
Automated Compartment Model Development Based on Data from Flow-Following Sensor Devices



Abstract
:1. Introduction
2. Materials and Methods
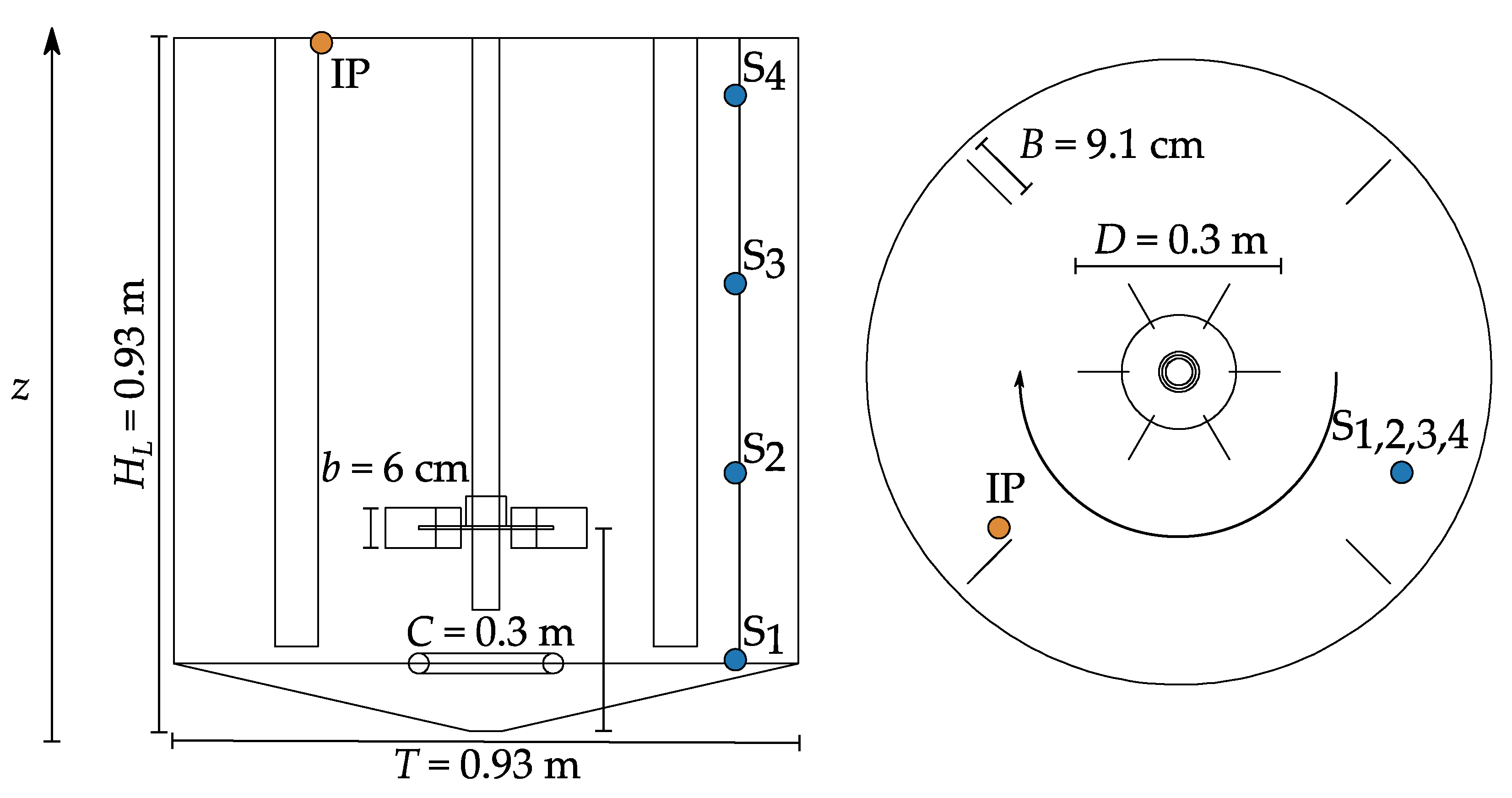
2.1. Stirred Reactor Geometry
2.2. Experimental Conditions
2.3. Mixing Time
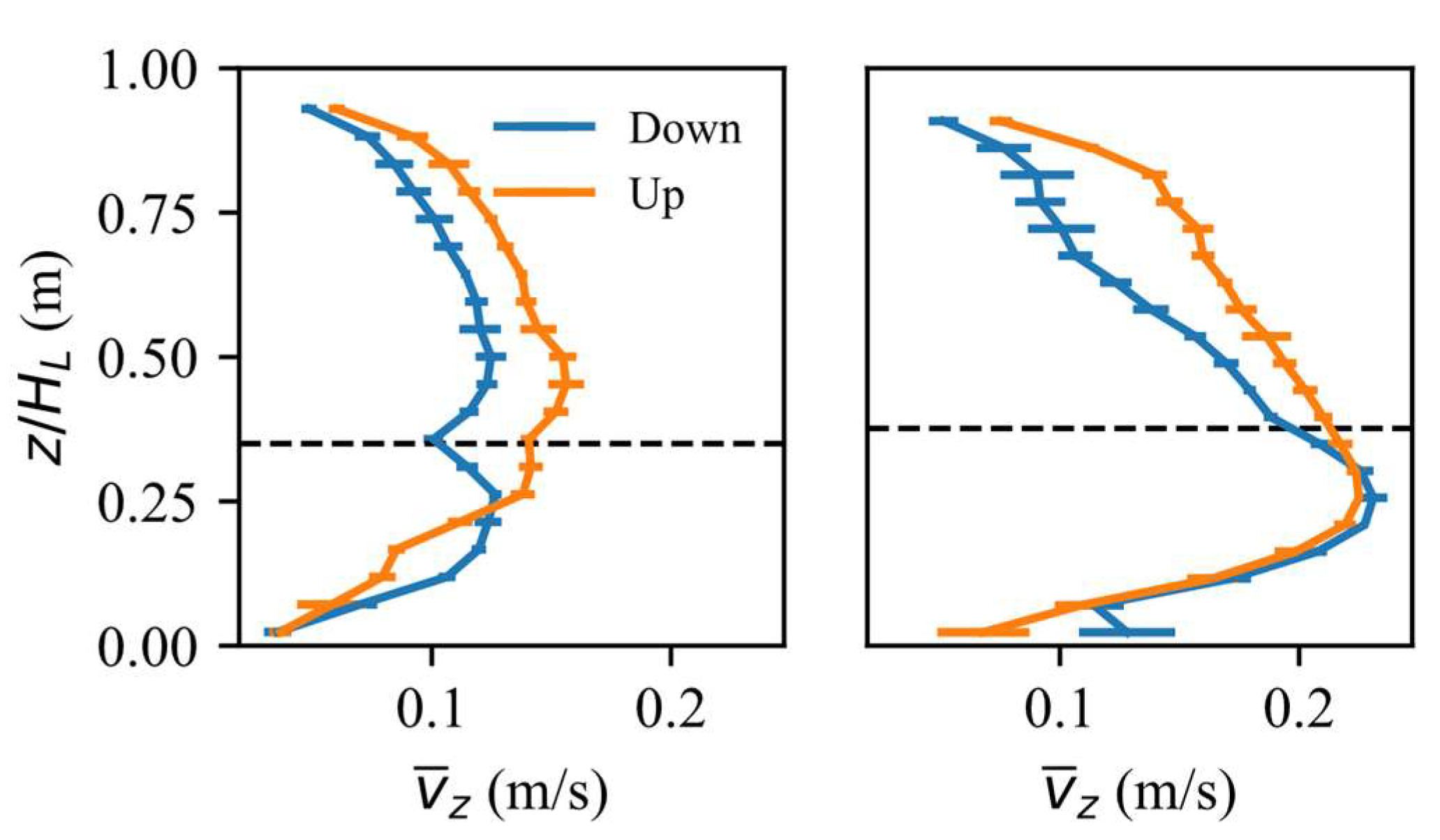
2.4. Flow-Following Sensor Devices
Processing of Sensor Device Data
3. Modelling
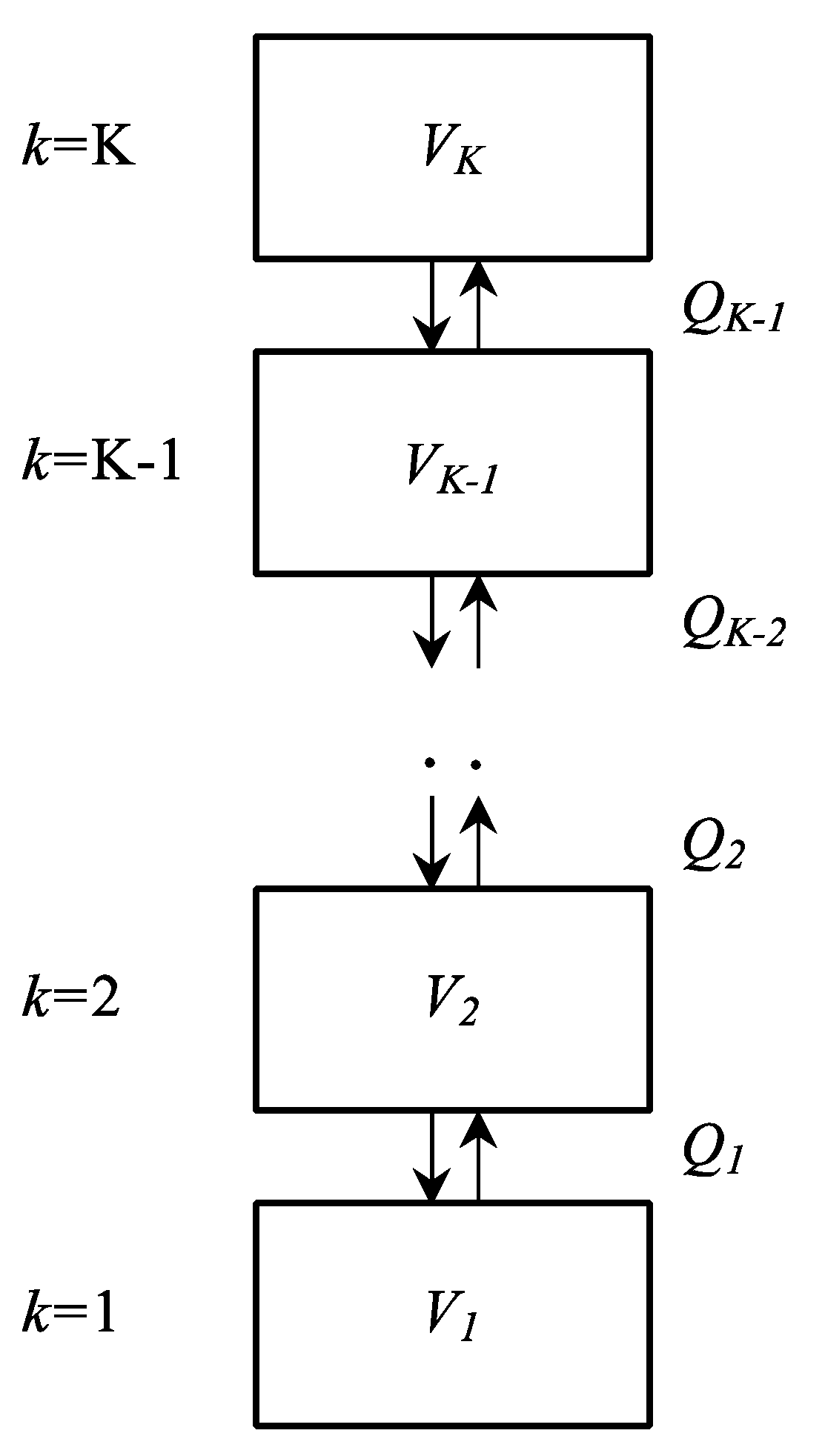
3.1. Data-Based Axial Compartment Model
3.1.1. Inter-Compartmental Flow Rates and Volumes
3.1.2. Automatic Zoning
3.2. Simulation of Tracer Pulses
3.3. CFD Simulations
4. Results and Discussion
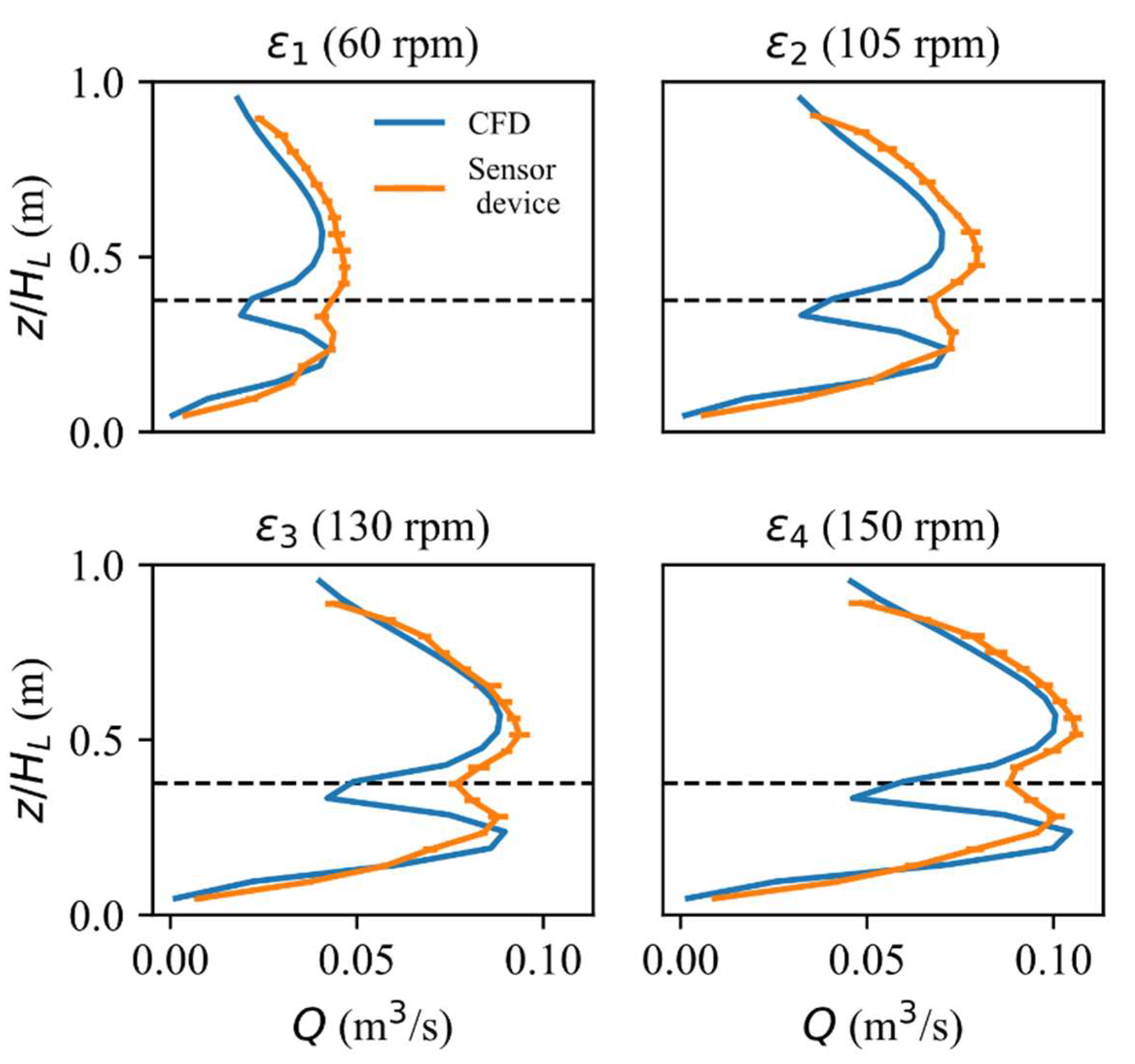
4.1. Comparison of CFD and Sensor Device Derived Flow Rates
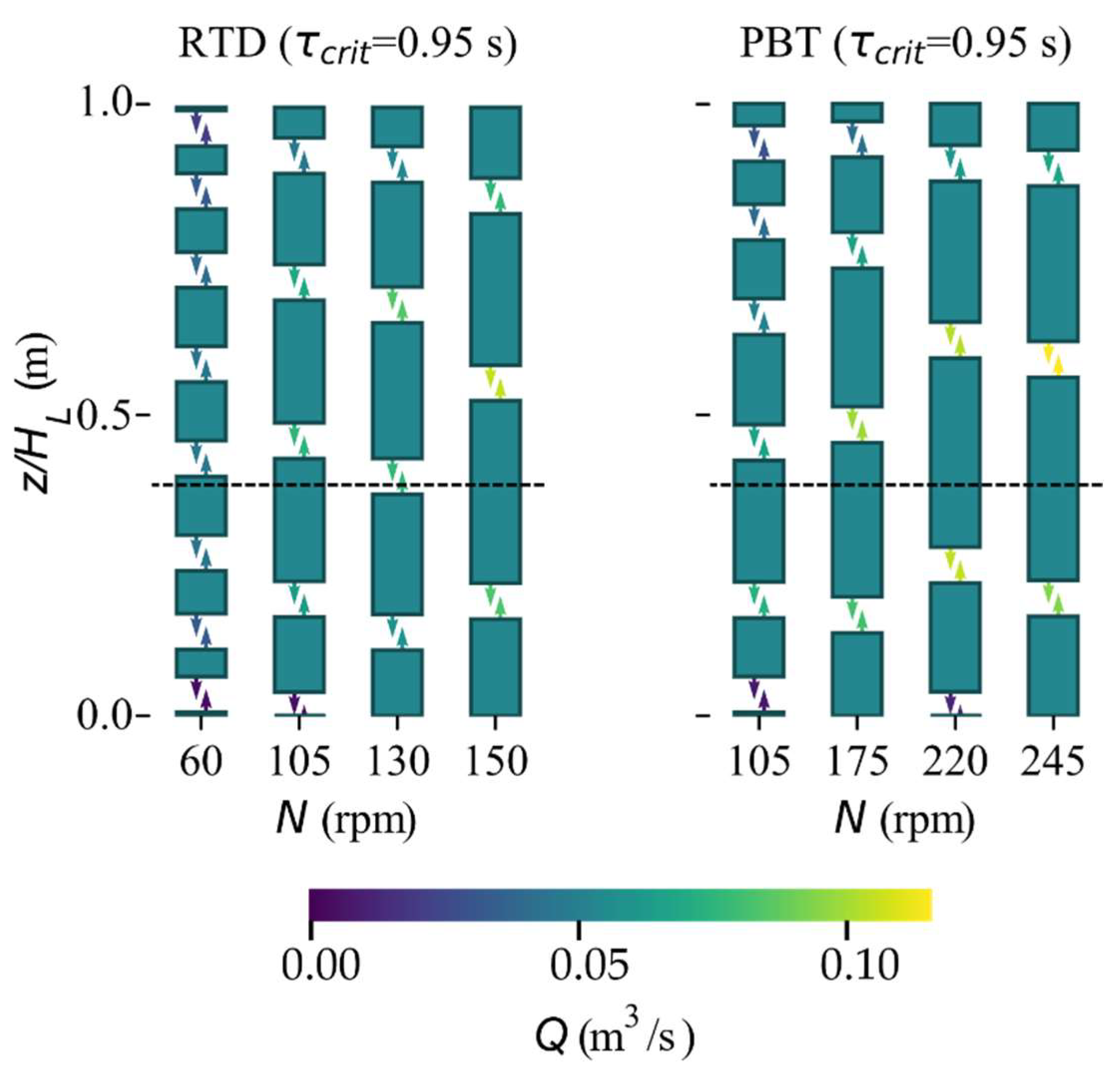
4.2. Comparison of Automatic Zoning
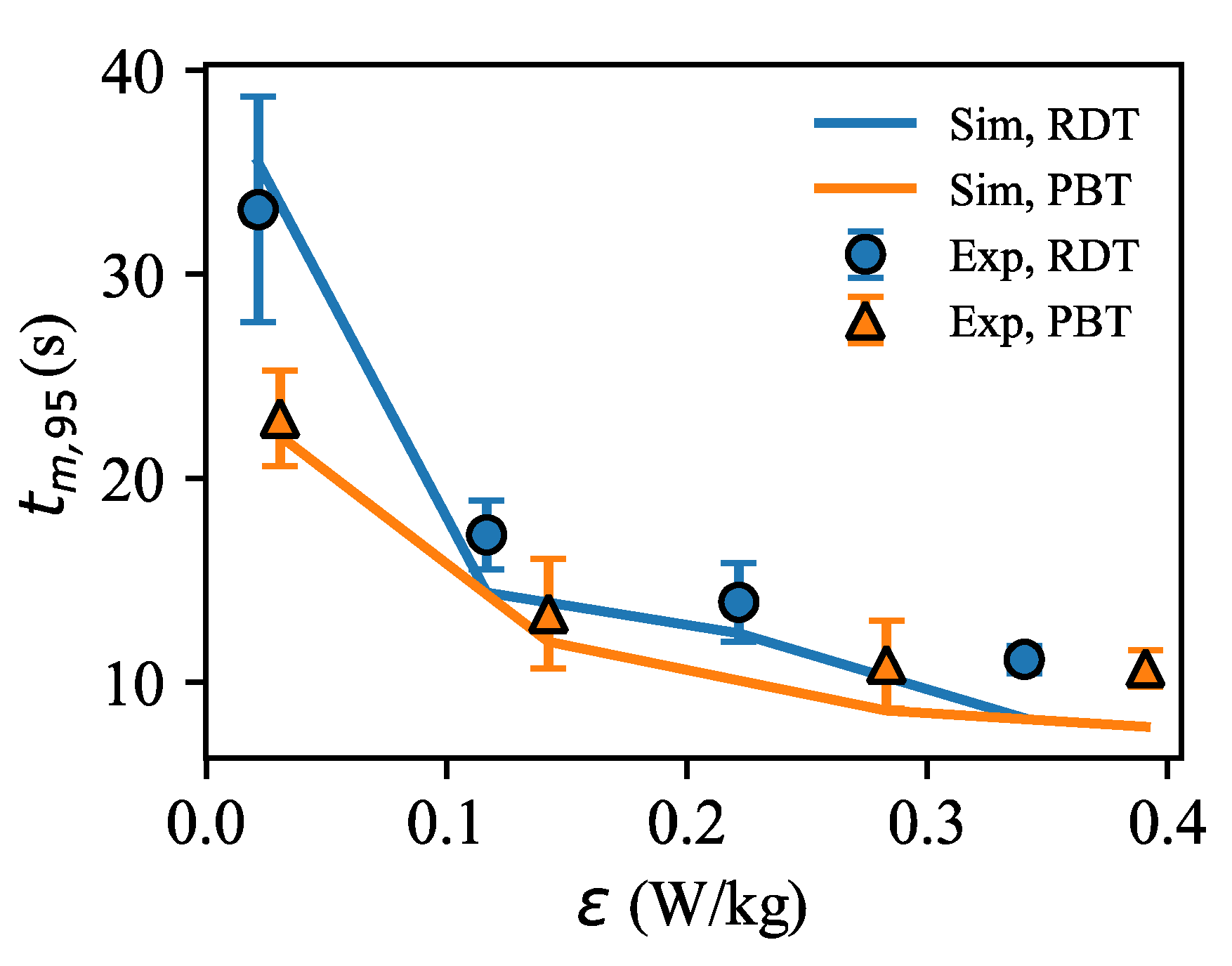
4.3. Comparison of CM-Simulated and Measured Mixing Times
5. Conclusions
