1. Introduction
Demineralized water is required in almost all chemical manufacturing facilities either to produce steam or for process operations. If the water used in the boilers is not demineralized, it can cause scaling and eventually damage boiler tubes [
1,
2]. Demineralization process uses ion-exchange (IX) technology which primarily removes dissolved mineral solids [
3]. IX beds consist of a cation and an anion resin bed. IX resin comprise of ionic functional groups, like Na
+ and Cl
− supported on organic polymeric beads [
4,
5,
6]. These functional groups have an affinity for ions of opposite charge in the liquid stream. IX reaction involves replacement of contaminant ions from the stream with either H
+ or OH
− ions, as shown in Equations (1) and (2). The cation resin bed removes cations, such as manganese (Mn
2+), magnesium (Mg
2+), potassium (K
+), calcium (Ca
2+), and iron (Fe
3+) from the water. The anion resin bed removes anions like carbonates (CO
32−, HCO
3−), sulfate (SO
42−), nitrate (NO
3−), and chloride (Cl
−). Examples of IX reactions are shown below, where R represents polymeric IX beads
A twin bed IX system, which consists of a column packed with cation resins and a column packed with anion resins, is commonly used to achieve moderate quality of demineralization of water. The twin bed is regenerated using brine [
6]. During the regeneration step, Ca
2+ or Na
+ ions attached to the cation resin bed are replaced with the H
+ ions from H
2SO
4 resulting in formation of CaSO
4 or Na
2SO
4 in the waste stream. Similarly, Cl
− or NO
3− ions attached to the anion bed are replaced by OH
− ions from NaOH to form NaCl or NaNO
3 wastewater stream. Regeneration reactions of IX beds are shown in Equations (3) and (4). The process of regeneration creates basic and acidic waste stream that needs to be treated before disposal. The waste stream is collected in a tank and neutralized with acid and base chemicals to reach a desired pH before disposing the neutralized waste.
The conventional regeneration step produces large quantities of neutralization waste volume which requires large quantity of chemical to adjust the pH and also larger volumes of reactors for the process. The large volume of waste stream takes longer neutralization time. Furthermore, inefficient mixing in large volumes cause fluctuations in pH adjustments. In the specific industrial project that the authors were involved in, expansion of existing IX process was nearly impossible due to space limitations for the conventional neutralization process in the current facility [
7]. Therefore, there was a need to optimize the neutralization methodology so that larger volumes can be handled without significant requirements of space, increases in costs, and volume of waste streams. There is a great need for debottlenecking methods and optimization of existing neutralization setups in the industry that have not been addressed as yet [
8,
9,
10,
11].
This paper reports a novel approach that was developed for improving the economic efficiency and environmental friendliness of the regeneration process via IX beds. The new approach is based on the idea that the waste streams from the cation and anion regeneration that were strong in acid and base concentrations can be used to self-neutralize themselves and then their pH can be finely adjusted to the desired levels of 6–8 pH required by state regulations. The overall quantities of acid or caustic needed for neutralization are reduced. In this paper, different neutralization processes are discussed, and the most efficient process is identified. To our knowledge, the cost-effective neutralization process discussed in this work has not been reported before. We consider that our approach fills an important research gap in designing an efficient neutralization process for IX regeneration streams.
Parameters such as inefficient mixing, long neutralization time, excessive volume of IX regeneration streams, and their environmental impact [
12,
13,
14,
15] are the main drivers of this research. By reducing the neutralization volume, other associated problems, such as inefficient mixing and long neutralization time, also gets addressed effectively. This work presents an analysis of various IX regeneration waste streams to come up with an efficient and cost-effective way of selecting and treating the selected waste streams to achieve an improved neutralization process. Additionally, a more environmentally friendly setup is proposed by reducing the quantity of acid and base required and changing the neutralization setup from below ground to above ground. The selected streams also enable quicker and easier neutralization thereby reducing the time required for neutralizing the waste streams.
