
Liquid Hot Water Pretreatment of Lignocellulosic Biomass at Lab and Pilot Scale

 ,
,
Abstract
:1. Introduction
Hydrothermal Pretreatment at Pilot Scale
2. Materials and Methods
2.1. Materials
2.2. Pilot Plant Pretreatment
2.3. Laboratory Pretreatment
2.4. Analysis of Samples
3. Results and Discussion
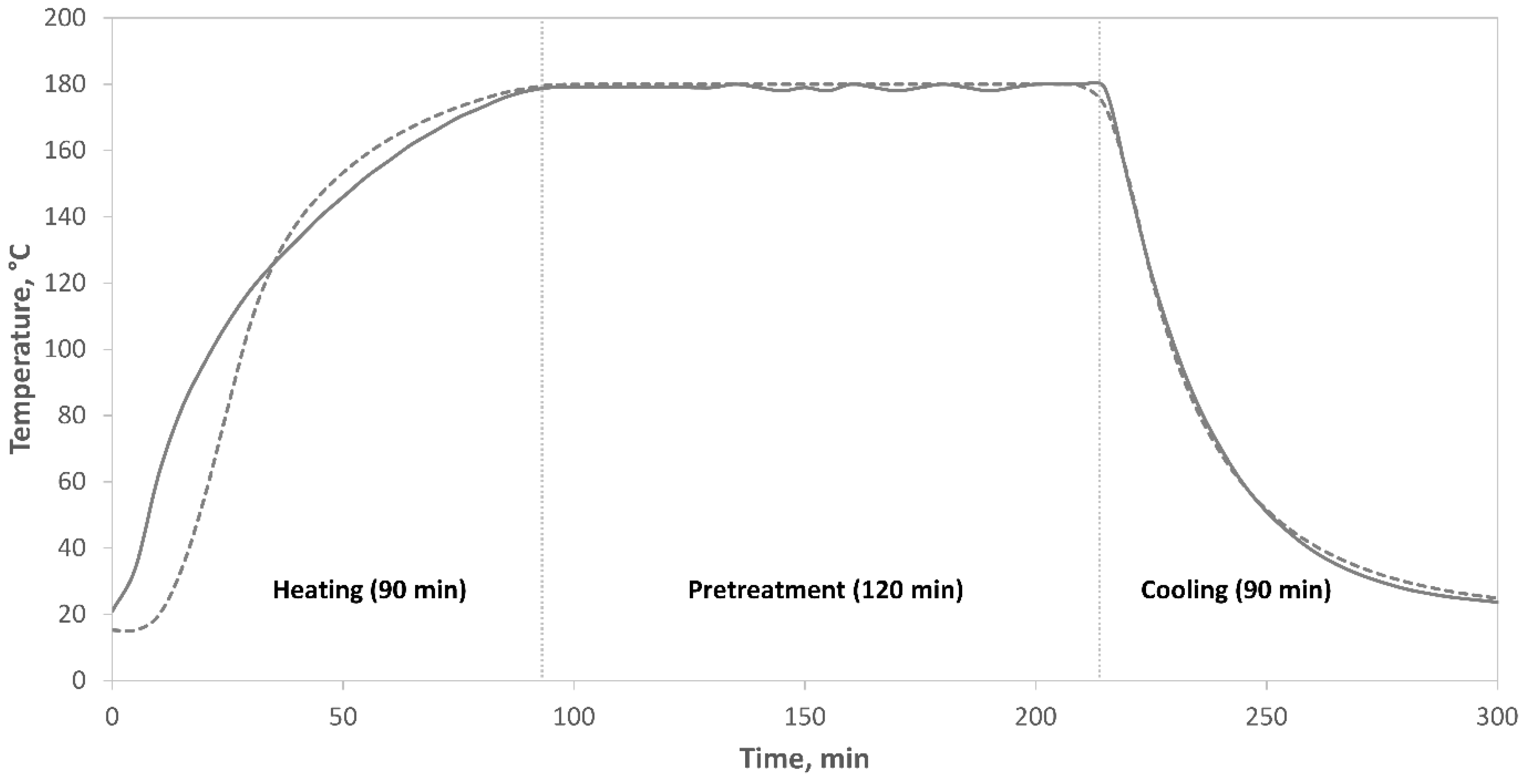
3.1. Heating Profiles
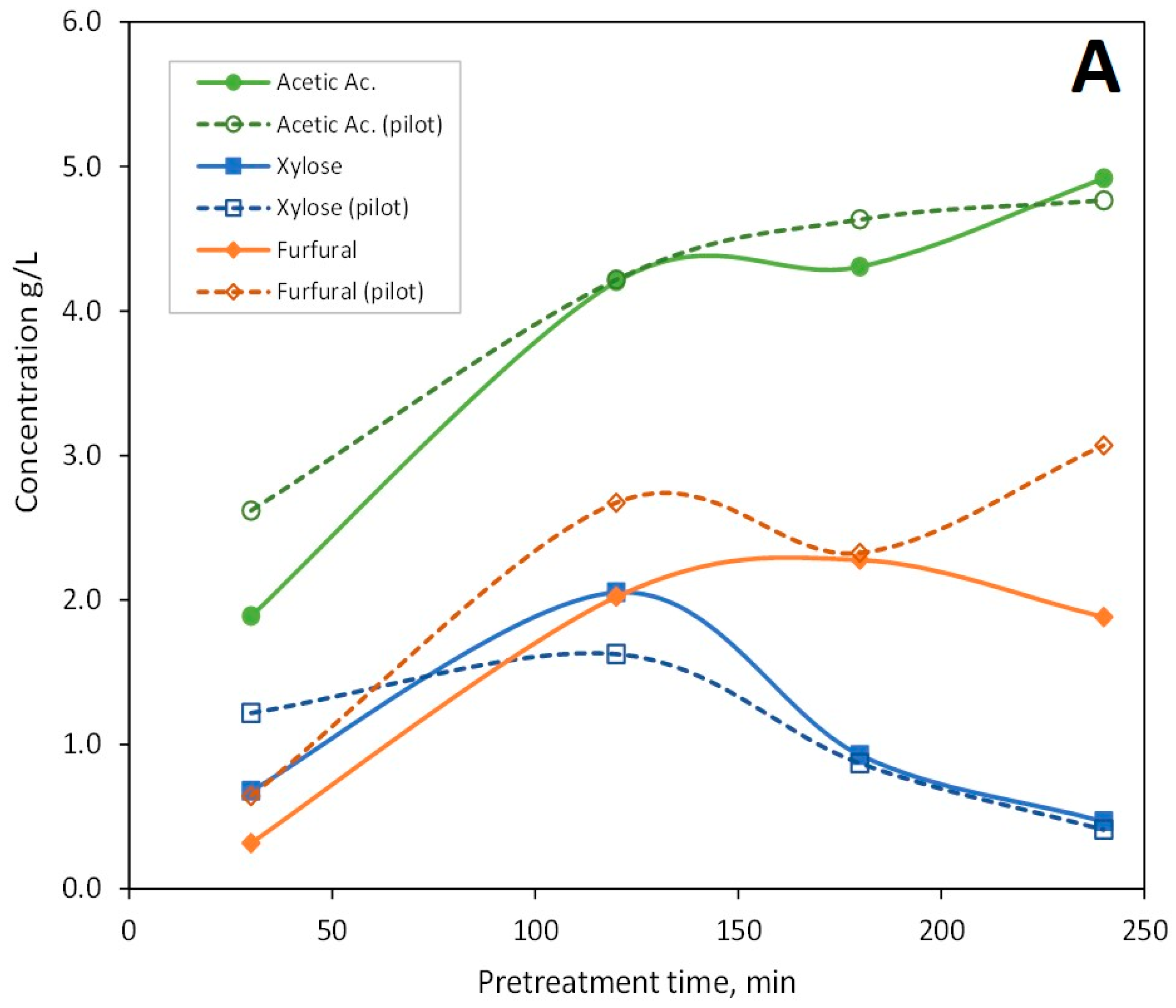
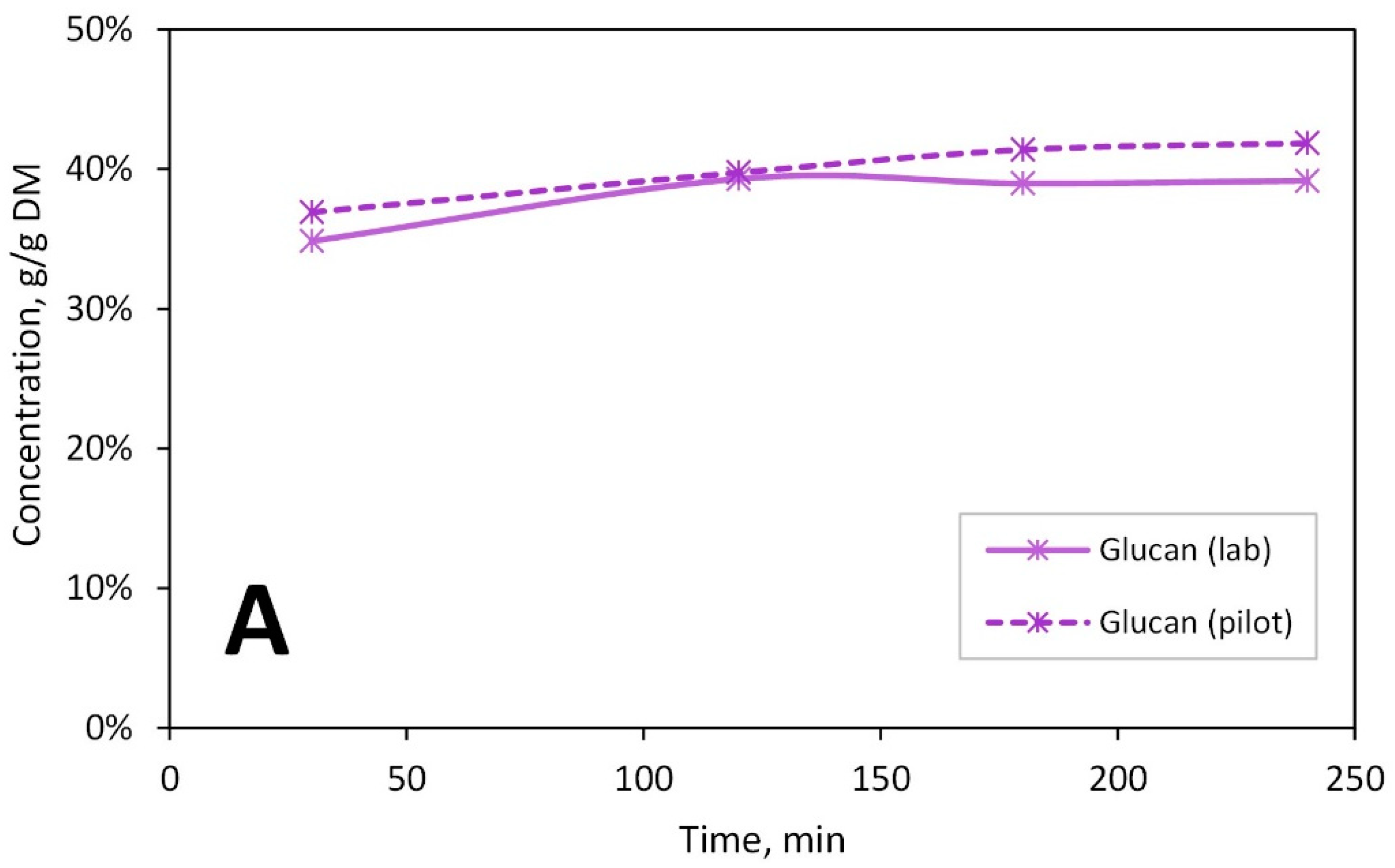
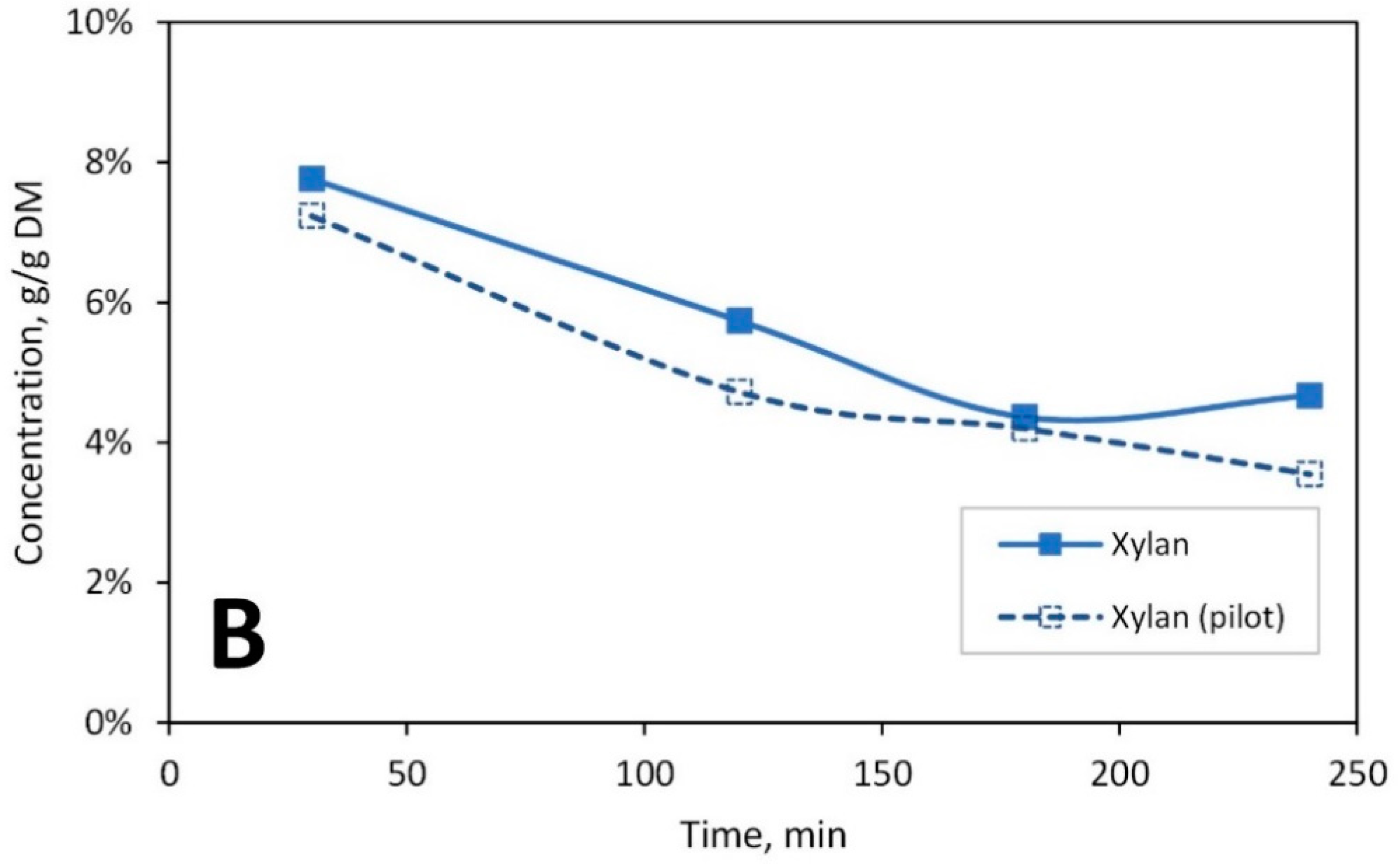
3.2. Effect of Time
3.3. Temperature Effect
3.4. Biomass/Water Ratio Effect
3.5. Complete De-Acetylation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Gnansounou, E. Production and use of lignocellulosic bioethanol in Europe: Current situation and perspectives. Bioresour. Technol. 2010, 101, 4842–4850. [Google Scholar] [CrossRef]
- Souza, G.M.; Victoria, R.; Joly, C.; Verdade, L. Bioenergy & Sustainability: Bridging the Gaps; SCOPE: Paris, France, 2015; Volume 72. [Google Scholar]
- Rezania, S.; Oryani, B.; Cho, J.; Talaiekhozani, A.; Sabbagh, F.; Hashemi, B.; Rupani, P.F.; Mohammadi, A.A. Different pretreatment technologies of lignocellulosic biomass for bioethanol production: An overview. Energy 2020, 199, 117457. [Google Scholar] [CrossRef]
- Hassan, S.S.; Williams, G.A.; Jaiswal, A.K. Emerging technologies for the pretreatment of lignocellulosic biomass. Bioresour. Technol. 2018, 262, 310–318. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ahmed, B.; Aboudi, K.; Tyagi, V.K.; Álvarez-Gallego, C.J.; Fernández-Güelfo, L.A.; Romero-García, L.I.; Kazmi, A. Improvement of anaerobic digestion of lignocellulosic biomass by hydrothermal pretreatment. Appl. Sci. 2019, 9, 3853. [Google Scholar] [CrossRef] [Green Version]
