Roles of Cryogenic Cooling in Turning of Superalloys, Ferrous Metals, and Viscoelastic Polymers


School of Engineering and Physical Sciences, Heriot-Watt University Malaysia, Putrajaya 62200, Malaysia
Technologies 2019, 7(3), 63; https://0-doi-org.brum.beds.ac.uk/10.3390/technologies7030063
Submission received: 24 June 2019
/
Revised: 27 August 2019
/
Accepted: 31 August 2019
/
Published: 5 September 2019
(This article belongs to the Special Issue Reviews and Advances in Materials Processing)
Abstract
:Cryogenic machining is a relatively new technique in machining. This concept was applied on various machining processes such as turning, milling, drilling etc. Cryogenic turning technique is generally applied on three major groups of workpiece materials—superalloys, ferrous metals, and viscoelastic polymers/elastomers. The roles of cryogen in machining different materials are unique and are summarised in this review article. Finally, the challenges in using cryogenic machining in industries are also highlighted.
1. Introduction
Conventional cutting fluids are used to reduce the temperature of tool and work in machining. However, conventional cutting fluids are unable to work effectively in high-speed machining of some superalloys such as titanium alloys, inconel alloys and tantalum alloys [1]. The other major problems caused by the conventional cutting fluids are health and environmental problems [2,3,4,5]. The conventional cutting fluids can be categorised into semi-synthetic, synthetics, straight, and soluble oils [6]. Such additives are added onto cutting fluids to provide lubricating effects. Some of these additives (aromatic amines, chlorinated paraffines, etc.) might cause a carcinogenic potential [3]. Beside this, Suliman et al. [5] identified several species of bacteria and fungi growth found in cutting fluids used in workshops. The contamination of the cutting fluids by these micro-organisms can cause several types of health problems, such as septic infections, primary allergic bronchopulmonary aspergillosis, dermatomycosis, and neonatal meningitis [4,5].
The conventional cutting fluid can be recycled several times until its quality degrades after the useable period. The storage and proper disposal of these cutting fluids require special processes and extra costs [2,7,8]. Moreover, incorrect disposal of these cutting fluids causes environmental pollution. As such, new machining techniques such as green machining, cryogenic machining, and dry machining have been proposed to substitute conventional machining with cutting fluids.
2. Cryogenics Machining
2.1. Cryogenic Machining in General
Cryogenic machining is a relatively new technique in reducing machining temperature by replacing the conventional cutting fluid with extremely cold or sub-zero (below −150 °C) cutting fluid at the machining interface. Nitrogen (N2), carbon dioxide (CO2), oxygen (O2), helium (He), etc., in compressed forms, are the potential liquid cryogens to be used. These gases are exist in the atmosphere and can be converted to a liquid form. These liquid cryogens evaporate in room temperature and convert to gas again [9]. Nevertheless, only liquid carbon dioxide (LCO2) and liquid nitrogen (LN2) are commonly used in cryogenic machining studies [10,11,12]. The boiling points of CO2 and N2 are −78.5 °C and −196 °C. Clearly, the boiling point of nitrogen is lower than carbon dioxide. Besides, carbon dioxide gas is denser than atmospheric air, and it might accumulate at the ground of the plant and can cause breathing problems to machine operators [11]. Thus, liquid carbon dioxide is not recommended to be used as a cutting fluid in machining, and liquid nitrogen is preferred for use as a cryogenic cutting fluid. In 1953, Bartle used liquid carbon dioxide as the coolant in machining [11]. The earliest investigation on cryogenic machining with liquid nitrogen (LN2) as cryogen was carried out by Uehara and Kumagai [12]. Cryogenic machining with liquid nitrogen LN2 reduced cutting forces and improved tool life and surface finish of the machined parts. A similar result was reported by Fillippi and Ippolito [10], who conducted cryogenic face milling. However, the usage of cryogenic technology in early days was limited by the high cost. The idea of cryogenic machining was again re-proposed after the 1990’s when the cryogenic technology was improved, and higher production rate (high-speed machining) was required [11]. At the same time, the awareness of health and environment issue was also spreading. From 1995–2007, three main groups of researchers have conducted investigations on cryogenic machining. Most of their works focused on cryogenic turning [1,9,11,13,14,15,16,17,18,19,20,21,22,23] and cryogenic grinding [24,25,26,27]. The number of reported works in cryogenic milling and cryogenic drilling researches are insignificant, compared to cryogenic turning.
Previous cryogenic turning explorations investigated the tool wear, surface roughness, and cutting forces. Improvements on cutting tool life under the cryogenic conditions have been reported by Hong and co-workers [11,17,18], Wang and co-workers [1,21,22,23] and Dhar and co-workers [13,14,15,16,19,20]. Beside this, better machined surface roughness is obtained through cryogenic machining, as reported by Dhar et al. [14,15] and Wang et al. [1,22,23].
Cryogenic machining technique is commonly applied on superalloys (titanium alloys, inconel alloy, tantalum alloy, etc.), ferrous metals, viscoelastic polymers and elastomers. In general, positive results are reported, regardless of the type of workpiece materials. Nevertheless, roles of cryogen are slightly different in machining different materials.
2.2. Cryogenic Turning of Superalloys
A superalloy has a combination of high mechanical strength and surface stability at high temperature [28]. Examples of superalloys are titanium alloy, inconel alloy, and tantalum alloy. Due to their characteristics, superalloys are used in various engineering applications. However, high mechanical strength of superalloys also causes poor machinability. Conventional cutting fluids are not efficient to reduce the machining temperature in machining superalloys, and cryogenic fluids were proposed to replace them.
