
Parametric Study of Wire-EDM Process in Al-Mg-MoS2 Composite Using NSGA-II and MOPSO Algorithms


1
Department of Industrial Engineering and Informatics, Faculty of Manufacturing Technologies, Technical University of Kosice, 080 01 Prešov, Slovakia
2
Department of Manufacturing Engineering, School of Mechanical Engineering, Vellore Institute of Technology, Vellore 632014, Tamil Nadu, India
3
Department of Mechanical Engineering, Sri Vidya College of Engineering & Technology, Affiliated to Anna University, Chennai 626005, Tamil Nadu, India
*
Author to whom correspondence should be addressed.
Processes 2021, 9(3), 469; https://0-doi-org.brum.beds.ac.uk/10.3390/pr9030469
Submission received: 24 January 2021
/
Revised: 12 February 2021
/
Accepted: 25 February 2021
/
Published: 5 March 2021
Abstract
:Al-Mg-based composite is used in producing a variety of components. To improve the machinability of the composite, MoS2 is added. For characterizing the machining of the Al-Mg-based composite, different wt.% (2, 4, and 6) of MoS2 are added as reinforcement. Wire Electrical Discharge Machining (WEDM) process is performed to analyze the kerf width and surface roughness. Due to the complex nature of the WEDM process, the necessity for its optimization through the use of innovative methods is well-proven in the process of research. Evolutionary algorithms, specifically genetic algorithm based on NSGA-II and Multiple Objective Particle Swarm Optimization (MOPSO), are used for optimizing kerf width and surface roughness. For assessing the impact of current, pulse on time, and gap voltage on kerf width and surface roughness, an analysis of the selected WEDM process parameters is performed. MOPSO takes lesser iterations as compared to NSGA-II in giving nearly the same optimal fronts for achieving low kerf width and surface roughness. The 10–12 A of current, 50–57 µs of pulse on time, and 30–33 V of gap voltage are used for the WEDM process based on the Pareto-optimal solutions and better performance is achieved on the samples. In addition, the supplementary DOE method is applied to determine the relationship between factors affecting a process and the response. The analysis revealed that current has played a major part in the governance of kerf width and surface roughness over pulse on time and gap voltage for Al-Mg-MoS2 composite.
1. Introduction
There is a great demand for machine components with better strength to weight ratio, improved resistance shown towards corrosion, and wear and tear in the automotive sector. For example, Al-Mg composite is the solution to problems related to low corrosion resistance and high strength of tank car bodies [1]. Moreover, aluminum metal matrix composite is considered as a possible substitute for traditional materials in the shipping and aerospace industries, electronic products, and industrial machinery [2]. Al-Mg composite plays a major role because of its machinability properties, such as good specific strengths, specific stiffness, specific moduli, and fewer coefficients of linear expansion properties [3,4]. To improve the machinability of Al-Mg composite, MoS2 is added to the composite by the ball-milling process. Al-Mg-MoS2 composite thus reduces wear loss, protects the components from corrosion, and also improves the machining properties by making it an excellent composite material to be used in the automotive sector. To analyze the properties of Al-Mg-MoS2 composite, different wt.% of MoS2 are added. Wire Electric Discharge Machining (WEDM) is used for machining the composite to have less tool wear and also to get low residual stresses. Moreover, WEDM is used for high cutting speed and high precision works for enhancing productivity and accuracy to manufacture press tools, molds, prototype parts, and complicated shapes, etc. [5]. WEDM does not require high cutting forces for the removal of material with complex profiles. Hence, it is used for the machining of Al-Mg-MoS2 composite with varied wt.% of MoS2.
2. Related Works
Fard et al. [6] reported the impact of current, pulse off and pulse on time, gap voltage, and tension of wire on surface texture in Al–SiC composite. Pulse on time and discharge current have an effect on both cutting velocity and surface roughness of Al–SiC composite. Mahanta et al. [7] studied B4C and fly ash reinforced Al 7075 alloy for sustainable production. It was found that current and pulse-on-time affect all three measures: Power consumption, material removal rate, and surface finish. Ahsan Ali Khan et al. [8] examined the influence of peak current, wire-speed, and wire diameter on the WEDM process in mild steel. An increase in pulse peak current and a reduction in wire speed have contributed towards deprived surface integrity on the workpiece. Ming et al. [9] found that while optimizing the WEDM parameters in YG15, surface quality decreases with the rise of pulse-on time. Zhang et al. [10] confirmed that the surface quality of the workpiece decreases with the increase in pulse-on time while machining SKD11 steel.
Sonawane et al. [11] used Taguchi’s L27 orthogonal arrangement to study how pulse-off time interval, pulse-on period, discharge voltage, discharge current, wire feed speed, and cable tension influenced kerf width and surface roughness while machining an intricate profile on Ti-6Al-4V. Scanning Electron Microscopy investigation of the parts machined has proved that an increase in pulse on time and discharge current results in the deterioration of the surface due to the presence of deep craters, globules of debris, voids, and micro cracks. Himanshu Payal et al. [12] attempted an amalgam methodology of Taguchi, GRA, and PCA to optimize the machining parameters involved in the die-sinking EDM process.
Deb et al. [13] introduced a new algorithm NSGA-II, an improved version of NSGA to overcome computational complexity, non-elitism approach. NSGA-II was used to optimize the WEDM process in Ti 6-2-4-2 alloy [14], AISI 5160 steel [15], high-speed steel [16], AISI D3 tool steel [17,18]. Somashekhar et al. [19] calculated the significant parameters like material removal rate, overcut, and surface roughness in Micro-WEDM of aluminum by simulated annealing (SA) optimization. A maximum overcut value of around 69 µ was observed at discharge energy of 2,645 μJ.
Coello and Lechuga [20] introduced a novel method, MOPSO (Multiple Objective Particle Swarm Optimization) for finding the Pareto-optimal fronts. Kumar et al. [21] disclosed an improvement of surface roughness from 2.689 to 2.448 μm by using MOPSO optimization for Inconel 825. Saffaran et al. [22] used MOPSO and simulated annealing to optimize the EDM process of AISI2312 and found the results were within ±7% error. MOPSO converged quicker than simulated annealing. However, the optimized values were approximately the same. Similarly, MOPSO algorithm was used for the optimization of WEDM process of stainless steel of SS304 grade [23] and Inconel 718 [24]. An investigation on the tribological performance of Al-4%Mg added with MoS2 was offered by Kumar et al. [25]. They found out, e.g., that tested samples are exceptionally plowed from the softer pin surface to the hard asperity of the counter disc material, and hence, wear loss is amplified. The influence of WEDM parameters for surface finish and cutting speed for the Ni-based super alloy through multi-parametric optimization was investigated by Kumar and Dhanabalan [26], where the WEDM process parameters for Inconel-600 has been optimized by Grey relational method coupled with Taguchi method. According to Vundavilli et al. [27], WEDM is a complex process, and thus it is difficult to determine a unique set of optimal combinations of cutting parameters. In this nexus, a multi-parameter complexity analysis can be employed to demonstrate how variables are mutually inter-correlated [28,29].
In this work, non-linear regression is applied for modelling the WEDM process parameters. L27 orthogonal array Box–Behnken design matrix is used to conduct the WEDM process. For the optimization of the WEDM process, the metaheuristics algorithms, NSGA-II and MOPSO, are employed. The metaheuristics were selected since they are suitable for a wide range of problems and allow identifying the best decision options [30]. The results derived from these algorithms are compared, and confirmation tests have been conducted for validation.
3. Design of Real-Time Experiments
Wire Electrical Discharge Machining is an unconventional method of machining, where a traveling wire chips off the material in a controlled manner. Both the workpiece and wire are submerged in a dielectric liquid while machining. The cutting debris of the process is flushed away along with the dielectric. WEDM is mainly used for its high precision cutting of electrically conductive materials. WEDM does not damage or compromise the finished product. Hence, there is no need for additional thermal treatments after machining. To have minimal residual stress on the workpiece material, WEDM is chosen over other non-conventional machining techniques. Figure 1 shows the procedural steps involved in real-time experiments.