- Behera, S.; Arora, R.; Nandhagopal, N.; Kumar, S. Importance of chemical pretreatment for bioconversion of lignocellulosic biomass. Renew. Sustain. Energy Rev. 2014, 36, 91–106. [Google Scholar] [CrossRef]
- Johnson, A.M.; Kim, H.; Ralph, J.; Mansfield, S.D. Natural acetylation impacts carbohydrate recovery during deconstruction of Populus trichocarpa wood. Biotechnol. Biofuels 2017, 10, 48. [Google Scholar] [CrossRef] [Green Version]
- Almeida, J.R.M.; Bertilsson, M.; Gorwa-Grauslund, M.F.; Gorsich, S.; Lidén, G. Metabolic effects of furaldehydes and impacts on biotechnological processes. Appl. Microbiol. Biotechnol. 2009, 82, 625–638. [Google Scholar] [CrossRef]
- Kabel, M.A.; Bos, G.; Zeevalking, J.; Voragen, A.G.J.; Schols, H.A. Effect of pretreatment severity on xylan solubility and enzymatic breakdown of the remaining cellulose from wheat straw. Bioresour. Technol. 2007, 98, 2034–2042. [Google Scholar] [CrossRef]
- Pedersen, M.; Meyer, A.S. Lignocellulose pretreatment severity—Relating pH to biomatrix opening. New Biotechnol. 2010, 27, 739–750. [Google Scholar] [CrossRef]
- Ko, J.K.; Um, Y.; Park, Y.-C.; Seo, J.-H.; Kim, K.H. Compounds inhibiting the bioconversion of hydrothermally pretreated lignocellulose. Appl. Microbiol. Biotechnol. 2015, 99, 4201–4212. [Google Scholar] [CrossRef]
- Jönsson, L.J.; Martín, C. Pretreatment of lignocellulose: Formation of inhibitory by-products and strategies for minimizing their effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [Green Version]
- Pérez, J.A.; Ballesteros, I.; Ballesteros, M.; Sáez, F.; Negro, M.J.; Manzanares, P. Optimizing Liquid Hot Water pretreatment conditions to enhance sugar recovery from wheat straw for fuel-ethanol production. Fuel 2008, 87, 3640–3647. [Google Scholar] [CrossRef]
