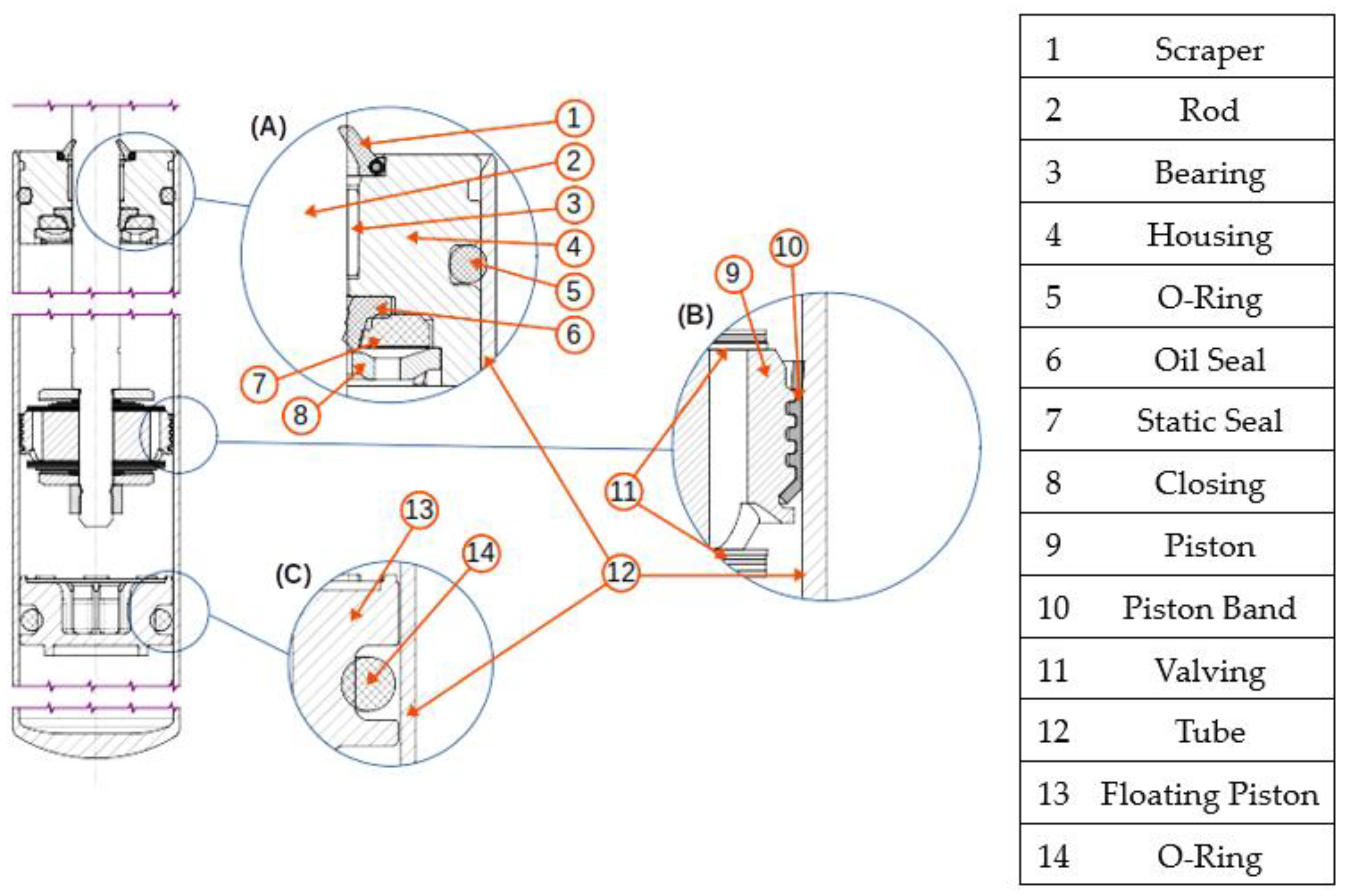
To determine the overall friction behavior of the reference damper, the respective contribution of each single friction point to the overall friction behavior has to be determined. To gather realistic data, probes and operating conditions during the related measurements have to resemble the real damper as closely as possible. Additionally, an easy exchangeability of all friction-related parts is important. Current damper friction measurement methods do not fulfill these necessary requirements because they focus on the whole damper without the possibility of separating each single friction point’s respective friction contribution. As a consequence, they are not suitable for the requirements of this work. Therefore, novel test rigs are developed, which allow the measurement and characterization of single friction points of the reference damper, namely, the rod guide assembly/rod friction point, the piston/tube friction point, and the floating piston/tube friction point.
