Proposal to Reuse Rubber Waste from End-Of-Life Tires Using Thermosetting Resin

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Theoretical Approach
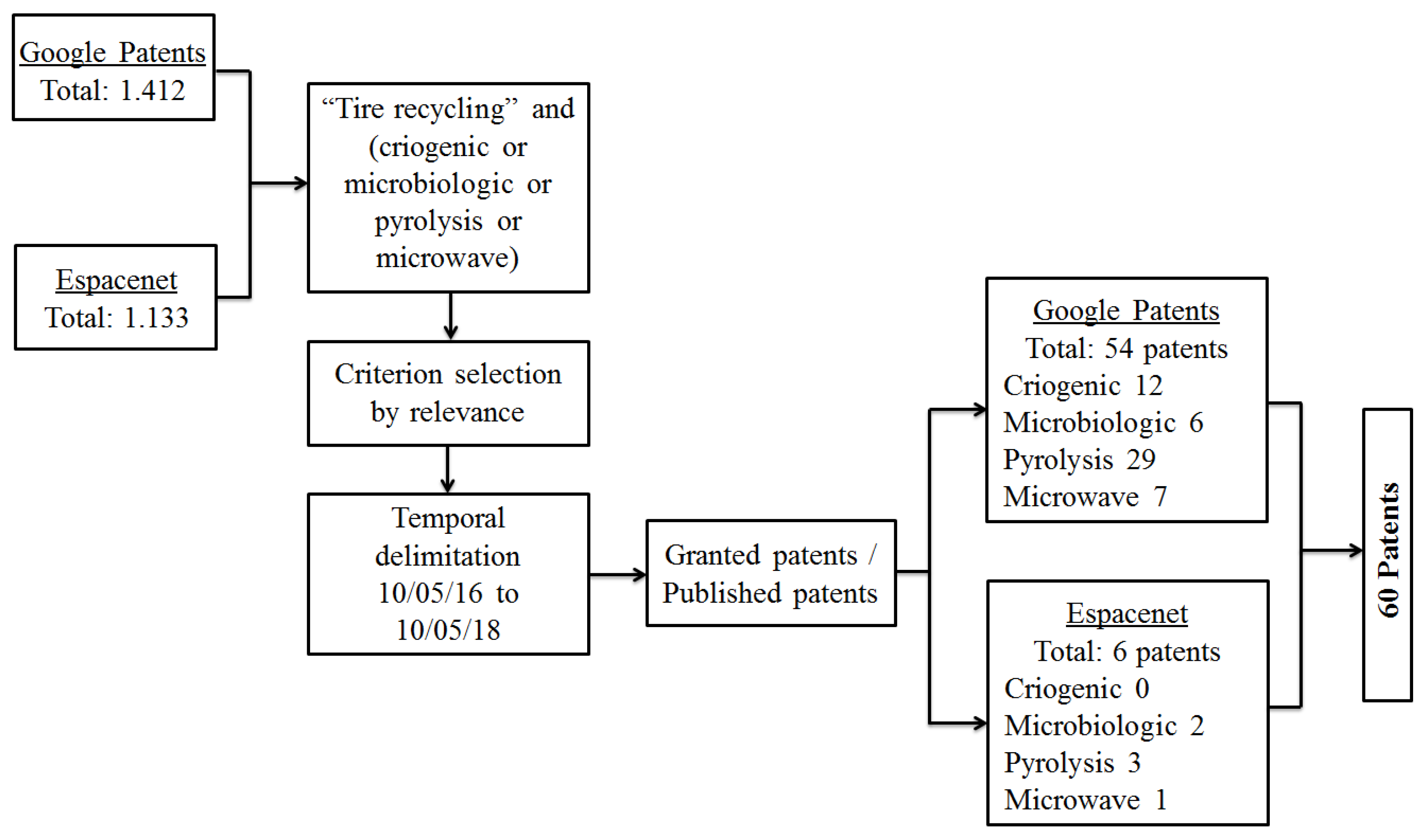
- Phase 1—Establishing the research focus: “Tire recycling”.
- Phase 2—Preliminary exploratory keyword research in databases: the databases linked to the researched theme were Science Direct, Scopus, and Web of Knowledge.
- Phase 3—The definition of keyword combinations, as well as the bibliographic databases, as presented in Table 2.
- Phase 4—The final database search: for this phase, the reference managers Mendeley® and JabRef® were used. Gross results are shown on Table 2.
- Phase 5—Filtering Procedures: to eliminate duplicate documents; articles not related to the theme; conference papers and books and/or book chapters—the latter were used as complementary material on theoretical background.
- Phase 6—Impact factor (metrics) identification, year and number of citations: the impact factor was obtained from the Scopus and Science Direct website; following this order of preference: JCR, CiteScore, SJR (SCimago), and SNIP. The number of citations was obtained from Google Scholar. This information—metrics, number of citations—together with the year of publication, is critical to calculating InOrdinatio.
- Phase 7—To classify articles according to their scientific relevance, using the index InOrdinatio Equation (1). The equation was applied using an electronic spreadsheet.
- Phase 8—Downloading the papers in full format.
- Phase 9—Systematic reading and analysis of the articles: bibliometric mapping and content analysis, with the focus theme of the study.
2.2. Experiments
2.2.1. Preparation of Sample Pieces and Prototyping
- (a)
- The scraped particles of ELTs rubber residues were purchased from a vehicle tire picker. The particles collected were found in different sizes and formats, since the process, due to the characteristic of the scraping machine, produce uneven particles.
- (b)
- The ELT residue particles are selected through sieving in order to separate the particles according to the granulometry between 20 and +60 meshes, following the technical standard [39]. The equipment used was the Vibrotec CT 025.
- (c)
- The ELT particles are placed into three separate containers, in the amounts of 20%, 40%, and 60%, respectively. The mixture derived from ELTs and isophthalic polyester resin was laid in molds. It is important to clarify that the three mixtures were done simultaneously only because the tests were performed in sample pieces with different percentage amounts of ELTs rubber residues (20%, 40%, and 60%).
- (d)
- In each of the containers other components were added, such as colorant in the desired color (between 1% and 3%); and polyester isophthalic resin in the inverse proportion of the quantity of ELTs.
- (e)
- The mixing must be done slowly to avoid formation of air bubbles within the material; it must become a homogeneous blend.
- (f)
- After this process, the catalyst (methyl ethyl ketone peroxide) is added in each of the containers, and may range from 5% to 10% concentration, depending on the desired final texture in the part.
- (g)
- The mixing is again done slowly and homogeneously, forming a blend that will be cast in the desired format for the samples, according to the respective technical standards for each test.
