1. Introduction
Tea is a natural health drink loved by people from all over the world [
1,
2]. Famous tea has high drinking value and economic benefits and is the pillar of the tea industry. At present, the picking of ordinary tea has been mechanized [
3,
4], whereas the picking of famous tea still relies on manual labor. With the increasing shortage of the tea picking labor force, the phenomenon of a “tea picker shortage” is becoming increasingly serious, thereby limiting the development of the tea industry [
5,
6]. Realizing the mechanized picking of famous tea is an objective requirement and inevitable trend for the sustainable development of the tea industry.
At present, research on mechanized picking of famous and excellent tea is still in the exploration stage, and the research direction mainly focuses on the identification and location of tea buds. Early research methods are mainly based on the color, shape, texture, and other characteristics of tea leaves to identify the tea buds [
7,
8,
9]. Such methods have poor robustness and low accuracy. Deep learning has developed rapidly. Many researchers have begun to use network models, such as Faster R-CNN [
10] and YOLO [
11], to identify the tea buds and locate them on 2D images. However, many problems remain to be solved due to the small size, different shapes, and complex growth environment of tea buds, and the robustness, accuracy, and efficiency of algorithms need to be improved.
In the actual picking conditions, end effectors are prone to problems, such as picking omission and picking error [
12,
13,
14]. Thus, error compensation is required. Mehta and Burks [
15] proposed a hybrid translation controller based on pursuit guidance, with control accuracy of approximately 15 mm. Wang et al. [
16] designed an efficient strawberry harvesting end effector with large misalignment tolerance. This end effector can complete picking within the positioning error of ±7 mm, and the success rate of the indoor picking test was 97.7%. Ye et al. [
17] proposed a dynamic positioning error analysis method to guide the fault-tolerant design of an end effector, and the success rate of the experiment was more than 90%. Zou et al. [
18] designed a limited universal fruit-picking end effector, and the success rate of indoor and outdoor picking experiments was more than 84% and 78%, respectively. Xiong et al. [
19] designed a novel cable-driven gripper with perception capabilities for strawberry-picking robots. The gripper is equipped with three infrared sensors to correct the position error. In the field test, the success rate of picking isolated strawberries was 96.77%. The abovementioned error compensation methods mainly include visual servo to expand the picking range of end effector and multisensor cooperative positioning. However, they cannot meet the requirements of picking tea buds in terms of the positioning accuracy and space occupation.
Different from many crops, the picking objects of famous tea are branches and leaves rather than fruits. Traditional end effectors are difficult to apply. Thus, developing new picking end effectors is necessary. Qin et al. [
20] developed a picking end effector, and the intact rate of tea buds harvested was approximately 76.6%. Hao et al. [
21] developed a bionic picking finger, and the picking success rate in the preliminary indoor experiment was approximately 70%. Motokura et al. [
22] used a three-finger gripper on the end of a Kinova Jaco robotic arm to complete the tea picking action. Most of the existing picking end effectors for famous tea adopt some simple mechanical structures and have poor error compensation ability, which cannot ensure the success rate of picking and the intact rate of tea buds. Therefore, a deviation tolerance design of picking end effectors for famous tea is necessary.
This study aims to explore the picking technology of famous tea. The specific objectives are: (1) to study the harvesting mechanism of famous tea and develop a picking end effector with deviation tolerance performance based on negative pressure guidance; and (2) to establish a set of deviation tolerance performance evaluation methods to provide a reference for the design of similar end effectors.
2. Materials and Methods
2.1. Physical Properties of Tea
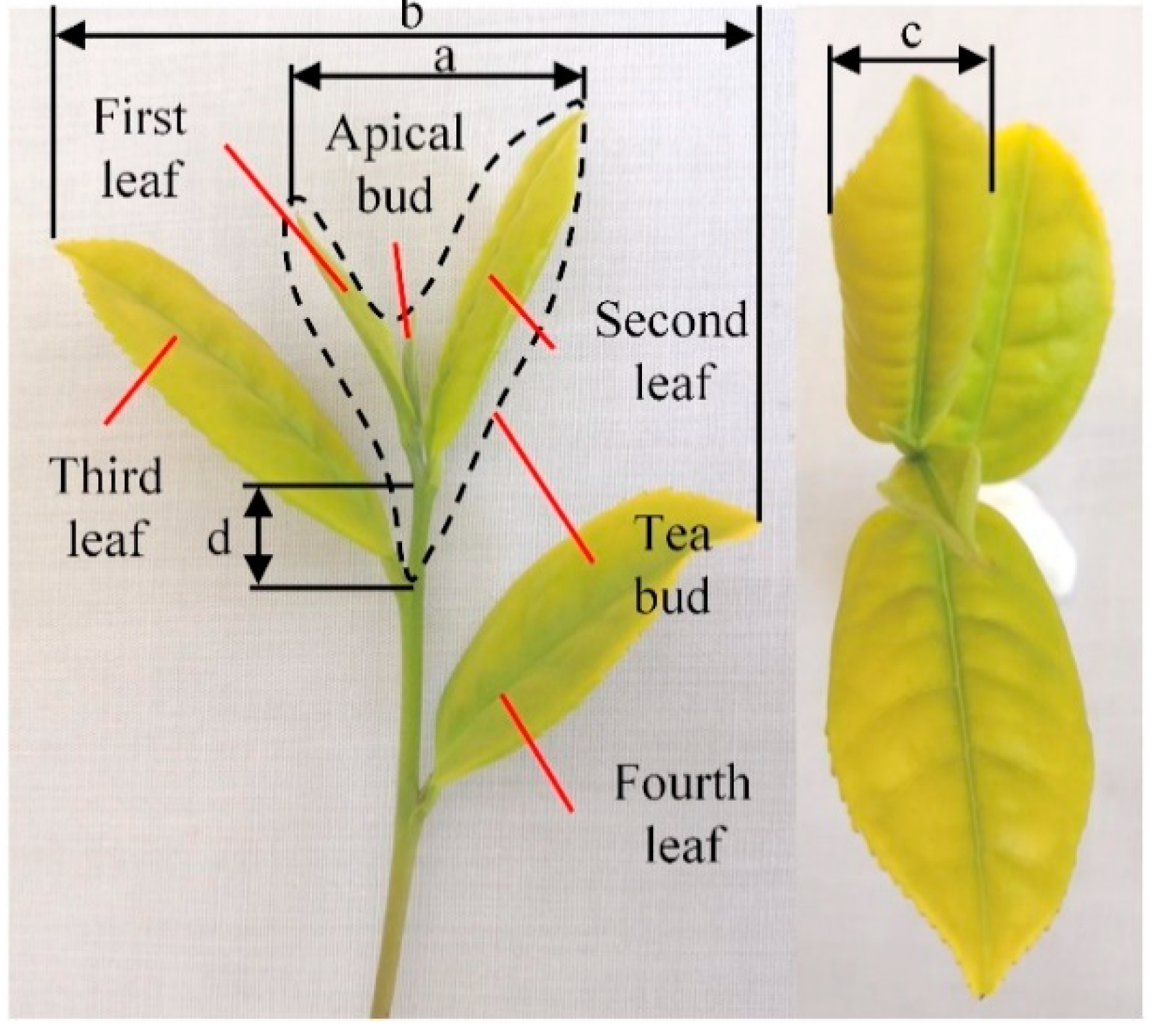
As shown in
Figure 1, the picking object in this study was one-bud double-leaves, namely, the tea bud above the third leaf node. Determining the relevant physical characteristics of tea, including the overall dimension, shear force
F, and average growth region area
SA, is necessary to make the end effector succeed in picking tea buds.
