
On the Structural Peculiarities of Self-Reinforced Composite Materials Based on UHMWPE Fibers

 , , , , ,
, , , , ,  , , ,
, , , 
Abstract
:1. Introduction
2. Materials and Methods
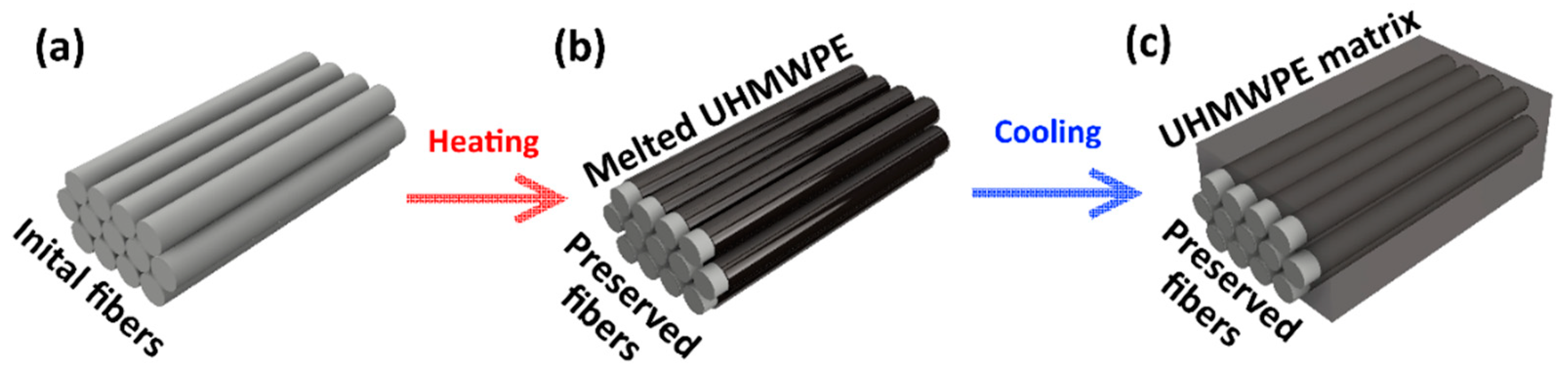
2.1. Self-Reinforced Composite (SRC) Preparation
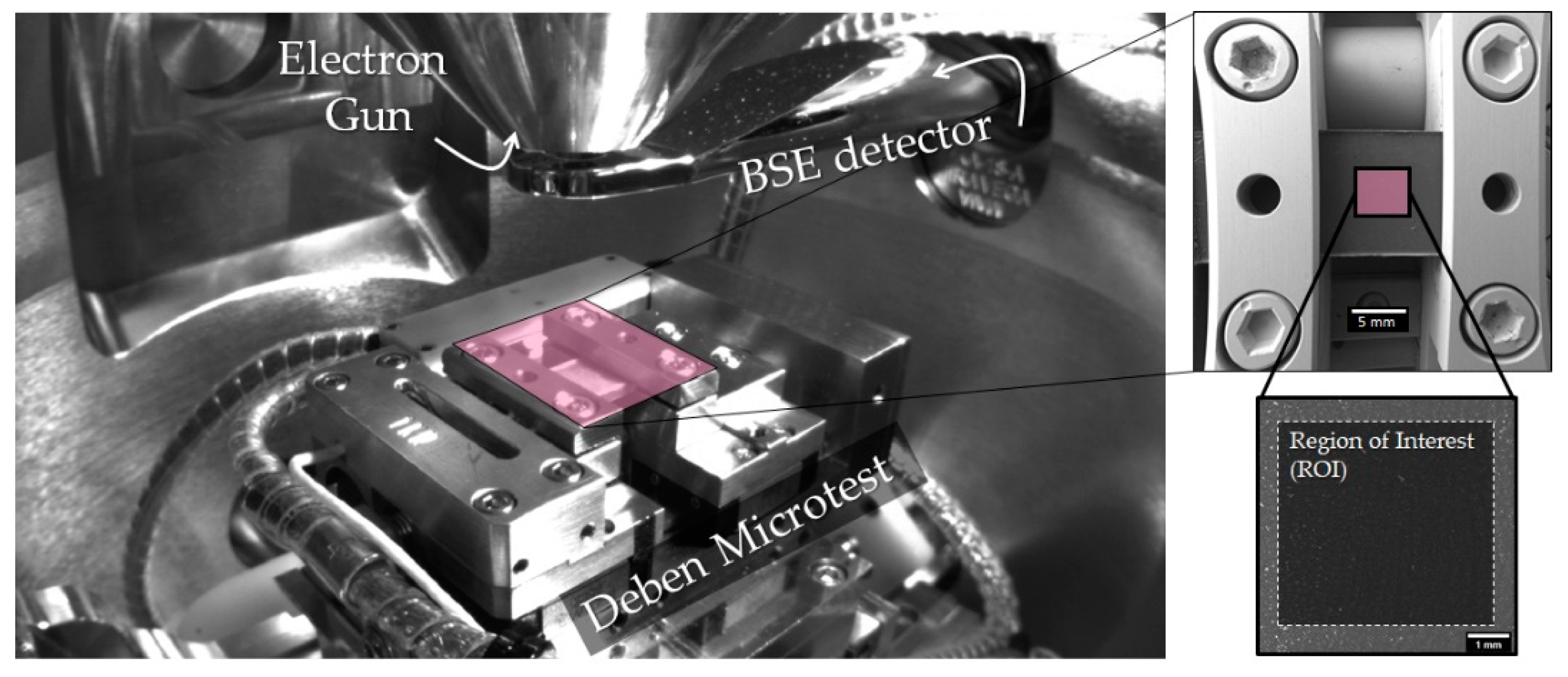