- (h)
- After the preparation of the blend, if intended to add decorative material such as such as metal powder particles, a new mixing must be done. For instance, in our research, the metal resulting from the scraped tire was added, resulting in shining pieces. They were then laid in molds of 200 × 200 mm proportions to obtain plaques, the prototype.
- (i)
- After curing and drying the blender, the unmolding is done, and the pieces can then be applied for the desired purpose.
2.2.2. Mechanical Tests
Izod Impact Resistance
Hardness Shore D
Determining the Density of the Test Bodies by Immersion
Flexural Strength
Scanning Electron Microscopy (SEM)
3. Results and Discussion
3.1. Analysis of Granted Patents
3.2. Izod Impact Resistance
3.3. Hardness Shore D
3.4. Determination of Immersion Density
3.5. Flexural Strength
3.6. Scanning Electron Microscopy (SEM)
- -
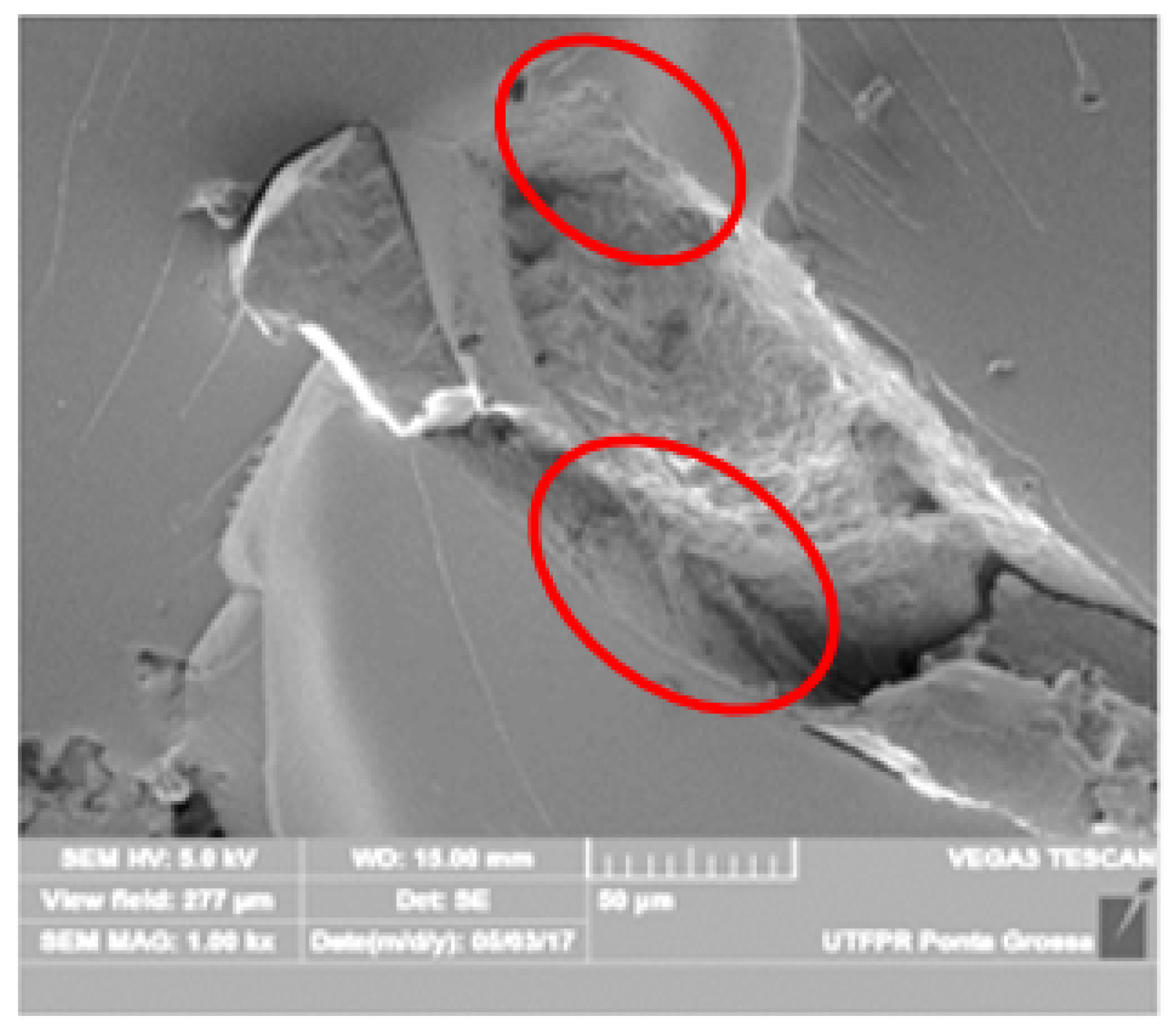
- Figure 2 shows the polymer matrix of unsaturated polyester Isophthalic resin with ELT particles. We highlight in the circumference of the figure adsorption points between the matrix and the particular rubber. It is possible to observe that the process of radical reaction occurs between the means, that is, between the matrix and the particle. The sample of Figure 4 was visualized in the scanning electron microscope (SEM), magnified 200×.
- -
- In Figure 3 we highlight two adsorption points of the ELT particle and the polymer matrix. It can be seen that the particle is in adherence in the structure and that part of it has been ruptured during the impact resistance test.