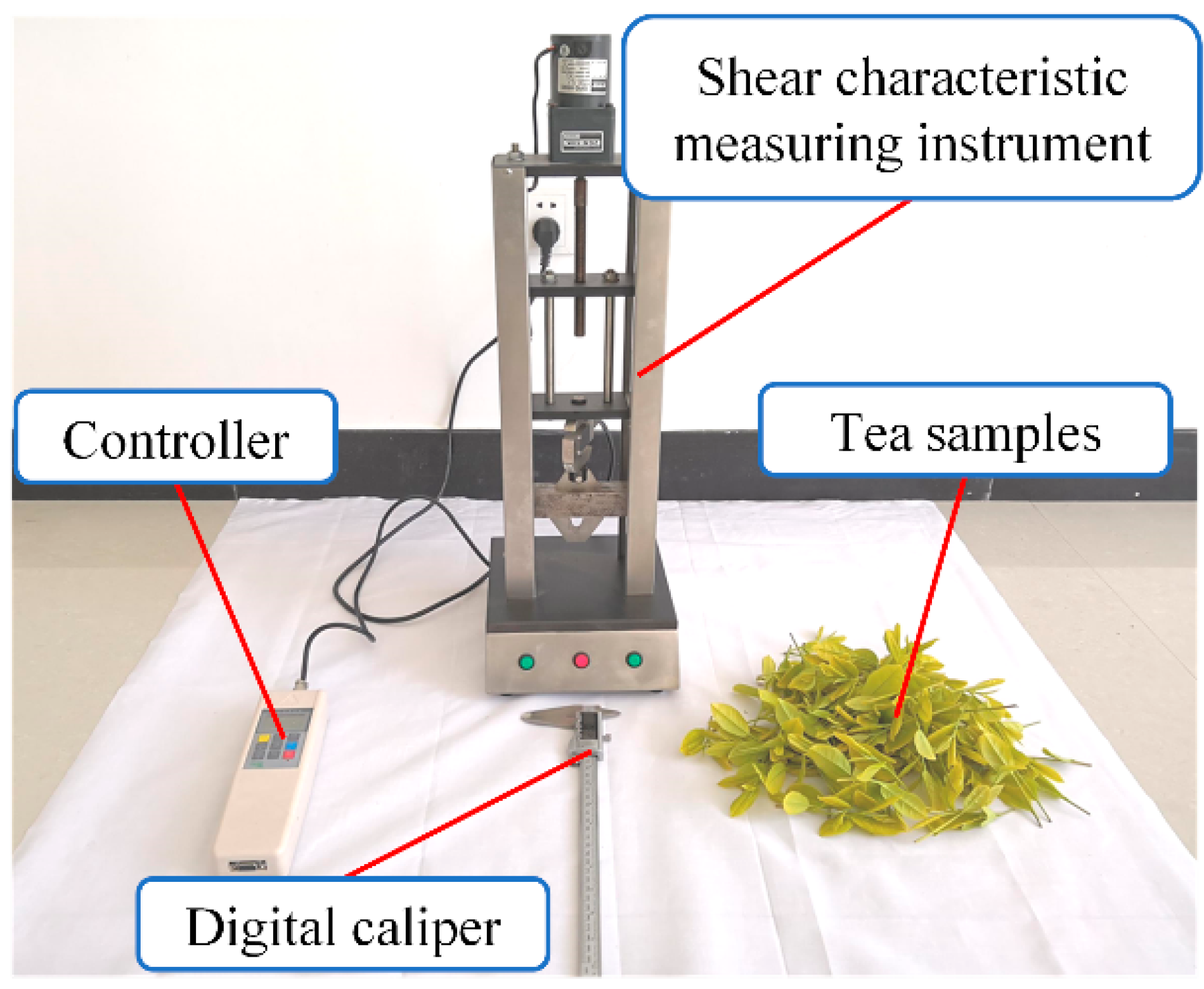
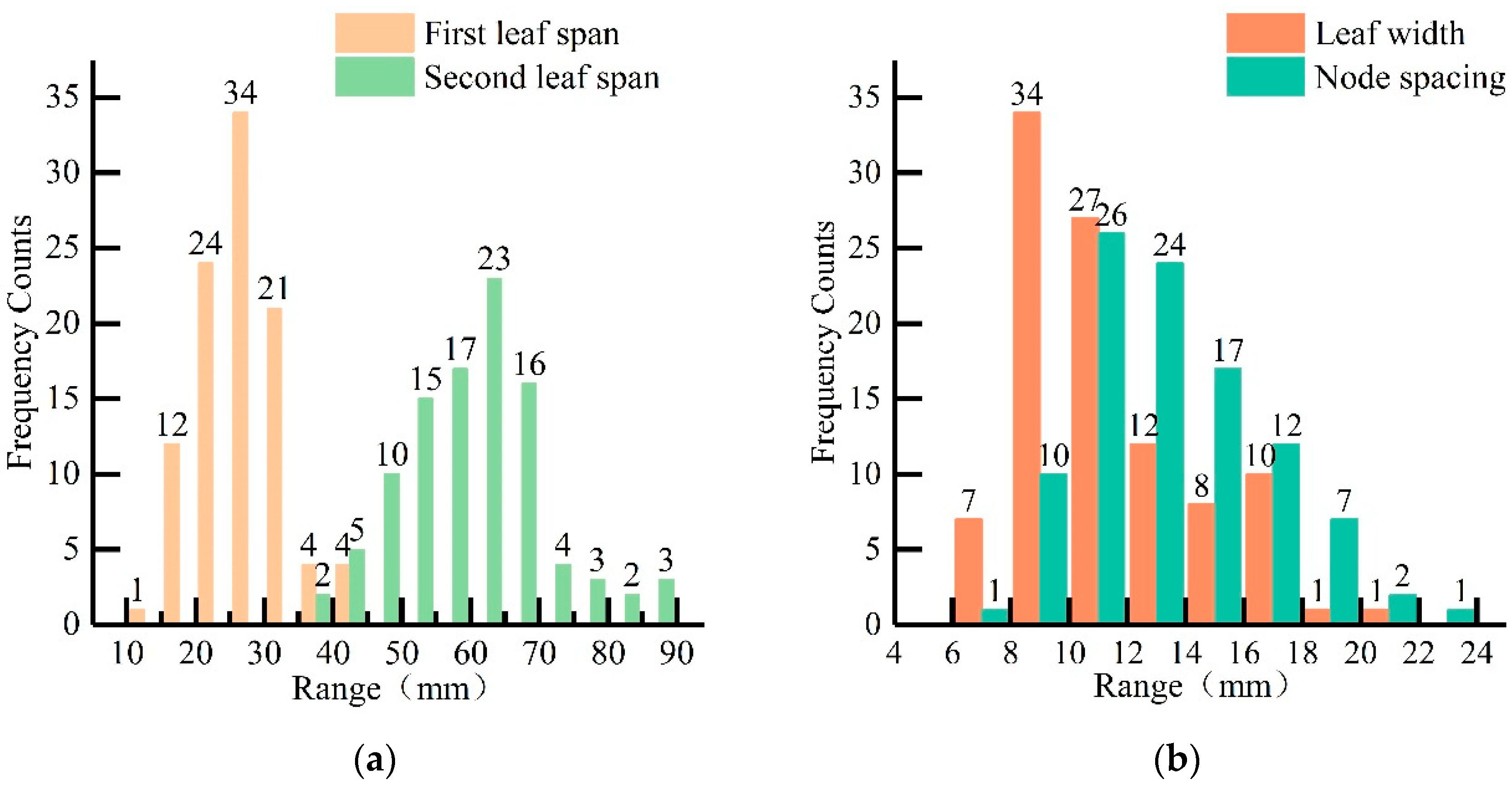
The physical properties of tea were measured at the Lishui Comprehensive Test Station of the National Tea Industry Technology System on 24 October 2020. As shown in
Figure 2 and
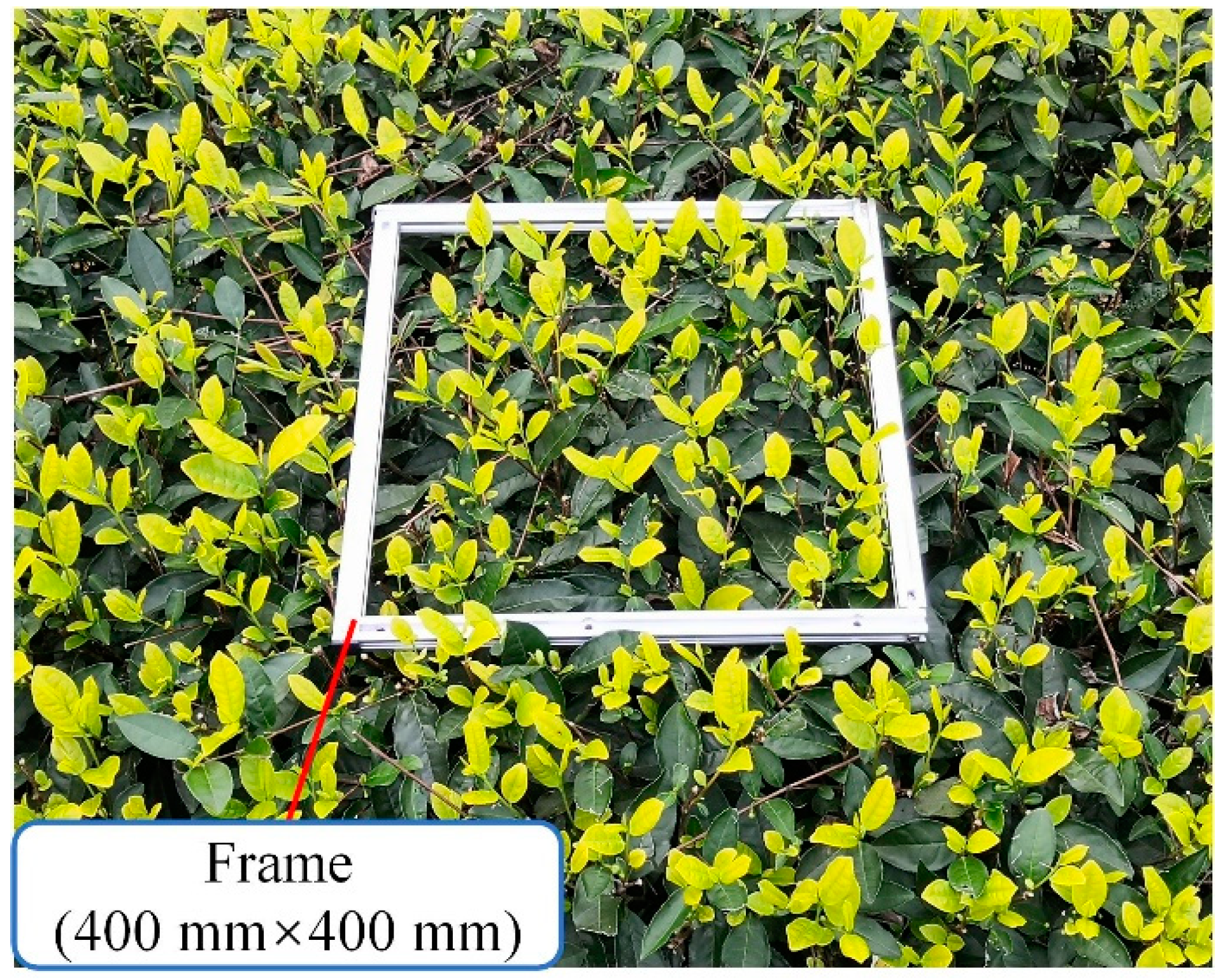
Figure 3, the measurement samples of the first five physical characteristics are 100 fresh tea leaves picked randomly, and the tea variety is tulip. The measuring tools are an AIRAJ brand digital caliper and a stem shear characteristic measuring instrument. As shown in
Figure 4, the measuring tool of
SA is a self-made square frame with a side length of 400 mm. The measurement method is to place the frame on the canopy of the tea tree, and the number of tea buds in the frame is
x.
SA can be calculated by using Formula (1), and a total of 20 measurements are made.
x—the number of tea buds in the frame.