2.2. Scanning Electron Microscopy (SEM) Characterization
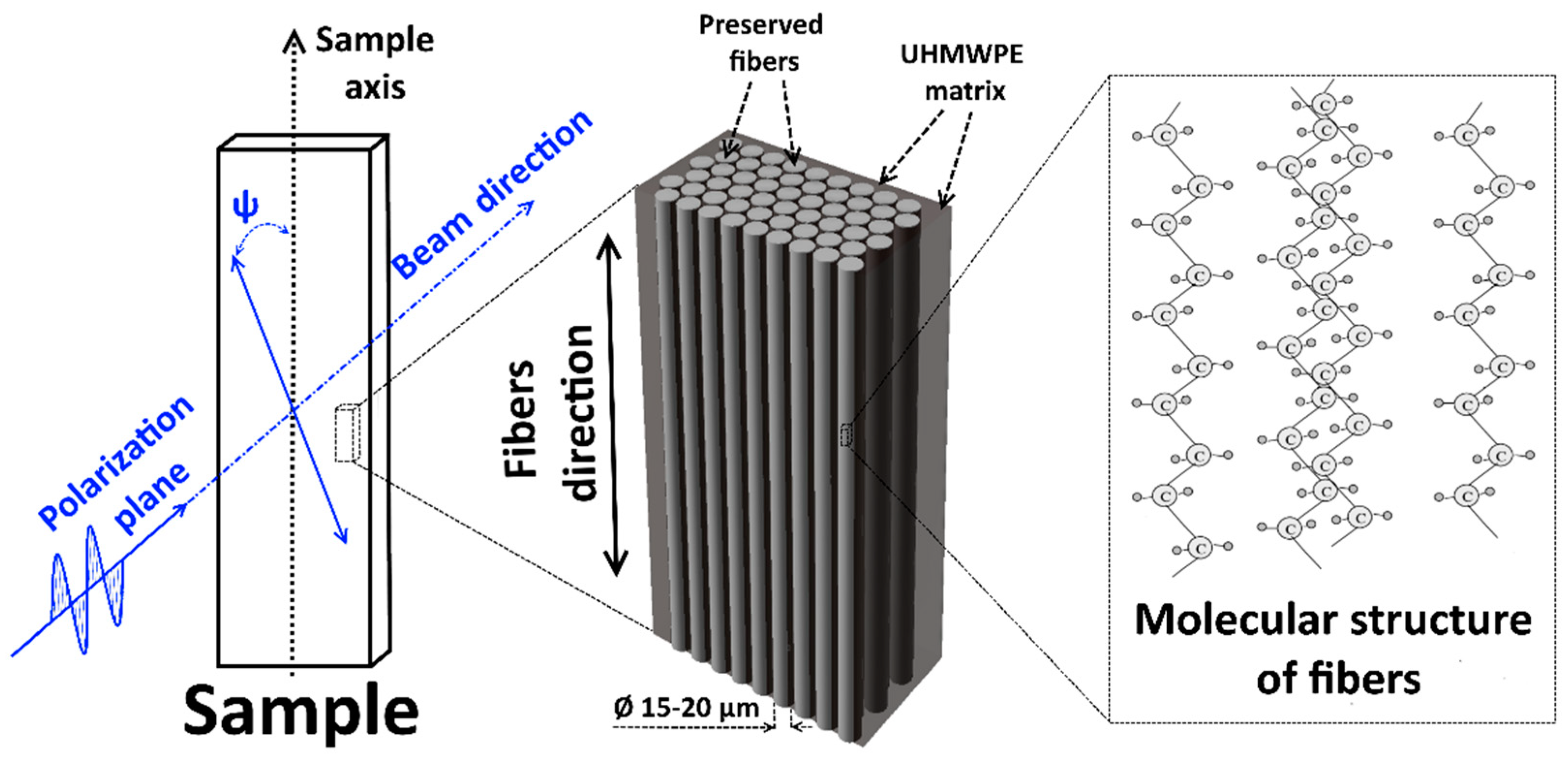
2.3. Wide-Angle X-ray Scattering (WAXS) Analysis
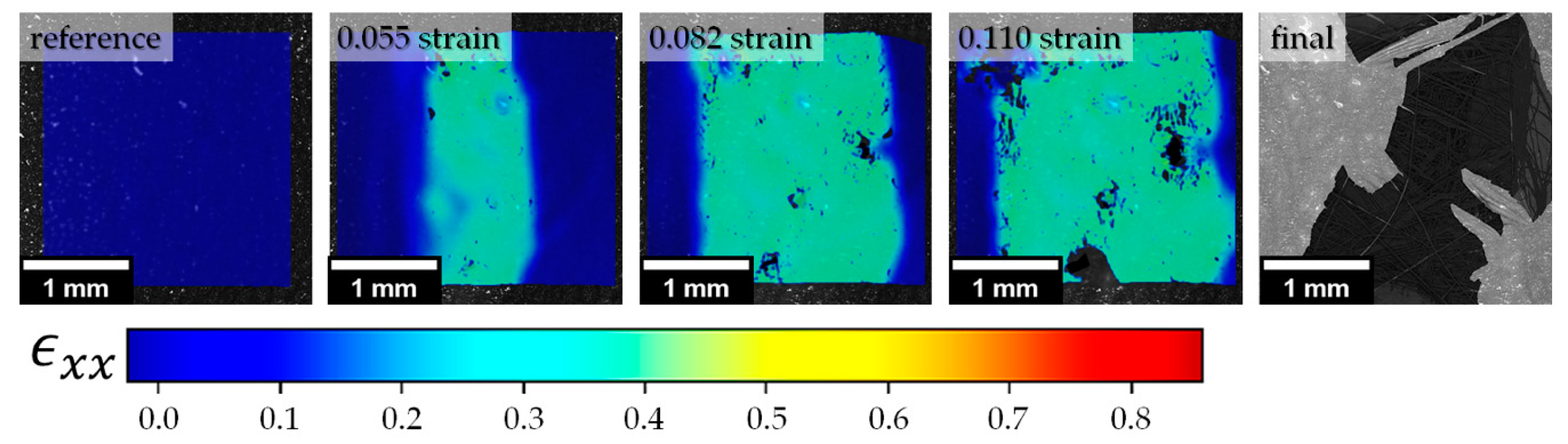
2.4. In Situ Tensile Test
2.5. Raman Spectroscopy Measurements
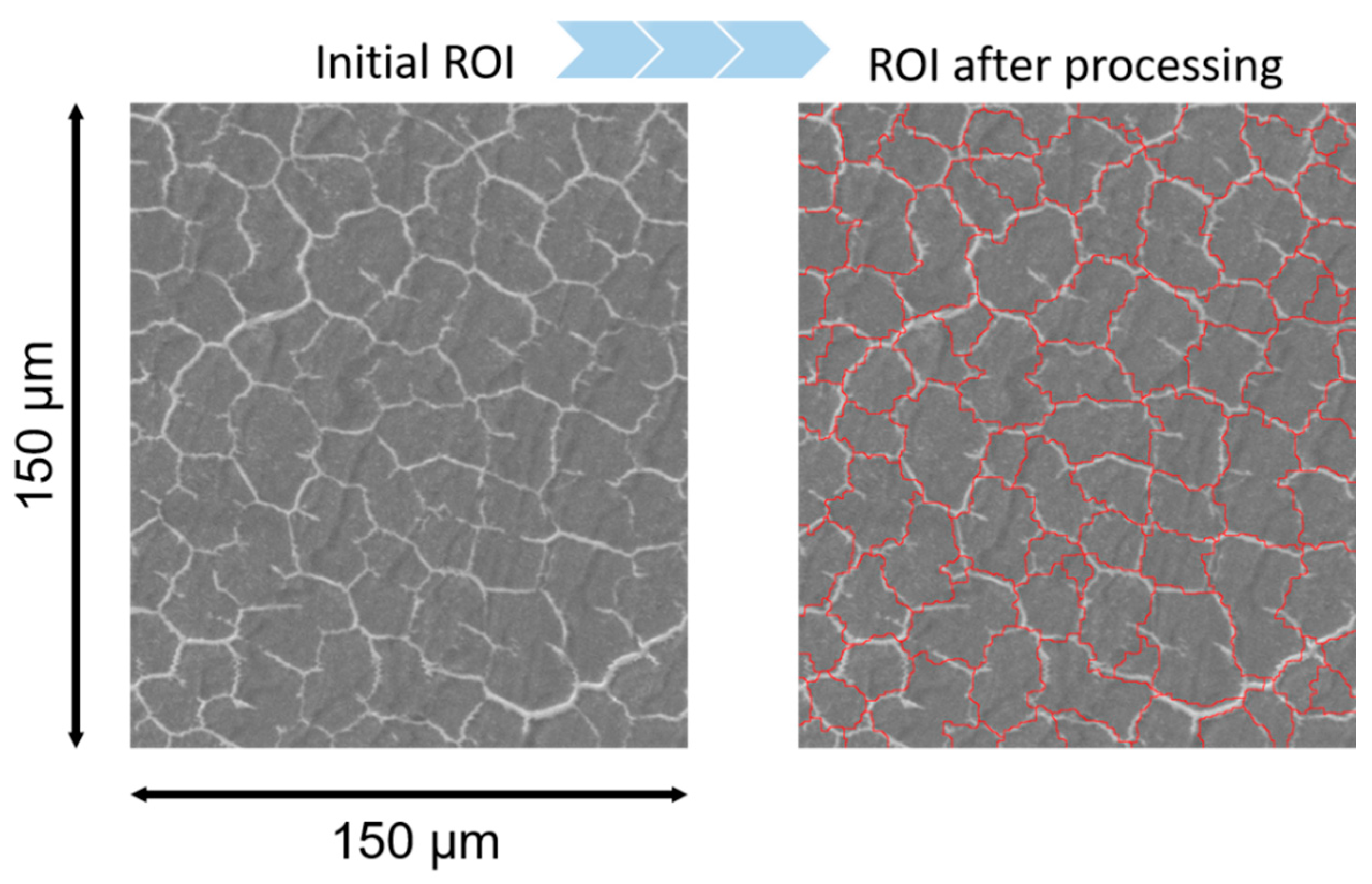
2.6. X-ray Tomography Analysis