Most of the work materials studied in previous cryogenic machining studies are titanium alloys. One of the earliest reported cryogenic liquid nitrogen machining studies was conducted by Wang and Rajurkar [1]. They designed a liquid nitrogen cooling system for their experiments. Liquid nitrogen was circulated through a sealed cap which was placed on the top of the insert to reduce the cutting insert’s temperature. They measured and compared the cement carbide tool wear in turning Ti-6Al-4V with conventional cutting fluids (Mobilmet Omicron) and liquid nitrogen cooling. Liquid nitrogen outperformed conventional cutting fluids in terms of reduction of both tools’ flank wear and surface roughness of the machined surface. However, no significant difference was observed in the cutting forces.
On the other hand, Hong and his co-workers did a series of systematic studies on cryogenic turning of titanium alloys in term of tool wear, surface roughness, cutting forces, friction force, and friction coefficient. In their studies, liquid nitrogen was injected on the interface of tool and workpiece, i.e., the liquid nitrogen was directly sprayed onto the tool and workpiece. In 2001, Hong and Ding [17] studied several cooling approaches in cryogenic machining of Ti-6Al-4V. They reported that the best cooling approach was simultaneous cooling rake and flank, followed by cryogenic cooling at the rake face and cryogenic cooling at the flank face. Beside this, they also concluded that by applying liquid nitrogen, the tool temperature can be reduced and the cutting speed of conventional machining of titanium alloys can be increased (around 60 m/min). In the same year, Hong et al. [18] conducted a similar study but they changed the position of the chip breaker. At the optimum position of the chip breaker and with cryogenic cooling, the tool life was extended by five times compared to conventional machining. Hong et al. [29] furthered the research in measuring the cutting forces. They reported that cryogenic liquid nitrogen hardened the material, and this caused higher cutting force. However, the friction force between the cutting tool and workpiece was reduced due to two main reasons: the material became less sticky at a lower temperature, and liquid nitrogen formed a fluid cushion between the interfaces. As such, they concluded that liquid nitrogen was able to function as a lubricant. Furthermore, Hong [11] also compared the cost of cryogenic machining with conventional machining and showed that cryogenic machining with his patented nozzle was superior in terms of cost, tool life, surface finish, as well as environmental friendliness.
Cryogenic turning of Ti-6Al-4V was also studied by Venugopal et al. [19,20]. They built a special nozzle which was able to inject liquid nitrogen jets on the crater and flank faces of cutting tools. They conducted the cryogenic turning tests in cutting speed above the recommended speed for titanium alloys, (i.e., 60 m/min) under dry, oil, and cryogenic liquid nitrogen environments. From their study, adhesion-dissolution-diffusion wear are the main tool wear mechanisms at the crater in turning Ti-6Al-4V with uncoated carbide; while abrasion and attrition occurred at the flank. Liquid nitrogen cooling was able to control the cutting temperature and then reduced the tool wear (both flank wear and crater wear) at cutting speed of 70 m/min, but this effect decreased at higher cutting speeds (100 and 117 m/min).
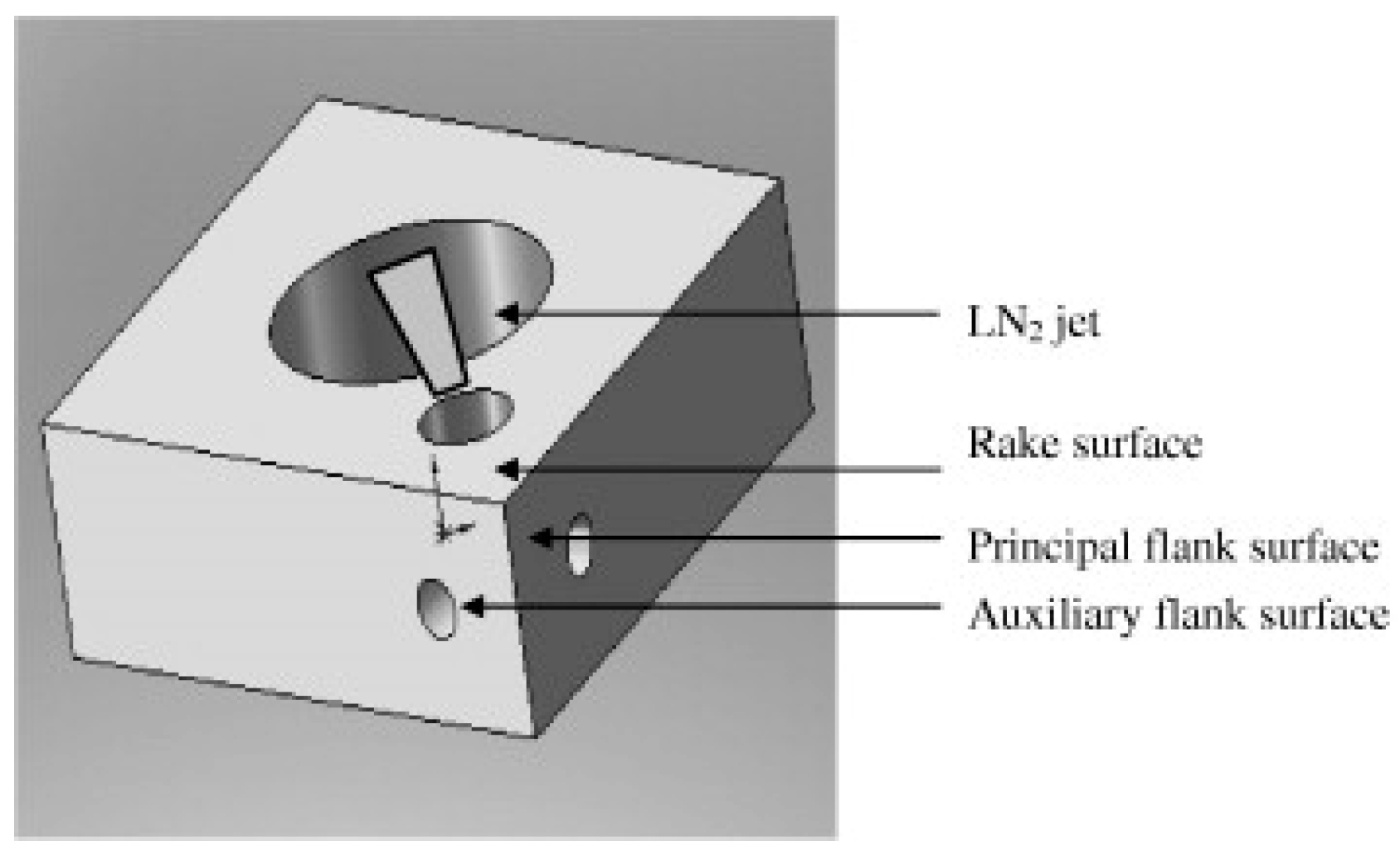
Cryogenic turning of Ti-6Al-4V was reported by Dhananchezian and Kumar [30]. They modified the cutting insert used in their experiment by drilling a hole at the rake surface of the insert and applied liquid nitrogen to the hole (Figure 1). The results showed that cryogenic cooling performed better than wet machining in terms of cutting force, surface roughness, and tool wear. Yap et al. [31] studied the influence of low pressure cryogenic liquid nitrogen to the machining forces, friction, tool wear and surface quality under high-speed machining of Ti-5Al-4V-0.6Mo-0.4Fe. The experiments were conducted in dry and cryogenic liquid nitrogen conditions. The 0.034 MPa internal pressure inside a liquid nitrogen Dewar tank caused the liquefied nitrogen to be injected onto the tool–work interface. The experimental results showed that low pressure liquid nitrogen can reduce the friction force and friction coefficient