Analysis of Combustion Process of Protective Coating Paints



The Main School of Fire Service, 01-629 Warsaw, Poland
*
Author to whom correspondence should be addressed.
Sustainability 2020, 12(10), 4008; https://0-doi-org.brum.beds.ac.uk/10.3390/su12104008
Submission received: 16 April 2020
/
Revised: 12 May 2020
/
Accepted: 12 May 2020
/
Published: 14 May 2020
(This article belongs to the Special Issue Green Technologies in Air Treatment)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Structural elements in buildings exposed to high temperature may lose their original stability. Application of steel structures has several advantages; however, deflection under exposure to high temperatures may be a potential obstacle. Therefore, the aim of the study was to determine how temperature affects decomposition of protective paints applied in the construction. A dedicated installation for the analysis of the combustion process of protective coating paints in a laboratory scale was prepared. The experimental device consisted of the following parts: top-loading furnace connected to the gas conditioner, the LAT MG-2 gas mixer, and portable gas analyzer GASMET DX-4010. The following type of the protective powder coating paints were analyzed: alkyd and polyurethane. The obtained results indicated that during thermal decomposition of paints, formaldehyde, benzene, heptane, and butanol were released, however in different concentrations. Moreover, decomposition temperature affected the type and amount of released gas mixture components. With increasing temperature, increased release of formaldehyde and benzene was noticed, while the concentration of butanol and heptane decreased. Finally, the product of thermal decomposition emitted in the highest concentration was formaldehyde, which can cause irritation and sensitization in humans.
1. Introduction
Passive fire protection includes coatings and inherently flame-retardant materials [1]. Traditional fireproofing coatings are cementitious, based on Portland cement, magnesium oxychloride cement, vermiculite, gypsum, and other minerals [2]. In the field of structure engineering, intumescent paints are usually applied as protection material for steel structure that may be exposed to fire. Regardless of the covered surface, intumescent compounds basically have the same chemical composition [3,4]. A new approach for manufacturing superior thermal insulative/intumescent steel paint comprises exploiting phosphorous-containing copolymer as a fire-retardant additive [5,6].
Application of protective coating may minimize the risk of severe safety and environmental hazards, i.e., corrosion appearance [7]. In some areas, salty environments are the main agents that lead to corrosion [8]. Many techniques have been developed to minimize the corrosion effect [9]. Usage of iron oxides as protective pigments is common for anticorrosion paints [10]. Alkyd-based coatings are the most commonly used in solvent-based paints [11]. Moreover, incorporation of nanoferrite particles in soya alkyd coating may enhance their physico-mechanical properties [12].
Of note, intumescent fire-protective paints are one of the most common instruments for ensuring the fire protection of modern buildings [13]. In the recent years, the preparation and characterization of new products for improving the flame retardancy have attracted the attention of academic researchers [3,14]. Those products are available as solvent or water-based systems applied with a thickness of up to 3 mm [15]. Intumescent systems consist generally of three compounds, i.e., an acid source (ammonium phosphate—APP), a carbon source (pentaerythritol—PER), and a blowing agent (melamine) [16]. Moreover, acrylics are difficult to be hydrolyzed, well recognized to exhibit good weather resistance, and are commonly utilized for coating applications, due to their outstanding outdoor durability [17]. While vinyl chloride and chlorinated rubber coatings did not perform well at low temperatures, zinc-rich paints and zinc sprayed coatings along with epoxy/polyurethane systems were found to perform suitably. The performance of high-performance composite coatings (HPCC), suitable for protecting pipelines, is under a wide range of temperatures, up to 100 °C [18].
The composition, size, geometry, quantity, and distribution play important role in the overall pigment performance and its inter-play with the coating resin [19]. Structural elements in buildings exposed to high temperature may lose their original stability. Application of steel structures has several advantages; however, deflection under exposure to high temperatures may occur [20,21]. Fire resisting materials can be employed as a physical barrier, in order to reduce the energy transferring rate as well as absorb a great portion of the thermal energy, to produce a new thermal protection interface [22,23]. For solving this problem, steel structures are coated with different heat resistant coatings to provide heat-resistance property [24,25]. An example of thermal resistance materials are intumescent paints, which, when subjected to elevated temperatures, undergo various endothermic reactions. Application of protective coating paint may not require any additional substrates for attaching to the structure and does not affect the structure’s mechanical properties [17,26]. In the recent years, the preparation and characterization of new products for improving the flame retardancy have attracted the attention of academic researchers. In particular, the topic of toxic substances which may be released from paints simultaneously with increasing temperature was studied [5,27]. Therefore, the aim of the study was to determine how temperature affects decomposition of protective paints with the use of alkyd and polyurethane powdered paints commonly used as a protective coating in the construction.