The experiments are carried out using the Excetek V650 manufacturer machine. The electrode material used in the experiments is a copper-zinc (Cu-Zn) wire with a diameter of 0.25 mm. Deionized water is used as the dielectric medium to machine the workpieces like pure Al, Al-4%Mg alloy, Al-4%Mg-2%MoS2, Al-4%Mg-4%MoS2, and Al-4%Mg-6%MoS2 composite. All five workpieces were prepared through the powder metallurgy route. Table 1 shows the various control factors involved in the WEDM process.
An L27 orthogonal arrangement table is employed for the WEDM process on all five samples during the intricate manufacturing process. This approach uses a design of orthogonal arrays by combining the complete parameter space with only a small number of experiments. This tool is quite frequently applied for optimizing the experimental conditions for maximizing/minimizing any target output. Through this method, it is often possible to greatly improve process performance and reduce waste. In every process, a precise description and distinction of the processes are required for quality control and process improvement [31].
The relation between the process parameters: Current, pulse on time, and gap voltage, and their impact on the quality measures as well as kerf width and surface roughness is obtained using regression. The regression equation is of the form [7]:
where b0 is constant and all bi’s, bii’s, and bij’s are regression coefficients. Y holds linear, squared and product terms of xi. The regression coefficients are obtained using Python programming. The regression equations for all the five samples are listed below:
Y = b0 + Sum{I = 1..3}bi × xi + Sum{I = 1..3}bii × xi^2 + Sum{I = 1..2}(Sum{j = i+1..3}bij × xi × xj),
Sample 1: Pure Aluminum
y(1) = 0.33529 + 0.0046824 × x(1) − 0.00080307 × x(2) − 0.0037791 × x(3) + 1.9713 × 10−05 × x(1) × x(2) + 2.7815 × 10−05 × x(1) × x(3) + 1.0314 × 10−05 × x(2) × x(3) − 0.00022776 × x(1)^2 − 4.0445 × 10−06 × x(2)^2 + 4.8094 × 10−05 × (3)^2
y(2) = 8.186 + 0.013343 × x(1) + 0.00024252 × x(2) − 0.2565 × x(3) − 0.00027087 × x(1) × x(2) + 0.00039991 × x(1) × x(3) + 0.00045118 × x(2) × x(3) + 0.0010694 × x(1)^2 1.9824 × 10−05 × x(2)^2 + 0.003215 × x(3)^2;
Sample 2: Al-4%Mg
y(1) = 0.31336 − 0.011655 × x(1) − 0.00050156 × x(2) + 0.0025289 × x(3) + 1.8476 × 10−05 × x(1) × x(2) + 4.1994 × 10−05 × x(1) × x(3) + 7.496 × 10−06 × x(2) × x(3) + 0.00042499 × x(1)^2 + 2.6703 × 10−06 × x(2)^2 − 4.5244 × 10−05 × x(3)^2;
y(2) = 3.531 + 0.06966 × x(1) − 0.003446 × x(2) + 0.038242 × x(3) + 0.00023891 × x(1) × x(2) − 0.00018854 × x(1) × x(3) − 8.7165×10−06 × x(2) × x(3) − 0.0028926 × x(1)^2 + 1.7735 × 10−05 × x(2)^2 − 0.00043418 × x(3)^2;
Sample 3: Al-4%Mg-2%MoS2
y(1) = 0.33946 − 0.0096184 × x(1) − 0.00095392 × x(2) + 0.001257 × x(3) + 5.6949 × 10−05 × x(1) × x(2) + 0.00010234 × x(1) × x(3) + 4.2289 × 10−06 × x(2) × x(3) + 0.00013301 × x(1)^2 + 3.0439 × 10−06 × x(2)^2 − 3.2943 × 10−05 × x(3)^2;
y(2) = 0.44212 + 0.051265 × x(1) + 0.02432 × x(2) + 0.17335 × x(3) + 0.00031832 × x(1) × x(2) − 2.5547 ×10−05 × x(1) × x(3) − 0.00020219 × x(2) × x(3) − 0.0021158 × x(1)^2 − 4.8464 × 10−05 × x(2)^2 − 0.001933 × x(3)^2;
Sample 4: Al-4%Mg-4%MoS2
y(1) = 0.22955 − 0.0074107 × x(1) + 0.00070705 × x(2) + 0.0034004 × x(3) + 1.3495×10−05 × x(1). × x(2) + 3.169 × 10−05 × x(1) × x(3) − 7.3971 × 10−06 × x(2) × x(3) + 0.00025402 × x(1)^2 − 2.2262 × 10−06 × x(2)^2 − 3.7712 × 10−05 × x(3)^2;
y(2) = 5.6231 − 0.049497 × x(1) − 0.00077891 × x(2) + 0.026841 × x(3) + 0.00012845 × x(1) × x(2) + 0.00018508 × x(1) × x(3) − 7.0711 × 10−06 × x(2) × x(3) + 0.0014015 × x(1)^2 + 8.7106 × 10−06 × x(2)^2 − 0.000 × 36523 × x(3)^2;
Sample 5: Al-4%Mg-6%MoS2
where, y(1) represents kerf width, y(2) represents surface roughness, x(1) defines current, x(2) defines pulse on time, and x(3) defines gap voltage.
y(1) = 0.2625 − 0.0067164 × x(1) + 0.0001755 × x(2) + 0.0024636 × x(3) + 2.1966 × 10−05 × x(1). × x(2) + 1.0433 × 10−06 × x(1) × x(3) + 1.4677 × 10−06 × x(2) × x(3) + 0.00024191 × x(1)^2 − 1.6296 × 10−06 × x(2)^2 − 2.9184 × 10−05 × x(3)^2;
y(2) = 3.4833 − 0.045099 × x(1) + 0.0079706 × x(2) + 0.15972 × x(3) − 0.00060826 × x(1) × x(2) − 0.00043229 × x(1) × x(3) − 1.3229 × 10−05 × x(2) × x(3) + 0.0043558 × x(1)^2 + 1.5639 × 10−05 × x(2)^2 − 0.0021558 × x(3)^2;
The regressed values obtained using the above equations for surface roughness and kerf width have a mean R2 value around 1 for all the workpieces.
4. Multi-Objective Optimization of the Process Parameters
When the manufacturer wants to design a product with minimum fabrication cost, then there arises a need to find the optimal solutions to avoid wastage of material, labor cost, time, and money. Hence, WEDM process parameters have to be optimized. No single combination of process parameters will offer the least kerf width besides the least surface roughness at the same time. To sort out this issue, NSGA-II and MOPSO are utilized for obtaining Pareto-optimal solutions.