- The approach to derive axial-flow rates from the sensor devices was appropriate, however, inaccuracies were present since the sensor devices were not ideal flow tracers.
- A value for the model parameter τcrit of 0.95 seconds was found to provide the most accurate predictions of the mixing in the vessel for the examined conditions (relative errors between 3–27%).
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Variable | Description | Unit |
| A | Cross-sectional area | [m2] |
| B | Baffle width | [m] |
| b | Impeller blade height | [m] |
| C | Impeller clearance | [m] |
| D | Impeller diameter | [m] |
| g | Gravitational acceleration | [m/s2] |
| HL | Liquid height | [m] |
| K | Number of compartments | [-] |
| Kinit | Initial number of compartments | [-] |
| N | Impeller speed | [rpm] |
| P | Pressure | [Pa] |
| Q | Volumetric flow rate | [m3/s] |
| Re | Reynolds number | [-] |
| St | Stokes number | [-] |
| T | Vessel diameter | [m] |
| tm | Mixing time | [s] |
| V | Volume | [m3] |
| v | Velocity | [m/s] |
| z | Axial dimension | [m] |
| ε | Specific power input | [W/kg] |
| ρ | Density | [kg/m3] |
| τ | Local residence time | [s] |
| τcrit | Critical local residence time | [s] |
| µ | Dynamic viscosity | [Pa·s] |
| Abbreviations | Description | |
| CFD | Computational fluid dynamics | |
| CM | Compartment model | |
| IP | Injection point | |
| PBT | Pitch blade turbine | |
| RDT | Rushton disc turbine | |
| RMS | Root mean square | |
| S | Fixed sensor | |
| SSE | Sum of squared errors |
References
- Gernaey, K.V.; Lantz, A.E.; Tufvesson, P.; Woodley, J.M.; Sin, G. Application of mechanistic models to fermentation and biocatalysis for next-generation processes. Trends Biotechnol. 2010, 28, 346–354. [Google Scholar] [CrossRef] [PubMed]