- Moreno, A.D.; Tomás-Pejó, E.; Ballesteros, M.; Negro, M.J. Chapter 16—Pretreatment technologies for lignocellulosic biomass deconstruction within a biorefinery perspective. In Biofuels: Alternative Feedstocks and Conversion Processes for the Production of Liquid and Gaseous Biofuels, 2nd ed.; Pandey, A., Larroche, C., Dussap, C.-G., Gnansounou, E., Khanal, S.K., Ricke, S., Eds.; Academic Press: Cambridge, MA, USA, 2019; pp. 379–399. [Google Scholar] [CrossRef]
- Cybulska, I.; Brudecki, G.; Lei, H. Hydrothermal pretreatment of lignocellulosic biomass. In Green Biomass Pretreatment for Biofuels Production; Gu, T., Ed.; Springer: Dordrecht, The Netherlands, 2013; pp. 87–106. [Google Scholar]
- Xiao, L.-P.; Song, G.-Y.; Sun, R.-C. Effect of hydrothermal processing on hemicellulose structure. In Hydrothermal Processing in Biorefineries; Ruiz, H.A., Thomsen, M.H., Trajano, H.L., Eds.; Springer: Berlin/Heidelberg, Germany, 2017; pp. 45–94. [Google Scholar] [CrossRef]
- Lee, J.M.; Shi, J.; Venditti, R.A.; Jameel, H. Autohydrolysis pretreatment of Coastal Bermuda grass for increased enzyme hydrolysis. Bioresour. Technol. 2009, 100, 6434–6441. [Google Scholar] [CrossRef]
- Garrote, G.; Kabel, M.A.; Schols, H.A.; Falqué, E.; Domínguez, H.; Parajó, J.C. Effects of Eucalyptus globulus wood autohydrolysis conditions on the reaction products. J. Agric. Food Chem. 2007, 55, 9006–9013. [Google Scholar] [CrossRef] [PubMed]
- Tan, L.; Liu, Z.; Zhang, T.; Wang, Z.; Liu, T. Enhanced enzymatic digestibility of poplar wood by quick hydrothermal treatment. Bioresour. Technol. 2020, 302, 122795. [Google Scholar] [CrossRef] [PubMed]
- Kim, Y.; Mosier, N.S.; Ladisch, M.R. Enzymatic digestion of liquid hot water pretreated hybrid poplar. Biotechnol. Prog. 2009, 25, 340–348. [Google Scholar] [CrossRef] [PubMed]