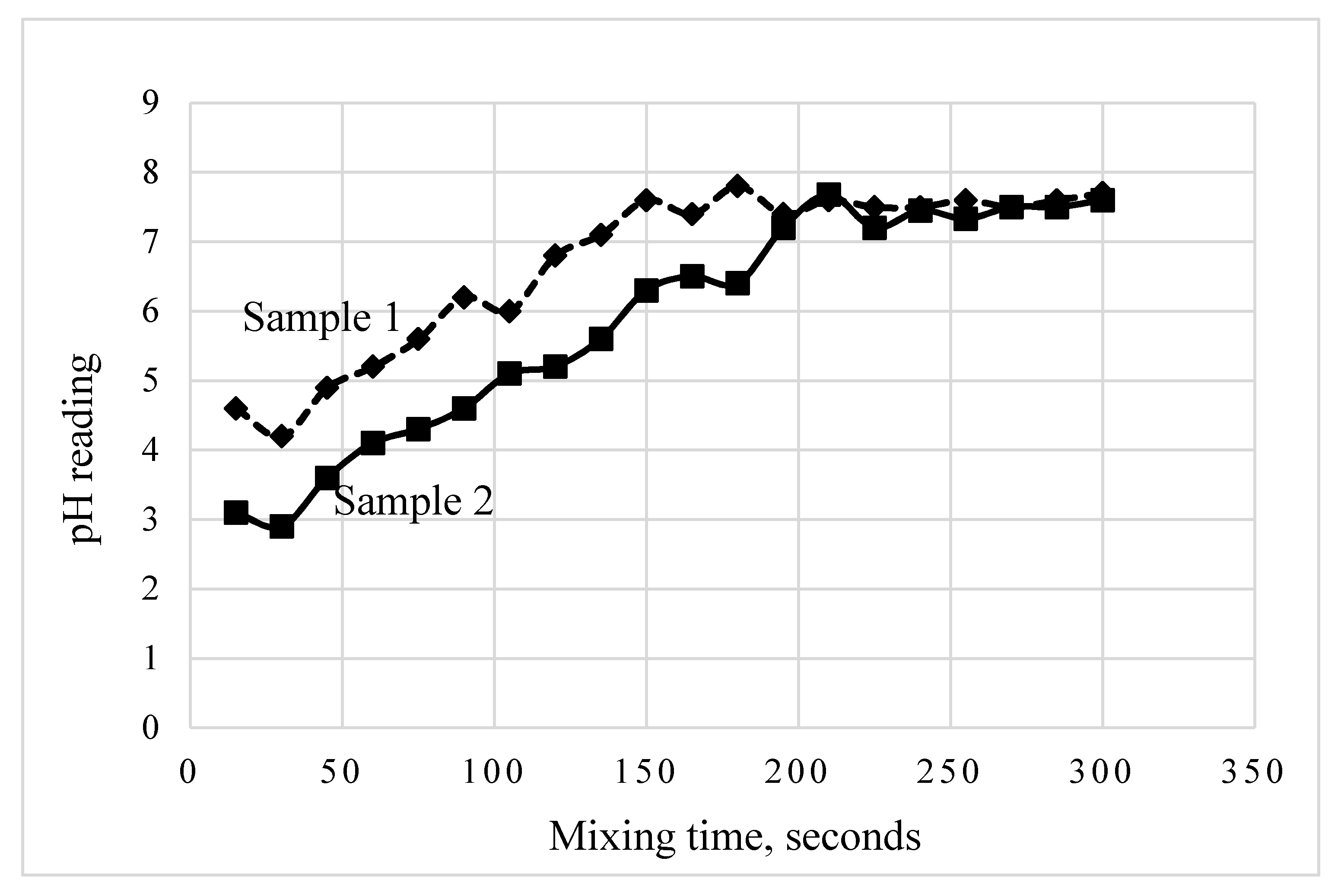
By picking selective regeneration streams, efficient designing of acid and caustic controls, and pH measurement, the overall quantities of acid and caustic needed for the neutralization process was reduced. Efficient mixing of the IX regeneration waste streams is difficult to achieve as has been discussed previously. As per the prior works [
16,
17,
18], a small addition of alkaline reagent to dilute streams can result in a large change in pH, and so it is easy to overshoot or undershoot the desired pH value while neutralizing waste streams, if proper mixing is not achieved.
In the industrial project executed by the authors, the existing below ground neutralization pit was limited by volume, and so several above ground neutralization setups were studied.
2. Methods and Processes Used
2.1. Existing Regeneration and Neutralization System
In the existing system, the regeneration streams from the cation and anion beds are directed to a below ground neutralization pit for treatment with concentrated streams of acid or base to adjust the pH in the range of 6–8. The total combined volume of waste generated during regeneration of the cation and anion bed assembly is roughly 193 m3 /h. The below ground pit of the existing neutralization setup had an effective volume of 71.92 m3. Since the volume of the pit is smaller than the volume of the IX regeneration effluent the neutralization setup had to be halted to process the effluent streams. This added considerable time to the overall process and reduced IX generation capacity. The neutralized waste from the pit is pumped to an outfall after pH adjustments. This neutralization is done in one step with mixing achieved by air sparging in the pit. Control valves are used to control the acid/base flows to this pit depending on the pH set point.
