3.2. Properties of Adhesive
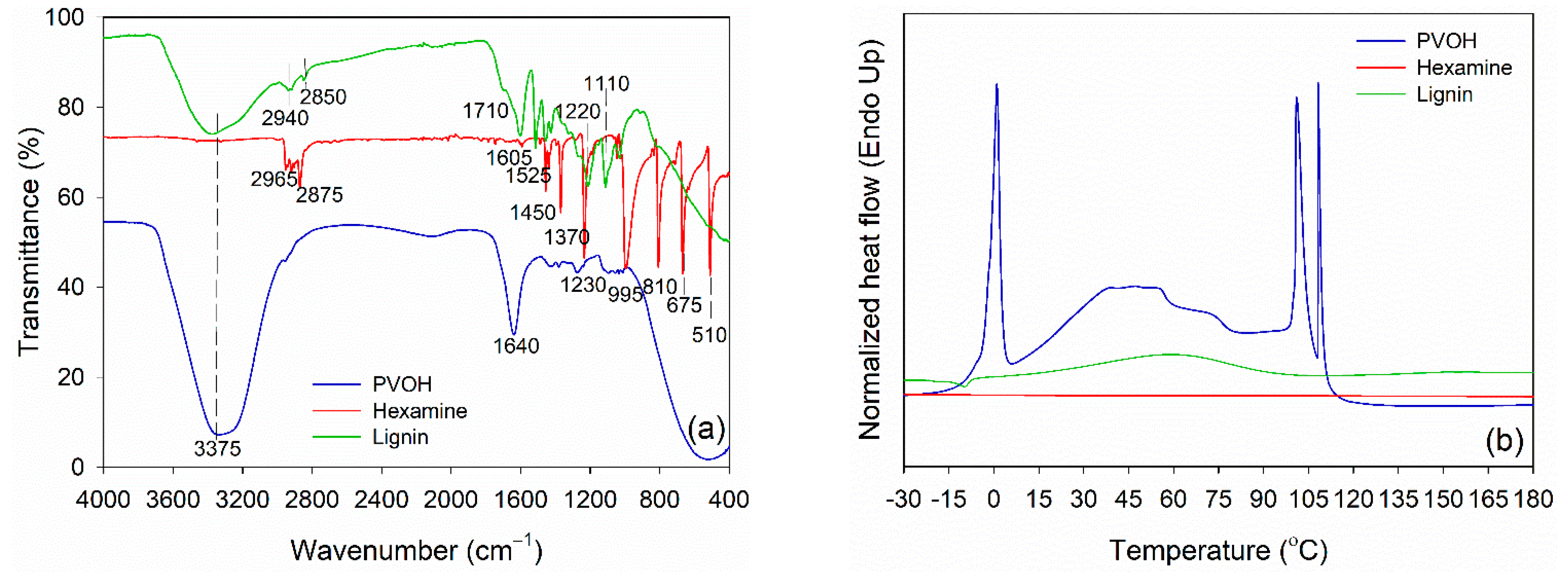
Prior to blending, functional groups of PVOH, lignin, and hexamine were analyzed using FTIR spectroscopy, and the result is displayed in
Figure 2a. PVOH and lignin had a typical hydroxy group (−OH) at 3375 cm
−1. Intermolecular hydrogen bonds of PVOH were observed at 1640 cm
−1. The −OH group is an important functional group for linking with the −NH
2 group of hexamine at wavenumber 3400 cm
−1 and 1450 cm
−1. Various vibrations of methylene (−CH
2−) of hexamine were detected at wavenumber 2965 cm
−1, 2875 cm
−1, 1450 cm
−1, 1370 cm
−1, 1230 cm
−1, 995 cm
−1, 810 cm
−1, 675 cm
−1, and 510 cm
−1. The methylene and methoxyl groups of lignin were observed at wavenumber 2940 cm
−1 and 2850 cm
−1, respectively. Furthermore, the C=O stretching of lignin was detected in the unconjugated ketone and aldehyde group at wavenumbers 1710 cm
−1. The aromatic C=C stretching of the aromatic ring of lignin has a wavenumber of 1605 cm
−1, and C=C of aromatic skeletal vibrations of the phenyl-propane (C
9) skeleton has a wavenumber of 1525 cm
−1 [
58,
59]. The C–O–C of the guaiacyl ring and C–O–C of the aromatic acetyl groups were defined in the wavenumber 1220 cm
−1. The wavenumber 1110 cm
−1 indicated the existence of the aromatic C-H deformation of syringol [
59,
60].
DSC was used to evaluate the thermal properties of PVOH, lignin, and hexamine (
Figure 2b). The endothermic peak temperature of PVOH was observed at around 0.0 °C, which was attributed to the melting temperature (T
m) of water in PVOH. This result is in accordance with the published work that showed the T
m of PVOH was in the range of 0.0 to 1.0 °C [
61]. The endothermic peak of lignin at a temperature around 60 °C was observed due to the evaporation of moisture in the lignin. This peak is usually found at temperatures below 100 °C, specifically at 56–65 °C for lignin [
49]. Furthermore, the glass transition temperature (T
g) occurs whenever the lignin structure changes, potentially reducing lignin’s rigidity. Because of its complex structure, the T
g value of lignin is sometimes challenging to detect. However, the range of variations in the curve can occasionally be seen [
62]. The T
g value was detected at a temperature around 151 °C, which was generally between 100–180 °C [
59,
60]. Because of the wide range of T
g, there are variances in the flexibility and stiffness of lignin at high temperatures, which will influence its use as a wood adhesive. Meanwhile, no endothermic peak was detected in hexamine at a range of −30 °C to 180 °C, showing no reaction occurred in a neat solution of hexamine under an N
2 atmosphere.