In Section 2, Material and Methods, the analyzed material, experimental installation, and statistical analysis applied in the paper are described. Section 3, Results, presents the results of combustion process for two types of protective coatings. In Section 4, Discussion, the results obtained are discussed, while Section 5, Conclusions, concludes the paper.
2. Materials and Methods
A dedicated installation for the analysis of the combustion process of protective coating paints in a laboratory scale was prepared. The experimental device comprised the following parts: top-loading furnace (Nabertherm company) (Figure 1a) connected to the gas conditioner (Figure 1b), the LAT MG-2 gas mixer (Figure 1c), and the GASMET DX-4010 (Figure 1d).
In the research, the following types of the protective coating paints were analyzed: powder paint with alkyd and powder paint with polyurethane. To standardize the process of materials, preparation paints were deposited with a brush on a flat surface. At each time point, paint was deposited with one move of brush to have the same layer thickness. To minimize the risk of thermal decomposition of wooden surfaces, steel plates (6 cm x 6 cm) (Figure 1f) were used as a surface for the analyzed samples of paints. A total of 24 samples were prepared for analysis (12 samples for each of the analyzed paints). The following thermal conditions were considered: 80 °C, 90 °C, 100 °C, and 110 °C. Each sample was analyzed in triplicate. At each time point, the analyzed material was placed inside the furnace through the opening surface at the top. Inside the furnace, a chamber with a volume equal to 2 dm3 was localized. The temperature was controlled with an accuracy of ± 1 °C. Furthermore, at the top surface, two steel pipes (Figure 1e), one for air supply and the other for the combustion products discharge, were connected.
At the beginning of the analysis, gas conditioner device was applied for the preparation of dry and clean from solid particle air. The cleaning process was made with the use of mechanical filters, while the drying process was made by condensation of humidity. Next, with the use of a gas mixing device, specified concentrations of air and nitrogen were prepared. Finally, the portable gas analyzer GASMET DX-4010 (Gasmet Technology Oy, Finland), with Fourier-transform infrared spectroscopy (FT-IR) methodology for simultaneous determination of all compounds, was used. The system was equipped with a measuring probe, a heated pipe, as well as a heated gas conditioning system, which allowed measurements of hot gases. The results from the portable gas analyzer GASMET DX-4010 (Gasmet Technology Oy, Finland) were recorded with the use of the CALCMET software.