3. Results and Discussion
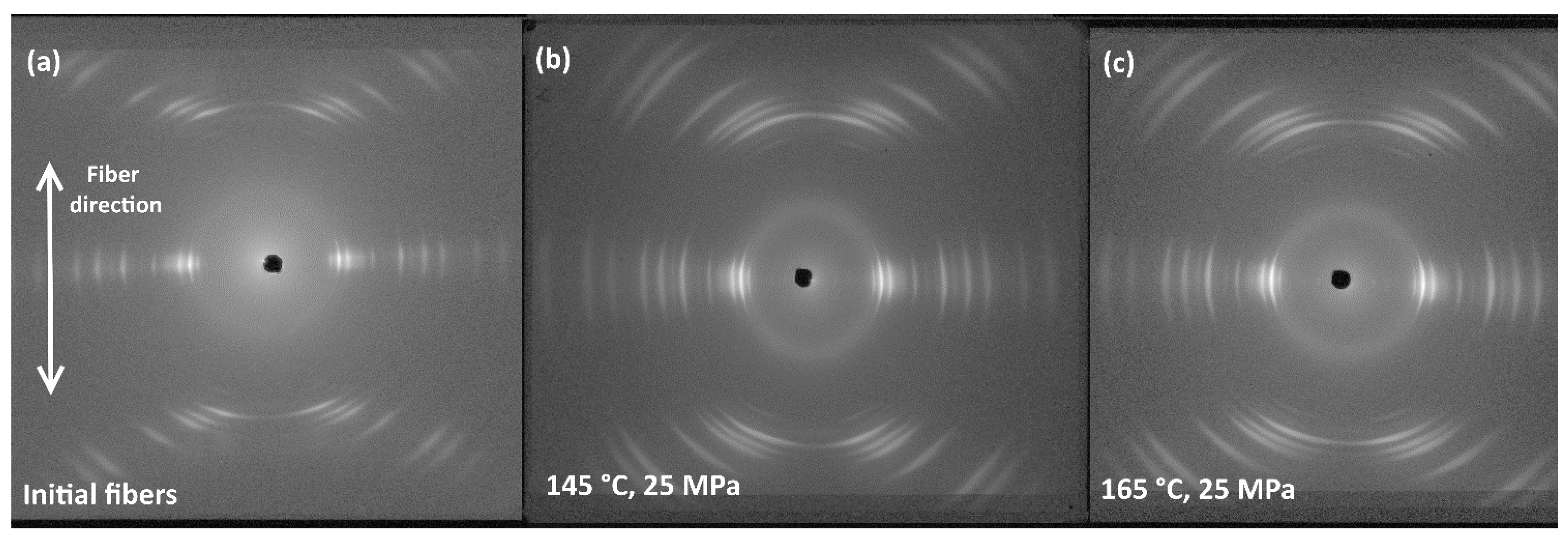
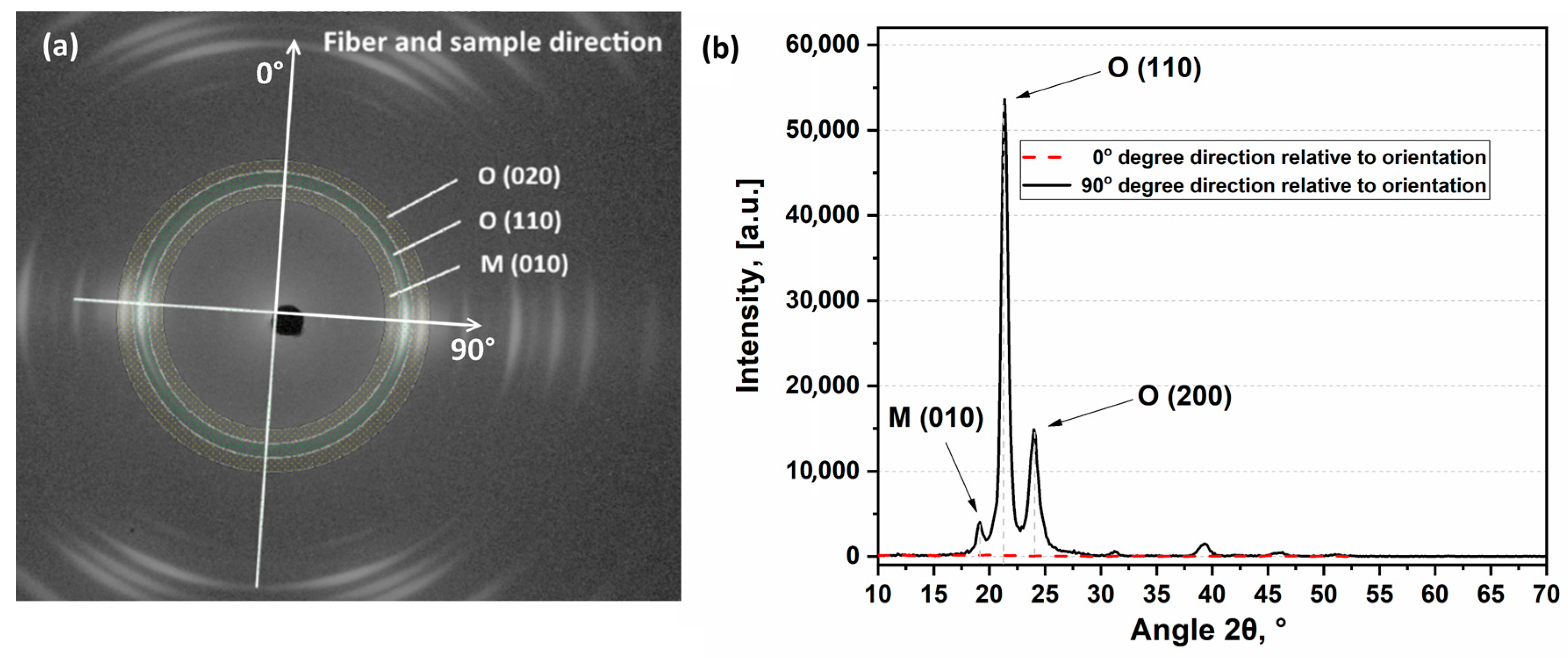
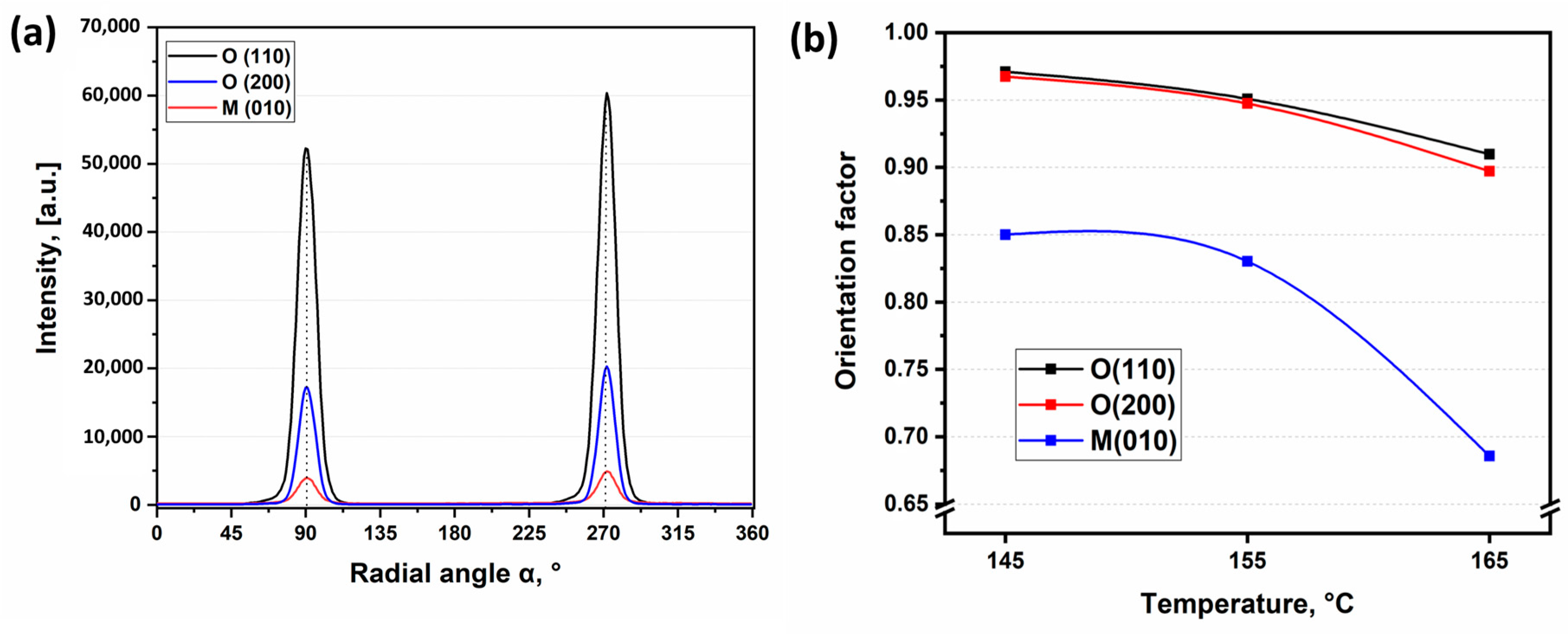
3.1. WAXS Analysis
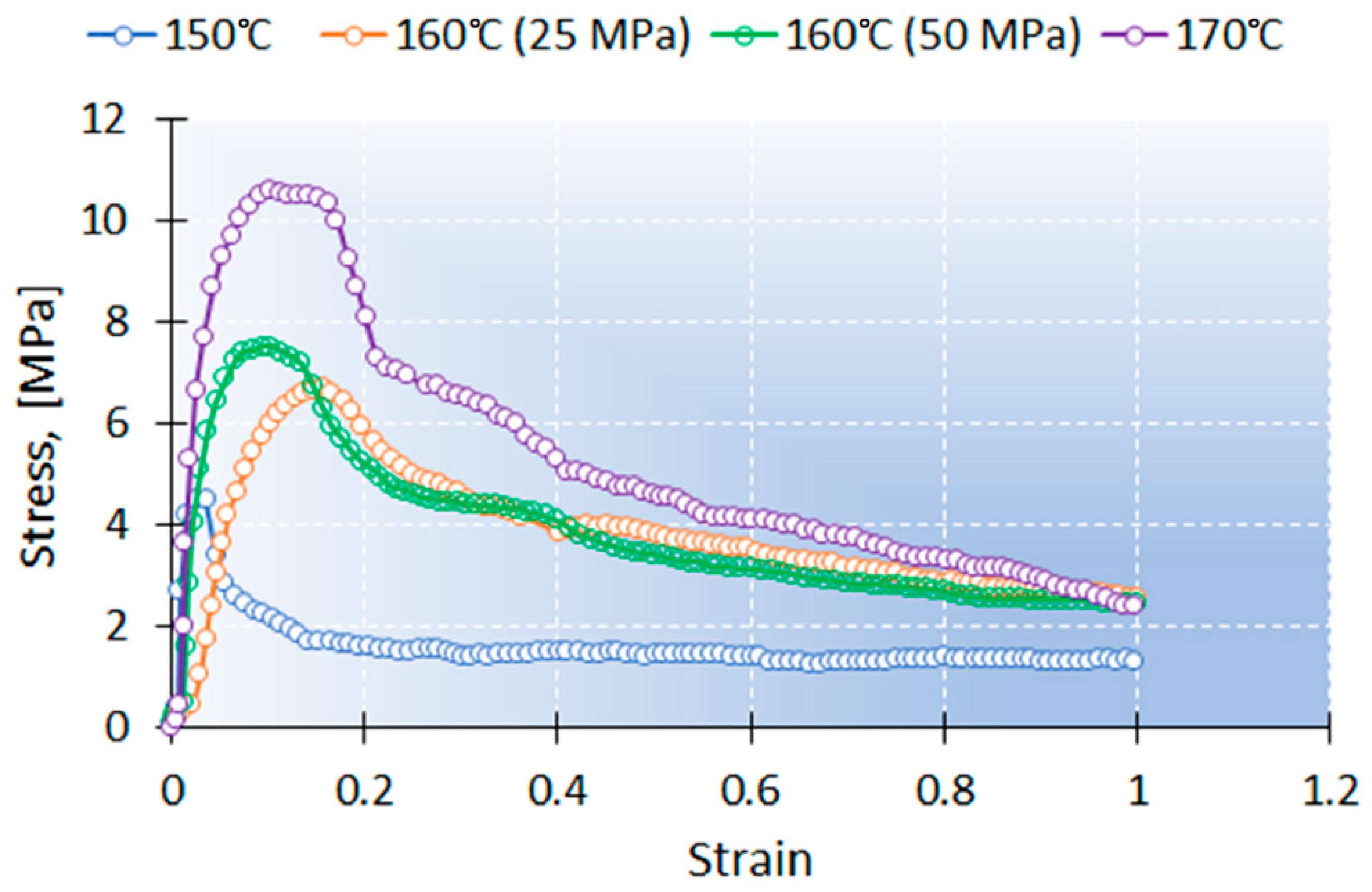
3.2. Mechanical Perfomance
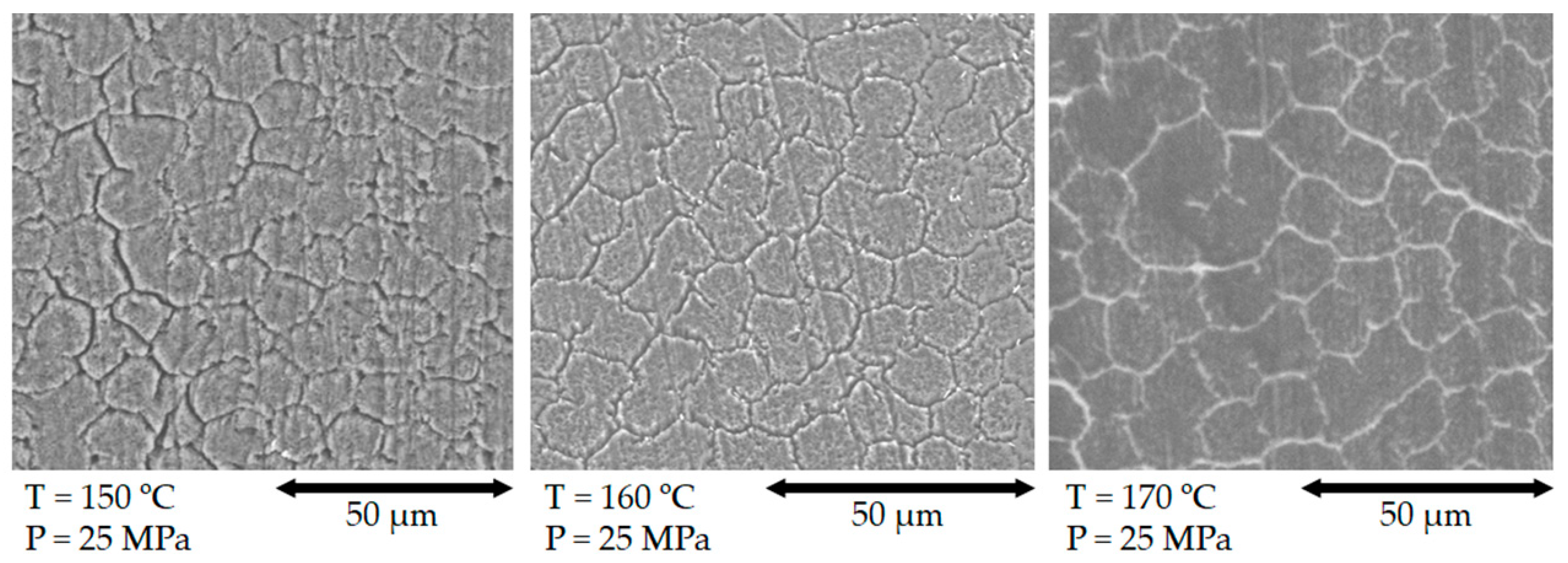
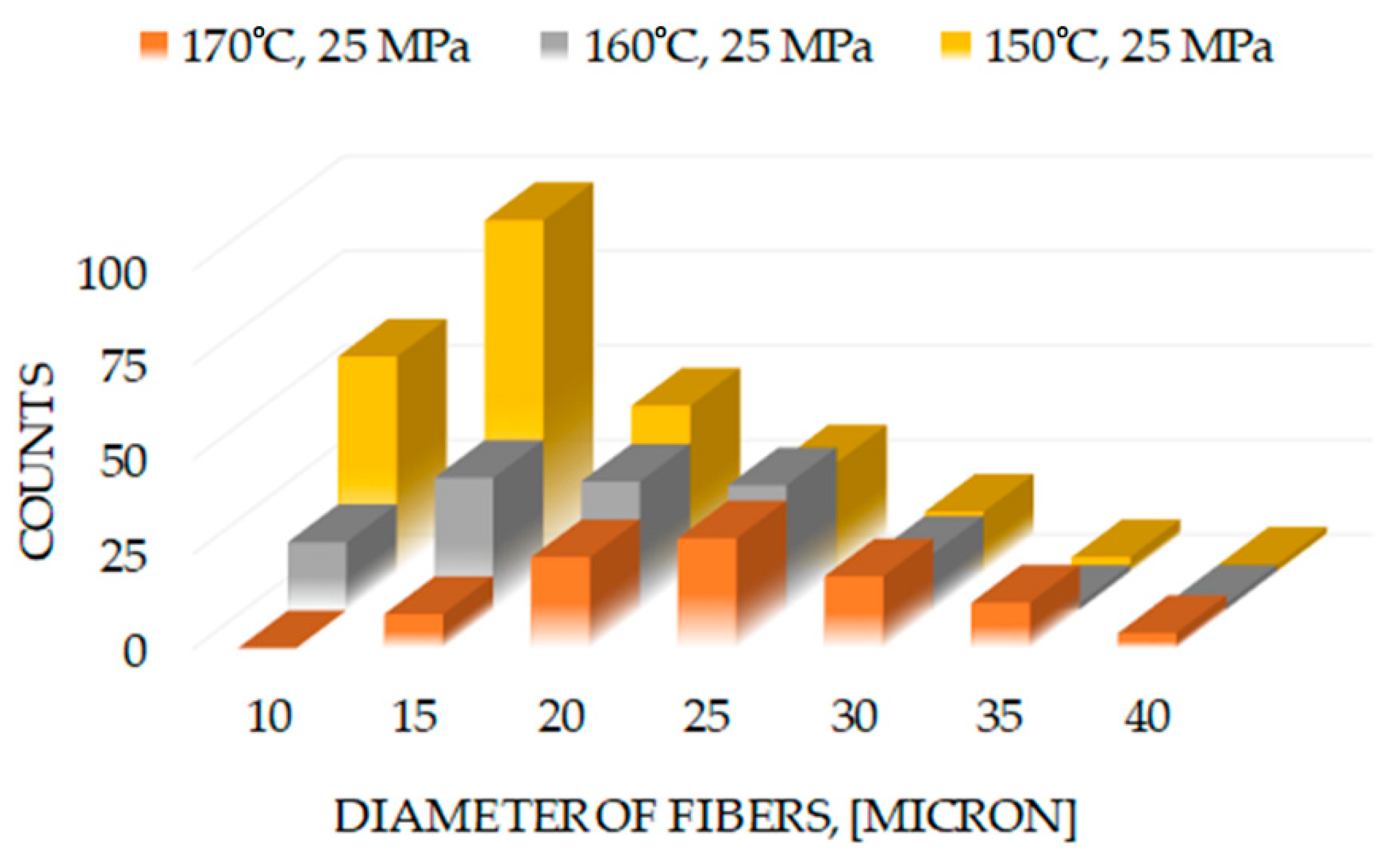
