3.1. The Effect of Additives Modifying Sorbents
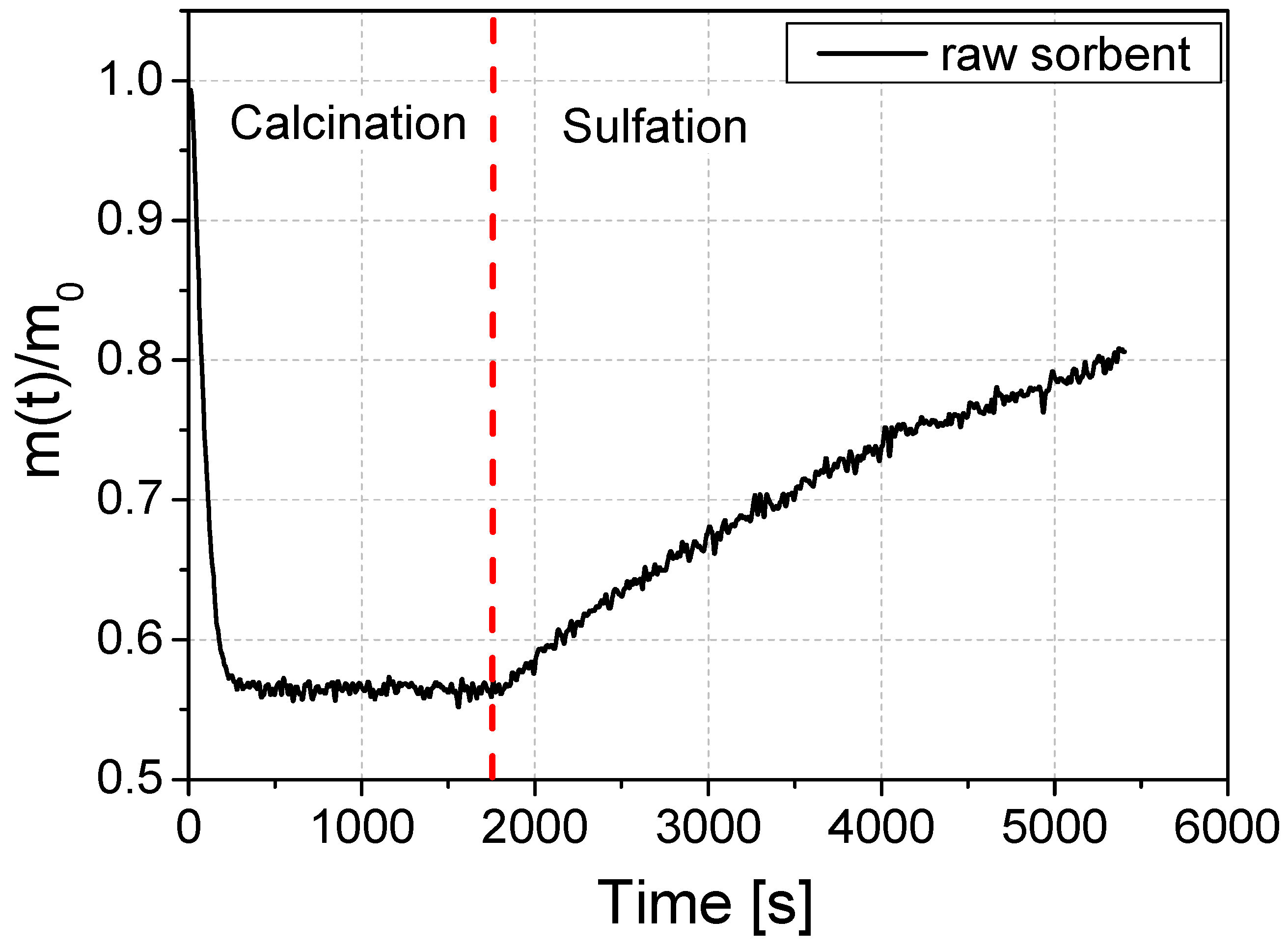
The reactivity of the raw sorbent (i.e., the one that is mined in a limestone mine) was initially tested. The course of the loss of mass is shown in
Figure 4. The graph shows the change in the mass of the sorbent sample during the reactivity test. In the first phase of the test, the sorbent sample is calcined. The sorbent sample is exposed to high temperature in an atmosphere of N
2, CO
2, and O
2 gases. After calcination is complete, SO
2 is added to the atmosphere in which the sample is located and the sulfation step is started, which is seen as the weight of the sample increases. The sulfation process took 60 min. In
Figure 4, an exemplary mass change curve during the reactivity test using the example of an unmodified sorbent is shown. The initial sample weight and the final sample weight are needed to calculate the reactivity coefficient RI [mol/mol] and the absolute sorption coefficient CI [g S/kg sorbent].