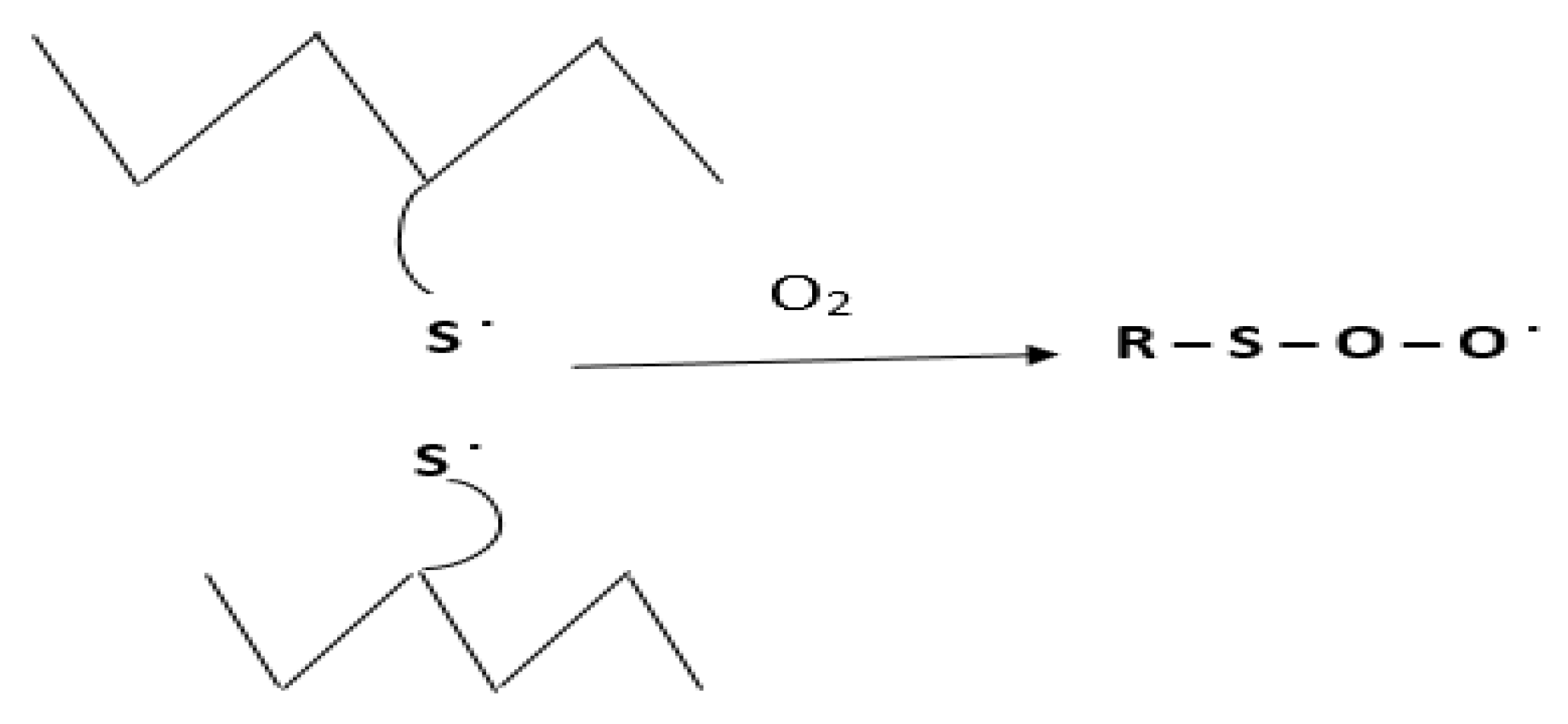
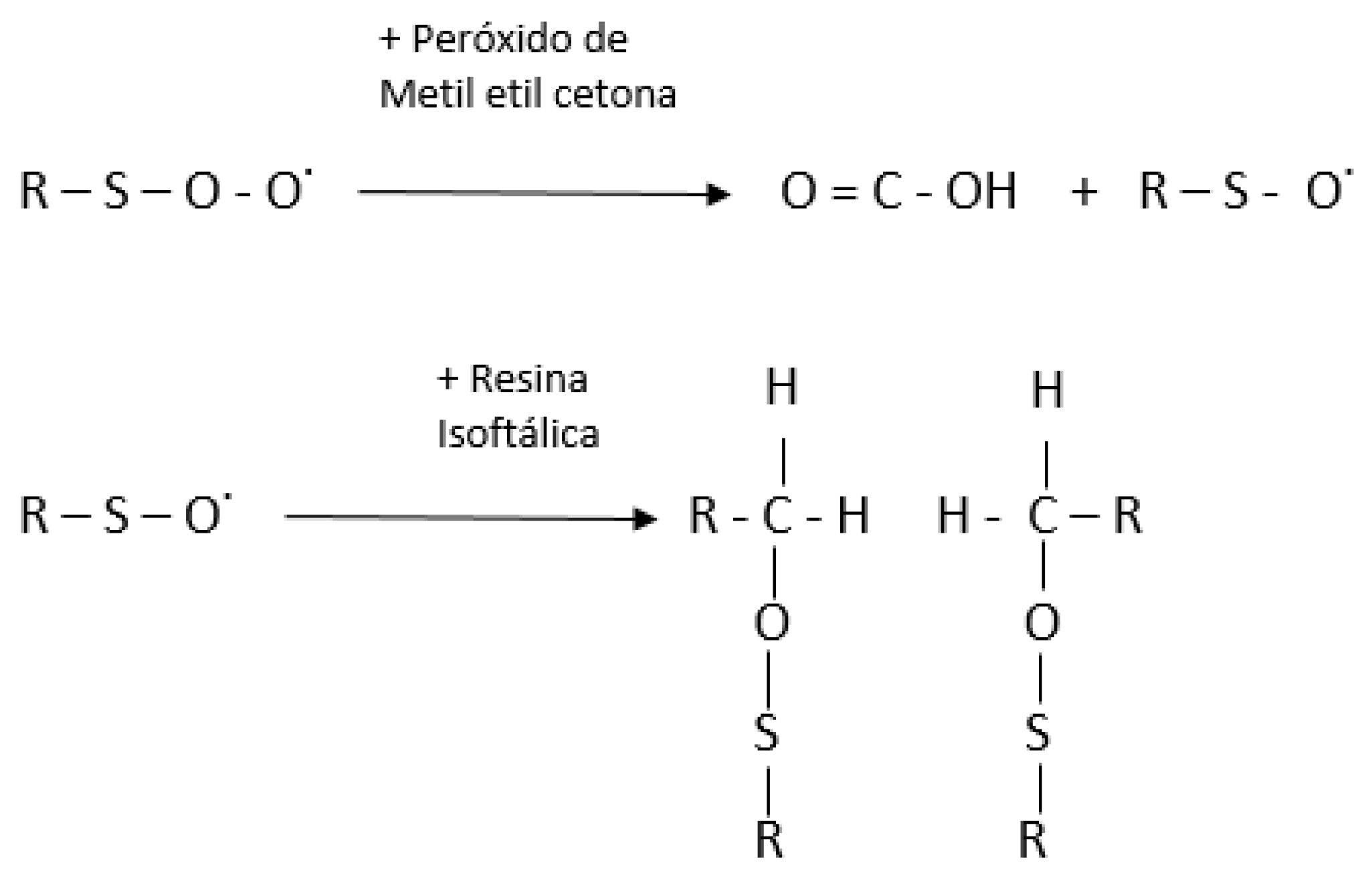
3.7. Chemical Interaction
4. Practical Results After Tests
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| N | Patent | Date of Grant | Patent Name | Author(s) | Recycling Process Used | Main Characteristics | Subproduct Generated |
|---|---|---|---|---|---|---|---|
| 1 | CN206913515U | 23/01/2018 | Low temperature crushing equipment to junked tire recycle | Wan Zhitao | Cryogenic | The tire is moistened and then suffers the cryogenic process. It is fragmented into small particles through the process of roller pressing | Tire particles in various granulometry |
| 2 | CN207013116U | 16/02/2018 | Ultra-fine powder production apparatus | Li Shaotong | Cryogenic | Equipment that generates ultra-fine particle through cryogenics, using a very rigorous and controlled process, and for particles filtration presents/displays centrifuge. | Produces ultra fine particles of waste rubber tires |
| 3 | CN206887031U | 16/01/2018 | Continuous cracking system of low temperature for rubber | Canção Dingquan | Cryogenic | Continuous low temperature fractionation system | Produces tire rubber fractionation |
| 4 | CN207072657U | 06/03/2018 | Cinders, a split cooling air feed means | Zhao Ran et al. | Cryogenic | Producing tire rubber screening by cooling caused by cold air promoted by similar means to the cryogen | Production of rubber tire particles |
| 5 | CN206653561U | 21/11/2017 | Rubber powder apparatus for producing based on low temperature is broken | Niu Dongyu Indus Yu Yitong | Cryogenic | Double freezing of the rubber and its breaking into smaller particles. In the filtration process, the equipment removes metals by magnetic means | Generates rubber tire particles |
| 6 | CN206913515U | 23/01/2018 | Low temperature crushing equipment to junked tire recycle | Wan Zhitao | Cryogenic | Equipment that grinds unwanted tire rubbers by cryogenic process | Produces tire particles in various granulometry |
| 7 | CN206198950U | 31/05/2017 | An exhaust gas cryogenic adsorption and product utilization spraying apparatus | Liu Jingwei Duan Xiaoyu Shi Yan | Cryogenic | Describes a machine with cryogenic process, whose function is the breaking of tires into particles. The machine has three chambers, a tank for liquid, and a tank for disposal of process impurities. | - |
| 8 | CN205980525U | 22/02/2017 | Pin-connected panel refrigerator and this refrigerator box inner tube of a tire foaming mold utensil | Tao Xiaoyan | Cryogenic | Chlorogen gas (nitrogen) cooler, with area that will be in contact with the tire rubber, and the freezing provoked will promote breaking of the particulate rubber. | |
| 9 | CN207013116U | 16/02/2018 | Ultra-fine powder production apparatus | Li Shaotong | Cryogenic | Apparatus with a stirring pre-processor, cryogenic liquid mixers, among other components and functionalities. | - |
| 10 | CN206387181U | 08/08/2017 | Energy-saving high purity nitrogen plant of precooling | Xu Hao et al. | Cryogenic | Particle purification unit containing high purity nitrogen. | - |
| 11 | CN207227348U | 13/04/2018 | System cracking waste rubber | Ma Tibing et al. | Cryogenic + Pyrolisis + Microwave | Microwave pyrolysis chamber and other processes and functionalities. | - |
| 12 | CN206887031U | 16/01/2018 | A continuous cracking system of low temperature for rubber | Canção Dingquan | Cryogenic | Continuous cryogenic system for breaking tire rubber. Includes a cleavage unit, oil and gas processing unit, thermal unit and treatment unit by exhaustion gas. | - |
| 13 | CN207072926U | 06/03/2018 | A tire pyrolysis gas recycling equipment | Zhang Bin et al. | Pyrolisis | Equipment for tire gas recycling. | Generates oil by pyrolysis process |
| 14 | CN205974398U | 22/02/2017 | Junked tire pyrolysis and catalytic cracking system | Camada camada, Chen Shuiying, Xiao Lei | Pyrolisis | Pyrolysis process to generate gas for fuel. | Fuel oil |
| 15 | CN206143129U | 05/03/2017 | From junked tire pyrolysis of dust removal type and cracking system | Camada camada, Chen Shuiying, Xiao Lei | Pyrolisis | By tire pyrolysis, there is a breakdown of the tire structure generating gas for fuel. | Gas for fuel |
| 16 | CN207121575U | 20/03/2018 | One kind of waste tires regenerative moving bed pyrolysis system | Camada camada et al. | Pyrolisis | Process by pyrolysis that regenerates waste tires. | Generates gas and oils |
| 17 | CN206986099U | 20/02/2018 | One kind of recycling waste tire recycling apparatus | Meng Qiaoli Zhang Yan Zhao Ran | Pyrolisis | Side-filling device for the recycling of tires by pyrolysis. | - |
| 18 | CN205974393U | 22/02/2017 | Junked tire pyrolysis and pyrolysis tube cracking system | Camada camada, Chen Shuiying, Xiao Lei | Pyrolisis | Tire recycling machine using pyrolysis. | - |
