
A Review of Recent Developments in Composites Made of Recycled Carbon Fiber Textiles


1
The Bredesen Center for Interdisciplinary Research and Graduate Education, University of Tennessee, 325 John D. Tickle Engineering Building, 851 Neyland Drive, Knoxville, TN 37996, USA
2
Department of Mechanical, Aerospace, and Biomedical Engineering, Fibers and Composites Manufacturing Facility, University of Tennessee, 414 Dougherty Engineering Building, 1512 Middle Drive, Knoxville, TN 37996, USA
3
Endeavor Composites, Inc., 2370 Cherahala Boulevard, Knoxville, TN 37932, USA
*
Author to whom correspondence should be addressed.
Textiles 2021, 1(3), 433-465; https://0-doi-org.brum.beds.ac.uk/10.3390/textiles1030023
Submission received: 15 September 2021
/
Revised: 5 October 2021
/
Accepted: 7 October 2021
/
Published: 9 October 2021
(This article belongs to the Special Issue Fibrous Materials (Textiles) for Functional Applications)
Abstract
:Carbon fiber recycling has garnered significant attention in recent years due to the large volume of manufacturing waste and upcoming end-of-life products that will enter the waste stream as the current generation of aircraft is retired from service. Recycled carbon fibers have been shown to retain most of their virgin mechanical properties, but their length is generally reduced such that continuous fiber laminates cannot be remade. As such, these fibers are typically used in low-performance applications including injection molding, extrusion/compression molding, and 3D printing that further degrade the fiber length and resulting composite properties. However, recent advances in the processing of long discontinuous fiber textiles have led to medium- to high-performance composites using recycled carbon fibers. This review paper describes the recent advances in recycled carbon fiber textile processing that have made these improvements possible. The techniques used to manufacture high-value polymer composites reinforced with discontinuous recycled carbon fiber are described. The resulting mechanical and multifunctional properties are also discussed to illustrate the advantages of these new textile-based recycled fiber composites over the prior art.
1. Introduction
The automotive industry is rapidly becoming one of the largest consumers of carbon fiber, accounting for 10% of the global demand in 2018 with a compound annual growth rate of 6% expected until 2025 [1]. Much of this demand is driven by lightweighting efforts, which result in a 6% to 8% improvement in fuel economy for every 10% of weight reduced [2]. Similarly, battery electric vehicles stand to benefit even more from lightweighting, with even greater range improvements resulting from weight reductions. As a result, a consortium of US auto manufacturers has outlined a vision for composite materials by 2025 [3], which calls for unidirectional composites offering tensile strength greater than 700 MPa and tensile modulus greater than 100 GPa. They also seek processing times less than 3 min and a 25% weight reduction relative to a 2012 baseline with added cost of no more than USD 5 per pound of mass offset (USD 11 per kg). Many of these goals are driven by fuel efficiency legislation and the current state of the art is likely able to meet all but one—the requirement to limit cost. Virgin carbon fibers currently cost between USD 33 and USD 66 per kilogram depending upon the fiber grade, making low-cost lightweighting with carbon fiber composite materials very difficult [4].
Fortunately, carbon fibers can be recycled at a cost of less than USD 5 per kg, significantly improving the financial viability of automotive carbon fiber composites [4]. Furthermore, the supply of composite waste is quite large, with 10% to 30% of carbon fiber ending up as manufacturing waste [5]. With global demand of over 140 kilotons in 2018, this translates to between 14 kilotons and 42 kilotons of waste carbon fiber annually, which is significantly more than the entire automotive industry demand of 14.3 kilotons in 2018 [1]. This steady manufacturing waste stream is primarily driven by the aerospace and wind industries, who are the greatest consumers of virgin carbon fibers. Furthermore, products of these industries will soon reach their end of service life, resulting in 23 kilotons per year of retired aircraft carbon fiber composites by 2035 and a cumulative 438 kilotons of end-of-life wind turbine blade carbon fiber composites by 2050 [6]. As a result, the automotive industry stands to benefit from this upcoming growth in supply of low-cost carbon fiber.
This review article seeks to explain the state of the art in recycled carbon fiber textile manufacturing and subsequent processing into high-value automotive grade composites. Unlike other recent reviews that focus primarily on composites made of recycled fibers processed using yarn spinning [7] and fibers recycled using only pyrolysis [8], this review is indifferent towards any specific textile manufacturing and fiber recycling processes. First, recycling concepts, methods, and the expected properties are introduced. Then, the state of the art in textile manufacturing methods used to produce isotropic and anisotropic fiber preforms is described. The next section describes composite processing methods for these textiles and their resulting mechanical properties. After, some of the unique functions offered by these textile-based recycled carbon fiber composites are described. Lastly, conclusions are drawn that put the state of the art into perspective and identify areas of research needed to further develop recycled carbon fiber composites.
2. Carbon Fiber Recycling
The recycling of carbon fiber composites is still an emerging field of research with great strides having been made in the past two decades. Waste composite materials can generally be classified into three categories based on the fiber source: (1) dry fiber waste; (2) uncured/partially cured waste; and (3) cured/end-of-life waste. Examples of type 1 waste include fabric offcuts, end-of-roll products, and staple carbon fibers produced from dry waste. Type 2 waste includes expired prepregs and prepreg trimmings. Type 3 waste consists of cured prepreg waste, thermoplastic organosheet trimmings, rejected parts, and components that have reached the end of their useful service life. Generally, type 1 fibers can be integrated into textiles with little recycling effort. For example, fibers may have to be chopped to a precise length for integration into a textile preform, but otherwise they require no additional recycling. As such, these fibers may be referred to as staple, repurposed, or reused. Alternatively, type 2 and type 3 fibers generally must be separated from the surrounding matrix material and may also require size reduction. Fiber/matrix separation is generally referred to as recycling, as the material must undergo significant reprocessing cycles before remanufacturing.
Several thorough literature reviews of composite recycling processes are available [1,6,9,10]. As such, we will only briefly cover them here. Recycling methods can broadly be placed into three categories: mechanical, thermal, and chemical recycling. Generally, mechanical recycling involves downsizing the material using abrasive processes such as shredding or milling. Such processes yield low-value products, as the fiber length is severely reduced and matrix material remains in the recyclate to some extent. Resin can be partially removed through sieving processes, but the resulting fiber-rich product is still only useful as a filler material for low-value applications [9]. Such processes generally produce high-performance composites for only type 1 waste, where long fibers with clean surfaces can be retained. Thermal recycling offers an alternative recycling method, where long discontinuous fibers with little residual matrix can be recovered. Examples include pyrolysis and fluidized bed processes [1]. In the pyrolysis process, fibers are heated in either air or an inert atmosphere to high temperatures to remove the matrix. In air, the matrix is combusted, and the resulting heat can be recovered for additional processing or power generation. In an inert vacuum process, the chemical products of the degraded matrix can be captured and used as a synthetic gas for future energy generation. The fluidized bed process uses a stream of hot air passing through a silica bed to separate the fibers and matrix into controlled waste streams with reduced environmental and health hazards. All thermal recycling methods leave some level of residue on the fiber surface that must be removed through additional processes to ensure high-quality remanufactured composites. Chemical recycling utilizes acids, solvents, electrochemical methods, or super-/sub-critical fluids to dissolve the matrix [6]. In some processes, the dissolved matrix can be precipitated from the solution and reused in composites manufacturing. Unlike the pyrolysis process, fibers recycled using chemical methods generally yield residue-free surfaces. In general, the tensile modulus of recycled carbon fibers is retained in both thermal and chemical recycling processes. However, fiber diameter attrition due to thermal recycling processes often strongly decreases the tensile strength. Chemical recycling processes, which do not severely reduce the fiber diameter, typically yield greater than 90% strength retention [1].
In general, commercial recycling of composites is still in its infancy. A review of the technology readiness level of composite recycling technologies by Rybicka et al. [11] shows that only pyrolysis and mechanical grinding are currently viable options at an industrial scale. Processes such as chemical solvolysis and fluidized bed processing show promise at a laboratory scale but are not available at large scales. To the authors’ knowledge, Vartega is the only commercial carbon fiber recycler that uses chemical methods, and they are currently in the startup phase [12,13]. Alternatively, multiple fiber recyclers capable of processing greater than 1000 tons per year use the pyrolysis process [1]. Meng et al. [4] note that the fluidized bed process developed by the University of Nottingham also provides a financially viable path for carbon fiber composite recycling, aided in part by their ability to convert the recycled fibers into highly aligned composites with high mechanical properties. They also showed that even randomly oriented recycled carbon fiber composites show promise as a financially viable path toward a circular economy, but that the value of aligned recycled fiber composites was higher. Similarly, Li et al. [14] found that improving the performance of recycled carbon fiber composites will be key to the financial viability of any recycling process.
3. Textiles Manufactured Using Recycled Carbon Fibers
Recycled carbon fiber (rCF) generally requires further processing into textile preforms for reuse in the composites industry. The use of nonwoven preforms is attractive due to their high production rates, greater than an order of magnitude faster than woven textiles [15]. The high value placed on low cost and rapid processing by the automotive industry makes nonwoven textiles a natural fit for automotive composite reinforcement.
In general, nonwoven composites exhibit varying levels of anisotropy depending upon the textile manufacturing process. Isotropic textiles, which exhibit equivalent mechanical properties in all directions, can be produced using wet-laid and air-laid processes. Often, in-plane isotropy is targeted, since most composite parts are thin shells loaded in-plane. However, for thicker parts experiencing transverse out-of-plane loading, three-dimensional isotropy is desirable. Conversely, anisotropic textiles can be produced using carding and yarn spinning processes that align the fibers in a preferential direction. These composites, like traditional continuous fiber composites, require careful consideration of loading conditions and laminate sequence but can yield greater cost and weight savings than isotropic textiles. Recently, new methods of producing highly aligned recycled carbon fiber textiles have further pushed this performance envelope to approach properties nearing their continuous virgin fiber counterparts.
3.1. Isotropic Textiles
3.1.1. Wet-Laid
Wet-laid nonwovens are produced using a modified papermaking process. That is, the fibers are suspended in water or an aqueous solution to form a slurry, pumped into a headbox, deposited onto a moving forming belt, and subsequently dried, as shown in Figure 1. Typical features include random orientation of fibers, the ability to produce a wide range of areal density mats, and the ability to process short and smooth fibers, as well as long fibers, thanks to recent novel mixing techniques that opened possibilities of using fibers with various lengths such as recycled CF [16].
With the addition of filler and in-line impregnation, manufacturers can control the material functionality and explore various potential applications ranging from filtering to roofing substrates to semi-structural composites. Production rates vary based on several factors but have been reported at up to 1000 m per minute [15]. Ahrens [18] demonstrated that the wet-laid system allows great flexibility in the blending of different kinds of fibers. This opened the doors for exploration of producing nonwovens of mixed thermoplastic and reinforcing fibers. In processing such nonwoven textiles, the highly intermingled thermoplastic fibers can be melted to consolidate the composite in compression molding processes. Caba [19] analyzed fiber–fiber interactions during composite fabrication, a vital step to comprehend the expected performance of wet-laid reinforced composites. Of particular importance is developing defect-free wet-laid nonwoven textiles. General defects include logs or sticks consisting of unopened fiber bundles due to poor agitation, dumbbell-shaped clumps of fibers due to poor flow design, and ropes of fibers that form from vortices of similar size as the fiber in the headbox [20]. As such, manufacturing line design plays a significant role in the resulting composite properties. Furthermore, to form high areal density nonwovens, the web must be bonded to enhance handleability. Several techniques of web bonding have been developed, including cellulosic binding, latex bonding, thermal bonding, hydroentanglement, and other chemical bonding methods [20]. In the formation of composites, it is important that any chemicals used in bonding are amenable to the matrix resin, as a poor fiber/matrix interface will significantly degrade performance. As such, hydroentanglement is generally the preferred method of web bonding for nonwoven textiles used in the production of composites.
3.1.2. Air-Laid
Air-laid is a dry laying process that uniformly disperses individual fibers in an airstream and leads the mixture towards a permeable screen or conveyor belt where the fibers are randomly deposited in the form of a web. The result is largely isotropic nonwoven textiles with three-dimensional structure when the areal density exceeds about 50 gm−2 [21]. Several factors affect the quality of an air-laid nonwoven. Any fiber clumps introduced into the air stream will be difficult to separate and can reflect as a defect in the web. Hence, the importance of fiber introduction to the system. Some of the most common methods of fiber introduction from opening to the web-forming section are: (1) free fall; (2) compressed air; (3) air suction; (4) closed air circuit; and (5) a combination of compressed air and air suction systems. The dynamics of the airflow can be used to control the fiber orientation and therefore the level of anisotropy in the textiles. Among the benefits of this preforming process are: (1) isotropic properties; (2) three-dimensionality for high areal density; and (3) compatibility with a wide variety of fiber types including natural and synthetic. On the other hand, the limitations are: (1) fabric uniformity is highly dependent on fiber opening prior to web forming; (2) air flow irregularity adjacent to the walls of the conduit leads to variability across web structure; and (3) fiber entanglement in the airstream can lead to web faults. Additionally, the fiber length is typically limited to 1–4 mm, which is significantly lower than that achieved for wet-laid processes [15]. As in the wet-laid process, the web must be bonded for handleability. Since the air-laid process does not easily entangle fibers as in hydroentanglement, needle punching is commonly used to mechanically interlock fibers. Production rates of over 20 m per minute have been reported [21], which is significantly lower than wet-laid processes.
3.2. Anisotropic Textiles
3.2.1. Wet-Laid
Wet-laid nonwovens are generally assumed to exhibit isotropic properties. However, variables such as belt speed and headbox flow geometry can be used to influence the fiber orientation [22]. As a result, anisotropic wet-laid composites are found extensively in literature and are further discussed in this manuscript.
3.2.2. Carding
Carding is a mechanical process that opens and blends fiber bundles to produce a continuous web suitable for subsequent processing. The flexibility of the carding process is reflected by the diversity of fiber types found in the industry, which includes polymers, glass, carbon, ceramic, natural, and recently recycled carbon fiber [21]. Dense clumps of fibers referred to as bales are first opened in a bale breaker to produce more manageable tufts of fiber. In the case of mixed input material, a bale picker can be used to remove contaminant tufts from the bale. The tufts then undergo an opening stage, in which they are mechanically opened as they pass through a series of sawtooth rollers called beaters. During this process, fibers are disentangled and mixed, presenting an opportunity for the inclusion of thermoplastic matrix fibers. The use of high forces at this stage can generally reduce fiber entanglement and aid in opening at the cost of fiber length reduction. In general, the starting fiber length is 15–250 mm, but this is reduced significantly throughout the textile conversion process. By controlling variables such as static electricity, fiber-to-fiber cohesion, and fiber extension, this damage can also be reduced [21]. The next step is carding, in which pairs of worker and stripper rollers disentangle and mix fibers, as shown in Figure 2. First, a licker-in feeds the opened fiber tufts to a central cylinder called a swift. The swift rotates to carry fiber to the workers and strippers, which remove some of the fiber from the swift for further carding action and then return it back onto the swift. After being subjected to several worker-stripper pairs, the web is removed from the swift by a roller referred to as the doffer. Some machines contain multiple swifts, each with their own number of worker-stripper pairs. Increasing the number of worker-stripper pairs leads to an increase in the degree of mixing and disentanglement, but comes at the cost of fiber length retention, which has been shown to lead to a decrease in the resulting composite mechanical properties [23].
In general, the areal density of the carded web must be relatively low to allow for proper carding action. As the web becomes thick, the teeth on the worker-stripper pairs and swift may be rendered ineffective. As a result, a cross-lapping process is often used to increase the areal density of the textile by layering the web on a conveyer belt traveling perpendicular to the carding line [15]. As the number of layers increases, so too does the areal density. To enhance handleability, the web layers must be bonded using the methods described for wet-laid and air-laid processing. Needle punching is commonly used to induce some z-orientation that enhances the handleability of recycled carbon fiber nonwoven textiles [24]. Increasing the areal density of carded nonwoven textiles by cross-lapping will inevitably decrease the production rate, but high-speed cross-lappers capable of up to 200 m per minute are reported [21]. As such, carded nonwoven textiles offer competitive processing times for automotive composite production.
3.2.3. Yarn Spinning
Hybrid yarns made of thermoplastic fibers intertwined with recycled carbon fibers have been studied for several years. In general, yarns are produced by drawing and drafting a carded web of intermingled fibers into a sliver through a series of rollers [25]. The resulting sliver is more highly aligned and narrower than the initial carded web. Then, the sliver is spun into a yarn, during which twist is introduced to further reduce the sliver diameter and form a nominally round textile that is wrapped around a bobbin. Throughout these processes, careful consideration of applied forces must be made to ensure that the fiber length does not degrade to an unacceptable extent. The unspun slivers can be used to produce non-crimp fabrics [26] and tapes [27,28,29] for consolidation via compression molding. The spun yarns can be wrapped around a mandrel [30,31] or woven into fabrics [32,33] for compression molding. In general, the fibers in yarns are highly aligned due to the drawing process, though some misalignment is introduced during the spinning process due to the introduced twist.
3.2.4. Highly Aligned Preforms
Several methods have been developed to produce highly aligned preforms made of recycled carbon fibers. The earliest such method was first reported in 2014 by Yu et al. [34] at the University of Bristol, who developed the High Performance-Discontinuous Fibre (HiPerDiF) method, shown in Figure 3a. In this method, short fibers are suspended in water, accelerated through a nozzle, and impinged upon an orientation plate to align the fibers transverse to the suspension jet. The fibers then fall onto a moving perforated belt to form a continuous preform of aligned fibers. Vacuum is applied to the belt to hold and dry the fibers throughout the process. Several authors have produced composites by infusing these preforms using manufacturing techniques such as autoclave resin film infusion [34,35,36] and powder or resin film compression molding [37,38,39]. In most studies, fiber length was 3 mm, though fibers of up to 6 mm in length were shown to produce preforms made into composites with adequate mechanical properties [36]. Fiber alignment was high, with 65–67% of fibers aligned within ±3° of the loading axis. Given the extensive literature on the HiPerDiF process, it is the most well-studied method of producing highly aligned preforms.