4.1. Non-Dominated Sorting Generic Algorithm-II (NSGA-II)
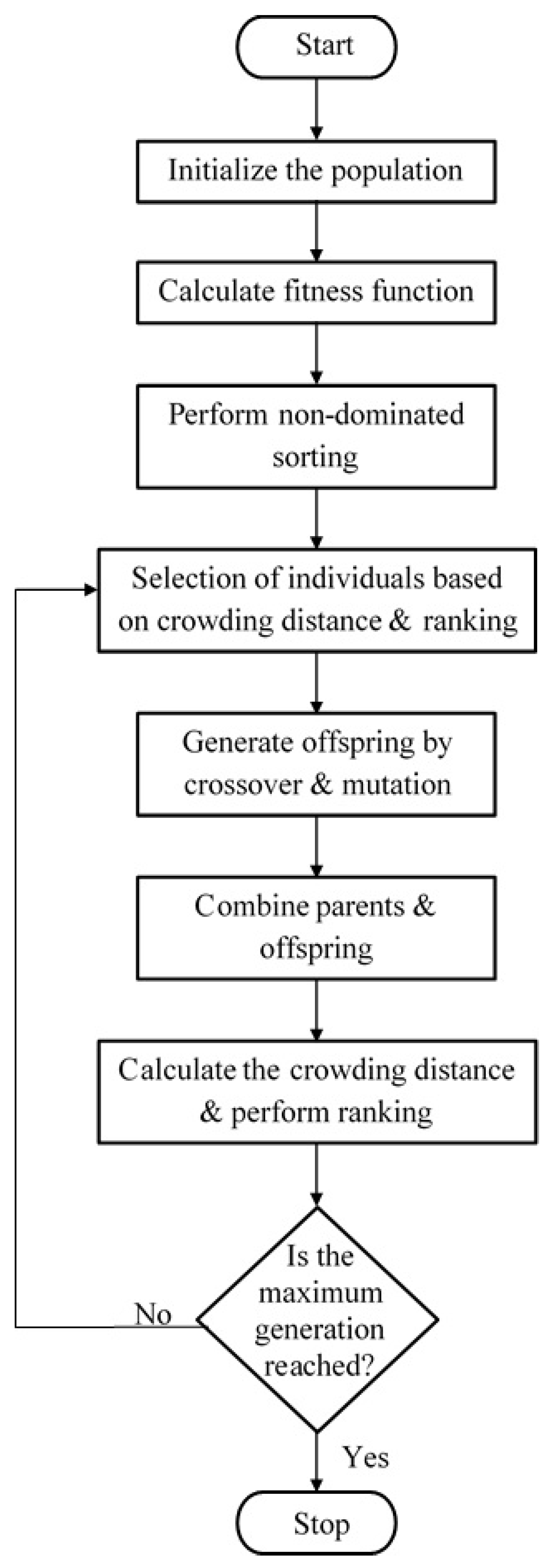
Non-dominated Sorting Genetic Algorithm-II (NSGA-II) is an improved version of NSGA, which includes elitist and crowding tactics. Elitism is proved to be a pre-requisite for the convergence to true Pareto front in Multi-Objective Optimization. Tournament selection is used to diversify among non-dominated solutions. For each iteration in NSGA-II, non-dominated solutions that are identified in the population are correlated with an external set of non-dominated solutions found in the entire search process. Thus, NSGA-II gives an improved feast of results and an improved convergence nearer to a true Pareto-optimal front.
The procedure for NSGA-II is given below:
Step 1: Initialize the population (N = 20) based on the bounding values of the input parameters;
Step 2: Calculate fitness functions (kerf width and surface roughness) for every individual;
Step 3: Group the initialized population in terms of the non-dominated sorting;
Step 4: Select the individuals based on crowding distance and ranking and then perform cross-over operation with the factor of 0.95 and mutation operations with the factor of 0.01 to generate offspring;
Step 5: Combine the population of parents and offspring and find the individuals for the next generation based on the ranking and crowding distance;
Step 6: If maximum generation (500) is reached, then stop, otherwise go to Step 4.
The flowchart for NSGA-II is shown in Figure 2.
4.2. Multi-Objective Particle Swarm Optimization (MOPSO)
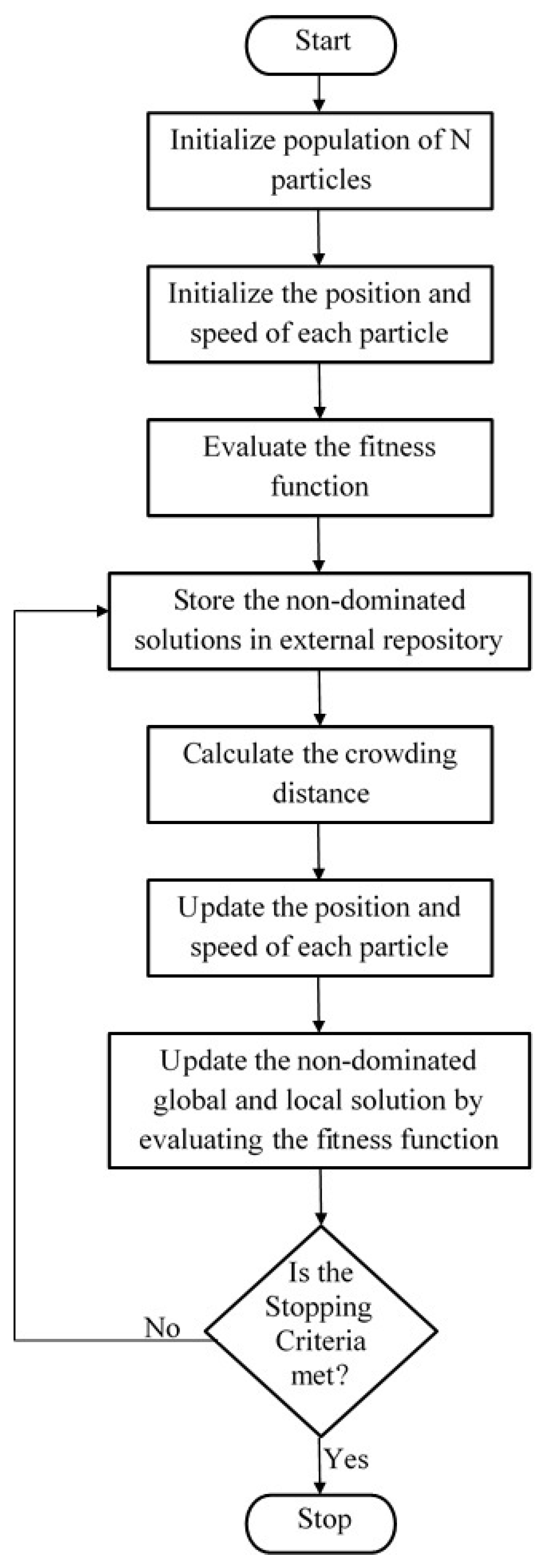
Particle Swarm Optimization (PSO) is enthused from the choreography of bird flocks. Multi-Objective Particle Swarm Optimization (MOPSO) is particularly suitable for multi-objective optimization, typically due to its high speed of convergence, like that of single-objective optimization.
MOPSO Algorithm used is given below:
Step 1: Initialize the population (collection of particles) by randomly selecting an n-dimensional array with array elements to have uniform probability within the bounding limits. Initialize the position and speed of each particle;
Step 2: Evaluate the fitness functions (kerf width and surface roughness) for each particle;
Step 3: Search for non-dominated solutions and store them in an external repository;
Step 4: For each particle, set the current position of the particle as the local best and form a non-dominated local set. Individuals with better crowding distance are preferred to maintain diversity;
Step 5: Update the particle velocity and position and evaluate the fitness functions. Expand and update the non-dominated global and local solutions by removing the dominated solutions from the set. Find the local best and global best for each particle;
Step 6: If stopping criteria are not met, update the weight and move to Step 4 or else stop.
The flowchart for MOPSO is shown in Figure 3.
5. Results and Discussion
For the WEDM process of Al-Mg-MoS2 composite, the L27 orthogonal array Box–Behnken design matrix is used. Kerf width and surface roughness are measured for each WEDM process. These measures are tabulated in Table 2.
Kerf width and surface roughness must be as low as possible in machining. Because of the conflicting nature of the performance measures, NSGA-II and MOPSO algorithms are used to find the optimal machining parameters for each workpiece. These algorithms are implemented in python. Initially, the population size of 20 is considered for all the samples in NSGA-II and MOPSO.