The main properties of PVOH–lignin–hexamine-based adhesives at different lignin contents are summarized in
Table 4. In general, the solids content and viscosity of PVOH–lignin–hexamine-based adhesives decreased with higher lignin content. This indicated that the incorporation of lignin lowered the solids content due to the presence of acetone in the lignin solution. As a result, the viscosity decreased following the solids content of the adhesive. In this study, the base of adhesive, PVOH 15%
w/
v, had an average dynamic viscosity of around 2000 mPa·s. After the addition of lignin, the average viscosity decreased to 1894.6 mPa·s for 10% lignin content and further lowered to 968.5 mPa·s with 20% lignin addition. By contrast, the control adhesive, PU resins, had high solids content and viscosity of 96.52% and 2056.5 mPa·s, respectively. The result showed that the gelation time of PVOH–lignin–hexamine-based adhesives at different lignin contents could not be detected by the gel time meter, meaning that the gelation process of the adhesive over the limit of the instrument, which was 999 min or around 17 h. By contrast, PU resin adhesive showed a gel time value of 187.5 min or around 3 h.
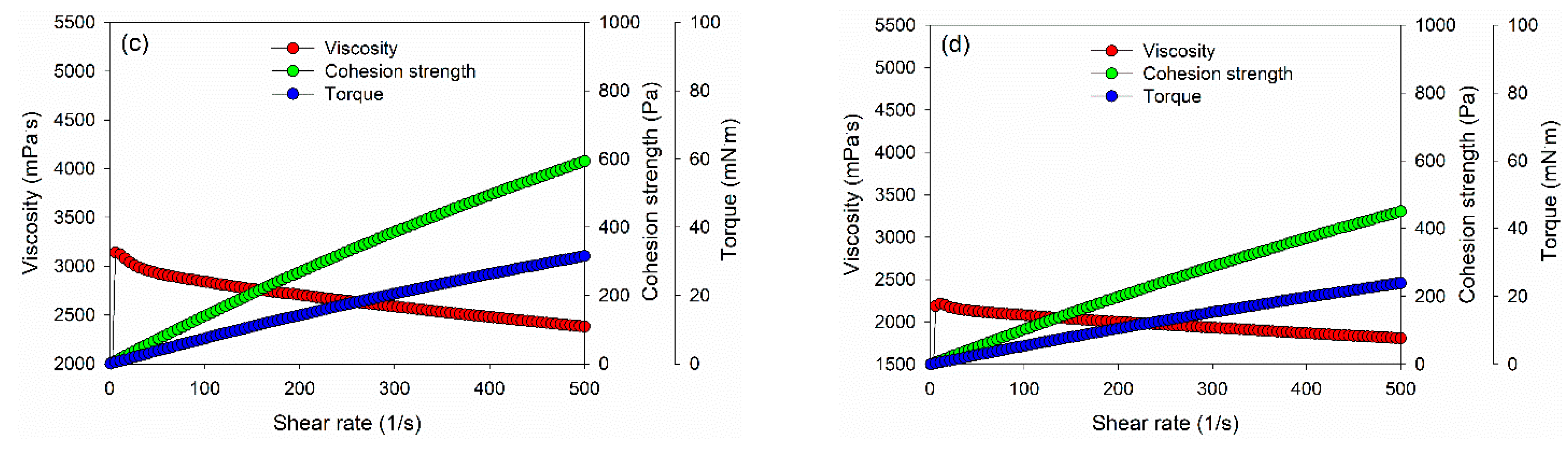
Rheological properties of PVOH–lignin–hexamine-based adhesives at different lignin contents were investigated using a rotational rheometer (
Figure 3). The shear stress value increased as a function of the shear rate. The 10% addition of lignin in the adhesive gave a higher shear stress than those of 15% and 20% of lignin content (
Figure 3a). As a result, PVOH–hexamine with 10% lignin content had an initial dynamic viscosity of around 2250 mPa·s at a shear rate of 1/s, then the value increased to 4800 mPa·s at a shear rate of 10/s, and finally, the value decreased to around 3300 mPa·s at a shear rate of 500/s (
Figure 3b). The cohesion strength of PVOH–hexamine with10% lignin content increased from 16 Pa at a shear rate of 1/s to 831 Pa at a shear rate of 500/s. A similar trend was also observed for the torque value of the adhesive.
However, the dynamic viscosity, cohesion strength, and torque values of PVOH–lignin–hexamine-based adhesives decreased with the addition of 15% and 20% lignin (
Figure 3c,d). The result showed that the initial dynamic viscosity of adhesive at 15% and 20% addition of lignin was around 1340 mPa·s and 625 mPa·s at a shear rate of 1/s, respectively, then the value increased to 3100 mPa·s and 2200 mPa·s at a shear rate of 10/s, and finally the dynamic viscosity decreased to 2400 mPa·s and 1800 mPa·s at a shear rate of 500/s. Furthermore, the cohesion strength also decreased compared to the 10% lignin content by 40–50% with the addition of 15% and 20% of lignin, to around 593 Pa and 450 Pa, respectively. A similar trend was also observed for the torque value of the adhesive. The results implied that increasing the lignin content reduced the cohesion strength of the PVOH–lignin–hexamine-based adhesives. This result was supported by solids content and average viscosity of adhesive, which lowered with higher addition of lignin (
Table 4).