| 19 | RU169883U1 | 04/05/2017 | Apparatus for the pyrolysis of recyclable rubber materials | Vladimir Sergeevich Malkin | Pyrolisis | The reactor is cylindrical with a flat bottom that transforms particles of tire rubbers of size between 10 and 15 mm into smaller particles. | - |
| 20 | CN205838923U | 28/12/2006 | Tire rapid pyrolysis system | Zhao Yanbing, Chen Shuiying, Schonson | Pyrolisis | Pyrolysis system. | - |
| 21 | CN206204225U | 31/05/2017 | Continuous pyrolysis treatment scrap tire fixed bed reactor of low temperature | Wu Xiaofei et al. | Pyrolisis | Reactor of continuous pyrolysis for the treatment of tire waste and magnetic separator of metal impurities. | - |
| 22 | CN206089570U | 12/04/2017 | System for pyrolysis junked tire | Zhang Hongwei Zhao Yanbing, Chen Shuiying | Pyrolisis | Equipment for the reuse of tire residue by means of particle breaking by pyrolysis. | |
| 23 | CN206051560U | 29/03/2017 | System by junked tire preparation active carbon with built-in dust collector | Zhao Yanbing, Chen Shuiying, Jiang Chaoxing | Pyrolisis | System for pyrolysis process with impurities remover. | Generates gas and produces quality active carbon |
| 24 | CN205664385U | 26/10/2018 | Organic matter self-power is dry to divide resource system with pyrolysis, complete set | Li Aimin Zhang Lei | Pyrolisis | Drying of waste to promote pyrolysis. | - |
| 25 | RU172538U1 | 11/07/2017 | Apparatus discharging dry pyrolysis products | Vyacheslav Anatolievich Filippenkov | Pyrolisis | Device for solid urban waste processing, including tires. | - |
| 26 | CN207227348U | 13/04/2018 | System cracking waste rubber | Ma Tibing et al. | Pyrolisis | Fractioning system for rubbish waste from processed tires. | - |
| 27 | CN206089578U | 12/04/2017 | Comprehensive utilization equipment of rubber waste | Gao Qiong Ma Jin Li Weibo | Pyrolisis | Equipment for waste recycling. | Extraction of oil and gas |
| 28 | CN207224368U | 13/04/2018 | Magnetic waste tire recovery | Li Guoyou | Pyrolisis | Tire recycling equipment with metal particle separator. | - |
| 29 | CN206916075U | 23/01/2018 | Waste tire cracking furnace | Ele Xiaofeng, Yu Hualong, Zhang Zhentang | Pyrolisis | Tire recycling oven. | Oil |
| 30 | CN206109318U | 19/04/2017 | Concise system of pyrolysis oil | Mingguo Ying et al. | Pyrolisis | Tire oil extraction system. | - |
| 31 | CN206278916U | 27/06/2017 | System for innocent treatment discarded object | Wu Xiaofei et al. | Pyrolisis | System with oven for extraction of oil by pyrolysis. | Oil |
| 32 | US9884804B2 | 06/02/2018 | Surface treated carbon catalysts produced from waste tires for fatty acids to biofuel conversion | Zachary D. Hood et al. | Pyrolisis | The tire particles are pyrolyzed to produce carbon composite parts. These parts are milled for later production of acid catalysts and biofuel. | Biofuel |
| 33 | US9920262B1 | 20/03/2018 | Methods of separation of pyrolysis oils | Jonathan Lyle Wistrom et al. | Pyrolisis | Separation of a lighter fraction and a denser fraction of oil generated by pyrolysis, allowing the extraction of chemical compounds. | Extraction of sulfur and nitrogen from tire oil |
| 34 | US9920712B1 | 20/03/2018 | Method for forming a plurality of plugs of carbonaceous material | Ravi Chandran et al. | Pyrolisis | System that uses tire material for gas generation by thermochemical reaction. | Gas via thermochemical reaction |
| 35 | CN206405159U | 15/08/2017 | System for handle solid wastes material | Zhao Yuejing et al. | Pyrolisis | Method for handling particles of recycled products, such as tires. | - |
| 36 | CN206799535U | 26/12/2017 | A equip for suspending catalytic cracking glowing plastics or rubber discarded object | Yin Xiaolin | Pyrolisis | Catalytic method that aims at the breaking of rubbers, generating particles. | Rubber particles |
| 37 | CN206765151U | 19/12/2017 | Rubbing crusher that old and useless rubber recycling production used | Luo Weichuan et al. | Pyrolisis | Tire rubber crusher. | Tire Rubber Particles |
| 38 | CN207224369U | 13/04/2018 | Pulverizing waste tires desulfurization apparatus | Li Guoyou | Pyrolisis | Equipment with ammonia tank, which aims to grind the tires, producing smaller particles. | Particles with lower oxidation rates |
| 39 | RU2624202C1 | 03/04/2017 | Method of producing synthetic fuel from worn tires and installation for its implementation | Dmitry Isaakovich et al. | Pyrolisis | Describes the process of extraction of synthetic fuel derived from tires. | Synthetic fuel |
