
Low-Cost Laser Micromachining Super Hydrophilic–Super Hydrophobic Microgrooves for Robotic Capillary Micromanipulation of Microfibers


Abstract
:1. Introduction
2. Materials and Methods
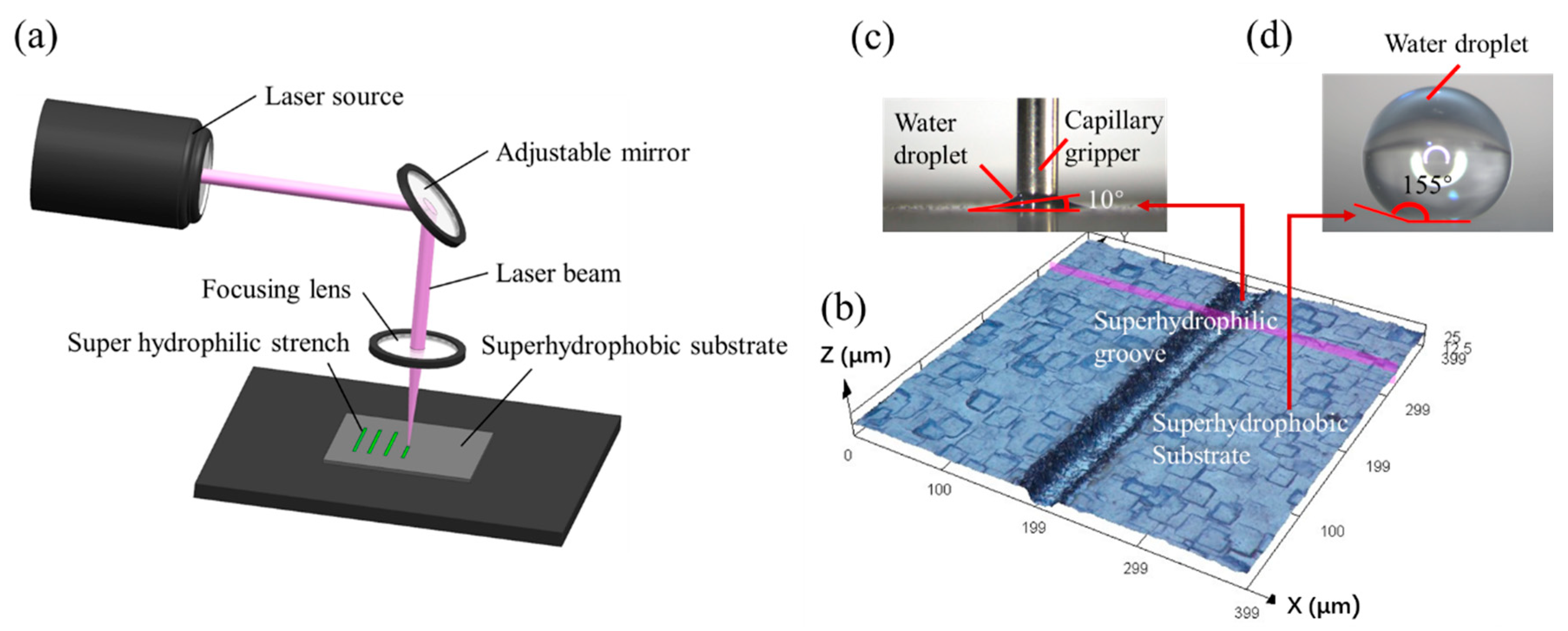
2.1. Laser Micromachining of Super Hydrophilic–Super Hydrophobic Grooves
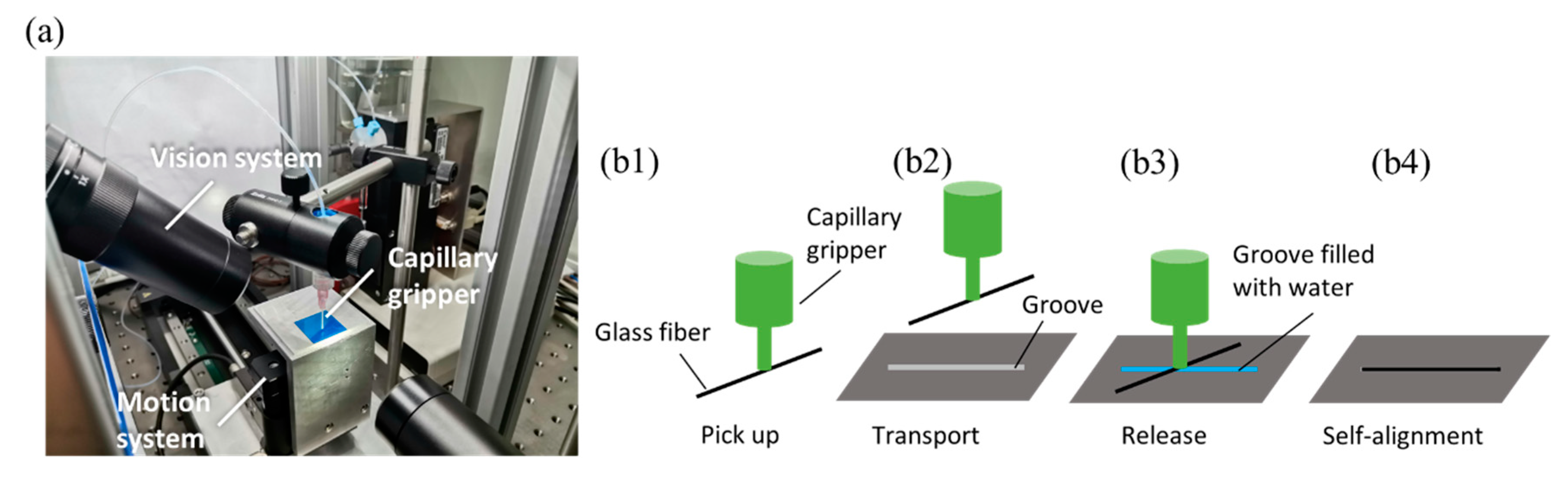
2.2. Robotic System for Capillary Self-Alignment of Microfibers
3. Results
3.1. Criterion for Droplet Confinement
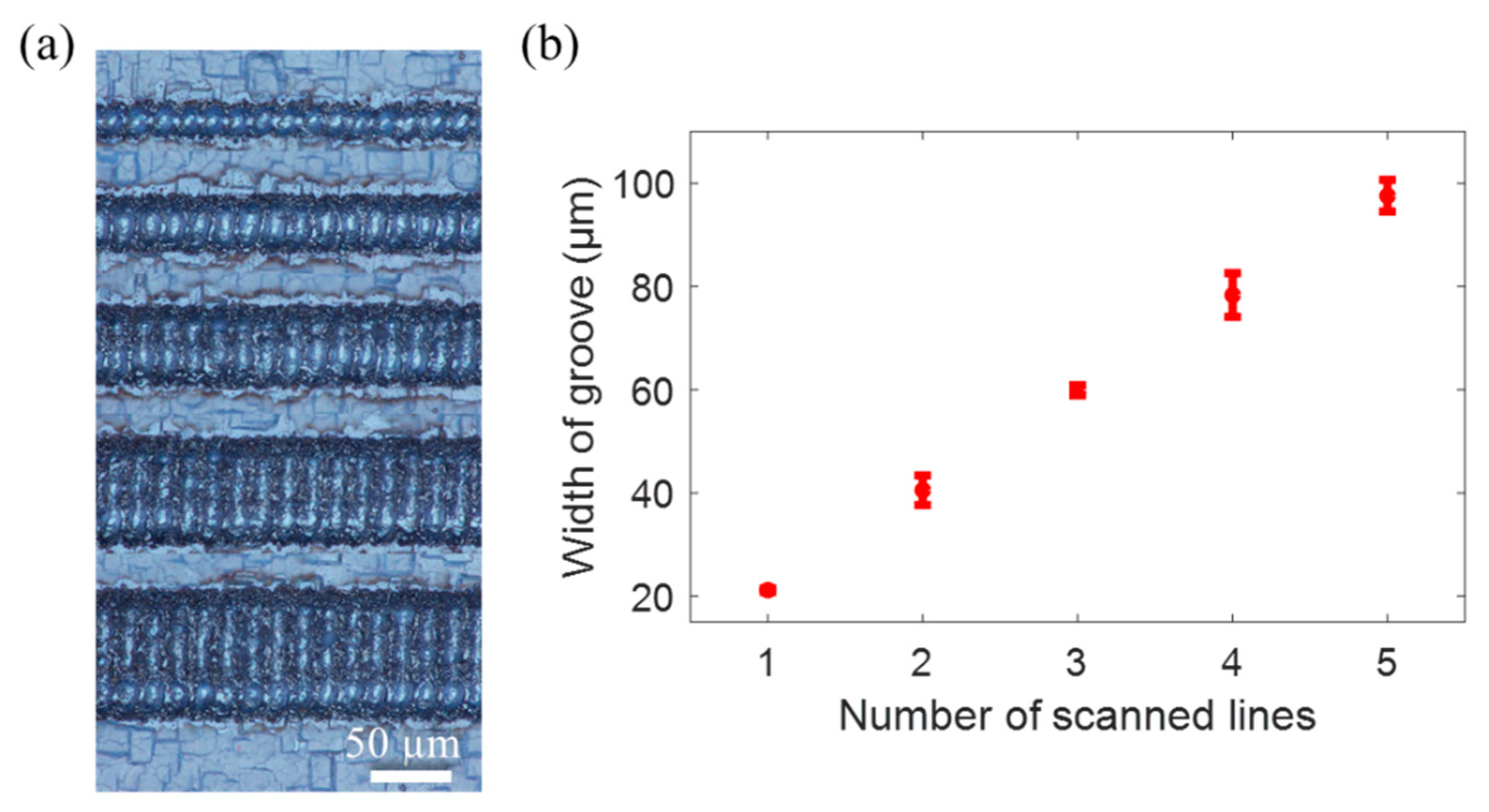
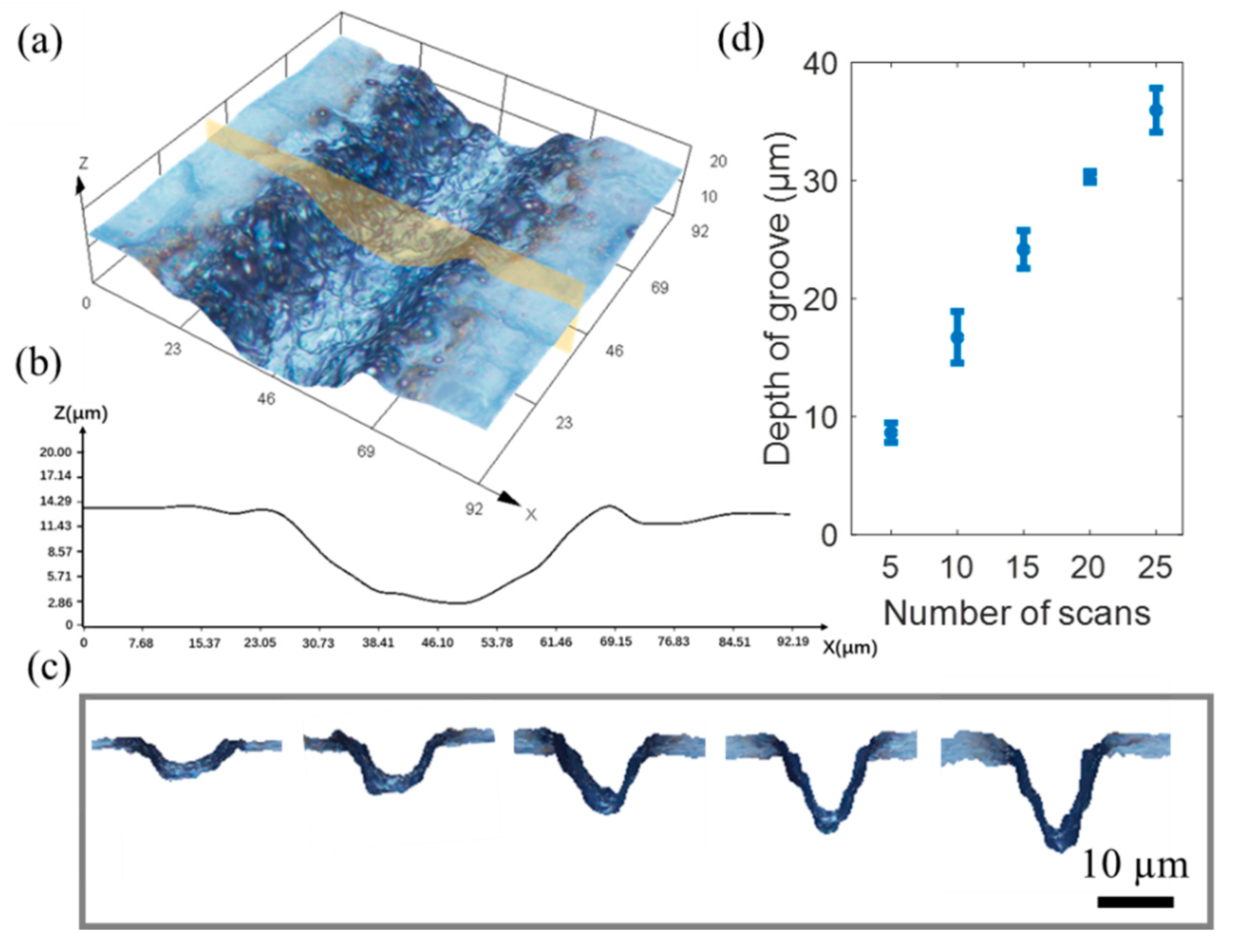
3.2. Influence of Manufacturing Parameters on Size of the Grooves
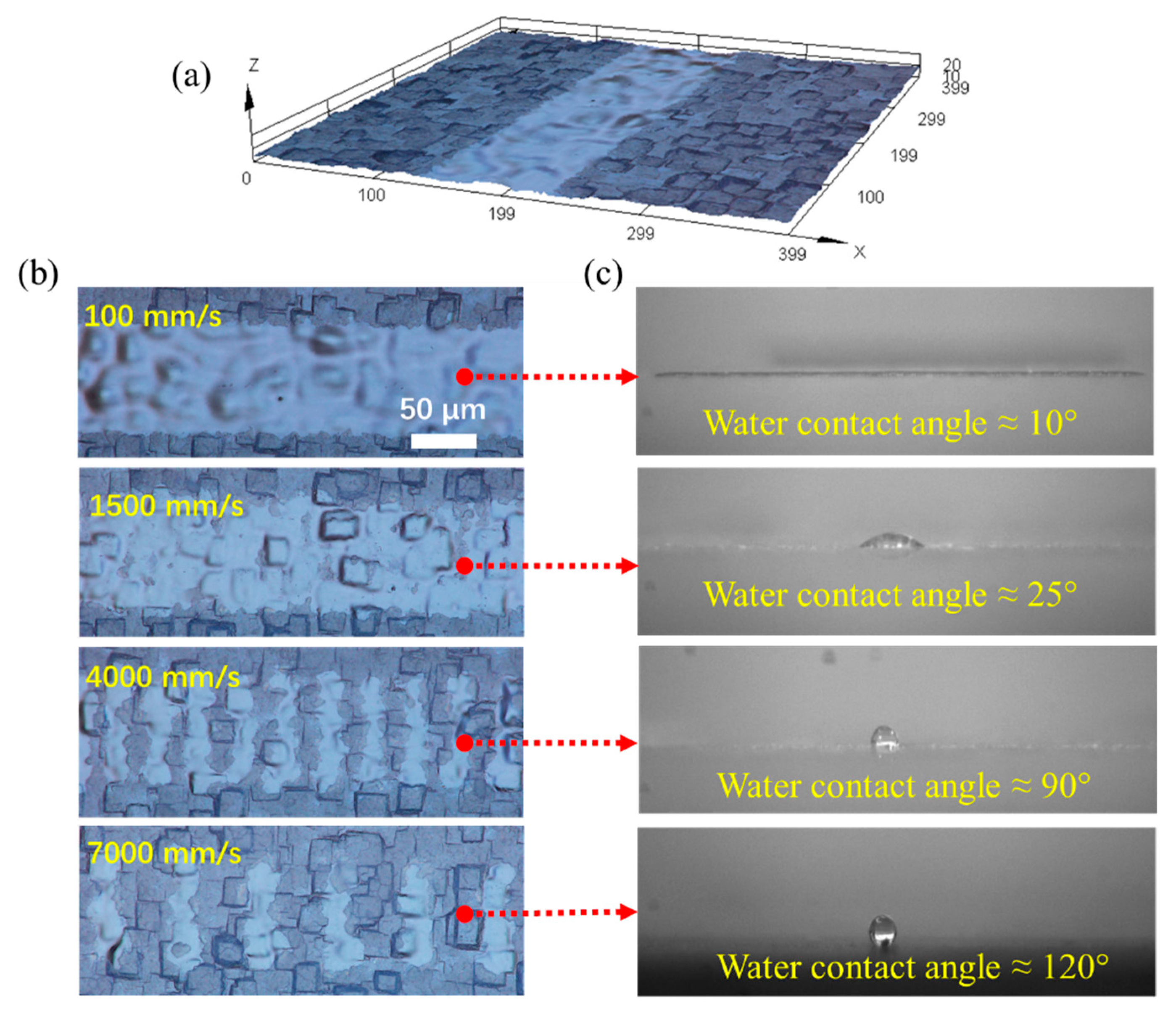
3.3. Fabrication of Grooves with Different Wetting Properties
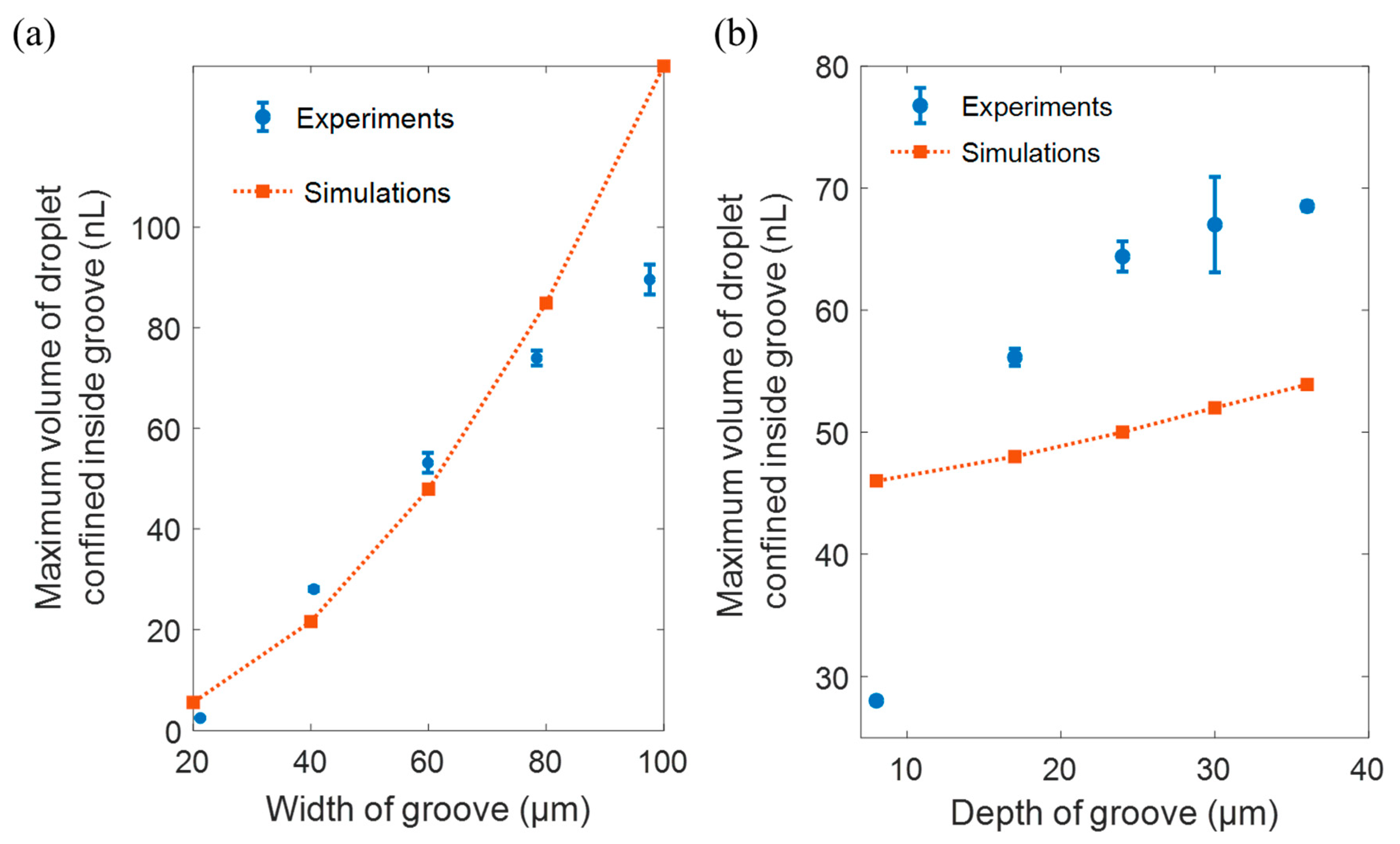
3.4. Influence of Size of Groove on Droplet Confinement
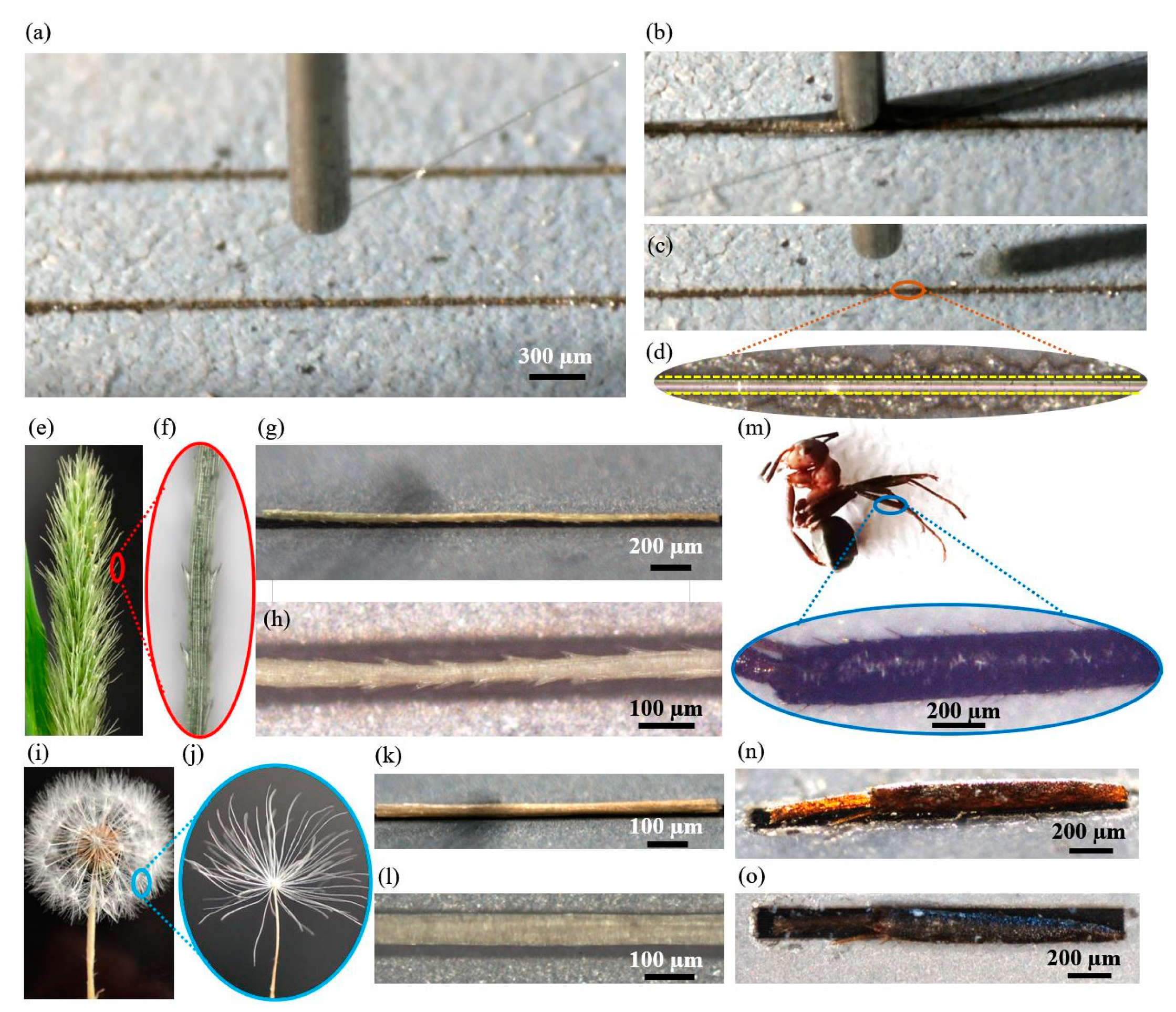
