Crumb Rubber as a Secondary Raw Material from Waste Rubber: A Short Review of End-Of-Life Mechanical Processing Methods

 ,
, 
Abstract
:1. Introduction
- the presence of a three-dimensional network formed during vulcanization;
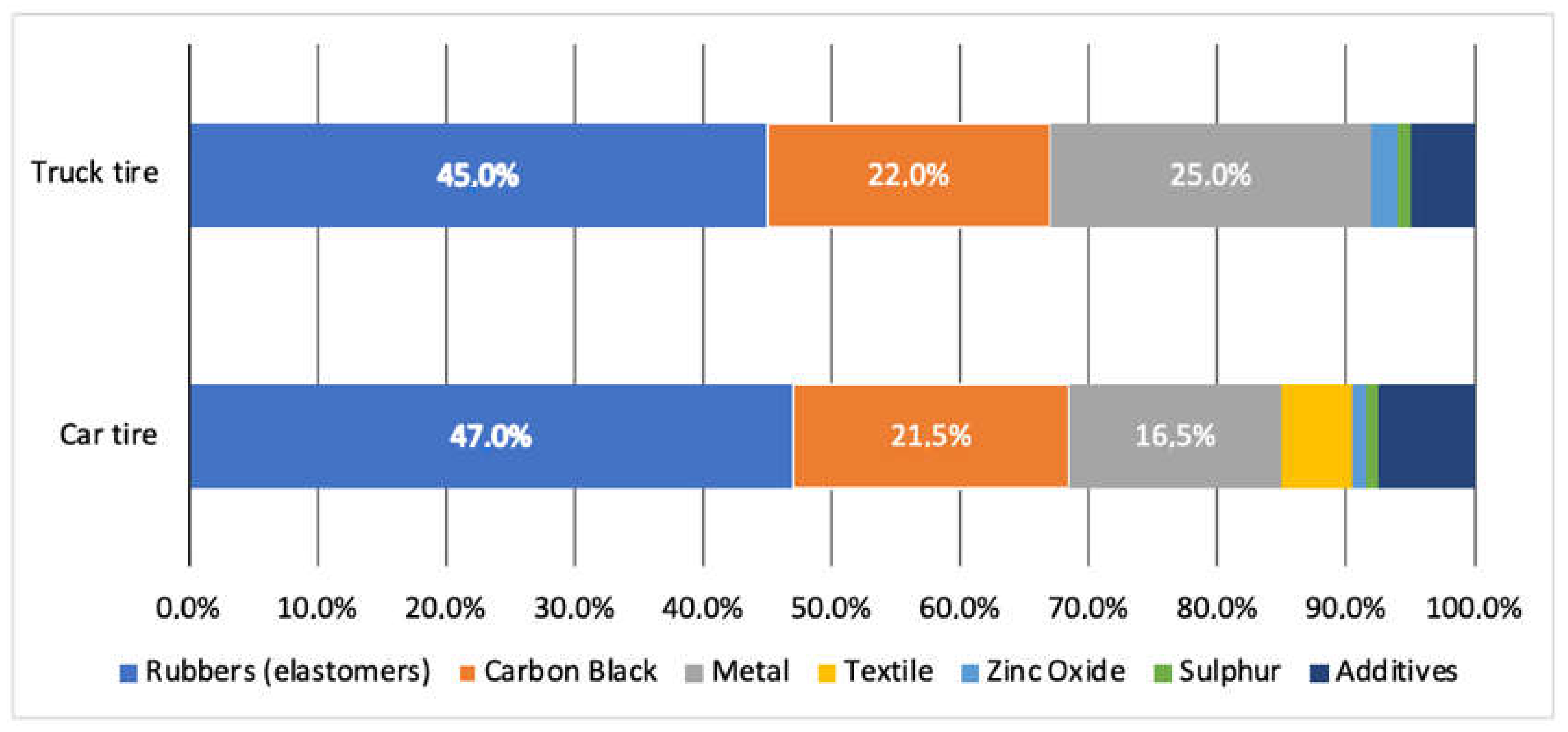
- the variety of formulations of rubber compound;
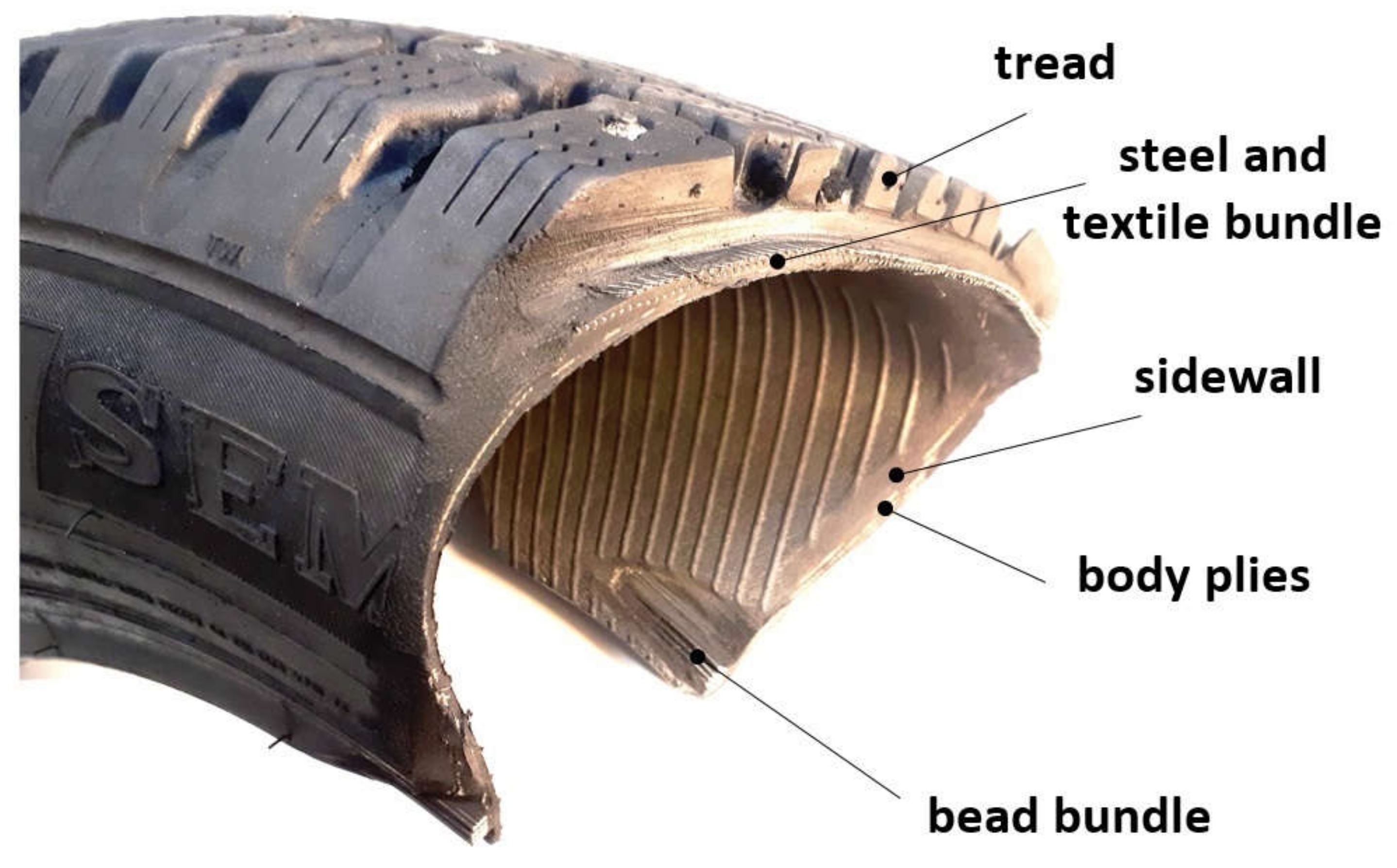
- the complex structure of rubber products.
