction that occurred between kaolin and GGBS, with an alkali activator, during geopolymerization although the kaolin had not undergone heat treatment.
The formation of needle-shaped particles was more pronounced in samples cured at 60 °C, compared with samples cured at lower temperatures. The needle-shaped particles represent a small particle size, as observed at 60 °C, indicating that a smaller particle size leads to a larger surface area and a finer grade of porosity between the particles, as shown in
Figure 10. The larger surface area contributed to the high reactivity of geopolymerization indicated by the high compression strength obtained after sintering. The morphology of “needles” and “broken flakes” represent the randomly ordered crystals of kaolinite due to dehydroxylation. The disordered structure represents the huge reactive potential during geopolymerization. The formation of pores was also observed at 80 °C after curing.
The formation of pores occurred in all samples of the sintered kaolin-GGBS geopolymer, as shown in
Figure 9b. The unreacted kaolin is characterised by a layered structure, similar to that in the raw micrographs, and this was observed in the sintered kaolin-GGBS geopolymer, RT, and 40 °C after sintering. The microstructure with an optimum densification area was observed at the curing temperature of 60 °C. This is due to the dissolving polymeric materials at the first stage (500 °C) of sintering. The formation of open pores was also found in this micrograph. This microstructure was interrelated with the high compressive strength obtained at this temperature. Pore pressure effects represent one of the critical factors that affect the strength evolution of sintered geopolymer at a high temperature. The higher pressure will accelerate water evaporation and create massive pores, thus leading to the low strength of the samples.
In the 80 °C sample after sintering, geopolymerization was not well established due to the short-range period of geopolymerization indicated by the rapid water loss. This can be proved by the absence of needle-shape formations being observed in the microstructure of the 80 °C after the curing sample. However, the existence of CaO leads to the early strength development. The presence of calcite leads to the reinforcement of the mechanical strength of the geopolymer [
16]. The reshaping of the pores after sintering is due to the kaolin and GGBS reactions. This led to the formation of micropores with an interconnected formation during sintering. This was observed as a pronounced feature in
Figure 9b at 80 °C after sintering and indicated a reduction in compressive strength.




 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}