during machining. In additional, surface roughness of the machined titanium alloy was improved and tool wear was reduced. Reduction in machining forces and improvement in surface roughness of machined parts can be attributed to better heat removal by injection of liquid nitrogen. While most of the researchers used only one cryogen in their cryogenic machining works, Kaynak and Gharibi studied cryogenic turning of Ti-5Al-5V-3Cr-0.5Fe with both liquid nitrogen and liquid carbon dioxide and compared with dry machining [32]. At low cutting speed (below 120 m/min), tool wear did not depend on cutting condition (dry/liquid nitrogen/liquid carbon dioxide) and no significant different in wear mechanism was observed on the cutting inserts from three different machining conditions. At higher cutting speeds of above 120 m/min, cryogenic machining with liquid nitrogen outperformed cryogenic machining with liquid carbon dioxide and dry machining. Different wear mechanisms were detected on the cutting inserts from the three different machining conditions.
Inconel is a nickel-based alloy with poor machinability [33]. Low thermal conductivity of inconel alloy (about 11 W/m °C) caused higher cutting temperature and high tool wear rate [1] and additional effort was required to reduce the cutting temperature. Wang and Rajurkar reported that machining Inconel 718 with LN2 cooling was able to delay the tool wear and improve the surface roughness of workpiece surface [1]. Similar results were reported by Pusavec et al. [34]. In addition to tool wear and surface roughness, a thicker compressive zone is noticed beneath the machining surface and smaller grain size is observed after cryogenic machining with liquid nitrogen. Beside this, the sub-surface layer under cryogenic machining is harder and thinner than sub-surface layer under dry or Minimum Quantity Lubrication (MQL) machining. In other words, cryogenic machining is able to improve the surface roughness, and increase the hardness of the machined workpiece. The majority of previous cryogenic machining works supplied cryogen at a constant supply pressure. To study the effect of supply pressure and the corresponding flowrate of the cryogen, Klocke et al. conducted cryogenic machining tests at supply pressures of 7–30 MPa on Inconel 718 and then measured maximum flank wear of the cutting inserts [35]. They reported that the higher the supply pressure and flowrate of cryogen, the lower the maximum flank wear at a cutting speed of 500 m/min. However, they obtained a negative result at cutting speed of 60 m/min, where higher supply pressure and flowrate produced higher maximum flank wear. Earlier researchers used cryogen only in their cryogenic turning experiments, but recently hybrid cooling which combined cryogen with cutting fluids has been proposed. Bagherzadeh and Budak used four different cooling strategies in turning titanium alloy Ti6Al4V and Inconel 718 [36]. They introduced a new method, CMOL, where CO2 and vegetable oil were mixed in the form of frozen oil particles, before reaching the tool–work interface. The new method, CMOL, is better than cryogenic turning with carbon dioxide cooling only, in terms of tool wear and surface finish. Yildirim compared cryogenic, nanofluids, and hybrid cooling in turning Inconel 625 [37]. Six cooling techniques such as dry, pure MQL, nMQL, LN2, and their hybrid were used in his work. Three types of nanofluids based on Al2O3, hBN, and hBN + Al2O3 were included in the vegetable cutting fluid in 0.5 vol% and 1.0 vol%. Hybrid cooling (cryogenic liquid nitrogen and 0.5 vol% hBN) outperformed cryogenic cooling only and vegetable oil with nanofluids only in terms of reducing cutting temperature, prolonging tool life and improving surface roughness. Tantalum has low thermal conductivity, low specific heat, high shear strength, high work-hardening capacity, and gummy consistency, which cause it to be difficult to machine. In order to study the roles of cryogenic machining in machining tantalum, Wang and Rajurkar conducted a preliminary study on cryogenic machining of tantalum. They reported that liquid nitrogen was able to reduce the cutting temperature and extend the tool life [1]. In their further research in cryogenic machining of tantalum with liquid nitrogen [22], they found that cryogenic machining reduced tool wear by 70%, improved surface roughness by 200% and reduced cutting forces by 60%.