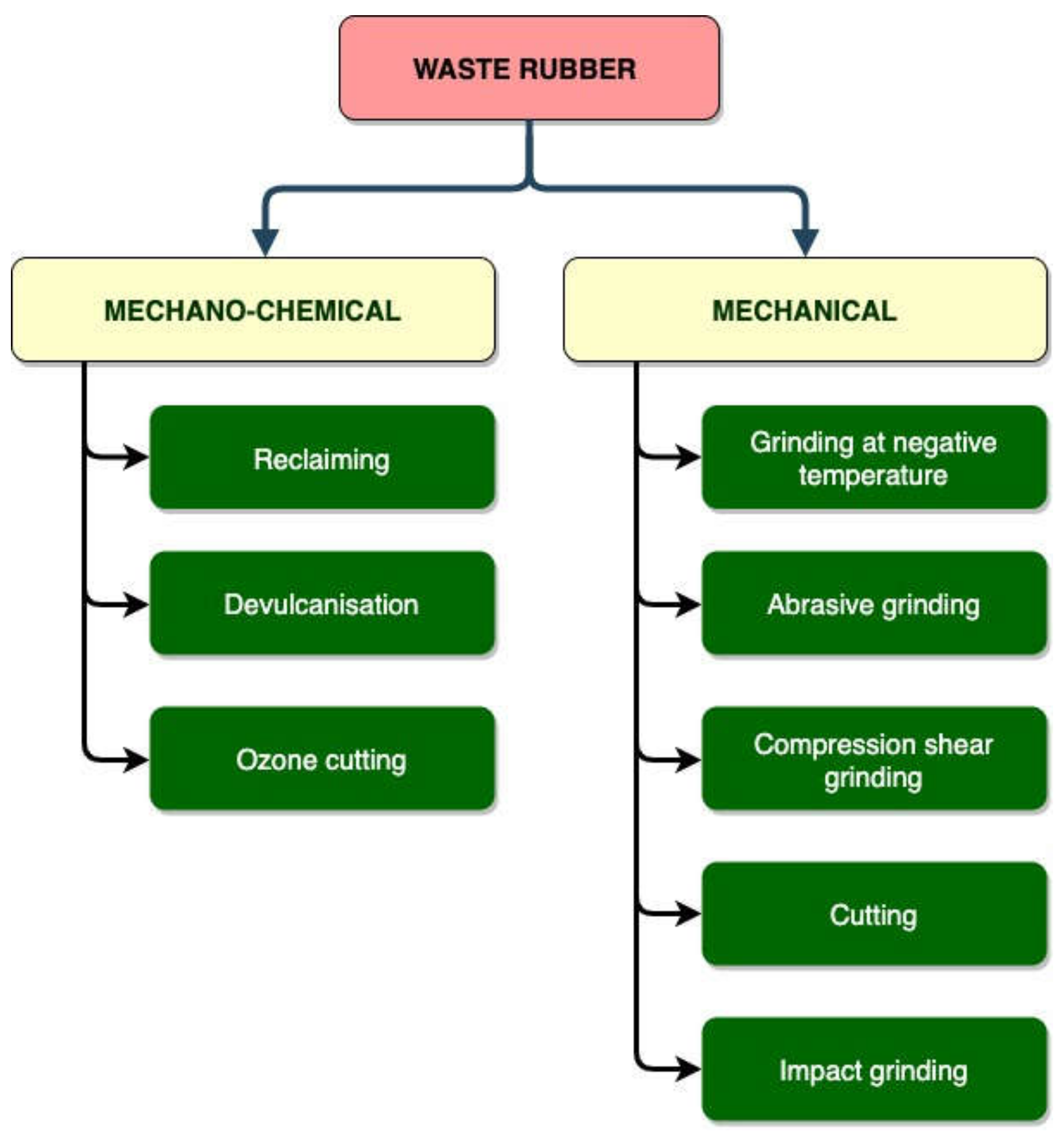
2. Processing Methods for Rubber Wastes
2.1. Mechanochemical Processing
2.1.1. Reclaiming
2.1.2. Devulcanization
2.1.3. Ozone Cutting
- low energy consumption (5–10 times less than mechanical crushing);
- environmental friendliness (low gas emissions);
- the process takes place at room temperature.
2.2. Mechanical Processing
2.2.1. Grinding at Negative Temperature
2.2.2. Abrasive Grinding
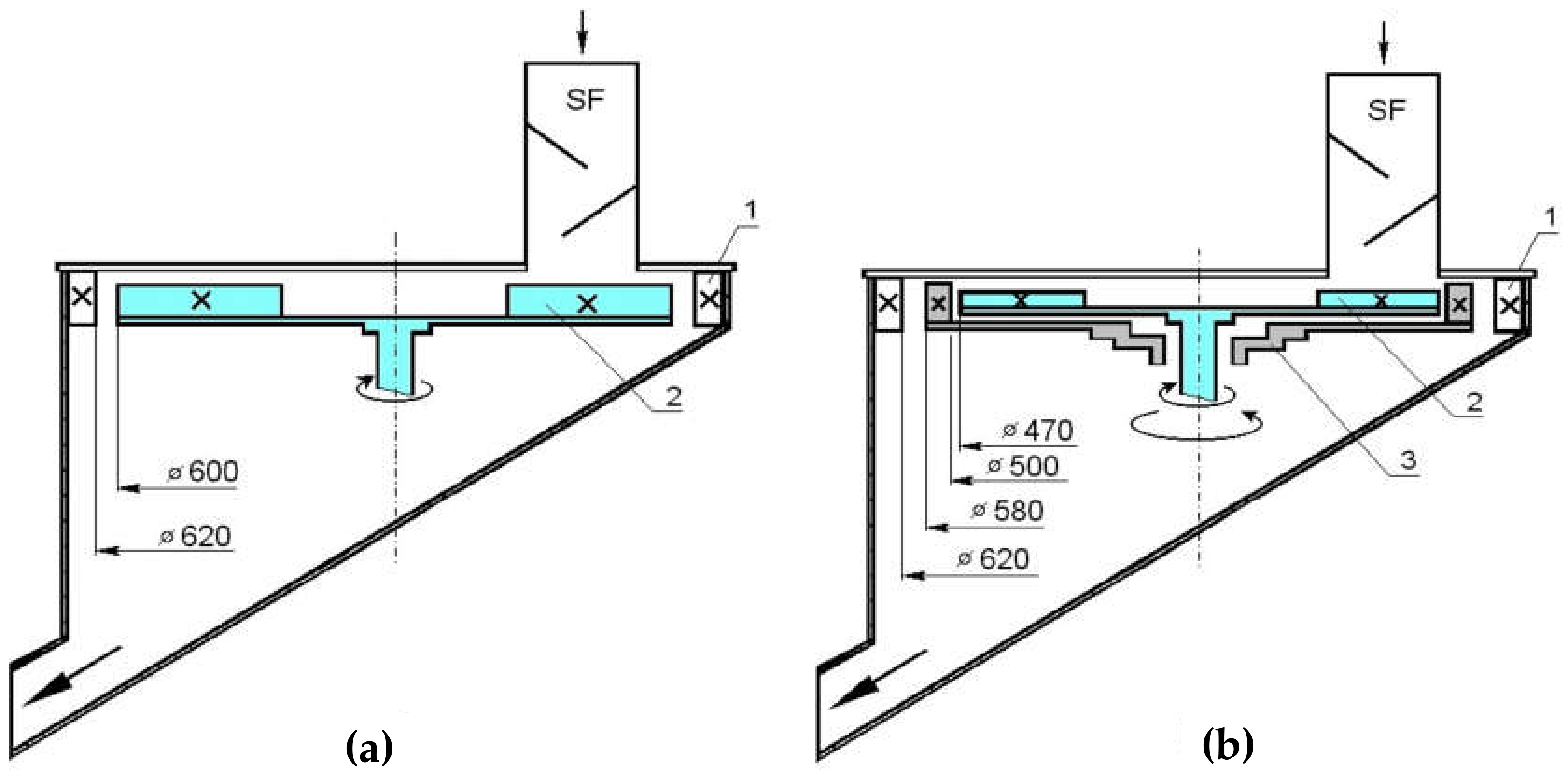
2.2.3. Compression Shear Grinding
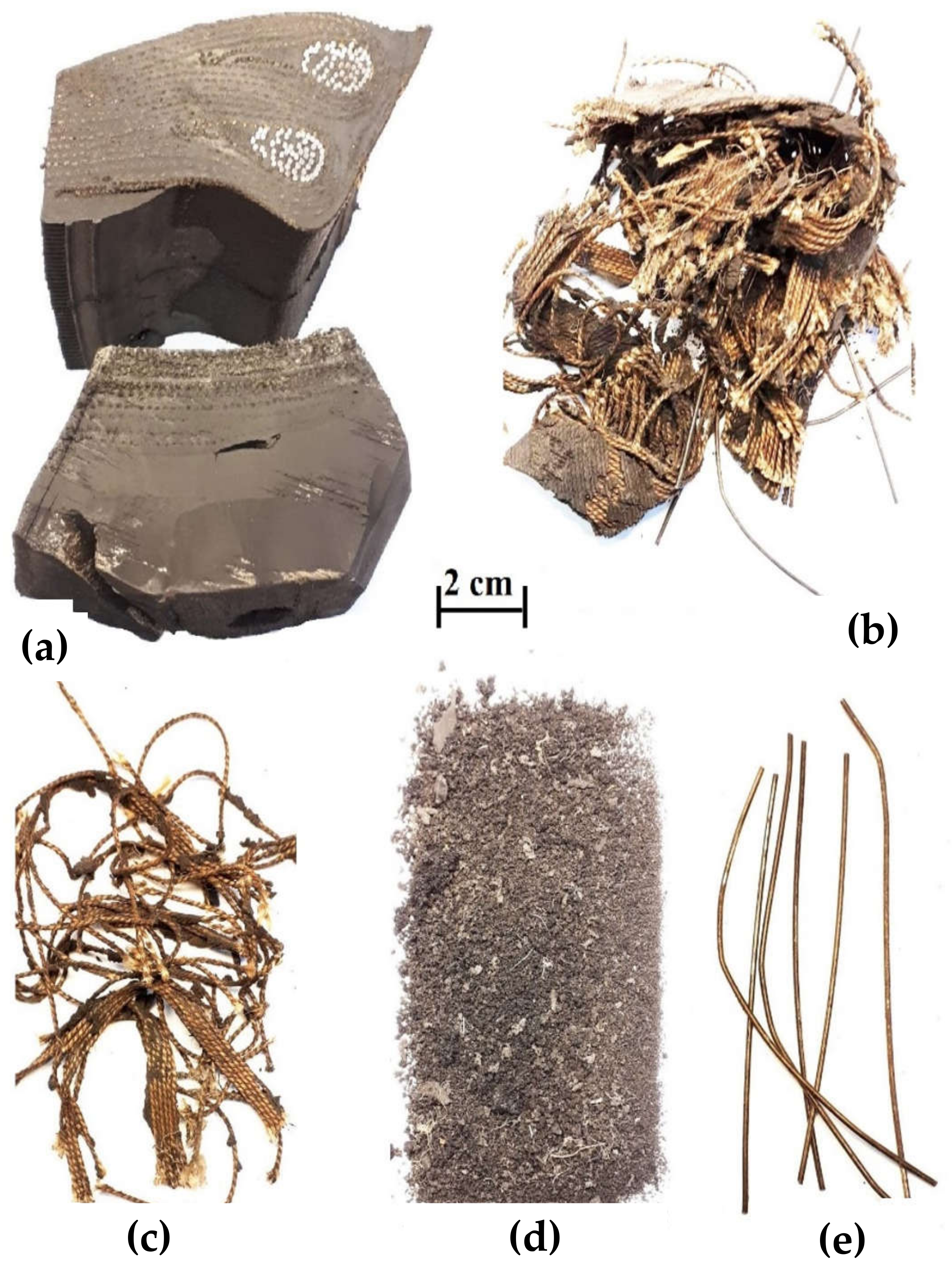
2.2.4. Cutting
2.2.5. Impact Milling
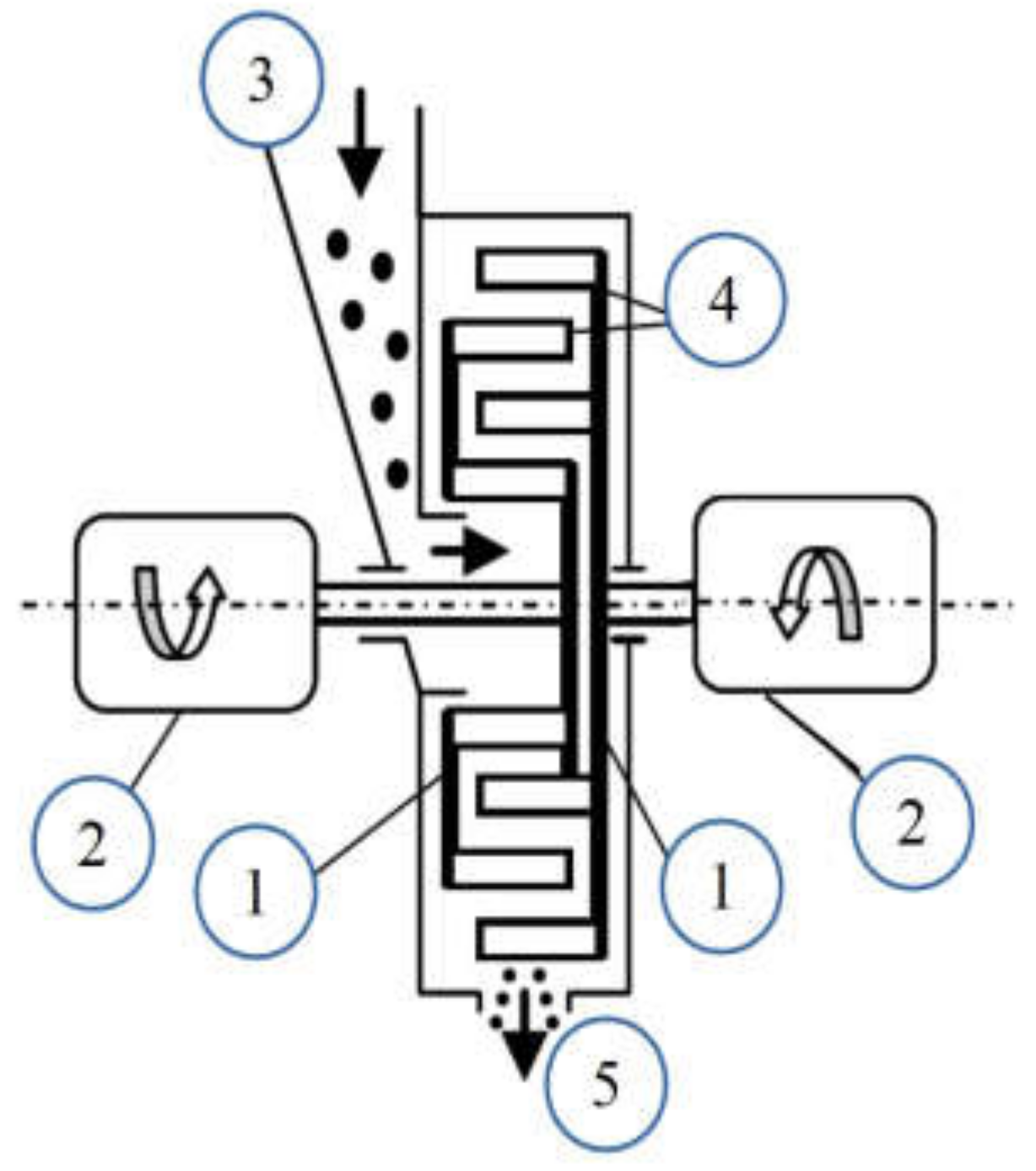
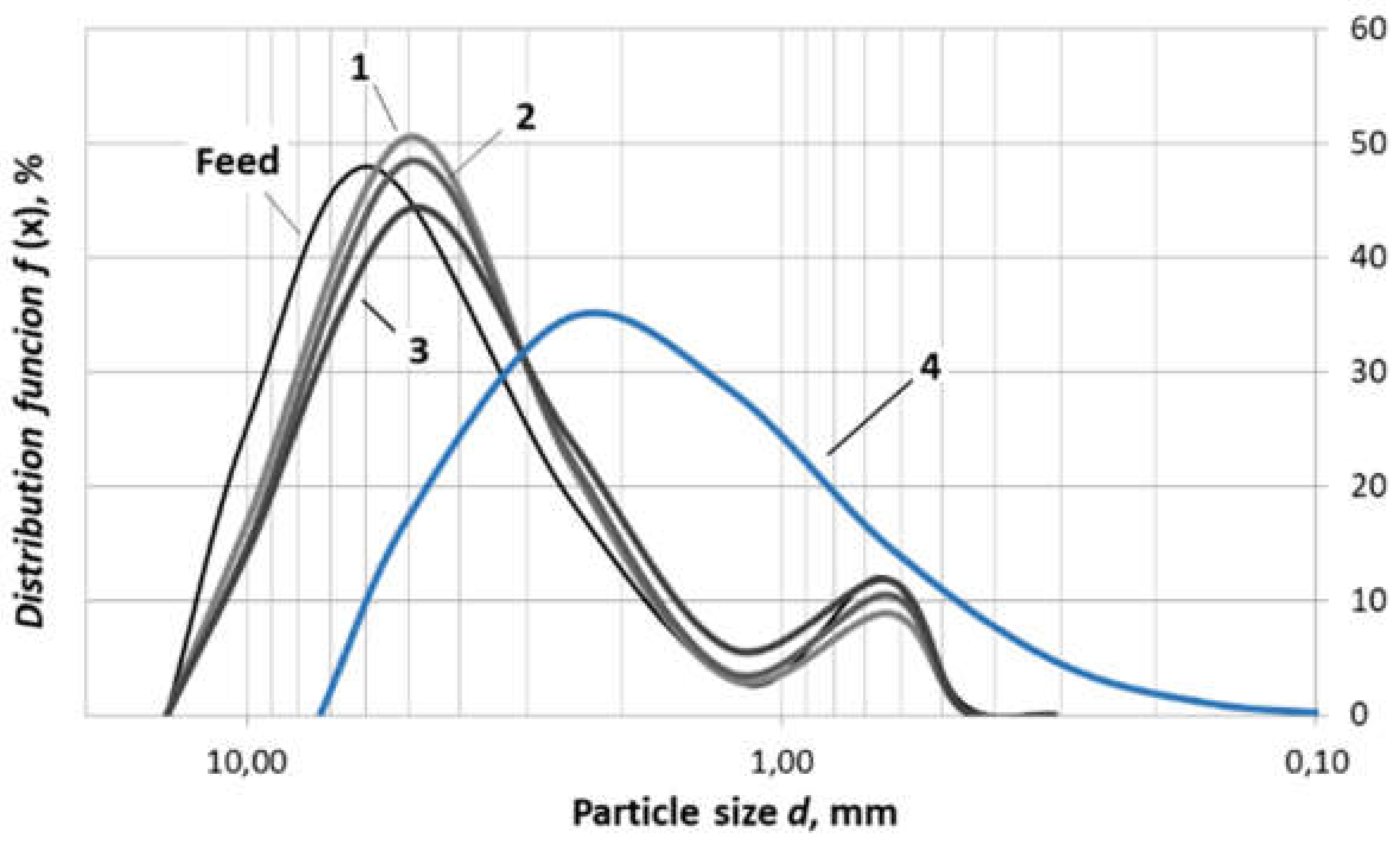
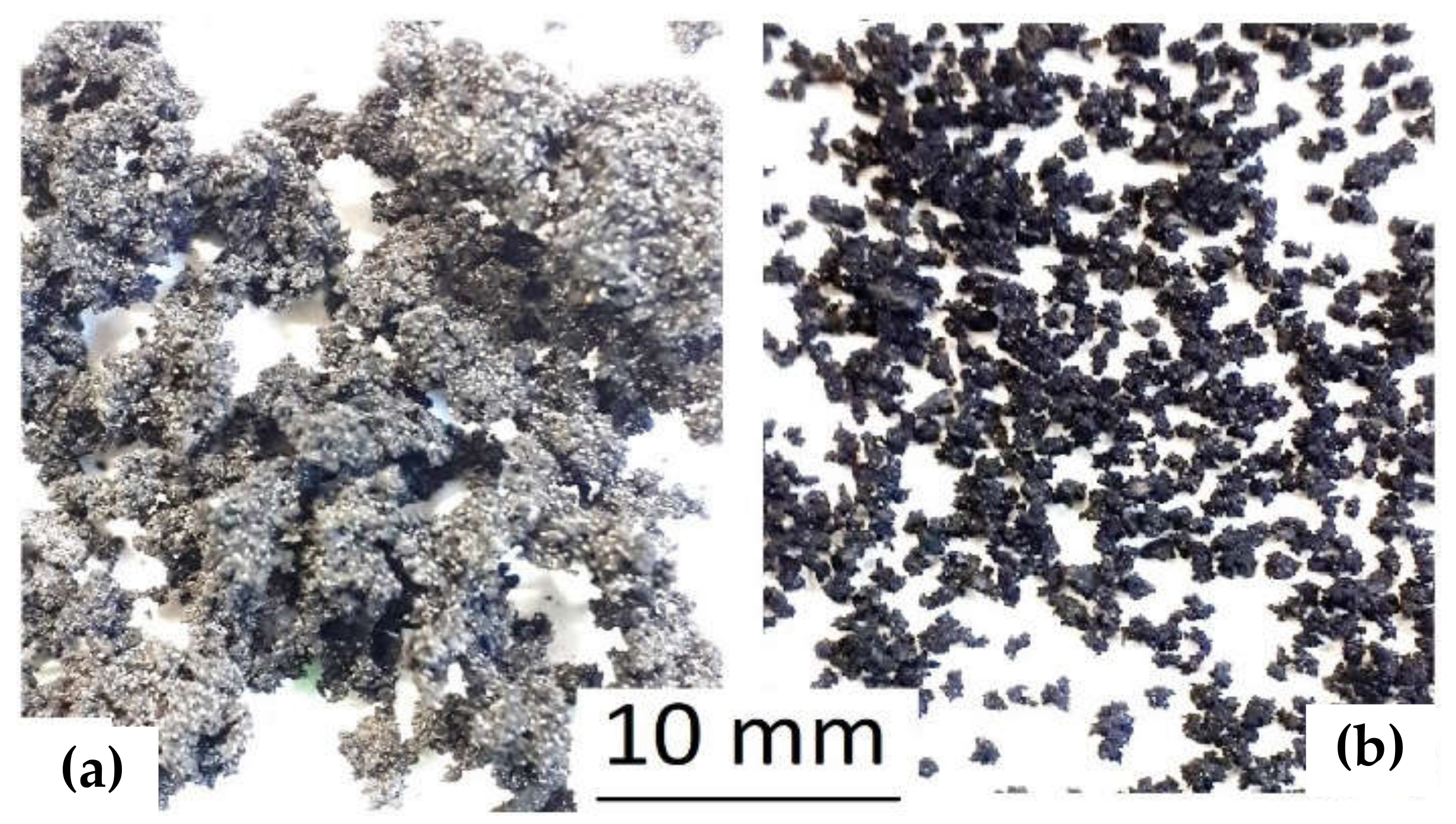
2.2.6. Processing in Disintegrators
- ▪
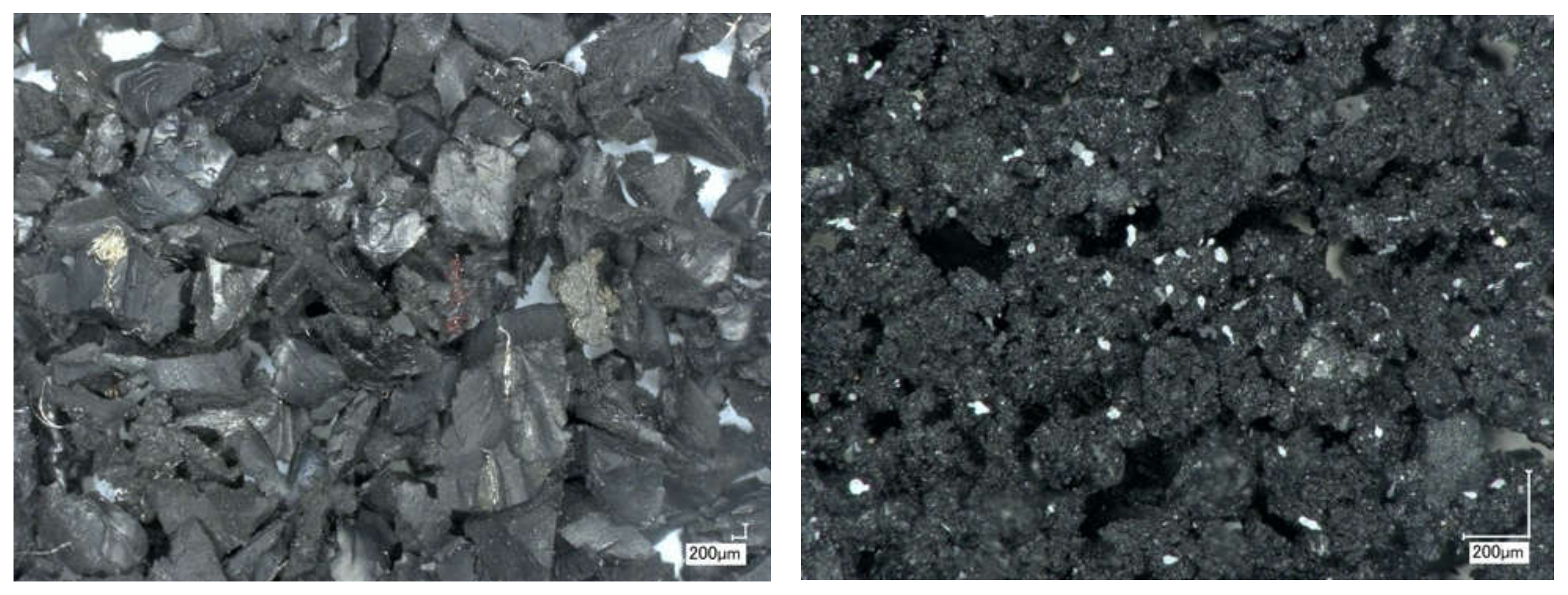
- Pre-crushing of rubber agglomerates (Figure 13a);
- ▪
- changing material properties, such as:
- (a)
- creation of interstitial composites (e.g., rubber iron powder);
- (b)
- spheroidizing to reduce the surface and improve the free-flow properties of the powders (Figure 13b);
- (c)
- changing chemical properties under the influence of strong shear shock loads (devulcanization).
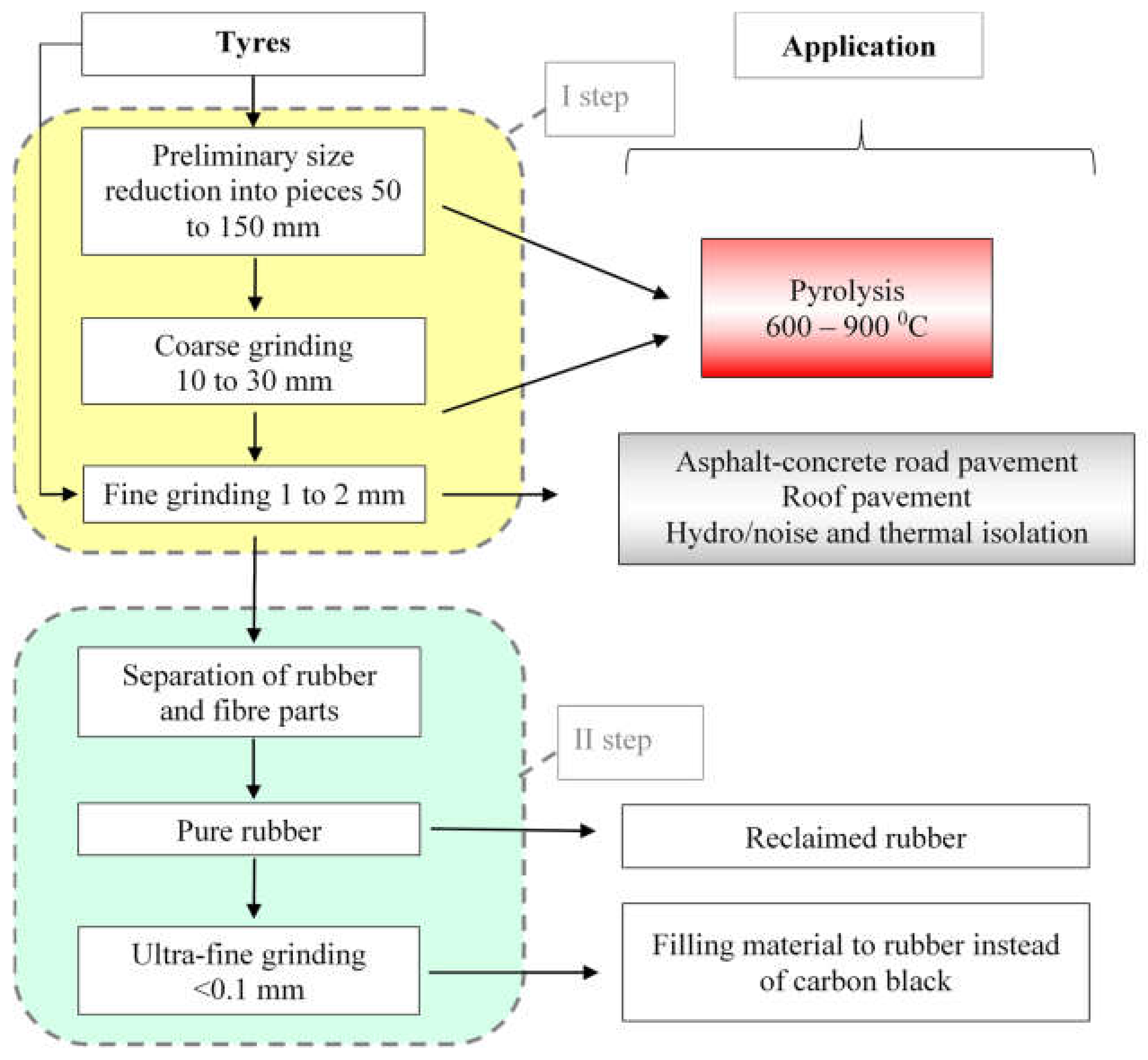
3. Applications of Crumb Rubber as a Secondary Raw Material for New Products Manufacturing
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- European Tyre & Rubber Manufacturers’ Association. Annual Report 2017: Moving Innovation That Cares; European Tyre & Rubber Manufacturers’ Association: Brussels, Belgium, 2017; p. 32. [Google Scholar]
- Bulei, C.; Todor, M.P.; Heput, T.; Kiss, I. Directions for material recovery of used tires and their use in the production of new products intended for the industry of civil construction and pavements. IOP Conf. Ser. Mater. Sci. Eng. 2018, 294, 012064. [Google Scholar] [CrossRef]
- European Tyre & Rubber Manufacturers’ Association. End-Of-Life Tyre Report 2015; European Tyre & Rubber Manufacturers’ Association: Brussels, Belgium, 2015; p. 36. [Google Scholar]
- Mark, J.; Erman, B.; Roland, M. The Science and Technology of Rubber, 4th ed.; Elsevier: Amsterdam, The Netherlands, 2013; ISBN 978-0-12-394584-6. [Google Scholar]
- De, S.K.; Isayev, A.I.; Khait, K. (Eds.) Rubber Recycling; Taylor & Francis/CRC Press: Boca Raton, FL, USA, 2005; ISBN 978-0-8493-1527-5. [Google Scholar]
- Gent, A.N. Engineering with Rubber: How to Design Rubber Components, 3rd ed.; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2012; ISBN 978-3-446-42764-8. [Google Scholar]
- Torretta, V.; Rada, E.C.; Ragazzi, M.; Trulli, E.; Istrate, I.A.; Cioca, L.I. Treatment and disposal of tyres: Two EU approaches. A review. Waste Manag. 2015, 45, 152–160. [Google Scholar] [CrossRef] [PubMed]
- Wang, T.; Xiao, F.; Amirkhanian, S.; Huang, W.; Zheng, M. A review on low temperature performances of rubberized asphalt materials. Constr. Build. Mater. 2017, 145, 483–505. [Google Scholar] [CrossRef]