Data are presented as mean ± standard error (SEM) and calculated with Statistica 12.0 software. Data were considered statistically significant when p < 0.05 [28].
3. Results
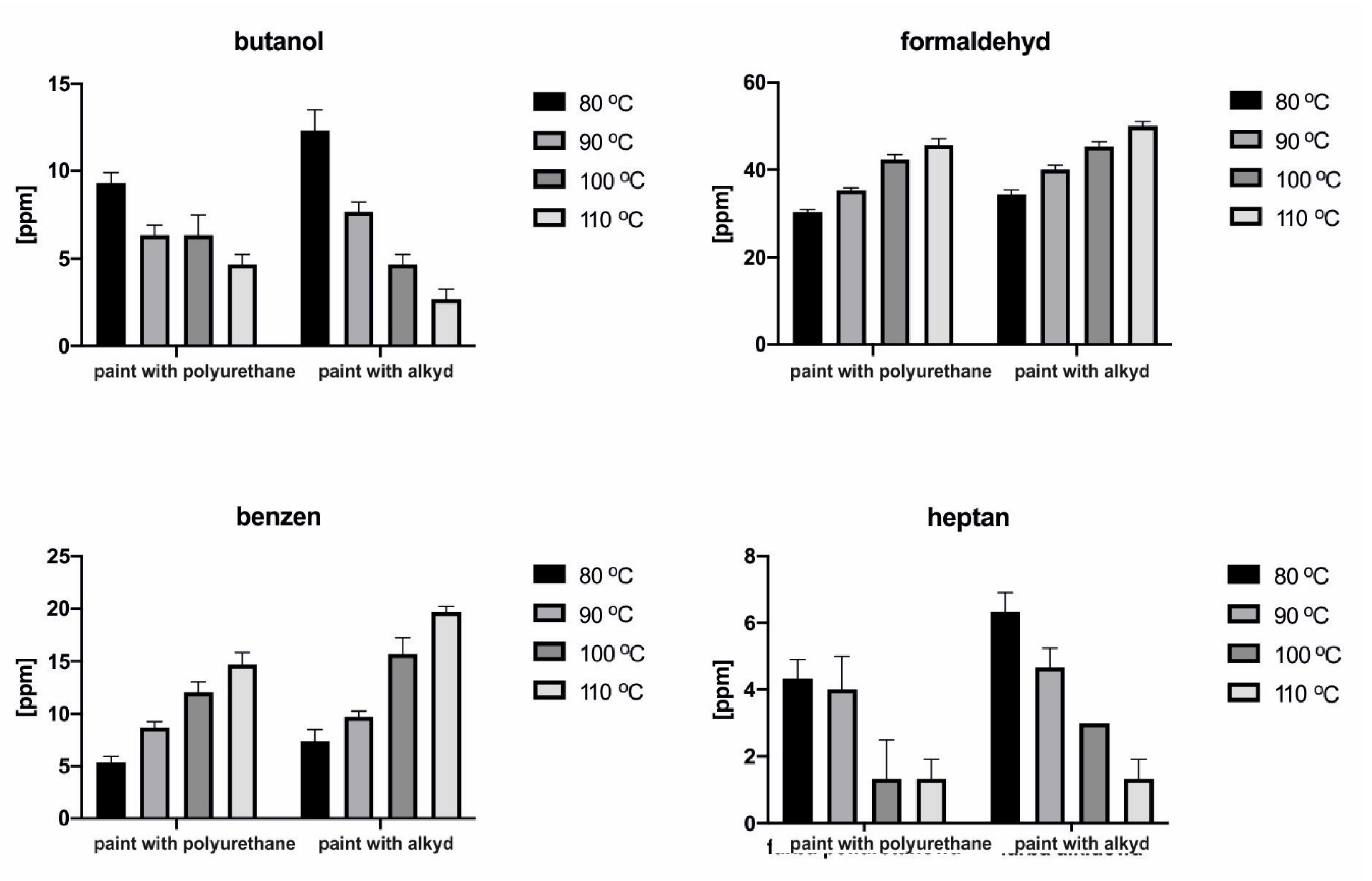
By using the FT-IR measurement method and CALCMET software, the concentrations of selected thermal decomposition products of the two tested paints were determined. An experimental analysis of the combustion process for two paints was performed (Figure 2). First, polyurethane paint samples were analyzed. At a temperature equal to 80 °C, four substances with the highest concentration were detected: butanol, formaldehyde, benzene, and heptane. The average butanol concentration was equal to 9.3 ± 0.6 ppm, formaldehyde 30.3 ± 0.6 ppm, benzene 5.3 ± 0.6 ppm, and heptane 4.3 ± 0.6 ppm. At the temperature of 90 °C, the average value of butanol decreased to 6.3 ± 0.6 ppm, heptane concentration decreased to 4.0 ± 1.0 ppm, formaldehyde concentration increased to 35.3 ± 0.6 ppm, and benzene concentration increased to 8.7 ± 0.6 ppm. The average butanol value at 100 °C did not change, while an increase in the concentrations of formaldehyde (42.3 ± 1.2 ppm), benzene (12.0 ± 1.0 ppm), and heptane (1.3 ± 1.2 ppm) was recorded. At the final test for the temperature equal to 110 °C, the butanol concentration decreased to 4.3 ± 0.6 ppm, formaldehyde concentration increased to 45.7 ± 1.5 ppm, benzene concentration increased to 14.7 ± 1.2 ppm, and heptane concentration did not change.
Next, alkyd paint samples were analyzed. The average value of butanol concentration at 80 °C was equal to 12.3 ± 1.2 ppm, for formaldehyde, it was equal to 34.3 ± 1.2 ppm, for benzene, equal to 7.3 ± 1.2 ppm, while for heptane, equal to 6.3 ± 0.6 ppm. At the temperature of 90 °C, the value of butanol and heptane concentration decreased to 7.7 ± 0.6 ppm and 4.7 ± 0.6 ppm, respectively. However, the value of formaldehyde and benzene increased to 40 ± 1.0 ppm and 9.7 ± 0.6 ppm, respectively. At the temperature of 100 °C, the concentration of butanol and heptane was again reduced to 4.7 ± 0.6 ppm and 3.0 ± 0.0 ppm, respectively, while the concentration of formaldehyde and benzene increased to 45.3 ± 1.2 ppm and 15.7 ± 1.5 ppm, respectively. The test carried out at the temperature of 110 °C showed a slight decrease in the concentration of butanol to 2.7 ± 0.6 ppm and of heptane to 1.3 ± 0.6 ppm, while the concentration of formaldehyde and benzene increased to 50.0 ± 1.0 and 19.7 ± 0.6, respectively.