In general, cryogen is used to reduce the maximum cutting temperature and reduce/delay tool wear in machining superalloys. The majority of the previous works show positive results at selected ranges (cutting speed, or pressure). However, no consensus is obtained on the precise conditions where cryogenic machining is beneficial. Some works reported cryogens work best at lower cutting speed, but some other suggested cryogens only contribute at high cutting speed. The amount of the cryogen used and the location of cooling (workpiece, tool, or both) are important factors in deciding the final results. Overcooling superalloy will produce a negative effect. The roles of liquid nitrogen, whether beneficial or detrimental, depend on workpiece materials, cutting speed, and supply pressure of the cryogen. Furthermore, hybrid cooling (cryogenic machining with lubricant) was evolved from cryogenic machining, and it shows encouraging outcomes in machining superalloys.
2.3. Cryogenic Turning of Ferrous Metals
Ferrous metals such as steel were also investigated in cryogenic turning research. Zurecki et al. [38] found that the spraying of cryogenic liquid nitrogen on the tool rake during hard turning of AISI 52100 steel decreased the thickness of white layer, maintained the hardness of steel, and improved residual stress distribution of the machined surface. Kumar and Choudhury [39] investigated the effect of cryogenic liquid nitrogen on tool wear and cutting forces during high-speed turning of stainless steel. They obtained positive results in cryogenic machining in terms of reducing tool wear and cutting force. However, they raised their concern in the high consumption of liquid nitrogen because this increases the total cost of machining. Stanford, et al. [40] investigated tool wear in turning carbon steel BS 970-080A15 using uncoated tungsten carbide–cobalt insert in six different cutting environments (dry cutting, flood coolant, compressed air blast, nitrogen gas at ambient temperature, nitrogen gas at −40 °C and liquid nitrogen at −196 °C). They concluded that liquid nitrogen machining can provide a similar effect as provided by the flood coolant, and thus, liquid nitrogen can replace flood coolants for machining steel. Dhar et al. [14,15] reported that reduction in tool wear produced better cutting surfaces under cryogenic liquid nitrogen. Furthermore, the reduction in cutting temperature was more obvious at a lower feed and lower cutting velocity. Sivaiah and Chakradhar compared cryogenic, MQL, wet, and dry machining conditions in turning 17-4 PH stainless steel and they found that cryogenic turning outperformed in terms of tool wear, surface finish, and chip morphology compared to other three conditions [41]. The improvement was mainly due to retainment of cutting tool edge under cryogenic condition. Sivaiah and Chakradhar furthered their works and identified the optimum cryogenic cutting condition with two optimisation techniques [42]. The two techniques, ‘Taguchi incorporated Gray relational analysis’ (TGRA) and ‘Taguchi coupled Technique for Order Preference by Similarity to Ideal Solution’ (T-TOPSIS) were used to optimise the surface roughness, tool wear, and material removal rate of cryogenic turning 14-4 PH stainless steel with tungsten coated carbide. Both techniques were able to optimise the cryogenic turning process but the ‘Taguchi incorporated Gray relational analysis’ was a better technique.
In contrast, Yap et al. [43] reported a different result. They studied turning of carbon steel S45C under three conditions; dry, wet, and cryogenic. Their results showed that even through a cryogenic liquid nitrogen jet is able to reduce friction coefficient in turning carbon steel, it failed to produce good surface roughness of the machined surface. Their experimental results suggested that conventional machining with cutting fluid is still the best method to obtain good surface roughness of carbon steel at a machining speed of 226 m/min). While most of the reported works focused on cutting forces, friction coefficient, tool wear, and surface roughness, some researchers investigated the surface integrity and corrosion behaviour cryogenic machined steel. Bruschi et al. investigated the effect of cryogenic machining to the surface integrity and corrosion behaviour of AISI 316L stainless steel [44]. Cryogenic cooling altered the microstructure of machined part, especially the outer surface. Beside this, stainless steel machined under cryogenic condition showed better corrosion resistance behaviour. Similarly, phase transformation from austenite in AISI 347 to martensite was reported by Kirsch et al. [45]. Cryogenic carbon dioxide was used to reduce the temperature of the contact zone during machining AISI 347 and precool the workpiece. Martensite was detected in the surface of the workpiece after cryogenic turning. In additional, microhardness of the surface was also increased after cryogenic cooling. Cryogenic turning can be further explored as a surface hardening improvement integrated in manufacturing methods.
For ferrous metals, cryogenic machining with cryogens such as liquid nitrogen and liquid carbon dioxide can reduce the cutting temperature, alter the microstructure/phase, and harden the surface of the workpiece. Similar to cryogenic turning of superalloy, a correct selection of parameter such as cryogen pressure, machining speed, etc. is important. Cryogen is used to ‘reduce’ the cutting temperature. However, overcooling of ferrous metals brings negative effects. Overcooling of ferrous metals increases brittleness and reduces toughness in ferrous metal, and then causes higher tool wear and poorer surface finishes. Therefore a proper cooling strategy is prerequisite in cryo-machining of ferrous metals.