The measurement results are statistically sorted, as shown in
Figure 5 and
Table 1. The results show that large individual differences are found in the tea buds, thereby affecting the effect of negative pressure guidance. Therefore, the end effector is required to have strong adaptability. The growth density of tea buds is different. The average growth region area of tea buds in the densest place is 3200 mm
2, thereby requiring the end effector to avoid the nontarget objects.
2.2. End Effector Structure and Principle
In accordance with the growth characteristics of tea leaves, the tea buds are mainly scattered on the canopy surface. Thus, the top-down picking method can reduce interference. A negative pressure guidance method was adopted in this study to solve the positioning and random errors. Its principle is to attract the tea bud with the airflow generated by the negative pressure. This condition can effectively improve the picking success rate of the end effector.
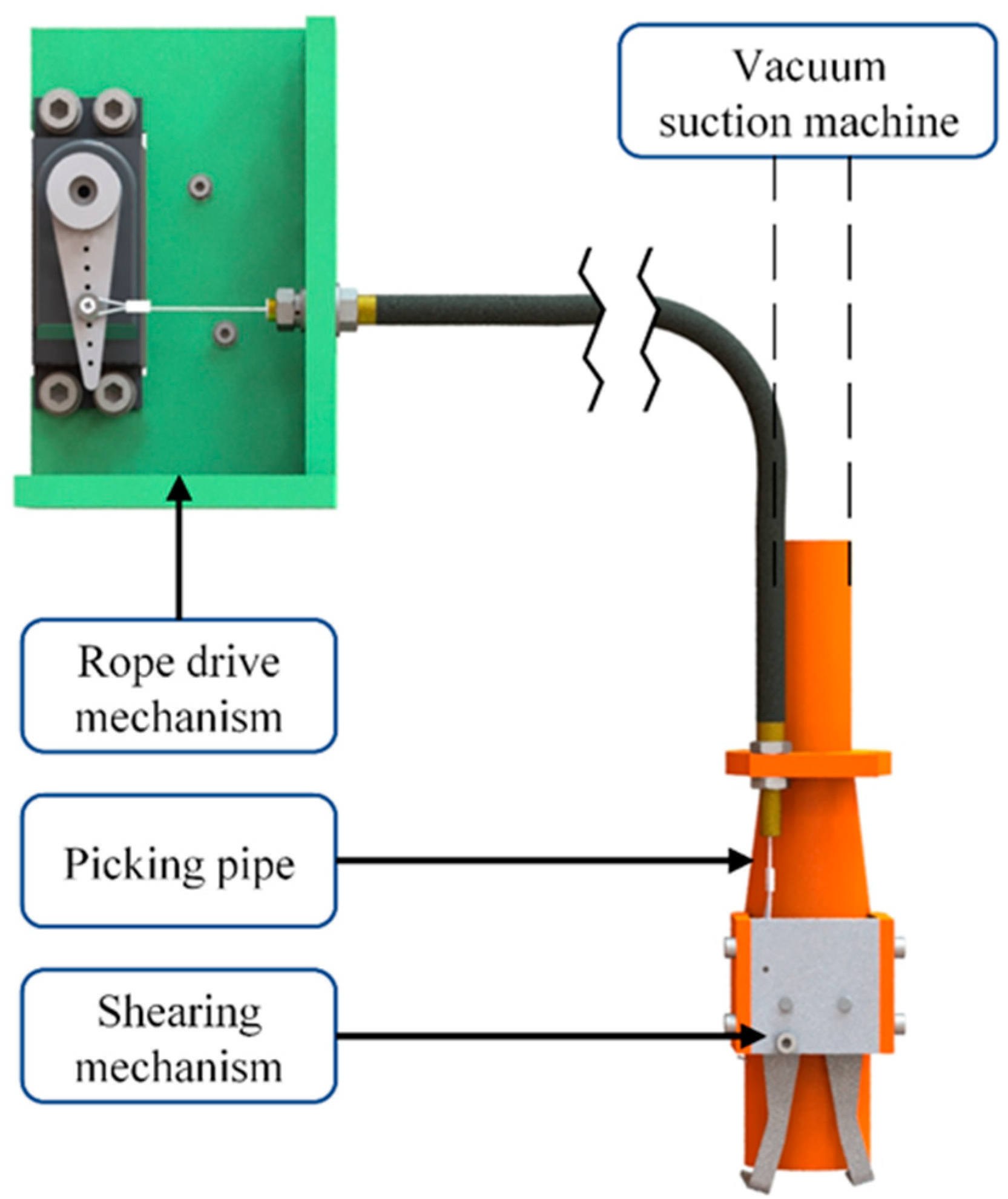
The end effector was designed in combination with lightweight design requirements, as shown in
Figure 6, including the picking pipe, rope drive mechanism, and shearing mechanism. As shown in
Figure 7, the picking pipe was formed by 3D printing, and the upper pipe opening was connected to a vacuum suction machine. The flange was fixed on the moving platform of the parallel manipulator, one end of the wire rope pipe of the rope drive mechanism was fixed on the flange, and the shear mechanism was fixed on the boss. As shown in
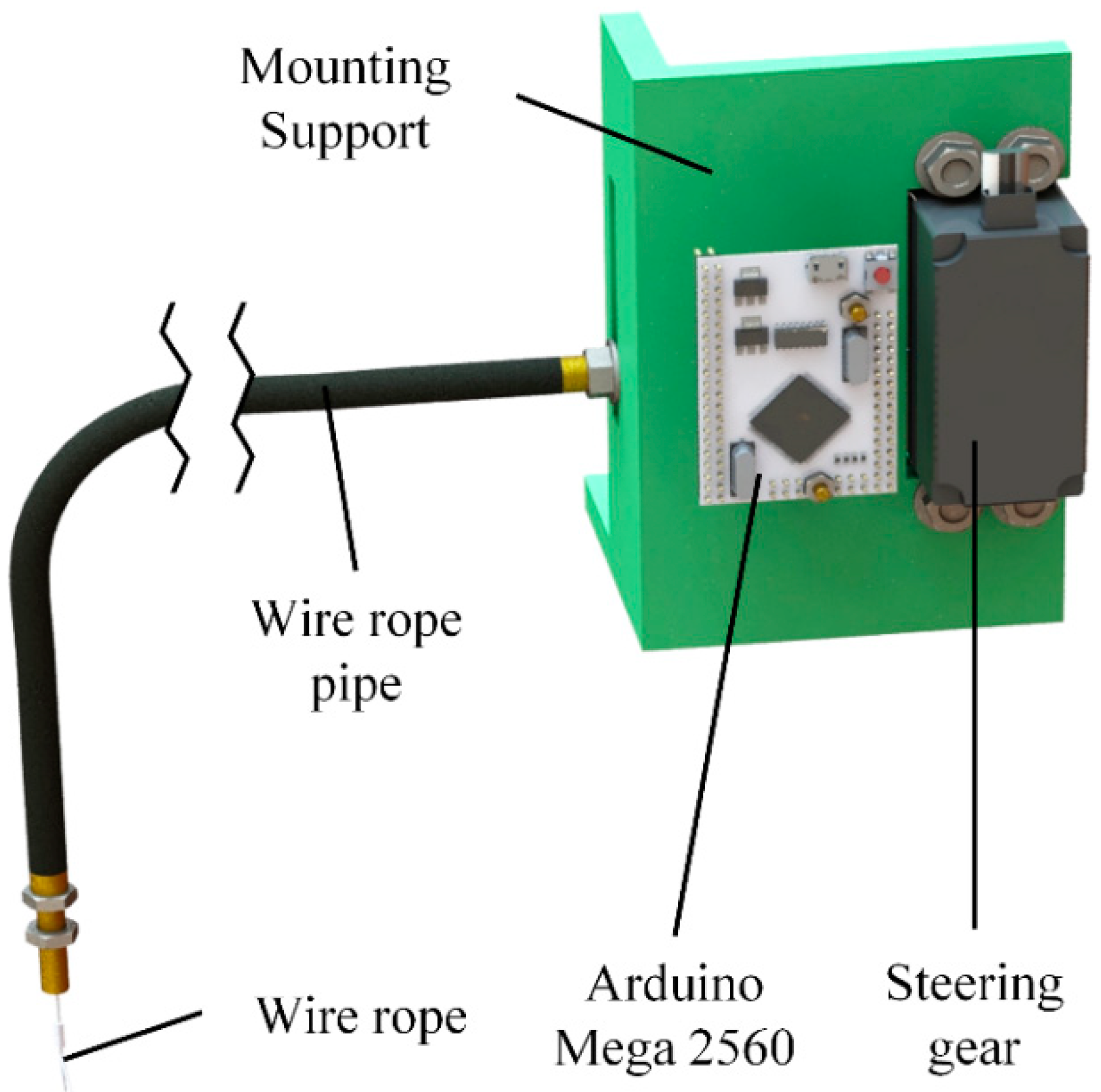
Figure 8, the rope drive mechanism included a mounting support, steering gear, Arduino Mega 2560, wire rope pipe, and wire rope. Its function is to drive the shear mechanism for completing the shearing work. Its advantage is that the driving source is set on the frame, thereby reducing the burden of the parallel manipulator and avoiding limiting the movement speed of the manipulator. As shown in
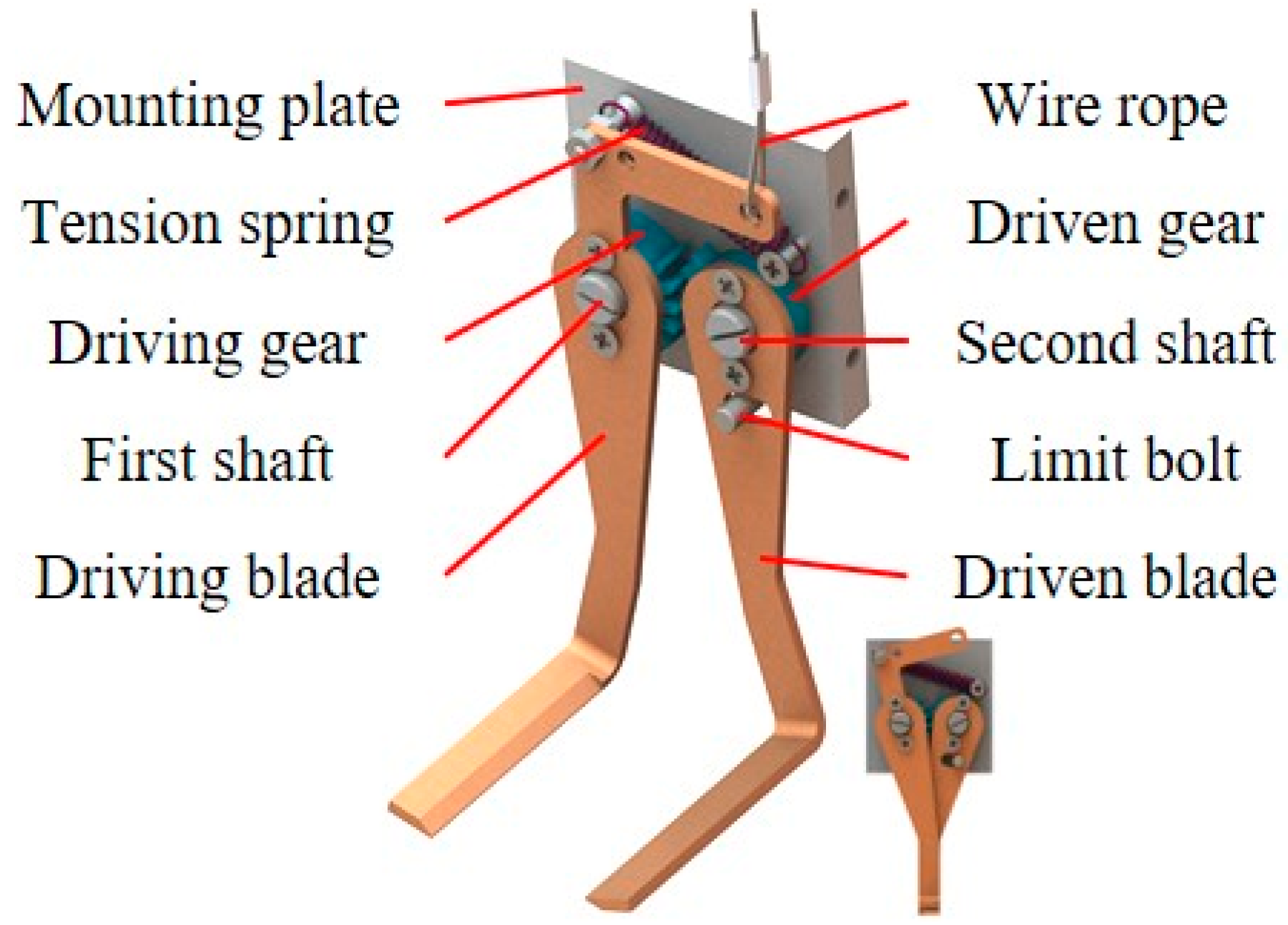
Figure 9, the shearing mechanism adopted a gear transmission, and two specially shaped blades were driven by the wire rope to complete the shearing. Its advantages are simple driving, small volume, and the blade being located directly below the lower pipe opening. Thus, interfering in the initial and shear states is difficult.