- Kucharska, K.; Rybarczyk, P.; Hołowacz, I.; Łukajtis, R.; Glinka, M.; Kamiński, M. Pretreatment of lignocellulosic materials as substrates for fermentation processes. Molecules 2018, 23, 2937. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, M.; Cao, S.; Meng, X.; Studer, M.; Wyman, C.E.; Ragauskas, A.J.; Pu, Y. The effect of liquid hot water pretreatment on the chemical–structural alteration and the reduced recalcitrance in poplar. Biotechnol. Biofuels 2017, 10, 237. [Google Scholar] [CrossRef]
- Hongdan, Z.; Shaohua, X.; Shubin, W. Enhancement of enzymatic saccharification of sugarcane bagasse by liquid hot water pretreatment. Bioresour. Technol. 2013, 143, 391–396. [Google Scholar] [CrossRef] [PubMed]
- Feng, N.; Ren, L.; Wu, H.; Wu, Q.; Xie, Y. New insights on structure of lignin-carbohydrate complex from hot water pretreatment liquor. Carbohydr. Polym. 2019, 224, 115130. [Google Scholar] [CrossRef] [PubMed]
- Harmsen, J.; de Haan, A.B.; Swinkels, P.L. Product and Process Design: Driving Innovation; Walter de Gruyter GmbH & Co KG: Berlin, Germany; Boston, MA, USA, 2018. [Google Scholar]
- Rodríguez, F.; Sanchez, A.; Amaya-Delgado, L. Xylooligosaccharides production from lignocellulosic biomass using a pilot-scale pretreatment continuous tubular reactor. Modelling and experimental validation. Ind. Crop. Prod. 2019, 134, 62–70. [Google Scholar] [CrossRef]
- Sievers, D.A.; Stickel, J.J. Modeling residence-time distribution in horizontal screw hydrolysis reactors. Chem. Eng. Sci. 2018, 175, 396–404. [Google Scholar] [CrossRef]
- Petersen, M.Ø.; Larsen, J.; Thomsen, M.H. Optimization of hydrothermal pretreatment of wheat straw for production of bioethanol at low water consumption without addition of chemicals. Biomass Bioenergy 2009, 33, 834–840. [Google Scholar] [CrossRef]