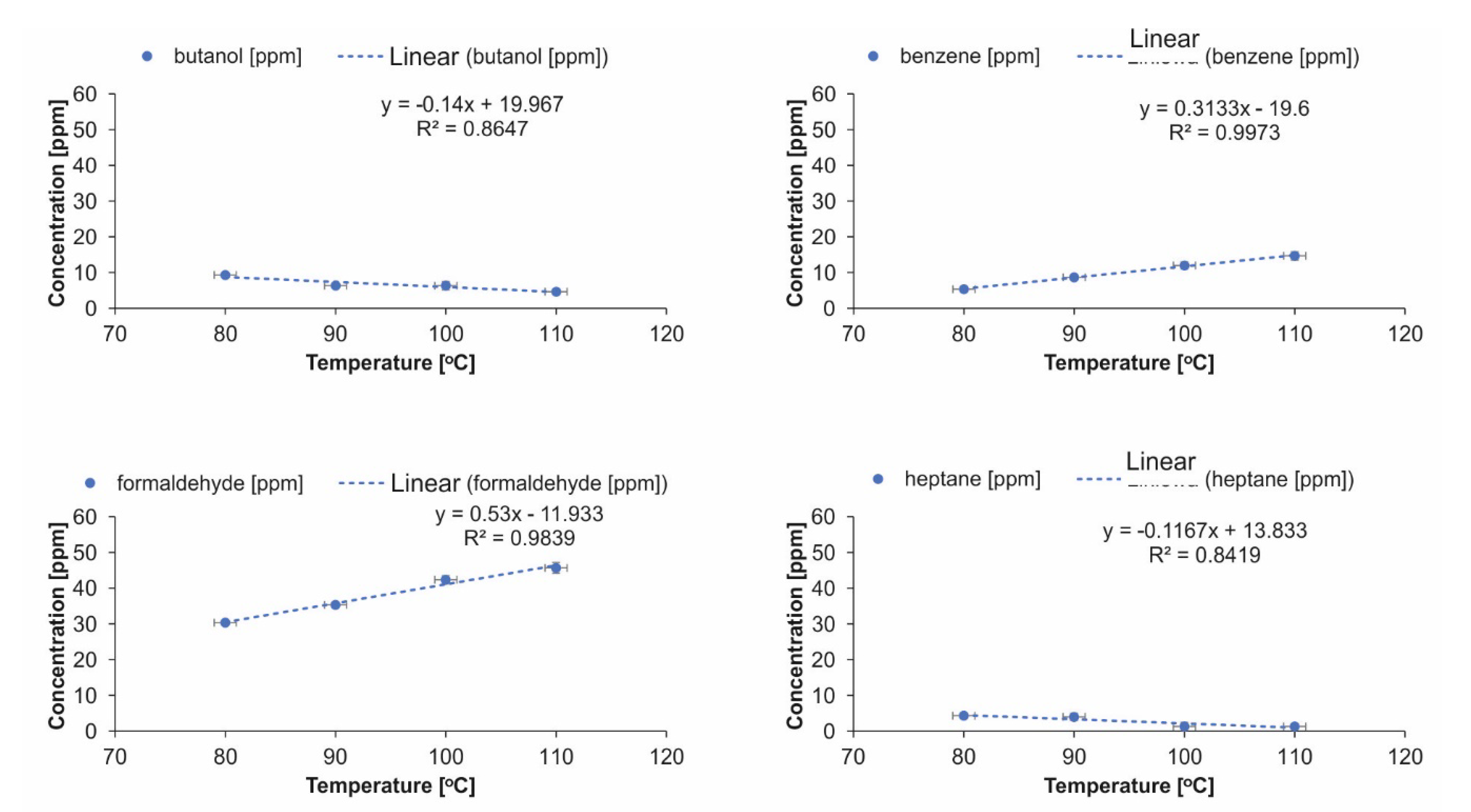
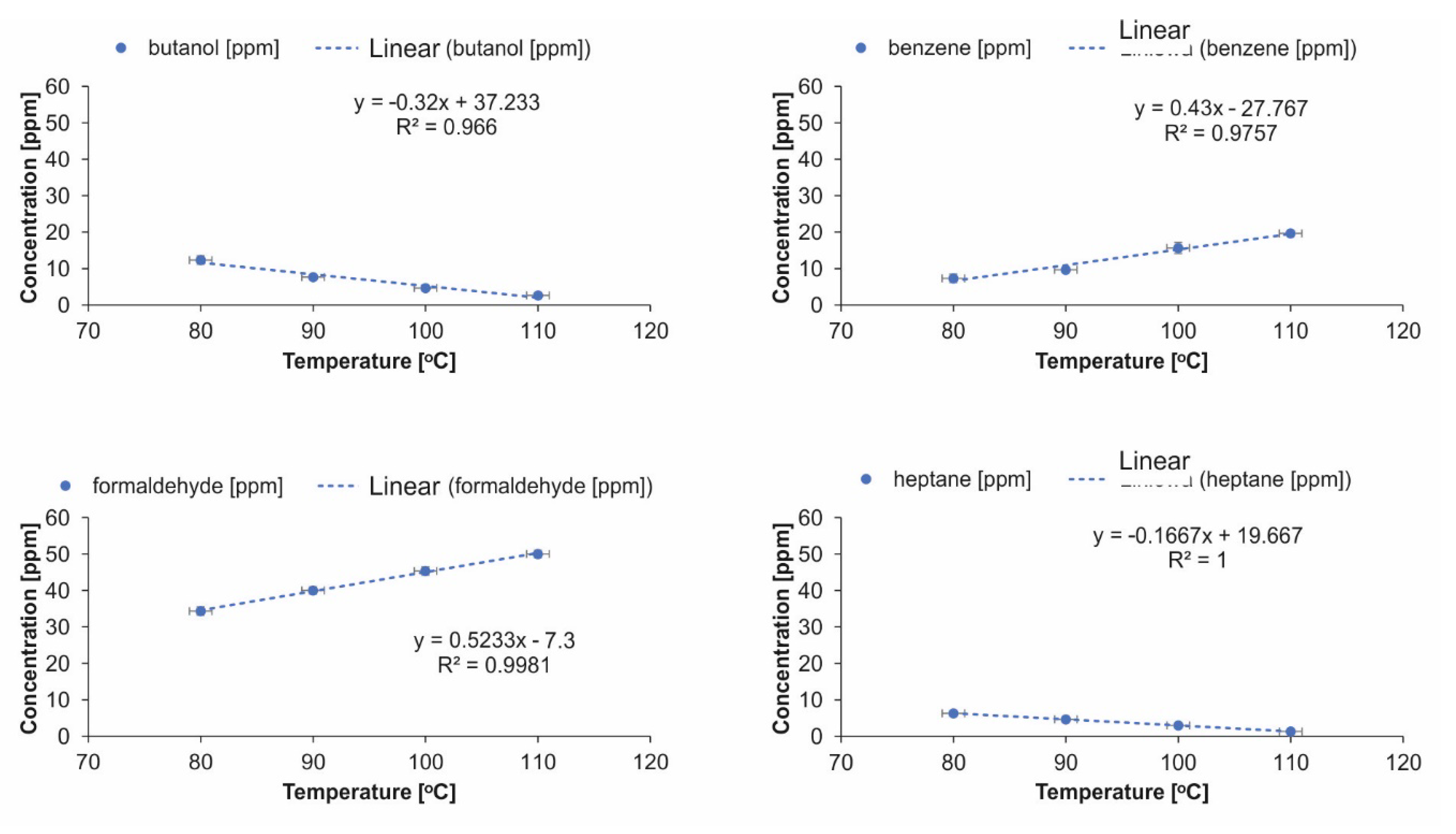
To better understand the results obtained, a linear regression showing the changes in the concentration of each of the analyzed substances as a function of temperature was prepared. Linear regression for polyurethane paint showed that there was a strong relation between the scalar response and exploratory variable (Figure 3). Depending on the analyzed substance, it was in the range of 0.84–0.99. The lowest relation was observed for heptane, while the strongest was for benzene. Furthermore, for the alkyd paint, the relation between the scalar response and exploratory variable was greater (0.96–1.0) (Figure 4). A comparison of both paints indicated a similar tendency; however, a stronger relation between variables was observed for the alkyd paint (Figure 4) compared with the polyurethane paint (Figure 3).
4. Discussion
In our study, we analyzed different protective coatings for steal structures, by distributing one layer of paint on a steel plate that was further burnt in a dedicated furnace. A similar approach was used by Griffin who investigated two coatings, an epoxy-based material and a water-based vinyl acetate material distributed on a steel plate inside a cone calorimeter [15]. Moreover, in our study, the concentration of decomposition products as a function of temperature was investigated. It was in line with a new approach for protection criterion determination presented by Hanan et