| 40 | KR101798355B1 | 15/11/2017 | Pyrolysis gasifier including automated ash treating apparatus | Lim Duk-joon Lim Young Taek | Pyrolisis | Describes the process of pyrolysis and waste treatment. | To produce gas by breaking the molecules of tires |
| 41 | RU2632293C1 | 03/10/2017 | Device for processing rubber waste | Alexey Sergeevich et al. | Pyrolisis | Reactor with cylindrical furnace with evaporator and other systems for waste management. | - |
| 42 | CN205999124U | 08/03/2017 | Rubber mud bed anaerobic fluent disposal system | Xu Xia | Microbiological | Equipment that uses tire particles to filter water in an anaerobic effluent treatment process. | Water filtration process |
| 43 | CN206867976U | 12/01/2018 | Ozone oxidation sprays tire waste gas treatment device who uses together with alkali lye | Jin Yongping, Gu Yuhui | Microbiological | Describes an equipment for waste gas treatment, such as from tires. | - |
| 44 | CN206613569U | 17/11/2017 | Present invention is practical | Qu Xiugang | Microbiological | Describes tire recycling apparatus. | - |
| 45 | RU168093U1 | 18/01/2017 | Bio-electrochemical cell | Nikolai Dmitrievich et al. | Microbiological | Chambers with microbiological process and bioeletrochemical element for waste management. | - |
| 46 | JP6276489B1 | 07/02/2018 | Modified cellulose nanofibers and a rubber composition containing the same | Kotaro Ito Ito Shinichi Onogi Masahiro Masuda | Microbiological | Nanoparticles fibers from cellulose and modified rubber. | - |
| 47 | CN206562405U | 17/10/2017 | Junked tire recovery processing | Qu Xiugang | Microbiological + pyrolisis | Model for tire recovery. | - |
| 48 | CN206799535U | 26/12/2017 | Suspension for flameless combustion catalytic cracking waste rubber or plastics equipment | Yin Xiaolin | Microwave + chemical | Equipment for the breakdown of rubber molecules. | Fuel |
| 49 | CN206646052U | 17/11/2017 | Continuous microwave radiation macromolecular material modification device | Hao Xiaoli, Bao Weiwei, Deng Zhifeng, Jiang Peng. | Microwave | Tire rubber macromolecule breaker. | - |
| 50 | CN207130588U | 23/03/2018 | A microwave thermal regeneration in situ complete unit | Zhang Jiangyong et al. | Microwave | Complete equipment with zone of tire heating and rubbers. | Renewed asphalt emulsion |
| 51 | CN207044468U | 27/02/2018 | Reproducing one kind of waste rubber mix production system | Jiang Shuijin et al. | Microwave | Microwave equipment for the recycling of rubber tires. | - |
| 52 | CN206799498U | 26/12/2017 | Improve useless rubber cracking transmission power’s waveguide device | Li Zhihua Guo Nan | Microwave | Description of the process for recovering cracks in tire rubbers, extending the time of use. | Tires recovered with extended service life |
| 53 | CN105949557B | 10/04/2018 | A method of use of waste rubber foam insulation material is prepared | Chen Sichi et al. | Microwave | Equipment that aims to recover tire failures. | |
| 54 | CN205904223U | 25/01/2017 | Oil solid waste resource recovery device | Bao Minglan et al. | Microwave | Oil solid waste resource recovery device, using microwaves to promote the pyrolysis process. | - |
| 55 | US2017096537 | 06/04/2016 | Benzoxazine cyanate ester resin for pyrolisis densification of carbon-carbon composites | Fowler Gray E. | Pyrolisis | Method for carbon composite, includes carbon fibers with a benzoxazine resin compound and cyanide ester blend. | - |
| 56 | RU2015122814 | 10/01/2017 | Method for synthesis of benzocyclobutene by pyrolisis of quaternary ammonium salts of 2-methylbenzyl-(trialkyl) ammonium chlorides | Levchenko Konstantin Sergeevich et al. | Pyrolisis | A high conversion product can be obtained with a minimum yield of corrosive by-products (harmful to the metal surfaces of the vacuum equipment). | |
| 57 | CN105419827 | 23/03/2016 | Oil sediment pyrolisis system of plasma double-pipe heat exchanger | Liu Fei Geng Jian | Pyrolisis | Oil sedimented by pyrolysis and with the aid of plasma to accelerate production. | |
| 58 | CN206768087 | 19/12/2017 | Inspection microbiological incubator | Wang Suijia | Microbiological | Equipment for the microbiological inspection of rubber by a microbiological control mechanism. | |
| 59 | CN105462612 | 06/04/2016 | Novel environmental-protection biological rubber tire filling oil production process | Han Junchang | Biological | Rubber recovery by biological means of tires with the combination of mineral and synthetic oil. |
References
- Sienkiewicz, M.; Janik, H.; Borzędowska-Labuda, K.; Kucińska-Lipka, J. Environmentally friendly polymer-rubber composites obtained from waste tyres: A review. J. Clean. Prod. 2017, 147, 560–571. [Google Scholar] [CrossRef]
- OICA-International Organization of Motor Vehicle Manufacturers. Tire. 2017. Available online: https://www.oica.net (accessed on 18 October 2018).