- Ruiz, H.A.; Conrad, M.; Sun, S.-N.; Sanchez, A.; Rocha, G.J.M.; Romaní, A.; Castro, E.; Torres, A.; Rodríguez-Jasso, R.M.; Andrade, L.P.; et al. Engineering aspects of hydrothermal pretreatment: From batch to continuous operation, scale-up and pilot reactor under biorefinery concept. Bioresour. Technol. 2020, 299, 122685. [Google Scholar] [CrossRef] [Green Version]
- Rocha, G.J.M.; Gonçalves, A.R.; Nakanishi, S.C.; Nascimento, V.M.; Silva, V.F.N. Pilot scale steam explosion and diluted sulfuric acid pretreatments: Comparative study aiming the sugarcane bagasse saccharification. Ind. Crop. Prod. 2015, 74, 810–816. [Google Scholar] [CrossRef]
- Nakanishi, S.C.; Nascimento, V.M.; Rabelo, S.C.; Sampaio, I.L.M.; Junqueira, T.L.; Rocha, G.J.M. Comparative material balances and preliminary technical analysis of the pilot scale sugarcane bagasse alkaline pretreatment to 2G ethanol production. Ind. Crop. Prod. 2018, 120, 187–197. [Google Scholar] [CrossRef]
- Menezes, F.; Rocha, G.; Maciel Filho, R. Obtainment and characterization of lignin from enzymatic hydrolysis of sugarcane bagasse of 2G ethanol process in pilot scale. Chem. Eng. Trans. 2016, 50, 397–402. [Google Scholar]
- Rossner, A.; Parra, C. Pilot plant design and operation using a hydrothermal pretreatment: Bioenercel experience. In Hydrothermal Processing in Biorefineries; Ruiz, H.A., Thomsen, M.H., Trajano, H.L., Eds.; Springer: Cham, Switzerland, 2017. [Google Scholar] [CrossRef]
- Silva, V.F.N.; Arruda, P.V.; Felipe, M.G.A.; Gonçalves, A.R.; Rocha, G.J.M. Fermentation of cellulosic hydrolysates obtained by enzymatic saccharification of sugarcane bagasse pretreated by hydrothermal processing. J. Ind. Microbiol. Biotechnol. 2011, 38, 809–817. [Google Scholar] [CrossRef]
- Krátký, L.; Jirout, T.; Nalezenec, J. Lab-scale technology for biogas production from lignocellulose wastes. Acta Polytech. 2012, 52, 54–59. [Google Scholar] [CrossRef]