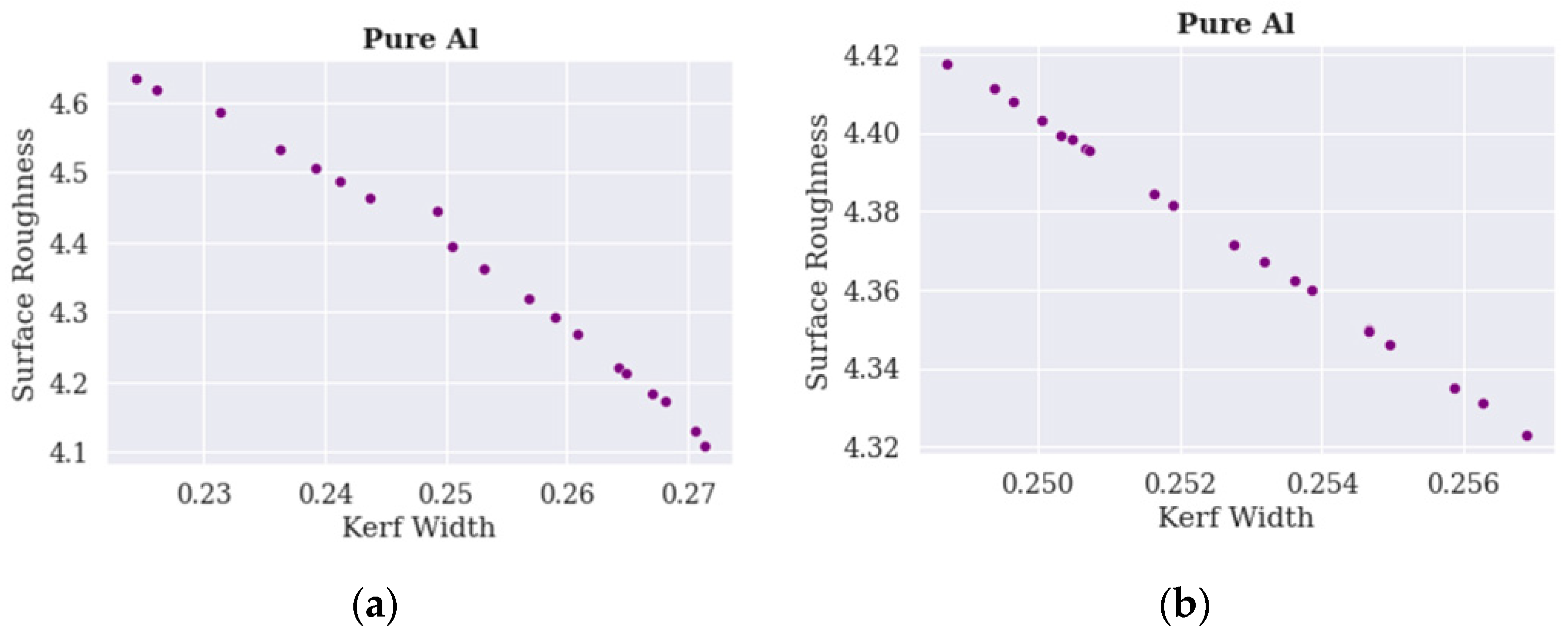
For pure Al sample, the following Figure 4 shows the Pareto optimal solutions found by NSGA-II and MOPSO.
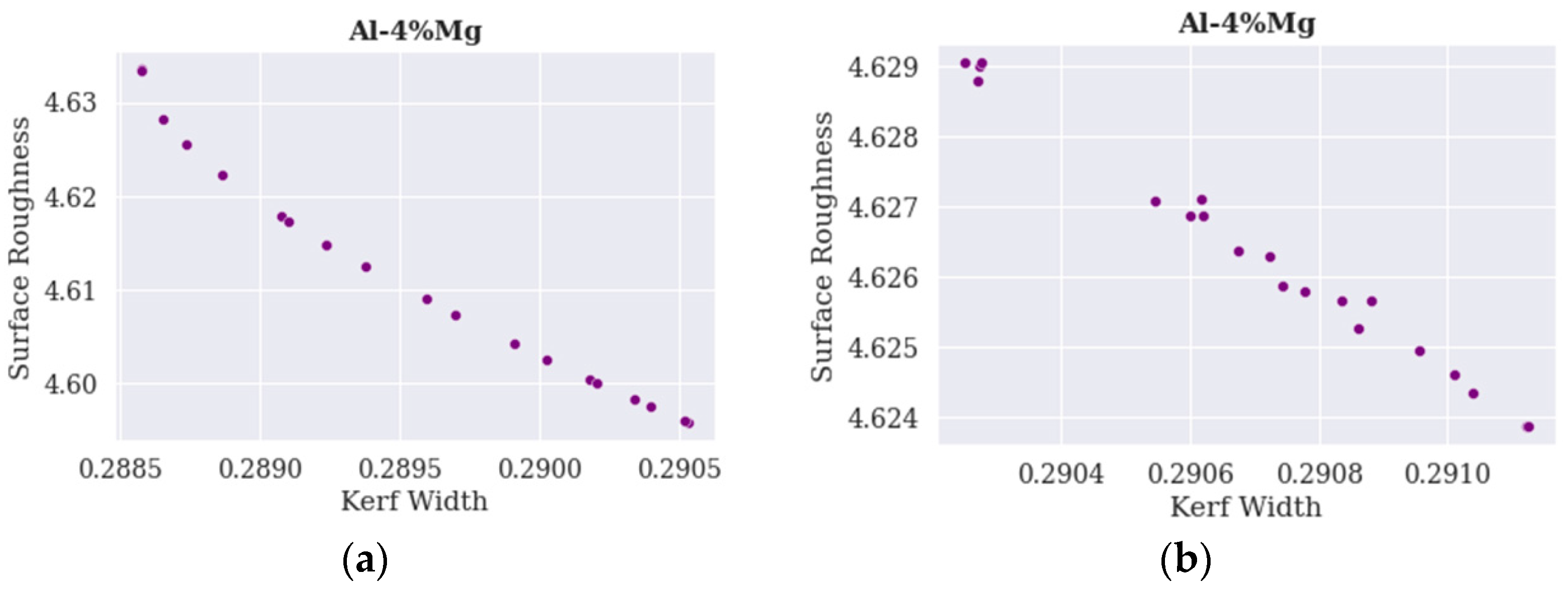
Pareto optimal solutions obtained show that kerf width and surface roughness of pure Al is low for a current of 9 A and gap on a voltage of 33 V. With these conditions, when pulse on time is increased, kerf width increases and surface roughness decreases. For Al-4%Mg sample, Figure 5a,b shows the Pareto optimal solutions obtained by NSGA-II and MOPSO.
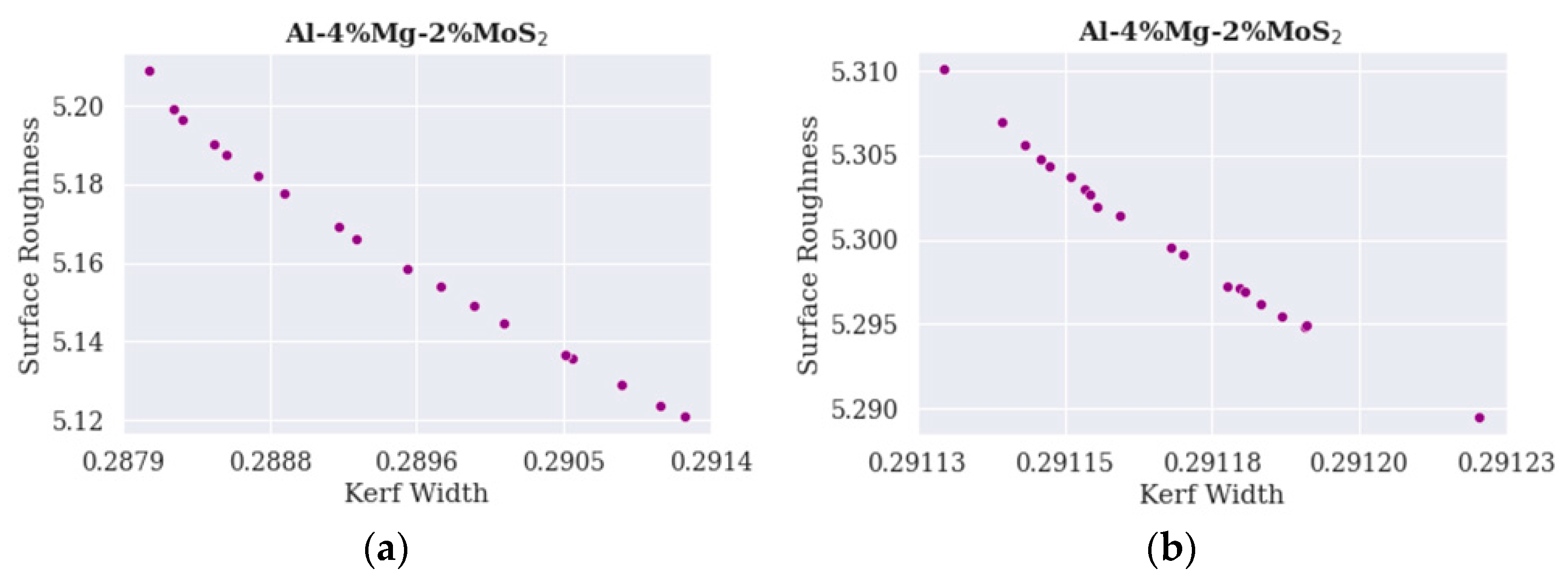
For Al-4%Mg sample, kerf width and surface roughness are low when 9–10 A current, 50 µs of pulse on time, and 30–32 V of gap voltage according to the Pareto-optimal solutions. For Al-4%Mg-2%MoS2 sample, Figure 6a,b shows the Pareto optimal solutions obtained by NSGA-II and MOPSO algorithms.