In recognition of the importance of fiber alignment on the resulting mechanical properties of recycled carbon fiber composites, Gillet et al. [41] at the University of Bordeaux developed an alignment method for dry fibers with lengths on the order of 50 mm to 100 mm in 2015. Fiber tows were deposited into a U-channel to produce 25 mm width highly aligned tapes, which were then impregnated with an epoxy resin and cured in a heated press. In general, the modulus of unidirectional tapes was recovered, but the strength approached only 50% of the ideal composite. Later work by the authors revealed that roughly 90% of fibers were aligned within ±10° of the loading axis [42].
Another promising alignment method relies on the centrifugal forces generated by a rotating drum. In 2016, Pickering et al. [43] reported a method of producing highly aligned preforms by spraying a slurry of carbon fiber, water, and glycerin onto a rotating drum, as shown in Figure 3b. Centrifugal forces held the fibers in place, aided by vacuum to also remove the water and glycerin from the preform. The aligned preforms were then manufactured into composites via a film infusion compression molding process. The resulting fiber orientation was 94% of fibers aligned within ±10° of the loading axis. Later work sought to increase the fiber length from 3 mm to up to 12 mm, resulting in a slight decrease in alignment [40]. Similar work was pursued by van de Werken et al. [44] at the University of New Mexico, who aligned 70% of 1.5 mm fibers within ±15°.
Several other authors have pursued other alignment methods with varying degrees of success. For example, Heider et al. [45] reported on the Tailorable Universal Feedstock for Forming (TuFF) process at the University of Delaware in 2019. Little information regarding the process is available, but the resulting preforms exhibit fiber alignment of 94% within ±5° of the loading axis for fibers 3 mm in length [46]. In 2019, Gan et al. [47] reported a method of aligning dry fibers of 12 mm length by dropping the fibers through a vibrating slotted feed box onto a moving plate. A conveyer belt allowed constant feeding of the fibers into the feed box, where vibrations and a hierarchical slit design prevented fiber clumping. The result was fiber alignment of greater than 80% within ±10°. In 2020, Gopalraj et al. [48] manually realigned fibers recovered from unidirectional composites pyrolyzed in a cone calorimeter and remanufactured epoxy composites using a wet compression process. The resulting mechanical properties were subpar and such an alignment process is not likely conducive to high-volume manufacturing.
4. Mechanical Properties of Recycled Carbon Fiber Textile Composites
Throughout the following sections describing each textile type, work will be described chronologically to elucidate the progression of research in recycled carbon fiber composites. For reference, the strength and modulus of the various fiber reinforcements are shown in Table 1. When possible, recycled fiber properties are reported from the literature. Otherwise, virgin properties are included as a reference. Despite the discontinuous nature of recycled carbon fibers, single fiber testing at comparable gauge lengths to virgin fibers yields greater than 90% fiber strength and modulus retention across a range of recycling methods [7]. In general, high-performance fibers will yield higher-performance composites. This is especially true in the case of modulus, which was generally found to be less degraded by recycling processes than the strength.
4.1. Isotropic Textile Properties
Carbon fibers exhibit strong anisotropy, with longitudinal to transverse stiffness ratios greater than 10:1 along the fiber, which is retained in their resulting unidirectional composites. This anisotropy can be exploited in engineering designs to stiffen structures in the primary loading directions with minimal weight increase. However, the benefits of anisotropy become detrimental in designs requiring isotropic behavior. While quasi-isotropic laminates can be manufactured, the ply sequence requires careful adherence and adds to the cost of manufacturing through lamination steps. For the material properties targeted by US automotive manufacturers (700 MPa strength and 100 GPa modulus), this translates to 215 MPa strength and 41 GPa modulus in a quasi-isotropic laminate [24]. As such, this serves as the benchmark against which isotropic recycled carbon fiber textile composites should be compared.
4.1.1. Wet-Laid
Early work on producing wet-laid recycled carbon fiber composites began in the late 2000s and is still actively studied today. Wong et al. [49] produced epoxy composites from recycled T300 carbon fibers using compression molding at the University of Nottingham. Nonwoven preforms of 100 gsm areal density were produced from 12 mm fibers and molded to 20, 30, and 40% fiber volume fraction with void content in the range of 3 to 7%. They found that the tensile and flexural stiffness increased monotonically as a function of the fiber volume fraction, but the tensile strength reached a maximum at 30% fiber volume fraction and decreased thereafter. Janney et al. [58] at Materials Innovation Technologies produced recycled T700 carbon fiber/epoxy composites using the Three-Dimensional Engineered Preform (3-DEP) process with 25.4 mm fiber length and 33.5% fiber volume fraction. They also demonstrated the ability to form complex parts. At North Carolina State University, Heil et al. [59] produced epoxy composites using a resin transfer molding process with 40 to 60 gsm nonwovens made of 12.5 mm recycled T800 carbon fibers at 24% fiber volume fraction. Of particular interest, they found that the compressive strength of their composites exceeded the tensile properties. In typical unidirectional composites, the tensile properties exceed the compressive properties due to fiber buckling. Here, off-axis fibers were believed to provide a confining force that prevented buckling of load-bearing axially aligned fibers. At the Lulea University of Technology, Szpieg and colleagues produced thermoplastic polypropylene (PP)/CFM-PYR-H-1 recycled carbon fiber composites using a film-stacking compression molding process [50,60,61]. Their wet-laid nonwovens were of much higher areal density than in other work, achieving 260–270 gsm with fibers less than 1 mm in length. They produced composites with 30% and 40% fiber volume fraction and studied the impact of strain rate on the mechanical response. High fiber modulus degradation caused the stiffness of their composites to be low relative to other similar work.
In the mid-2010s, Pimenta and Pinho [62] at Imperial College London studied wet-laid nonwovens made of T300 and T800 recycled carbon fibers used to reinforce epoxy. Samples were produced using compression molding and resin transfer molding (RTM) with a target fiber volume fraction of 30%. The mean fiber length in this work varied from 0.2 mm for T300-rRCF to 17.7 mm for T800-rMIT to 35.2 mm for T300-rMIT. As found earlier, the compressive strength significantly exceeded the tensile strength of the composites. The authors also came to two important conclusions: (1) the apparent interfacial shear strength was not impacted by the recycling process; and (2) composites exhibiting coarser bundle architectures showed significantly improved tensile fracture toughness. The optical micrographs in Figure 4 show the microstructure of the composites they produced. The T300-rRCF exhibited the highest tensile strength in their study, while the modulus was unchanged for all sample types. Interestingly, the T300-rRCF samples also exhibited the shortest mean fiber length, near 0.2 mm, while the others had mean fiber length greater than 15 mm. Wei et al. [63] at the University of Tokyo studied thermoplastic composites of T300 and T800 fibers reinforcing PA6 and PP made by compression molding. The preforms were made of intermingled polymer fiber and carbon fibers at 20% reinforcing fiber volume fraction. They showed that in general, the PA6 composites performed better than the PP ones, indicating that the matrix properties play a significant role in the performance of isotropic recycled fiber composites. They also showed that mixing different grades of recycled carbon fiber can yield a change in the flexural and IZOD impact performance. In general, as higher-performance fibers were introduced in larger quantities, the composite properties improved linearly.
In the late 2010s, Wei et al. [64] continued their work on PA6 composites by optimizing the molding pressure. They found that molding at pressures above 3 MPa and less than 8 MPa yielded improved flexural properties. They also found that the highest impact energy absorption was apparent at 5 MPa molding pressure, indicating that this was an optimal pressure for their process.
Recently, Huan et al. [65] at the Beijing University of Chemical Technology produced epoxy composites reinforced with 20 gsm wet-laid recycled 4 mm T800 carbon fiber nonwovens at 30 wt%. They used a polydopamine surface modifier to improve the dispersion of the fibers, leading to reduced variation in areal density. Moreover, the surface modifier improved the fiber/matrix adhesion to improve the tensile, flexural, and interlaminar shear properties. Yan et al. [66] at the South China University of Technology manufactured 400 gsm nonwovens containing PP fibers intermingled with 17.6% volume fraction of 2 mm, 4 mm, 6 mm, or 10 mm recycled T300 carbon fibers consolidated using compression molding. They optimized the molding time, temperature, and pressure to limit the void content of the composites. Tensile and flexural strength were found to be maximized for 6 mm fiber length due to improved dispersion in the nonwoven.
4.1.2. Air-Laid
Few studies of air-laid recycled carbon fibers exist. To the authors’ knowledge, only Heilos et al. [67] at the Saxon Textile Research Institute have studied such composites. In their work, 300 gsm air-laid nonwoven textiles were produced and needle punched before being impregnated with epoxy in a wet compression process to achieve 34.6% fiber volume fraction composites. The resulting tensile and flexural properties showed slight anisotropy with high strength.
Due to the similarities to the air-laid process (i.e., the lack of a drying step and largely random orientation), processes involving woven recyclates are also considered here. In the early 2010s, Feraboli et al. [68] from the University of Washington recycled woven T700 carbon fiber laminates using an acid digestion procedure and then infused the resulting mass of entangled and partially woven fibers with epoxy in a vacuum-assisted resin transfer molding (VARTM) process to produce composites with 33% fiber volume fraction. The resulting composites showed good flexural and compressive strength retention, but poor tensile strength retention. Meredith et al. [69] at the University of Warwick produced composites from 200 gsm 2 × 2 twill fabrics recycled via pyrolysis. The weave structure was retained, resulting in high retention of tensile, flexural, and compressive moduli, with significant reductions in the tensile and flexural strength, as well as the interlaminar shear strength. The fiber volume fraction of the composites was near 50%, illustrating the benefit of highly ordered woven microstructures over random fiber orientation. Pimenta and Pinho [70] similarly produced composites in which the 280 gsm woven AS4 structure was maintained during recycling. They used a resin film infusion process under vacuum or autoclave pressure to produce composites with 40% and 50% fiber volume fraction, respectively. The recycled fiber strength and stiffness were found to be nearly fully retained, which translated to particularly good modulus retention. However, the tensile, compressive, and in-plane shear strengths were all degraded. Interestingly, the compressive strength was generally better retained for fibers degraded by more severe recycling processes than those recycled at lower temperatures and exhibiting higher single fiber tensile strength, due to the lack of residual matrix.
In the late 2010s, Baek et al. [71] at Gyeonsang National University produced recycled carbon fiber/PET composites using a film-stacking compression molding process. They recycled the fibers using pyrolysis at several temperatures to determine the impact on properties such as the interfacial shear strength (IFSS) and the interlaminar shear strength (ILSS). They found that recycling the fibers at 500 °C yielded similar IFSS and ILSS to the neat fibers, despite a reduction in fiber diameter and strength.
4.2. Anisotropic Textile Properties
As described earlier, a consortium of US auto manufacturers defined target properties of 700 MPa strength and 100 GPa modulus for future low-cost carbon fiber composites. Therefore, anisotropic composites should seek to meet this target. However, for composites exhibiting mild anisotropy, here defined as longitudinal to transverse stiffness less than 3:1, quasi-isotropic laminates could instead be produced and would still meet the target.
4.2.1. Wet-Laid
Wet-laid nonwoven fiber orientation can be controlled by varying manufacturing parameters such as line speed, uptake angle, and headbox geometry. As such, not all wet-laid composites exhibit isotropy. The properties then vary based on the orientation of the cut preform. Here, we describe composite properties in the machine direction (MD) or cross direction (CD) of the manufacturing line. The ratio of the mechanical properties in these two directions serves as a benchmark for the level of anisotropy in the preforms.
Work completed by Turner et al. [72] at the University of Nottingham in the late 2000s focused on the development of highly oriented wet-laid preforms. Recycled carbon fibers of unknown length and grade were used to produce 10 gsm nonwovens that were infiltrated with an epoxy resin film via compression molding, autoclave curing, and out-of-autoclave vacuum curing, resulting in fiber volume fractions of 44%, 27%, and 17%, respectively. The primary factor influencing the fiber content of the composites was the processing pressure, which was 5–10 MPa, 0.7–1 MPa, and 0.1 MPa for the different infiltration methods. As a result of the increased fiber volume fraction, the tensile, flexural, and compressive properties showed strong increases.
In the early 2010s, further study of anisotropic wet-laid composites was undertaken by researchers in the UK. Pimenta et al. [73] compression molded recycled T300/epoxy composites from 110 gsm preforms with 12 mm fiber length. The resulting composites exhibited moderate fiber volume fraction (27%) and void content (7%) with anisotropy of approximately 1.7:1 for the MD:CD. Compressive properties showed significantly less anisotropy, with the strength exhibiting a 1.25:1 ratio of anisotropy and fracture toughness being significantly improved by the presence of fiber bundles. Wong et al. [51] produced PA6/PA66/T600 composites from 20 gsm aligned preforms with mean fiber length of 1.43 mm. The fiber volume fraction was 25%, and they noted that the void content was below 5% at optimal molding temperatures. They showed that a 100 gsm nonwoven preform assumed to be random exhibited similar levels of tensile anisotropy (roughly 2:1) to one that was intentionally aligned (roughly 2.5:1), illustrating the importance of experimental measurements of mat anisotropy as an input to engineering designs.
In the mid-2010s, researchers at the University of Nottingham continued to pursue alignment through the wet-laid process in the work of Shah and Schubel [74]. They produced composites using a VARTM process with additional consolidation pressure provided by a heated press. Recycled carbon fibers with modulus of 218 GPa and strength of 3200 MPa were made into 90 gsm random and 24.3 gsm aligned nonwoven preforms and infiltrated with an epoxy matrix. To elucidate the importance of compaction pressure, composites produced under vacuum pressure only yielded 8.5% fiber volume fraction, as opposed to the 24.8% to 33.9% range reported for 2.5 MPa compression. Void content was in the range of 3% to 9% for all composites. Not only were the aligned tensile properties significantly improved, but the interlaminar shear strength was also found to be significantly higher for aligned composites. Interestingly, the aligned composites exhibited only a slight improvement in compressive modulus and a slight decrease in compressive strength explained by the easier formation of kink bands. Wolling et al. [75] at the Fraunhofer Institute investigated anisotropy in wet-laid nonwovens of varying areal density (150 gsm and 250 gsm) used to produce commingled PP (20% fiber volume fraction) or epoxy matrix (25% fiber volume fraction) composites using compression molding and resin transfer molding (RTM), respectively. The recycled carbon fibers exhibited tensile strength and modulus of 3770 MPa and 212 GPa, respectively, with typical fiber length between 10 mm and 30 mm. They found that the MD:CD properties were only slightly anisotropic for 150 gsm nonwovens (roughly 1.1:1) and were more isotropic for 250 gsm nonwovens (roughly 0.95:1), with a shift in the fiber-dominant orientation from MD to CD as the areal density increased.
Recent work by Barnett et al. [24,76] at the University of Tennessee evaluated the properties of 300 gsm wet-laid nonwoven composites produced via a film-stacking compression molding process. Repurposed 28.8 mm long carbon fibers with 197 GPa modulus and 3302 MPa strength were infiltrated with polyphenylene sulfide (PPS) films to form organosheets that were then stacked and molded to the desired thickness. Fiber content was near 30% and void content near 17%. Mild anisotropy was found, with a roughly 1.4:1 MD:CD ratio. The mechanical properties were characterized at the lamina and laminate level to show that inhomogeneity was minimized by increasing composite thickness. Microstructural inhomogeneity was also studied using optical microscopy, where it was found that local variations in fiber and void content strongly influenced the predicted strength of discontinuous fiber composites. Figure 5a shows an optical micrograph of their wet-laid composites, where significant void content and fiber bundles are apparent, leading to wide property variations.
4.2.2. Carding
Carding is known to induce fiber alignment along the drum direction. However, to build areal density, cross-lapping is often used, which turns the carded fibers 90°, resulting in strong CD orientation. Starting in the mid-2010s, carding became a popular method for manufacturing nonwoven carbon fiber textiles. Akonda et al. [26] at Tilsatec Advanced Textile Materials in the UK developed a non-crimp textile of commingled 60 mm waste T700 carbon fiber and PET fibers using carding and subsequent spreading and stitching steps. Composites with 50.6% fiber volume fraction were manufactured by compression molding 400 gsm preforms and exhibited good mechanical properties in a cross-ply laminate. Wei et al. [77] produced intermingled recycled T300/PA6 composites using a compression molding process. The fiber length was 6 mm and the results showed mild anisotropy (i.e., less than 2:1 MD:CD). As noted for wet-laid composites, increasing fiber volume fraction from 20% to 40% resulted in an increase in stiffness but a loss in strength. Hofmann et al. [78] at the Saxon Textile Research Institute used laser irradiation to remove contaminates from staple fiber carded felt preforms without significant degradation in single fiber properties, which may serve as an effective method for sorting recycled materials. Wolling et al. [75] produced carded, cross-lapped, and needle-punched nonwovens of 150 gsm and 250 gsm areal density containing either pure recycled carbon fiber (epoxy matrix) or intermingled PP fibers to produce composites with 25% fiber volume fraction and 20% fiber volume fraction, respectively. The MD:CD anisotropy of the thermoplastic composites was found to decrease from 1.25:1 to 1.17:1 with areal density, while the thermoset increased from 1.25:1 to 1.43:1. These results suggest that carding achieves higher anisotropy than the wet-laid processes they studied. Akonda et al. [27] later modified their manufacturing process to produce partially consolidated 150 gsm tapes by integrating in-line heating and compaction. The tapes were then used to make cross-ply composites or they were cut and woven into a plain weave fabric for further consolidation to 53% fiber volume fraction via compression molding. These processing modifications led to a considerable improvement in tensile strength over their earlier work.