2.4. Cryogenic Machining of Viscoelastic Polymers and Elastomers
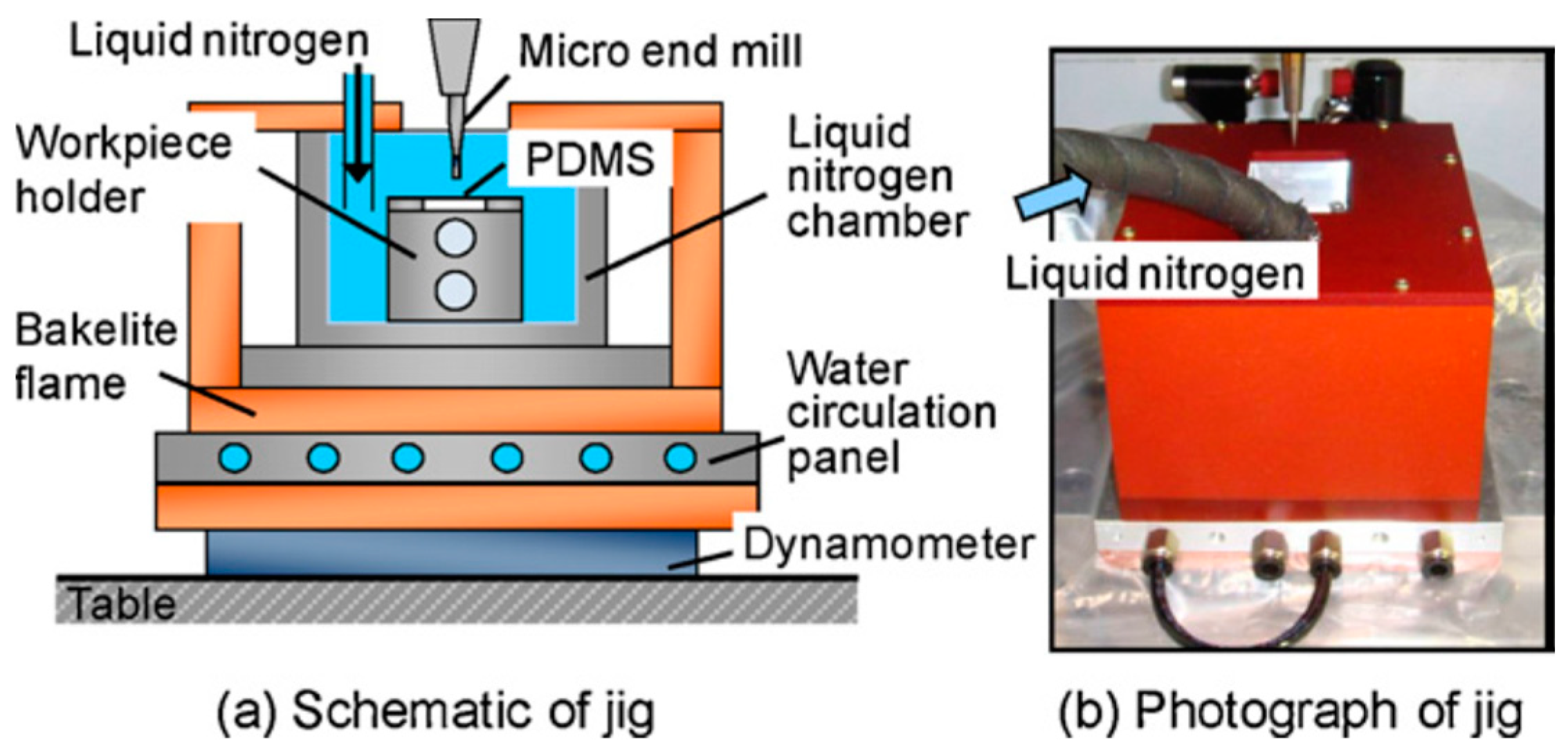
Viscoelastic polymers are hard to be machined precisely at ambient temperature because of their characteristics such as softness, high elasticity, and adhesion [46]. Kakinuma et al. [46] proposed to solve this problem by applying cryogenic machining. They milled polydimethylsiloxane (PDMS) inside a liquid nitrogen chamber (as shown in Figure 2) and obtained positive results. This is because cryogenic liquid nitrogen maintains the glassy state of PDMS during the milling process. Cryogenic milling of PDMS was also investigated by Song et al. [47]. Cryogenic liquid nitrogen improved the surface roughness of machined PDMS with machined temperature lower than −143 °C. In addition, the problems of adhesion and shrinkage in machining PDMS were also solved with correct amount of liquid nitrogen flow. A similar technique was applied by Dhokia et al., in machining elastomer [48]. With the technique of cryogenic liquid nitrogen machining, formation of adiabatic shear band was reduced in milling ethylene vinyl acetate (EVA) and Neoprene [49].
This concept can be applied to cryogenic turning of viscoelastic polymers although less published works in cryogenic turning of viscoelastic polymers can be found in established databases. Putz et al. studied the effect of cryogenic liquid nitrogen on the cutting forces and mechanism of chip formation in turning elastomer [50]. They found that cryogenic machining can improve the machining accuracy of elastomer. This is mainly due to the elastomer’s behaviour being changed from viscoelastic to energy-elastic with higher modulus of elasticity, under the influence of liquid nitrogen.
In general, cryogenic machining viscoelastic polymers and elastomers is not as popular as cryogenic machining of superalloys or ferrous steel. The role of cryogen in cryogenic machining of viscoelastic polymers and elastomers is different from the role of cryogen in cryogenic machining of superalloy or ferrous steel. Cryogen is used to change the mechanical properties of the polymer or elastomer during machining, i.e., to increase the modulus of elasticity so that dimensional accuracy can be improved.