- Nascimento, V.M.; Rossell, C.E.V.; de Moraes Rocha, G.J. Scale-up hydrothermal pretreatment of sugarcane bagasse and straw for second-generation ethanol production. In Hydrothermal Processing in Biorefineries; Ruiz, H.A., Thomsen, M.H., Trajano, H.L., Eds.; Springer: Cham, Switzerland, 2017; pp. 377–388. [Google Scholar] [CrossRef]
- Mosier, N.S.; Hendrickson, R.; Brewer, M.; Ho, N.; Sedlak, M.; Dreshel, R.; Welch, G.; Dien, B.S.; Aden, A.; Ladisch, M.R. Industrial scale-up of pH-controlled liquid hot water pretreatment of corn fiber for fuel ethanol production. Appl. Biochem. Biotechnol. 2005, 125, 77–97. [Google Scholar] [CrossRef]
- Aguilar, D.L.; Rodríguez-Jasso, R.M.; Zanuso, E.; de Rodríguez, D.J.; Amaya-Delgado, L.; Sanchez, A.; Ruiz, H.A. Scale-up and evaluation of hydrothermal pretreatment in isothermal and non-isothermal regimen for bioethanol production using agave bagasse. Bioresour. Technol. 2018, 263, 112–119. [Google Scholar] [CrossRef]
- Jimenez-Gutierrez, J.M.; van der Wielen, L.A.M.; Straathof, A.J.J. Subcritical CO2 shows no effect on liquid hot water pretreatment of poplar wood. Bioresour. Technol. Rep. 2020, 11, 100442. [Google Scholar] [CrossRef]
- Palonen, H.; Thomsen, A.B.; Tenkanen, M.; Schmidt, A.S.; Viikari, L. Evaluation of wet oxidation pretreatment for enzymatic hydrolysis of softwood. Appl. Biochem. Biotechnol. 2004, 117, 1–17. [Google Scholar] [CrossRef] [Green Version]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of structural carbohydrates and lignin in biomass. Lab. Anal. Proced. 2008, 1617, 1–16. [Google Scholar]
- Nabarlatz, D.; Farriol, X.; Montané, D. Kinetic modeling of the autohydrolysis of lignocellulosic biomass for the production of hemicellulose-derived oligosaccharides. Ind. Eng. Chem. Res. 2004, 43, 4124–4131. [Google Scholar] [CrossRef]