- Bressi, S.; Fiorentini, N.; Huang, J.; Losa, M. Crumb Rubber Modifier in Road Asphalt Pavements: State of the Art and Statistics. Coatings 2019, 9, 384. [Google Scholar] [CrossRef] [Green Version]
- Asaro, L.; Gratton, M.; Seghar, S.; Aït Hocine, N. Recycling of rubber wastes by devulcanization. Resour. Conserv. Recycl. 2018, 133, 250–262. [Google Scholar] [CrossRef]
- Gheni, A.A.; Lusher, S.M.; ElGawady, M.A. Retention behavior of crumb rubber as an aggregate in innovative chip seal surfacing. J. Clean. Prod. 2018, 197, 1124–1136. [Google Scholar] [CrossRef]
- Dick, J.S.; Annicelli, R.A. Rubber Technology: Compounding and Testing for Performance; Hanser Publishers: Munich, Germany, 2001; ISBN 978-1-56990-278-3. [Google Scholar]
- Shi, J.; Jiang, K.; Ren, D.; Zou, H.; Wang, Y.; Lv, X.; Zhang, L. Structure and performance of reclaimed rubber obtained by different methods. J. Appl. Polym. Sci. 2013, 129. [Google Scholar] [CrossRef]
- Rajan, V.V.; Dierkes, W.K.; Joseph, R.; Noordermeer, J.W.M. Science and technology of rubber reclamation with special attention to NR-based waste latex products. Prog. Polym. Sci. 2006, 31, 811–834. [Google Scholar] [CrossRef]
- Ghorai, S.; Bhunia, S.; Roy, M.; De, D. Mechanochemical devulcanization of natural rubber vulcanizate by dual function disulfide chemicals. Polym. Degrad. Stab. 2016, 129, 34–46. [Google Scholar] [CrossRef]
- Lewandowski, W.M.; Januszewicz, K.; Kosakowski, W. Efficiency and proportions of waste tyre pyrolysis products depending on the reactor type—A review. J. Anal. Appl. Pyrolysis 2019, 140, 25–53. [Google Scholar] [CrossRef]
- Zhang, X.; Saha, P.; Cao, L.; Li, H.; Kim, J. Devulcanization of waste rubber powder using thiobisphenols as novel reclaiming agent. Waste Manag. 2018, 78, 980–991. [Google Scholar] [CrossRef] [PubMed]
- Sabzekar, M.; Chenar, M.P.; Mortazavi, S.M.; Kariminejad, M.; Asadi, S.; Zohuri, G. Influence of process variables on chemical devulcanization of sulfur-cured natural rubber. Polym. Degrad. Stab. 2015, 118, 88–95. [Google Scholar] [CrossRef]
- Carli, L.N.; Bianchi, O.; Mauler, R.S.; Crespo, J.S. Accelerated aging of elastomeric composites with vulcanized ground scraps. J. Appl. Polym. Sci. 2012, 123, 280–285. [Google Scholar] [CrossRef]
- Mente, P.; Tshwafo, M. Natural Rubber and Reclaimed Rubber Composites—A Systematic Review. Polym. Sci. 2016, 2. [Google Scholar] [CrossRef] [Green Version]
- Zhao, X.; Hu, H.; Zhang, D.; Zhang, Z.; Peng, S.; Sun, Y. Curing behaviors, mechanical properties, dynamic mechanical analysis and morphologies of natural rubber vulcanizates containing reclaimed rubber. E-Polymer 2019, 19, 482–488. [Google Scholar] [CrossRef]
- Masaki, K.; Ohkawara, S.-I.; Hirano, T.; Seno, M.; Sato, T. Devulcanization of nitrile butadiene rubber in nitrobenzene. J. Appl. Polym. Sci. 2004, 91, 3342–3353. [Google Scholar] [CrossRef]
- Rooj, S.; Basak, G.; Maji, P.; Bhowmick, A. New Route for Devulcanization of Natural Rubber and the Properties of Devulcanized Rubber. J. Polym. Environ. 2012, 19, 382–390. [Google Scholar] [CrossRef]