- WBCSD-World Business Council for Sustainable Development. Global ELT Management-A Global State of Knowledge on Collection Rates, Recovery Routes and Management Methods. 2018. Available online: https://www.wbcsd.org/ (accessed on 24 September 2018).
- ETRMA-European Tyre & Rubber Manufacturers Association. Annual Report 2017-Moving Innovation that Cares. 2017. Available online: http://www.etrma.org/ (accessed on 24 September 2018).
- Pacheco-Torgal, F.; Ding, Y.; Jalali, S. Properties and durability of concrete containing polymeric wastes (tire rubber and polyethylene terephthalate bottles): An overview. Constr. Build. Mater. 2012, 30, 714–724. [Google Scholar] [CrossRef] [Green Version]
- Landi, D.; Gigli, S.; Germani, M.; Marconi, M. Investigating the feasibility of a reuse scenario for textile fibres recovered from end-of-life tyres. Waste Manag. 2018, 75, 187–204. [Google Scholar] [CrossRef] [PubMed]
- JATMA-Japan Automobile Tyre Manufacturers Association. Tire Recycling. 2017. Available online: http://www.jatma.or.jp/english/tyrerecycling/report01.html (accessed on 20 October 2018).
- Blessen, S.; Gupta, R.; Panicker, V. Recycling of waste tire rubber as aggregate in concrete: Durability-related performance. J. Clean. Prod. 2016, 112, 504–513. [Google Scholar]
- Saleh, T.A. The influence of treatment temperature on the acidity of MWCNT oxidized by HNO3 or a mixture of HNO3/H2SO4. Appl. Surf. Sci. 2011, 257, 7746–7751. [Google Scholar] [CrossRef]
- Saleh, T.A. Mercury sorption by silica/carbon nanotubes and silica/activated carbon: A comparison study. J. Water Supply: Res. Technol. -Aqua 2015, 64, 892–903. [Google Scholar] [CrossRef]
- Danmaliki, G.I.; Saleh, T.A. Influence of conversion parameters of waste tires to activated carbon on adsorption of dibenzothiophene from model fuels. J. Clean. Prod. 2016, 117, 50–55. [Google Scholar] [CrossRef]
- Danmaliki, G.I.; Saleh, T.A.; Shamsuddeen, A.A. Response surface methodology optimization of adsorptive desulfurization on nickel/activated carbon. Chem. Eng. J. 2017, 313, 993–1003. [Google Scholar] [CrossRef]
- Saleh, T.A.; Tuzen, M.; Sari, A. Magnetic activated carbon loaded with tungsten oxide nanoparticles for aluminum removal from Waters. J. Environ. Chem. Eng. 2017, 5, 2853–2860. [Google Scholar] [CrossRef]
- Saleh, T.A.; Adio, S.A.; Asif, M.; Dafalla, H. Statistical analysis of phenols adsorption on diethylenetriamine-modified activated carbon. J. Clean. Prod. 2018, 182, 960–968. [Google Scholar] [CrossRef]
- Saleh, T.A. Simultaneous adsorptive desulfurization of diesel fuel over bimetallic nanoparticles loaded on activated carbon. J. Clean. Prod. 2018, 172, 2123–2132. [Google Scholar] [CrossRef]
- Adio, S.O.; Asif, M.; Mohammed, A.-R.I.; Baig, N.; Al-Arfaj, A.A.; Saleh, T.A. Poly (amidoxime) Modified Magnetic Activated Carbon for Chromium and Thallium Adsorption: Statistical Analysis and Regeneration. Process Saf. Environ. Prot. 2018. [Google Scholar] [CrossRef]
- Gonzalez, V.; Martínez-Boza, F.J.; Gallegos, C.; Perez-Lepe, A.; Paez, A. A study into the processing of bitumen modified with tire crumb rubber and polymeric additives. Fuel Process. Technol. 2012, 95, 137–143. [Google Scholar] [CrossRef]
- Siddik, A.; Abdullah AlMamun, M.; Alyousef, R.; MugahedAmran, Y.H. Strengthening of reinforced concrete beams by using fiber-reinforced polymer composites: A review. J. Build. Eng. 2019, 25, 1–12. [Google Scholar] [CrossRef]
- Ramarad, S.; Khalid, M.; Ratnam, C.T.; Chuah, A.L.; Rashmi, W. Waste tire rubber in polymer blends: A review on the evolution, properties and future. Prog. Mater. Sci. 2015, 72, 100–140. [Google Scholar] [CrossRef]
- CONAMA. Resolution 258 of 30 June 1999. 1999. Available online: http://www2.mma.gov.br/port/conama/legiabre.cfm?codlegi=258 (accessed on 24 September 2018).