- Weil, J.; Sarikaya, A.; Rau, S.-L.; Goetz, J.; Ladisch, C.M.; Brewer, M.; Hendrickson, R.; Ladisch, M.R. Pretreatment of yellow poplar sawdust by pressure cooking in water. Appl. Biochem. Biotechnol. 1997, 68, 21–40. [Google Scholar] [CrossRef]
- Thomsen, M.H.; Thygesen, A.; Jørgensen, H.; Larsen, J.; Christensen, B.H.; Thomsen, A.B. Preliminary results on optimization of pilot scale pretreatment of wheat straw used in coproduction of bioethanol and electricity. In Twenty-Seventh Symposium on Biotechnology for Fuels and Chemicals; McMillan, J.D., Adney, W.S., Mielenz, J.R., Klasson, K.T., Eds.; Humana Press: Totowa, NJ, USA, 2006; pp. 448–460. [Google Scholar]
- Negro, M.J.; Manzanares, P.; Ballesteros, I.; Oliva, J.M.; Cabanas, A.; Ballesteros, M. Hydrothermal pretreatment conditions to enhance ethanol production from poplar biomass. Appl. Biochem. Biotechnol. 2003, 105, 87–100. [Google Scholar] [CrossRef]
- Mayr, G.; Zeppetzauer, F.; Zweckmair, T.; Bauer, D.; Hild, S.; Potthast, A.; Rosenau, T.; Röder, T. The Reactions of Cellulose and Hemicellulose Degradation Products in the Viscose Fibre Spin Bath. Lenzing. Ber. 2015, 92, 53–58. [Google Scholar]
- Danon, B.; van der Aa, L.; de Jong, W. Furfural degradation in a dilute acidic and saline solution in the presence of glucose. Carbohydr. Res. 2013, 375, 145–152. [Google Scholar] [CrossRef]
- Casey, E.; Sedlak, M.; Ho, N.W.Y.; Mosier, N.S. Effect of acetic acid and pH on the cofermentation of glucose and xylose to ethanol by a genetically engineered strain of Saccharomyces cerevisiae. FEMS Yeast Res. 2010, 10, 385–393. [Google Scholar] [CrossRef]