In the late 2010s, Lopes et al. [79] of the Center for Textile Science and Technology at the University of Minho produced recycled carbon fiber/PP composites using a film impregnation and commingled compression molding process from preforms with areal density of 100 gsm (film) and 500 gsm (commingled). They found that the comingled composites exhibited greater flexural modulus, but reduced IZOD impact resistance relative to the film impregnated. Reichert et al. [28] at the German Institutes of Textile and Fiber Research produced thermoplastic tapes by carding 80 mm staple (waste) carbon fiber (Sigrafil C T50-4.0/240-T140) with PA6 fibers at 40% fiber volume fraction and drawing it into a sliver to be consolidated by a series of compaction rollers. They showed that a homogeneous blend was possible with minimal thickness variation and good tensile strength. Rimmel et al. [29] at the Institute for Composite Materials in Germany produced highly aligned composites from 150 mm long recycled carbon fibers. The tapes were produced by carding the fibers mixed with PA6 fibers and drawing the web into a sliver. The sliver was then placed in a mold using an automated tape laying (ATL) process and consolidated in a heated press to form composites with 50% fiber volume fraction. Thermoset (epoxy) samples were produced using RTM to produce 34% fiber volume fraction composites. Both processes showed extremely low void content (<1%), and the resulting tensile and flexural properties were quite high relative to other carding processes. Xiao et al. [80] of the University of Tokyo produced 100 gsm carded nonwoven textiles using virgin and recycled T700S carbon fibers of 53 mm length commingled with PA66/PA6 core/shell fibers. To further induce orientation, a stretching process was employed prior to compression molding, resulting in increased fiber volume fraction. The results indicate that stretching significantly improved the tensile and flexural properties but had little influence on the IZOD impact resistance.
Recent work by Kumar et al. [81] at Oxford Brookes University examined the shear response of recycled carbon fiber composites. Recycled carbon fiber from ELG Carbon Fibre in the form of 220 gsm carded and needle-punched mats was infiltrated with an epoxy matrix using a wet compression method to produce composites with 22% fiber volume fraction and 1.96% void content. A variety of shear testing methods were evaluated, and it was found that many test standards developed to measure the interlaminar shear strength of continuous fiber composites did not yield proper failure modes for discontinuous fiber composites. In general, the Iosipescu shear test provided the most appropriate failure modes and is suggested over other test methods such as the short beam shear method. Heilos et al. [67] produced carded and cross-lapped recycled carbon fiber nonwoven textiles with higher CD properties than MD from staple and recycled carbon fibers recovered via pyrolysis. Composites were manufactured using wet compression, RTM, and autoclave processes. Nonwovens of 300 gsm areal density were processed using RTM at fiber volume fractions ranging from 11% to 27%, and it was found that increased fiber content yielded more anisotropic behavior. As expected, mechanical properties increased as the compaction pressure increased from RTM to autoclave to compression molding processes. Genna et al. [82] at the University of Rome evaluated the mechanical properties of recycled carbon fiber felt composites produced using a VARTM process. They showed strong anisotropy in the CD via tensile, flexure, and impact testing, as well as enhanced penetration resistance in the z-direction (through thickness) due to fibers oriented out of plane. Barnett et al. [24,76] evaluated composites based on carded, cross-lapped, and needle-punched 200 gsm recycled carbon fiber textiles. The fiber modulus and strength were 206 GPa and 4426 MPa, respectively, with an average length of 38.8 mm. The authors studied three matrix types: PPS, epoxy, and acrylonitrile butadiene styrene (ABS), used to produce composites via compression molding with average fiber volume fraction of 29.4%, 25.4%, and 23.7%, respectively, and average void content of 4.4%, 16.3%, and 4.7%, respectively. The authors used optical microscopy and X-ray computed tomography to evaluate the fiber orientation, which showed a strong CD preference. This result was confirmed by experiments, which were used to validate a newly developed model to predict the strength of discontinuous fiber composites based on stochastic microstructural measurements. They showed that homogenizing the microstructure led to an overestimate of composite strength, but that strength estimates could be improved by considering local inhomogeneity. Optical micrographs of their composites are shown in Figure 5b, where fewer fiber bundles and voids are apparent than in the wet-laid samples. Consequently, the strength of the recycled fiber composites was significantly improved by the more homogeneous microstructure. Manis et al. [23] at the Fronhofer Institute produced carded staple and recycled carbon fiber composites by intermingling PA6 and PET fibers and subsequent compression molding. Recycled fibers were found to exhibit more breakage during the carding process, and they showed that reducing the number of worker-stripper pairs reduced fiber breakage. Four-point flexural strength generally increased up to 25% fiber volume fraction, beyond which increased void content led to strength degradation. They also found that PET fibers yielded better mechanical properties than PA6, which is particularly noteworthy due to the high availability of recycled PET.
4.2.3. Yarn Spinning
Yarn spinning offers the opportunity for highly aligned recycled fiber composites, as the carding and subsequent drawing process induce strong axial orientation. In the early 2010s, Akonda et al. [30] carded recycled TR50S carbon fibers of 50 mm to 55 mm length with PP fibers, drew the material into a sliver, and then spun a yarn. They produced unidirectional plates using winding and subsequent compression molding with 15% and 27.7% fiber volume fraction, which were tested in tension and flexure. While very good alignment was realized, the low fiber volume fraction and weak matrix properties led to mild mechanical properties.
Significant interest in hybrid yarns was renewed in the late 2010s, primarily in Germany. Christian et al. [32] of the Institute for Composite Materials produced yarns from 80 mm staple carbon fibers commingled with PA6 fibers and produced non-crimp fabrics that were subsequently compression molded. These yarns of 55% fiber volume fraction exhibited superior tensile properties to all previously described recycled carbon fiber composites. Hengstermann et al. [31] at the Dresden University of Technology produced yarns from staple SIGRAFIL C50 carbon fibers (40 mm and 60 mm length) and recycled carbon fiber provided by ELG Carbon Fibre (65 mm length) commingled with PA6 fibers. Yarns were wound around a plate and compression molded to form composites. At 50% fiber volume fraction, they found that decreasing the number of twists resulted in higher tensile strength due to improved fiber orientation. Interestingly, the modulus of the recycled carbon fiber yarns was found to be significantly lower than the staple fibers, but the strength was nearly equivalent. It is apparent that there exists significant microstructural inhomogeneity, as resin-rich regions between yarns are observed in the consolidated composites of both types. While the effect of such inhomogeneity is minimal for stiffness, the strength is significantly impacted by such microstructural inhomogeneity. Hasan et al. [83] of the Dresden University of Technology produced staple carbon fiber (SIGRAFIL CT50)/PA6 yarns that were wrapped around a frame and consolidated via compression molding. The yarn consisted of a PA6 yarn core surrounded by hybrid commingled fibers and a PA6 sheath. The core to sheath weight ratio was varied to produce composites with fiber volume fraction ranging from 35.5% to 53% with void content below 4%. The resulting tensile properties were within 86% of continuous fiber strength and modulus, indicating good fiber alignment. Examples of micrographs of the staple carbon fiber/PA6 composites are shown in Figure 6. The microstructure is inhomogeneous, with regions of highly varying fiber volume fraction.
Recently, hybrid yarn research has focused on improvements in manufacturing technology. Reese et al. [33] of Dresden University of Technology showed that a staple SIGRAFIL C T24 carbon fiber/PA6-yarn-based fabric can be consolidated favorably using Joule heating. The flexural strength was comparable to that measured for samples processed in a heated press, though the deviation was larger. The primary benefit of this processing method is that heating times lower than 15 s allow for consolidation processes of less than one minute as the heating rate is near 13.3 °C s−1. Mischo et al. [85] at the Institute for Composite Materials showed that T700 staple carbon fiber/PA6 yarns could be used to manufacture non-crimp fabrics capable of forming complex geometries. They showed good tensile and flexural properties for cross-ply laminates consolidated in an autoclave. The organosheet material was then molded to produce sinusoid specimens for crush testing, revealing competitive specific energy absorption. Hengstermann et al. [54] evaluated the impact of epoxy and thermoplastic sizing, as well as no sizing, on the tensile, flexural, and interfacial properties of staple SIGRAFIL C50 carbon fiber/PA6-yarn-based composites. They found that the epoxy and thermoplastic sizing yielded similar IFSS, while the unsized fibers exhibited a small decrease. They also showed that the sizing acted as a stiffener to preserve fiber length during the carding process. Tensile and flexural testing reveals that the thermoplastic-sized fibers produced the highest strength composites, followed closely by the epoxy sizing (for the tensile strength only), while the unsized fiber composites performed the poorest. As in other work, the modulus was more sensitive to the fiber volume fraction, while the strength was more sensitive to factors such as the fiber length and the fiber/matrix interface.
4.2.4. Highly Aligned Preforms
While the high alignment offered by recycled carbon fiber yarn-based composites lends itself to enhanced mechanical properties, the inherent out-of-plane fiber orientation due to twisting leads to some reduction in mechanical properties. As an alternative, two-dimensional, highly aligned preforms are of interest. Starting in the mid-2010s, Yu et al. [34] at the University of Bristol developed the HiPerDiF hydrodynamic process to align fibers in a high areal density preform. Toho Tenax C124 carbon fibers of 3 mm length were used to produce textile preforms of 95.5 gsm and 209 gsm areal density, processed using an autoclave to infuse an epoxy resin film, resulting in composites with 41% and 55% fiber volume fraction, respectively. The resulting composites exhibited good fiber alignment, with greater than 65% of the fibers aligned within ±3° of the loading axis, leading to exceptional tensile properties. Figure 7a shows a cross-section of the 55% fiber volume fraction composite. Overall, good microstructural homogeneity was achieved, which manifested itself in exceptionally high tensile properties. At the University of Bordeaux, Gillet et al. [41] produced 600 gsm staple carbon fiber tapes of various lengths of T300 carbon fiber. The epoxy composites were consolidated using a vacuum compression molding process to achieve a fiber volume fraction between 39% and 46%. They found that realigned tapes exhibited similar modulus to continuous fiber tapes, but reduced strength that increased with the fiber length from 50 mm to realigned continuous fibers. Longana et al. [35] adapted the HiPerDiF process for recycled Toho Tenax HTS40 carbon fibers. Fibers were recovered by pyrolysis and remanufactured into epoxy composites with fiber volume fraction near 28%. Little degradation was found after the first recycling loop, but further recycling led to degradation in the fiber length and surface quality, thereby reducing strength and modulus. Meanwhile, Pickering et al. [43] at the University of Nottingham aligned fibers using a rotating drum and converging nozzle to produce textiles of 35–70 gsm from 3 mm and 12 mm staple Toho Tenax HTA531 and 3 mm recycled T800 carbon fibers. Recycled fiber composites were manufactured through compression molding to infuse an epoxy resin film to achieve 60% fiber volume fraction. Staple fiber composites were manufactured via autoclave molding to achieve 43% to 46% fiber volume fraction. Alignment of over 90% of the fibers within ±10° of the loading axis was achieved, resulting in high strength and stiffness. Figure 7b shows a cross-section of a 60% fiber volume fraction sample, which exhibited good homogeneity to yield very high flexural strength and stiffness. Both the HiPerDiF and rotating drum alignment processes use water as a carrier for the fibers, which requires an additional drying step to ensure good fiber/matrix adhesion. Alternatively, Oliveux et al. [42] at the University of Birmingham developed a process that aligns fibers in a U-shaped channel to produce plies with 600 gsm to 700 gsm areal density. They recycled T700 carbon fibers using a solvolysis process and produced epoxy composites using a wet compression method to yield fiber volume fraction near 55% with void content below 2% and greater than 75% of fibers oriented within ± 10°. The resulting tensile modulus was very high, but the tensile strength was only moderate due to the poor fiber/matrix interface caused by organic residue left on the surface of the recycled fibers.
In the late 2010s, continued work using the HiPerDiF process explored the use of thermoplastic composite matrices. Tapper et al. [38] produced compression molded Toho Tenax C124/PP composites and showed that the fiber and matrix could be recycled multiple times via solvolysis in which the polymer was recovered as a powder through a precipitation process. The result was moderate performance composites at 26% fiber volume fraction. Interestingly, they found that additional cycles resulted in an increase in the tensile strength, as residual PP on the fiber surface improved the fiber/matrix bonding, despite reductions in fiber length and matrix molecular weight. The tensile modulus was largely unaffected by recycling. Tapper et al. [39] also showed that PA6 composites could be produced and recycled using similar methods. Slightly higher fiber volume fraction composites (30%) were produced and exhibited similar mechanical properties, with the same trends in fiber length and matrix molecular weight degradation with recycling. Interestingly, significant mechanical property degradation was observed and attributed to fiber agglomerations during the remanufacturing process. The primary difference in the manufacturing process was that the PP-recycled composite fibers were carded to separate fiber bundles, while the PA6-recycled composite fibers were separated using a sonication process.
At the University of New Mexico, van de Werken et al. [44] produced recycled T800 carbon fiber textiles using a centrifugal method similar to that of Pickering. Fibers were recovered using a solvolysis process and aligned to produce preforms with 20% fiber volume fraction with 1.5 mm mean fiber length. Moderate mechanical properties were achieved, with roughly 70% of fibers oriented between ±15° to the loading axis. Meanwhile, a highly aligned preform known as Tailorable Universal Feedstock for Forming (TUFF) was developed at the University of Delaware [45,46]. IM-7 carbon fibers of 3 mm length were used to produce 8 gsm textiles that were consolidated with a polyetherimide (PEI) resin to produce composites in an autoclave with up to 63% fiber volume fraction and alignment of 94% of fibers within ±5° of the loading axis. Recycled fiber TUFF composites were produced using Elium, an infusible polymethylmethacrylate (PMMA) thermoplastic, in a VARTM process to produce composites with roughly 30% fiber volume fraction and high tensile strength and stiffness. Pyrolysis was used to recover the fibers and produce composites that exhibited very little degradation in mechanical properties. The microstructure of the recycled fiber composites is shown in Figure 8. It is clear that the fiber dispersion is imperfect, as resin-rich regions exist that strongly influence the strength of the recycled fiber composites.
Recently, Aravindan et al. [36] used the HiPerDiF method to convert staple MR60H carbon fibers of 3 mm, 4.5 mm, and 6 mm length into highly aligned epoxy composites using autoclave curing. Composites with 41% fiber volume fraction showed good mechanical properties. Gopalraj and Karki [48] at LUT University recycled carbon fibers using a cone calorimeter for remanufacturing into aligned continuous fiber epoxy composites via compression molding. They showed good tensile modulus for the manually aligned recycled fiber composites at 40 wt% and 60 wt% but poor tensile strength due to char formation on the fiber surface and a loss in fiber strength. Liu et al. [40] used the hydrodynamic alignment process developed at the University of Nottingham to produce 131 gsm recycled fiber preforms with 1.15 mm fibers recycled through a fluidized bed process. Autoclave processing was used to produce composites with 38% fiber volume fraction with moderate tensile modulus, but relatively poor tensile strength due to the short fiber length, for which around 3% were below the critical length of 0.38 mm.
4.3. General Trends in Mechanical Properties of Recycled Carbon Fiber Composites
Several trends in the mechanical properties of recycled carbon fiber composites are apparent from literature. As expected, as the tensile modulus increases, so too does the tensile strength, shown by the Ashby plot in Figure 9. The references used here have been used in Figure 10 and Figure 11 for properties whose data are available in the cited literature. It is apparent that most wet-laid composites exhibit low strength and modulus, while carded composites offer slightly higher strength at similar stiffness. Yarn composites offer high strength and stiffness, falling slightly short of those achieved by highly aligned preforms. This order of property increase is based on two primary geometric factors: fiber alignment and fiber dispersion. In general, the fiber alignment is best in highly aligned preforms, followed by yarns, carding, and wet-laid textiles. The dispersion of fibers is generally poor in wet-laid processes, as there is not a fiber opening step as is found in the carding and yarn-spinning process. Furthermore, more highly aligned textiles exhibit an inherently more homogeneous microstructure due to fiber packing requirements (i.e., the high aspect ratio of the fibers necessitates high degrees of alignment to achieve high fiber volume fraction). The matrix material also plays a significant role in the resulting properties. PP composites were found to generally exhibit lower tensile modulus and strength than higher-performance polymers such as PA6 and epoxy. In general, epoxy composites provided the highest performance, likely due to high-quality impregnation and favorable surface chemistry with staple fibers.
An additional factor not captured in Ashby plots that strongly controls the properties of composite materials is the fiber volume fraction. Figure 10 shows the strength and modulus as a function of fiber volume fraction. As expected, the tensile strength improves with fiber volume fraction. However, at low fiber volume fraction (below 30%), the strength is largely independent of fiber volume fraction. Most of these low fiber volume fraction composites are assumed to exhibit random orientation (i.e., wet-laid and carded). However, many authors did not test samples in orthogonal directions to validate this assumption. Similarly, many authors did not consider the fiber dispersion in the microstructure, which has a strong impact on tensile strength. These low fiber volume fraction composites are more prone to microstructural inhomogeneity than their higher fiber volume fraction counterparts due to the geometric packing effects described earlier. Figure 10b shows the tensile modulus as a function of fiber volume fraction, where the dashed line represents the Rule of Mixtures approximation for a unidirectional composite with 230 GPa fiber modulus and 3 GPa matrix modulus. It is apparent that highly aligned preforms at high fiber volume fractions (greater than 40%) most closely track with the Rule of Mixtures estimate due to their high degree of alignment and microstructural homogeneity. Yarn-based composites stray from the Rule of Mixtures estimate due to slight out-of-plane fiber alignment (twist) and possible agglomerations caused by poor fiber bundle opening. Wet-laid and isotropic preforms strongly vary from the Rule of Mixtures approximation primarily due to poor fiber alignment. Estimates for isotropic and slightly anisotropic recycled carbon fiber composite stiffness can be found elsewhere in literature [76,80] and are more appropriate for multidirectional composites.
An important factor impacting the processes used to consolidate recycled carbon fiber composites is the textile areal density. Figure 11 shows the impact of areal density on the measured tensile strength and modulus. These results represent the multi-laminate composite properties, as opposed to the properties of individual lamina, which were not reported in most literature. In general, higher areal density preforms are more conducive to high-volume manufacturing by reducing the number of plies to achieve a given part thickness. However, high areal density preforms are also more difficult to impregnate with resin and may exhibit poorer fiber alignment. Thermoplastic composites produced using the wet-laid, carding, and yarn-making processes address the impregnation issue by intermingling thermoplastic fibers in the textile to reduce the infiltration distance. Such processes are not yet established for thermoset composites. It is difficult to establish clear trends from the reported properties shown in Figure 11. However, two key results are apparent: (1) wet-laid composites made from lower areal density textiles yield higher modulus; and (2) highly aligned composites made from high areal density preforms exhibit lower strength than their low areal density counterparts. This indicates that higher areal density wet-laid composites likely exhibit lower fiber volume fraction due to reduced packing efficiency. For example, through-thickness fiber orientation may be more apparent at higher areal densities. The same behavior is likely apparent for highly aligned preforms. Additionally, the highly aligned textiles with high areal density may fail to be fully consolidated by the epoxy matrix, resulting in decreased tensile strength as damage can more easily localize near regions of poor wetting.