- Markl, E.; Lackner, M. Devulcanization Technologies for Recycling of Tire-Derived Rubber: A Review. Materials 2020, 13, 1246. [Google Scholar] [CrossRef] [Green Version]
- Ozernovs, O.; Jevmenovs, I. Method for devulcanization of rubber and devulcanization catalyst for such purpose. Patent Application PCT/IB2014/066580, 11 June 2015. [Google Scholar]
- Jana, G.K.; Mahaling, R.N.; Das, C.K. A novel devulcanization technology for vulcanized natural rubber. J. Appl. Polym. Sci. 2006, 99, 2831–2840. [Google Scholar] [CrossRef]
- Lapkovskis, V.; Mironovs, V.; Goljandin, D. Suitability of devulcanized crumb rubber for oil spills remediation. Energy Procedia 2018, 147, 351–357. [Google Scholar] [CrossRef]
- Khodos, D.; Mirmov, N.; Vassiliev, A.; Vernyi, A. Plant for Reprocessing Waste Tires and for Modifying Rubber Crumb. Patent Application EP2106893A1, 7 October 2009. [Google Scholar]
- Chuiko, S.V.; Danschikov, E.V.; Luchnik, I.N.; Ryazanov, A.V. Method of Reprocessing Industrial Rubber Articles. Patent Application EP0816035A1, 7 January 1998. [Google Scholar]
- Cataldo, F.; Ursini, O.; Angelini, G. Surface oxidation of rubber crumb with ozone. Polym. Degrad. Stab. 2010, 95, 803–810. [Google Scholar] [CrossRef]
- Rowhani, A.; Rainey, T. Scrap Tyre Management Pathways and Their Use as a Fuel—A Review. Energies 2016, 9, 888. [Google Scholar] [CrossRef]
- Li, X.; Xu, X.; Liu, Z. Cryogenic grinding performance of scrap tire rubber by devulcanization treatment with ScCO2. Powder Technol. 2020, 374, 609–617. [Google Scholar] [CrossRef]
- Adhikari, J.; Das, A.; Sinha, T.; Saha, P.; Kim, J.K. Chapter 1: Grinding of Waste Rubber. In Rubber Recycling: Challenges and Developments; Royal Society of Chemistry: London, UK, 2018; pp. 1–23. [Google Scholar] [CrossRef]
- Ramos, G.; Alguacil, F.J.; López, F.A. The recycling of end-of-life tyres. Technological review. Rev. Metal. 2011, 47, 273–284. [Google Scholar] [CrossRef] [Green Version]
- Muhr, A.H.; Roberts, A.D. Rubber abrasion and wear. Wear 1992, 158, 213–228. [Google Scholar] [CrossRef]
- Wellappili, C.J.; De Silva, K.; Dharmatilake, M.; Denawaka, I. Effect of Chemically Treated Buffing Dust on Technological Properties of Tyre Tread Compounds. Prog. Rubber Plast. Recycl. Technol. 2007, 23, 1–19. [Google Scholar] [CrossRef]
- Recycling of Outworn Tyres by Grinding at Normal Temperature. IFAC Proc. Vol. 1998, 31, 123–128. [CrossRef]
- Chaubey, T.; Arastoopour, H. Studying the pulverization mechanism of rubber with a modified design of the solid-state shear extrusion process. J. Appl. Polym. Sci. 2011, 119, 1075–1083. [Google Scholar] [CrossRef]
- Goljandin, D.; Kulu, P. Disintegrators and Disintegrator Treatment of Materials; LAP LAMBERT Academic Publishing: Riga, Latvia, 2015; p. 168. [Google Scholar]
- Fang, Y.; Zhan, M.; Wang, Y. The status of recycling of waste rubber. Mater. Des. 2001, 22, 123–128. [Google Scholar] [CrossRef]