3.1. Single Friction Point Test Rig 1–Rod Guide Assembly/Rod and Piston/Tube
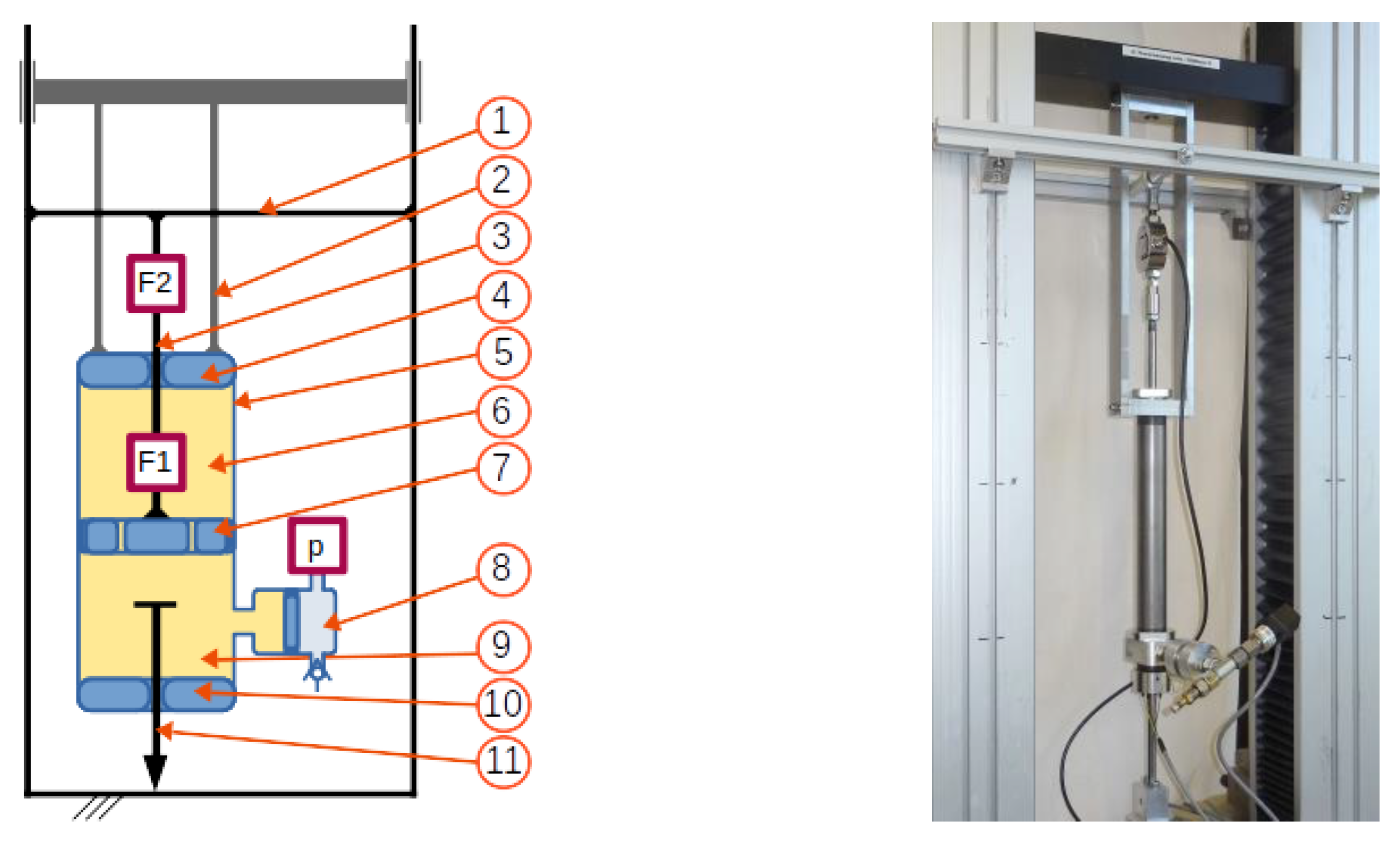
The Single Friction Point Test Rig 1 (SFP1) is designed to enable the analysis of all directly actuated friction points of the reference damper. This test rig contains the working piston/tube friction point and the rod guide assembly/rod friction point (see
Figure 1). From the above-mentioned global requirements, the following detailed requirements are derived.
Measurement of friction in the respective friction points under standard operation conditions (static operating pressure (typically 25 bar), degrees of freedom as in the original reference damper). This ensures comparability to overall damper friction measurements.
Measurement of friction at adjustable, stroke-independent pressure. This allows the investigation of static pressure-dependent friction behavior.
No outside influences on the friction-related probes. This also ensures comparability to overall damper friction measurements and leads to more realistic results.
Good accessibility/exchangeability of the related probes. This is necessary for appropriate and efficient probe handling.
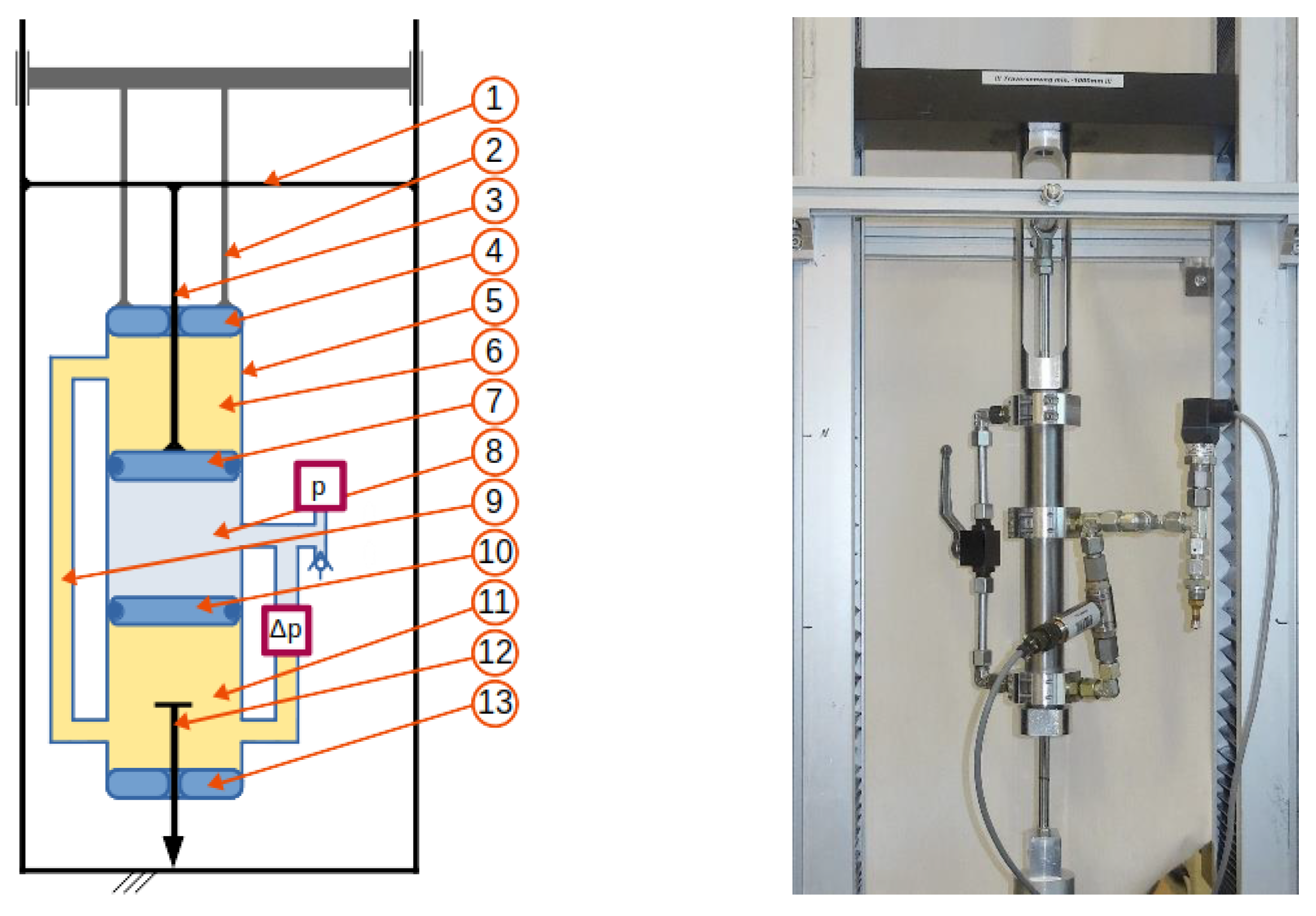
Figure 2 shows a single friction point test rig that is mounted to a tensile tester. The setup contains four friction-related probes, three of which can be transferred directly from the original damper: the rod (3), the rod guide assembly (4), and the piston (7). One, the tube (5), can be transferred with minor modifications. The actuation principle is reversed compared to the original damper, meaning that the rod is fixed to the tensile tester’s frame (1), and the tube is actuated by the tensile tester’s cross head (2). The resulting displacements stay the same: during the stroke, oil flows from the lower part of the tube (9) to the upper part (6), passing the piston’s bores on the way. The reversed actuation allows the avoidance of a compressible air volume for volume compensation of the in- and outgoing rod. Thus, one friction point (floating piston/tube) does not appear in this principle. The corresponding volume compensation is ensured by a secondary rod guide assembly (10)/rod (11) couple which brings the additional