- Lara, A.R.; Galindo, E.; Ramírez, O.T.; Palomares, L.A. Living with heterogeneities in bioreactors: Understanding the effects of environmental gradients on cells. Mol. Biotechnol. 2006, 34, 355–381. [Google Scholar] [CrossRef]
- Pigou, M.; Morchain, J.; Fede, P.; Penet, M.I.; Laronze, G. An assessment of methods of moments for the simulation of population dynamics in large-scale bioreactors. Chem. Eng. Sci. 2017, 171, 218–232. [Google Scholar] [CrossRef] [Green Version]
- Vrábel, P.; Van Der Lans, R.G.J.M.; Luyben, K.C.A.M.; Boon, L.; Nienow, A.W. Mixing in large-scale vessels stirred with multiple radial or radial and axial up-pumping impellers: Modelling and measurements. Chem. Eng. Sci. 2000, 55, 5881–5896. [Google Scholar] [CrossRef]
- Marshall, E.M.; Bakker, A. Computational Fluid Mixing. In Handbook of Industrial Mixing; John Wiley & Sons: Hoboken, NJ, USA, 2004; pp. 257–343. ISBN 9781444312928. [Google Scholar]
- Delafosse, A.; Collignon, M.L.; Calvo, S.; Delvigne, F.; Crine, M.; Thonart, P.; Toye, D. CFD-based compartment model for description of mixing in bioreactors. Chem. Eng. Sci. 2014, 106, 76–85. [Google Scholar] [CrossRef]
- Haringa, C.; Tang, W.; Deshmukh, A.T.; Xia, J.; Reuss, M.; Heijnen, J.J.; Mudde, R.F.; Noorman, H.J. Euler-Lagrange computational fluid dynamics for (bio)reactor scale down: An analysis of organism lifelines. Eng. Life Sci. 2016, 16, 652–663. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vrábel, P.; Van Der Lans, R.G.J.M.; Cui, Y.Q.; Luyben, K.C.A.M. Compartment model approach: Mixing in large scale aerated reactors with multiple impellers. Chem. Eng. Res. Des. 1999, 77, 291–302. [Google Scholar] [CrossRef]
- Reinecke, S.; Deutschmann, A.; Jobst, K.; Kryk, H.; Friedrich, E.; Hampel, U. Flow following sensor particles-Validation and macro-mixing analysis in a stirred fermentation vessel with a highly viscous substrate. Biochem. Eng. J. 2012, 69, 159–171. [Google Scholar] [CrossRef]