- Zhang, X.-X.; Lu, C.-H.; Liang, M. Preparation of rubber composites from ground tire rubber reinforced with waste-tire fiber through mechanical milling. J. Appl. Polym. Sci. 2007, 103, 4087–4094. [Google Scholar] [CrossRef]
- Hu, Y.; Kang, Y.; Wang, X.-C.; Li, X.-H.; Long, X.-P.; Zhai, G.-Y.; Huang, M. Mechanism and experimental investigation of ultra high pressure water jet on rubber cutting. Int. J. Precis. Eng. Manuf. 2014, 15, 1973–1978. [Google Scholar] [CrossRef]
- Peetsalu, P.; Goljandin, D.; Kulu, P.; Mikli, V.; Käerdi, H. Micropowders producted by disintegrator milling. Powder Metall. Prog. 2003, 12, 99–110. [Google Scholar]
- Congress, W.; Ii, D.T. Mechanical Disintegration of Al-W-B Waste Material. In Proceedings of the PM2010 World Congress, Washington DC, USA, 10 June 2010; Volume 4, pp. 597–601. [Google Scholar]
- Shishkin, A.; Mironov, V.; Goljandin, D.; Lapkovsky, V. Mechanical disintegration of Al-W-B waste material. In Proceedings of the World Powder Metallurgy Congress PM 2010, Florence, Italy, 10–14 October 2010; pp. 597–601. [Google Scholar]
- Lapkovskis, V.; Mironovs, V.; Irtiseva, K.; Goljandin, D.; Shishkin, A. Investigation of Devulcanised Crumb Rubber Milling and Deagglomeration in Disintegrator System. Key Eng. Mater. 2019, 800, 216–220. [Google Scholar] [CrossRef]
- Brown, C. Best Practices in Scrap Tire and Rubber Recycling. Resour. Recycl. 1997, 21–26. [Google Scholar]
- Perez, G.; Vila, A.; Rincón, L.; Solé, C.; Cabeza, L.F. Use of rubber crumbs as drainage layer in green roofs as potential energy improvement material. Appl. Energy 2012, 97, 347–354. [Google Scholar] [CrossRef]
- Carli, L.; Boniatti, R.; Teixeira, C.; Nunes, R.C.; Crespo, J. Development and characterization of composites with ground elastomeric vulcanized scraps as filler. Mater. Sci. Eng. C 2009, 29, 383–386. [Google Scholar] [CrossRef]
- Thodesen, C.; Xiao, F.; Amirkhanian, S. Modeling viscosity behavior of crumb rubber modified binders. Constr. Build. Mater. 2009, 23, 3053–3062. [Google Scholar] [CrossRef]
- Wang, R.; Gao, P.; Tian, M.; Dai, Y. Experimental study on mechanical and waterproof performance of lightweight foamed concrete mixed with crumb rubber. Constr. Build. Mater. 2019, 209, 655–664. [Google Scholar] [CrossRef]
- Navarro, F.J.; Partal, P.; Martínez-Boza, F.J.; Gallegos, C. Novel recycled polyethylene/ground tire rubber/bitumen blends for use in roofing applications: Thermo-mechanical properties. Polym. Test. 2010, 29, 588–595. [Google Scholar] [CrossRef]
- Xiao, F.; Amirkhanian, S.N.; Shen, J.; Putman, B. Influences of crumb rubber size and type on reclaimed asphalt pavement (RAP) mixtures. Constr. Build. Mater. 2009, 23, 1028–1034. [Google Scholar] [CrossRef]
- Chaikaew, C.; Sukontasukkul, P.; Chaisakulkiet, U.; Sata, V.; Chindaprasirt, P. Properties of Concrete Pedestrian Blocks Containing Crumb Rubber from Recycle Waste Tyres Reinforced with Steel Fibres. Case Stud. Constr. Mater. 2019, 11, e00304. [Google Scholar] [CrossRef]