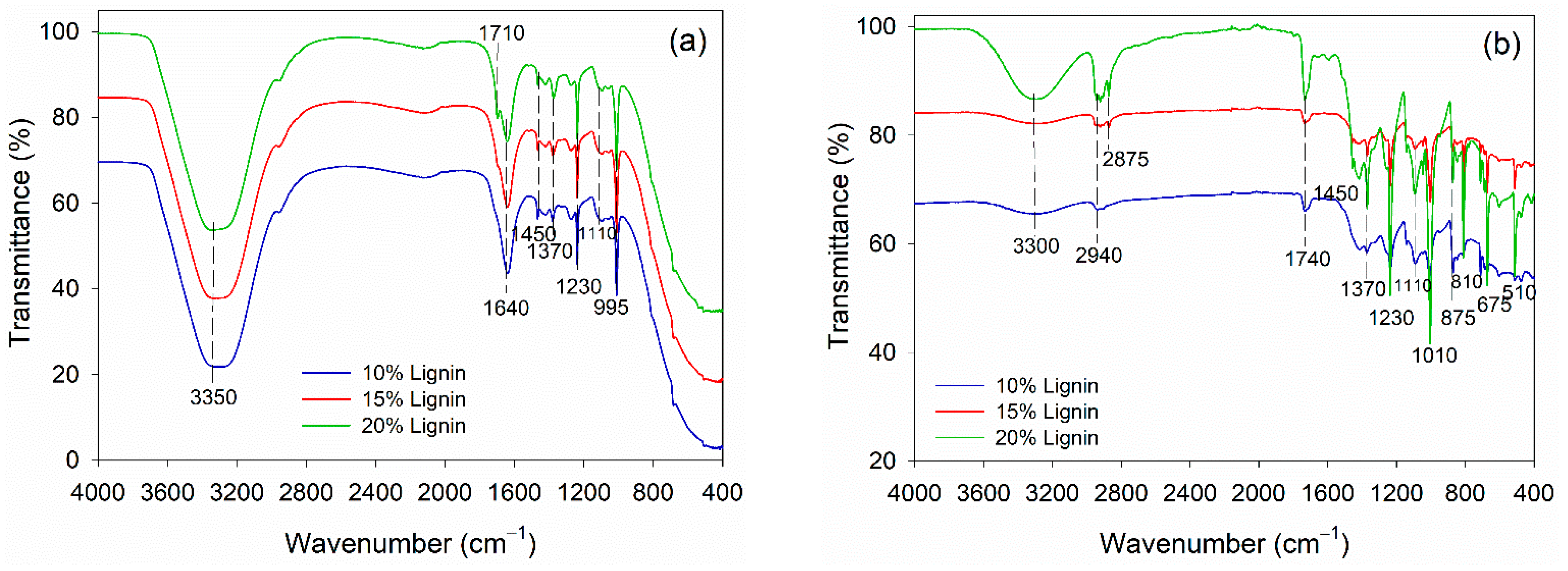
The alteration in functional groups of PVOH–lignin–hexamine-based adhesives at different lignin contents before and after curing was observed using FTIR spectroscopy (
Figure 4). The adhesives were based on PVOH; therefore, the liquid adhesive had a typical peak of free −OH group at 3350 cm
−1 and intermolecular hydrogen bonds at 1640 cm
−1 (
Figure 4a). The addition of lignin did not alter the functional groups remarkably. The typical C=O stretching of lignin and aromatic C-H deformation of syringol was detected at wavenumbers 1710 cm
−1 and 1100 cm
−1, respectively [
59,
60]. The rest of the functional groups in liquid adhesive belonged to the methylene vibrations of hexamine at 1450 cm
−1, 1370 cm
−1, 1230 cm
−1, and 995 cm
−1. The functional groups of PVOH–lignin–hexamine-based adhesives altered remarkably after curing the adhesive in an oven at 105 ± 3 °C for 3 h (
Figure 4b). The wavenumber at 3300 showed a peak secondary amine resulting from the reaction of PVOH–lignin with hexamine. Hexamine is known for its capability of covalent bonding with the −OH of lignin [
30]. In the PVOH–lignin blends, the amount of the −OH group was much greater compared to the lignin alone. Therefore, the blends could enhance the cohesion and adhesion strength of the adhesive. After curing, the vibration of methylene linkages from hexamine was detected at wavenumber 2940 cm
−1 and 2875 cm
−1. The wavenumber 1740 cm
−1 was observed as the C=O group of aldehyde resulting from the decomposition of hexamine at high temperatures. Various vibrations of methylene of hexamine were detected at wavenumber, 1450 cm
−1, 1370 cm
−1, 1230 cm
−1, 810 cm
−1, 675 cm
−1, and 510 cm
−1.