advantage of always having constant static pressure on the friction points, even while stroking, following the requirements mentioned above. To apply static operating pressure, a pressure accumulator (8) is added, which, however, does not influence the friction behavior further. The accumulator also ensures that the secondary rod (11) is always pressed out to the tensile tester’s frame (1), which means that no additional fastening is necessary.
There are four sensors included in this test setup, ensuring that the single friction point forces can be measured independently. The first sensor is the displacement sensor between the tensile tester and its cross head. The second is a small force sensor (F1) mounted between the rod probe (3) and the piston probe (7), measuring only the piston/tube friction. The third is another force sensor (F2) mounted between the rod probe (3) and the tensile tester’s frame (1), measuring both the rod guide assembly/rod friction and piston tube/friction. By subtracting the measurement of (F1) from the measurement of (F2) and by taring the static (F2) load caused by the rod push-out force because of static pressure from the pressure accumulator (8), the single friction point force at the rod guide assembly/rod contact can be calculated. Because of the high static pressure-induced load on (F2), this force sensor must be dimensioned for higher absolute forces than (F1). On nominal pressure, this push-out force exceeds about 238 N, which is one to two magnitudes higher than the expected friction force, and results in increased accuracy requirements for (F2). The fourth sensor is a static pressure sensor (p), which monitors possible leakages and ensures the correct static pressure before starting measurements.
Since the quantification of damper friction is generally inconsistent across the industry, a proper friction measurement sequence must be defined for this research, which captures and unifies the friction specification, but also fulfills the requirements for the desired support of the simulation setup from part 1 of this study (namely, friction model choice and parameterization) and validation. To achieve that, two sequences must be standardized: pre-conditioning and friction force recording.