2.2. Neutralization Waste Volume Optimization
Regeneration of cation and anion beds in the new neutralization process involves several steps as shown in
Table 1. For the cation bed, 2% regeneration, 5% regeneration, and slow rinse steps utilize an acidic chemical and other steps such as backwash and fast rinse consist of water as inlet. For the anion bed, 5% regeneration and slow rinse steps utilize a basic chemical and other steps such as warm up, backwash, and fast rinse use water. In the conventional neutralization setup, all the streams shown in
Table 1 are directed to a neutralization setup for neutralization before sending back to freshwater source. While optimizing the neutralization setup it was decided to analyze each of the streams shown in
Table 1. pH measurement of the below streams from cation and anion beds was performed and was found to be near neutral. These streams are designated as dilute streams.
Cation backwash
Cation fast rinse
Anion warmup
Anion backwash
Anion fast rinse
pH measurement of the below streams showed high concentration of acid or base suggesting the need for neutralization. These streams are designated as concentrated streams:
Cation 2% Acid Regen
Cation 5% Acid Regen
Cation Slow Rinse
Anion 5% Base Regen
Anion Slow Rinse
During the regeneration cycle, it is proposed that dilute regeneration streams are not required to be directed to a neutralization setup and can be sent to a common outfall which is monitored closely before sending to a ditch. The ditch is directed to the original water source. Based on analysis of the effluent streams, it was decided to send the concentrated streams for waste treatment in the proposed neutralization setup.
Based on this evaluation the volume of waste stream that required neutralization was reduced from 193 m3/h to 71.92 m3/h by removing the processing requirement of the dilute streams. This is a 62% reduction in waste stream that required treatment.
2.3. Chemicals Used in the Regeneration Process
Existing cation and anion bed exchangers run in series to remove cations and anions from a water stream to produce deionized water. When the resins within the exchangers are saturated with ions, the system needs to be regenerated. To regenerate the system, a flow of 2% H2SO4 and 5% H2SO4 by weight solution is run through the cation bed and a 5% by weight NaOH solution is run through anion bed. The effluent from the regeneration is sent to neutralization process.
2.4. Cost Estimation Basis
AspenTech Capital Cost Estimating (ACCE) version 11 software has been used to estimate cost of equipment such as pumps, tanks, and eductors.
2.5. Equipment Power Calculations
The power consumption of equipment such as pumps and agitators is estimated in the ASPEN Hysys version 10 software. All the equipment is assumed to be 70% efficient for the cost comparison purpose.
2.6. Estimation of Cost of Power Required
The cost of horsepower is estimated based on the cost of industrial electricity in gulf coast location, and with the assumption of 8500 h of operation. The estimated costs are compared for the setups provided.
Industrial energy rate = 10.86 cents /kwh
2.7. Chemical Usage