- Richardson, A.; Coventry, K.; Edmondson, V.; Dias, E. Crumb rubber used in concrete to provide freeze–thaw protection (optimal particle size). J. Clean. Prod. 2016, 112, 599–606. [Google Scholar] [CrossRef]
- Valente, M.; Sibai, A. Rubber/crete: Mechanical properties of scrap to reuse tire-derived rubber in concrete: A review. J. Appl. Biomater. Funct. Mater. 2019. [Google Scholar] [CrossRef] [PubMed]
- Sambucci, M.; Valente, M.; Sibai, A.; Marini, D.; Quitadamo, A.; Musacchi, E. Rubber-Cement Composites for Additive Manufacturing: Physical, Mechanical and Thermo-Acoustic Characterization. In Second RILEM International Conference on Concrete and Digital Fabrication; Bos, F.P., Lucas, S.S., Wolfs, R.J.M., Salet, T.A.M., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 113–124. [Google Scholar]
- Sambucci, M.; Marini, D.; Valente, M. Tire Recycled Rubber for More Eco-Sustainable Advanced Cementitious Aggregate. Recycling 2020, 5, 11. [Google Scholar] [CrossRef]
- Lin, C.; Huang, C.-L.; Shern, C.-C. Recycling waste tire powder for the recovery of oil spills. Resour. Conserv. Recycl. 2008, 52, 1162–1166. [Google Scholar] [CrossRef]
- Xu, M.; Li, J. Effect of adding rubber powder to poplar particles on composite properties. Bioresour. Technol. 2012, 118, 56–60. [Google Scholar] [CrossRef]
- Cristina, C.; Duta, A. Rubber/Thermoplastic Blends: Micro and Nano Structured. In Advances in Elastomers; Springer: Berlin/Heidelberg, Germany, 2013; pp. 183–228. [Google Scholar]
- Karger-Kocsis, J.; Mészáros, L.; Bárány, T. Ground tyre rubber (GTR) in thermoplastics, thermosets, and rubbers. J. Mater. Sci. 2013, 48, 1–38. [Google Scholar] [CrossRef]
- Marković, G.; Veljković, O.; Marinović-Cincović, M.; Jovanović, V.; Samaržija-Jovanović, S.; Budinski-Simendić, J. Composites based on waste rubber powder and rubber blends: BR/CSM. Compos. Part B Eng. 2013, 45, 178–184. [Google Scholar] [CrossRef]
- Ahmad, H.; Ismail, H.; Azura, A. Comparison properties of natural rubber/virgin acrylonitrile–butadiene rubber and natural rubber/recycled acrylonitrile–butadiene rubber blends. Iran. Polym. J. 2015, 24, 185–195. [Google Scholar] [CrossRef]
- Sonnier, R.; Leroy, E.; Clerc, L.; Bergeret, A.; Lopez-Cuesta, J.-M.; Bretelle, A.-S.; Ienny, P. Compatibilizing thermoplastic/ground tyre rubber powder blends: Efficiency and limits. Polym. Test. 2008, 27, 901–907. [Google Scholar] [CrossRef]
- Zhang, S.L.; Zhang, Z.X.; Pal, K.; Xin, Z.X.; Suh, J.; Kim, J.K. Prediction of mechanical properties of waste polypropylene/waste ground rubber tire powder blends using artificial neural networks. Mater. Des. 2010, 31, 3624–3629. [Google Scholar] [CrossRef]
- Xin, Z.X.; Zhang, Z.X.; Pal, K.; Byeon, J.U.; Lee, S.H.; Kim, J.K. Study of microcellular injection-molded polypropylene/waste ground rubber tire powder blend. Mater. Des. 2010, 31, 589–593. [Google Scholar] [CrossRef]