During operation, the end effector first reaches above the specified shear point to avoid interference. At this time, the vacuum suction machine begins to work, and negative pressure is generated at the lower pipe opening of the picking pipe. The parallel manipulator is driven to descend vertically so that the end effector reaches the shear point position. In this process, the tea bud is guided into the picking pipe with the airflow generated by negative pressure. The steering gear is controlled to rotate, and the wire rope is driven to tighten so that the shearing mechanism can complete the shearing. The tea buds are collected by negative pressure. At the same time, the steering gear is controlled to reset, and the shear mechanism returns to the initial position under the action of the spring.
The working principle of the end effector was analyzed. When the negative pressure guidance is successful, the probability of shear failure is minimal. Therefore, the success rate of picking depends mainly on the success rate of the negative pressure guidance. Without considering the positioning error, the negative pressure of the vacuum suction machine, the pipe diameter of the lower pipe opening, and the descent speed of the picking pipe are the influencing factors of the negative pressure guidance.
The tea buds with a first leaf span less than 35 mm accounted for 92% of the samples, in accordance with the statistical results. Considering that negative pressure guidance can reduce the leaf span, the diameter of the lower pipe opening can be slightly smaller than the first leaf span. Thus, the minimum diameter of the lower pipe opening is 30 mm. The minimum value of the second leaf span was 38.8 mm. The maximum diameter of the lower pipe opening was set to 38 mm to reduce the inhalation of nontarget objects, such as the third and fourth leaves. Therefore, the pipe diameter range of the lower pipe opening was determined as 30–38 mm, and the three levels were set as 30, 34, and 38 mm, respectively.
2.3. Design of Experiment
2.3.1. Experimental Conditions
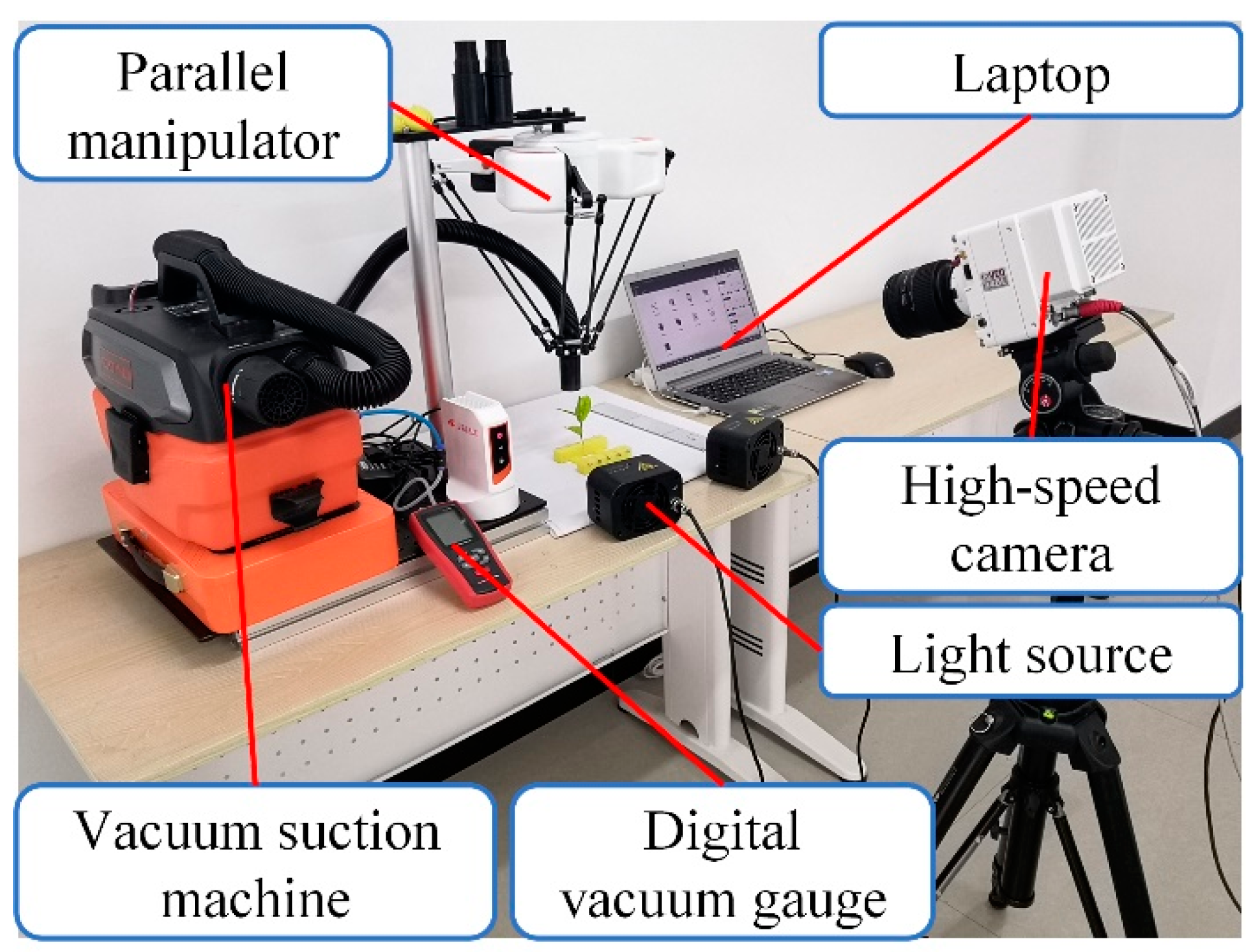
The experimental platform was set up, as shown in
Figure 10. The experimental equipment included the vacuum suction machine, parallel manipulator, digital vacuum gauge, laptop, high-speed camera, and light source. The high-speed camera used in this study was the Phantom VEO 340L (York Technologies Co., Ltd., Hong Kong, China). When the resolution is 2560 × 1600, the FPS is 800. The vacuum suction machine utilized was the 6281D model (Shanghai Yili Electric Co., Ltd., Shanghai, China). After modification, the maximum internal negative pressure is 0.9 kPa, which can be adjusted in a stepless manner with a knob. The brand of the digital vacuum gauge is Japanese Sanliang and the model is DP360. Its measuring range is ±10 kPa and the accuracy is 0.3%.