The chemical usage for different setups is estimated to get a pH of 7 and based on a simple material balance calculation.
2.8. Description of Various Neutralization Setups
To come up with the optimum design of the neutralization process, we analyzed many alternatives. These are discussed below.
2.8.1. First Neutralization Setup
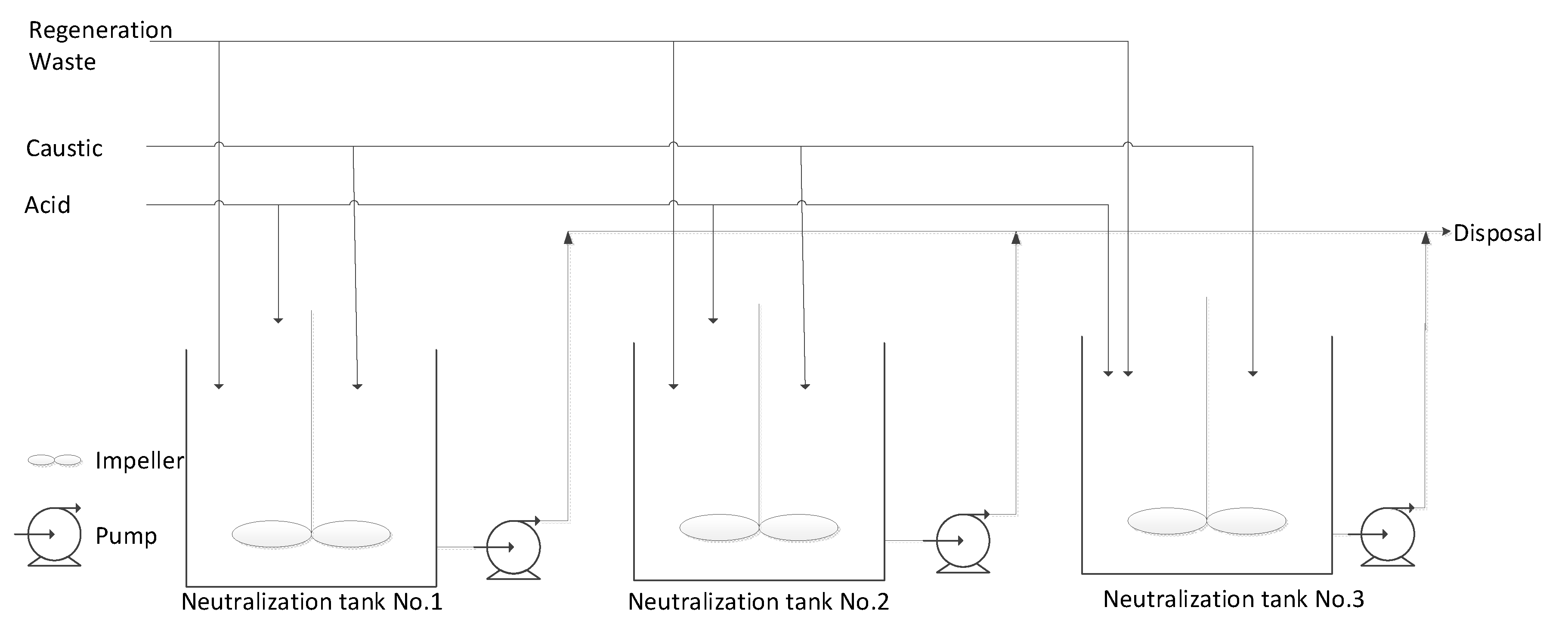
One of the neutralization setups studied has three 94.64 m3 rubber lined carbon steel neutralization tanks with agitators. Each tank has a pair of pumps to achieve the desired forward flow. Neutralization is performed in each tank in batch mode. To handle 71.92 m3 of neutralized waste from one regeneration, a total volume of 94.64 m3 was chosen to have three regenerations simultaneously plus some overfill margin added. The pump on each tank can pump out either straight to disposal once the neutralization is complete or to the next tank for further tuning of the pH.
2.8.2. Second Neutralization Setup
Considering the high capital and operating cost of the first neutralization setup shown in
Figure 1, to replace the existing below ground neutralization pit entirely, a new improved neutralization setup was conceptualized.
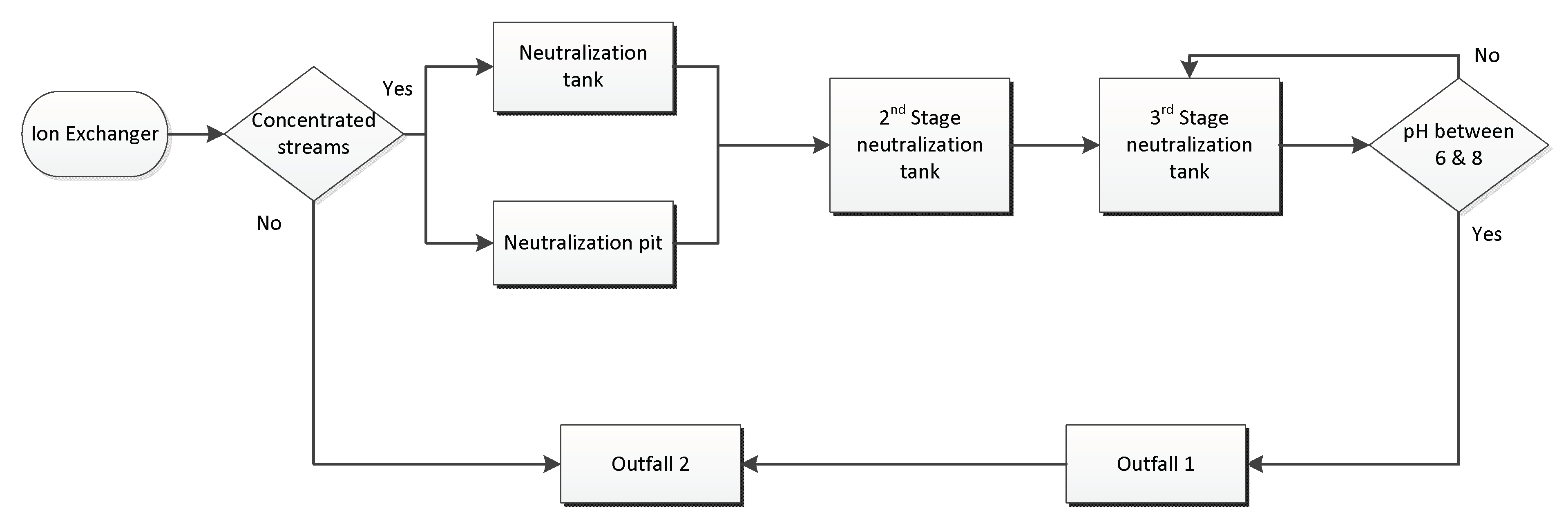
A three-tank system was proposed as shown in
Figure 2 with the idea that neutralization can be done in different stages in a continuous fashion. The first stage neutralization tank (new) would have a working volume of 75.71 m
3. This would allow for one regeneration cycle to be run and store the entire volume of effluent produced from the concentrated regeneration streams. This first stage neutralization tank would allow for mixing of the strong acid and base effluent streams thereby self-neutralizing the regeneration streams before any further pH adjustment. The tank would be mixed using mixing eductors which saves energy as compared to the agitator assembly described in the first neutralization setup. The pH would be constantly monitored and once an initial pH range of 3–11 is achieved, the waste stream would be sent to the second stage neutralization tank. The first stage neutralization tank would allow for any crude adjustment of the pH with metering pumps. Once the desired pH is achieved in the first stage neutralization tank, the contents from the first stage storage will be sent to the second stage. Proper monitoring of the pH of the first stage is necessary to ensure that effluent flow from first stage does not overwhelm the second and third stage tanks as their volumes are much smaller.
The second stage neutralization tank would have a working volume of 2.71 m
3. The tank would be mixed using eductors with a constant forward flow. The pH will be monitored constantly using a small slip stream from the recirculating pump. This second stage would adjust the pH to a range of 5–9. The second stage neutralization tank would run with a constant forward flow rate of 79.45 m
3/h. The third stage neutralization tank is also run with a constant forward flow rate of 79.45 m
3/h. When in the third stage neutralization tank, pH will be controlled in the range of 6–8, a diverter valve would allow the waste stream to exit to the outfall 1 shown in