The raw sorbent samples were modified by adding Additive 1 in the amount of 0.5% and 1%. Additive 1 was Na
2CO
3, Additive 2 was LiOH, and Additive 3 was Li
2CO
3. The test was carried out for the concentration of gases provided in the test of the reactivity of calcium sorbents: CO
2: 16%; SO
2: 1870 ppm; O
2: 3%; the rest was N
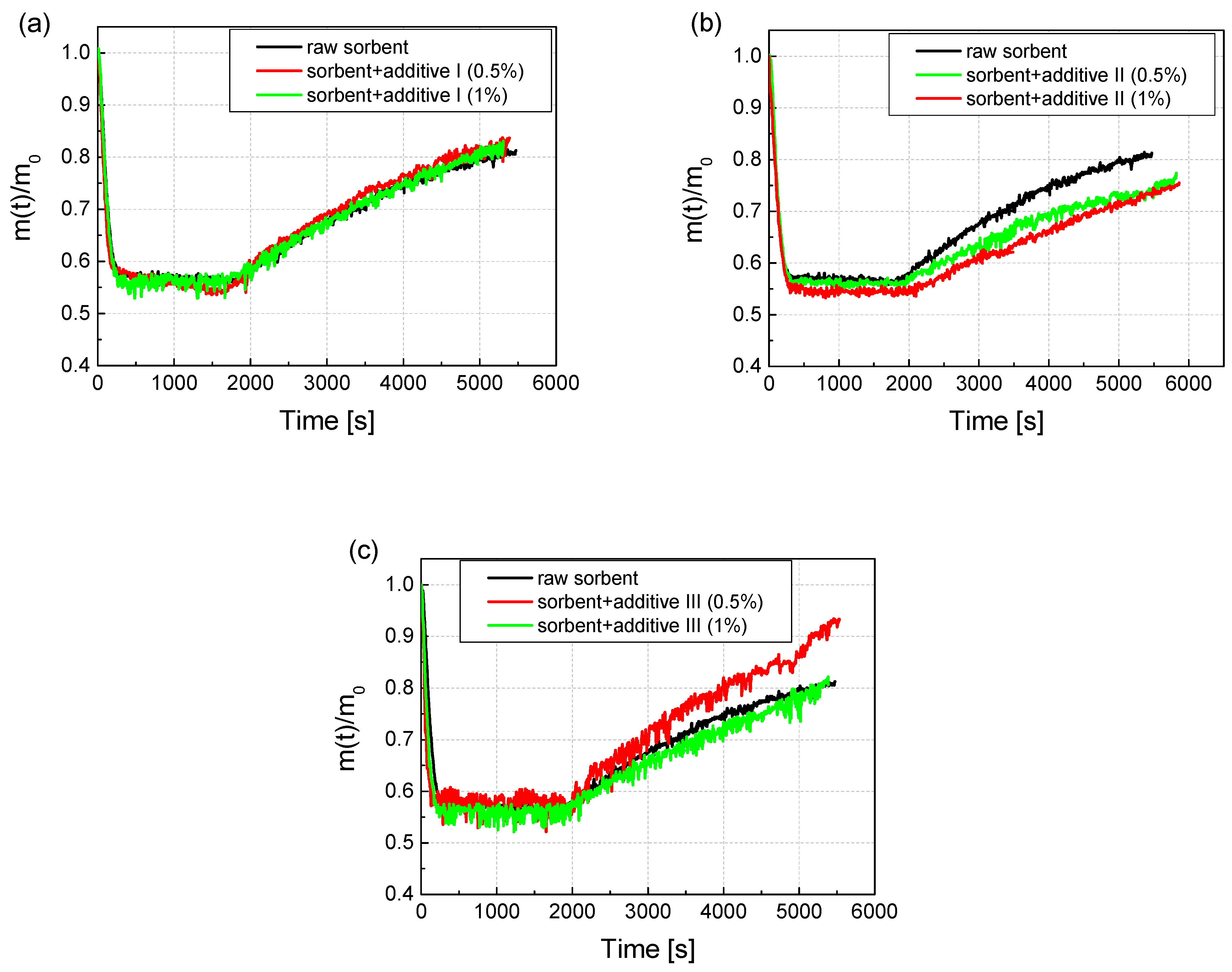
2. The furnace was heated to the temperature of 850 °C. After the addition of the additive, the sorbents were intensively mixed, and the samples obtained in this way were subjected to the reactivity test as in the case of the raw sorbent sample. The weight change results recorded during the reactivity test are shown in
Figure 5a. It can be concluded from the course of the test that the addition of Additive 1 in the amount of 0.5% and 1% improved the reactivity of the sorbent. The RI ratio increased relative to the raw sorbent by more than 14% with the addition of 1%, and by more than 15% with the addition of Additive 1 in the amount of 0.5%. In the case of the CI coefficient, this increase was even higher and amounted to over 24% for the additive in the amount of 1% and almost 18% for the additive in the amount of 0.5%. The addition of Additive 2 to the sorbent in the amount of both 0.5% and 1% resulted in a smaller increase in the mass of the sample during the sulfation phase, which is visible in
Figure 5b. The lower weight gain caused by the lower amount of adsorbed SO
2 resulted in a reduction in the RI coefficient relative to the raw sorbent by 10% for the addition of 1% and by 2% for the addition of 0.5%. For Additive 2, the results of the absolute sorption coefficient CI also decreased relative to the raw sorbent by 2.1% and 5.5%, respectively, for the additives 1% and 0.5%. In the case of Additive 3, the recorded changes in weight showed that depending on the amount of additive, the obtained results may differ significantly (
Figure 5c). In the case of Additive 3 in the amount of 0.5%, the amount of adsorbed sulfur increased significantly by over 11%, which is visible in
Figure 5c. However, in the case of adding 1% of Additive 3, the amount of adsorbed practical sulfur did not change (increase by 0.8%). Additionally, the CI increased by more than 20% with 0.5% of Additive 3, and with 1% of Additive 3, the increase was much smaller at 7.7%.