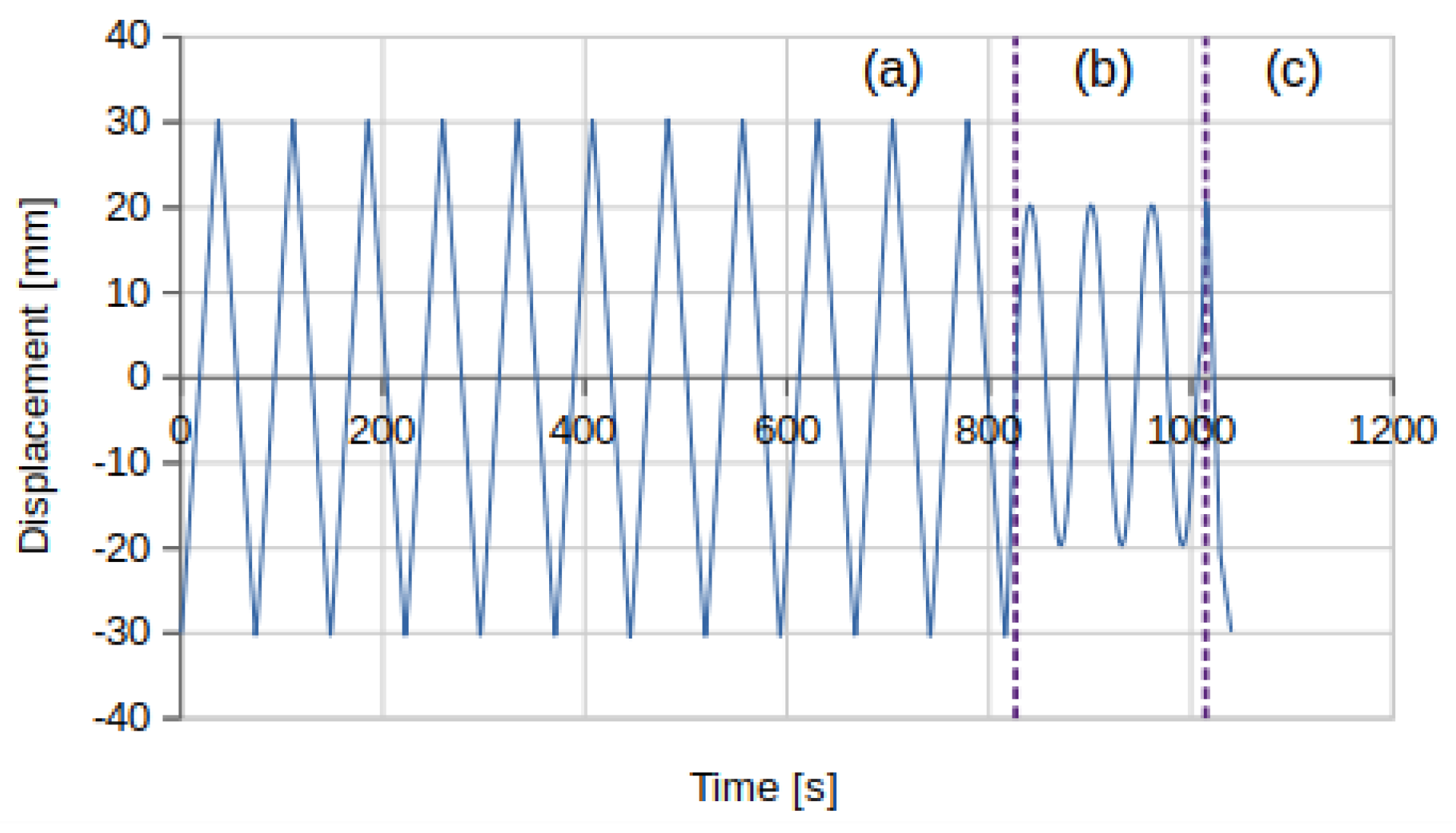
The pre-conditioning sequence is depicted in
Figure 3a and consists of eleven triangle-shaped strokes with an amplitude of
to ensure conditioned contact surfaces even outside the desired measurement amplitude. To be able to switch directly between pre-conditioning and friction recording, the pre-conditioning sequence is carried out on the same tensile tester.
The friction measurements are performed as follows. For typical friction tests, it is common to use triangle-shaped time-displacement sequences with long-lasting constant speed intervals, although sometimes sine-shaped sequences with much smoother turnaround points are also used. The advantage of triangle-shaped measurements is the very constant friction state around the midstroke, the typical analysis point of the friction measurement. This ensures reliable and easily analyzable friction measurements with a clear constant friction result at the chosen constant speed, but it produces no usable data close to the return points due to the uncertain acceleration behavior of the tensile test benches. Sine measurements, on the other hand, require more complex test rig motion control, but provide a larger actuation speed range and appropriate return point description, as required for dynamic friction model parameterizations. Because dynamic friction behavior and return point behavior is of interest to this study, a sine-shaped motion was chosen for the experiments within this research.
Given that a very low speed is still required to have a negligibly small fluid damping, the sine-shaped motion always remains at very low frequencies. The default period for friction recording as depicted in
Figure 3b is
which equals
and provides, together with an amplitude of
a maximum speed of
Three strokes are recorded, whereas only the last one is analyzed, while the previous two strokes show the required repeatability. The presented amplitude of
represents a sliding distance for all friction points that forces the seal into gross sliding. With this amplitude, also, no contacting area of the counterpart at minimum displacement is in contact with the seal at maximum displacement. The achieved maximum speed is within the range of maximum speeds of common OEM friction measurement specifications, and constitutes a good compromise of the demand of investigating all relevant friction mechanisms on the one hand, while keeping fluid damping negligible on the other.