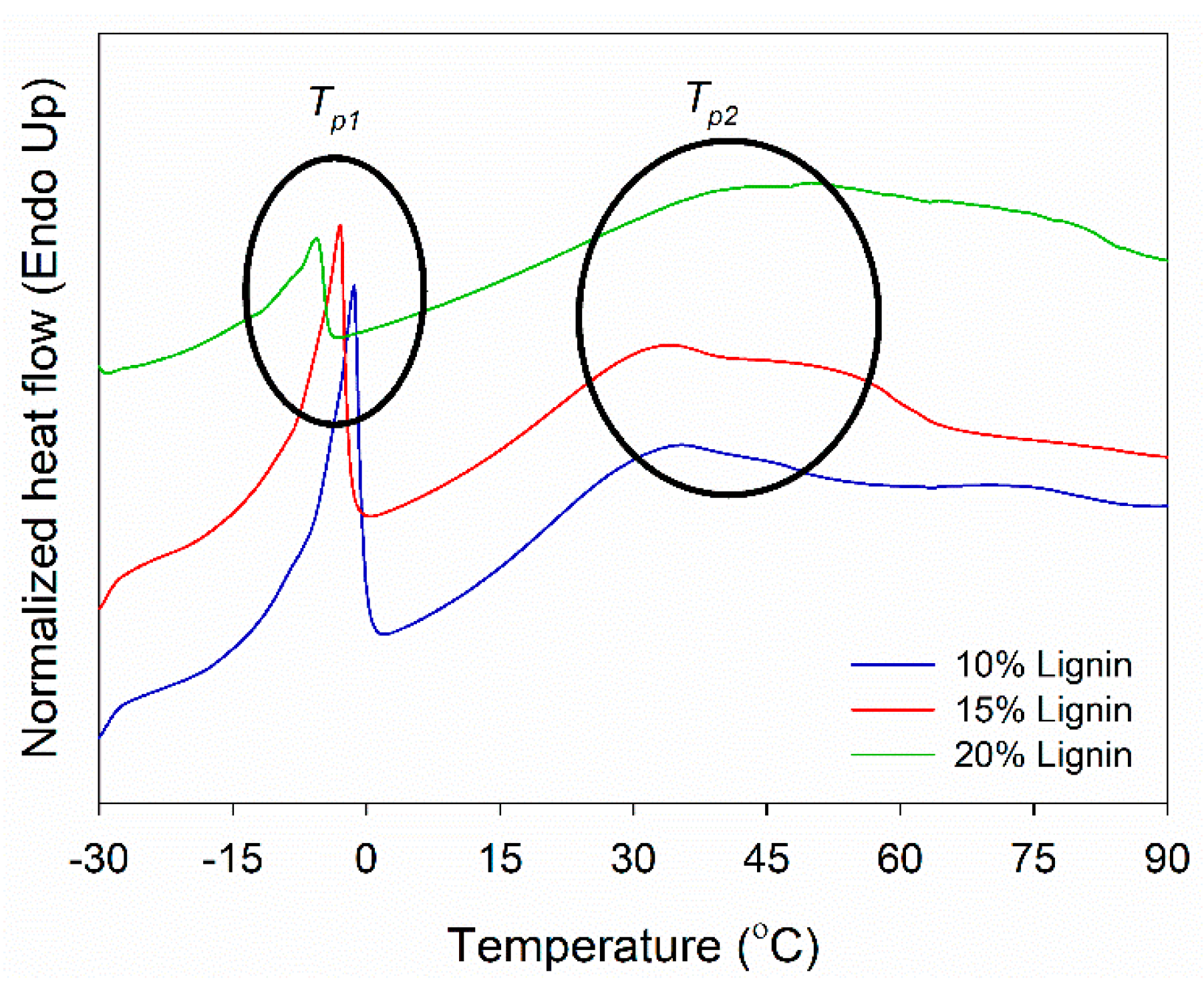
DSC analysis of PVOH–lignin–hexamine-based adhesives at different lignin contents was performed to investigate its thermal curing behavior (
Figure 5). DSC measures the heat flow to or from the sample as a function of temperature or time. The T
p1 showed the melting temperature of water in the adhesive system in the range of −5 to −1 °C. Above this temperature, the adhesive is in the liquid phase. The T
p1 value decreased with increasing the lignin content. This implied that the addition of lignin lowered the solids content of the adhesive, thus increasing the amount of water and eventually decreasing the T
p1 value. As supported by the results of FTIR, lignin contained a great amount of hydroxy (−OH) groups at a wavenumber of 3350–3375 cm
−1, which could increase the amount of water and eventually decrease the T
p1 value (
Figure 2a and
Figure 4a,b). The T
p2 revealed a hardening temperature that the adhesive changed the phase from liquid to gel and finally became solid at 34–48 °C. The T
p2 value increased by adding a higher amount of lignin into the adhesive. This indicated that the addition of lignin increased the solid’s content of the adhesive, increased the amount of water, resulted in a higher T
g value, and eventually increased the T
p2 value.
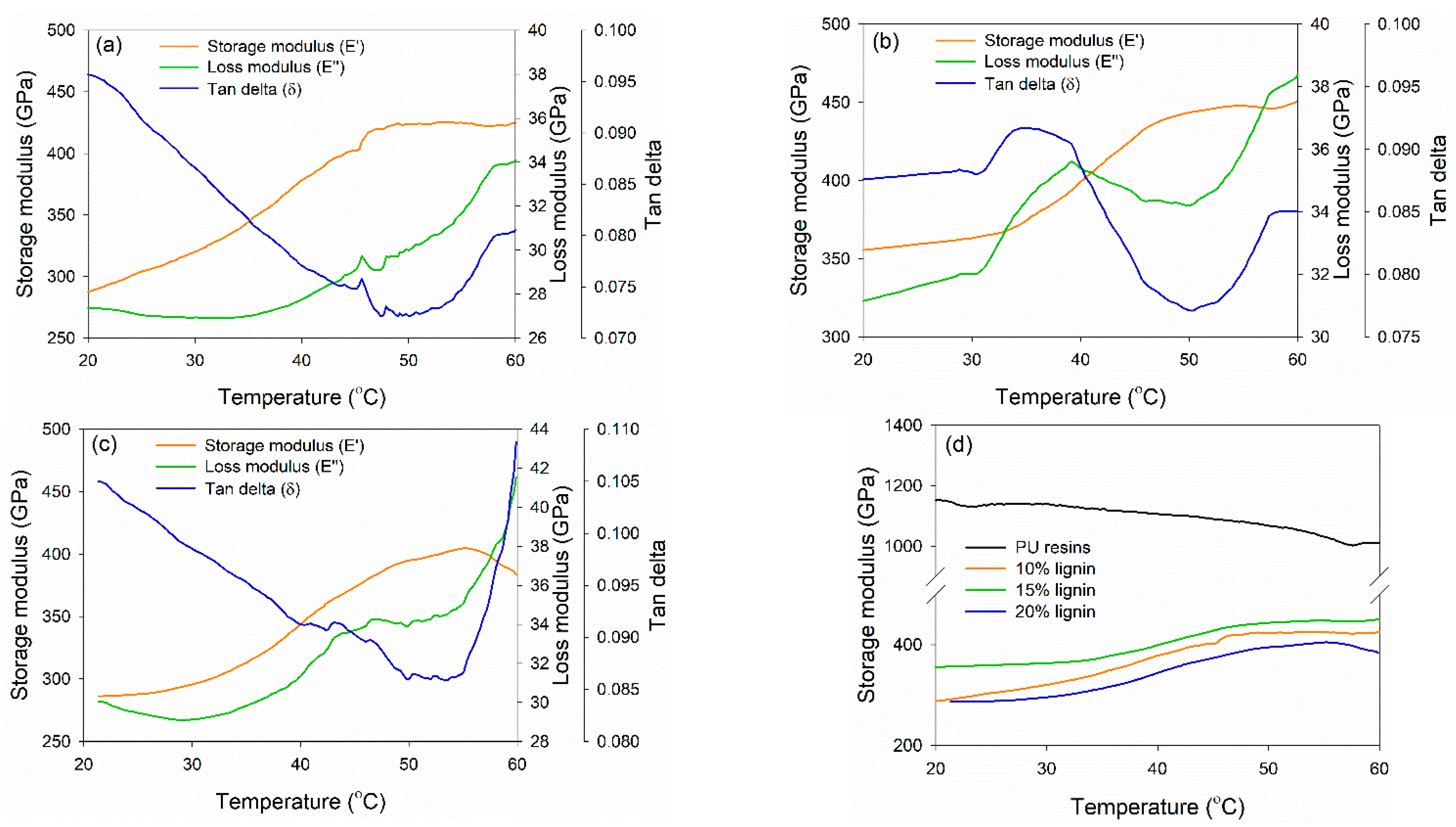
DMA was conducted to investigate the thermo-mechanical properties of PVOH–lignin–hexamine-based adhesives at different lignin contents (
Figure 6). DMA measures the mechanical response of viscoelastic materials exposed to the oscillation at various temperatures. The storage modulus (E′), loss modulus (E″), and tan delta (the ratio of E″ to E′) of each adhesive were compared. E′ is a measure of the stored energy of the material and depends on the polymer type, temperature, and frequency of oscillation, whereas E″ measures the dissipated energy of a specimen due to the molecular friction occurring in the viscous flow [
63]. The PVOH–hexamine with10% lignin had a minimum E′ and maximum E′ of 280 GPa at 20 °C and 425 GPa at 48 °C (
Figure 6a). The E′ initially decreased to a minimum and then reached a maximum. The initial decrease of E′ could be due to the softening of adhesive as the temperature increases. After that, E′ started to increase toward a maximum. This was possibly due to the gelation of the adhesive, during which an infinite molecular network began to be formed. The trend of E″ of the adhesive was similar to those of E′. An initial decrease of E″ could be due to the softening of adhesive as the rigidity decreased. The E″ started to increase after reaching the minimum. This result also reflected the gelation of the adhesive, as indicated by tan delta, in which the reaction started to form a network and resulted in efficient energy dissipation. Increasing the content of lignin to 15% also enhanced the E′