3.5. Demonstration of Capillary Self-Alignment of Microfibers on Fabricated Microgrooves
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Park, S.-C.; Fang, J.; Biswas, S.; Mozafari, M.; Stauden, T.; Jacobs, H.O. A first implementation of an automated reel-to-reel fluidic self-assembly machine. Adv. Mater. 2014, 26, 5942–5949. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chung, S.E.; Park, W.; Shin, S.; Lee, S.A.; Kwon, S. Guided and fluidic self-assembly of microstructures using railed microfluidic channels. Nat. Mater. 2008, 7, 581–587. [Google Scholar] [CrossRef]
- Knuesel, R.J.; Jacobs, H.O. Self-assembly of microscopic chiplets at a liquid-liquid-solid interface forming a flexible segmented monocrystalline solar cell. Proc. Natl. Acad. Sci. USA 2010, 107, 993–998. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mastrangeli, M.; Zhou, Q.; Sariola, V.; Lambert, P. Surface tension-driven self-alignment. Soft Matter 2017, 13, 304–327. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Berthier, J.; Mermoz, S.; Brakke, K.; Sanchez, L.; Frétigny, C.; Di Cioccio, L. Capillary self-alignment of polygonal chips: A generalization for the shift-restoring force. Microfluid. Nanofluidics 2013, 14, 845–858. [Google Scholar] [CrossRef]
- Berthier, J.; Brakke, K.; Grossi, F.; Sanchez, L.; Di Cioccio, L. Self-alignment of silicon chips on wafers: A capillary approach. J. Appl. Phys. 2010, 108, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Mastrangeli, M.; Valsamis, J.-B.; Van Hoof, C.; Celis, J.-P.; Lambert, P. Lateral capillary forces of cylindrical fluid menisci: A comprehensive quasi-static study. J. Micromechanics Microengineering 2010, 20, 075041. [Google Scholar] [CrossRef]