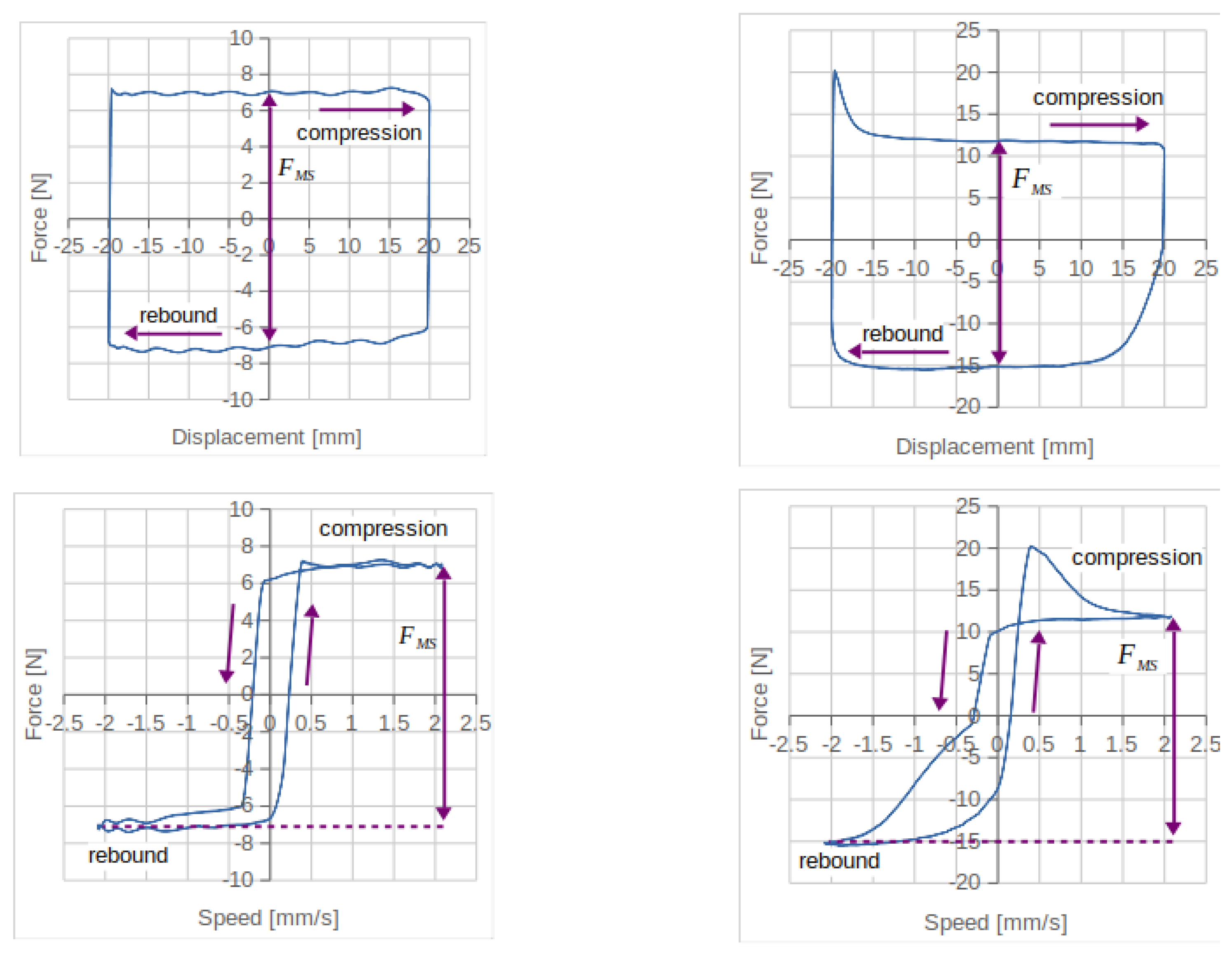
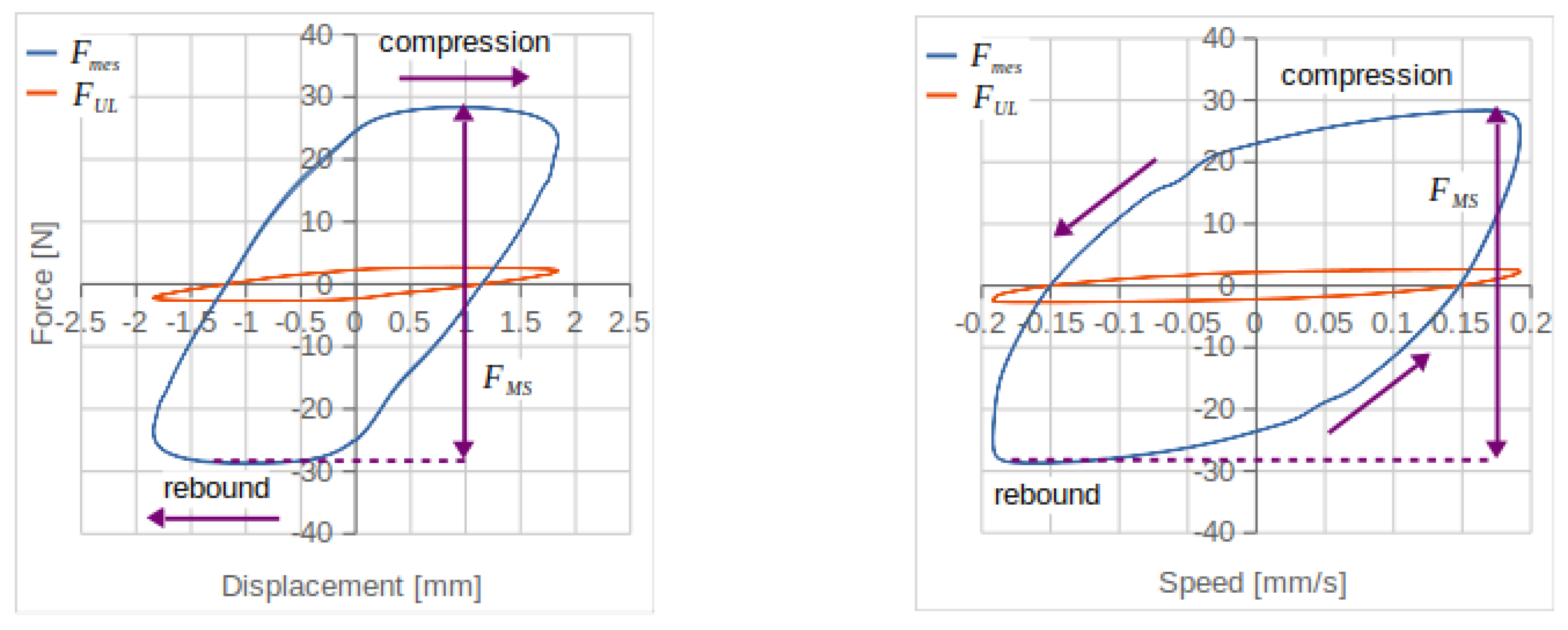
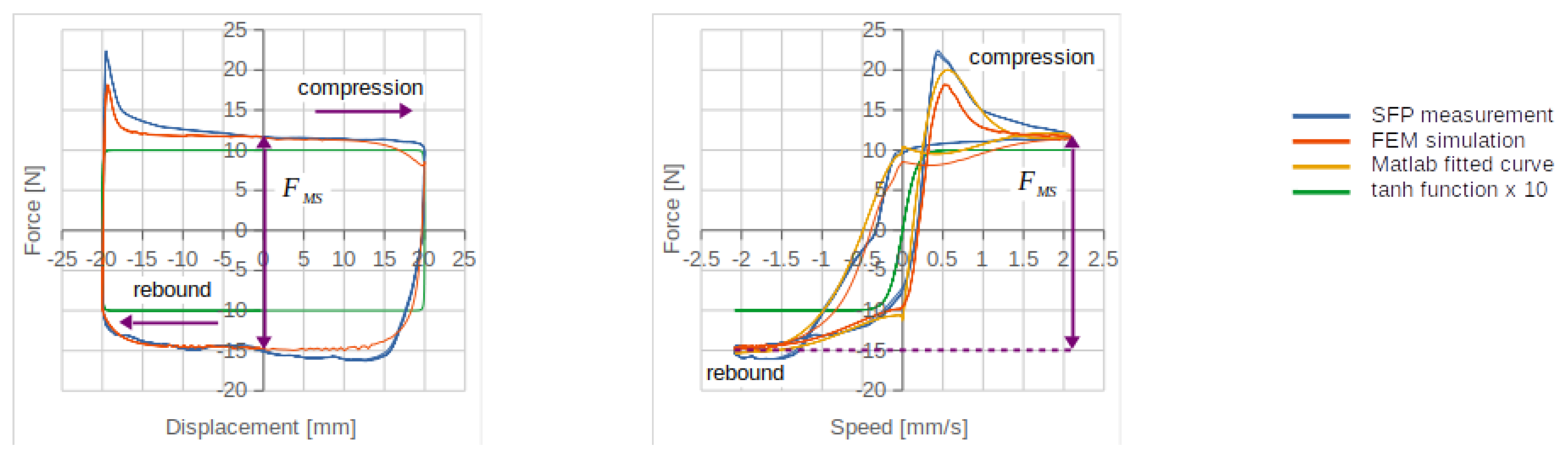
Representative force-displacement and force-speed graphs of the single friction points covered by SFP1 are shown in
Figure 4 (left (piston/tube) and right (rod guide assembly/rod)). Depicted are both the second and the third cycle of the above-mentioned friction recording sequence, respectively. No deviations between both cycles are visible, thus demonstrating the reproducibility and constancy of the recording cycle, and the functioning of the pre-conditioning sequence as required. The characterizing friction force definition follows the common definition for damper friction, and is defined as the sum of the absolute forces at midstroke. Certain remarkable properties of the respective friction behavior are:
nearly rectangular force-displacement behavior of the piston/tube friction point, showing constant friction force over a wide speed range,
nearly point-symmetric force–speed behavior of the piston/tube friction point, showing a symmetrical pre-sliding hysteresis [
2,
3], but no further significant friction effects as described in part 1 of this study.
a significant overshoot at the rod guide assembly/rod friction point at the return point from rebound to compression, indicating significant non-reversible friction characteristics [
2,
3] for the compression, but not for the rebound direction,
asymmetric pre-sliding hysteresis for the rod guide assembly/rod friction point, with an abruptly changing slope very near to the virtual zero-force line.
3.2. Single Friction Point Test Rig 2–Floating Piston/Tube
The third friction point in a typical monotube damper like the reference damper is the floating piston/tube contact. The main difference to the friction points mentioned in SFP1 is the indirect actuation of the floating piston. This part’s movement is driven by the pressure difference between the tube and the pressure chamber and not directly by the rod. One central requirement to this test rig is to use this indirect actuation as well as the SFP1 to ensure equal movement behavior, and consequently, to ensure equal friction behavior of the floating piston both in reality and in the test rig. The other basic requirements are equal to the requirements of SFP1, as mentioned above.
The final working principle to meet these requirements is depicted in