- Hassan, M.M.; Badway, N.A.; Gamal, A.M.; Elnaggar, M.Y.; Hegazy, E.-S.A. Studies on mechanical, thermal and morphological properties of irradiated recycled polyamide and waste rubber powder blends. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2010, 268, 1427–1434. [Google Scholar] [CrossRef]
- Kakroodi, A.R.; Rodrigue, D. Impact modification of polypropylene-based composites using surface-coated waste rubber crumbs. Polym. Compos. 2014, 35, 2280–2289. [Google Scholar] [CrossRef]
- Nevatia, P.; Banerjee, T.; Dutta, B.; Jha, A.; Naskar, A.; Bhowmick, A. Thermoplastic elastomers from reclaimed rubber and waste plastics. J. Appl. Polym. Sci. 2002, 83, 2035–2042. [Google Scholar] [CrossRef]
- Resmini, E.; Tirelli, D.; Galbusera, M. Thermoplastic Elastomeric Material Comprising a Vulcanized Rubber in a Subdivided Form. Patent Application WO2005097887A1, 20 October 2005. [Google Scholar]
- Fazli, A.; Rodrigue, D. Recycling Waste Tires into Ground Tire Rubber (GTR)/Rubber Compounds: A Review. J. Compos. Sci. 2020, 4, 103. [Google Scholar] [CrossRef]
- Marín-Genescà, M.; García-Amorós, J.; Mujal-Rosas, R.; Vidal, L.M.; Arroyo, J.B.; Fajula, X.C. Ground Tire Rubber Recycling in Applications as Insulators in Polymeric Compounds, According to Spanish UNE Standards. Recycling 2020, 5, 16. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Waste Rubber Recycling: A Review on the Evolution and Properties of Thermoplastic Elastomers. Materials 2020, 13, 782. [Google Scholar] [CrossRef] [Green Version]
- Bartsevich, V.A.E.; Kazak, I.M.; Konojko, V.V.; Krotova, T.J.V.; Lejzeronok, M.E.E.; Marusova, S.J.N.; Rusetskaja, I.G.E.; Rusetskij, D.V.E.; Rusetskij, V.V.; Tolstik, S.M. Composite Material for Making Large Industrial Rubber Articles. Patent Number RU2492194C2, 10 September 2013. [Google Scholar]
- Alamo-Nole, L.A.; Perales-Perez, O.; Roman-Velazquez, F.R. Sorption study of toluene and xylene in aqueous solutions by recycled tires crumb rubber. J. Hazard. Mater. 2011, 185, 107–111. [Google Scholar] [CrossRef]
- Piszczyk, Ł.; Hejna, A.; Formela, K.; Danowska, M.; Strankowski, M. Effect of ground tire rubber on structure, mechanical and thermal properties of flexible polyurethane foams. Iran. Polym. J. 2015, 24, 75–84. [Google Scholar] [CrossRef] [Green Version]
- Bormashenko, E.; Goldshtein, V.; Barayev, R.; Stein, T.; Whyman, G.; Pogreb, R.; Barkay, Z.; Aurbach, D. Robust method of manufacturing rubber waste-based water repellent surfaces. Polym. Adv. Technol. 2009, 20, 650–653. [Google Scholar] [CrossRef]
- Adhikari, B.; De, D.; Maiti, S. Reclamation and recycling of waste rubber. Prog. Polym. Sci. 2000, 7, 909–948. [Google Scholar] [CrossRef]
- Cavalieri, F.; Padella, F.; Cataldo, F. Mechanochemical surface activation of ground tire rubber by solid-state devulcanization and grafting. J. Appl. Polym. Sci. 2003, 90, 1631–1638. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bond Type | Bond Energy, kJ/mol |