- Gurram, R.N.; Datta, S.; Lin, Y.J.; Snyder, S.W.; Menkhaus, T.J. Removal of enzymatic and fermentation inhibitory compounds from biomass slurries for enhanced biorefinery process efficiencies. Bioresour. Technol. 2011, 102, 7850–7859. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scale | Temperature (°C) | Glucose (g/L) | Xylose (g/L) | Formic Acid (g/L) | Acetic Acid (g/L) | HMF (g/L) | Furfural (g/L) |
|---|---|---|---|---|---|---|---|
| Lab | 180 | 0.28 | 2.05 | 0.88 | 4.20 | 0.30 | 2.02 |
| 188 | 0.33 | 0.56 | 0.97 | 4.40 | 0.54 | 1.80 | |
| Pilot | 180 | 0.28 | 1.62 | 0.96 | 4.22 | 0.31 | 2.67 |
| 188 | 0.31 | 0.39 | 1.06 | 4.67 | 0.65 | 2.15 |
| Scale | Initial Biomass Fraction | Glucose mg/g | Xylose mg/g | Formic Acid mg/g | Acetic Acid mg/g | HMF mg/g | Furfural mg/g |
|---|---|---|---|---|---|---|---|
| Lab | 10% | 2.48 | 18.46 | 7.94 | 37.84 | 2.74 | 18.19 |
| 15% | 2.75 | 9.55 | 8.83 | 36.46 | 2.92 | 16.17 | |
| Pilot | 10% | 2.50 | 14.62 | 8.68 | 37.96 | 2.74 | 24.05 |
| 16% | 2.98 | 9.91 | 9.71 | 37.63 | 3.28 | 16.85 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jimenez-Gutierrez, J.M.; Verlinden, R.A.J.; van der Meer, P.C.; van der Wielen, L.A.M.; Straathof, A.J.J. Liquid Hot Water Pretreatment of Lignocellulosic Biomass at Lab and Pilot Scale. Processes 2021, 9, 1518. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9091518
Jimenez-Gutierrez JM, Verlinden RAJ, van der Meer PC, van der Wielen LAM, Straathof AJJ. Liquid Hot Water Pretreatment of Lignocellulosic Biomass at Lab and Pilot Scale. Processes. 2021; 9(9):1518. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9091518
Chicago/Turabian StyleJimenez-Gutierrez, Jose M. (Chema), Rob A. J. Verlinden, Peter C. van der Meer, Luuk A. M. van der Wielen, and Adrie J. J. Straathof. 2021. "Liquid Hot Water Pretreatment of Lignocellulosic Biomass at Lab and Pilot Scale" Processes 9, no. 9: 1518. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9091518