al., who analyzed steel structures by exposing them to elevated temperatures [20]. Similarly, Dai et al. investigated the effects of partial fire protection on temperature development in steel joints saved by intumescent coating [29].
In our paper, we studied the decomposition of two pigments for the range of temperature between 80 °C and 110 °C, resulting in butanol, formaldehyde, benzene, and heptane fume release. Recently, Zhao et al. used thermogravimetry (TG) and differential scanning calorimetry (DSC) for investigation of polysiloxane resin and polysiloxane/Al coatings. They found that polysiloxane resin began to decompose after 200 °C, and there was a continuous weight loss at 200–700 °C. Furthermore, for the polysiloxane/Al coatings, the oxidation of aluminum powder only led to a weight gain of coating at 600–700 °C [30]. In addition, Geoffroy et al. analyzed three intumescent coatings based on three different chemistries (epoxy, acrylic, and silicone) and observed no improvement of the fire protection of the steel substrate [31]. In line with those findings, Nguyen et al., who analyzed an irreversible thermochromic material based on manganese violet, observed that, under heating, the pigment simultaneously lost H2O and NH3 in two successive steps at approximately 330–434.4 °C and 434.4–527 °C, which correspond to the formation of an intermediate phase [32]. Moreover, in another paper, Bourbigot et al. observed that intumescence occurred between 280 °C and 350 °C [33].