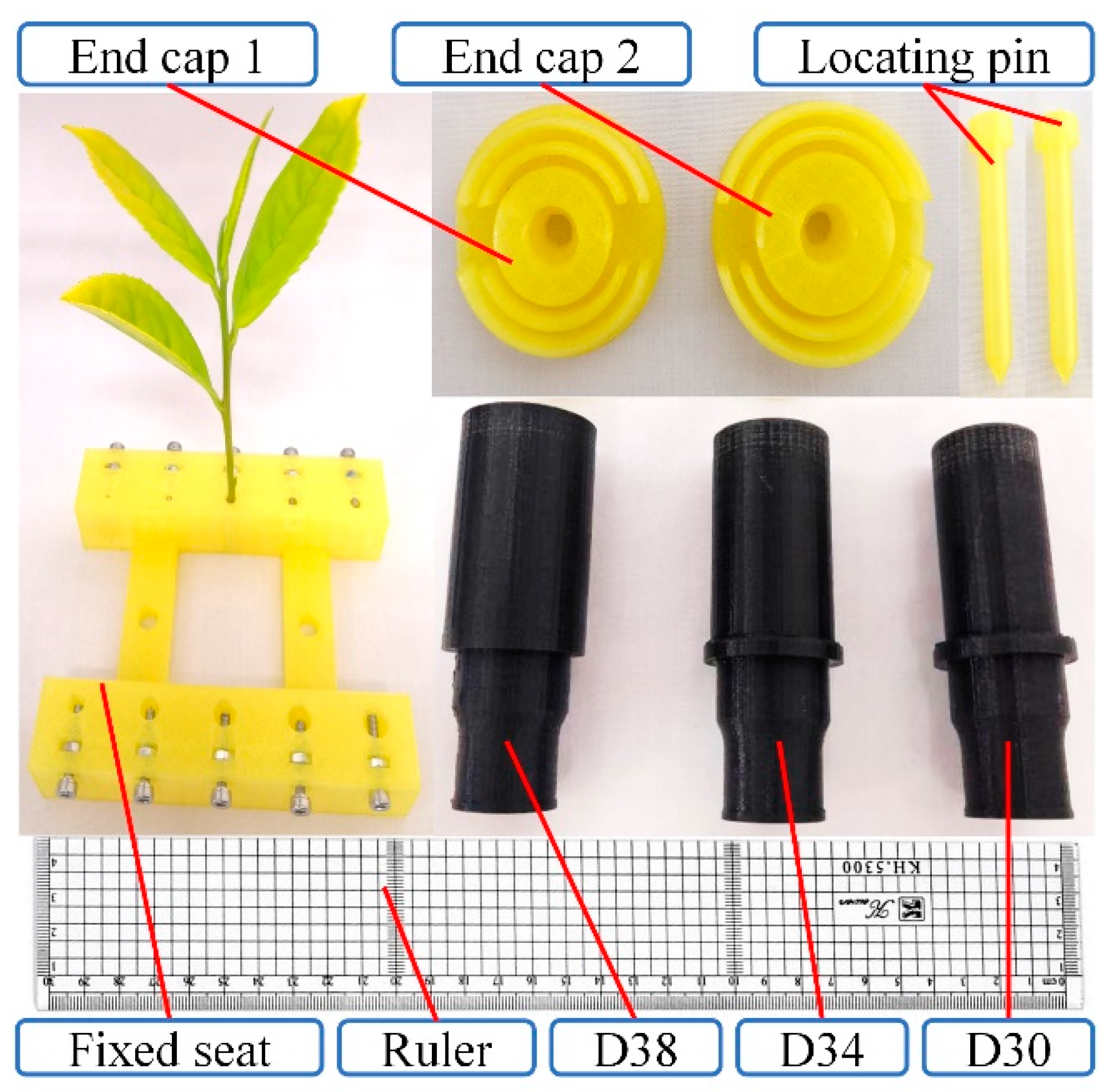
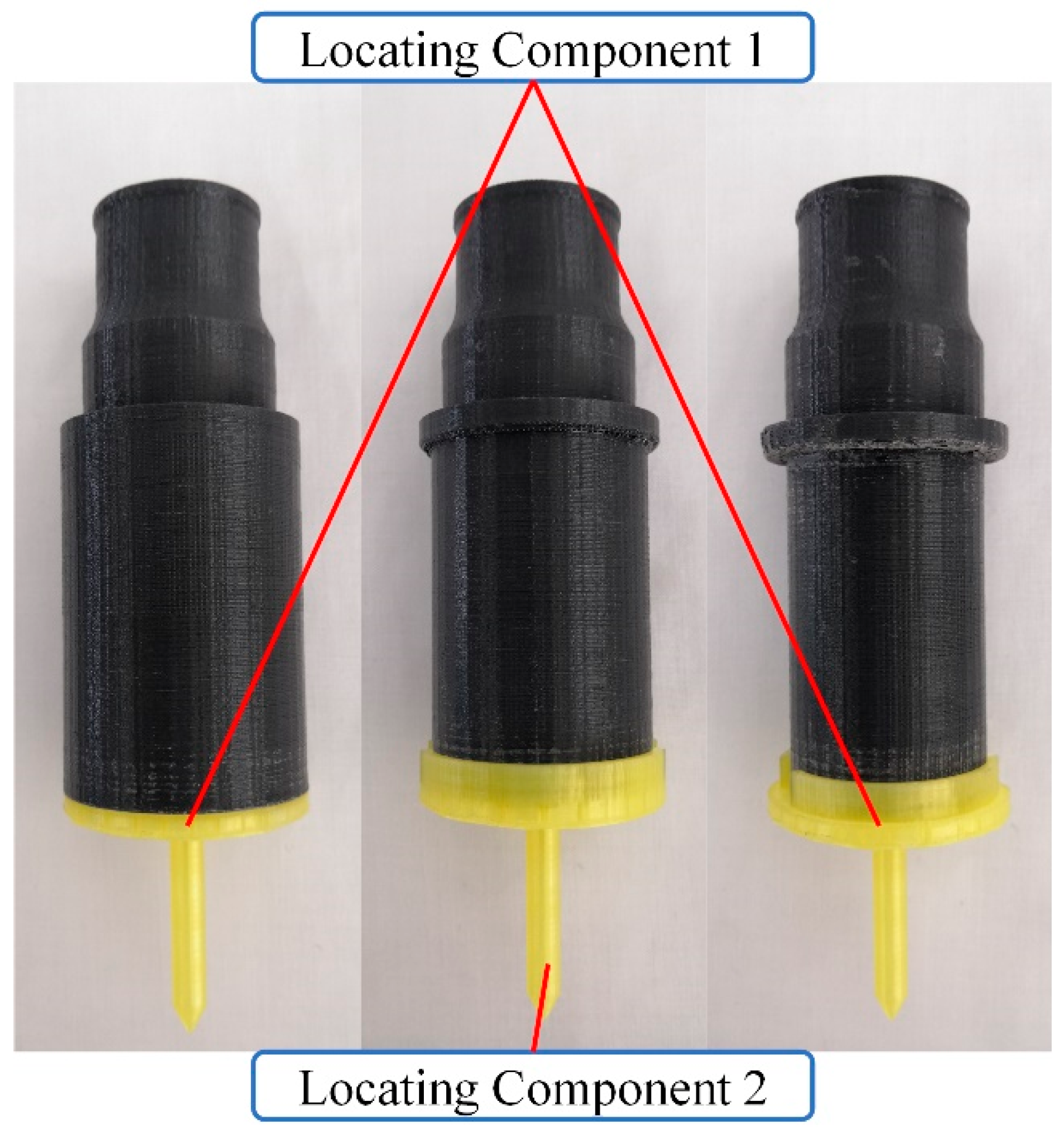
As shown in
Figure 11, a ruler, a guide pipe with pipe diameters of 30, 34, and 38 mm (referred to as D30, D34, and D38, respectively), a fixed seat, end cap 1, end cap 2, and a locating pin were required. The fixed seat was used to fix the tea leaves. As shown in
Figure 12, end cap 1 and the locating pin constitute location component 1, which can be used to locate the center position of D30 and D38. End cap 2 and the locating pin constitute location component 2, which can be used to locate the center position of D34.
2.3.2. Pre-Experiment
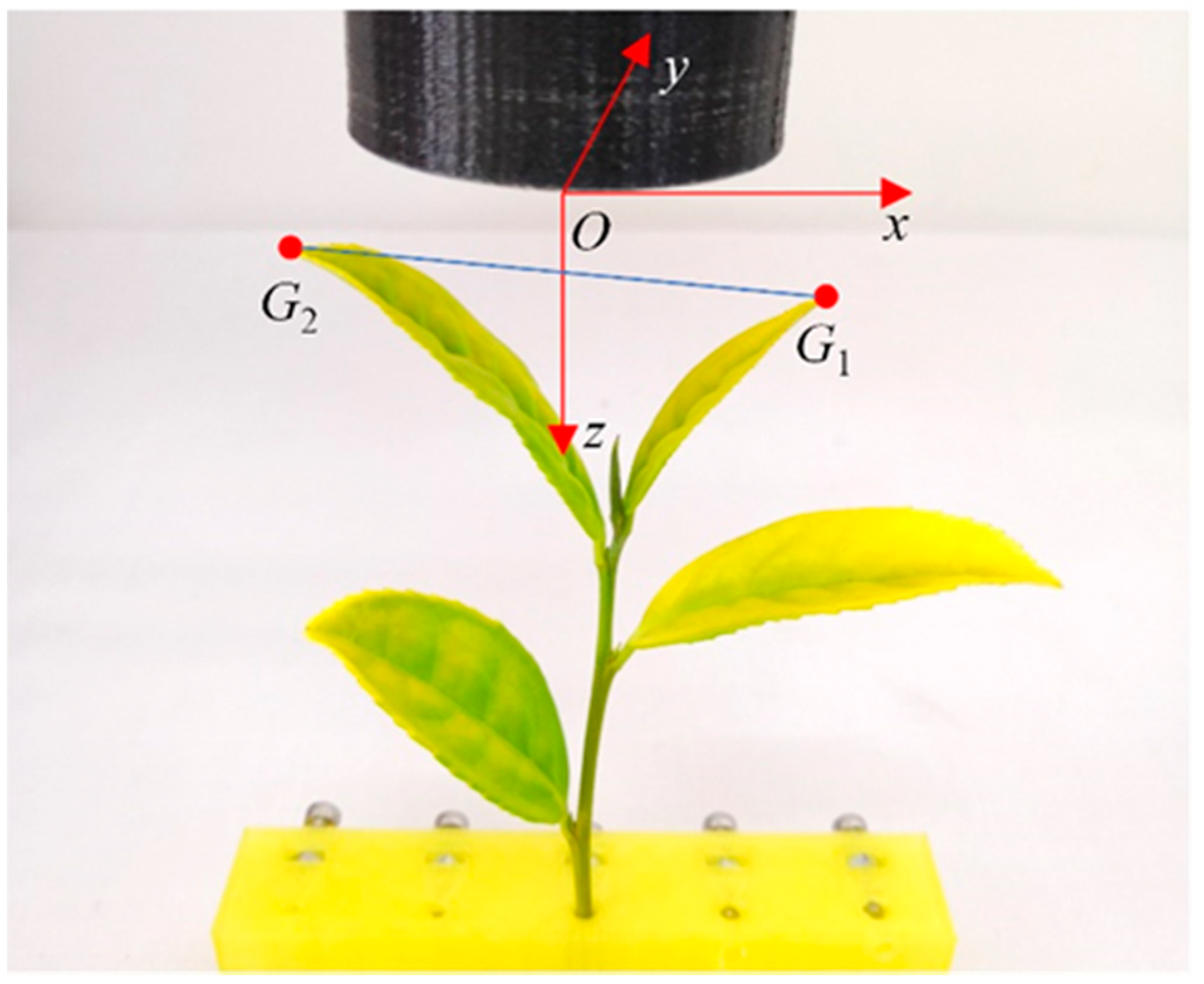
Multiple groups of experiments should be conducted to avoid losing generality due to the large individual differences of the tea buds. At the same time, uniformly regulating the placement of tea leaves is necessary to avoid the influence of placement errors on the test results. As shown in
Figure 13, O-XYZ was the coordinate system of the parallel manipulator. The tea placement principle is that the second leaf is located in the negative direction of the X-axis, and the first leaf is located in the positive direction of the X-axis. The line between the tip of the first leaf
G1 and the tip of the second leaf
G2 is parallel to the XOZ plane.