max value to around 450 GPa at 48 °C, but the E′
max decreased at 20% lignin content to around 405 GPa at 56 °C (
Figure 6b,c). The trend of E′
min, E″
min, E′
max, and tan delta of 15% and 20% addition of lignin was similar to the E′
max value.
Figure 6d shows that 15% lignin content resulted in higher E′
max; however, the value was two times lower than that of PU resin adhesive, which reached 1100 GPa of E′
max.
3.3. Performance of Plywood
The physical and mechanical performance of plywood bonded with PVOH–lignin–hexamine blends at different contents of lignin and different pressing times were evaluated according to JAS No. 233:2003 [
43].
Table 5 present the selected physical properties of plywood at different lignin contents and at different pressing times. The average density of plywood bonded with PVOH–lignin–hexamine and control PU resins was 0.42 g/cm
3. The result showed that adding higher lignin content and increasing the pressing time did not affect the density of plywood. As can be seen in
Table 5, higher lignin content increased the MC of plywood. The increased MC values could be due to the presence of hydroxy groups of PVOH–lignin. By contrast, the MC of plywood control was lower than those of plywood bonded with PVOH–lignin–hexamine-based adhesive. All MC values have met the requirement of JAS No. 233:2003, in which the maximum value is 14%. However, the MC values were still higher than commercial plywood bonded with UF resins and manufactured at elevated temperatures [
64]. Delamination is an important characteristic of plywood, especially when it is intended for outdoor applications, i.e., exposed to cyclic changes of MC. These changes lead to the formation of mechanical stresses in the glue joint, resulting from the differences in shrinking and swelling of adjacent veneer layers due to the varied MC. The PVOH–lignin–hexamine-based adhesives used in this work exhibited poor wet bonding strength, with a delamination value of 100%. By contrast, plywood control showed 0% of delamination, showing that PU resins had superior wet bonding strength. The delamination of plywood bonded with PVOH–lignin–hexamine did not meet the minimum requirement of JAS No. 233 with a minimum of 50 mm non-delaminated portion or lower than 33.3%. This represents a serious drawback for the industrial application of the tested PVOH–lignin–hexamine-based adhesives compared to the PU wood adhesives. The chemical modification of veneers is a viable approach to increase the dimensional stability of plywood in order to reduce its delamination and deformation [
65].