Recycled carbon fiber textile-based composites were found to exhibit unique compression behavior, as shown in Figure 12. In general, the tensile and compressive moduli of the composites were nearly equal, as represented by the dashed lines. However, the compressive strength varied significantly. In general, the compressive strength of wet-laid composites was significantly higher than the tensile strength. This is dramatically different than in traditional continuous fiber composites, which exhibit lower compressive strength due to fiber buckling. Here, the confining effect of the surrounding misoriented fibers allows fibers oriented in the loading direction to reach higher loads prior to failure. This effect was not apparent in all recycled fiber composites based on retained fabric architectures, where size reduction was not used and therefore the original weave architecture was maintained [69,70]. Here, the tensile and compressive strength and modulus were generally higher due to the continuous nature of the fibers and high degree of alignment (resulting in higher fiber volume fraction). The relationship between the tensile and compressive strength was largely influenced by factors stemming from manufacturing and recycling processes and therefore no trends are apparent. Unfortunately, there is a dearth of information in the literature regarding the compressive properties of highly aligned, yarn-based, and carded textile composites made from recycled carbon fibers.
Recycled carbon fiber textile-based composites also exhibited unique flexural behavior. As shown in Figure 13, the flexural strength was generally higher than the tensile strength, while the moduli exhibited the inverse relationship. In typical unidirectional continuous fiber composites, flexural failure is dominated by the compressive strength of the composite, which is generally lower than the tensile strength. Here, tensile failure is expected to be the dominant failure mode due to the improved compressive strength of discontinuous fiber composites with largely random orientation. However, the flexural strength typically exceeds the tensile strength, indicating that the failure behavior is largely complicated by the more complex microstructure. Furthermore, the stress state within flexural specimens is not one of pure tension and compression, but rather there exists a gradient in stress with no stress along the neutral axis. This complex stress state also brings into question the meaning of comparisons between the tensile and flexural modulus. As such, the following observations can be made for the flexural properties of recycled carbon fiber composites: (1) the flexural modulus is generally lower than the tensile modulus; (2) the flexural strength is generally higher than the tensile strength for less aligned textiles; and (3) the flexural strength is generally lower than the tensile strength for more highly aligned textiles. Special consideration of these trends should be used to model the behavior of recycled carbon fiber textile composites in bending.
Other mechanical properties of interest for recycled carbon fiber composites include shear and impact energy absorption properties. Figure 14 shows these properties as measured in the literature. In general, the interlaminar shear strength of recycled carbon fiber/epoxy was slightly higher for aligned composites. Furthermore, the ILSS was higher for carded composites than wet-laid composites, indicating that out-of-plane fiber orientation induced by the needle-punching process during carding improves interlaminar bonding. The impact energy absorption measured by IZOD testing was only available for wet-laid and carded composites. In general, higher fiber volume fraction in PA6 composites yielded lower impact energy absorption. Furthermore, energy absorption was strongly dependent on the matrix properties such as fracture toughness, with more brittle matrices exhibiting lower impact energy absorption than highly ductile matrices. Data are even more limited for the in-plane shear properties of recycled carbon fiber composites. The following trends are apparent: (1) the shear strength decreases with increasing fiber volume fraction; and (2) the shear modulus increases with increasing fiber volume fraction. In general, these trends are in good agreement with insights from unidirectional composites, which show increased shear modulus with the addition of fiber content due to the higher shear stiffness of the reinforcing fibers (relative to the matrix) and a reduction in shear strength due to stress concentrations about the fibers that are amplified at higher fiber volume fraction. Additionally, low-strength matrix materials such as ABS yield lower shear strength at similar fiber volume fractions than higher strength epoxies. Overall, the shear properties of recycled carbon fiber composites are not well-documented in literature and require further study.
5. Unique Functions of Recycled Carbon Fiber Textile Composites
A thorough review of the multifunctionality of recycled carbon fiber composites was undertaken by May et al. [13]. As such, this section does not seek to thoroughly review the entirety of the literature on multifunctional recycled carbon fiber composites. Rather, we review a few concepts that are highly relevant to the automotive industry.
5.1. Crash Energy Absorption
The crashworthiness of recycled carbon fiber composites is of particular importance to the automotive industry, which stands to benefit from the low cost and moderate to high performance of recycled carbon fiber composites. Typical crashworthiness of composite materials is measured using crush testing. The resulting energy absorbed divided by the mass of the crushed material is referred to as the specific energy absorbed (SEA). Typical values of SEA for automotive metals such as steel and aluminum are in the range of 15 to 30 kJ kg−1, while continuous fiber composites generally yield between 40 and 80 kg−1 [89]. The geometry (specimen and ply sequence), testing rate, and temperature all strongly impact the measured properties. Meredith et al. [69] produced recycled carbon fiber/epoxy composites with a retained woven architecture and showed comparable dynamic SEA to virgin fiber composites that they tested. Their measured SEA was low (32–36 kJ kg−1), relative to other composite structures. This is likely due to their choice of crush geometry—a truncated cone. It has been previously reported that truncated cones exhibit non-uniform SEA through the crush depth [90], so these results may not provide an adequate comparison to traditional constant cross-section crush specimen geometries such as tubes and sinusoidal sections, an example of which is shown in Figure 15. The geometry is self-supporting with high buckling resistance to induce failure via splaying and fragmentation modes to aid in energy absorption. Mischo et al. [85] produced sinusoidal crush specimens from a cross-ply staple carbon fiber/PA6-yarn-based organosheet and found the dynamic SEA to be 58 kJ kg−1, which compares well with traditional composite materials. Barnett et al. [88] studied the crashworthiness of carded recycled carbon fiber composites with three matrix types—ABS, PPS, and epoxy—at several quasi-static rates and temperatures. Their work revealed remarkably high SEA: 110 kJ kg−1 for epoxy, 95 kJ kg−1 for PPS, and 47 kJ kg−1 for ABS. They also showed that thermoplastic composite SEA generally increases with increasing loading rate and decreases with temperature in the quasi-static loading rate regime. Their results were some of the highest reported in the literature for the sinusoid geometry, indicating that discontinuous fiber composites with moderate alignment may be strong candidates for crashworthy automotive structures.
5.2. Deep Drawability
Traditional continuous fiber composites are limited in their ability to conform to tight radii of curvature and struggle in deep-draw applications due to the high stiffness of the fiber. Recycled fiber composites based on discontinuous short fibers offer a potential solution to this problem. For example, Yarlagadda et al. [91] showed that TUFF preforms can undergo extensional and transverse strain up to 40% with uniform deformation to conform to complex geometries. An example is shown in Figure 16, capturing the high formability of 3 mm fiber preforms in both the longitudinal and transverse directions. Goergen et al. [92] at the Institute for Composite Materials in Germany showed that staple carbon fiber/PA6-yarn-based non-crimp fabric organosheets can be drawn more than 100% locally and 50% globally. They did not define a criterion for acceptable local thinning, but they were able to develop a finite element framework for predicting the deformation during deep drawing. Composite materials that offer high formability are particularly important to the automotive industry, which traditionally relies on processes such as stamp forming to rapidly produce parts.
5.3. Hybrid Composites
Much like hybrid vehicles, which improve efficiency by coupling propulsion modes, hybrid composites offer many competitive advantages when materials synergistically improve the properties over the constitutive components. Several authors have studied the integration of recycled carbon fiber into hybrid composites. In the early 2010s, Koike et al. [93] of Doshisha University produced stampable bamboo fiber/recycled carbon fiber/PP composites. Nonwoven textiles of bamboo/PP (800 gsm) and recycled carbon fiber/PP (100 gsm) were produced using a carding process and were needle punched to induce z-orientation and enhance fiber commingling. The stiffer carbon fiber/PP nonwovens were placed on the outside of the thick bamboo/PP core and were compression molded to form a sandwich laminate with an improvement of over 100% in the flexural strength compared to the neat bamboo/PP composite.
In the late 2010s, Longana et al. [37] produced intermingled virgin and recycled carbon fiber textiles using the HiPerDiF process that were placed as a core between continuous E-glass and S-glass unidirectional fabrics. They found that increasing the recycled fiber content led to a reduction in the strength of the composites due to the degradation of the fiber strength, while modulus remained largely unaffected. They also showed a pseudo-ductile response for hybrid carbon/glass laminates, which is typically not shown in fiber-reinforced composites. Bachmann et al. [94] at the German Aerospace Center mixed flax fibers and staple carbon fibers to form a carded nonwoven textile that was infused with epoxy in an RTM process to produce composites with 30% fiber volume fraction. They also produced composite sandwich laminates with pure carbon fiber face sheets and a pure flax fiber core to show that the properties of hybrid laminates could be optimized by placing the stiff carbon fibers away from the neutral axis of loading in flexural testing. Tse et al. [95] at the University of Manchester produced 100 gsm hybrid recycled carbon fiber/flax fiber/polylactic acid (PLA) nonwoven textiles using a wet-laid process and consolidated them using compression molding to produce hybrid composites with 30% fiber volume fraction. The ratio of recycled carbon fiber to flax fiber was varied and it was found that hybrid laminates with a 3:1 ratio yielded the best flexural properties due to improvements in compactibility at relatively low molding pressure (0.2 MPa), resulting in lower void content. Longana et al. [87] produced hybrid textiles from 3 mm recycled carbon and flax fibers using the HiPerDiF process that were infused with an epoxy resin film in an autoclave process to produce composites with 35% fiber volume fraction. They found that the tensile modulus and strength were only weakly impacted at 3:1 recycled carbon fiber to flax ratios, while the vibrational damping was improved by nearly 50%. Gan et al. [47] at the University of Southampton Malaysia developed a dry recycled carbon fiber tow alignment system to deposit chopped tows onto chopped strand glass mat or woven glass fabric with fiber alignment greater than 70% within ±10°. Composites were consolidated using VARTM and tensile properties were subsequently measured to show a significant increase in stiffness over the neat glass composites. However, the strength was reduced relative to the neat glass fiber composites due to poor load transfer to the carbon fiber tows. Wei et al. [96] produced hybrid wet-laid nonwoven textiles using 6 mm recycled T800 carbon fibers, 13 mm glass fibers, and PA6 fibers. Glass fibers were mixed at 1%, 2%, and 5% fiber volume fraction and compression molding was used to produce plates with 20% total fiber volume fraction for flexural and IZOD impact testing. The flexural modulus of the composites was found to be largely insensitive to the added glass fiber, whereas the flexural strength and IZOD impact resistance decreased slightly. Hasan et al. [84] produced staple carbon fiber/continuous glass filament/PA6 hybrid yarns that were compression molded to form composites with fiber volume fraction ranging from 53% to 58% and void content from 1.4% to 3.9%. The ratio of glass fiber to carbon fiber was small, 7:93 and 6:94 for the hybrids produced, which led to a small decrease in tensile strength and failure strain and a strong increase (18.4% to 50.5%) in Charpy impact resistance as the continuous glass fibers more strongly resisted fracture. An example fracture surface is shown in Figure 17, where the remaining glass fiber filaments indicate continued energy absorption after carbon fiber failure.
Recently, Wilson et al. [86] at the University of Warwick produced hybrid recycled carbon fiber/virgin carbon fiber/flax fiber/epoxy composites using a VARTM process. Laminates of each reinforcement were produced, along with hybrids of two reinforcement types where the stiffest material was placed on the outer plies. The fiber volume fraction was found to vary with the material type due to the compactibility of each fiber textile type under vacuum pressure, with recycled fiber layers exhibiting the lowest fiber volume fraction. They found that the addition of recycled carbon fiber or flax fiber layers improved the vibrational damping performance of the composites but decreased the tensile and flexural properties.
Hybridization of recycled carbon fiber reinforced composites offers promise as a way of reducing material cost, transitioning failure behavior from explosive to ductile modes, and reducing vibrational noise and loading in vehicles. There are likely many still undiscovered benefits of hybrid composites, making this field one that is positioned for growth in the amount of active research.
5.4. Electromagnetic Shielding
As electric vehicles become more ubiquitous and use high-power electronics, it may become necessary to shield certain components from electromagnetic interference. The high electrical conductivity of carbon fibers may enable multifunctional structures capable of shielding electronics in vehicles. Wong et al. [97] at the University of Nottingham showed that wet-laid veils of recycled carbon fibers can meet FCC Class B shielding requirements at 80 gsm. They found that the shielding efficiency was largely dependent upon good fiber dispersion, which indicates that highly aligned recycled fiber composites may be less likely than isotropic composites to provide adequate shielding, which requires further exploration.
5.5. High-Rate Manufacturing
Traditional composite manufacturers typically produce low-volume products and are more concerned with maximizing the strength-to-weight and stiffness-to-weight of their materials than reducing cost and cycle time. While these material properties are also of importance to the automotive industry, high manufacturing volume necessitates that manufacturing processes be primarily chosen based on cost and cycle time. Organosheets offer a strong candidate material for automotive manufacturing due to their stampability, shelf-stable nature, and rapid cycle times. For example, Yarlagadda et al. [91] were able to mold TUFF preforms in 1 to 3 min, while Goergen et al. [92] were able to mold organosheet parts in under 2 min. Both used a heated press to raise the temperature of the material to allow for sufficient flexibility when forming. After forming, the materials were cooled on the press to a temperature at which they could be removed without deformation. These heating and cooling processes are generally quite slow, even when the material is pre-heated before transfer to the press. Alternatively, Reese et al. [33] showed that Joule heating can be used to rapidly heat composite materials for consolidation and forming for sub-minute processing times. Joule heating takes advantage of the electrical conductivity of the carbon fibers to generate volumetric heating within the textile, as opposed to relying on conductive heat transfer from press platens or radiative heat transfer from an infrared pre-heating stage. This manufacturing method shows promise as an energy-efficient means of high-rate manufacturing for the automotive industry.
Generally, high-rate manufacturing with thermosets is difficult due to the long cure times relative to those required to melt and solidify thermoplastics. Goergen et al. [98] developed a b-staging process to oversaturate carded recycled carbon fiber nonwovens with an epoxy resin using multiple hardeners to partially cure the resin at room temperature. Once at the processing temperature, the viscosity of the partially cured resin decreases to enhance wetting, followed by cure upon activation of the second hardener. This technology could be used to reduce the number of resin applications required in wet compression processes, as the excess resin in the saturated nonwovens could be squeezed into dry layers during the molding process, thereby reducing touch labor and layup times. Though not discussed in the work, snap cure epoxy resins could be used in such processes to further reduce cycle time.
6. Conclusions
Significant progress has been made in developing high-performance recycled carbon fiber textiles for automotive grade composites in recent years. A variety of traditional textile manufacturing techniques have been adapted to use carbon fibers. New techniques that produce highly aligned short fiber plies have been developed and show great promise for producing high-performance automotive grade composites. Continued research to homogeneously disperse fibers in these preforms will be crucial to future performance improvements in their composites.
High areal density nonwoven textiles have been developed with isotropic and weakly anisotropic properties, some of which meet the strength requirements put forth by US auto manufacturers. However, the stiffness is largely limited by the relatively low fiber volume fractions achieved. Since it is unlikely that additional fiber volume fraction can be achieved without strength degradation, hybrid composites are a strong candidate for future performance improvements. Future research should seek to enhance synergies that improve material strength, as hybrid composites containing glass and recycled carbon fiber plies of similar strength all showed poorer strength properties compared to their constituent components.
Highly aligned short fiber composites show great promise as a future automotive material, meeting or exceeding the strength and stiffness targets. However, further improvements should be pursued. Yarn-based composite properties may be further improved by increasing their fiber volume fraction and increasing fiber alignment. Highly aligned short fiber preforms such as TUFF composites consist of very low areal density plies, which is not conducive to rapid manufacturing. Therefore, increasing the areal density of these textiles while still maintaining a high degree of alignment and homogeneity should be at the forefront of future research.
The multifunctional properties of recycled carbon fiber textiles remain largely unexplored. Most efforts to date have focused on enhancing manufacturability and reducing cycle times. Significant research effort is needed to further understand the coupled electromechanical properties of these composite materials and how their microstructure may be exploited for purposes such as structural health monitoring, structural battery housings, and crash-sensitive structures.
The future of recycled carbon fiber is exciting but may be hindered by the perception that recycled materials are inherently less valuable than their virgin counterparts. Much of the work presented here challenges this notion and shows that recycled carbon fiber composites can provide high performance at low cost for automotive applications.
Author Contributions
Conceptualization, P.R.B.; writing—original draft preparation, P.R.B. and H.K.G.; writing—review and editing, P.R.B.; visualization, P.R.B. Both authors have read and agreed to the published version of the manuscript.
Funding
General facilities funding for the research was provided by the Institute for Advanced Composites Manufacturing Innovation.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available within the manuscript.
Acknowledgments
The authors would like to acknowledge Hannah Maeser for her assistance in proofreading this manuscript.
Conflicts of Interest
H. K. Ghossein is the founder and CEO of Endeavor Composites, a small business focused on developing high-performance nonwoven textiles for fiber-reinforced composites.
References
- Zhang, J.; Chevali, V.S.; Wang, H.; Wang, C.H. Current status of carbon fibre and carbon fibre composites recycling. Compos. Part B Eng. 2020, 193, 108053. [Google Scholar] [CrossRef]
- Joost, W.J. Reducing vehicle weight and improving U.S. energy efficiency using integrated computational materials engineering. J. Miner. Met. Mater. Soc. 2012, 64, 1032–1038. [Google Scholar] [CrossRef] [Green Version]