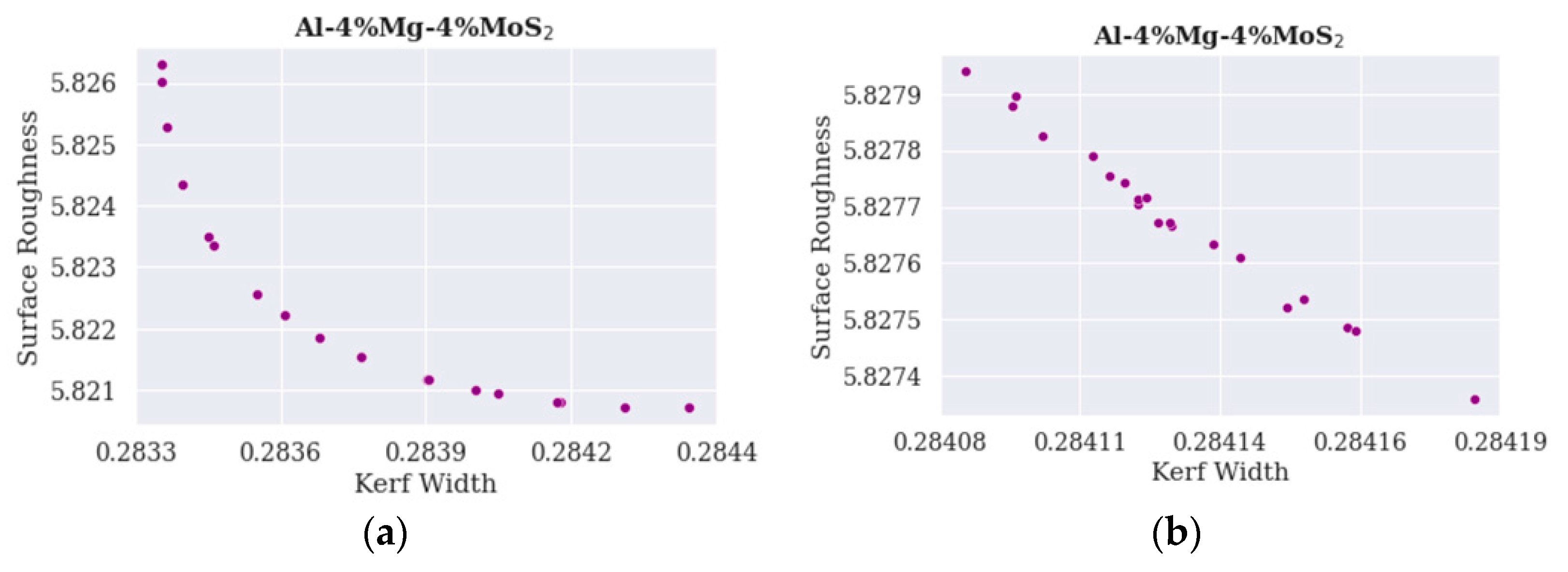
For Al-4%Mg-2%MoS2, Pareto-optimal solutions are obtained at 10 A of peak current, 50 µs of pulse on time, and 30–33 V of gap voltage. For Al-4%Mg-4%MoS2 sample, Figure 7a,b shows the Pareto optimal solutions obtained by NSGA-II an MOPSO algorithms.
For the Al-4%Mg-4%MoS2 sample, Pareto-optimal solutions are obtained at 11–12 A of peak current, 50 µs of pulse on time, and 30 V of gap voltage.
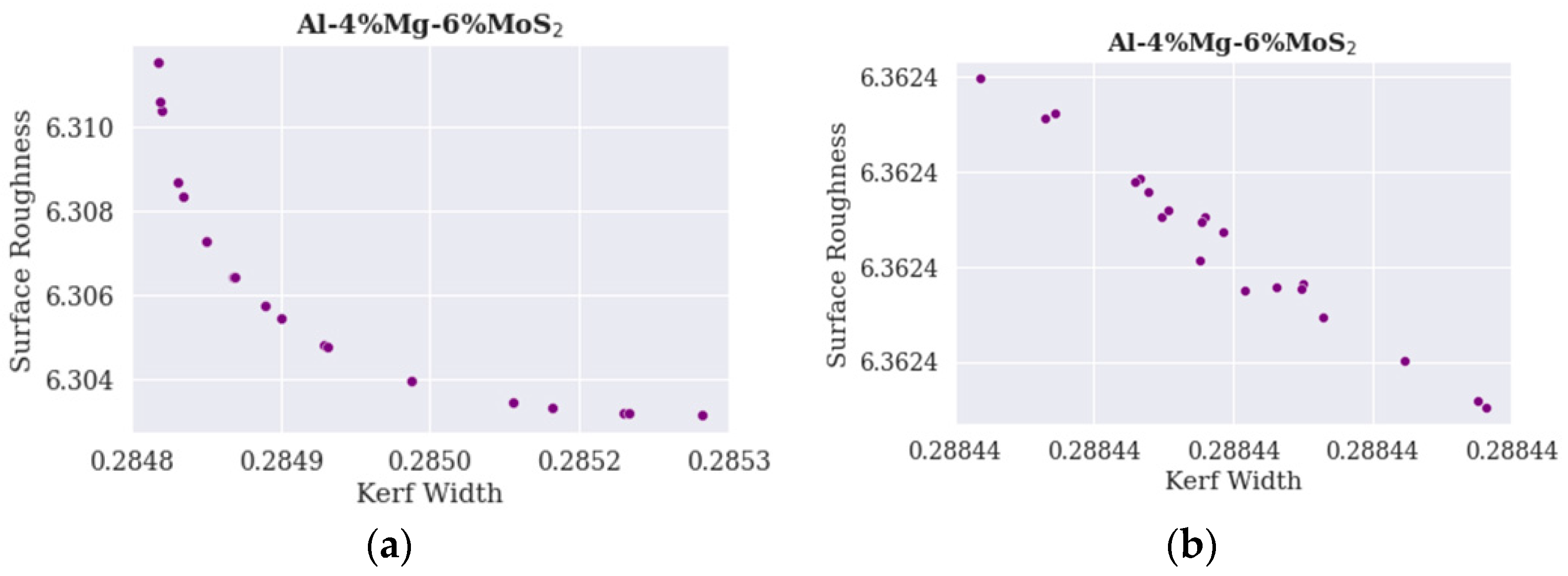
For Al-4%Mg-6%MoS2 sample, Figure 8a,b shows the Pareto optimal solutions obtained by NSGA-II and MOPSO algorithms. For the Al-4%Mg-6%MoS2 sample, NSGA-II provides Pareto-optimal solutions for 10–11 A current, a pulse on time of 50 µs, and a gap voltage of 30 V. MOPSO provides Pareto-optimal solutions for 10 A current, pulse on time of 57 µs, and gap voltage of 31 V.