- Lagarinhos, C.A.; Tenório, J.A. Reverse logistics for used tires in Brazil. Polymers 2013, 23, 49–58. [Google Scholar] [CrossRef] [Green Version]
- Karger-Kocsis, J.; Mészáros, L.; Bárány, T. Ground tire rubber (GTR) in thermoplastics, thermosets, and rubbers. J. Mater. Sci. 2013, 48, 1–38. [Google Scholar] [CrossRef]
- Aoudia, K.; Azem, S.; Hocine, N.A.; Gratton, M.; Pettarin, V.; Seghar, S. Recycling of waste tire rubber: Microwave devulcanization and incorporation in a thermoset resin. Waste Manag. 2017, 60, 471–481. [Google Scholar] [CrossRef]
- Sagar, M.; Nibedita, K.; Manohar, N.; Kumar, K.R.; Suchismita, S.; Pradnyesh, A.; Reddy, A.B.; Sadiku, E.R.; Gupta, U.N.; Lachit, P.; et al. A potential utilization of end-of-life tires as recycled carbon black in EPDM rubber. Waste Manag. 2018, 74, 110–122. [Google Scholar] [CrossRef]
- Trongkaew, P.; Utistham, T.; Reubroycharoen, P.; Hinchiranan, N. Photocatalytic desulfurization of waste tire pyrolysis oil. Energies 2011, 4, 1880–1896. [Google Scholar] [CrossRef]
- Martinez, J.D.; Puy, N.; Murillo, R.; García, T.; Navarro, M.V.; Mastral, A.M. Waste tire pyrolysis-A review. Renew. Sustain. Energy Rev. 2013, 23, 179–213. [Google Scholar] [CrossRef]
- Hossain, M.A.; Ganesan, P.; Jewaratnam, J.; Chinna, K. Optimization of process parameters for microwave pyrolysis of oil palm fiber (OPF) for hydrogen and biochar production. Energy Convers. Manag. 2017, 133, 349–362. [Google Scholar] [CrossRef]
- Misik, L.; Radvanka, A. Properties and Application of Scrap Tire Pyrolysis Products; Annals of DAAAM and Proceedings; DAAAM International Vienna: Vienna, Austria, 2008. [Google Scholar]
- Rajan, V.V.; Dierkes, W.K.; Joseph, R.; Noordermeer, J.W. Science and technology of rubber reclamation with special attention to NR-based waste latex products. Prog. Polym. Sci. 2006, 31, 811–834. [Google Scholar] [CrossRef]
- Agrawal, D. Latest global developments in microwave materials processing. Mater. Res. Innov. 2010, 14, 3–8. [Google Scholar] [CrossRef]
- Pagani, R.N.; Kovaleski, J.L.; Resende, L. Methodi Ordinatio: A proposed methodology to select and rank relevant scientific papers encompassing the impact factor, number of citation, and year of publication. Scientometrics 2015, 105, 2109–2135. [Google Scholar] [CrossRef]
- Pagani, R.N.; Kovaleski, J.L.; Resende, L.M.M. Avanços na composição da Methodi Ordinatio para revisão sistemática de literatura. Ciência Da Inf. 2018, 46, 161–187. [Google Scholar]
- Stadler, A.; Arantes, E.C.; Halicki, Z.; Safraiter, G.H. Social responsibility in tourism cooperatives: Proposal of a measurement model based on the VBA model. Estud. Turísticos 2017, 211, 125–147. [Google Scholar]
- Campos, E.A.R.; Pagani, R.N.; Resende, L.M.; Pontes, J. Construction and qualitative assessment of a bibliographic portfolio using the methodology Methodi Ordinatio. Scientometrics 2018, 116, 815–842. [Google Scholar] [CrossRef]
- Cunha, L.; Ceryno, P.; & Leiras, A. Social Supply Chain Risk Management: A taxonomy, a framework and a research agenda. J. Clean. Prod. 2019, 220, 1101–1110. [Google Scholar] [CrossRef]
- Muller, M.F.; Esmanioto, F.; Huber, N.; Loures, E.R.; Canciglieri Junior, O. A Systematic Literature Review of Interoperability in the Green Building Information Modeling Lifecycle. J. Clean. Prod. 2019, 223, 397–412. [Google Scholar] [CrossRef]
- Google Patents. Google’s Open Worldwide Patent Database. 2018. Available online: https://www.google.com/patents (accessed on 20 July 2018).
- Espacenet Patent Search. 2018. Available online: https://worldwide.espacenet.com/ (accessed on 12 July 2018).
- ASTM D6913-2017-Active Standard Test Methods International. In Standard Test Methods for Particle-Size Distribution (Gradation) of Soils Using Sieve Analysis; ASTM International: West Conshohocken, PA, USA, 2017; Available online: https://www.astm.org (accessed on 10 September 2017).
- Bogdal, D.; Penczek, P.; Pielichowski, J.; Prociak, A. Microwave Assisted Synthesis, Crosslinking, and Processing of Polymeric Materials. Adv. Polym. Sci. 2003, 194–263. [Google Scholar] [CrossRef]
- ASTM D256-2010-Active Standard Test Methods International. In Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics; ASTM International: West Conshohocken, PA, USA, 2010; Available online: https://www.astm.org (accessed on 24 September 2017).
- ASTM D2240-2015-Active Standard Test Methods International. In Standard Test Method for Rubber Property Durometer Hardness; ASTM International: West Conshohocken, PA, USA, 2015; Available online: https://www.astm.org (accessed on 24 September 2017).
- Grover, W.H.; Bryan, A.K.; Diez-Silva, M.; Suresh, S.; Higgins, J.M.; Manalis, S.R. Measuring single-cell density. Proc. Natl. Acad. Sci. USA 2011, 108, 10992–10996. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- ASTM D792-2013-Active Standard Test Methods International. In Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement; ASTM International: West Conshohocken, PA, USA, 2013; Available online: https://www.astm.org (accessed on 20 September 2017).
- ASTM D790-2010-Active Standard Test Methods International. In Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials; ASTM International: West Conshohocken, PA, USA, 2010; Available online: https://www.astm.org (accessed on 24 September 2017).
- Dong, Q.; Huang, B.; Shu, X. Rubber modified concrete improved by chemically active coating and silane coupling agent. Constr. Build. Mater. 2013, 48, 116–123. [Google Scholar] [CrossRef]
- Flores-Medina, D.; Medina, N.F.; Hernández-Olivares, F. Static mechanical properties of waste rests of recycled rubber and high quality recycled rubber from crumbed tires used as aggregate in dry consistency concretes. Mater. Struct. 2014, 47, 1185–1193. [Google Scholar] [CrossRef]
- Bravo, M.; Brito, J. Concrete made with used tyre aggregate: Durability-related performance. J. Clean. Prod. 2012, 25, 42–50. [Google Scholar] [CrossRef]
- Rechhold-Resin Manufacturer in Brazil. Tire. Available online: http://www.rechhold.com (accessed on 18 October 2018).