- Tajsoleiman, T.; Spann, R.; Bach, C.; Gernaey, K.V.; Huusom, J.K.; Krühne, U. A CFD based automatic method for compartment model development. Comput. Chem. Eng. 2019, 123, 236–245. [Google Scholar] [CrossRef]
- Groen, D.J. Macromixing in Bioreactors; Delft University of Technology: Delft, The Netherlands, 1994. [Google Scholar]
- Zahradník, J.; Mann, R.; Fialová, M.; Vlaev, D.; Vlaev, S.D.; Lossev, V.; Seichter, P. A networks-of-zones analysis of mixing and mass transfer in three industrial bioreactors. Chem. Eng. Sci. 2001, 56, 485–492. [Google Scholar] [CrossRef]
- Cui, Y.Q.; Van Der Lans, R.G.J.M.; Noorman, H.J.; Luyben, K.C.A.M. Compartment mixing model for stirred reactors with multiple impellers. Chem. Eng. Res. Des. 1996, 74, 261–271. [Google Scholar]
- Nørregaard, A.; Bach, C.; Krühne, U.; Borgbjerg, U.; Gernaey, K.V. Hypothesis-driven compartment model for stirred bioreactors utilizing computational fluid dynamics and multiple pH sensors. Chem. Eng. J. 2019, 356, 161–169. [Google Scholar] [CrossRef]
- Bezzo, F.; Macchietto, S. A general methodology for hybrid multizonal/CFD models: Part II. Automatic zoning. Comput. Chem. Eng. 2004, 28, 513–525. [Google Scholar] [CrossRef]
- Poulsen, B.R.; Iversen, J.J.L. Mixing determinations in reactor vessels using linear buffers. Chem. Eng. Sci. 1997, 52, 979–984. [Google Scholar] [CrossRef]
- Brown, D.A.R.; Jones, P.N.; Middelton, J.C. Experimental Methods—Part A: Measuring Tools and Techniques for Mixing and Flow Visualization Studies; John Wiley & Sons: Hoboken, NJ, USA, 2004; ISBN 0-471-26919-0. [Google Scholar]
- Freesense ApS Fermentation Modelling, Accelerated. Available online: www.freesense.dk/technology (accessed on 23 June 2021).