By employing the optimization algorithms, the following optimal machining parameters were identified, as shown in Table 3 and Table 4.
From Table 3 and Table 4, it is evident that samples other than pure Al have low kerf width and surface roughness, for about 9–12 A current, 50 µs pulse on time, and gap voltage of 30–33 V. For pure Al, optimal solutions have been obtained for 9 A current, pulse on time around 75 µs, and gap voltage of 33 V. Hence, we infer that upon adding Mg and MoS2, the pulse on time can be reduced to obtain proper finishing of the samples. Because, as the pulse on time and current increases, a large volume of heat energy is released during machining, which results in deep craters, debris, voids, and micro-cracks, thereby deteriorating the surface finish.
Both NSGA-II and MOPSO have provided almost the same range of machining parameters for low values of kerf width and surface roughness for the different composite materials. MOPSO takes lesser than 10 iterations to converge towards the Pareto-optimal solutions. However, NSGA-II takes 200–400 iterations to converge to the Pareto-optimal solutions. Hence, for this optimization of the WEDM process, MOPSO is much more efficient than NSGA-II because of its lesser computation time.
6. Validation of Predicted Results
To verify the results obtained from MOPSO and NSGA-II, the confirmatory experiments are performed on the MoS2-reinforced Al-4%Mg samples, and the outcomes of the same are represented and compared in Table 5.
Table 5 shows the confirmatory test results performed after optimization of the WEDM parameters. It is found that confirmatory test values are almost nearer to the predicted values as found through optimization using MOPSO. Thus, the optimized values can be used to obtain the desired kerf width and surface roughness for the WEDM process.
7. Conclusions
Multi-objective optimization of process parameters of WEDM in the machining of Al-Mg-MoS2 composite with varied wt. % of MoS2 using the Box–Behnken designs is performed in this article. The kerf width and surface roughness were studied as a function of process parameters. Both NSGA-II and MOPSO are used for finding the keys to the declared problems. From the obtained results of the experiments, and analysis of WEDM process parameters it can be noted that:
- MOPSO takes lesser than 10 iterations to optimize the WEDM for each sample when compared to NSGA-II, which takes more than 200 iterations for each sample. Moreover, MOPSO takes lesser computing time when compared with NSGA-II to produce the optimal values.
- For Al-Mg-MoS2 composite, current around 10–12 A, pulse on time of about 50–57 µs, and gap voltage of 30–33 V can produce the required optimal solutions for kerf width and surface roughness.
- Confirmatory tests also prove the validity of the solutions obtained through the optimization algorithms.
Hence, the developed model can be effectively used to predict kerf width and surface roughness for Al-Mg-MoS2 composite. As regards further research, the presented design of experiments by utilizing NSGA-II and MOPSO may be in the future extended to optimize, e.g., tribological properties.
As Al-Mg composites possess both the properties of resistance to corrosion and wear, most of the automation industries are interested in developing and replacing the existing Al-based composites with Al-Mg composites in automotive parts. Therefore, more parts will be designated to produce, leading to mass sensing of automated production lines with a very high data stream. Thus, the Industry 4.0 based production lines and the processes carried out on them react badly to forcing parameter settings, significantly deviating from stable process settings [32]. DOE methodology, when implemented in Industry 4.0, will need to face challenges, such as large data streams, large data sets, large data dimensions, non-Gaussian data distributions, and non-linear relationships between controlled factors.
Author Contributions
Writing-original draft preparation has been done by V.M. Conceptualization and methodology were performed by all the authors. Writing-review has been done by R.S.P. Experimentation has been carried out by S.S.K. Results investigations were analyzed and evaluated by R.S.P. All authors have read and agreed to the published version of the manuscript.
Funding
The authors would like to thank the Ministry of Education, Science, Research and Sport of the Slovak Republic for the financial support of this work by grant KEGA, project No. 025TUKE-4/2020.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The study did not report any data.
Conflicts of Interest
The authors herewith declare that they have no conflict of interest to the publication of this article.
References
- Yang, G.; Fu, D.; Li, Q.; Liu, Z. A finite element analysis on mechanical behavior of Al/Al-Mg composites for the design of tank cars under actual measuring loads. Eng. Fail. Anal. 2019, 103, 294–307. [Google Scholar] [CrossRef]
- Shahid, R.N.; Scudino, S. Microstructure and Mechanical Behavior of Al-Mg Composites Synthesized by Reactive Sintering. Metals 2018, 8, 762. [Google Scholar] [CrossRef] [Green Version]
- Jiang, J.; Xiao, G.; Che, C.; Wang, Y. Microstructure, mechanical properties and wear behavior of the rheoformed 2024 alu-minum matrix composite component reinforced by Al2O3 nanoparticles. Metals 2018, 8, 460. [Google Scholar] [CrossRef] [Green Version]
- Zhang, P.-X.; Yan, H.; Liu, W.; Zou, X.-L.; Tang, B.-B. Effect of T6 Heat Treatment on Microstructure and Hardness of Nanosized Al2O3 Reinforced 7075 Aluminum Matrix Composites. Metals 2019, 9, 44. [Google Scholar] [CrossRef] [Green Version]
- Kant, G.; Sangwan, K.S. Prediction and optimization of machining parameters for minimizing power consumption and surface roughness in machining. J. Clean. Prod. 2014, 83, 151–164. [Google Scholar] [CrossRef]
- Fard, R.K.; Afza, R.A.; Teimouri, R. Experimental investigation, intelligent modeling and multi-characteristics optimization of dry WEDM process of Al–SiC metal matrix composite. J. Manuf. Process. 2013, 15, 483–494. [Google Scholar] [CrossRef]
- Mahanta, S.; Chandrasekaran, M.; Samanta, S.; Arunachalam, R.M. EDM investigation of Al 7075 alloy reinforced with B4C and fly ash nanoparticles and parametric optimization for sustainable production. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 263. [Google Scholar] [CrossRef]
- Khan, A.A. Relationship of Surface Roughness with Current and Voltage During Wire EDM. J. Appl. Sci. 2006, 6, 2317–2320. [Google Scholar] [CrossRef] [Green Version]
- Ming, W.; Zhang, Z.; Zhang, G.; Huang, Y.; Guo, J.; Chen, Y. Multi-Objective Optimization of 3D-Surface Topography of Machining YG15 in WEDM. Mater. Manuf. Process. 2014, 29, 514–525. [Google Scholar] [CrossRef]