In our paper, a linear regression was used for the description of component combustion of fire protective coatings. We found that, for both paintings, formaldehyde is produced in the highest concentration. Additionally, the concentrations of formaldehyde and benzene are increasing with higher temperature, while the concentrations of butanol and heptane are decreasing. Interestingly, we noticed a strong correlation, the R2 ≥ 0.9, between the analyzed gas products and the temperature for the alkyd paint, but not for the polyurethane paint. A linear regression comparison was also used by Jimenez et al., who elucidated the mechanism of action of intumescent coatings [34]. In another study, Bourbigot et al. prepared a mathematical model for the intumescence process with ammonium polyphosphate and pentaerythritol in polypropylene [35].
Limitation to the Study
In this work, two types of protective coating paints in triplicates were analyzed: powder paint with alkyd and powder paint with polyurethane. Moreover, only four temperatures were investigated. In the future work, we plan to extend the analyzed group of protective coating paints, as well as the number of decomposition products.
5. Conclusions
The obtained results indicated that, during thermal decomposition of paints, formaldehyde, benzene, heptane, and butanol were released in the largest amount. However, decomposition temperature affected the type and amount of gas released. With increasing temperature, an increased release of formaldehyde and benzene was detected. Meanwhile, the concentration of butanol and heptane decreased. Finally, the product of thermal decomposition emitted in the highest concentration was formaldehyde, which can cause irritation and sensitization in humans.
Analysis of product concentration as a function of temperature indicated that the powder paint with polyurethane was characterized with a lower amount of released formaldehyde, compared with the powder paint with alkyd. Furthermore, the concentration of other analyzed compounds was lower for the powder paint with polyurethane compare with the powder paint with alkyd. Therefore, the study suggests that, based on the released formaldehyde concentration, paint with polyurethane may be less harmful for humans.
Author Contributions
Conceptualization: A.P., methodology: A.P., A.D., M.M.-L., and Z.S., formal analysis: A.P., A.D., M.M.-L., and Z.S., investigation: A.P., A.D., M.M.-L., and Z.S., writing: A.P., A.D., M.M.-L., and Z.S., project administration: A.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
In this section you can acknowledge any support given which is not covered by the author contribution or funding sections. This may include administrative and technical support, or donations in kind (e.g., materials used for experiments).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Weil, E.D. Fire-Protective and Flame-Retardant Coatings—A State-of-the-Art Review. J. Fire Sci. 2011, 29, 38. [Google Scholar] [CrossRef]
- Challener, C. Fire Safety with Specialty Coatings. J. Coat. Technol. Res. 2007, 7, 78–84. [Google Scholar]
- Horrocks, J.A.R. Flame retardant challenges for textiles and fibres: New chemistry versus innovatory solutions. Polym. Degrad. 2011, 96, 16. [Google Scholar] [CrossRef]
- Majder-Lopatka, M.; Rogula-Kozlowska, W.; Wasik, W. The application of stand-off infrared detection to identify air pollutants. E3S Web Conf. 2018, 44, 6. [Google Scholar] [CrossRef] [Green Version]
- Alongi, J.; Colleoni, F.; Rosace, G.; Malucelli, G. Thermal and fire stability of cotton fabrics coated with hybrid phosphorus-doped silica films. J. Therm. Anal. Calorim. 2012, 110, 1207–1216. [Google Scholar] [CrossRef]
- Majder-Lopatka, M.; Wesierski, T.; Dmochowska, A.; Salamonowicz, Z.; Polanczyk, A. The Influence of Hydrogen on the Indications of the Electrochemical Carbon Monoxide Sensors. Sustainability 2020, 12, 14. [Google Scholar] [CrossRef] [Green Version]
- Zhang, F.; Ju, P.; Pan, M.; Zhang, D.; Huang, Y.; Li, G.; Li, X. Self-healing mechanisms in smart protective coatings: A review. Corros. Sci. 2018, 144, 15. [Google Scholar] [CrossRef]
- Moura, E.F.; Neto, A.O.W.; Dantas, T.N.C.; Junior, H.S.; Gurgel, A. Applications of micelle and microemulsion systems containing aminated surfactants synthesized from ricinoleic acid as carbon-steel corrosion inhibitors. Colloids Surf. A Physicochem. Eng. Asp. 2009, 340, 199–207. [Google Scholar] [CrossRef]