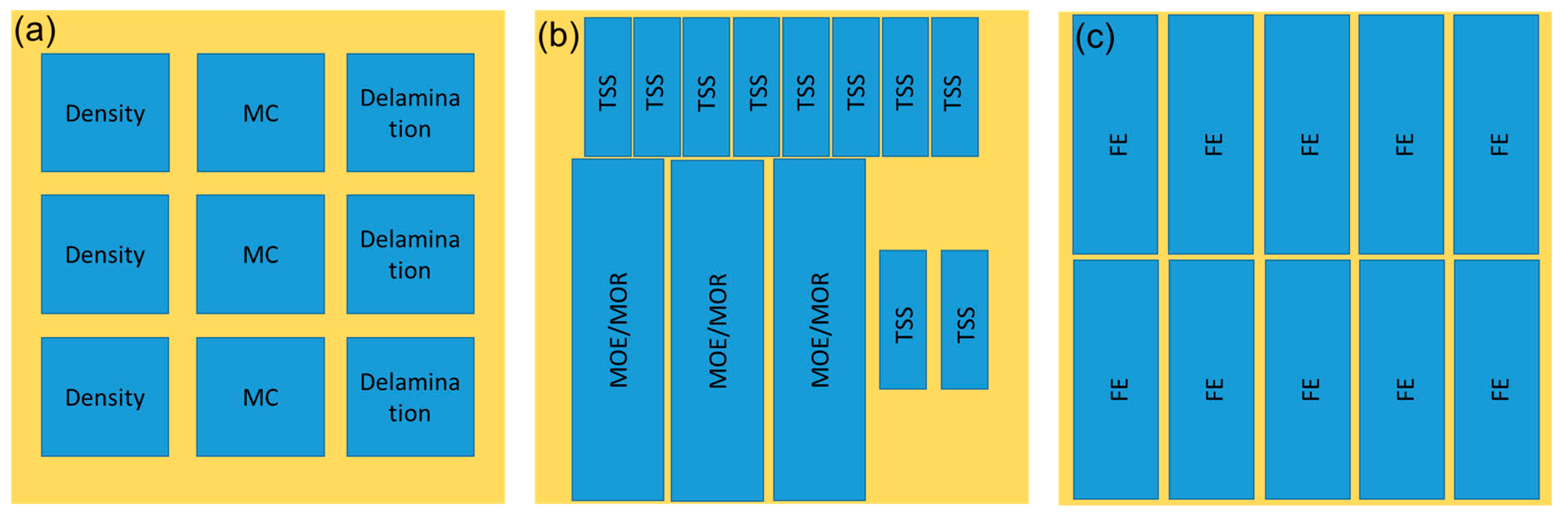
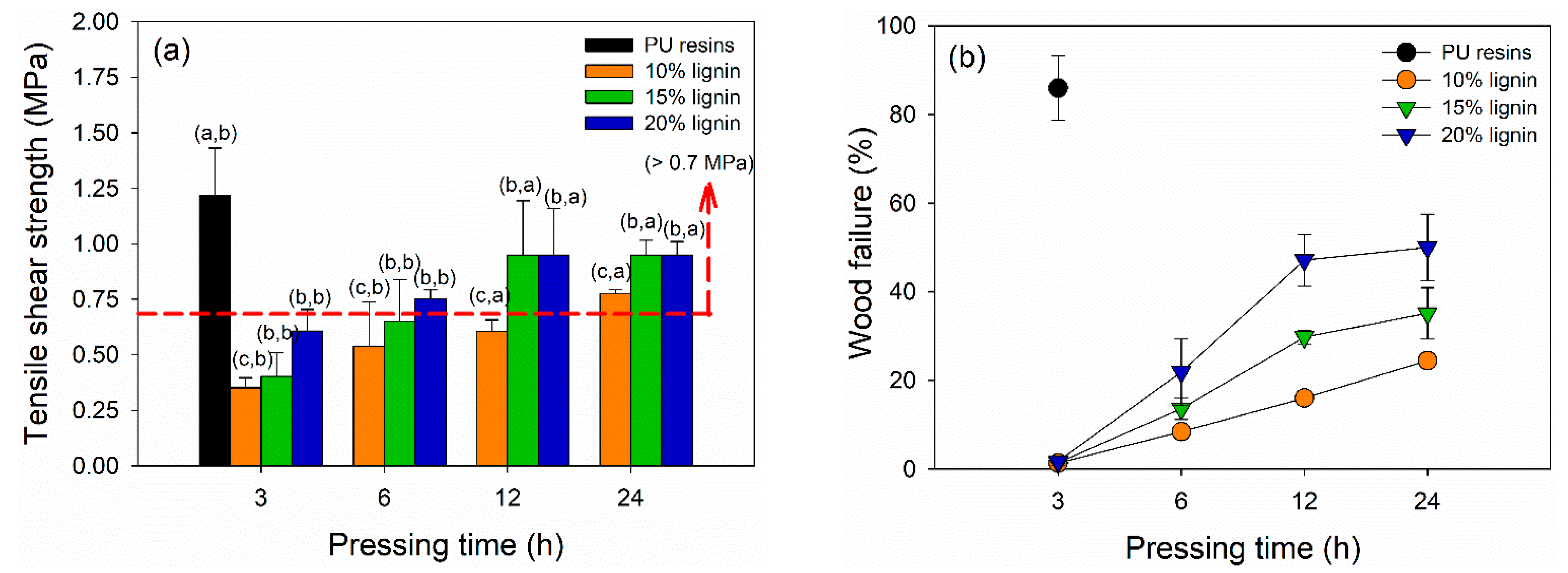
The dry TSS and wood failure of plywood bonded with PVOH–lignin–hexamine-based adhesives are displayed in
Figure 7a,b. The TSS values of plywood increased by adding higher lignin content and longer pressing time. The lowest TSS value of 0.35 MPa was obtained at plywood bonded with PVOH–hexamine and10% lignin after cold pressing for 3 h. The highest one was the plywood bonded with 15% and 20% after cold pressing for 12 h and 24 h, with a similar TSS value of 0.95 MPa. However, the TSS values of plywood bonded with PVOH–lignin–hexamine-based adhesives after cold pressing for 12 h and 24 h were lower than the control, with 1.22 MPa of TSS. This shows that PU resins were superior in adhesion strength even only with the cold pressing of 3 h. Plywood bonded with PVOH–hexamine and15% and -20% lignin after cold pressing for 12 h and 24 h met the minimum requirement of 0.7 MPa [
43].