- Chang, B.; Shah, A.; Routa, I.; Lipsanen, H.; Zhou, Q. Surface-tension driven self-assembly of microchips on hydrophobic receptor sites with water using forced wetting. Appl. Phys. Lett. 2012, 101, 114105. [Google Scholar] [CrossRef] [Green Version]
- Chang, B.; Shah, A.; Zhou, Q.; Ras, R.H.A.; Hjort, K. Self-transport and self-alignment of microchips using microscopic rain. Sci. Rep. 2015, 5, 14966. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chang, B.; Zhou, Q.; Wu, Z.; Liu, Z.; Ras, R.; Hjort, K. Capillary self-alignment of microchips on soft substrates. Micromachines 2016, 7, 41. [Google Scholar] [CrossRef]
- Chang, B.; Sariola, V.; Aura, S.; Ras, R.H.A.; Klonner, M.; Lipsanen, H.; Zhou, Q. Capillary-driven self-assembly of microchips on oleophilic/oleophobic patterned surface using adhesive droplet in ambient air. Appl. Phys. Lett. 2011, 99, 034104. [Google Scholar] [CrossRef] [Green Version]
- Fukushima, T.; Iwata, E.; Konno, T.; Bea, J.-C.; Lee, K.-W.; Tanaka, T.; Koyanagi, M. Surface tension-driven chip self-assembly with load-free hydrogen fluoride-assisted direct bonding at room temperature for three-dimensional integrated circuits. Appl. Phys. Lett. 2010, 96, 154105. [Google Scholar] [CrossRef]
- Chang, B.; Sariola, V.; Jääskeläinen, M.; Zhou, Q. Self-alignment in the stacking of microchips with mist-induced water droplets. J. Micromechanics Microengineering 2011, 21, 015016. [Google Scholar] [CrossRef]
- Fukushima, T.; Hashiguchi, H.; Bea, J.; Ohara, Y.; Murugesan, M.; Lee, K.W.; Tanaka, T.; Koyanagi, M. New chip-to-wafer 3D integration technology using hybrid self-assembly and electrostatic temporary bonding. Tech. Dig. Int. Electron Devices Meet. IEDM 2012, 789–792. [Google Scholar]