- Al-Sabagh, A.M.; Abdou, M.I.; Migahed, M.A.; Abd-Elwanees, S.; Fadl, A.M.; Deibac, A. Investigations using potentiodynamic polarization measurements, cure durability, ultra violet immovability and abrasion resistance of polyamine cured ilmenite epoxy coating for oil and gas storage steel tanks in petroleum sector. Egypt. J. Pet. 2018, 27, 415–425. [Google Scholar] [CrossRef]
- Mathiazhagan, A.; Rani, J. Nanotechnology-A New Prospective in Organic Coating -Review. Int. J. Chem. Eng. Appl. 2017, 2, 13. [Google Scholar] [CrossRef]
- Fabregat, M.G.; Azambuja, D.S.; Aleman, C.; Armelin, E. Evaluation of an environmentally friendly anticorrosive pigment for alkyd primer. Prog. Org. Coat. 2012, 73, 321–329. [Google Scholar]
- Rahman, O.U.; Ahmad, S. Physico-mechanical and electrochemical corrosion behavior of soya alkyd/Fe2O3 nanocomposite coatings. RSC Adv. 2014, 4, 14936–14947. [Google Scholar] [CrossRef]
- Calabrese, L.; Bozzoli, F.; Bochicchio, G.; Tessadri, B.; Rainieri, S.; Pagliarini, G. Thermal characterization of intumescent fire retardant paints. J. Phys. Conf. Ser. 2014, 547, 11. [Google Scholar] [CrossRef] [Green Version]
- Wesierski, T.; Majder-Lopatka, M. Comparison of Water Curtain Effectiveness in the Elimination of Airborne Vapours of Ammonia, Acetone, and Low-Molecular Aliphatic Alcohols. Appl. Sci. 2018, 8, 1971. [Google Scholar] [CrossRef] [Green Version]
- Griffin, G.J. The Modeling of Heat Transfer across Intumescent Polymer Coatings. J. Fire Sci. 2010, 28, 249–277. [Google Scholar] [CrossRef]
- Staggs, J.E.J. Thermal conductivity estimates of intumescent chars by direct numerical simulation. Fire Saf. J. 2010, 45, 228–237. [Google Scholar] [CrossRef]
- Alongi, J.; Tata, J.; Carosio, F.; Rosace, G.; Frace, A.; Camino, G. A comparative analysis of nanoparticle adsorption as fire-protection approach for fabrics. Polymers 2014, 7, 47–68. [Google Scholar] [CrossRef] [Green Version]
- Momber, A.w.; Irmer, M.; Gluck, N. Performance characteristics of protective coatings under low-temperature offshore conditions. Part 1: Experimental set-up and corrosion protection performance. Cold Reg. Sci. Technol. 2016, 127, 76–82. [Google Scholar] [CrossRef]
- Zomorodian, A.; Garcia, M.P.; Moura, E.S.T.; Fernandes, J.C.; Fernandes, M.H.; Montemor, M.F. Biofunctional composite coating architectures based on polycaprolactone and nanohydroxyapatite for controlled corrosion activity and enhanced biocompatibility of magnesium AZ31 alloy. Mater. Sci. Eng. C Mater. Biol. Appl. 2015, 48, 434–443. [Google Scholar] [CrossRef]
- Hanan, B.A.; M.R., A.; Mohamed, A.N.; Shenouda, S.; Abd, E.A. Innovative precursor for manufacturing of superior enhancer of intumescence for paint: Thermal insulative coating for steel structures. Prog. Org. Coat. 2018, 118, 129–140. [Google Scholar]
- Koo, J.H.; Wootan, W.; Chow, W.K.; Au Yeung, H.W.; Venumbaka, S. Flammability Studies of Fire Retardant Coatings on Wood. Fire Polym. Mater. Solut. Hazard Prev. 2001, 14, 361–374. [Google Scholar]
- Oliveira, A.; Moreno, A.J.; Viera, L. Intumescent paint as fire protection coating. Revsta Ibracon De Estrut. E Mater. 2017, 10, 220–231. [Google Scholar] [CrossRef] [Green Version]
- Al-Hassany, Z.; Genovese, A.; Shanks, R. Fire-Retardant and Fire-Barrier Poly(vinyl acetate) Composites for Sealant Applications. Express Polym. Lett. 2010, 4, 79–93. [Google Scholar] [CrossRef]
- Jimenez, M.; Duquesne, S.; Bourbigot, S. Characterization of the performance of an intumescent fire protective coating. Surf. Coat. Technol. 2006, 201, 979–987. [Google Scholar] [CrossRef]
- Horrocks, A.R.; Wang, M.Y.; Hall, M.E.; Sunmonu, F.; Pearson, J.S. Flame Retardant Textile Back-Coatings. Part 2. Effectiveness of Phosphorus-Containing Flame Retardants in Textile Back-Coating Formulations. Polym. Int. 2000, 49, 1079–1091. [Google Scholar] [CrossRef]
- Andersson, A.; Lundmark, S.; Maurer, F. Evaluation and Characterization of Ammonium Polyphosphate-Pentaerythritol-Based Systems for Intumescent Coatings. J. Appl. Polym. Sci. 2007, 104, 748–753. [Google Scholar] [CrossRef]