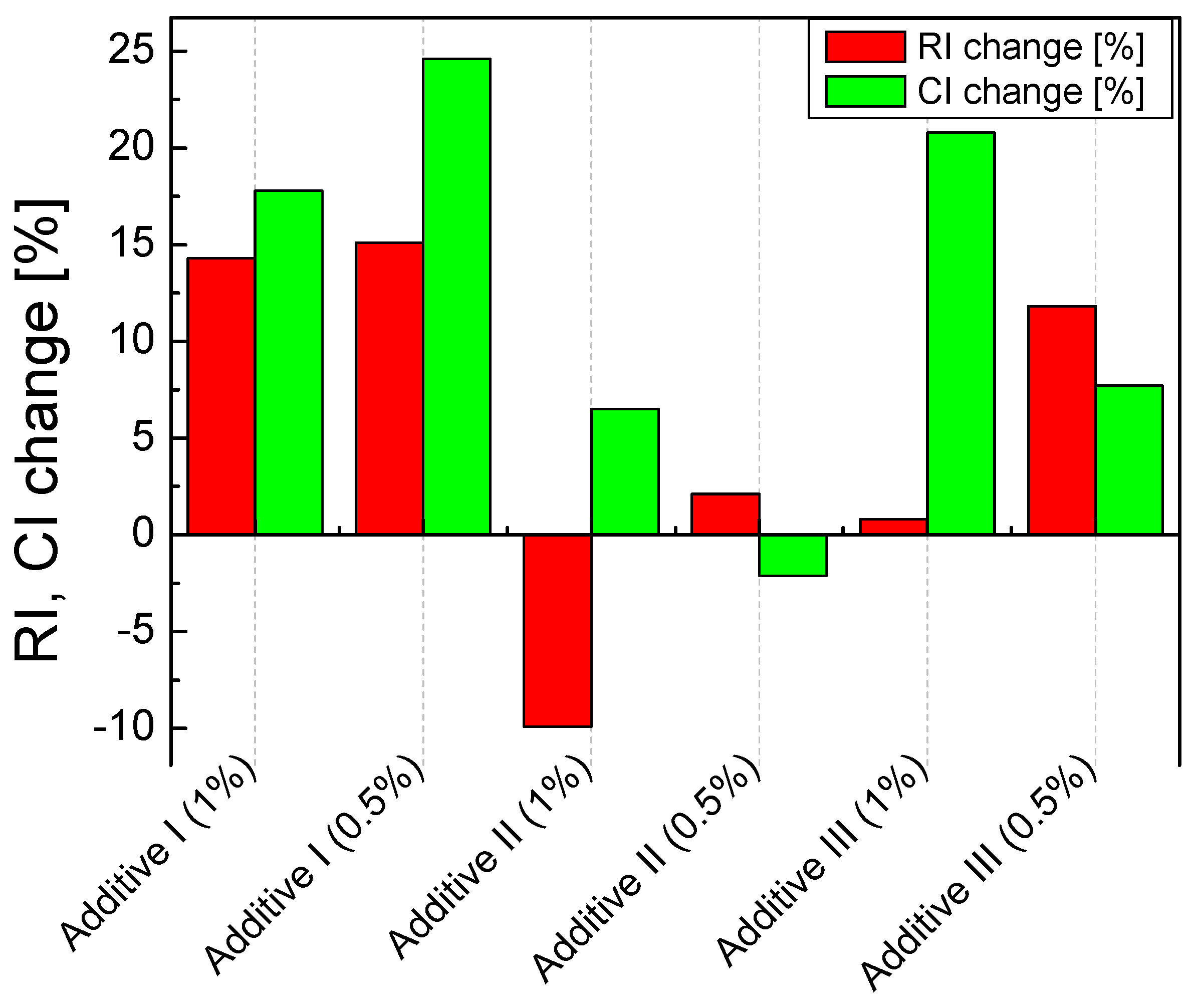
In
Figure 6, the change in the RI coefficients values is shown, where the largest was associated with Additive 1 both in the amounts of 0.5 (by 15.1%) and 1% (by 14.3%). Then, the sorbent with Additive 3 in the amount of 0.5% (by 11.8%) also reacted positively. The same addition, but in the amount of 1%, practically did not change the RI index. The addition of Additive 2 to the sorbent decreased its reactivity. Similar changes in values were observed in the case of the absolute sorption coefficient CI. Additionally, in this case, Additive 1 performed the best, both in the amount of 0.5 (by 17.8%) and 1% (by 24.6%). Additive 3 also significantly improved the CI by 0.5% (by 20.8%). Additive 3 in the amount of 1% improved the CI only by 7.7%, while Additive 2 in both 0.5 and 1% resulted in a deterioration of the absolute sorption.
The promoting effect of additives can be better understood given the role that contaminants play in the sulfation reaction. Slaughter et al. [
29] explained the positive effect of the presence of sodium compounds, which react with CaO, causing physical changes in the structure and increasing the degree of surface development, thus increasing the number of contact points of calcium oxide with exhaust gases. On the other hand, a possible mechanism to promote the calcination and sulfation process proposed by Wang et al. [
24] is based on the volatilization of alkali, the formation of sulfates, transport to the surface of the sorbent, and the formation of a fused layer due to the formed eutectic. According to these authors, the transport of SO
2 and O
2 to and through the melt was faster, which favors the improvement of the sulfation rate. Another possible interpretation of the effect of promoting pollutants (additives) was given by Borgwardt [
20]. The author believes that the effect is a consequence of increased solid-state diffusion by foreign ions (improved ion exchange). This causes network defects and promotes the movement of ions.