3.3. SEM Characterization
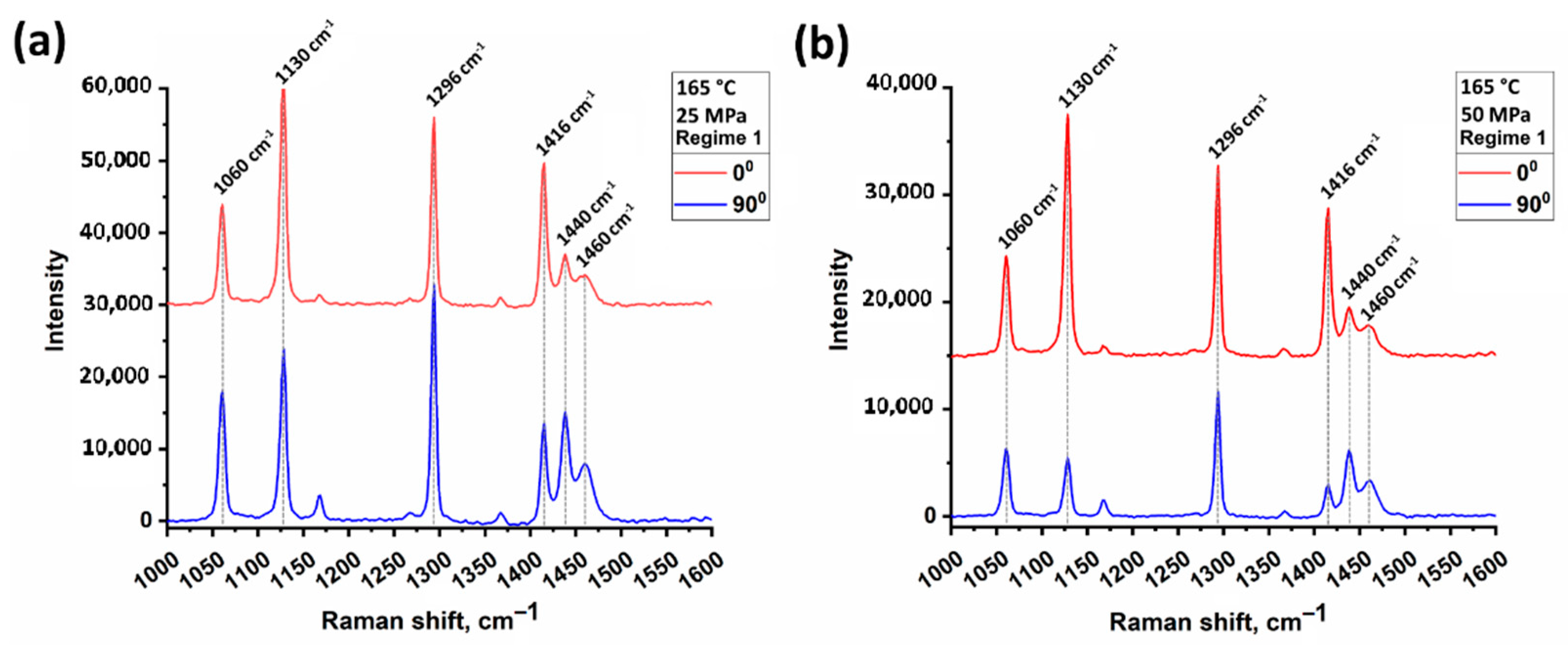
3.4. Raman Spectral Analysis
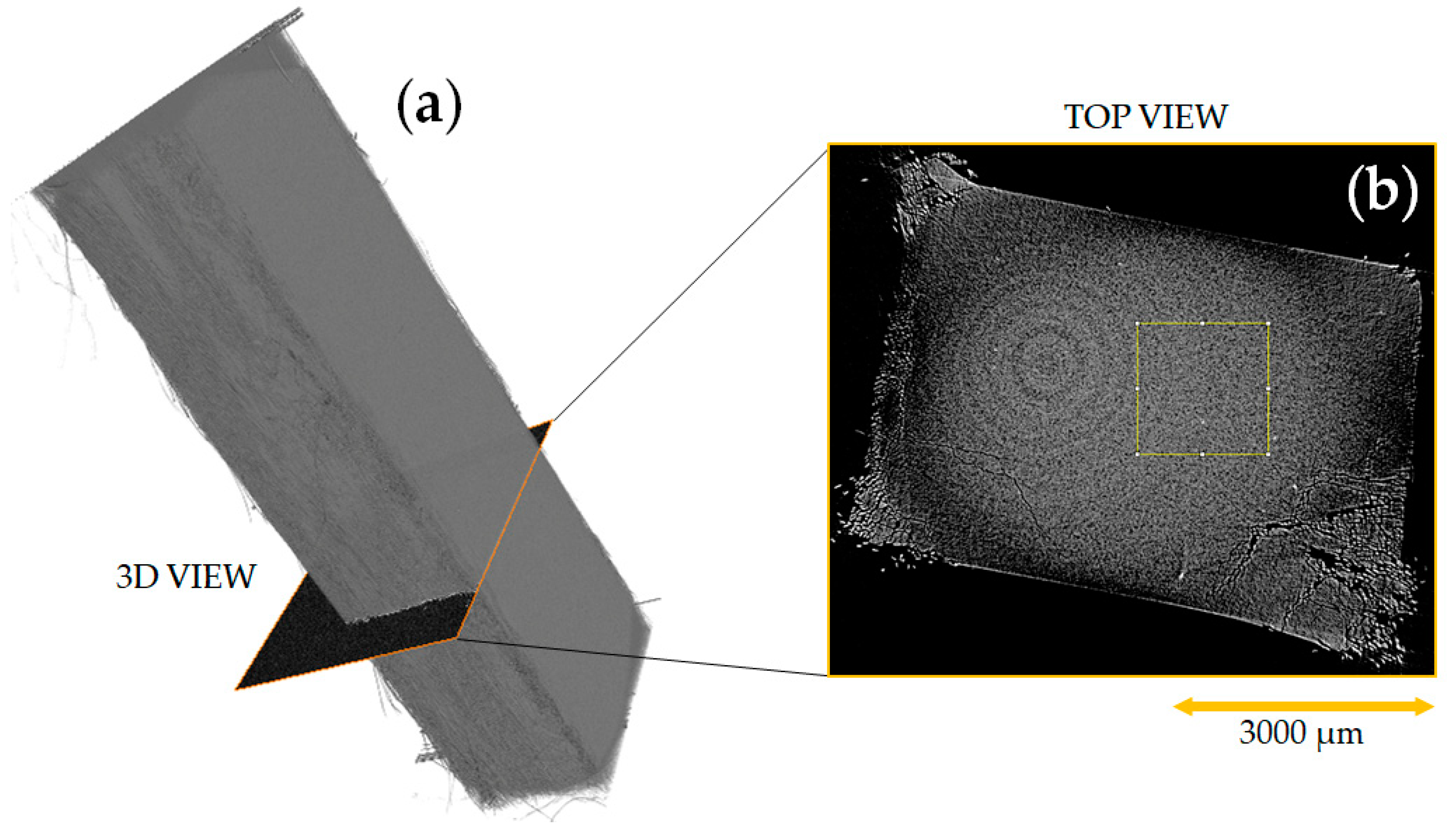
3.5. X-ray Tomography Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Capiati, N.J.; Porter, R.S. The concept of one polymer composites modelled with high density polyethylene. J. Mater. Sci. 1975, 10, 1671–1677. [Google Scholar] [CrossRef]
- Karger-Kocsis, J.; Bárány, T. Single-polymer composites (SPCs): Status and future trends. Compos. Sci. Technol. 2014, 92, 77–94. [Google Scholar] [CrossRef] [Green Version]
- Kmetty, Á.; Bárány, T.; Karger-Kocsis, J. Self-reinforced polymeric materials: A review. Prog. Polym. Sci. 2010, 35, 1288–1310. [Google Scholar] [CrossRef]
- Mukhopadhyay, S.; Adak, B. Single-Polymer Composites; CRC Press: Boca Raton, FL, USA, 2018; ISBN 978-1-351-27222-3. [Google Scholar]
- KG, P.F.G. Curv. Available online: https://www.curvonline.com/ (accessed on 15 September 2020).