- Bourbigot, M.; Le Bras, M.; Duquesne, S.; Rochery, M. Recent Advances for Intumescent Polymers. Macromol. Sci. Eng. 2004, 289, 499–511. [Google Scholar] [CrossRef]
- Polanczyk, A.; Majder-Lopatka, M.; Salamonowicz, Z.; Dmochowska, A.; Jarosz, W.; Matuszkiewicz, R.; Makowski, R. Environmental Aspects of Sorption Process. Annu. Set Environ. Prot. 2018, 20, 451. [Google Scholar]
- Dai, X.H.; Wang, Y.C.; Bailey, C.G. Effects of Partial Fire Protection on Temperature Development in Steel Joints Protected by Intumescent Coating. Fire Saf. J. 2009, 44, 376–386. [Google Scholar] [CrossRef]
- Jun, Z.; Wei, L.; Lun, Q.; Le, Y.; Gang, H.; Yan, H.; Xiaolong, W. The High-Temperature Resistance Properties of Polysiloxane/Al Coatings with Low Infrared Emissivity. Coatings 2018, 8, 125. [Google Scholar]
- Geofroy, L.; Samyn, F.; Jimenez, M.; Bourbigot, S. Intumescent Polymer Metal Laminates for Fire Protection. Polymers 2018, 10, 995. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nguyen, D.K.; Bach, Q.V.; Lee, J.H.; Kim, I.T. Synthesis and Irreversible Thermochromic Sensor Applications of Manganese Violet. Materials 2018, 11, 1693. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bourbigot, S.; Jimenez, M.; Duquesne, S. Modeling Heat Barrier Efficiency of Flame Retarded Materials. Comsol Multiphysics Conf. 2006, 7, 59–65. [Google Scholar]
- Jimenez, M.; Duquesne, S.; Bourbigot, S. Intumescent Fire Protective Coating: Toward a Better Understanding of Their Mechanism of Action. Thermochim. Acta 2006, 449, 16–26. [Google Scholar] [CrossRef]
- Bourbigot, S.; Duquesne, S.; Leroy, J.-M. Modeling of Heat Transfer of a Polypropylene-Based Intumescent System During Combustion. J. Fire Sci. 1999, 17, 42–56. [Google Scholar] [CrossRef]
Figure 1.
The experimental device composed of: (a) top load furnace, (b) gas conditioner device, (c) gas mixing device, (d) portable gas analyzer GASMET DX-4010 device, (e), A—air supply to combustion chamber, B—combustion products discharge pipe, and (f) steel plates applied as a surface for the deposition of investigated paints.
Figure 1.
The experimental device composed of: (a) top load furnace, (b) gas conditioner device, (c) gas mixing device, (d) portable gas analyzer GASMET DX-4010 device, (e), A—air supply to combustion chamber, B—combustion products discharge pipe, and (f) steel plates applied as a surface for the deposition of investigated paints.

Figure 2.
Concentrations of four main substances (butanol, formaldehyde, benzene, and heptane) as a function of temperature. Concentration was measured in ppm and temperature was measured in °C.
Figure 2.
Concentrations of four main substances (butanol, formaldehyde, benzene, and heptane) as a function of temperature. Concentration was measured in ppm and temperature was measured in °C.

Figure 3.
Linear regression for polyurethane paint for the following components: butanol, formaldehyde, benzene, and heptane. Concentration was measured in ppm and temperature was measured in °C.
Figure 3.
Linear regression for polyurethane paint for the following components: butanol, formaldehyde, benzene, and heptane. Concentration was measured in ppm and temperature was measured in °C.

Figure 4.
Linear regression for alkyd pain for the following components: butanol, formaldehyde, benzene, and heptane. Concentration was measured in ppm and temperature was measured in °C.
Figure 4.
Linear regression for alkyd pain for the following components: butanol, formaldehyde, benzene, and heptane. Concentration was measured in ppm and temperature was measured in °C.

© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Polanczyk, A.; Majder-Lopatka, M.; Dmochowska, A.; Salamonowicz, Z. Analysis of Combustion Process of Protective Coating Paints. Sustainability 2020, 12, 4008. https://0-doi-org.brum.beds.ac.uk/10.3390/su12104008
AMA Style
Polanczyk A, Majder-Lopatka M, Dmochowska A, Salamonowicz Z. Analysis of Combustion Process of Protective Coating Paints. Sustainability. 2020; 12(10):4008. https://0-doi-org.brum.beds.ac.uk/10.3390/su12104008
Chicago/Turabian StylePolanczyk, Andrzej, Malgorzata Majder-Lopatka, Anna Dmochowska, and Zdzislaw Salamonowicz. 2020. "Analysis of Combustion Process of Protective Coating Paints" Sustainability 12, no. 10: 4008. https://0-doi-org.brum.beds.ac.uk/10.3390/su12104008
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.