Figure 5. This Single Friction Point Test Rig 2 (SFP2) is mounted to a tensile tester as well as SFP1. The actuation is transferred by the link between the tensile tester’s cross head (2) and the tube (5) as well as the actuation of SFP1. However, the actuation principle is not reversing the displacement direction. The description below shows that in this setup, the floating piston moves towards the air volume if the test rig’s cross head (2) moves downward, similar to the compression stage of the real damper. The counterpart to the moving cross head (2) and tube (5) is a rod (3) fixed to the test rig’s frame (1). If the cross head moves downward, the displacement piston (7) linked to the rod (3) decreases the volume of the upper oil chamber (6), which causes the oil to flow through the connection pipe (9) to the lower oil chamber (11). The corresponding rod volume is compensated by the secondary rod (12). Both rods are sealed by standard rod guide assemblies (4, 13). The change of oil volume in both oil chambers forces the probe’s floating piston (10) to move up (relatively to the tube) together with the pressurized air chamber (8). The friction generated between the floating piston and the tube leads to a pressure difference between the lower oil chamber (11) and the air chamber (8), which is recorded by the pressure difference sensor (Δp). The static pressure sensor (p) is merely observing operation pressure to ensure that the test rig works as intended and without any leakage.
By taking the tube diameter
into account (in this case 36 mm), the floating piston’s friction
can be directly calculated from the pressure difference
using the following equation:
That means, for the reference damper geometry used for this research:
It has to be considered that on a unit level, the friction directly occurring at the floating piston is transferred to the measurable friction force at the rod by a hydraulic transmission, driven by the ratio of the square diameter of the rod and the tube. Hence, with the reference damper’s geometry (11 mm rod and 36 mm tube), there is an amplification factor of:
which is composed from the tube diameter
and the rod diameter
The connection pipe (9) is mounted to the tube, where the lower mounting point is also used to connect the oil side of the pressure difference sensor. Because of the air volume inside the tube, there is no need for an external pressure accumulator, as with SFP1.