- Du, E.; Manoochehri, S. Enhanced ac electrothermal fluidic pumping in microgrooved channels. J. Appl. Phys. 2008, 104, 064902. [Google Scholar] [CrossRef] [Green Version]
- Sabotin, I.; Tristo, G.; Valentinčič, J. Technical model of micro electrical discharge machining (EDM) milling suitable for bottom grooved micromixer design optimization. Micromachines 2020, 11, 594. [Google Scholar] [CrossRef] [PubMed]
- Korin, N.; Bransky, A.; Khoury, M.; Dinnar, U.; Levenberg, S. Design of well and groove microchannel bioreactors for cell culture. Biotechnol. Bioeng. 2009, 102, 1222–1230. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.J.; Chang-Chien, A.; Cha, S.W.; O’Hayre, R.; Park, Y.I.; Saito, Y.; Prinz, F.B. Design and fabrication of a micro fuel cell array with “flip-flop” interconnection. J. Power Source 2002, 112, 410–418. [Google Scholar] [CrossRef]
- Römer, G.R.B.E.; Cerro, D.A.D.; Pohl, R.; Chang, B.; Liimatainen, V.; Zhou, Q.; Veld, A.J.H.I. Picosecond laser machining of metallic and polymer substrates for fluidic driven self-alignment. Phys. Procedia 2012, 39, 628–635. [Google Scholar] [CrossRef]
- Chang, B.; Wang, B.K.; Jin, J.L.; Zhou, Q. Capillary pick-and-place of glass microfibers. IEEE Access 2021, 9, 15074–15083. [Google Scholar] [CrossRef]
- Gibbs, J.W. The Collected Works of J. W. Gibbs; Dover Publications: New York, NY, USA, 1961. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scanning Speed (mm/s) | Water Contact Angle |
|---|---|
| 100 | 10° |
| 1500 | 25° |
| 4000 | 90° |
| 7000 | 120° |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, B.; Feng, Y.; Jin, J.; Zhou, Q. Low-Cost Laser Micromachining Super Hydrophilic–Super Hydrophobic Microgrooves for Robotic Capillary Micromanipulation of Microfibers. Micromachines 2021, 12, 854. https://0-doi-org.brum.beds.ac.uk/10.3390/mi12080854
Chang B, Feng Y, Jin J, Zhou Q. Low-Cost Laser Micromachining Super Hydrophilic–Super Hydrophobic Microgrooves for Robotic Capillary Micromanipulation of Microfibers. Micromachines. 2021; 12(8):854. https://0-doi-org.brum.beds.ac.uk/10.3390/mi12080854
Chicago/Turabian StyleChang, Bo, Yuhang Feng, Jialong Jin, and Quan Zhou. 2021. "Low-Cost Laser Micromachining Super Hydrophilic–Super Hydrophobic Microgrooves for Robotic Capillary Micromanipulation of Microfibers" Micromachines 12, no. 8: 854. https://0-doi-org.brum.beds.ac.uk/10.3390/mi12080854