- Armordon—Advanced Fabrics/Composites—Advanced Fabrics by Thrace Plastics Pack S.A. Available online: https://www.environmental-expert.com/products/armordon-advanced-fabrics-291381 (accessed on 15 September 2020).
- Friesland, M.; Reclame, S. Pure Composites. Available online: http://www.ditweaving.com/about_pure.php?page=pure_technology (accessed on 15 September 2020).
- Marais, C.; Feillard, P. Manufacturing and mechanical characterization of unidirectional polyethylene-fibre/polyethylene-matrix composites. Compos. Sci. Technol. 1992, 45, 247–255. [Google Scholar] [CrossRef]
- Zhang, W.; Hu, Z.; Zhang, Y.; Lu, C.; Deng, Y. Gel-spun fibers from magnesium hydroxide nanoparticles and UHMWPE nanocomposite: The physical and flammability properties. Compos. Part B Eng. 2013, 51, 276–281. [Google Scholar] [CrossRef]
- Izer, A.; Bárány, T.; Varga, J. Development of woven fabric reinforced all-polypropylene composites with beta nucleated homo- and copolymer matrices. Compos. Sci. Technol. 2009, 69, 2185–2192. [Google Scholar] [CrossRef]
- Cohen, Y.; Rein, D.M.; Vaykhansky, L. A novel composite based on ultra-high-molecular-weight polyethylene. Compos. Sci. Technol. 1997, 57, 1149–1154. [Google Scholar] [CrossRef]
- Zhang, G.; Jiang, L.; Shen, K.; Guan, Q. Self-reinforcement of high-density polyethylene/low-density polyethylene prepared by oscillating packing injection molding under low pressure. J. Appl. Polym. Sci. 1999, 71, 799–804. [Google Scholar] [CrossRef]
- Zhuang, X.; Yan, X. Investigation of damage mechanisms in self-reinforced polyethylene composites by acoustic emission. Compos. Sci. Technol. 2006, 66, 444–449. [Google Scholar] [CrossRef]
- Lacroix, F.V.; Werwer, M.; Schulte, K. Solution impregnation of polyethylene fibre/polyethylene matrix composites. Compos. Part A Appl. Sci. Manuf. 1998, 29, 371–376. [Google Scholar] [CrossRef]
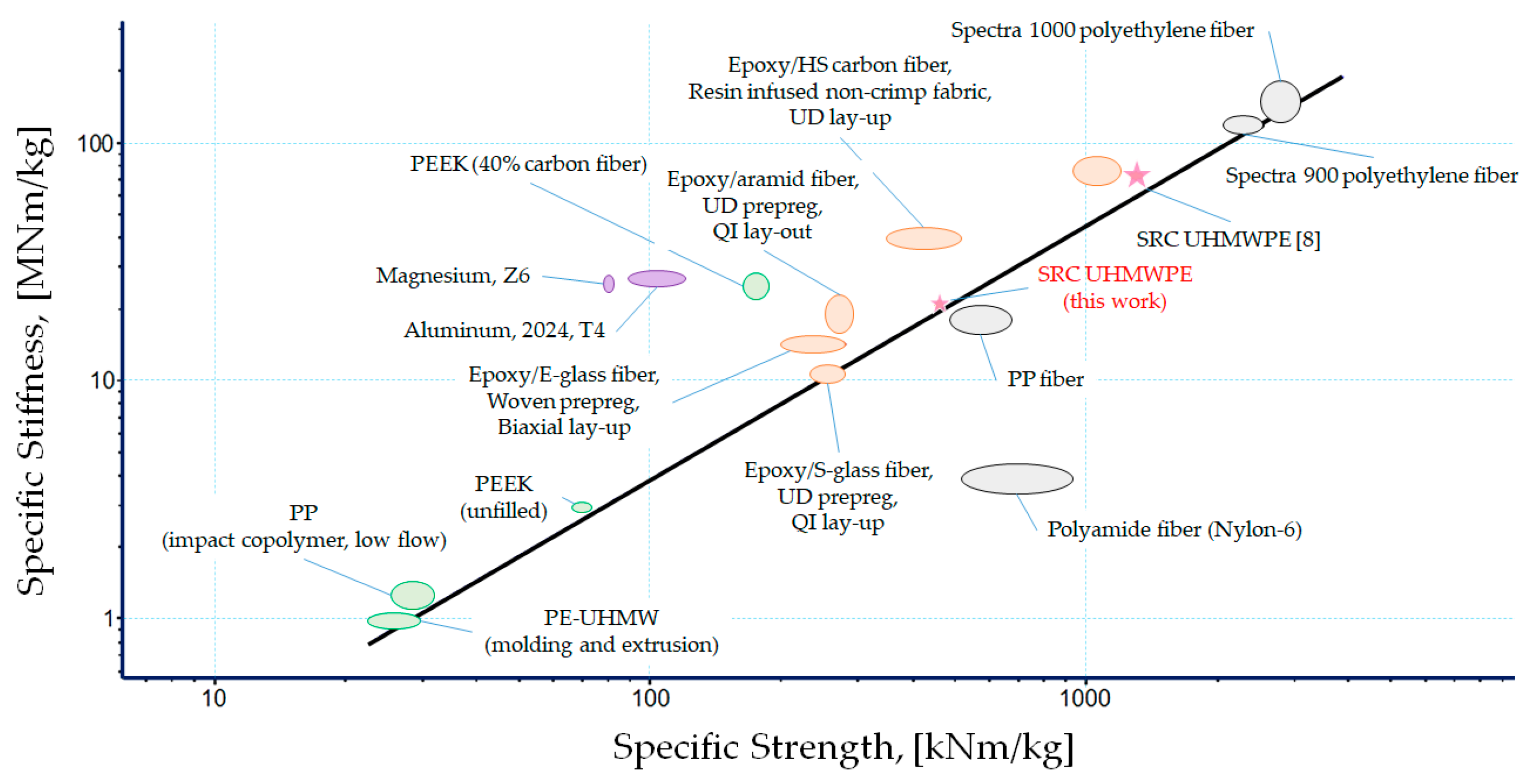
- CES EduPack Software; Granta Design Limited: Cambridge, UK, 2019; Available online: https://www.ansys.com/products/materials (accessed on 30 March 2021).