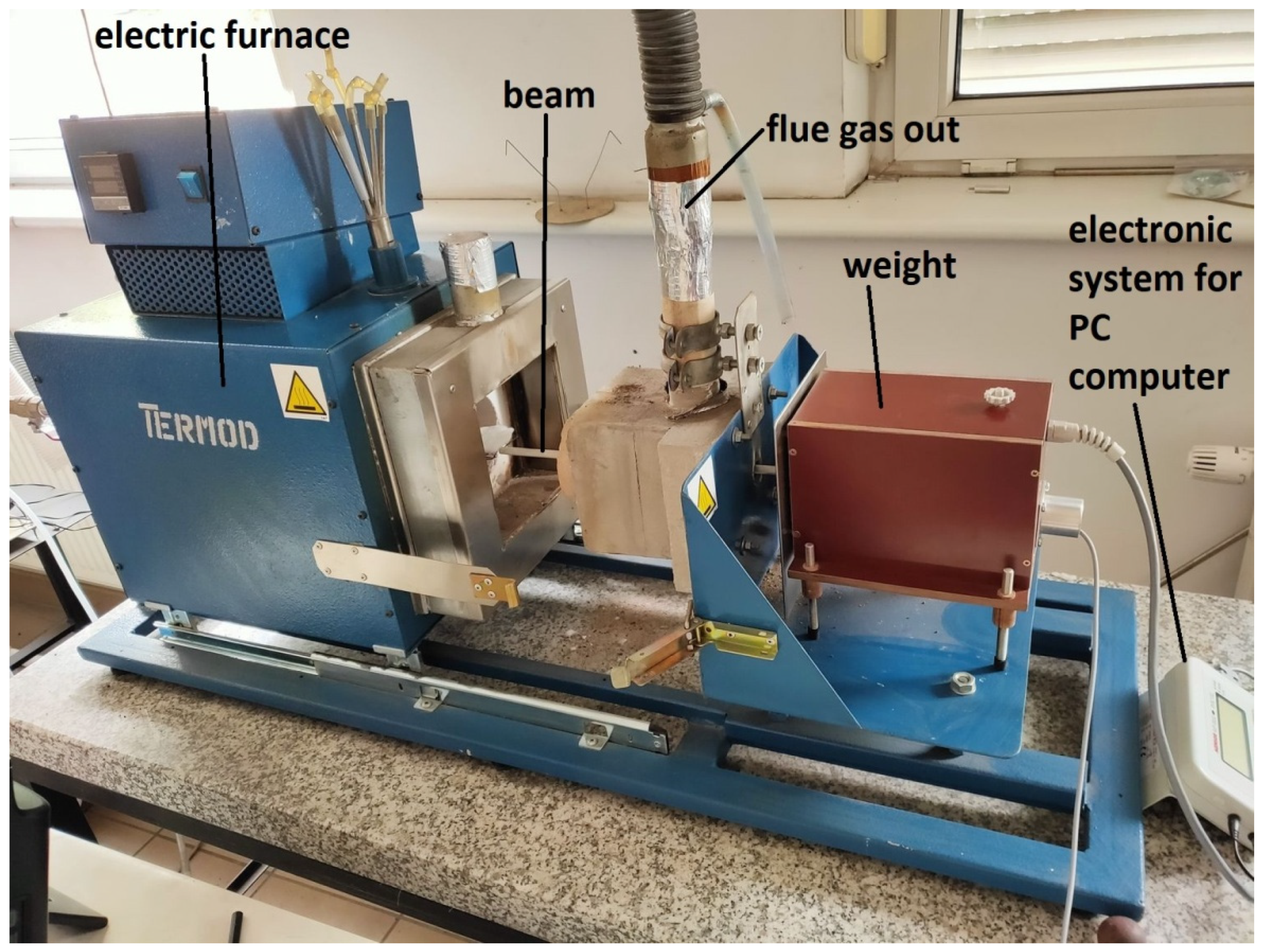
3.2. Study on the Behavior of Sorbents under Simultaneous Calcination and Sulfation (SCS)
The sorbents were tested under conditions of simultaneous calcination and sulfation (SCS). In this test, in contrast to the classic test of the reactivity of calcium sorbents, during which the calcination and sulfation processes are carried out separately, the reactivity of sorbents in the exhaust gas containing SO
2 and CO
2 was examined. The simultaneous calcination and sulfation test allowed for more accurate reproduction of the conditions prevailing in a fluidized bed boiler, where the sorbent is fed directly with the fuel to the combustion chamber, and the calcination and sulfation processes run simultaneously [
30]. For CO
2/O
2 shares of 20/80% (
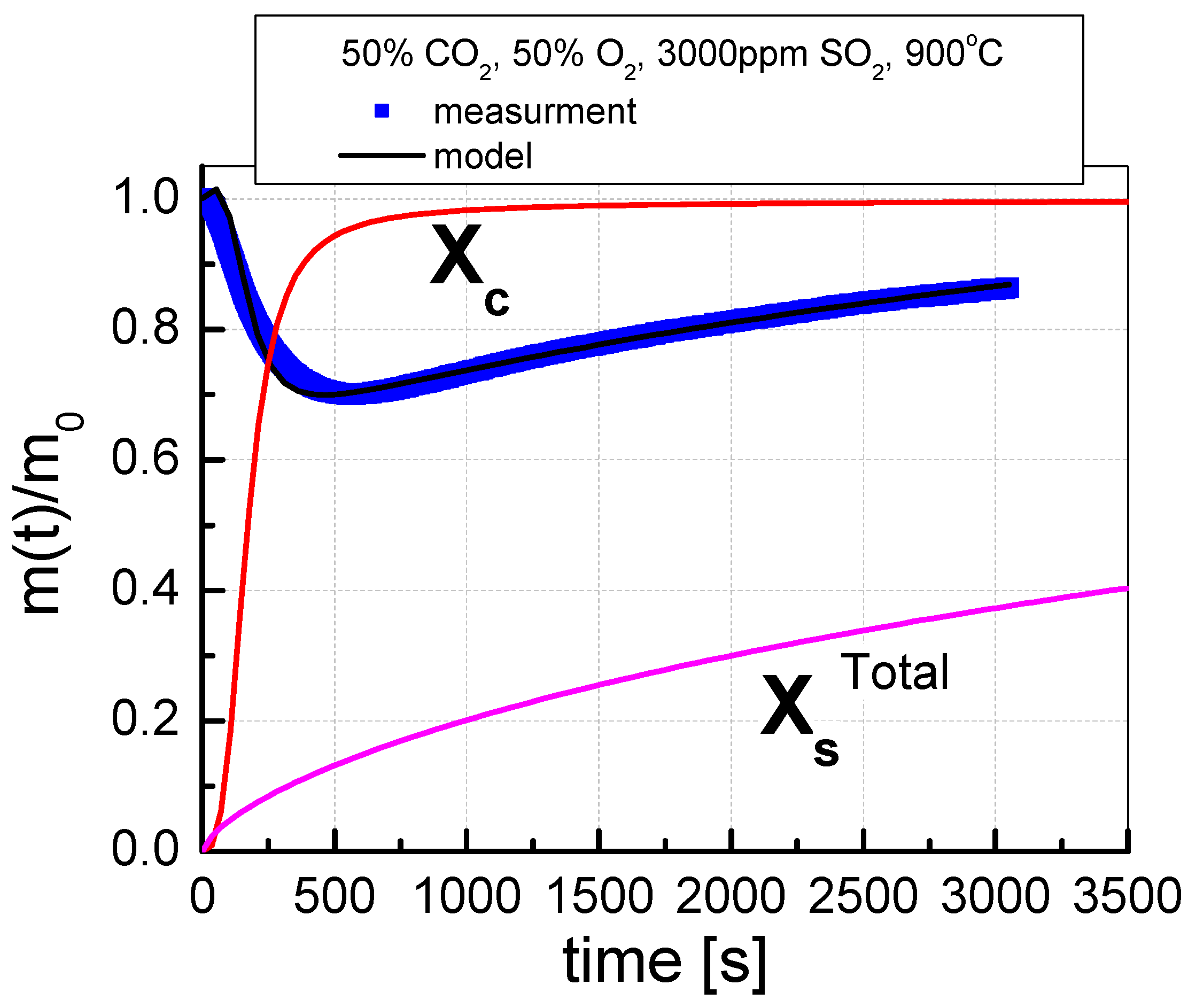
Figure 7a), it can be observed that the
Xc calcination for the temperature of 850 °C proceeds practically throughout the entire test. As the calcination front proceeded, the sulfation front also ran, which is shown in
Figure 7b. Sulfation proceeded at the same pace throughout the test and reached approximately 30%. At higher temperatures, different behaviors of the sorbent could be observed. Already at a temperature of 900 °C, the sorbent calcined in 100% in less than 500 s, which was also reflected in the sulfation process, which took place faster than at lower temperatures and reached a maximum of about 38%. At the temperatures of 950 °C and 1000 °C, the calcination process was even faster than at the temperature of 900 °C, in less than 100 s. The degree of sulfation for the temperature of 950 °C was very similar to that for the temperature of 900 °C, with higher dynamics in the range of 500–1500 s. For the temperature of 1000 °C, the degree of sulfation up to 1000 was the same as for lower temperatures, and after this time, it reached higher values and the maximum sulfation was 42%.