3. Challenges of Cryogenic Machining in Industries
A large number of scientific studies have been conducted for more than 20 years, and most of them showed that cryogenic machining is generally better than conventional machining especially in machining superalloys. However, conventional industries still prefer the conventional machining technique. The advantages and disadvantage of cryogenic turning are listed in Table 1. As shown in Table 1, one of the major obstructions is the initial set-up cost. Industries are required to invest heavily on the cryogenic cooling system. Beside this, they are unable to reuse the cryogen as how they recirculate cutting fluids in conventional cutting. High consumption of cryogen during cryogenic machining, as reported by Hong [11] and Kumar and Choudhury [39], is another barrier in applying cryogenic machining in industries. To minimise the usage of liquid nitrogen, Hong designed and patented a nozzle to deliver the liquid nitrogen onto the workpiece or/and cutting tool [18,51]. The newly designed nozzle can direct the liquid nitrogen to the rake face, or the flank face, or both faces and inject less liquid nitrogen. A similar concept was also adapted by Ahmed and his research team [52,53]. They used a modified tool to apply cryogenic liquid nitrogen in turning AISI 4340 steel and SUS 304 stainless steel. With their modified tool, a smaller amount of liquid nitrogen was used. However, this special nozzle and modified tool are still not commonly available as commercial products.
The third obstruction in applying cryogenic machining in industries is lack of clear guidelines for optimum combination of machining and cooling parameters for cryogenic machining. As mentioned previously, several factors determine whether cryogenic machining is beneficial or detrimental. The factors are cooling strategy (cooling the chip, cooling the cutting tool and cutting zone), workpiece materials, cutting speed, and supply pressure of the cryogen. Contradictory or different optimum factors/value were reported in literature. Currently, a general guideline to select the correct parameters is still unavailable for machine operators to refer to. The science behind cryogenic machining is a complicated field of knowledge and requires further investigation.
4. Conclusions
Cryogenic cooling is an alternative technique in machining. Cryogenic machining is applied on superalloys, ferrous metal, and viscoelastic polymers/elastomers. In general, cryogenic cooling during turning improved various performance indicators (surface roughness, tool life, tool wear, cutting forces, etc.) in machining superalloys (titanium alloys, inconel alloys, and tantalum alloys). This is due to cryogen being able to solve the major problem in machining superalloys, i.e., heat accumulated at the cutting zone due to poor thermal conductivities. Beside this, cryogenic machining also showed beneficial improvement in machining ferrous metal, if a correct setting is used. Correct application of cryogen can delay/reduce the tool wear in high-speed machining of ferrous steel and also modify the surface behaviour of the machined parts. On the other hand, cryogenic cooling altered hardness and adhesion properties of viscoelastic polymers, and improved the machinability of viscoelastic polymers. Cryogenic machining has several advantages compared to machining with conventional cooling. Nevertheless, additional set-up cost for a cryogenic cooling system is required. Beside this, the cost of cryogen is another factor that must be considered by industries in order to adopt this technique. A correct selection of machining and cooling techniques/parameters is another challenge for applying this technique in industries. Although cryogenic machining is more than 20 years old, this technique is not widely adopted by machine shops. A general guideline for selection of cryogenic machining parameters is crucial in order to promote cryogenic turning to machine shops.
Funding
This research received no external funding.
Acknowledgments
The author wishes to thank former mentors who led him to the research in cryogenic machining.
Conflicts of Interest
The author declares no conflict of interest.
References
- Wang, Z.Y.; Rajurkar, K.P. Cryogenic machining of hard-to-cut materials. Wear 2000, 239, 168–175. [Google Scholar] [CrossRef]
- El Baradie, M.A. Cutting fluids: Part II. Recycling and clean machining. J. Mater. Process. Technol. 1996, 56, 798–806. [Google Scholar] [CrossRef]
- Kleber, M.; Föllmann, W.; Blaszkewicz, M. Assessing the genotoxicity of industrial cutting fluids under conditions of use. Toxicol. Lett. 2004, 151, 211–217. [Google Scholar] [CrossRef]
- Shvedova, A.A.; Kisin, E.; Murray, A.; Goldsmith, T.; Reynolds, J.S.; Castranova, V.; Frazer, D.G.; Kommineni, C. Metal working fluids: Sub-chronic effects on pulmonary functions in B6C3F1 mice given vitamin E deficient and sufficient diets. Toxicology 2002, 177, 285–297. [Google Scholar] [CrossRef]
- Suliman, S.M.A.; Abubakr, M.I.; Mirghani, E.F. Microbial contamination of cutting fluids and associated hazards. Tribol. Int. 1997, 30, 753–757. [Google Scholar] [CrossRef]
- Shaw, M.C. Metal Cutting Principles; Oxford University Press: New York, NY, USA, 2005. [Google Scholar]