- Chukov, D.I.; Zherebtsov, D.D.; Olifirov, L.K.; Torokhov, V.G.; Maksimkin, A.V. Comparison between self-reinforced composites based on ultra-high molecular weight polyethylene fibers and isotropic UHMWPE. Mendeleev Commun. 2020, 30, 49–51. [Google Scholar] [CrossRef]
- Zhou, Y.-G.; Su, B.; Wu, H.-H. Effect of Cold-Drawn Fibers on the Self-Reinforcement of PP/LDPE Composites. J. Mate. Eng. Perform 2017, 26, 4072–4082. [Google Scholar] [CrossRef]
- Ward, I.M.; Hine, P.J. Novel composites by hot compaction of fibers. Polym. Eng. Sci. 1997, 37, 1809–1814. [Google Scholar] [CrossRef]
- Hine, P.J.; Ward, I.M.; Maaty, M.I.A.E.; Olley, R.H.; Bassett, D.C. The hot compaction of 2-dimensional woven melt spun high modulus polyethylene fibres. J. Mater. Sci. 2000, 35, 5091–5099. [Google Scholar] [CrossRef]
- Zherebtsov, D.; Chukov, D.; Statnik, E.; Torokhov, V. Hybrid Self-Reinforced Composite Materials Based on Ultra-High Molecular Weight Polyethylene. Materials 2020, 13, 1739. [Google Scholar] [CrossRef] [Green Version]
- Zherebtsov, D.; Chukov, D.; Torokhov, V.; Statnik, E. Manufacturing of Single-Polymer Composite Materials Based on Ultra-High Molecular Weight Polyethylene Fibers by Hot Compaction. J. Mater. Eng. Perform. 2020, 29, 1522–1527. [Google Scholar] [CrossRef]
- Olley, R.H.; Bassett, D.C.; Hine, P.J.; Ward, I.M. Morphology of compacted polyethylene fibres. J. Mater. Sci. 1993, 28, 1107–1112. [Google Scholar] [CrossRef]
- Hadar, L.; Rein, D.; Khalfin, R.; Terry, A.; Heunen, G.; Cohen, Y. Compacted UHMWPE fiber composites: Morphology and X-ray Microdiffraction Experiments. J. Polym. Sci. Part B Polym. Phys. 2007, 45, 1535–1541. [Google Scholar] [CrossRef]
- Blaber, J.; Adair, B.; Antoniou, A. Ncorr: Open-Source 2D Digital Image Correlation Matlab Software. Soc. Exp. Mech. 2015. [Google Scholar] [CrossRef]
- Statnik, E.S.; Uzun, F.; Salimon, A.I.; Korsunsky, A.M. New Approach for Fast Residual Strain Estimation Through Rational 2D Diffraction Pattern Processing. In Proceedings of the Analysis of Images, Social Networks and Texts, Kazan, Russia, 17–19 July 2019; pp. 282–288. [Google Scholar]
- Rein, D.M.; Vaykhansky, L.; Khalfin, R.L.; Cohen, Y. Controlling the properties of single-polymer composites by surface melting of the reinforcing fibers. Polym. Adv. Technol. 2002, 13, 1046–1054. [Google Scholar] [CrossRef]
- Zhu, B.; Liu, J.; Wang, T.; Han, M.; Valloppilly, S.; Xu, S.; Wang, X. Novel Polyethylene Fibers of Very High Thermal Conductivity Enabled by Amorphous Restructuring. ACS Omega 2017, 2, 3931–3944. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ponçot, M.; Martin, J.; Hiver, J.M.; Verchère, D.; Dahoun, A. Study of the Dimensional Instabilities of Laminated Polypropylene Films during Heating Treatments. J. Appl. Polym. Sci. 2012, 125, 3385–3395. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Regime 1 | ||||||
|---|---|---|---|---|---|---|
| T, °C | 25 MPa | 50 MPa | ||||
| O (110) | O (200) | M (010) | O (110) | O (200) | M (010) | |
| 145 °C | 0.971 | 0.968 | 0.869 | 0.97512 | 0.97242 | 0.877 |
| 155 °C | 0.960 | 0.957 | 0.859 | 0.96178 | 0.95786 | 0.863 |
| 165 °C | 0.960 | 0.954 | 0.856 | 0.96097 | 0.95671 | 0.859 |
| Regime 2 | ||||||
| T, °C | 25 MPa | 50 MPa | ||||
| O (110) | O (200) | M (010) | O (110) | O (200) | M (010) | |
| 145 °C | 0.971 | 0.967 | 0.850 | 0.971 | 0.969 | 0.852 |
| 155 °C | 0.950 | 0.947 | 0.830 | 0.958 | 0.952 | 0.837 |
| 165 °C | 0.909 | 0.897 | 0.685 | 0.952 | 0.950 | 0.778 |
| Conditions | UTSlong, MPa | UTStrans, MPa | ||
|---|---|---|---|---|
| T, °C | Pressure | Regime | ||
| 145 °C | 25 MPa | 1 | 67.8 | 4.1 |
| 155 °C | 25 MPa | 1 | 174.3 | 7.7 |
| 155 °C | 25 MPa | 2 | 164.7 | 8.3 |
| 165 °C | 25 MPa | 1 | 142.3 | 16.5 |
| 155 °C | 50 MPa | 1 | 129.5 | 4.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zherebtsov, D.; Chukov, D.; Royaud, I.; Ponçot, M.; Larin, I.; Statnik, E.S.; Drozdova, T.; Kirichenko, A.; Salimon, A.; Sherif, G.; et al. On the Structural Peculiarities of Self-Reinforced Composite Materials Based on UHMWPE Fibers. Polymers 2021, 13, 1408. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13091408
Zherebtsov D, Chukov D, Royaud I, Ponçot M, Larin I, Statnik ES, Drozdova T, Kirichenko A, Salimon A, Sherif G, et al. On the Structural Peculiarities of Self-Reinforced Composite Materials Based on UHMWPE Fibers. Polymers. 2021; 13(9):1408. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13091408
Chicago/Turabian StyleZherebtsov, Dmitry, Dilyus Chukov, Isabelle Royaud, Marc Ponçot, Ilya Larin, Eugene S. Statnik, Taisia Drozdova, Alexey Kirichenko, Alexey Salimon, Galal Sherif, and et al. 2021. "On the Structural Peculiarities of Self-Reinforced Composite Materials Based on UHMWPE Fibers" Polymers 13, no. 9: 1408. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13091408