Figure 2. If the pH is outside of the acceptable pH range the diverter valve would send the stream back to the second stage neutralization tank for additional neutralization. Allowable pH ranges for each stage can be adjusted. second and third stage tanks are designed for ~13 min residence time with the eductor’s being sized to turn over the 22.71 m
3 volume six times per hour. The pH adjustment would be handled by a metering pump to allow for fine pH adjustments. All pH adjustment chemicals (acid or base) would be introduced to the eductor streams to aid in effective mixing of the process fluid with the acid or base. Addition of the acid or base needed for neutralization would be done via injection quill. All the tanks would be Fiber Reinforced Plastic (FRP) with resin liners to withstand the high range of pH encountered.
2.8.3. Improved Neutralization Setup
An improved neutralization setup is proposed during the evaluation of the neutralization setup. In order to optimize the function of the neutralization pit, it was proposed to direct the dilute streams from the cation and anion IX beds directly to outfall 2 that does not need to be pH adjusted, thereby reducing the volume of waste streams that need to be processed in the neutralization tanks. It was found that directing the dilute regeneration streams to the outfall would not alter the composition of the outfall 2. Outfall 2 is monitored by the site before it can be returned to the original water source. Keeping this in mind, an improved neutralization setup is proposed. In this setup, a single tank with a working volume of 75.71 m
3 is proposed to handle all the concentrated waste streams. To increase the reliability of the system two pumps each with a design flow rate of 181.6 m
3/hr were installed for recirculation and feeding forward as shown in
Figure 3. To ensure proper mixing in the tank two eductors are designed to achieve 24 tank volume turnaround every hour to achieve the desired mixing.
2.9. Ensuring Redundancy
For the demineralization system it is desired to have flexibility to run two regeneration cycles simultaneously. For reliability reasons the two neutralization setups should be independent of each other such that if one is under maintenance one neutralization can still be performed. When running two cycles, the maximum effluent volume increases to ~151.42 m3 with a maximum effluent inflow of 122.58 m3/hr occurring during the 2% acid regen and the 5% base regen for 27.5 min. In the event that the entire effluent volume would need to be held for neutralization the existing neutralization pit would need to be used in conjunction with the new tank to achieve redundancy. This would then proceed to be neutralized in the above prescribed manner. In the event that either the existing neutralization pit or the new first stage neutralization tank is down, only one regeneration cycle can be performed to allow for possible upsets in the neutralization process. If the existing pit is not to be used and two regeneration cycles are desired the first stage neutralization tank can be designed to handle 151.42 m3 neutralization waste.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}