The pre-conditioning and friction recording sequences for SFP2 are similar to the sequences of SFP1, except for the respective amplitudes, which had to be adjusted to the actually occurring displacements in the real damper. Due to the hydraulic transmission, the actual displacement amplitude of the floating piston during the reference damper friction test is just
The pre-conditioning sequence is therefore adjusted to an amplitude of
The resulting representative force-displacement graphs and force-speed graphs are depicted in
Figure 6.
The friction force is calculated from the recorded difference pressure data according to Equations (1) and (2). To illustrate the resulting friction contribution of the floating piston/tube friction point to the overall friction at unit level, the unit level friction contribution is included in the diagram, as calculated following Equation (3). To allow comparisons to the SFP1 results while taking into account that SFP2 is not reversing the actuation direction, the displacement, speed and force values are inverted. All graphs show the second and third cycles of the friction recording sequence, thus proving the reliability and reproducibility of the measurement sequence.
The force-displacement graph in
Figure 6 shows a distinct parallelogram shape. This results in the absence of a constant force plateau at the midstroke, reducing the usefulness of the midstroke position to measure friction. Given that a relatively constant force plateau is reached later in both the rebound and compression directions, the characterizing friction
is defined as the difference between these two plateaus. The force-speed graph in
Figure 6 forms an ellipsoidal shape, in which neither a force plateau nor any matching of acceleration and deceleration graphs is observed. This implies that the pre-sliding range is not properly left, and gross sliding is not reached during these measurements.
3.3. Measurement Concept Validation
Even if the single friction point test rigs were designed to be comparable to the real reference damper, it has to be proven that their individual measurement results represent the friction behavior of the respective friction points in the damper on the unit level. To achieve that, the friction in one set of friction-related components according to the friction points (A), (B) and (C) in
Figure 1 was measured in two ways. First, all the components were measured together in a take-apart reference damper. Second, all components were inserted into their single friction point test rigs and their individual component friction was measured individually. Afterward, the friction graphs of the single friction points were super-positioned to evaluate the deviations compared to the unit level measurement. The raw force records of the take-apart damper were pressure-corrected to compensate for the general force increase during compression due to the decreasing gas volume. All pre-conditioning and measurement sequences are performed as introduced above.
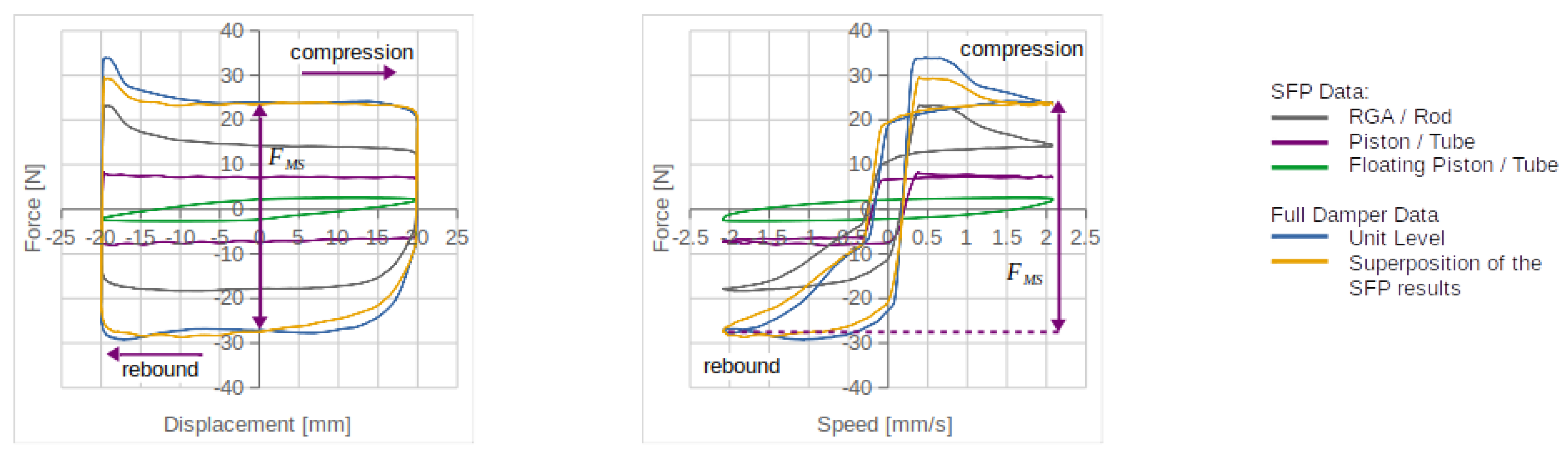
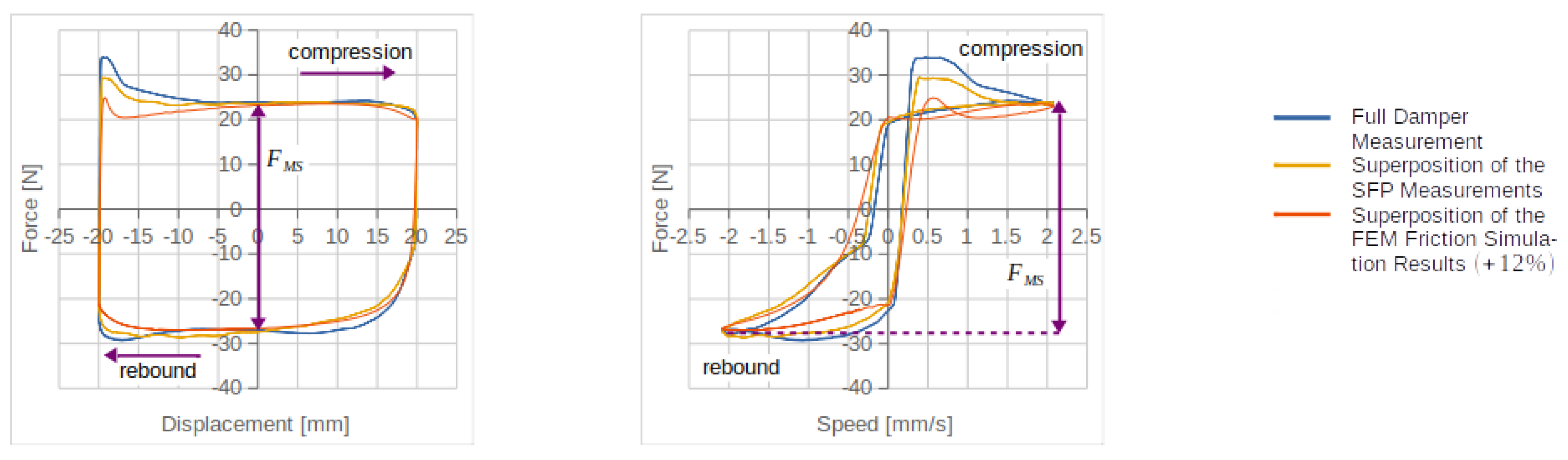
The results of all measurements and the super-positioned friction graph are shown in