- U.S. Driving Research and Innovation for Vehicle Efficiency and Energy Sustainability. Materials Technical Team Roadmap; U.S. Drive: Washington, WA, USA, 2017.
- Meng, F.; McKechnie, J.; Pickering, S.J. An assessment of financial viability of recycled carbon fibre in automotive applications. Compos. Part A Appl. Sci. Manuf. 2018, 109, 207–220. [Google Scholar]
- Snudden, J.P.; Ward, C.; Potter, K. Reusing automotive composites production waste. Reinf. Plast. 2014, 58, 20–27. [Google Scholar] [CrossRef]
- Karuppannan Gopalraj, S.; Kärki, T. A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: Fibre recovery, properties and life-cycle analysis. SN Appl. Sci. 2020, 2, 1–21. [Google Scholar] [CrossRef] [Green Version]
- Khurshid, M.F.; Hengstermann, M.; Hasan, M.M.B.; Abdkader, A.; Cherif, C. Recent developments in the processing of waste carbon fibre for thermoplastic composites—A review. J. Compos. Mater. 2020, 54, 1925–1944. [Google Scholar] [CrossRef]
- Naqvi, S.R.; Prabhakara, H.M.; Bramer, E.A.; Dierkes, W.; Akkerman, R.; Brem, G. A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resour. Conserv. Recycl. 2018, 136, 118–129. [Google Scholar] [CrossRef] [Green Version]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pakdel, E.; Kashi, S.; Varley, R.; Wang, X. Recent progress in recycling carbon fibre reinforced composites and dry carbon fibre wastes. Resour. Conserv. Recycl. 2021, 166, 105340. [Google Scholar] [CrossRef]
- Rybicka, J.; Tiwari, A.; Leeke, G.A. Technology readiness level assessment of composites recycling technologies. J. Clean. Prod. 2016, 112, 1001–1012. [Google Scholar] [CrossRef] [Green Version]
- Harris, J.; Kline, S.; Wheeler, J.L.; Bradley, D.; Kooduvalli, K.; Franc, A.; Brosius, D. Closing the loop on automotive carbon fiber prepreg manufacturing scrap-fender case study. In Proceedings of the International SAMPE Technical Conference, Virtual Conference, 4–7 May 2020. [Google Scholar]
- May, D.; Goergen, C.; Friedrich, K. Multifunctionality of polymer composites based on recycled carbon fibers: A review. Adv. Ind. Eng. Polym. Res. 2021, 4, 70–81. [Google Scholar] [CrossRef]
- Li, X.; Bai, R.; McKechnie, J. Environmental and financial performance of mechanical recycling of carbon fibre reinforced polymers and comparison with conventional disposal routes. J. Clean. Prod. 2016, 127, 451–460. [Google Scholar] [CrossRef]
- Raghvendra, K.M.; Sravanthi, L. Fabrication Techniques of Micro/Nano Fibres based Nonwoven Composites: A Review. Mod. Chem. Appl. 2017, 5, 206. [Google Scholar] [CrossRef]
- Ghossein, H.; Hassen, A.A.; Paquit, V.; Love, L.J.; Vaidya, U.K. Innovative Method for Enhancing Carbon Fibers Dispersion in Wet-Laid Nonwovens. Mater. Today Commun. 2018, 17, 100–108. [Google Scholar] [CrossRef]
- Kessel, F.; Klopsch, L.; Jehle, V.; Biller, N.J.; Frieß, M.; Shi, Y.; Cepli, D.; Keck, M.; Jemmali, R. Wet-laid nonwoven based ceramic matrix composites: An innovative and highly adaptable short fiber reinforcement for ceramic hybrid and gradient materials. J. Eur. Ceram. Soc. 2021, 41, 4048–4057. [Google Scholar] [CrossRef]
- Ahrens, R.A. Wet-laid forming of nonwoven fabrics. In Proceedings of the TAPPI Nonwovens Symposium, Myrtle Beach, SC, USA, 19–21 April 1982; pp. 39–40. [Google Scholar]
- Caba, A.C.; Loos, A.C.; Batra, R.C. Fiber-fiber interactions in carbon mat thermoplastics. Compos. Part A Appl. Sci. Manuf. 2007, 38, 469–483. [Google Scholar] [CrossRef]
- White, C. Wet-laid web formation. Handb. Nonwovens 2006, 112–142. [Google Scholar] [CrossRef]
- Brydon, A.G.; Pourmohammadi, A. Dry-laid web formation. In Handbook of Nonwovens; Woodhead Publishing: Sawston, UK, 2006; pp. 16–111. [Google Scholar] [CrossRef]
- Deng, C.; Hou, J.; Zhang, X.; Gong, R.H.; Jin, X. Controllable anisotropic properties of wet-laid hydroentangled nonwovens. Tappi J. 2019, 18, 173–180. [Google Scholar] [CrossRef]
- Manis, F.; Stegschuster, G. Influences on textile and mechanical properties of recycled carbon fiber nonwovens produced by carding. J. Compos. Sci. 2021, 5, 209. [Google Scholar] [CrossRef]
- Barnett, P.R.; Gilbert, C.L.; Penumadu, D. Repurposed/recycled discontinuous carbon fiber organosheet development and composite properties. Compos. Part C Open Access 2021, 4, 100092. [Google Scholar] [CrossRef]
- Hengstermann, M.; Raithel, N.; Abdkader, A.; Hasan, M.M.B.; Cherif, C. Development of new hybrid yarn construction from recycled carbon fibers for high performance composites. Part-I: Basic processing of hybrid carbon fiber/polyamide 6 yarn spinning from virgin carbon fiber staple fibers. Text. Res. J. 2016, 86, 1307–1317. [Google Scholar] [CrossRef] [Green Version]
- Akonda, M.H.; El-Dessouky, H.M.; Lawrence, C.A.; Weager, B.M. A novel non-crimped thermoplastic fabric prepreg from waste carbon and polyester fibres. J. Compos. Mater. 2014, 48, 843–851. [Google Scholar] [CrossRef]
- Akonda, M.H.; Stefanova, M.; Potluri, P.; Shah, D.U. Mechanical properties of recycled carbon fibre/polyester thermoplastic tape composites. J. Compos. Mater. 2017, 51, 2655–2663. [Google Scholar] [CrossRef] [Green Version]
- Reichert, O.; Ausheyks, L.; Baz, S.; Hehl, J.; Gresser, G.T. Innovative RC staple fiber tapes—New potentials for CF recyclates in CFRP through highly oriented carbon staple fiber structures. Key Eng. Mater. 2019, 809 KEM, 509–514. [Google Scholar] [CrossRef]
- Rimmel, O.; May, D.; Goergen, C.; Poeppel, A.; Mitschang, P. Development and validation of recycled carbon fiber-based binder tapes for automated tape laying processes. J. Compos. Mater. 2019, 53, 3257–3268. [Google Scholar] [CrossRef] [Green Version]
- Akonda, M.H.; Lawrence, C.A.; Weager, B.M. Recycled carbon fibre-reinforced polypropylene thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 79–86. [Google Scholar] [CrossRef]
- Hengstermann, M.; Hasan, M.M.B.; Abdkader, A.; Cherif, C. Development of a new hybrid yarn construction from recycled carbon fibers (rCF) for high-performance composites. Part-II: Influence of yarn parameters on tensile properties of composites. Text. Res. J. 2017, 87, 1655–1664. [Google Scholar] [CrossRef] [Green Version]
- Christian, G.; Stephan, B.; Peter, M.; Gresser, G.T. Recycled carbon fibers in complex structural parts-organic sheets made of rCF staple fiber yarns. Key Eng. Mater. 2017, 742 KEM, 602–609. [Google Scholar]
- Reese, J.; Vorhof, M.; Hoffmann, G.; Böhme, K.; Cherif, C. Joule heating of dry textiles made of recycled carbon fibers and PA6 for the series production of thermoplastic composites. J. Eng. Fiber. Fabr. 2020, 15, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Yu, H.; Potter, K.D.; Wisnom, M.R. A novel manufacturing method for aligned discontinuous fibre composites (High Performance-Discontinuous Fibre method). Compos. Part A Appl. Sci. Manuf. 2014, 65, 175–185. [Google Scholar] [CrossRef]
- Longana, M.L.; Ong, N.; Yu, H.N.; Potter, K.D. Multiple closed loop recycling of carbon fibre composites with the HiPerDiF (High Performance Discontinuous Fibre) method. Compos. Struct. 2016, 153, 271–277. [Google Scholar] [CrossRef] [Green Version]
- Aravindan, P.; Becagli, F.; Longana, M.L.; Blok, L.G.; Pozegic, T.R.; Huntley, S.J.; Rendall, T.; Hamerton, I. Remanufacturing of woven carbon fibre fabric production waste into high performance aligned discontinuous fibre composites. J. Compos. Sci. 2020, 4, 68. [Google Scholar] [CrossRef]
- Longana, M.L.; Yu, H.N.; Jalavand, M.; Wisnom, M.R.; Potter, K.D. Aligned discontinuous intermingled reclaimed/virgin carbon fibre composites for high performance and pseudo-ductile behaviour in interlaminated carbon-glass hybrids. Compos. Sci. Technol. 2017, 143, 13–21. [Google Scholar] [CrossRef] [Green Version]
- Tapper, R.J.; Longana, M.L.; Yu, H.; Hamerton, I.; Potter, K.D. Development of a closed-loop recycling process for discontinuous carbon fibre polypropylene composites. Compos. Part B Eng. 2018, 146, 222–231. [Google Scholar] [CrossRef] [Green Version]
- Tapper, R.J.; Longana, M.L.; Hamerton, I.; Potter, K.D. A closed-loop recycling process for discontinuous carbon fibre polyamide 6 composites. Compos. Part B Eng. 2019, 179, 107418. [Google Scholar] [CrossRef]
- Liu, Z.; Turner, T.A.; Wong, K.H.; Pickering, S.J. Development of high performance recycled carbon fibre composites with an advanced hydrodynamic fibre alignment process. J. Clean. Prod. 2021, 278, 123785. [Google Scholar] [CrossRef]
- Gillet, A.; Mantaux, O.; Cazaurang, G. Characterization of composite materials made from discontinuous carbon fibres within the framework of composite recycling. Compos. Part A Appl. Sci. Manuf. 2015, 75, 89–95. [Google Scholar] [CrossRef]
- Oliveux, G.; Bailleul, J.L.; Gillet, A.; Mantaux, O.; Leeke, G.A. Recovery and reuse of discontinuous carbon fibres by solvolysis: Realignment and properties of remanufactured materials. Compos. Sci. Technol. 2017, 139, 99–108. [Google Scholar] [CrossRef] [Green Version]
- Pickering, S.J.; Ziu, Z.; Turner, T.A.; Wong, K.H. Applications for carbon fibre recovered from composites. IOP Conf. Ser. Mater. Sci. Eng. 2016, 139. [Google Scholar] [CrossRef]
- Van de Werken, N.; Reese, M.S.; Taha, M.R.; Tehrani, M. Investigating the effects of fiber surface treatment and alignment on mechanical properties of recycled carbon fiber composites. Compos. Part A Appl. Sci. Manuf. 2019, 119, 38–47. [Google Scholar] [CrossRef]
- Heider, D.; Tierney, J.; Deitzel, J.; Kubota, M.; Thiravong, J.; Gargitter, V.; Burris, W.; Morris, J.; Shevchenko, N.; Yarlagadda, S.; et al. Closed loop recycling of CFRP into highly aligned high performance short fiber composites using the tuff process. In Proceedings of the International SAMPE Technical Conference, St. Charlotte, NC, USA, 20–23 May 2019. [Google Scholar]
- Yarlagadda, S.; Deitzel, J.; Heider, D.; Tierney, J.; Gillespie, J.W. Tailorable Universal Feedstock for Forming (TUFF): Overview and performance. In Proceedings of the International SAMPE Technical Conference, St. Charlotte, NC, USA, 20–23 May 2019. [Google Scholar]
- Gan, K.W.; Ho, Y.W.; Ow, Z.Y.; Israr, H.A.; Wong, K.J. Aligned discontinuous carbon fibre tows in hybrid composites and their tensile behaviour: An experimental study. J. Compos. Mater. 2019, 53, 3893–3907. [Google Scholar] [CrossRef]
- Gopalraj, S.K.; Kärki, T. A study to investigate the mechanical properties of recycled carbon fibre/glass fibre-reinforced epoxy composites using a novel thermal recycling process. Processes 2020, 8, 954. [Google Scholar] [CrossRef]
- Wong, K.H.; Pickering, S.J.; Turner, T.A.; Warrior, N.A. Compression moulding of a recycled carbon fibre reinforced epoxy composite. In Proceedings of the International SAMPE Symposium and Exhibition, Baltimore, MD, USA, 18–21 May 2009; Volume 54. [Google Scholar]
- Szpieg, M.; Wysocki, M.; Asp, L.E. Mechanical performance and modelling of a fully recycled modified CF/PP composite. J. Compos. Mater. 2011, 46, 1503–1517. [Google Scholar] [CrossRef]
- Wong, K.H.; Turner, T.A.; Pickering, S.J. Challenges in Developing Nylon Composites Commingled With Discontinuous Recycled Carbon Fibre. In Proceedings of the ECCM16-16th European Conference on Composite Materials, Seville, Spain, 22–26 June 2014. [Google Scholar]
- Toray Composite Materials America. T700S Standard Modulus Carbon Fiber; Toray Composite Materials America: Tacoma, WA, USA, 2018. [Google Scholar]
- Toray Composite Materials America. T800H Intermediate Modulus Carbon Fiber; Toray Composite Materials America: Tacoma, WA, USA, 2018. [Google Scholar]
- Hengstermann, M.; Hasan, M.M.B.; Scheffler, C.; Abdkader, A.; Cherif, C. Development of a new hybrid yarn construction from recycled carbon fibres for high-performance composites. Part III: Influence of sizing on textile processing and composite properties. J. Thermoplast. Compos. Mater. 2021, 34, 409–430. [Google Scholar] [CrossRef]
- SGL Group SIGRAFIL®. Continuous Carbon Fiber Tow; SGL Technologies GmbH: Meitingen, Germany, 2016. [Google Scholar]
- Harper, L.T. Discontinuous Carbon Fibre Composites for Automotive Applications. PhD. Thesis, University of Nottingham, Nottingham, UK, 2006. [Google Scholar]
- Hexcel Corporation. HexTow IM7 Carbon Fiber; Hexcel Corporation: Stamford, CT, USA, 2020; pp. 1–2. [Google Scholar]
- Janney, M.A.; Newell, W.L.; Geiger, E.; Baitcher, N.; Gunder, T. Manufacturing complex geometry composites with recycled carbon fiber. In Proceedings of the International SAMPE Symposium and Exhibition, Baltimore, MD, USA, 18–21 May 2009; Volume 54. [Google Scholar]
- Heil, J.P.; Gavin, J.B.; George, P.E.; Cuomo, J.J. Composite panels made from the wetlay process using recycled carbon fiber. In Proceedings of the International SAMPE Technical Conference, Long Beach, CA, USA, 23–26 May 2011. [Google Scholar]
- Szpieg, M.; Wysocki, M.; Asp, L.E. Reuse of polymer materials and carbon fibres in novel engineering composite materials. Plastics, Rubber and Composites. Macromol. Eng. 2009, 38, 419–425. [Google Scholar] [CrossRef]
- Giannadakis, K.; Szpieg, M.; Varna, J. Mechanical Performance of a Recycled Carbon Fibre/PP Composite. Exp. Mech. 2011, 51, 767–777. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S.T. The influence of micromechanical properties and reinforcement architecture on the mechanical response of recycled composites. Compos. Part A Appl. Sci. Manuf. 2014, 56, 213–225. [Google Scholar] [CrossRef] [Green Version]
- Wei, H.; Akiyama, T.; Lee, H.; Ohsawa, I.; Takahashi, J. Mechanical properties of recycled carbon fiber reinforced thermoplastics made by carbon fiber paper. In Proceedings of the 16th European Conference on Composite Materials, Seville, Spain, 22–26 June 2014; 2014. [Google Scholar]
- Wei, H.; Nagatsuka, W.; Lee, H.; Ohsawa, I.; Sumimoto, K.; Wan, Y.; Takahashi, J. Mechanical properties of carbon fiber paper reinforced thermoplastics using mixed discontinuous recycled carbon fibers. Adv. Compos. Mater. 2018, 27, 19–34. [Google Scholar] [CrossRef]
- Huan, X.; Shi, K.; Yan, J.; Lin, S.; Li, Y.; Jia, X.; Yang, X. High performance epoxy composites prepared using recycled short carbon fiber with enhanced dispersibility and interfacial bonding through polydopamine surface-modification. Compos. Part B Eng. 2020, 193, 107987. [Google Scholar] [CrossRef]
- Yan, X.; Wang, X.; Yang, J.; Zhao, G. Optimization of process parameters of recycled carbon fiber-reinforced thermoplastic prepared by the wet-laid hybrid nonwoven process. Text. Res. J. 2021, 91, 1565–1577. [Google Scholar] [CrossRef]
- Heilos, K.; Fischer, H.; Hofmann, M.; Miene, A. Nonwovens made of recycled carbon fibres (rCF) used for production of sophisticated carbon fibre-reinforced plastics. Vlakna Text. 2020, 27, 65–75. [Google Scholar]
- Feraboli, P.; Kawakami, H.; Wade, B.; Gasco, F.; DeOto, L.; Masini, A. Recyclability and reutilization of carbon fiber fabric/epoxy composites. J. Compos. Mater. 2012, 46, 1459–1473. [Google Scholar] [CrossRef]
- Meredith, J.; Cozien-Cazuc, S.; Collings, E.; Carter, S.; Alsop, S.; Lever, J.; Coles, S.R.; Wood, B.M.; Kirwan, K. Recycled carbon fibre for high performance energy absorption. Compos. Sci. Technol. 2012, 72, 688–695. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S.T. The effect of recycling on the mechanical response of carbon fibres and their composites. Compos. Struct. 2012, 94, 3669–3684. [Google Scholar] [CrossRef] [Green Version]
- Baek, Y.M.; Shin, P.S.; Kim, J.H.; Park, H.S.; Kwon, D.J.; DeVries, K.L.; Park, J.M. Investigation of Interfacial and Mechanical Properties of Various Thermally-Recycled Carbon Fibers/Recycled PET Composites. Fibers Polym. 2018, 19, 1767–1775. [Google Scholar] [CrossRef]
- Turner, T.A.; Pickering, S.J.; Warrior, N.A. Development of high value composite materials using recycled carbon fibre. Int. SAMPE Symp. Exhib. 2009, 54, 151–156. [Google Scholar]
- Pimenta, S.; Pinho, S.T.; Robinson, P.; Wong, K.H.; Pickering, S.J. Mechanical analysis and toughening mechanisms of a multiphase recycled CFRP. Compos. Sci. Technol. 2010, 70, 1713–1725. [Google Scholar] [CrossRef] [Green Version]
- Shah, D.U.; Schubel, P.J. On recycled carbon fibre composites manufactured through a liquid composite moulding process. J. Reinf. Plast. Compos. 2015, 35, 533–540. [Google Scholar] [CrossRef]
- Wölling, J.; Schmieg, M.; Manis, F.; Drechsler, K. Nonwovens from Recycled Carbon Fibres—Comparison of Processing Technologies. Procedia CIRP 2017, 66, 271–276. [Google Scholar] [CrossRef]
- Barnett, P.R.; Young, S.A.; Patel, N.J.; Penumadu, D. Prediction of strength and modulus of discontinuous carbon fiber composites considering stochastic microstructure. Compos. Sci. Technol. 2021, 211, 108857. [Google Scholar] [CrossRef]
- Wei, H.; Lee, H.; Nagatsuka, W.; Ohsawa, I.; Kawabe, K.; Murakami, T.; Sumitomo, K.; Takahashi, J. Systematic comparison between carding and paper-making method for producing discontinuous recycled carbon fiber reinforced thermoplastics. ICCM Int. Conf. Compos. Mater. 2015, 2015, 19–24. [Google Scholar]
- Marcel, H.; Dirk, W.; Bernd, G.; Heike, I.G.; Daisy, N. Development of nonwoven preforms made of pure recycled carbon fibres (rCF) for applications of composite materials. Key Eng. Mater. 2017, 742 KEM, 555–561. [Google Scholar]
- Lopes, L.; Bessa, J.; Mota, C.; Cunha, F.; Almeida, N.; Fangueiro, R. Characterization of recycled carbon fibers reinforcing thermoplastic polymers. In Proceedings of the 18th AUTEX World Textile Conference, Istanbul, Turkey, 20–22 June 2018. [Google Scholar]
- Xiao, B.; Zaima, T.; Shindo, K.; Kohira, T.; Morisawa, J.; Wan, Y.; Yin, G.; Ohsawa, I.; Takahashi, J. Characterization and elastic property modeling of discontinuous carbon fiber reinforced thermoplastics prepared by a carding and stretching system using treated carbon fibers. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105598. [Google Scholar] [CrossRef]
- Krishna Kumar, K.; Hutchinson, A.R.; Broughton, J.G. Static shear response of recycled carbon fibre composites for structural applications. Compos. Struct. 2020, 246, 112358. [Google Scholar] [CrossRef]
- Genna, S.; Papa, I.; Lopresto, V.; Tagliaferri, V. Mechanical characterisation of CFRP laminates with recycled carbon fiber obtained by resin infusion under Flexible Tooling (RIFT) technology. Compos. Sci. Technol. 2020, 199, 108328. [Google Scholar] [CrossRef]
- Hasan, M.M.B.; Nitsche, S.; Abdkader, A.; Cherif, C. Carbon fibre reinforced thermoplastic composites developed from innovative hybrid yarn structures consisting of staple carbon fibres and polyamide 6 fibres. Compos. Sci. Technol. 2018, 167, 379–387. [Google Scholar] [CrossRef]
- Hasan, M.M.B.; Abdkader, A.; Cherif, C.; Spennato, F. Fibre hybrid composites consisting of discontinuous waste carbon fibre and continuous glass filaments developed for load-bearing structures with improved impact strength. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105610. [Google Scholar] [CrossRef]
- Mischo, F.; Goergen, C.; Schmeer, S.; Mitschang, P. Use of recycled carbon staple fibers in an advanced thermoforming process and analysis of its crash performance. Adv. Manuf. Polym. Compos. Sci. 2020, 6, 48–56. [Google Scholar] [CrossRef]
- Wilson, P.R.; Ratner, A.; Stocker, G.; Syred, F.; Kirwan, K.; Coles, S.R. Interlayer hybridization of virgin carbon, recycled carbon and natural fiber laminates. Materials 2020, 13, 4955. [Google Scholar] [CrossRef]
- Longana, M.L.; Ondra, V.; Yu, H.; Potter, K.D.; Hamerton, I. Reclaimed carbon and flax fibre composites: Manufacturing and mechanical properties. Recycling 2018, 3, 52. [Google Scholar] [CrossRef] [Green Version]
- Barnett, P.R.; Hulett, B.M.; Penumadu, D. Crashworthiness of recycled carbon fiber composites. Compos. Struct. 2021, 272, 114232. [Google Scholar] [CrossRef]
- Dirk, H.; Lukaszewicz, J.A. Automotive Composite Structures for Crashworthiness; John Wiley & Sons Ltd.: West Sussex, UK, 2013; ISBN 9781118535288. [Google Scholar] [CrossRef]
- Price, J.N.; Hull, D. Axial crushing of glass fibre-polyester composite cones. Compos. Sci. Technol. 1987, 28, 211–230. [Google Scholar] [CrossRef]
- Yarlagadda, S.; Advani, S.; Deitzel, J.; Heider, D.; Molligan, D.; Simacek, P.; Tierney, J.; Gillespie, J.W. Formability of TUFF Composite Blanks. In Proceedings of the International SAMPE Technical Conference, Charlotte, NC, USA, 20–23 May 2019. [Google Scholar]
- Goergen, C.; Schommer, D.; Duhovic, M.; Mitschang, P. Deep drawing of organic sheets made of hybrid recycled carbon and thermoplastic polyamide 6 staple fiber yarns. J. Thermoplast. Compos. Mater. 2020, 33, 754–778. [Google Scholar] [CrossRef]
- Koike, J.; Okubo, K.; Fujii, T. Effect of needle punching on strengthof stampable sandwich sheet fabricated with bamboo fiber and recycled carbon fibermat. In Proceedings of the ICCM International Conferences on Composite Materials, Jeju Island, Korea, 21–26 August 2011. [Google Scholar]
- Bachmann, J.; Wiedemann, M.; Wierach, P. Flexural Mechanical Properties of Hybrid Epoxy Composites Reinforced with Nonwoven Made of Flax Fibres and Recycled Carbon Fibres. Aerospace 2018, 5, 107. [Google Scholar] [CrossRef] [Green Version]
- Tse, B.; Yu, X.; Gong, H.; Soutis, C. Flexural Properties of Wet-Laid Hybrid Nonwoven Recycled Carbon and Flax Fibre Composites in Poly-Lactic Acid Matrix. Aerospace 2018, 5, 16. [Google Scholar] [CrossRef] [Green Version]
- Wei, H.; Nagatsuka, W.; Ohsawa, I.; Sumimoto, K.; Takahashi, J. Influence of small amount of glass fibers on mechanical properties of discontinuous recycled carbon fiber-reinforced thermoplastics. Adv. Compos. Mater. 2019, 28, 321–334. [Google Scholar] [CrossRef]
- Wong, K.H.; Pickering, S.J.; Rudd, C.D. Recycled carbon fibre reinforced polymer composite for electromagnetic interference shielding. Compos. Part A Appl. Sci. Manuf. 2010, 41, 693–702. [Google Scholar] [CrossRef]
- Goergen, C.; Klingler, A.; Grishchuk, S.; May, D.; Wetzel, B.; Mitschang, P. Novel approach in b-staging of an epoxy resin for development of rCF non-woven prepregs for RTP processing. Key Eng. Mater. 2019, 809 KEM, 521–526. [Google Scholar] [CrossRef]
Figure 1.
Illustration of wet-laid process. Reprinted with permission from [17]. Copyright 2021 Elsevier.
Figure 1.
Illustration of wet-laid process. Reprinted with permission from [17]. Copyright 2021 Elsevier.