- Dhar, N.R.; Paul, S.; Chattopadhyay, A.B. Machining of AISI 4140 steel under cryogenic cooling-tool wear, surface roughness and dimensional deviation. J. Mater. Process. Technol. 2002, 123, 483–489. [Google Scholar] [CrossRef]
- Hilal, N.; Busca, G.; Talens-Alesson, F.; Atkin, B.P. Treatment of waste coolants by coagulation and membrane filtration. Chem. Eng. Process. 2004, 43, 811–821. [Google Scholar] [CrossRef]
- Hong, S.Y.; Zhao, Z. Thermal aspects, material considerations and cooling strategies in cryogenic machining. Clean Prod. Process. 1999, 1, 107–116. [Google Scholar] [CrossRef]
- Fillippi, A.D.; Ippolito, R. Face milling at 180 °C. Ann. CIRP 1970, 19, 399–405. [Google Scholar]
- Hong, S.Y. Economical and ecological cryogenic machining. J. Manuf. Sci. Eng. ASME 2001, 123, 331–338. [Google Scholar] [CrossRef]
- Uehara, K.; Kumagai, S. Characteristics of tool wear in cryogenic machining. Ann CIRP 1970, 19, 273–277. [Google Scholar]
- Dhar, N.R.; Islam, S.; Kamruzzaman, M.; Paul, S. Wear behavior of uncoated carbide inserts under dry, wet and cryogenic cooling conditions in turning C-60 steel. J. Brazilian Soc. Mech. Sci. Eng. 2006, 28, 146–152. [Google Scholar] [CrossRef] [Green Version]
- Dhar, N.R.; Kamruzzaman, M. Cutting temperature, tool wear, surface roughness and dimensional deviation in turning AISI-4037 steel under cryogenic condition. Int. J. Mach. Tools Manuf. 2007, 47, 754–759. [Google Scholar] [CrossRef]
- Dhar, N.R.; Paul, S.; Chattopadhyay, A.B. The influence of cryogenic cooling on tool wear, dimensional accuracy and surface finish in turning AISI 1040 and E4340C steels. Wear 2001, 249, 932–942. [Google Scholar] [CrossRef]
- Dhar, N.R.; Paul, S.; Chattopadhyay, A.B. Role of cryogenic cooling on cutting temperature in turning steel. J. Manuf. Sci. Eng. ASME 2002, 124, 146–154. [Google Scholar] [CrossRef]
- Hong, S.Y.; Ding, Y.C. Cooling approaches and cutting temperatures in cryogenic machining of Ti-6Al-4V. Int. J. Mach. Tools Manuf. 2001, 41, 1417–1437. [Google Scholar] [CrossRef]
- Hong, S.Y.; Markus, I.; Jeong, W. New cooling approach and tool life improvement in cryogenic machining of titanium alloy Ti-6Al-4V. Int. J. Mach. Tools Manuf. 2001, 41, 2245–2260. [Google Scholar] [CrossRef]
- Venugopal, K.A.; Paul, S.; Chattopadhyay, A.B. Tool wear in cryogenic turning of Ti-6Al-4V alloy. Cryogenics 2007, 47, 12–18. [Google Scholar] [CrossRef]
- Venugopal, K.A.; Paul, S.; Chattopadhyay, A.B. Growth of tool wear in turning of Ti-6Al-4V alloy under cryogenic cooling. Wear 2007, 262, 1071–1078. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Rajurkar, K.P. Wear of CBN tool in turning of silicon nitride with cryogenic cooling. Int. J. Mach. Tools Manuf. 1997, 37, 319–326. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Rajurkar, K.P.; Fan, J.; Petrescu, G. Cryogenic Machining of Tantalum. J. Manuf. Process. 2002, 4, 122–127. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Rajurkar, K.P.; Murugappan, M. Cryogenic PCBN turning of ceramic (Si3N4). Wear 1996, 195, 1–6. [Google Scholar] [CrossRef]
- Paul, S.; Chattopadhyay, A.B. A study of effects of cryo-cooling in grinding. Int. J. Mach. Tools Manuf. 1995, 35, 109–117. [Google Scholar] [CrossRef]
- Paul, S.; Chattopadhyay, A.B. Effects of cryogenic cooling by liquid nitrogen jet on forces, temperature and surface residual stresses in grinding steels. Cryogenics 1995, 35, 515–523. [Google Scholar] [CrossRef]
- Paul, S.; Chattopadhyay, A.B. The effect of cryogenic cooling on grinding forces. Int. J. Mach. Tools Manuf. 1996, 36, 63–72. [Google Scholar] [CrossRef]
- Paul, S.; Chattopadhyay, A.B. Determination and control of grinding zone temperature under cryogenic cooling. Int. J. Mach. Tools Manuf. 1996, 36, 491–501. [Google Scholar] [CrossRef]
- Geddes, B.; Leon, H.; Huang, X. Superalloys: Alloying and Performance; ASM International: Geauga, OH, USA, 2010. [Google Scholar]
- Hong, S.Y.; Ding, Y.C.; Jeong, J. Experimental evaluation of friction coefficient and liquid nitrogen lubrication effect in cryogenic machining. Mach. Sci. Technol. 2002, 6, 235–250. [Google Scholar] [CrossRef]
- Dhananchezian, M.; Pradeep Kumar, M. Cryogenic turning of the Ti-6Al-4V alloy with modified cutting tool inserts. Cryogenics 2011, 51, 34–40. [Google Scholar] [CrossRef]
- Yap, T.C.; El-Tayeb, N.S.M.; von Brevern, P. Cutting forces, friction coefficient and surface roughness in machining Ti-5Al-4V-0.6Mo-0.4Fe using carbide tool K313 under low pressure liquid nitrogen. J. Brazilian Soc. Mech. Sci. Eng. 2013, 35, 11–15. [Google Scholar] [CrossRef]
- Kaynak, Y.; Gharibi, A. Cryogenic machining of titanium Ti-5553 alloy. J. Manufact. Sci. Eng. 2019, 141, 041012-1–041012-9. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Bonney, J.; Fadare, D.A.; Sales, W.F. Machining of nickel-base, Inconel 718, alloy with ceramic tools under finishing conditions with various coolant supply pressures. J. Mater. Process. Technol. 2005, 162–163, 609–614. [Google Scholar] [CrossRef]
- Pusavec, F.; Hamdi, H.; Kopac, J.; Jawahir, I.S. Surface integrity in cryogenic machining of nickel based alloy—Inconel 718. J. Mater. Process. Technol. 2011, 211, 773–783. [Google Scholar] [CrossRef]