The descent position of the guide pipe affects the negative pressure guidance. The first step is to determine the optimal descent position through the pre-experiment and unify it in the subsequent experiment for obtaining a better experiment effect. Considering the reliability of visual positioning and negative pressure guidance, the optimal descent position should be located at the center of the first leaf span or the tip of the apical bud. In other words, when tea leaves are placed, the tip of the locating pin should be located at the center of the first leaf span or the tip of the apical bud. The center of the first leaf span can be determined with a ruler. The test steps are as follows:
Randomly picked tea leaves are placed in accordance with the placement principle of tea leaves. The locating pin is used to align the center of the guide pipe with the center of the first leaf span.
Turn on the vacuum suction machine, control the parallel manipulator to descent, guide the tea buds with negative pressure, and use the high-speed camera to record the guiding process.
After reposition, use the locating pin to align the center of the guide pipe with the tip of the apical bud, and repeat step 2.
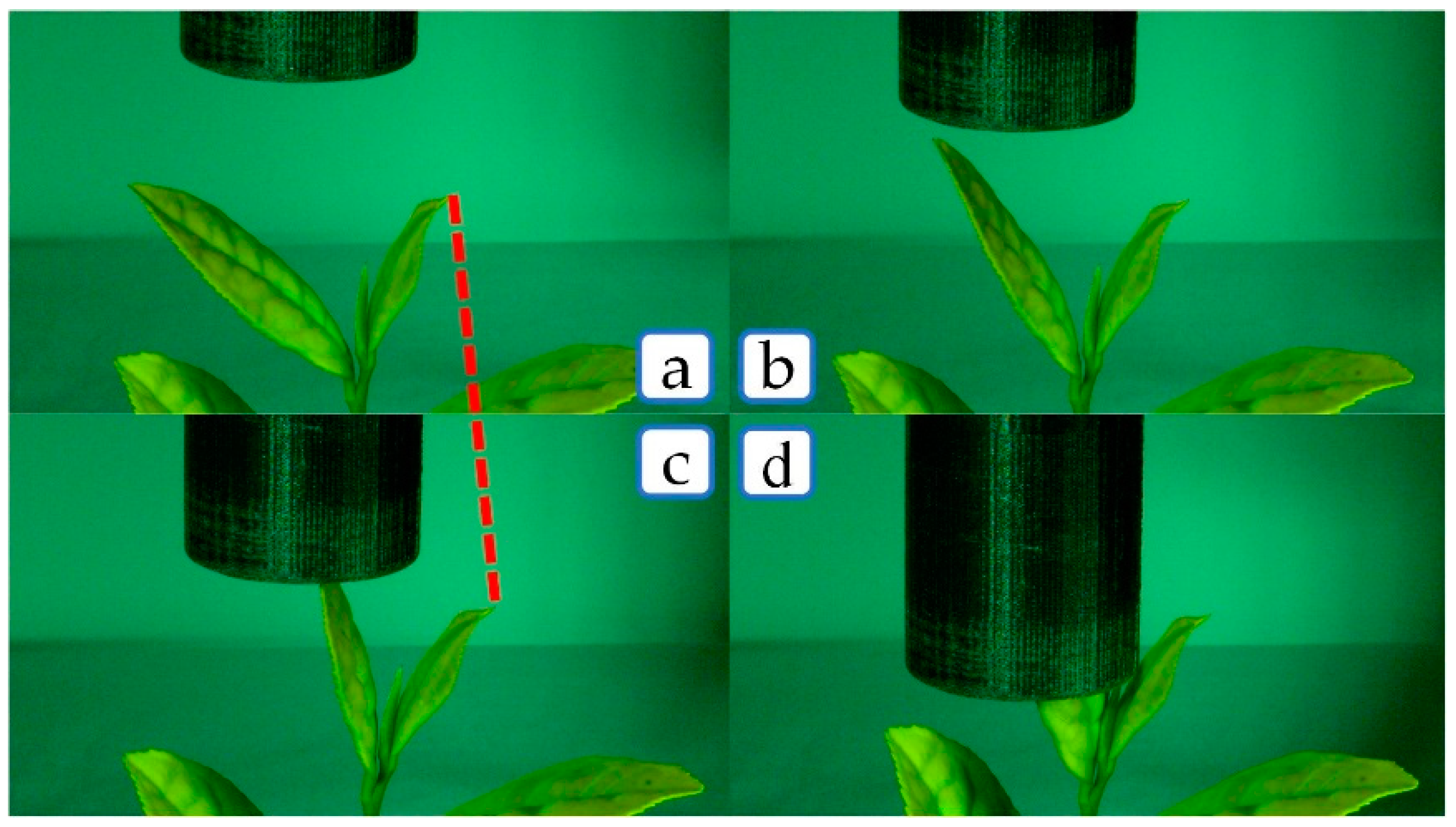
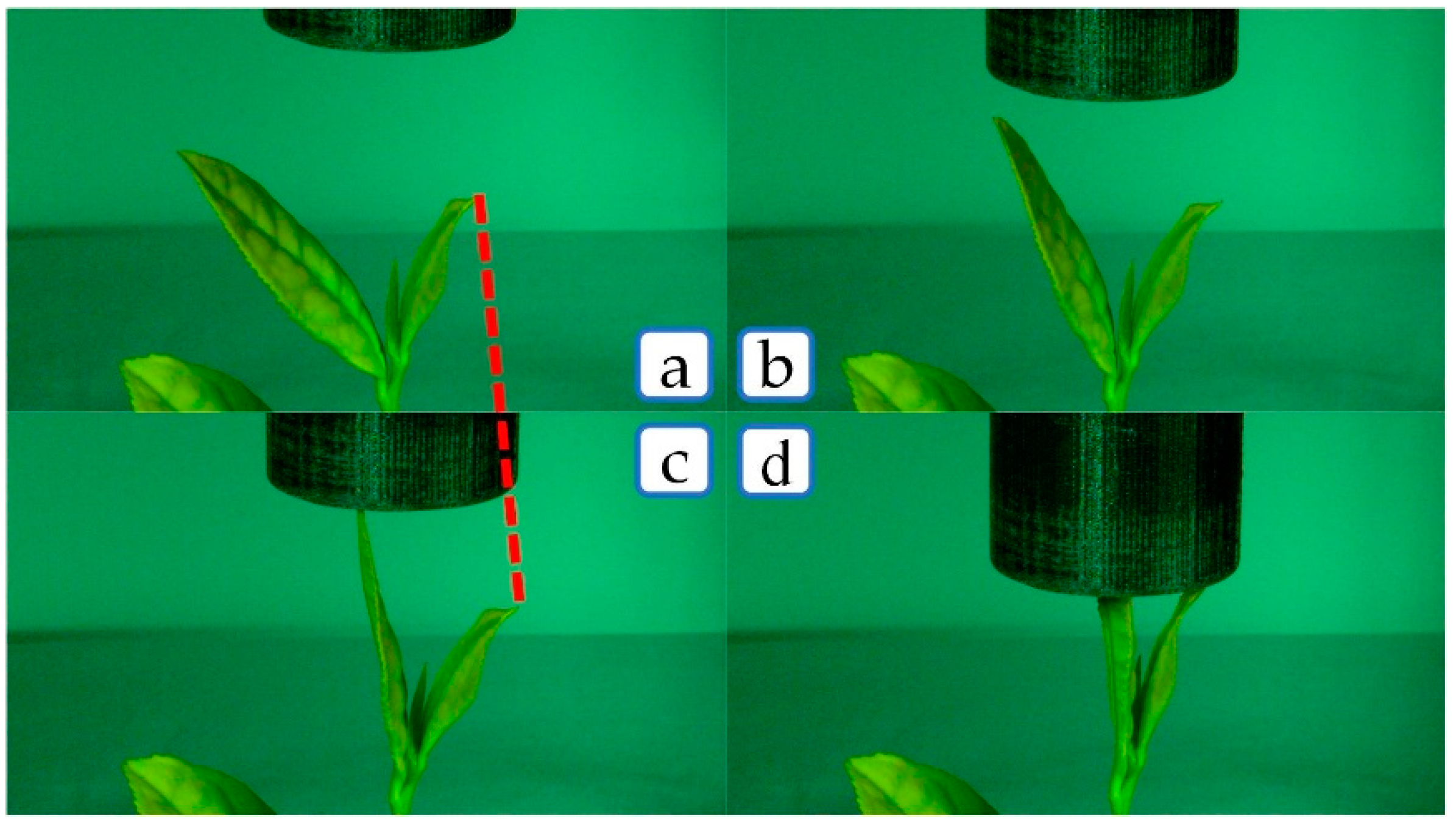
The negative pressure guidance process of two descent positions taken by the high-speed camera is shown in
Figure 14 and
Figure 15, and the image evaluation system used was the Phantom Camera Control Application version 3.1. Whether the descent position is the center of the first leaf span or the tip of the apical bud when the second leaf is guided into the guide pipe, the first leaf moves some distances to the positive direction of the
X-axis. As shown in
Figure 14d, when the descent position is the center of the first leaf span, the first leaf is far from the guide pipe center. Thus, escaping from the range of negative pressure guidance is easier than when the descent position is the tip of the apical bud, resulting in the failure of guidance. Therefore, the tip of the apical bud was chosen as the descent position, and the descent position was unified as the tip of the apical bud in the follow-up experiment.