Figure 2.
Illustration of carding process and worker-stripper action. Reprinted with permission from [21]. Copyright 2007 Elsevier.
Figure 2.
Illustration of carding process and worker-stripper action. Reprinted with permission from [21]. Copyright 2007 Elsevier.

Figure 3.
(a) HiPerDiF method of producing highly aligned preforms. Reprinted from [37]; (b) drum alignment method of producing highly aligned preforms. Reprinted with permission from [40]. Copyright 2021 Elsevier.

Figure 4.
Microstructure of recycled carbon fiber composites from wet-laid textiles. Reprinted with permission from [62]. Copyright 2014 Elsevier.
Figure 4.
Microstructure of recycled carbon fiber composites from wet-laid textiles. Reprinted with permission from [62]. Copyright 2014 Elsevier.

Figure 5.
Optical micrographs of composite cross-sections for (a) repurposed fiber wet-laid composites and (b) recycled fiber carded composites. Reprinted with permission from [24]. Copyright 2021 Elsevier.
Figure 5.
Optical micrographs of composite cross-sections for (a) repurposed fiber wet-laid composites and (b) recycled fiber carded composites. Reprinted with permission from [24]. Copyright 2021 Elsevier.

Figure 6.
Optical micrograph of yarn-based composite produced via compression molding. Reprinted with permission from [84]. Copyright 2019 Elsevier.
Figure 6.
Optical micrograph of yarn-based composite produced via compression molding. Reprinted with permission from [84]. Copyright 2019 Elsevier.

Figure 7.
Microstructure of composites produced via (a) the HiPerDiF process and (b) drum alignment. (a) Reprinted with permission from [34]. Copyright 2014 Elsevier. (b) Reprinted from [43] under the Creative Commons Attribution 3.0 license.

Figure 8.
Cross-section optical micrograph of TUFF recycled fiber composite produced using VARM processing. Reprinted with permission from [45]. Copyright 2019 SAMPE.
Figure 8.
Cross-section optical micrograph of TUFF recycled fiber composite produced using VARM processing. Reprinted with permission from [45]. Copyright 2019 SAMPE.

Figure 9.
Ashby plot of various recycled carbon fiber composites from literature [24,26,27,29,30,31,32,34,35,36,37,38,39,40,41,42,43,44,45,49,50,51,54,59,61,62,65,66,67,72,74,75,76,77,80,83,85,86,87].

Figure 10.
Tensile strength (a) and modulus (b) as a function of fiber volume fraction. Dashed line represents the Rule of Mixtures estimation for longitudinal modulus in unidirectional composites.
Figure 10.
Tensile strength (a) and modulus (b) as a function of fiber volume fraction. Dashed line represents the Rule of Mixtures estimation for longitudinal modulus in unidirectional composites.

Figure 11.
Impact of areal density on the tensile modulus (a) and strength (b) of recycled carbon fiber composites.
Figure 11.
Impact of areal density on the tensile modulus (a) and strength (b) of recycled carbon fiber composites.

Figure 12.
Comparison of tensile and compressive modulus (a) and strength (b) of recycled carbon fiber composites from literature [59,68,69,70,73,74]. Dashed line represents one-to-one correlation.

Figure 13.
Comparison of tensile and flexural modulus (a) and strength (b) of recycled carbon fiber composites from literature [26,27,29,30,43,49,51,54,65,67,72,77,80,85,86]. Dashed line represents one-to-one correlation.

Figure 14.
Various properties of recycled carbon fiber composites: (a) interlaminar shear strength [42,65,68,69,74,81], (b) IZOD impact energy absorption [63,64,77,80,88] and (c) in-plane shear strength [73,81,88].

Figure 15.
Constant cross-section crush specimens in the sinusoidal geometry: (a) untested sample and (b) failed sample. Reprinted with permission from [88]. Copyright 2021 Elsevier.
Figure 15.
Constant cross-section crush specimens in the sinusoidal geometry: (a) untested sample and (b) failed sample. Reprinted with permission from [88]. Copyright 2021 Elsevier.

Figure 16.
Formability of TUFF composites in the (a) longitudinal and (b) transverse directions. Reprinted with permission from [91]. Copyright 2019 SAMPE.
Figure 16.
Formability of TUFF composites in the (a) longitudinal and (b) transverse directions. Reprinted with permission from [91]. Copyright 2019 SAMPE.

Figure 17.
Image of hybrid staple carbon fiber/glass fiber filament/PA6 Charpy impact test specimen failure surface. Reprinted with permission from [84]. Copyright 2019 Elsevier.
Figure 17.
Image of hybrid staple carbon fiber/glass fiber filament/PA6 Charpy impact test specimen failure surface. Reprinted with permission from [84]. Copyright 2019 Elsevier.