The change in CO
2 and O
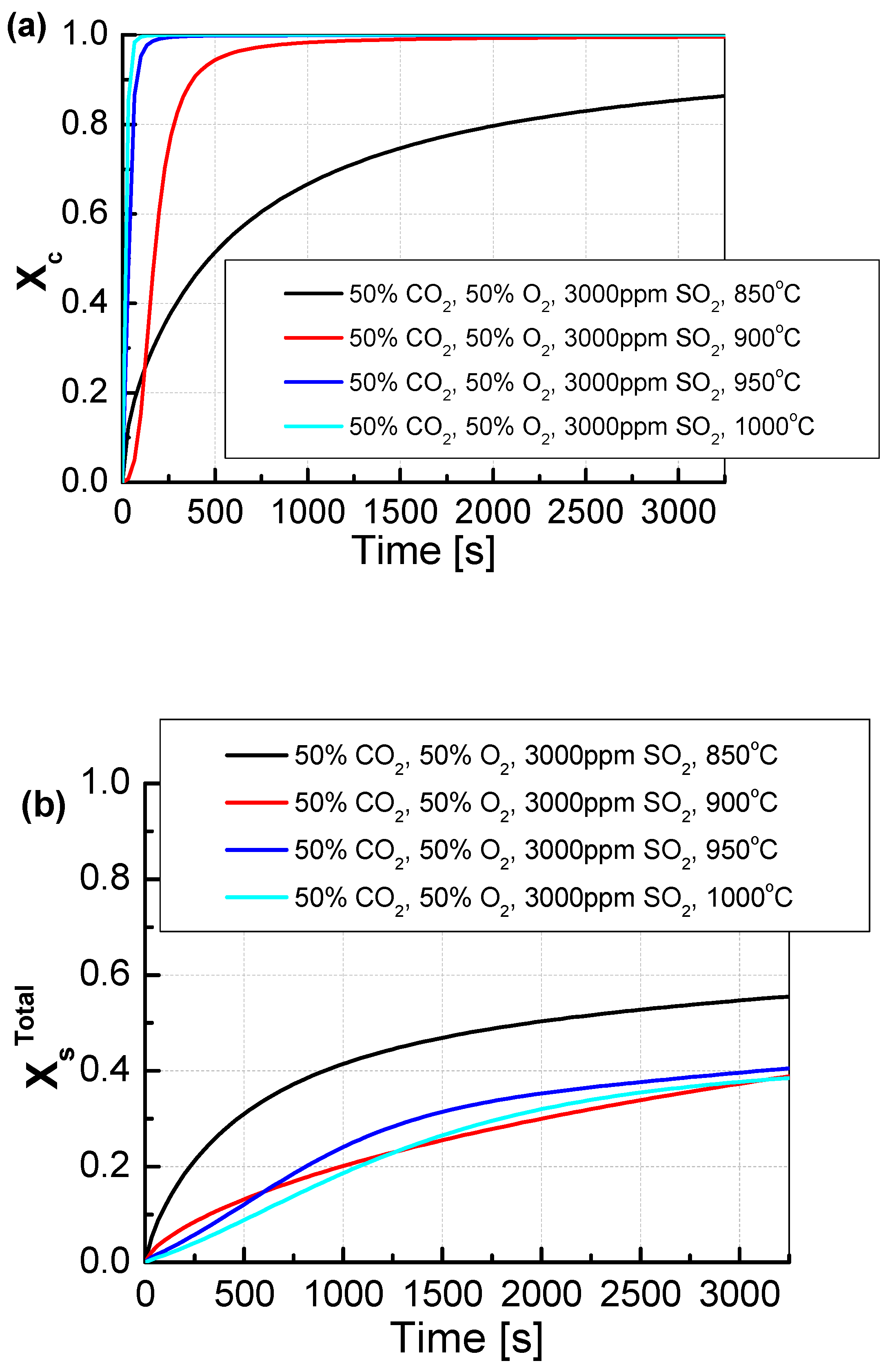
2 shares from 20/80 to 50/50% resulted in a change in the mechanism in both the calcination and sulfation of the tested sorbent samples (
Figure 8). The increase in CO
2 concentration at the temperature of 850 °C caused a decrease in the dynamics of calcination and the maximum degree of sorbent calcination, which was approximately 85%. The decrease in the calcination dynamics was caused by the increased concentration of CO
2 in the atmosphere surrounding the sorbent grains. The change in calcination dynamics did not cause the deterioration of the sulfation degree, which increased to 58%. The change in calcination dynamics was particularly noticeable at the temperature of 900 °C, as the sorbent reached its maximum calcination only after 2000 s. In contrast to the temperature of 850 °C at 900 °C, the degree of sulfation practically did not change and at the end of the measurement, it was about 40%. At the two higher temperatures, 950 °C and 1000 °C, the calcination was slightly slower than for the lower CO
2 concentration. Furthermore, the degree of sulfation changed slightly.
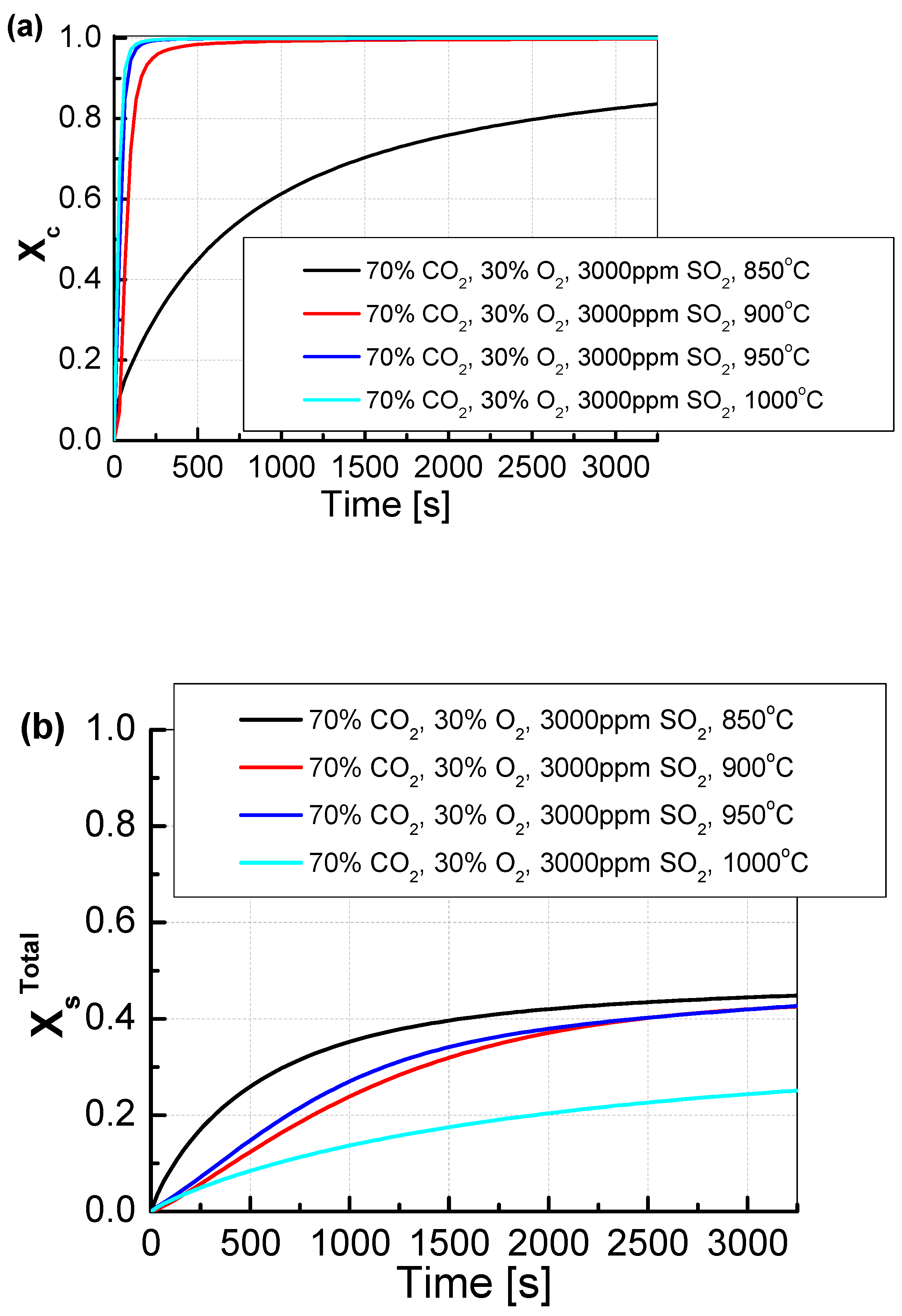
For a CO
2/O
2 concentration of 70/30%, the degree of calcination, regardless of temperature, practically did not change (
Figure 9). The degree of sulfation only changed for the two extreme temperatures of 850 °C and 1000 °C. In both of these cases, there was a decrease in the degree of sulfation, which was most likely caused by a very high degree of CO
2 concentration in the pores of the sorbent. In the case of high measurement temperature (here 1000 °C), the change in the open porosity of the sorbent, which probably resulted from the appearance of sinters and the limitation of the contact surface of the sorbent with the flue gas, had an additional impact on the results of sulfation. The degree of sulfation for the temperatures of 900 °C and 950 °C did not change significantly.
In
Table 6, the results of the calculations of reactivity and absolute sorption for the tested sorbents are presented. For the CO
2 concentration of 20%, the RI coefficient decreased with increasing temperature: for the temperature of 850 °C, it was 3.06, and for the temperature of 1000 °C, it was 2.37. Along with the decrease in the RI coefficient, the CI coefficient increased from 102.8 (850 °C) to 132.4 (1000 °C). The improvement in reactivity could be explained by the faster and more complete calcination of the sorbent, which allowed more SO
2 to be adsorbed. For the concentration of 50/50% CO
2/O
2, the lowest RI result was achieved for the temperature of 850 °C—1.7 (CI—185.2), at the next tested temperature of 900 °C, the RI coefficients were significantly lower and amounted to 2.66 (CI—118.1), in subsequent temperatures, this result decreased and for 1000 °C, it amounted to 2.55 (CI—123.3). In the highest tested CO