- Zhang, G.; Zhang, Z.; Ming, W.; Guo, J.; Huang, Y.; Shao, X. The multi-objective optimization of medium-speed WEDM process parameters for machining SKD11 steel by the hybrid method of RSM and NSGA-II. Int. J. Adv. Manuf. Technol. 2014, 70, 2097–2109. [Google Scholar] [CrossRef]
- Sonawane, S.A.; Ronge, B.P.; Pawar, P.M. Multi-characteristic optimization of WEDM for Ti-6Al-4V by applying grey relational investigation during profile machining. J. Mech. Eng. Sci. 2019, 13, 6059–6087. [Google Scholar] [CrossRef] [Green Version]
- Payal, H.; Maheshwari, S.; Bharti, P.S. Parametric optimization of EDM process for Inconel 825 using GRA and PCA approach. J. Inf. Optim. Sci. 2019, 40, 291–307. [Google Scholar] [CrossRef]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evolut. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef] [Green Version]
- Garg, M.P.; Jain, A.; Bhushan, G. Modelling and multi-objective optimization of process parameters of wire electrical discharge machining using non-dominated sorting genetic algorithm-II. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 1986–2001. [Google Scholar] [CrossRef]
- Khullar, V.R.; Sharma, N.; Kishore, S.; Sharma, R. RSM- and NSGA-II-Based Multiple Performance Characteristics Optimization of EDM Parameters for AISI 5160. Arab. J. Sci. Eng. 2017, 42, 1917–1928. [Google Scholar] [CrossRef]
- Kumar, K.; Agarwal, S. Multi-objective parametric optimization on machining with wire electric discharge machining. Int. J. Adv. Manuf. Technol. 2012, 62, 617–633. [Google Scholar] [CrossRef]
- Krishnan, S.A.; Samuel, G.L. Multi-objective optimization of material removal rate and surface roughness in wire electrical discharge turning. Int. J. Adv. Manuf. Technol. 2012, 67, 2021–2032. [Google Scholar] [CrossRef]
- Golshan, A.; Gohari, S.; Ayob, A. Modeling and optimization of cylindrical wire electro discharge machining of AISI D3 tool steel using non-dominated sorting genetic algorithm. In Proceedings of the 2011 International Conference on Graphic and Image Processing, Cairo, Egypt, 1–2 October 2011. [Google Scholar]
- Somashekhar, K.P.; Mathew, J.; Ramachandran, N. A feasibility approach by simulated annealing on optimization of micro-wire electric discharge machining parameters. Int. J. Adv. Manuf. Technol. 2012, 61, 1209–1213. [Google Scholar] [CrossRef]
- Coello, C.C.; Lechuga, M. MOPSO: A proposal for multiple objective particle swarm optimization. In Proceedings of the Proceedings of the 2002 Congress on Evolutionary Computation. CEC’02 (Cat. No.02TH8600), Honolulu, HI, USA, 12–17 May 2002; Volume 2, pp. 1051–1056. [Google Scholar] [CrossRef]
- Kumar, P.; Gupta, M.; Kunar, V. Multi-Objective Particle Swarm Optimization of WEDM Process Parameters for Inconel 825. J. Comput. Appl. Res. Mech. Eng. 2019, in press. [Google Scholar] [CrossRef]
- Saffaran, A.; Moghaddam, M.A.; Kolahan, F. Optimization of backpropagation neural network-based models in EDM process using particle swarm optimization and simulated annealing algorithms. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–14. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Dang, X.P.; Nguyen, T.A.; Trinh, Q.H. Experiments and optimization for the WEDM process: A trade-off analysis between surface quality and production rate. Vietnam. J. Mech. 2020, 42, 105–121. [Google Scholar] [CrossRef]
- Mohanty, C.P.; Mahapatra, S.S.; Singh, M.R. An intelligent approach to optimize the EDM process parameters using utility concept and QPSO algorithm. Eng. Sci. Technol. Int. J. 2017, 20, 552–562. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.S.; Pandian, R.S.; Pitchipoo, P. A study on tribological behavior of Al-4%Mg incorporated with MoS2. Mater. Res. Express 2020, 7, 016578. [Google Scholar] [CrossRef]
- Kumar, S.; Dhanabalan, S. Influence of WEDM parameters on surface roughness and cutting speed for NI-based super alloy and multi-parametric optimization using Taguchi and grey relational analysis. Int. J. Ethics Eng. Manag. Educ. 2018, 5, 7–13. [Google Scholar]
- Vundavilli, P.R.; Kumar, J.P.; Priyatham, C.S. Parameter optimization of wire electric discharge machining pro-cess using GA and PSO. In Proceedings of the IEEE-International Conference on Advances in Engineering, Science and Management (ICAESM-2012), Nagapattinam, India, 30–31 March 2012; pp. 180–185. [Google Scholar]
- Modrák, V.; Marton, D.; Kulpa, W.; Hricova, R. Unraveling complexity in assembly supply chain networks. In Proceedings of the 2012 4th IEEE International Symposium on Logistics and Industrial Informatics, Smolenice, Slovakia, 5–7 September 2012; pp. 151–156. [Google Scholar]
- Aghighi, M.; Backstrom, C. A multi-parameter complexity analysis of cost-optimal and net-benefit planning. In Proceedings of the 26th International Conference on Automated Planning and Scheduling, London, UK, 12–17 June 2016; Volume 26. [Google Scholar]
- Dima, I.C.; Gabrara, J.; Pachura, P. Using the expert systems in the operational management of production. In Proceedings of the 11th WSEAS international conference on mathematics and computers in business and economics and 11th WSEAS international conference on Biology and chemistry, Iasi, Romania, 13–15 June 2010; pp. 307–312. [Google Scholar]
- Kumar, A.; Motwani, J.; Otero, L. An application of Taguchi’s robust experimental design technique to improve service performance. Int. J. Qual. Reliab. Manag. 1996, 13, 85–98. [Google Scholar] [CrossRef]
- Mazumdar, S.; Hoa, S. Application of Taguchi method for process enhancement of on-line consolidation technique. Composites 1995, 26, 669–673. [Google Scholar] [CrossRef]
Figure 1.
An approach to machining process optimization.

Figure 2.
Flowchart for Non-dominated Sorting Genetic Algorithm-II (NSGA-II).

Figure 3.
Flowchart for Multiple Objective Particle Swarm Optimization (MOPSO).

Figure 4.
Pareto optimal solutions of Pure Al by (a) NSGA-II and (b) MOPSO.

Figure 5.
Pareto optimal solutions for Al-4%Mg by (a) NSGA-II, and (b) MOPSO.

Figure 6.
Pareto optimal solutions for Al-4%Mg-2%MoS2 by (a) NSGA-II, and (b) MOPSO.

Figure 7.
Pareto optimal solutions for Al-4%Mg-4%MoS2 by (a) NSGA-II, and (b) MOPSO.

Figure 8.
Pareto optimal solutions for Al-4%Mg-6%MoS2 by (a) NSGA-II, and (b) MOPSO.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Wire Electrical Discharge Machining (WEDM) parameters and its levels.
| Control Factors | Unit | Symbol | Range | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|---|---|
| Current | A | I | 9–15 | 9 | 12 | 15 |
| Pulse on Time | µs | Ton | 50–100 | 50 | 75 | 100 |
| Gap Voltage | V | V | 30–40 | 30 | 35 | 40 |
Table 2.
Experimental Results of WEDM process.