Table 6 summarize the statistical analysis of mechanical properties of plywood bonded with PVOH–lignin–hexamine-based adhesive at different lignin contents and pressing times. Lignin content, pressing time, and their interaction showed a significant influence on the TSS values of plywood. The
p-value revealed that lignin content and interaction of lignin content and pressing time had a more significant influence on the TSS values compared with the pressing time alone. Statistical analysis suggested that a combination of PVOH–hexamine with 20% lignin adhesive and cold pressing for 24 h could produce plywood with comparable TSS value to the control PU resins. Several studies reported that plywood bonded with UF or melamine–urea–formaldehyde resins using hot pressing for 4–10 min had TSS values ranging from 1.0 to 1.4 MPa [
7,
12,
66,
67,
68,
69,
70]. Markedly, a chemical modification of lignin is needed to increase its reactivity, aimed at shortening the cold-pressing time, improving the bonding strength of plywood, and increasing the production capacities for manufacturing plywood panels by cold pressing.
The result of wood failure also showed a similar trend with the TSS, indicating that higher lignin content and longer pressing time enhanced the adhesion strength and increased the wood failure. Plywood prepared with 3 h of cold pressing had wood failure ranging from 1.3–1.8%, showing that the type of failure was a cohesive failure. In this type, the PVOH–lignin–hexamine-based adhesive could not hold the bonding integrity owing to the short cold pressing time and low cohesive strength. By contrast, control plywood had a wood failure of around 86%, indicating the PU resins had superior cohesive strength to maintain the bonding integrity with only 3 h of cold pressing.
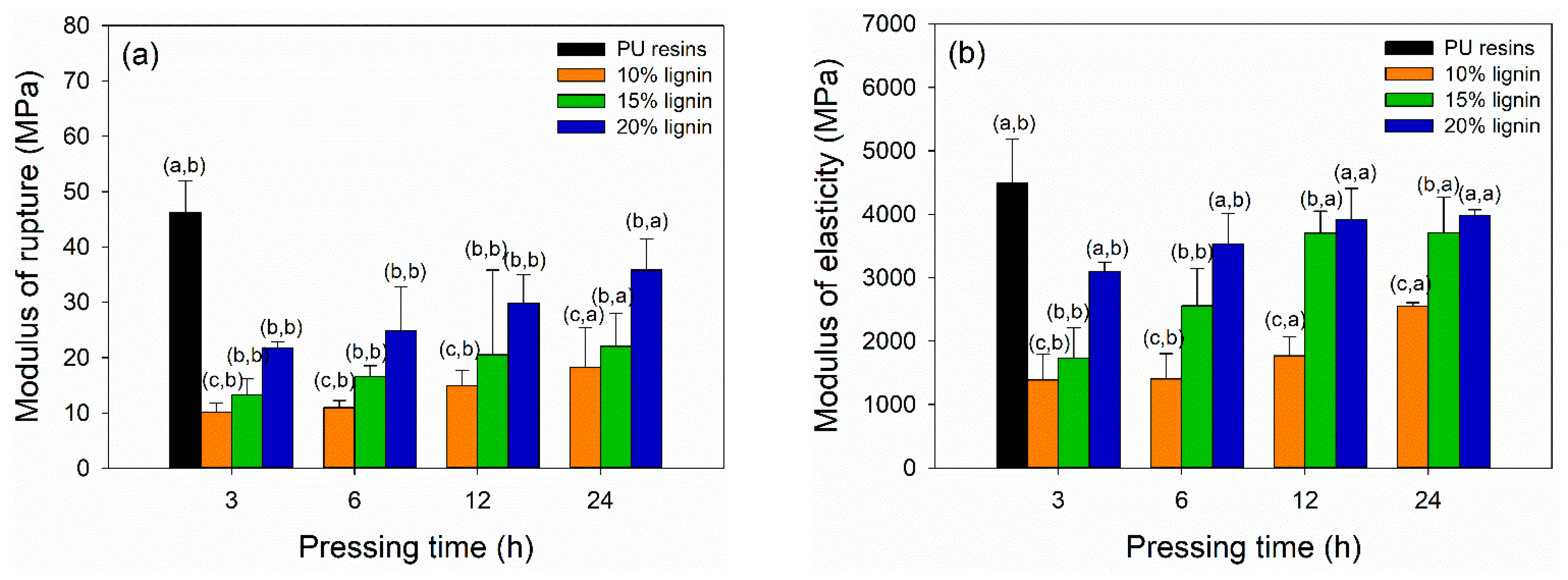
The bending strength of plywood bonded with PVOH–lignin–hexamine blends at different lignin contents and prepared for different pressing times are displayed in
Figure 8a,b. The MOR and MOE values of plywood increased by adding higher lignin content and longer pressing time. The highest MOR and MOE values were obtained for plywood bonded with PVOH–hexamine and 20% lignin after cold pressing for 24 h, with a value around 36 MPa and 4000 MPa, respectively. By contrast, control plywood bonded with PU resins showed superior MOR and MOE values of 46 MPa and 4500 MPa, respectively, after cold pressing for just 3 h. The result showed that the MOR and MOE values of plywood bonded with PVOH–hexamine and 20% lignin after cold pressing for 24 h had a comparable value with control plywood. Additional modification of lignin to increase lignin’s reactivity is needed to shorten the cold-pressing time.