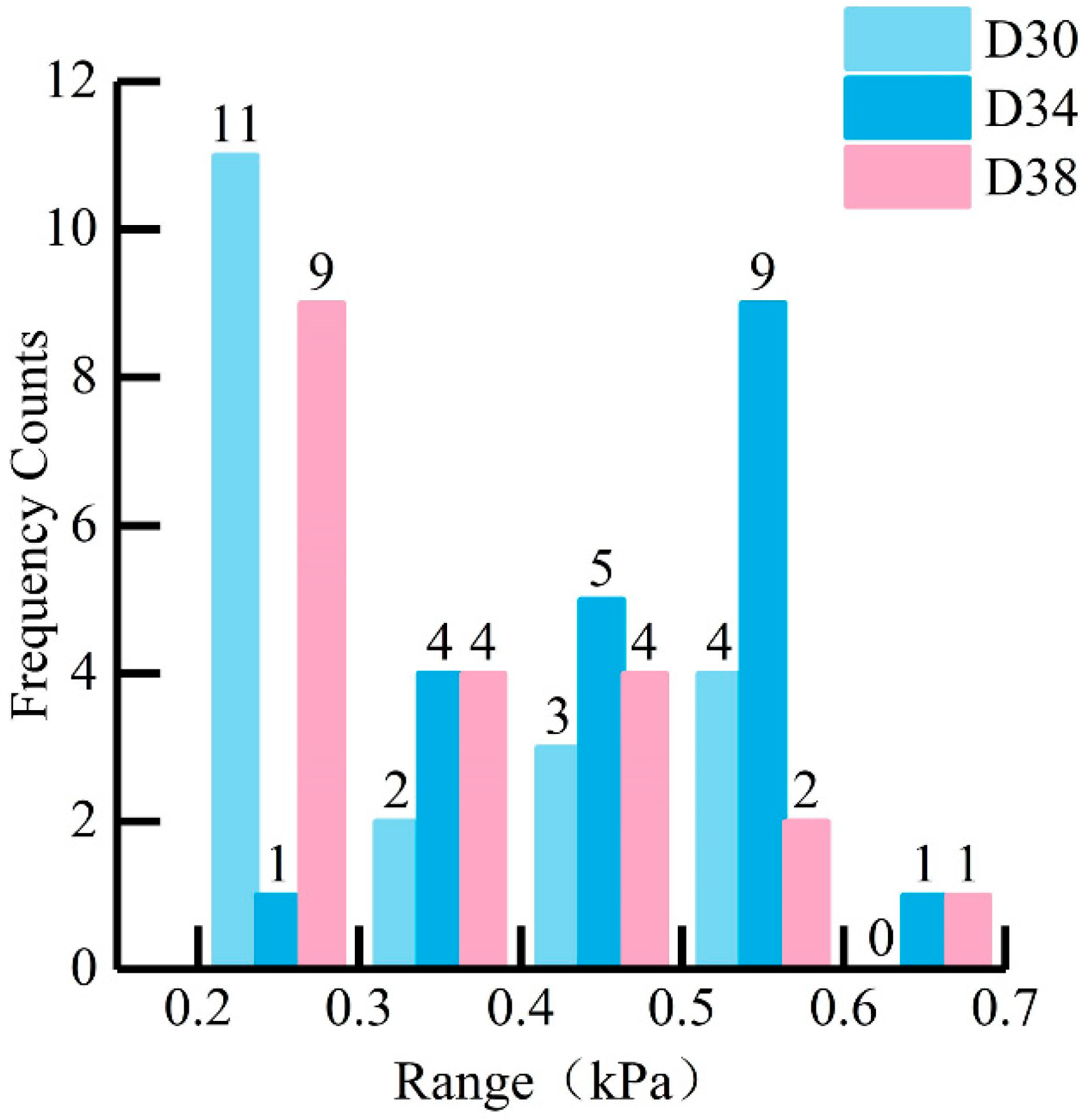
The size of negative pressure directly affects the effect of negative pressure guidance. Determining the range of negative pressure through a pre-experiment is necessary to ensure the reliability of a deviation tolerance orthogonal experiment. The experiment samples were 60 fresh tea leaves (one-bud four-leaves) randomly picked from the tea garden, and the variety was tulip. The maximum internal negative pressure of the vacuum tea suction machine used in this study was 0.9 kPa for a long time and could be increased to 1.1 kPa for a short time. When the negative pressure exceeded 1.0 kPa, some tea leaves shook rapidly during the negative pressure guidance, thereby damaging the tea buds. This condition is attributed to turbulence formed by the fast-flowing air at the lower pipe opening. The damage rates of tea buds were 5% and 20% when the negative pressures were 1.0 and 1.1 kPa, respectively. Therefore, the maximum negative pressure was set to 0.9 kPa by considering the quality of tea bud picking and the stability of the equipment operation. The function of negative pressure guidance is to guide the tea buds into the guide pipe. The designed experiment steps to determine the minimum negative pressure are as follows:
The 60 randomly picked fresh tea leaves are divided into groups A, B, and C, which are used as experimental samples of D30, D34, and D38, respectively. D30 is then installed on the parallel manipulator.
Take the experiment samples of group A, and place the tea leaves in accordance with the tea placement principle. Set the descent speed of the parallel manipulator to 20 mm/s (low speed is good for negative pressure guidance). Turn on the vacuum suction machine, set the negative pressure to 0.2 kPa (the guiding effect is extremely weak when negative pressure <0.2 kPa), and then control the parallel manipulator to descent.
If the guidance is successful, the negative pressure is recorded to be 0.2 kPa. If it fails, the negative pressure increases by 0.05 kPa each time until it is successful. The negative pressure is recorded to be (0.2 + 0.05 q) kPa, and q is the times of negative pressure increase.
Replace the tea leaves, then repeat steps 2 and 3, and complete 20 data records.
Replace the guide pipe and corresponding experimental sample, and then repeat steps 2, 3, and 4.
Figure 16 shows the frequency distribution of the experiment results of the three groups. All the negative pressure values in the D30 experiment group were less than or equal to 0.6 kPa, and 95% of the negative pressure values in the D34 and D38 experiment groups were less than or equal to 0.6 kPa. Therefore, 0.6 kPa was selected as the minimum negative pressure, and the negative pressure range was 0.6–0.9 kPa.
2.3.3. Design of Deviation Tolerance Orthogonal Experiment
The purpose of a deviation tolerance orthogonal experiment is to evaluate the deviation tolerance performance of the end effector under different design parameters, that is, the ability to guide the tea buds successfully when a deviation occurs in the descent position of the guide pipe. The deviation tolerance orthogonal experiment was conducted at the Lishui Comprehensive Test Station of the National Tea Industry Technology System from 2 November to 5 November 2020. The experiment samples were 180 fresh tea leaves (one-bud four-leaves) randomly picked from the tea garden, and the variety was tulip. Only 5 fresh tea leaves were picked each time and collected again after the experiment to avoid the water loss of fresh tea leaves, leading to great changes in physical properties and affecting the experimental results. This process was performed due to the large amount and time consumption of this experiment.