- Davallo, M.; Pasdar, H.; Mohseni, M. Mechanical Properties Unsatured Polyester Resin. Int. J. Chemtech Res. 2010, 2, 2113–2117. [Google Scholar]
- Saleh, T.A.; Sulaiman, K.O.; Al-Hammad, A.; Dafalla, H.; Danmaliki, G. Adsorptive desulfurization of thiophene, benzothiophene and dibenzothiophene over activated carbon manganese oxide nanocomposite: With column system evaluation. J. Clean. Prod. 2017, 154, 401–412. [Google Scholar] [CrossRef]
- BANDAG-Bridgestone Americas Tire Operations. 2018. Available online: https://www.bandag.com.br (accessed on 22 September 2018).











| System | Definition | Countries | |
|---|---|---|---|
| “Free market system” | The legislator approves the objectives to be fulfilled. However, there is only the existence of an industrial association in charge of promoting the management of ELTs. | Argentina | |
| Germany | New Zealand | ||
| Switzerland | Saudi Arabia | ||
| Great Britain | Thailand | ||
| Austria | U.S | ||
| China | Bosnia Herzegovina | ||
| India | Serbia | ||
| Indonesia | Albania | ||
| Japan | Macedonia | ||
| Malaysia | Montenegro | ||
| Mexico | |||
| “Tax system” | The government is responsible for the recovery of ELTs and remunerates the operators in the recovery chain. ELT management is financed through taxes levied on tire manufacturers and importers, which are passed on to consumers. | Denmark Croatia | |
| Group | Keywords and Combinations | Article Journals |
|---|---|---|
| 1 | “Tire* recycling” or “Tyre* recycling” | 46 |
| 2 | “Rubber waste” | 39 |
| 3 | “Knowledge and Technology Transfer” | 16 |
| 4 | (“Tire* recycling” or “Tyre* recycling”) and “Rubber waste” | 12 |
| 5 | (“Tire* recycling” or “Tyre* recycling”) and “Knowledge and Technology Transfer” | 12 |
| 6 | “Rubber waste” and “Knowledge and Technology Transfer” | 0 |
| Total | 125 | |
| Test Bodies | Absorbed Energy (J) | Resistance Impact (J/m) | Resistance Impact (Kj/m2) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 20% | 40% | 60% | 20% | 40% | 60% | 20% | 40% | 60% | |
| 1 | 0.047 | 0.059 | 0.066 | 9.23 | 7.73 | 9.99 | 0.90 | 0.76 | 0.98 |
| 2 | 0.034 | 0.058 | 0.063 | 6.93 | 7.42 | 9.42 | 0.68 | 0.73 | 0.92 |
| 3 | 0.044 | 0.059 | 0.056 | 8.78 | 7.39 | 9.24 | 0.86 | 0.72 | 0.97 |
| 4 | 0.034 | 0.059 | 0.058 | 6.96 | 7.26 | 9.24 | 0.69 | 0.72 | 0.94 |
| 5 | 0.033 | 0.052 | 0.060 | 6.69 | 8.02 | 9.52 | 0.66 | 0.80 | 0.95 |
| 6 | 0.041 | 0.061 | 0.064 | 8.26 | 9.14 | 10.20 | 0.82 | 0.93 | 1.02 |
| 7 | 0.036 | 0.066 | 0.057 | 7.46 | 9.21 | 9.00 | 0.72 | 0.95 | 0.90 |
| 8 | 0.099 | 0.064 | 0.058 | 9.83 | 8.09 | 9.20 | 0.98 | 0.82 | 0.92 |
| 9 | 0.032 | 0.065 | 0.071 | 6.52 | 8.25 | 10.36 | 0.65 | 0.82 | 1.04 |
| 10 | 0.040 | 0.060 | 0.064 | 7.85 | 8.45 | 9.96 | 0.78 | 0.84 | 1.00 |
| Average | 0.044 | 0.060 | 0.062 | 7.85 | 8.10 | 9.61 | 0.77 | 0.81 | 0.97 |
| Samples with Different Amount of Residues | Measures | Average | ||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | ||
| 20% | 77.5 | 77.0 | 80.5 | 76.5 | 78.0 | 78.0 |
| 40% | 76.0 | 73.0 | 68.0 | 73.0 | 74.5 | 72.9 |
| 60% | 75.5 | 76.0 | 74.5 | 70.5 | 70.5 | 73.4 |
| Test Body | Immersion Density (g/cm3) | ||
|---|---|---|---|
| 20% | 40% | 60% | |
| 1 | 1.229 | 1.191 | 1.184 |
| 2 | 1.220 | 1.191 | 1.171 |
| 3 | 1.229 | 1.192 | 1.133 |
| Average | 1.226 | 1.191 | 1.163 |
| Test Body | Flexural Strength (MPa) | Modulus of Elasticity (GPa) | ||||
|---|---|---|---|---|---|---|
| 20% | 40% | 60% | 20% | 40% | 60% | |
| 1 | 16.15 | 10.83 | 14.41 | 1.59 | 0.61 | 1.12 |
| 2 | 15.95 | 15.32 | 15.08 | 1.42 | 1.17 | 1.31 |
| 3 | 14.26 | 11.63 | 17.40 | 1.54 | 0.66 | 1.15 |
| Average | 15.45 | 12.59 | 15.63 | 1.52 | 0.81 | 1.19 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buss, A.H.; Kovaleski, J.L.; Pagani, R.N.; da Silva, V.L.; Silva, J.d.M. Proposal to Reuse Rubber Waste from End-Of-Life Tires Using Thermosetting Resin. Sustainability 2019, 11, 6997. https://0-doi-org.brum.beds.ac.uk/10.3390/su11246997
Buss AH, Kovaleski JL, Pagani RN, da Silva VL, Silva JdM. Proposal to Reuse Rubber Waste from End-Of-Life Tires Using Thermosetting Resin. Sustainability. 2019; 11(24):6997. https://0-doi-org.brum.beds.ac.uk/10.3390/su11246997
Chicago/Turabian StyleBuss, Andre Hekermann, João Luiz Kovaleski, Regina Negri Pagani, Vander Luiz da Silva, and Jaqueline de Matos Silva. 2019. "Proposal to Reuse Rubber Waste from End-Of-Life Tires Using Thermosetting Resin" Sustainability 11, no. 24: 6997. https://0-doi-org.brum.beds.ac.uk/10.3390/su11246997