Figure 7. In general, the superposition graph matches the full reference damper graph quite well, especially the midstroke friction force
, as the key comparison parameter, which matches perfectly. The most significant deviation concerns the significantly lowered overshoot after the rebound-compression turn-around of the super-positioned graph, which shows an 8.7 pps decreased peak force related to
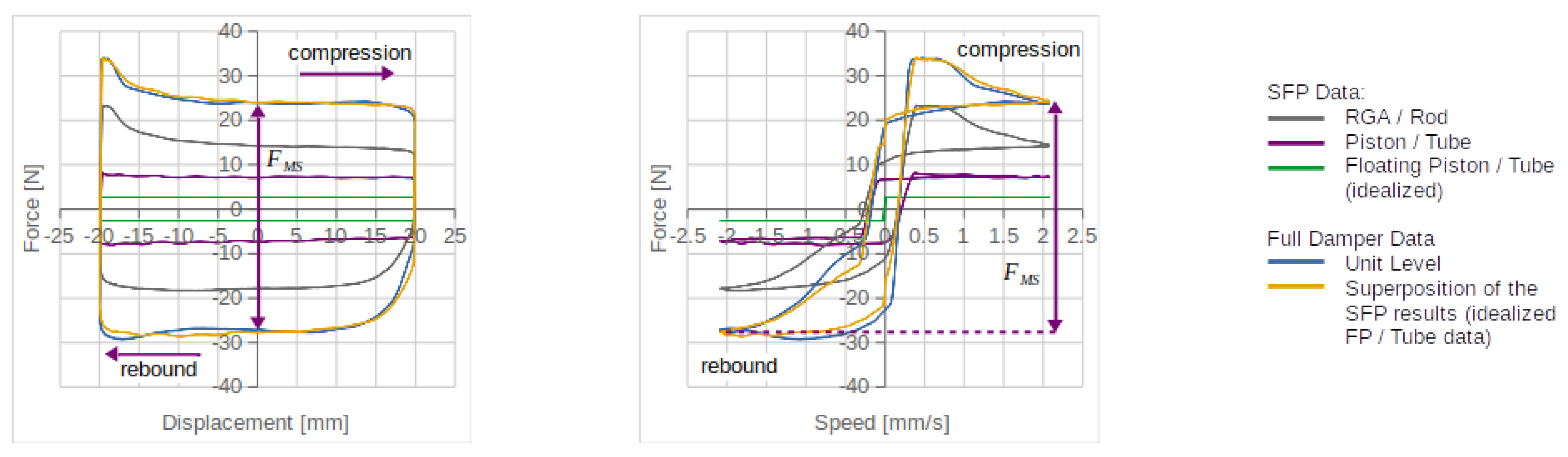
, compared to the full damper measurements. This overshoot peak decrease is caused by the slow force response of the floating piston/tube graph to the movement direction change. This can be further visualized by replacing this single friction point graph with a fictional idealized floating piston/tube friction graph, as shown in
Figure 8. This floating piston/tube friction is assumed to show perfect Coulomb behavior, with only a very steep ramp added at the turnaround points. The resulting super-positioned graph is almost perfectly coincident with the full reference damper graph, even in the sections shortly after the turnaround points.
The reason for this deviating friction behavior of the floating piston/tube friction point is to be found in the design of SFP2. Assumptions that are made in the concept, but that are not perfectly implemented, are oil and gas flow, which is frictionless and free of any resistance, and a perfectly incompressible oil volume. Both of these influences are minimized as far as reasonably possible by the design and assembly sequence. An additional change to the oil volume could be caused by the movement of the seal in the displacement piston while stroking, which is already minimized by the application of an X-ring in the smallest possible groove in this actuation piston. However, the characteristic behavior of the floating piston/tube contact is still causing the deviations shown in
Figure 7, even if they are significantly less pronounced through the measures taken. Nevertheless, the idealized behavior presented in
Figure 8, i.e., the total absence of pre-sliding hysteresis, other transient friction phenomena, or the O-ring rolling in the floating piston’s groove, is not realistic either, and will never be fulfilled in practice. It is therefore assumed that the actual friction behavior of the floating piston/tube contact will show at least some of this delaying behavior, which leaves the question as to the causes of the remaining small deviations between the full damper friction curve and the superposition of all single friction point results open to further investigations. The SFP2 design’s advantages clearly outweigh this uncertainty, especially if the concept-driven weaknesses are minimized as described. The remaining deviations of the super-positioned graph to the full damper friction graph are acceptable, given that most of the graph’s sections, especially the midstroke friction section, show extraordinary coincidence. Thus, all three single friction points can be measured and analyzed as intended, with previously unmatched precision and similarity to the full damper behavior.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}