|---|---|
| –C–Sx–C– | <270 |
| –C–S–S–C– | 270 |
| –C–S–C– | 286 |
| –C–C– | 353 |
| Monorotor (MR) System | Duplex-Rotor (DR) System | |
|---|---|---|
| Maximum velocity of impact, m/s | 40 | 70 |
| Specific energy of treatment ES, kWh/t | 0.32 | 0.97 |
| Application Areas | wt% |
|---|---|
| Level crossings | up to 80 |
| Extruded pipes | 5–10 |
| Garden (watering) hoses | 5–40 |
| Silicone caps for spark plugs | 10–30 |
| Pads for car pedals | 10–30 |
| Components of a self-leveling roof | 10–30 |
| Floor coverings | 10–100 |
| Shoe soles | 10–100 |
| Components of a sheet roof | 20–40 |
| Foundation pads | 30–50 |
| Mudflaps | 50–60 |
| Automotive gaskets and seals | 50–60 |
| Recycling Approach | Surface Activity | Particle Size, Mesh | Reinforcing Materials Separation | Pollution Risk | Reference |
|---|---|---|---|---|---|
| Reclaiming | No particles, rubber-like substance | n/a | Preliminary separation is necessary | Solvents | [4,79] |
| Devulcanization | High, chemically active functional groups | 30–100 | Preliminary separation is necessary | Dust of chemical agents | [4,15,79,80] |
| Ozone cutting | Low surface activity due to oxidation | up to 140 | Highly effective metal and textile separation Complete (>99.9%) separation of rubber from cords | Environmentally friendly process Local ozone leakage | [11,30] |
| Mechanical grinding at normal temperature | [12,41,66] | ||||
| Abrasive grinding | High | up to 100 | Preliminary separation is necessary | Destruction of the material when overheated by friction Harmful smoke and gases in case of overheating | |
| Cutting | Low/average | 12–30 | |||
| Compression shear grinding | High | 60 | |||
| Impact grinding inc disintegrators | Low/average | 40 | |||
| Mechanical grinding at negative/ cryogenic temperature | [11,18] | ||||
| Impact, abrasion, or compression | Average/high | 47–200 | Preliminary separation depends on the original size required | no | |
| Disintegrator | High | Up to 300 | Highly effective | no | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lapkovskis, V.; Mironovs, V.; Kasperovich, A.; Myadelets, V.; Goljandin, D. Crumb Rubber as a Secondary Raw Material from Waste Rubber: A Short Review of End-Of-Life Mechanical Processing Methods. Recycling 2020, 5, 32. https://0-doi-org.brum.beds.ac.uk/10.3390/recycling5040032
Lapkovskis V, Mironovs V, Kasperovich A, Myadelets V, Goljandin D. Crumb Rubber as a Secondary Raw Material from Waste Rubber: A Short Review of End-Of-Life Mechanical Processing Methods. Recycling. 2020; 5(4):32. https://0-doi-org.brum.beds.ac.uk/10.3390/recycling5040032
Chicago/Turabian StyleLapkovskis, Vjaceslavs, Viktors Mironovs, Andrei Kasperovich, Vadim Myadelets, and Dmitri Goljandin. 2020. "Crumb Rubber as a Secondary Raw Material from Waste Rubber: A Short Review of End-Of-Life Mechanical Processing Methods" Recycling 5, no. 4: 32. https://0-doi-org.brum.beds.ac.uk/10.3390/recycling5040032