Table 6 summarizes the statistical analysis of mechanical properties of plywood bonded with PVOH–lignin–hexamine-based adhesive at different lignin contents and pressing times. Lignin content, pressing time, and their interaction showed a significant influence on the MOR and MOE values of plywood. The
p-value revealed that lignin content and interaction of lignin content and pressing time had a more significant influence on the MOR and MOE values compared with the pressing time alone. Statistical analysis suggested that a combination of PVOH–hexamine with 20% lignin adhesive and cold pressing for 24 h could produce plywood with comparable MOR and MOE values to the control PU resins.
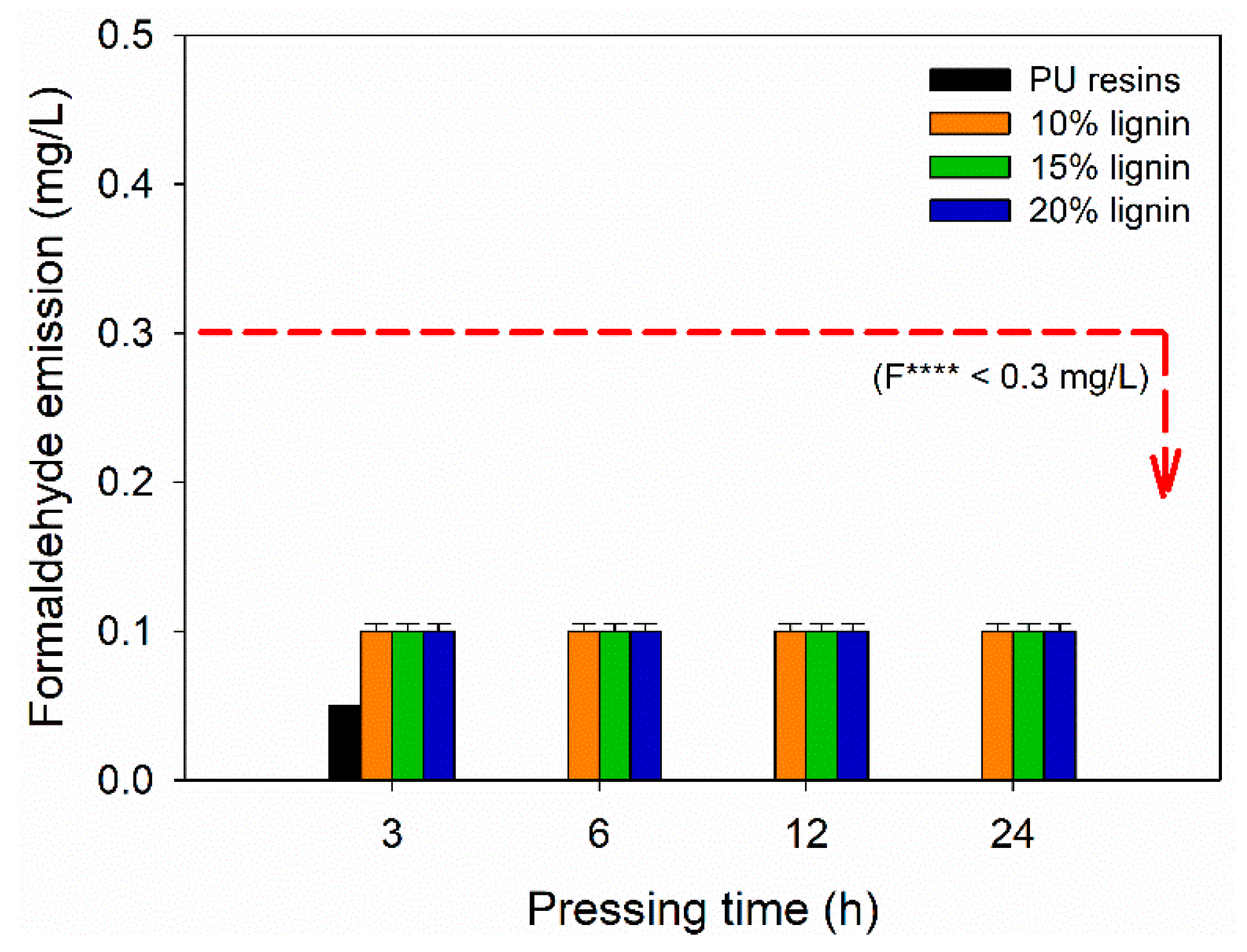
The FE of plywood bonded with PVOH–lignin–hexamine-based adhesives was evaluated according to JAS No. 233:2003 [
43].
Figure 9 display the FE values of plywood as a function of lignin content and different pressing times. The formulation of PVOH–lignin–hexamine-based adhesives did not use formaldehyde; therefore, the resulting plywood exhibited close-to-zero formaldehyde emission. Hexamine is derived from formaldehyde, but decomposition of hexamine into formaldehyde occurs at elevated temperatures [
35]. Since the obtained plywood was prepared using cold pressing, the FE value was lower compared with the formaldehyde-based adhesives. An average of 0.1 mg/L of FE value from plywood bonded with PVOH–lignin–hexamine-based adhesives and 0.05 mg/L of FE for the control were measured according to the desiccator method. No remarkable effect was observed for FE values at different contents of lignin and different pressing times. The resulting FE could be the biogenic formaldehyde originating from wood, which was in agreement with the published works [
71,
72,
73,
74,
75]. It is well acknowledged that wood contains biogenic formaldehyde from lignin. The FE values in this study were lower than 0.3 mg/L of the F **** according to the JAS No. 233:2003 [
43].


 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}