- Klocke, F.; Krämer, A.; Sangermann, H.; Lung, D. Thermo-Mechanical Tool Load during High Performance Cutting of Hard-to-Cut Materials. Procedia CIRP 2012, 1, 295–300. [Google Scholar] [CrossRef]
- Bagherzadeh, A.; Budak, E. Investigation of machinability in turning of difficult-to-cut materials using a new cryogenic cooling approach. Tribol. Int. 2018, 119, 510–520. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V. Experimental comparison of the performance of nanofluids, cryogenic and hybrid cooling in turning of Inconel 625. Tribol. Int. 2019, 137, 366–378. [Google Scholar] [CrossRef]
- Zurecki, Z.; Ghosh, R.; Frey, J.H. Investigation of White Layers Formed in Conventional and Cryogenic Hard Turning of Steels. Proc. IMECE’03 2003, 1–10. [Google Scholar] [CrossRef]
- Kumar, K.; Choudhury, S.K. Investigation of tool wear and cutting force in cryogenic machining using design of experiments. J. Mater. Process. Technol. 2008, 203, 95–101. [Google Scholar] [CrossRef]
- Stanford, M.; Lister, P.M.; Morgan, C.; Kibble, K.A. Investigation into the use of gaseous and liquid nitrogen as a cutting fluid when turning BS 970-80A15 (En32b) plain carbon steel using WC-Co uncoated tooling. J. Mater. Process. Technol. 2009, 209, 961–972. [Google Scholar] [CrossRef]
- Sivaiah, P.; Chakradhar, D. Effect of cryogenic coolant on turning performance characteristics during machining of 17-4 PH stainless steel: A comparison with MQL, wet, dry machining. CIRP J. Manufact. Sci. Technol. 2018, 21, 86–96. [Google Scholar] [CrossRef]
- Sivaiah, P.; Chakradhar, D. Performance improvement of cryogenic turning process during machining of 17-4 PH stainless steel using multi objective optimization techniques. Measurement 2019, 136, 326–336. [Google Scholar] [CrossRef]
- Yap, T.C.; Sivaraos, C.S.; Lim, C.S.; Leau, J.W. Surface roughness and cutting forces in cryogenic turning of carbon steel. J. Eng. Sci. Technol. 2015, 10, 911–920. [Google Scholar]
- Bruschi, S.; Pezzato, L.; Ghiotti, A.; Dabalà, M.; Bertolini, R. Effectiveness of using low-temperature coolants in machining to enhance durability of AISI 316L stainless steel for reusable biomedical devices. J. Manufact. Process. 2019, 39, 295–304. [Google Scholar] [CrossRef]
- Kirsch, B.; Hotz, H.; Müller, R.; Becker, S.; Boemke, A.; Smaga, M.; Beck, T.; Aurich, J.C. Generation of deformation-induced martensite when cryogenic turning various batches of the metastable austenitic steel AISI 347. Product. Eng. 2019, 13, 343–350. [Google Scholar] [CrossRef] [Green Version]
- Kakinuma, Y.; Kidani, S.; Aoyama, T. Ultra-precision cryogenic machining of viscoelastic polymers. CIRP Ann. Manuf. Technol. 2012, 61, 79–82. [Google Scholar] [CrossRef]
- Song, K.; Gang, M.G.; Jun, M.B.G.; Min, B.-K. Cryogenic machining of PDMS fluidic channel using shrinkage compensation and surface roughness control. Int. J. Precis. Eng. Manuf. 2017, 18, 1711. [Google Scholar] [CrossRef]
- Dhokia, V.G.; Newman, S.T.; Crabtree, P.; Ansell, M.P. A process control system for cryogenic CNC elastomer machining. Robot. Comput. Integr. Manuf. 2011, 27, 779–784. [Google Scholar] [CrossRef]
- Dhokia, V.G.; Newman, S.T.; Crabtree, P.; Ansell, M.P. Adiabatic shear band formation as a result of cryogenic CNC machining of elastomers. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1482–1492. [Google Scholar] [CrossRef]
- Putz, M.; Dix, M.; Neubert, M.; Schmidt, T. Mechanism of Cutting Elastomers with Cryogenic Cooling. CIRP Annals 2016, 65, 73–76. [Google Scholar] [CrossRef]
- Hong, S.Y. Cryogenic Machining. U.S. Patent 5,901,623, 11 May 1999. [Google Scholar]
- Ahmed, M.I.; Ismail, A.F.; Abakr, Y.A.; Amin, A. Effectiveness of cryogenic machining with modified tool holder. J. Mater. Process. Technol. 2007, 185, 91–96. [Google Scholar] [CrossRef]
- Khan, A.A.; Ahmed, M.I. Improving tool life using cryogenic cooling. J. Mater. Process. Technol. 2008, 196, 149–154. [Google Scholar] [CrossRef]
Figure 1.
Modified cutting insert for cryogenic cooling method [30].
Figure 1.
Modified cutting insert for cryogenic cooling method [30].

Figure 2.
Jig for cryogenic micromachining [46].
Figure 2.
Jig for cryogenic micromachining [46].


{kind=link}
{kind=link}
Table 1.
Advantages and disadvantages of cryogenic turning.
| Advantages | Disadvantages |
|---|---|
| Performs better than conventional cutting fluid in high-speed machining of titanium alloys. | Requires high initial set-up cost of the cryogenic cooling system |
| Greener machining | Unable to reuse the fluid (cryogen)—higher production cost caused by consumption of cryogen |
| Able to machine viscoelastic polymers | Requires special knowledge |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Yap, T.C. Roles of Cryogenic Cooling in Turning of Superalloys, Ferrous Metals, and Viscoelastic Polymers. Technologies 2019, 7, 63. https://0-doi-org.brum.beds.ac.uk/10.3390/technologies7030063
AMA Style
Yap TC. Roles of Cryogenic Cooling in Turning of Superalloys, Ferrous Metals, and Viscoelastic Polymers. Technologies. 2019; 7(3):63. https://0-doi-org.brum.beds.ac.uk/10.3390/technologies7030063
Chicago/Turabian StyleYap, Tze Chuen. 2019. "Roles of Cryogenic Cooling in Turning of Superalloys, Ferrous Metals, and Viscoelastic Polymers" Technologies 7, no. 3: 63. https://0-doi-org.brum.beds.ac.uk/10.3390/technologies7030063
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.