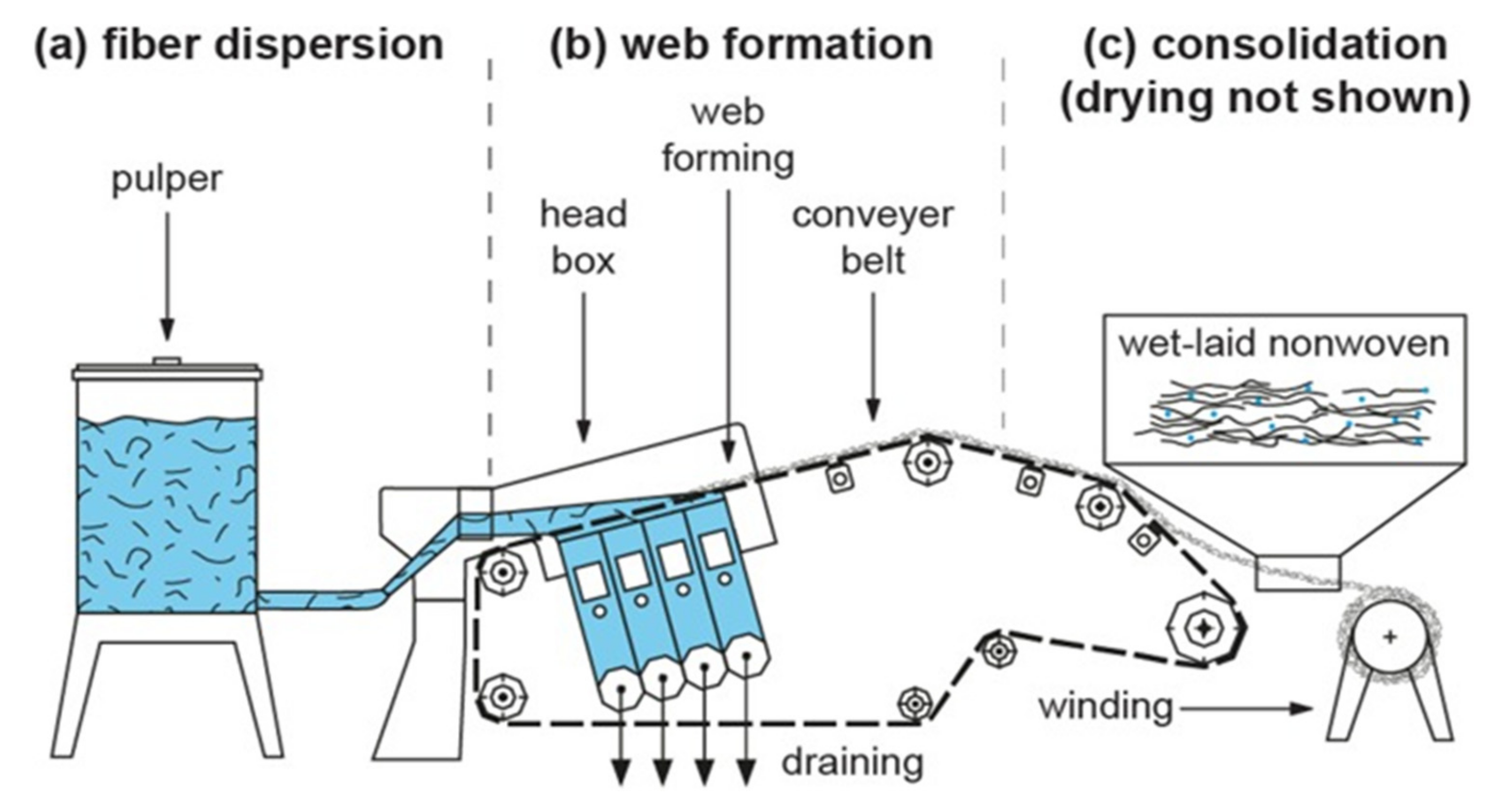{kind=link}
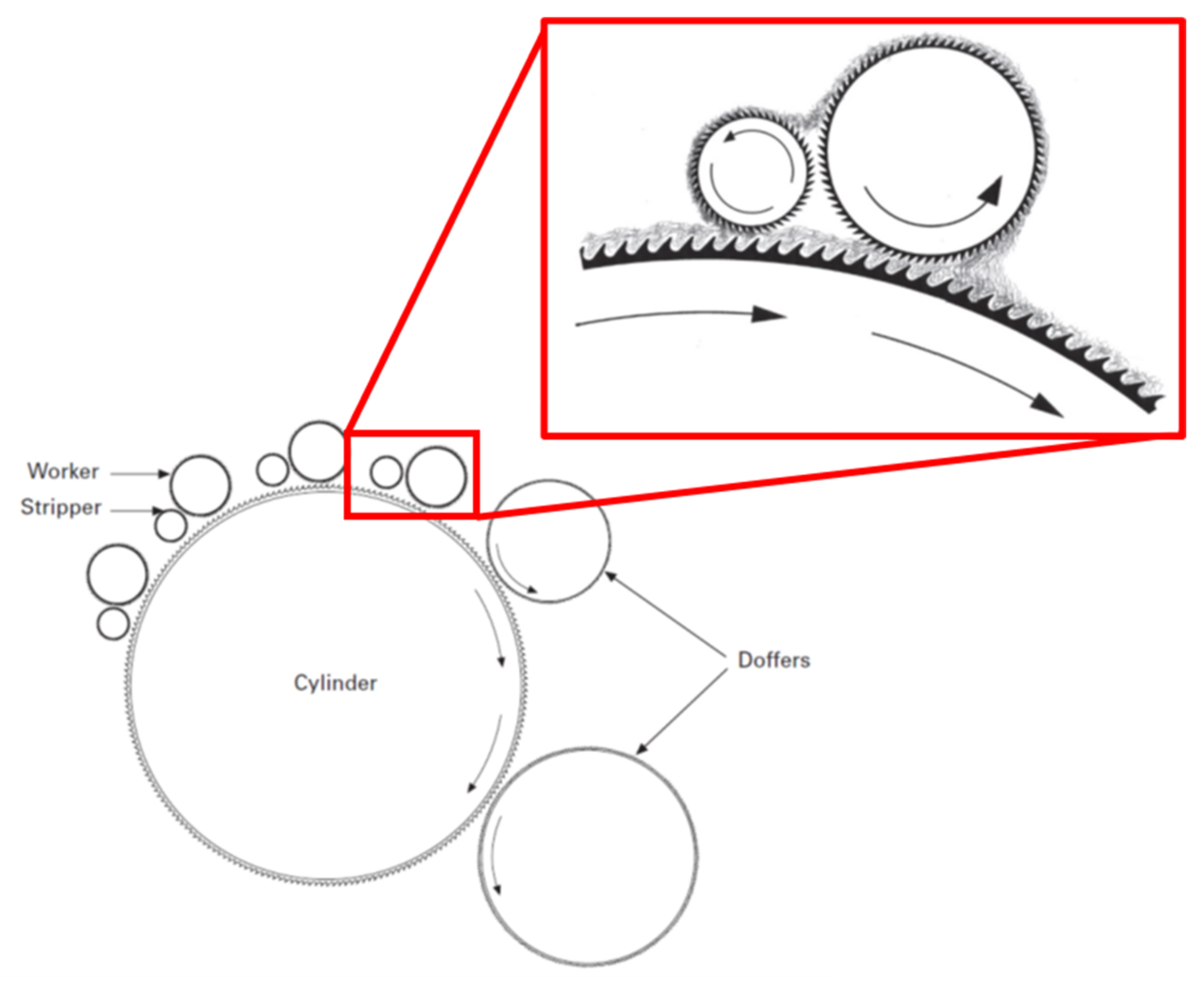{kind=link}
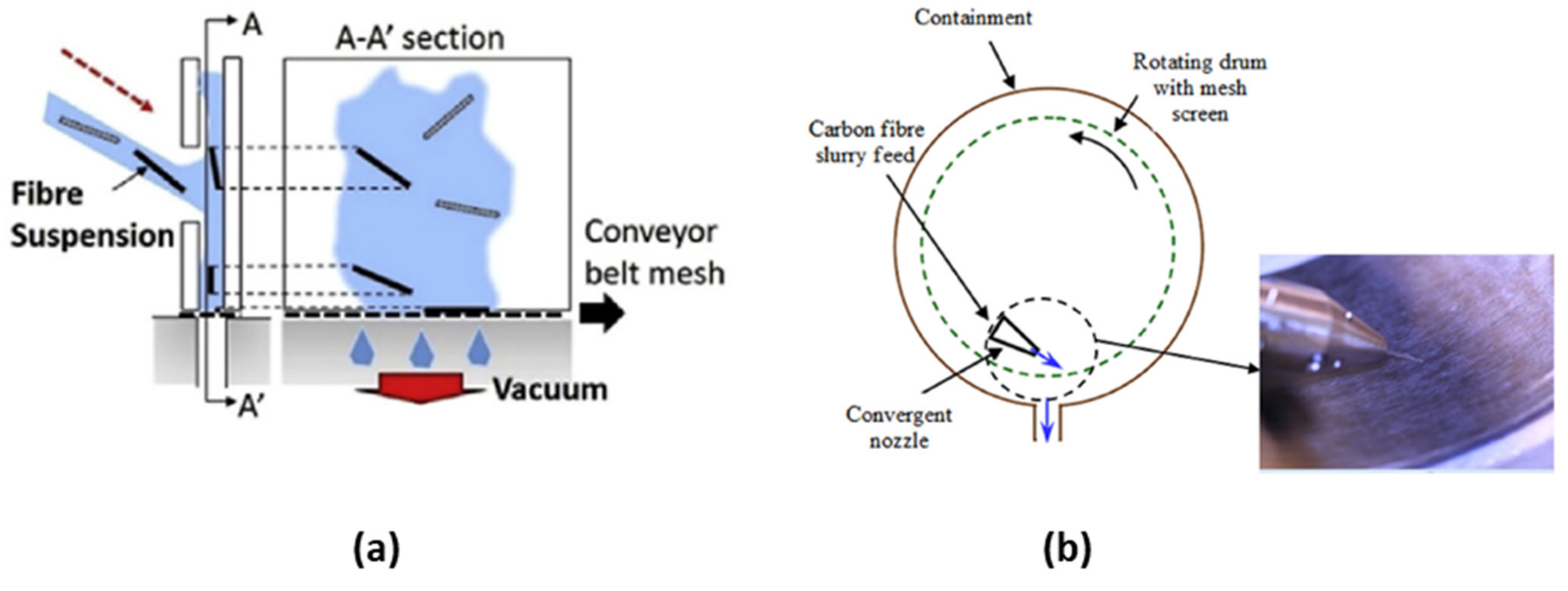{kind=link}
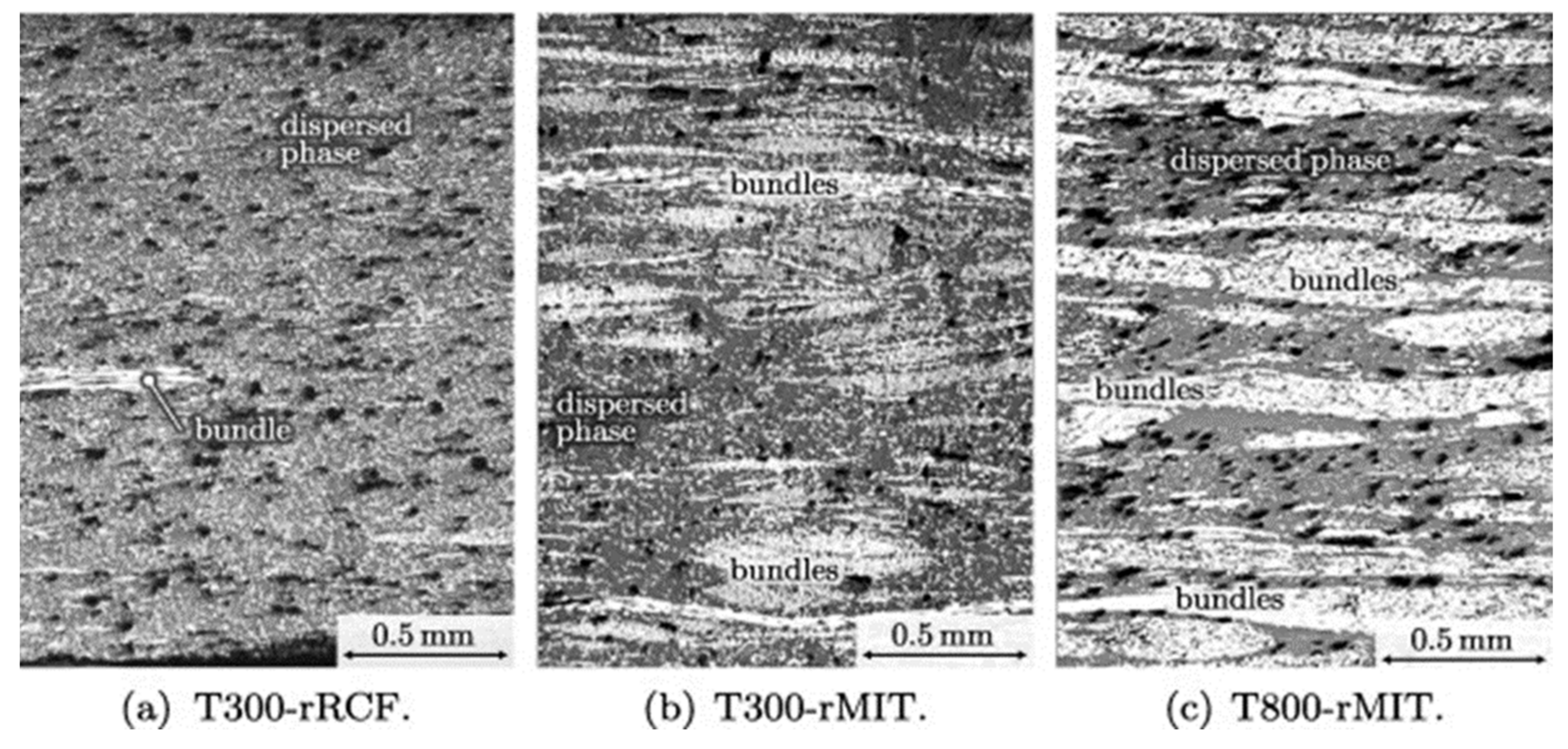{kind=link}
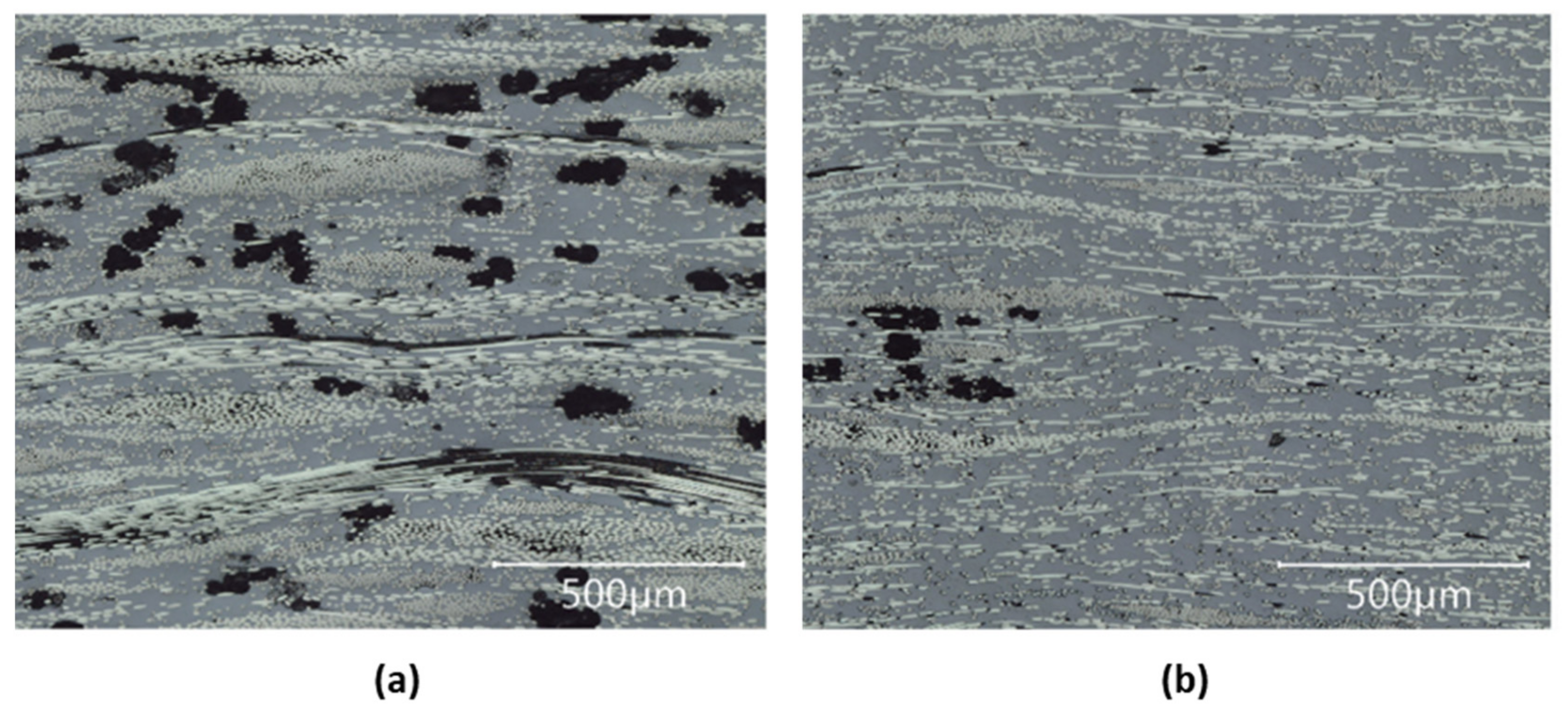{kind=link}
{kind=link}
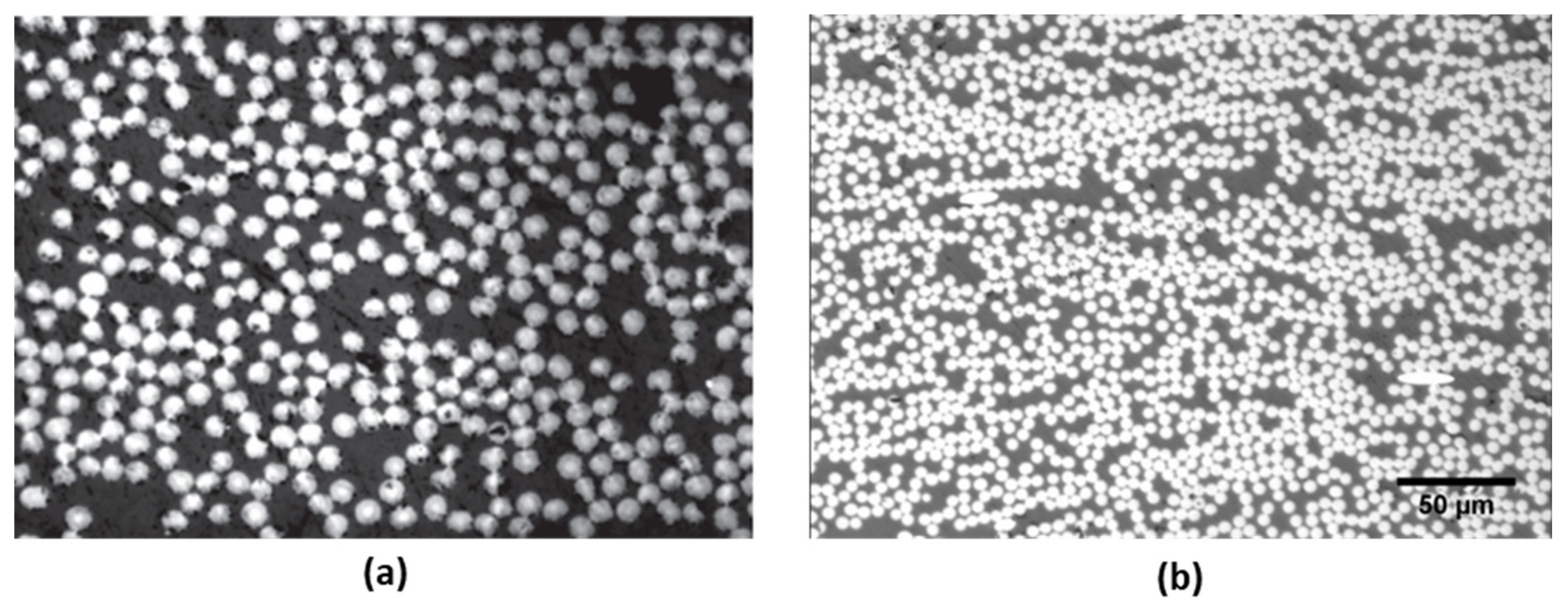{kind=link}
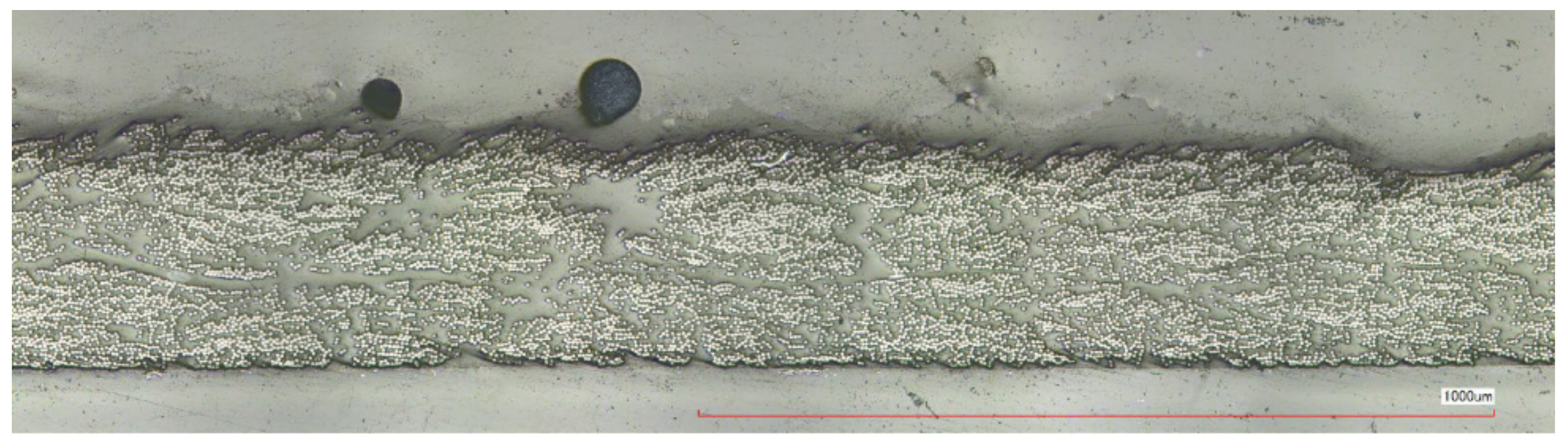{kind=link}
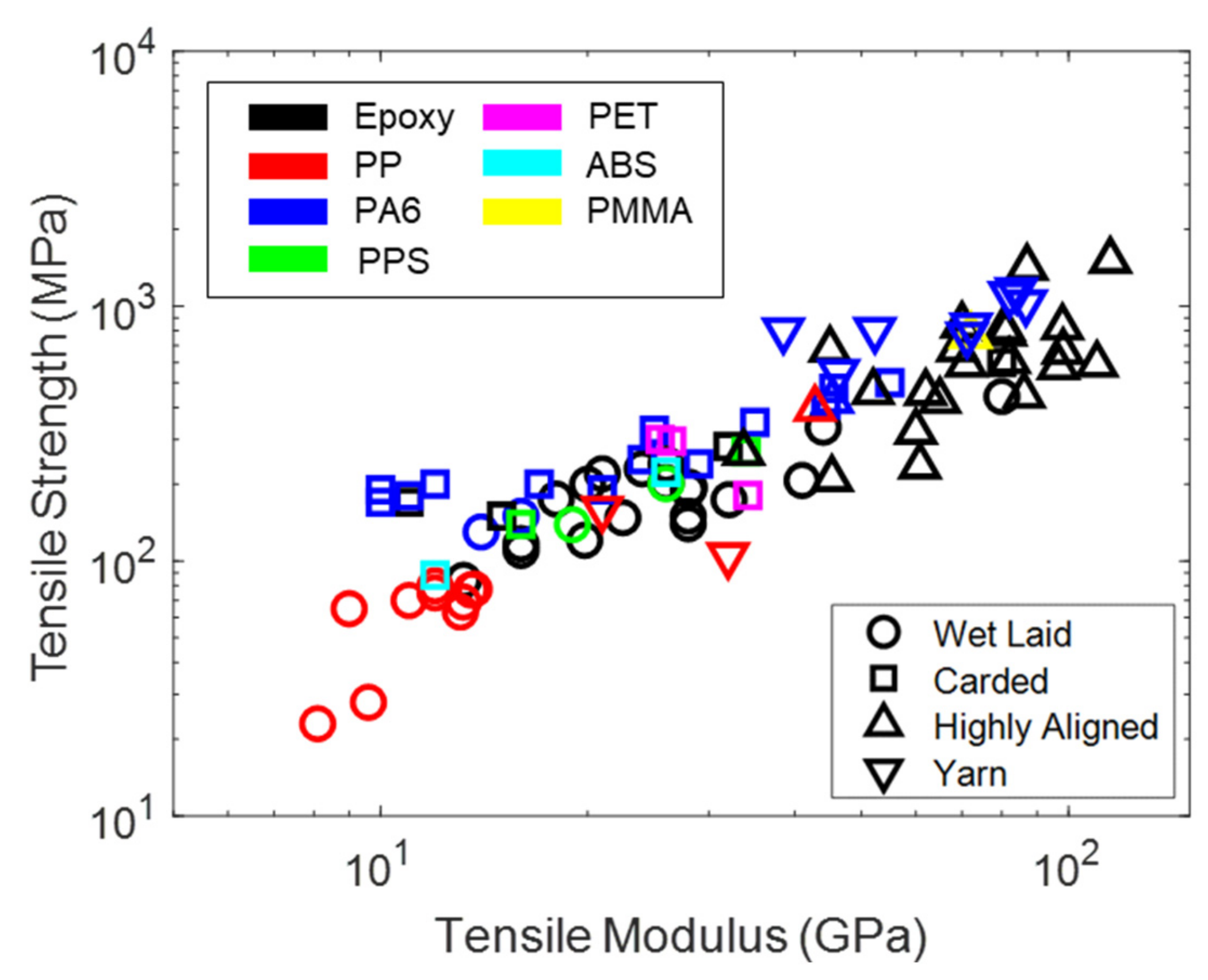{kind=link}
{kind=link}
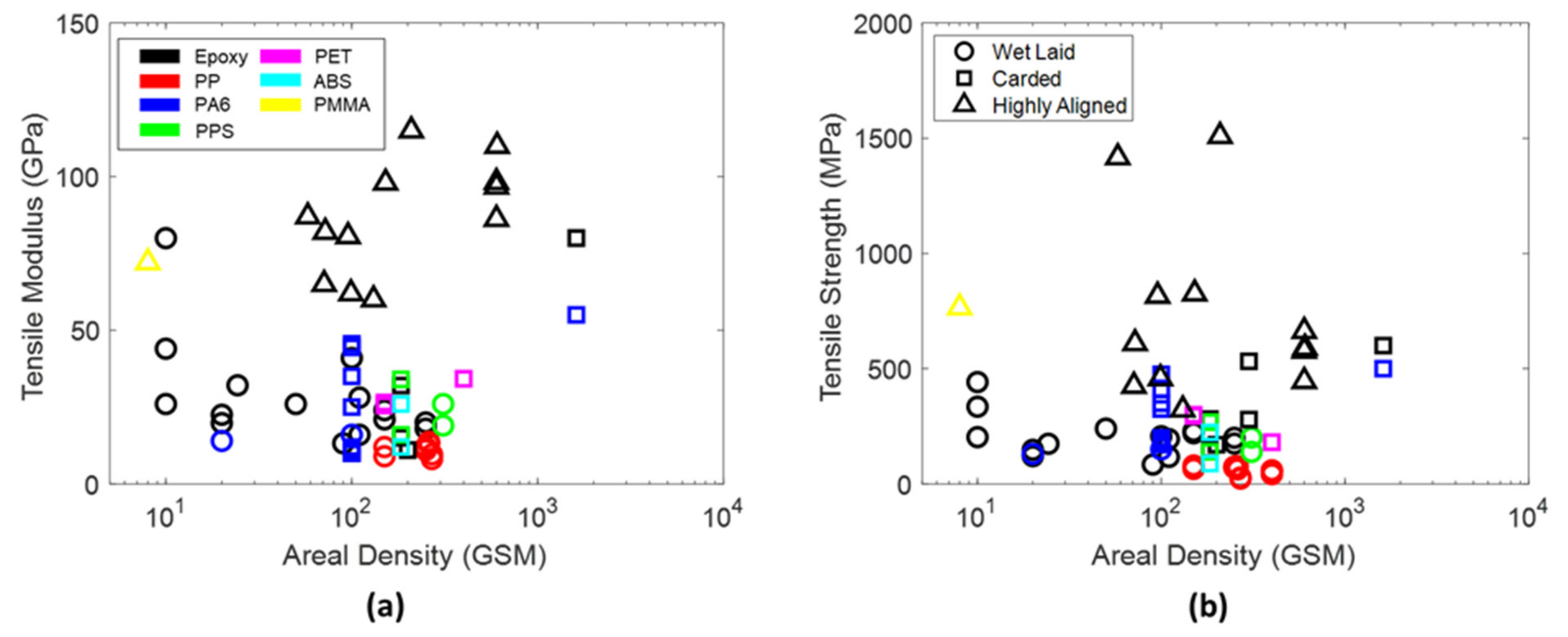{kind=link}
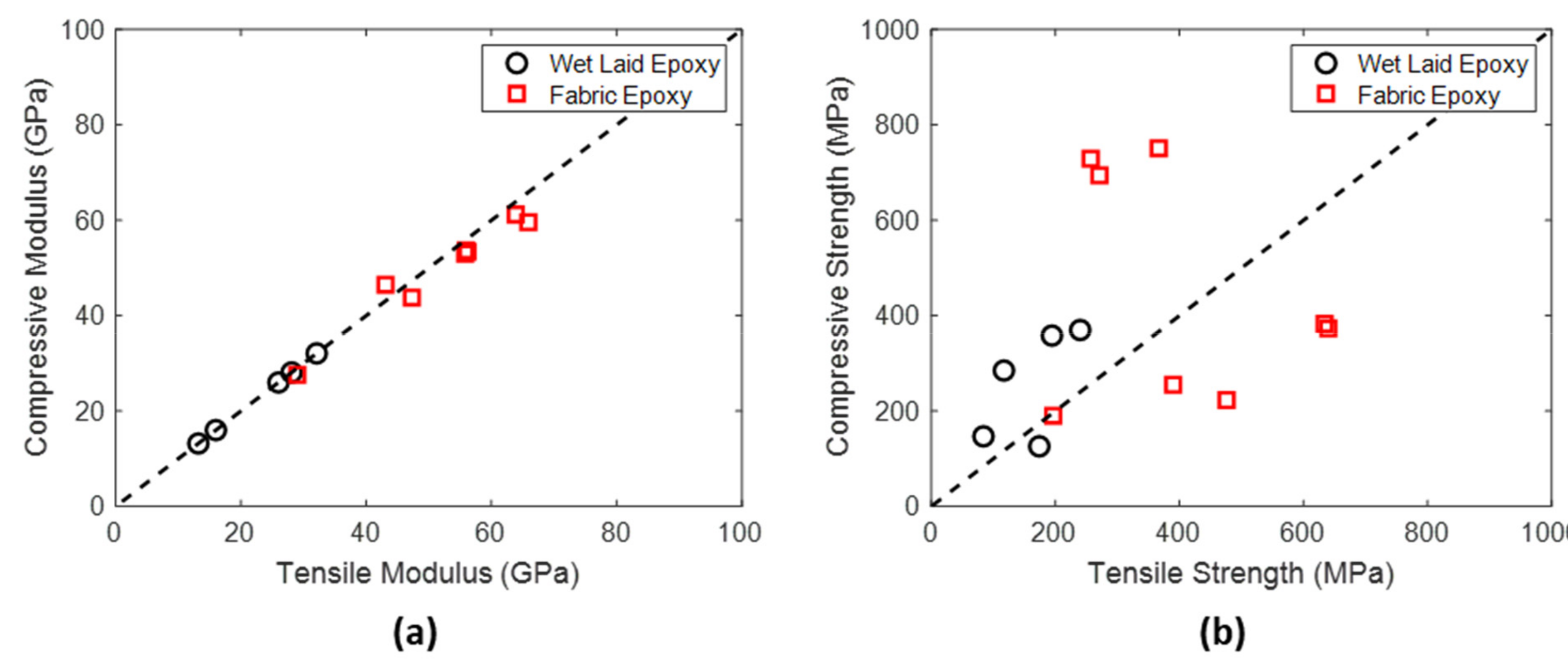{kind=link}
{kind=link}
{kind=link}
{kind=link}
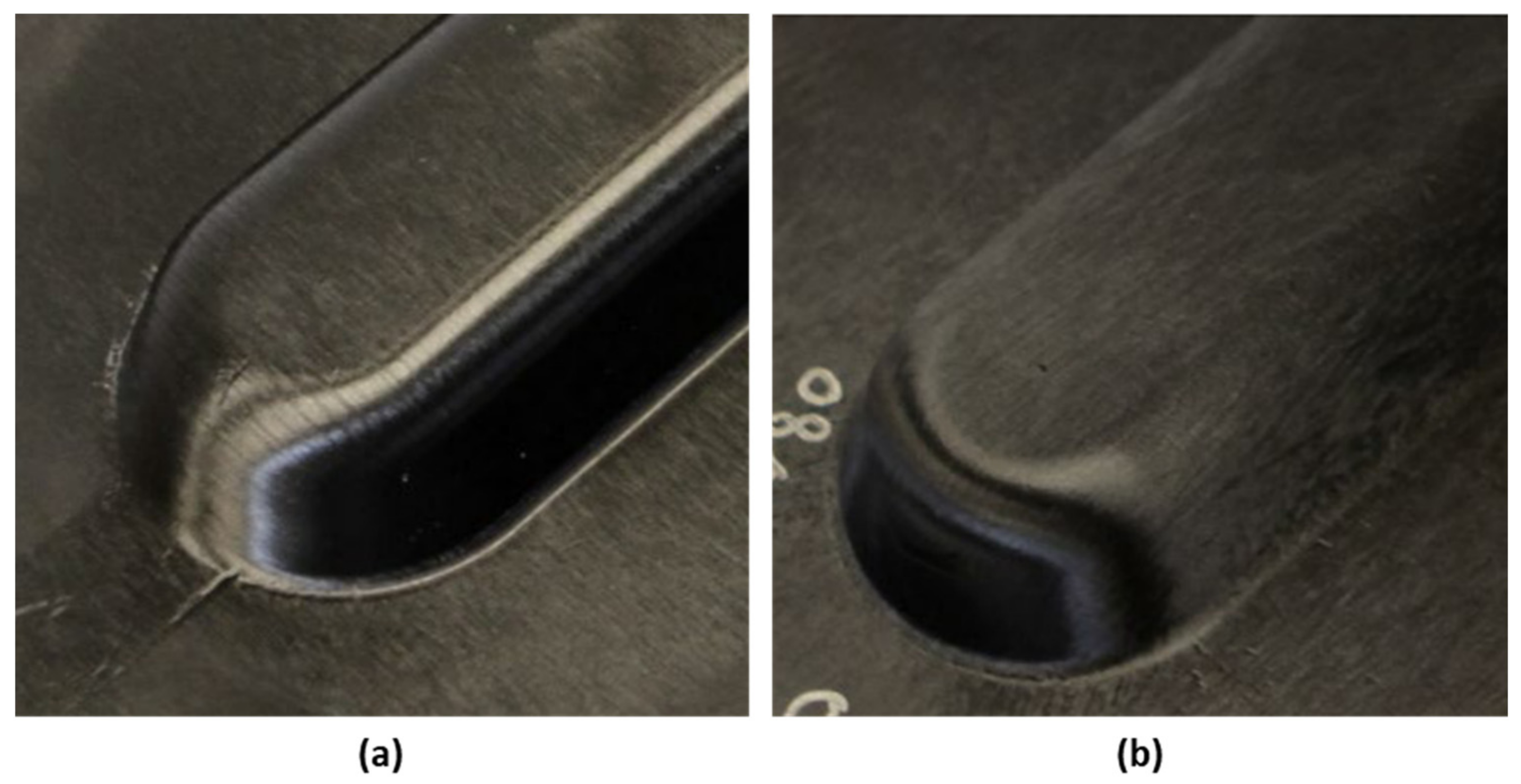{kind=link}
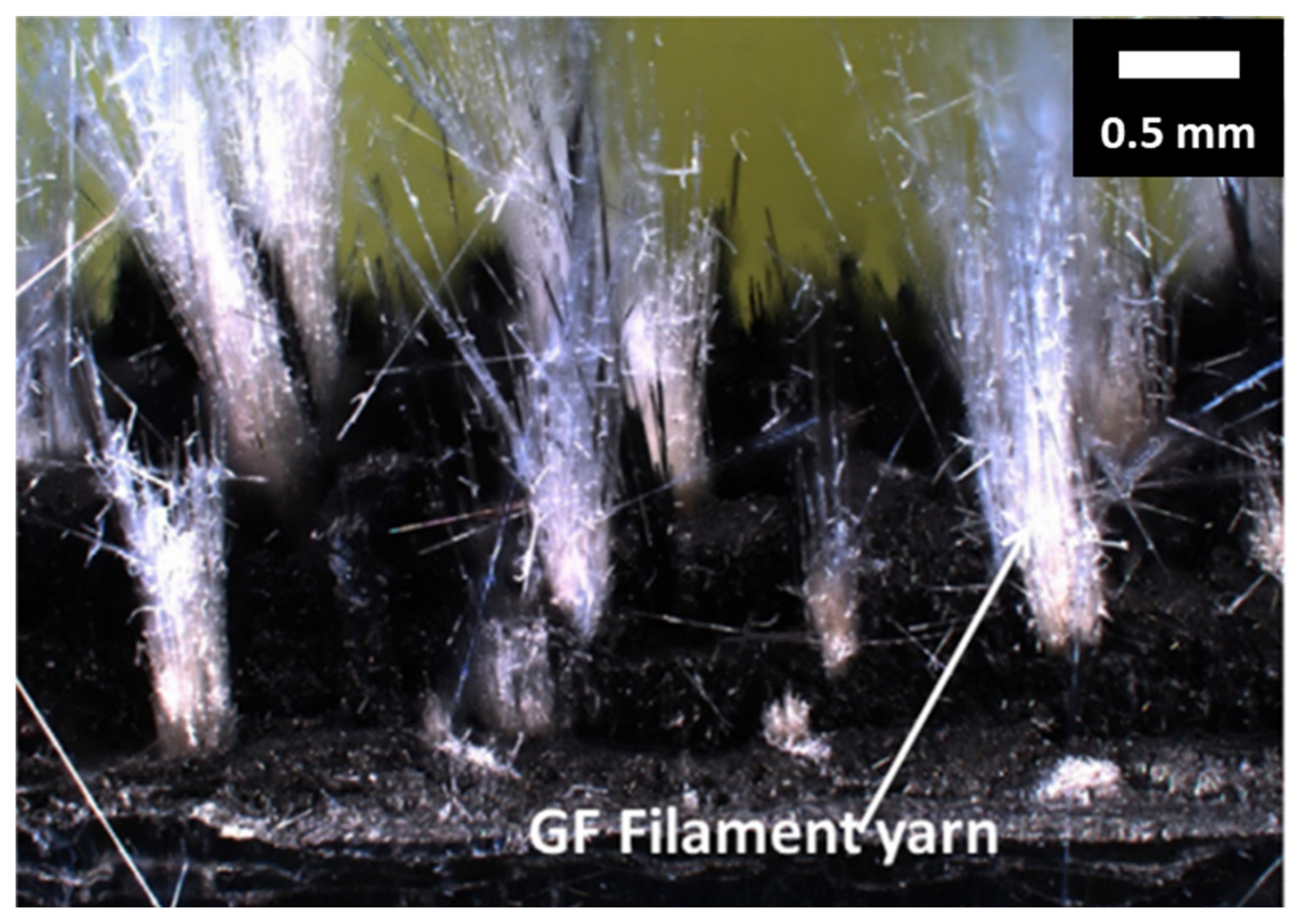{kind=link}
Table 1.
Single fiber tensile properties for carbon fibers used in recycled carbon fiber composite literature.
Table 1.
Single fiber tensile properties for carbon fibers used in recycled carbon fiber composite literature.
| Fiber Type | Tensile Modulus (GPa) | Tensile Strength (MPa) | Source |
|---|---|---|---|
| T300 | 217.8 | 4160 | [49] |
| CF-PYR-H-1 | 93.4 | 3119 | [50] |
| T600SC | 223 | 2732 | [51] |