| Sl. No | Current | Pulse on Time | Gap Voltage | Kerf Width (mm) | Surface Roughness (µm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Pure Al | Al-4% Mg | Al-4% Mg-2% MoS2 | Al-4% Mg-4% MoS2 | Al-4% Mg-6% MoS2 | Pure Al | Al-4% Mg | Al-4% Mg-2% MoS2 | Al-4% Mg-4% MoS2 | Al-4% Mg-6% MoS2 | ||||
| 1. | 9 | 50 | 30 | 0.2913 | 0.2904 | 0.2895 | 0.2830 | 0.2873 | 4.0109 | 4.5758 | 5.1802 | 5.8281 | 6.3337 |
| 2. | 9 | 50 | 35 | 0.2937 | 0.2928 | 0.2919 | 0.2907 | 0.2897 | 4.1157 | 4.6641 | 5.3466 | 5.8872 | 6.3603 |
| 3. | 9 | 50 | 40 | 0.2947 | 0.2894 | 0.2928 | 0.2916 | 0.2906 | 4.2179 | 4.6396 | 5.4287 | 5.8758 | 6.3630 |
| 4. | 9 | 75 | 30 | 0.2971 | 0.2962 | 0.2953 | 0.2940 | 0.2930 | 4.3282 | 4.5931 | 5.5450 | 5.9053 | 6.3777 |
| 5. | 9 | 75 | 35 | 0.2916 | 0.2979 | 0.2995 | 0.2957 | 0.2947 | 4.4347 | 4.6526 | 5.5975 | 5.8981 | 6.4271 |
| 6. | 9 | 75 | 40 | 0.3029 | 0.3013 | 0.2920 | 0.2979 | 0.2969 | 4.5559 | 4.6299 | 5.6466 | 5.8869 | 6.4371 |
| 7. | 9 | 100 | 30 | 0.3043 | 0.3044 | 0.2959 | 0.2993 | 0.2922 | 4.6398 | 4.6895 | 5.8082 | 5.9198 | 6.4274 |
| 8. | 9 | 100 | 35 | 0.3095 | 0.3095 | 0.2986 | 0.3003 | 0.3002 | 4.7404 | 4.6799 | 5.8777 | 5.9266 | 6.9193 |
| 9. | 9 | 100 | 40 | 0.3128 | 0.3103 | 0.3029 | 0.3013 | 0.3010 | 4.8539 | 4.7314 | 6.0268 | 5.9522 | 6.4440 |
| 10. | 12 | 50 | 30 | 0.2941 | 0.2903 | 0.2894 | 0.2818 | 0.2820 | 4.9263 | 4.6399 | 5.1205 | 5.8176 | 6.3426 |
| 11. | 12 | 50 | 35 | 0.2955 | 0.2929 | 0.2892 | 0.2907 | 0.2898 | 4.1279 | 4.6929 | 5.2394 | 5.8400 | 6.3869 |
| 12. | 12 | 50 | 40 | 0.2984 | 0.2934 | 0.2925 | 0.2913 | 0.2903 | 4.2280 | 4.7097 | 5.4383 | 5.8536 | 6.3607 |
| 13. | 12 | 75 | 30 | 0.3029 | 0.2959 | 0.2950 | 0.2937 | 0.2927 | 4.5278 | 4.6910 | 5.5588 | 5.8699 | 6.4295 |
| 14. | 12 | 75 | 35 | 0.3046 | 0.2975 | 0.2966 | 0.2954 | 0.2944 | 4.4211 | 4.7357 | 5.7998 | 5.8895 | 6.3919 |
| 15. | 12 | 75 | 40 | 0.3091 | 0.2962 | 0.2999 | 0.2974 | 0.2964 | 4.3009 | 4.7488 | 5.9013 | 5.9023 | 6.4703 |
| 16. | 12 | 100 | 30 | 0.3129 | 0.3062 | 0.3061 | 0.2994 | 0.2983 | 4.6191 | 4.7142 | 5.9438 | 5.9148 | 6.4377 |
| 17. | 12 | 100 | 35 | 0.3194 | 0.3093 | 0.3073 | 0.3012 | 0.3002 | 4.7209 | 4.6909 | 6.0787 | 5.9287 | 6.3987 |
| 18. | 12 | 100 | 40 | 0.3245 | 0.3138 | 0.3103 | 0.3042 | 0.3029 | 4.8214 | 4.7792 | 6.1816 | 5.9568 | 6.4832 |
| 19. | 15 | 50 | 30 | 0.2974 | 0.2930 | 0.2899 | 0.2871 | 0.2877 | 4.1372 | 4.6291 | 5.2603 | 5.8353 | 6.3520 |
| 20. | 15 | 50 | 35 | 0.2995 | 0.2963 | 0.2927 | 0.2915 | 0.2905 | 4.2205 | 4.6710 | 5.4328 | 5.8526 | 6.4692 |
| 21. | 15 | 50 | 40 | 0.3019 | 0.2987 | 0.2960 | 0.2947 | 0.2937 | 4.5224 | 4.6575 | 5.5069 | 5.8652 | 6.4229 |
| 22. | 15 | 75 | 30 | 0.3039 | 0.3039 | 0.2946 | 0.2982 | 0.2972 | 4.7247 | 4.6917 | 5.6391 | 5.8593 | 6.4864 |
| 23. | 15 | 75 | 35 | 0.3073 | 0.3093 | 0.3029 | 0.3017 | 0.2997 | 4.6261 | 4.7068 | 5.7382 | 5.9093 | 6.4514 |
| 24. | 15 | 75 | 40 | 0.3147 | 0.3103 | 0.3063 | 0.3029 | 0.3010 | 4.9062 | 4.7299 | 5.9032 | 5.8956 | 6.4065 |
| 25. | 15 | 100 | 30 | 0.3176 | 0.3155 | 0.3129 | 0.3030 | 0.3029 | 4.7549 | 4.7673 | 5.9317 | 5.9379 | 6.4694 |
| 26. | 15 | 100 | 35 | 0.3208 | 0.3197 | 0.3196 | 0.3071 | 0.3053 | 4.8617 | 4.8173 | 6.3271 | 5.9717 | 6.4554 |
| 27. | 15 | 100 | 40 | 0.3251 | 0.3210 | 0.3206 | 0.3109 | 0.3093 | 4.9091 | 4.8093 | 5.9849 | 5.9665 | 6.5058 |
Table 3.
Machining parameters range obtained using NSGA-II.
| Sample | Kerf Width | Surface Roughness | Current | Pulse on Time | Gap Voltage |
|---|---|---|---|---|---|
| Pure Al | 0.251 ± 0.014 | 4.364 ± 0.160 | 9 | 72.970 ± 15.742 | 33.069 ± 1.545 |
| Al-4%Mg | 0.2895 | 4.611 ± 0.012 | 9.793 ± 0.666 | 50 | 30 |
| Al-4%Mg-2%MoS2 | 0.289 ± 0.001 | 5.159 ± 0.027 | 10.746 ± 1.400 | 50 | 30 |
| Al-4%Mg-4%MoS2 | 0.283 | 5.822 ± 0.001 | 12.413 ± 0.640 | 50 | 30 |
| Al-4%Mg-6%MoS2 | 0.284 | 6.306 ± 0.002 | 10.914 ± 0.441 | 50 | 30 |
Table 4.
Machining parameters range obtained using MOPSO.
| Sample | Kerf Width | Surface Roughness | Current | Pulse on Time | Gap Voltage |
|---|---|---|---|---|---|
| Pure Al | 0.252 ± 0.002 | 4.374 ± 0.028 | 9.106 ± 0.007 | 73.454 ± 2.603 | 33.244 ± 0.410 |
| Al-4%Mg | 0.291 | 4.626 ± 0.001 | 9.552 ± 0.155 | 50.232 ± 0.069 | 32.016 ± 0.182 |
| Al-4%Mg-2%MoS2 | 0.291 | 5.300 ± 0.004 | 10.463 ± 0.079 | 50.497 ± 0.134 | 33.314 ± 0.031 |
| Al-4%Mg-4%MoS2 | 0.284 | 5.827 | 11.901 ± 0.045 | 50.126 ± 0.019 | 30.563 ± 0.001 |
| Al-4%Mg-6%MoS2 | 0.288 | 6.362 | 10.573 | 57.644 ± 0.001 | 31.732 |
Table 5.
Comparison of Predicted and Confirmatory test results.
| Factors/Samples | Predicted Value | Confirmatory Test Value | ||||
|---|---|---|---|---|---|---|
| Al-4%Mg- 2%MoS2 | Al-4%Mg- 4%MoS2 | Al-4%Mg- 6%MoS2 | Al-4%Mg- 2%MoS2 | Al-4%Mg- 4%MoS2 | Al-4%Mg- 6%MoS2 | |
| Current (A) | 10 | 12 | 10 | 10 | 12 | 10 |
| Pulse on time (µs) | 50 | 50 | 57 | 50 | 50 | 57 |
| Gap voltage (V) | 33 | 30 | 31 | 33 | 30 | 31 |
| Kerf width (mm) | 0.291 | 0.284 | 0.288 | 0.289 | 0.284 | 0.289 |
| Surface roughness (µm) | 5.289 | 5.827 | 6.362 | 5.294 | 5.825 | 6.359 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Modrak, V.; Pandian, R.S.; Kumar, S.S. Parametric Study of Wire-EDM Process in Al-Mg-MoS2 Composite Using NSGA-II and MOPSO Algorithms. Processes 2021, 9, 469. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9030469
AMA Style
Modrak V, Pandian RS, Kumar SS. Parametric Study of Wire-EDM Process in Al-Mg-MoS2 Composite Using NSGA-II and MOPSO Algorithms. Processes. 2021; 9(3):469. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9030469
Chicago/Turabian StyleModrak, Vladimir, Ranjitharamasamy Sudhakara Pandian, and Shanmugakani Senthil Kumar. 2021. "Parametric Study of Wire-EDM Process in Al-Mg-MoS2 Composite Using NSGA-II and MOPSO Algorithms" Processes 9, no. 3: 469. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9030469
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.