2 concentration, 70%, the RI coefficient again reached the lowest value for the lowest temperature of 850 °C (RI—1.86, CI—169.2); in subsequent temperatures, the RI values increased to reach the RI value of 4.33 at the highest temperature (CI—72.5), which corresponded to the very low degree of sulfation visible in
Figure 8. It can be assumed that the reason for this was the high temperature that melted the outer surface of the sorbent grains, and at the same time, the high concentration of CO
2 in the vicinity of the sample hindered the process of sorbent calcination.
To understand the factors influencing the mechanism of the simultaneous calcination and sulfation process, the analysis of the changes in the porosity of sorbents after the SCS process and in the subsequent time intervals of the process for the selected temperature of 900 °C was performed. The intensity of adsorption processes is determined by the micropores (d < 0.002 µm) and mesopores (d = 0.002–0.050 µm) [
30]. An important factor in adsorption processes is open porosity, which consists of intergranular and intra-grain porosity [
31,
32].
Table 7 presents the values of the parameters estimated for the tested sorbent in its initial (raw) state and the subsequent stages of the calcination process with simultaneous sulfation under oxy-combustion conditions. The conditions of 20% CO
2 + 80% O
2 + 3000 ppm (at T = 900 °C and for comparison at T = 850 °C, 950 °C, 1000 °C) were selected for the analysis of morphological changes of the sorbent. The increase in the porosity of sorbents after the SCS process at the tested temperatures (up to 950 °C) is a partial result of the decomposition of CaCO
3, according to reaction (4). This was confirmed by the courses of changes in the SCS process presented in
Figure 7b, based on which it was observed that increasing the process temperature to 900 °C and 950 °C accelerated the sulfation process compared to 850 °C. The positive effect of the binding of sulfur oxides (acceleration of reactions (5) and (6)) results from the catalyzing effect of temperature, which, by accelerating the decomposition of limestone, contributes to the surface changes of the sorbent by increasing the proportion of open pores, particularly the inter-grain porosity. The value of inter-grain porosity, defined as macropores occurring between micrometric single grains, is of decisive importance in sorption processes, especially where physical adsorption takes place [
33]. At the temperature of 1000 °C, the post-process porosity value decreased to approximately 16%, of which only about 1.15% was the intergrain porosity. It was probably the result of creating a compact surface layer in the form of sinters. Regardless of the process temperature, mixture composition and changes in the surface layer caused by chemical and physical processes, the average particle diameter of the sorbents did not change and was above 140 µm (
Table 7).