The deviation tolerance orthogonal experiment was conducted by using an L9(3
4) orthogonal table array and performing 20 tests for each combination of test conditions. The negative pressure range was 0.6–0.9 kPa, and the pipe diameter range was 30–38 mm. The speed range of the parallel manipulator was 0–100 mm/s. Considering the picking efficiency, the descent speed range was limited to 20–100 mm/s, and the factor level is shown in
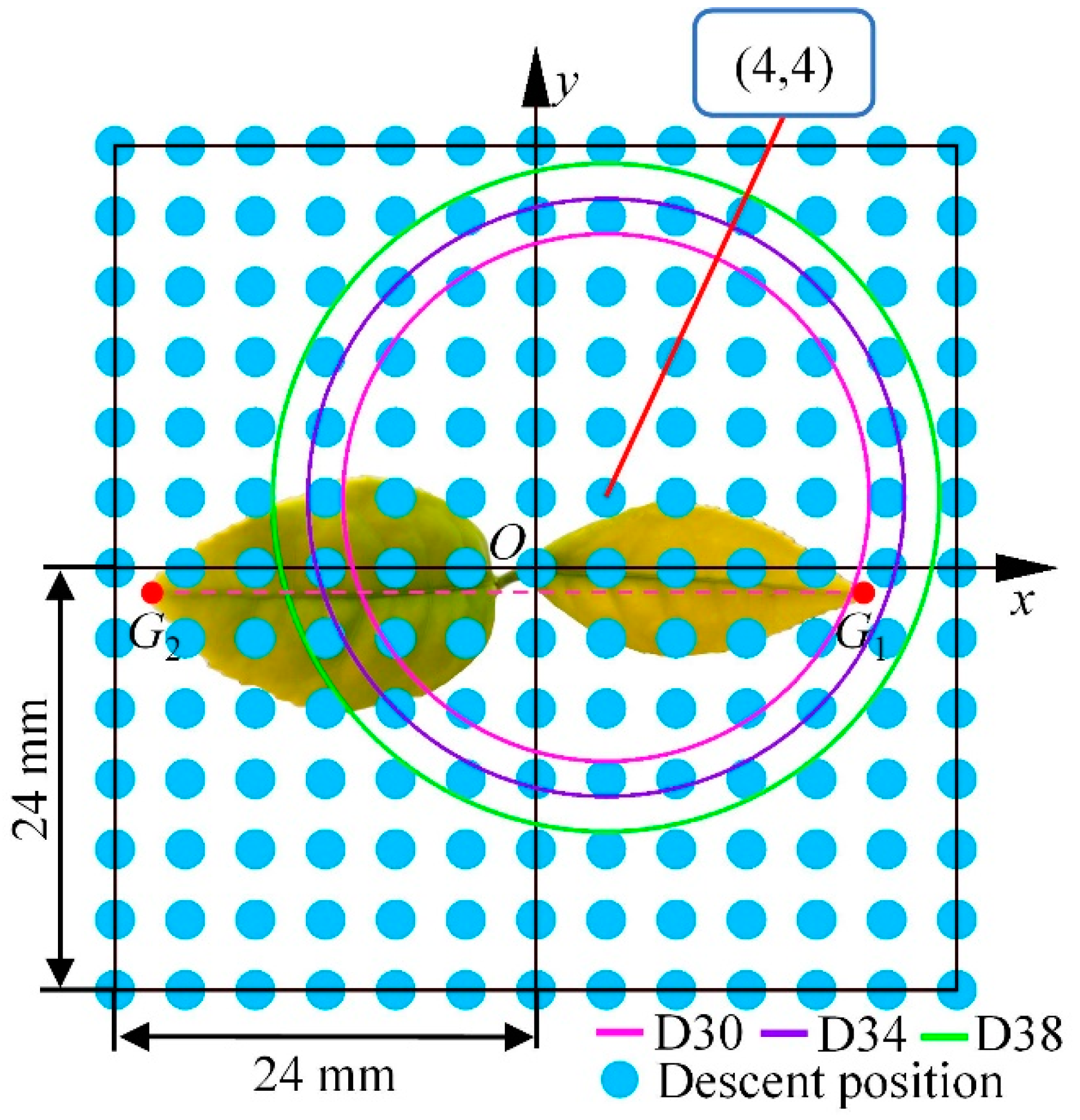
Table 2. The descent position was arranged in accordance with
Figure 17 in the experiment, where origin
O is the tip of the apical bud, the evenly distributed blue points are the descent position, and the distance between adjacent points is 4 mm. If the descent position of the guide pipe shifts to the point (4,4), then the lower pipe opening of D30, D34, and D38 shifts to the position shown in the figure, which is unconducive to negative pressure guidance. In the same direction, the farther from origin
O, the higher the failure probability of negative pressure guidance. The descent position that can be successfully guided during each experiment is marked. The success rate of guidance at different descent positions can be obtained for each group of experiments. This rate can be used to analyze and evaluate the deviation tolerance performance of the end effector.
This study presents a deviation tolerance performance evaluation method that uses contour maps to statistically analyze the test results. The evaluation indicators included maximal guide area
SM and average success rate
RS. On this basis, the level combination with less energy and time consumptions can be taken as the optimal choice. As shown in
Figure 18, the range with the marginal guidance success rate of zero is defined as the maximal guidance range, and the area is
SM. The set of end effector deviation positions is defined as the deviation range, the deviation range center is located at the origin, the radius is the maximum positioning deviation, and the area is S
D. Four contour areas were assumed to intersect with the deviation range in the contour map, which are
A1,
A2,
A3, and
A4 from the outside to the inside, and the corresponding guidance success rates are
E1,
E2,
E3, and
E4. The overlapping areas of each contour area and deviation range are
B1,
B2,
B3, and
B4, and the corresponding areas are
S1,
S2,
S3, and
S4. The average success rate R
S can be calculated using Formula (2).
Similarly, when the number of contour areas intersecting with the deviation range is
n, the average success rate
RS can be calculated using Formula (3).
In field picking conditions, the machine vision positioning system used in this study had a maximum positioning deviation of 10 mm in the XY direction. Thus, SD is equal to 314.16 mm2. In accordance with the definition, the larger the SM is, the larger the influence range of negative pressure, and the easier it is to attract nontarget objects. The larger the RS is, the higher the average success rate of negative pressure guidance within the deviation range. SM should be determined and limited in accordance with the average growth region area of tea buds to ensure the quality and efficiency of picking. When SM satisfies the condition, the level combination of experimental factors with large RS is the best.
3. Results and Discussion
Figure 19 shows the deviation tolerance effect of nine experimental groups based on the contour map, verifying the influence of different design parameters on the deviation tolerance performance of the end effector. The range with the marginal guidance success rate of 95% is defined as the optimal guidance range. As clearly shown in
Figure 19, when
P = 0.9 kPa,
D = 34 mm, and
V = 20 mm/s, the area of the optimal guidance range of the end effector is the largest. When
P = 0.6 kPa,
D = 38 mm, and
V = 100 mm/s, the area of the optimal guidance range of the end effector is the smallest.
The results of the deviation tolerance orthogonal experiment are shown in
Table 3, where
ki represents the average value of
SM when the experimental factor is at the
i level, and
ti represents the average value of
RS when the experimental factor is at the
i level, where
i = 1, 2, 3. Range
R1 represents the difference between the maximum and minimum values in
k1,
k2, and
k3, and range
R2 represents the difference between maximum and minimum values in
t1,
t2, and
t3. Their formulas are expressed as follows:
The range
R1 values of the three experimental factors are 207.64, 273.79, and 95.24, respectively. Therefore, the order of primary and secondary factors affecting S
M is pipe diameter, negative pressure, and descent speed. As shown in column
D of
Table 3,
k2 <
k3 <
k1 indicates that
SM decreases first and then increases as the pipe diameter increases in most of the cases observed. The main reason is that the air velocity at the lower pipe opening decreases with the increase in pipe diameter. This condition leads to the weakening of the guiding ability on the tea bud and reduces the maximal guidance range. However, the coverage range of the pipe increases with the further increase in pipe diameter, so that the maximal guidance range increases. As shown in column
P of
Table 3,
k1 <
k2 <
k3 indicates that
SM increases as the negative pressure increases in most of the cases observed. The main reason is that the air velocity at the lower pipe opening increases with the increase in negative pressure. This condition enhances the guiding ability on the tea bud and attracts further tea buds, thereby increasing the maximal guidance range. As shown in column
V of
Table 3,
k3 <
k1 <
k2 indicates that
SM increases first and then decreases as the descent speed increases in most of the cases observed. The main reason is that when the descent speed is slow, the guidance time is sufficient, and the first leaf is prone to a large offset, leading to the failure of guidance. With the increase in descent speed, the guiding time decreases, and the first leaf of the tea bud is inhaled before it moves out of the guidance range, slightly increasing the maximal guidance range. However, when the descent speed continues to increase, the second leaf of the tea bud cannot deflect in time, probably leading to the failure of the guidance and slightly reducing the maximal guidance range.
The range
R2 values of the three experimental factors are 11.57%, 9.68%, and 6.61%, respectively. Therefore, the order of primary and secondary factors affecting
RS is negative pressure, pipe diameter, and descent speed. As shown in column
P of
Table 3,
t1 <
t2 <
t3 indicates that
RS increases as the negative pressure increases in most of the cases observed. As shown in column
D of
Table 3,
t3 <
t2 <
t1 indicates that
RS decreases as the pipe diameter increases in most of the cases observed. As shown in column
V of
Table 3,
t3 <
t2 <
t1 indicates that
RS decreases as the descent speed increases in most of the cases observed. The main reason is that increasing the negative pressure or decreasing the pipe diameter can increase the air velocity at the lower pipe opening. This condition can effectively improve the guidance success rate of the tea buds near the lower pipe opening, thereby increasing
RS. Considering that guiding the tea buds requires time, reducing the descent speed can allow the tea buds near the lower pipe opening to have sufficient time to be guided, without excessive deviation. This condition can improve the guidance success rate of the tea buds near the lower pipe opening, thereby increasing
RS.
The optimal level combination of the end effector should be determined in accordance with different tea picking conditions. In accordance with
Section 2.1, the average growth region area is 3200 mm
2 in the place where the tea buds grow most densely. The boundary is divided by a square, and the side length is 56.57 mm. As shown in
Figure 20, the distance of
O1O2 is 10 mm. The maximal guidance range should be controlled within the boundary to reduce the effect of negative pressure on nontarget objects. The maximal guidance range is approximated as a circle, and the maximal radius of the maximal guidance range in the figure is up to 18.285 mm, that is,
SM needs to meet the following formula.
If the above conditions are satisfied, the level combined with the highest average success rate is optimal. Therefore, the optimal experimental level combination is P3D2V1, which is the eighth group. At this time, the maximal guidance area SM is 1023.58 mm2, and the average success rate RS is 97.36%.
The level combinations that may be better than the eighth group in terms of RS are P3D1V1 and P3D1V2. However, the SM of the two combinations should be greater than 1050.36 mm2, which does not meet the design requirements. The verification experiment of level combination P3D2V1 was conducted to verify the stability of the orthogonal experiment. The results are consistent with the orthogonal experiment. SM is 1009.51 mm2, RS is 97.04%, and the error rates of the two indicators are 1.37% and 0.33%, respectively. The reason for the error should be the different samples of tea buds. The verification test shows that the results of the orthogonal experiment are stable and reliable.


 ,
, 






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}