| T700 | 230 * | 4900 * | [52] |
| T800 | 294 * | 5490 * | [53] |
| Sigrafil C T50 | 208.7 | 3599 | [54] |
| Sigrafil C T24 | 270 * | 5000 * | [55] |
| TR50S | 225 | 2860 | [30] |
| C124 | 225 * | 4344 * | [34] |
| HTS40 | 225 * | 4350 * | [35] |
| HTA 5131 | 238 * | 3833 * | [56] |
| IM-7 | 276 * | 5516 * | [57] |
| MR60H | 290 * | 5680 * | [36] |
* Virgin fiber properties reported.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Barnett, P.R.; Ghossein, H.K. A Review of Recent Developments in Composites Made of Recycled Carbon Fiber Textiles. Textiles 2021, 1, 433-465. https://0-doi-org.brum.beds.ac.uk/10.3390/textiles1030023
AMA Style
Barnett PR, Ghossein HK. A Review of Recent Developments in Composites Made of Recycled Carbon Fiber Textiles. Textiles. 2021; 1(3):433-465. https://0-doi-org.brum.beds.ac.uk/10.3390/textiles1030023
Chicago/Turabian StyleBarnett, Philip R., and Hicham K. Ghossein. 2021. "A Review of Recent Developments in Composites Made of Recycled Carbon Fiber Textiles" Textiles 1, no. 3: 433-465. https://0-doi-org.brum.beds.ac.uk/10.3390/textiles1030023