Figure 10 shows the distribution of the specific surface area of sorbents after exposure to the atmosphere: 20% CO
2 + 80% O
2 + 3000 ppm SO
2, T = 900 °C. The highest value of the specific surface area was observed at 1000 s in the duration of the process. After 250 s, when the porosity increased almost four times, the surface area was reduced from 0.44 to 0.31 m
2/g. After 1000 s, the process also showed the highest differentiation of the sorbent surface in terms of the size of the pores.
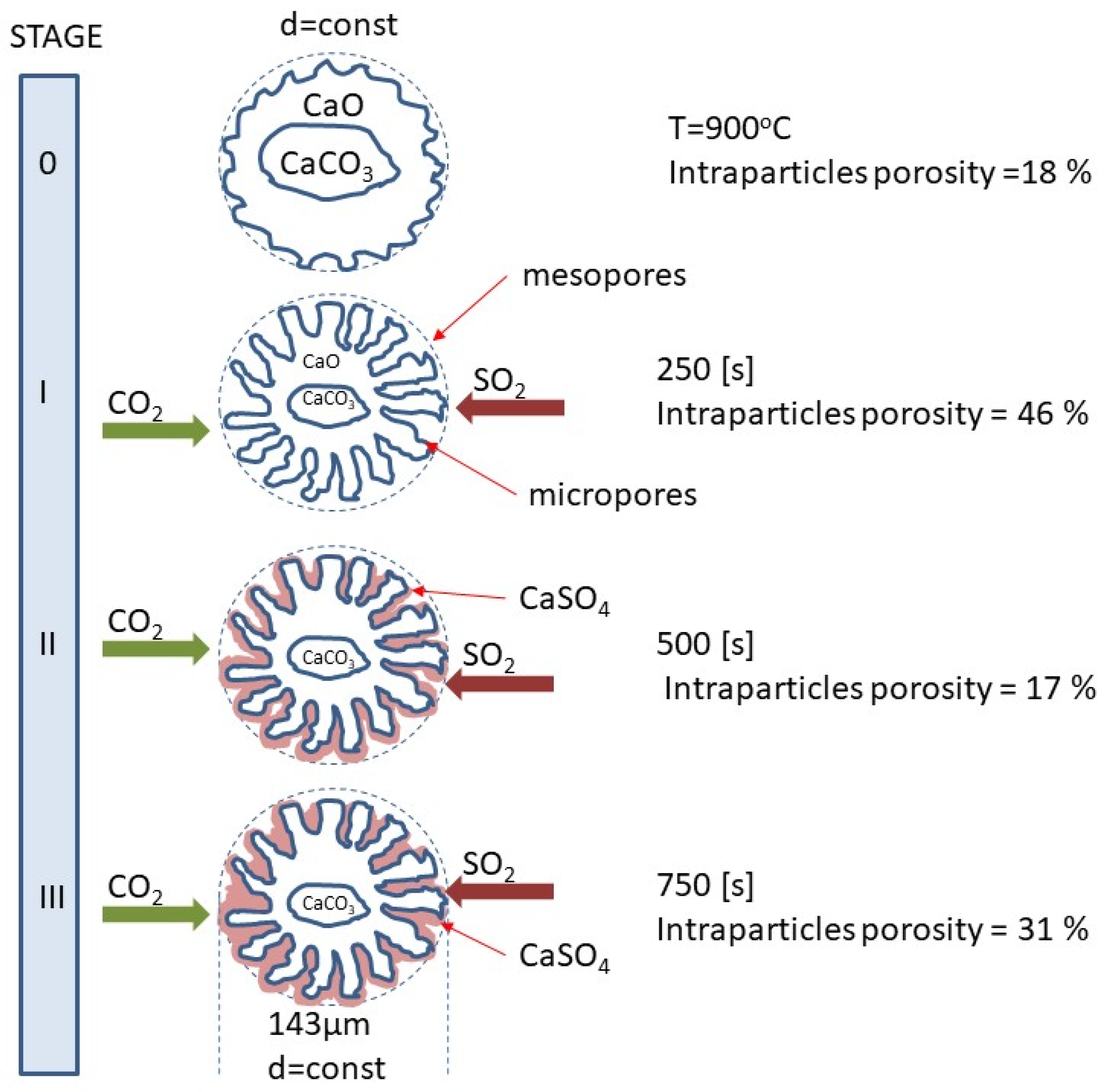
Figure 11 shows a diagram of the surface changes of calcium sorbents occurring in the subsequent stages of the calcination and sulfation process during oxy-combustion, proposed based on the observed changes in porosity. By analyzing the changes that took place on the sorbent surface during the SCS process in a mixture of 20% CO
2 + 80% O
2 + 3000 ppm at T = 900 °C from the beginning of the process (raw) to approximately 750 s. An increase in open porosity and an initial increase in intergranular porosity were observed. This time range corresponds to the calcination process described by Equation (4) as the decomposition of limestone. In the next stage of the process, sulfation takes place, with the deposition of calcium sulfate on the top CaCO
3 layer, which is accompanied by the closing of the pores and channels through which SO
2 is supplied to the CaCO
3 surface, which results in a decrease in the reactivity of the sorbent.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}