- Bisgaard, J.; Muldbak, M.; Cornelissen, S.; Tajsoleiman, T.; Huusom, J.K.; Rasmussen, T.; Gernaey, K.V. Flow-following sensor devices: A tool for bridging data and model predictions in large-scale fermentations. J. Comput. Struct. Biotechnol. 2020, 18, 2908–2919. [Google Scholar] [CrossRef]
- Enfors, S.O. Continuous and fed-batch fermentation. In Biochemical Engineering Principles; Beroviĉ, M., Nienow, A.W., Eds.; Faculty of Chemistry and Chemical Technology, University of Ljubljana: Ljubljana, Slovenia, 2005; pp. 146–170. [Google Scholar]
- Bach, C.; Yang, J.; Larsson, H.; Stocks, S.M.; Gernaey, K.V.; Albaek, M.O.; Krühne, U. Evaluation of mixing and mass transfer in a stirred pilot scale bioreactor utilizing CFD. Chem. Eng. Sci. 2017, 171, 19–26. [Google Scholar] [CrossRef]
- Bisgaard, J.; Muldbak, M.; Tajsoleiman, T.; Rydal, T.; Rasmussen, T.; Huusom, J.K.; Gernaey, K.V. Characterization of mixing performance in bioreactors using flow-following sensor devices. Chem. Eng. Res. Des. 2021. [Google Scholar] [CrossRef]
- Crowe, C.T.; Schwarzkopf, J.D.; Sommerfeld, M.; Tsuji, Y. Properties of dispersed phase flows. In Multiphase Flows with Droplets and Particles; CRC Press: Boca Raton, FL, USA, 2012; pp. 24–26. [Google Scholar]
- Tropea, C.; Yarin, A.L.; Foss, J.F. Particle-based techniques. In Handbook of Experimental Fluid Mechanics; Springer: Berlin/Heidelberg, Germany, 2007; pp. 287–290. [Google Scholar]
- Haringa, C.; Tang, W.; Wang, G.; Deshmukh, A.T.; van Winden, W.A.; Chu, J.; van Gulik, W.M.; Heijnen, J.J.; Mudde, R.F.; Noorman, H.J. Computational fluid dynamics simulation of an industrial P. chrysogenum fermentation with a coupled 9-pool metabolic model: Towards rational scale-down and design optimization. Chem. Eng. Sci. 2018, 175, 12–24. [Google Scholar] [CrossRef]
- van Barneveld, J.; Smit, W.; Oosterhuis, N.M.G.; Pragt, H.J. Measuring the Liquid Circulation Time in a Large Gas—Liquid Contactor by Means of a Radio Pill. 2. Circulation Time Distribution. Ind. Eng. Chem. Res. 1987, 26, 2192–2195. [Google Scholar] [CrossRef]
- Spann, R.; Gernaey, K.V.; Sin, G. A compartment model for risk-based monitoring of lactic acid bacteria cultivations. Biochem. Eng. J. 2019, 151, 107293. [Google Scholar] [CrossRef]
- Amanullah, A.; Buckland, B.C.; Nienow, A.W. Mixing in the Fermentation and Cell Culture Industries. In Handbook of Industrial Mixing; John Wiley & Sons: Hoboken, NJ, USA, 2004; pp. 1071–1170. ISBN 0471269190. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Relative Error | ||||
|---|---|---|---|---|
| ε1 | ε2 | ε3 | ε4 | |
| RDT | 7% (2.3 s) | −16% (2.8 s) | −11% (1.5 s) | −26% (2.9 s) |
| PBT | −3% (0.9 s) | −10% (1.4 s) | −21% (2.3 s) | −27% (2.9 s) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bisgaard, J.; Tajsoleiman, T.; Muldbak, M.; Rydal, T.; Rasmussen, T.; Huusom, J.K.; Gernaey, K.V. Automated Compartment Model Development Based on Data from Flow-Following Sensor Devices. Processes 2021, 9, 1651. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9091651
Bisgaard J, Tajsoleiman T, Muldbak M, Rydal T, Rasmussen T, Huusom JK, Gernaey KV. Automated Compartment Model Development Based on Data from Flow-Following Sensor Devices. Processes. 2021; 9(9):1651. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9091651
Chicago/Turabian StyleBisgaard, Jonas, Tannaz Tajsoleiman, Monica Muldbak, Thomas Rydal, Tue Rasmussen, Jakob K. Huusom, and Krist V. Gernaey. 2021. "Automated Compartment Model Development Based on Data from Flow-Following Sensor Devices" Processes 9, no. 9: 1651. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9091651