
On the Influence of Volumetric Energy Density and Inter-Layer Time on the Material Properties of Case-Hardening Steels

Abstract
:1. Introduction
- How does the VED affect the properties, primarily the hardness, of the material for large part heights?
- Which countering strategies are promising to counter inhomogeneous material properties, primarily the hardness, along the build direction?
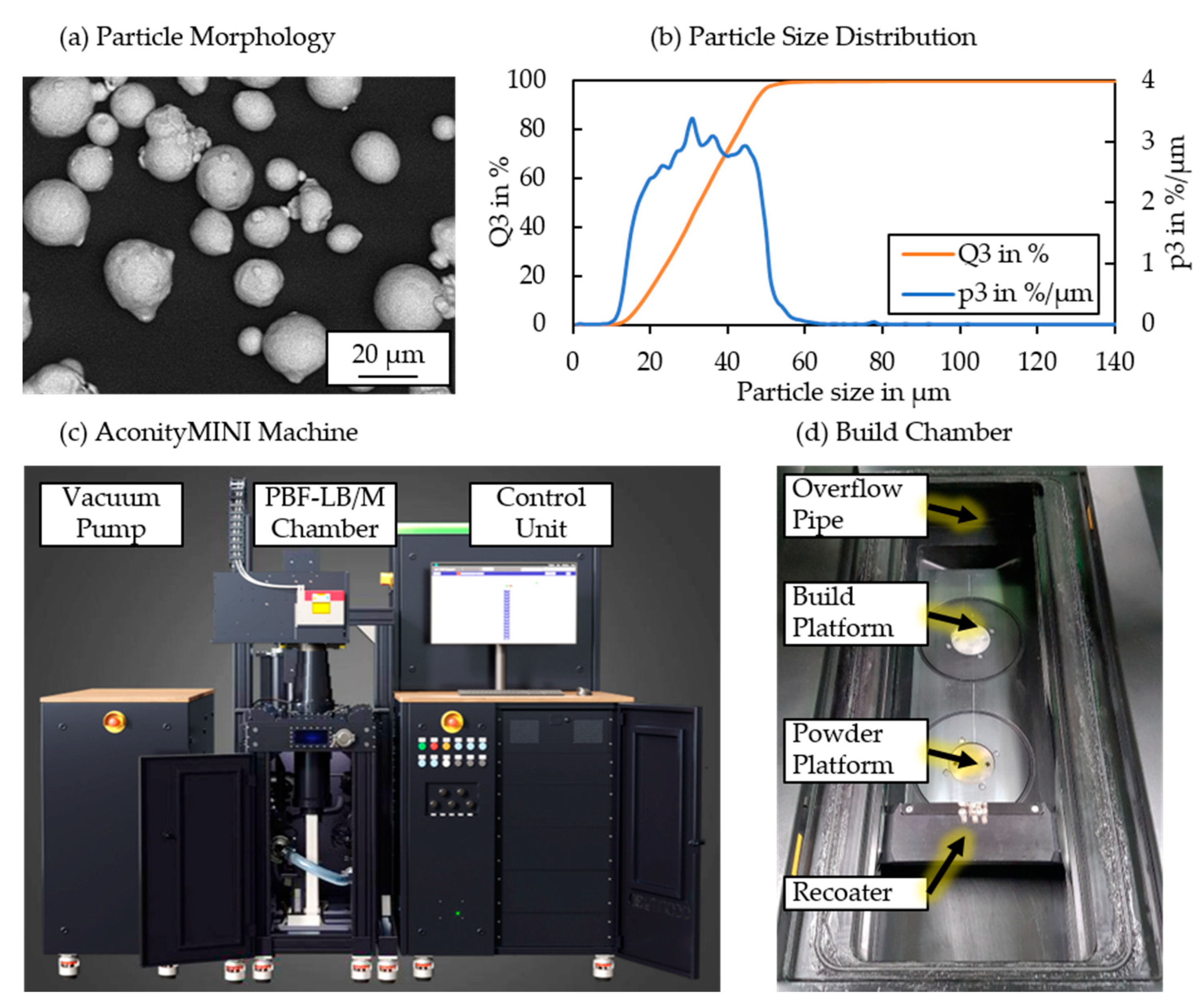
2. Materials and Methods
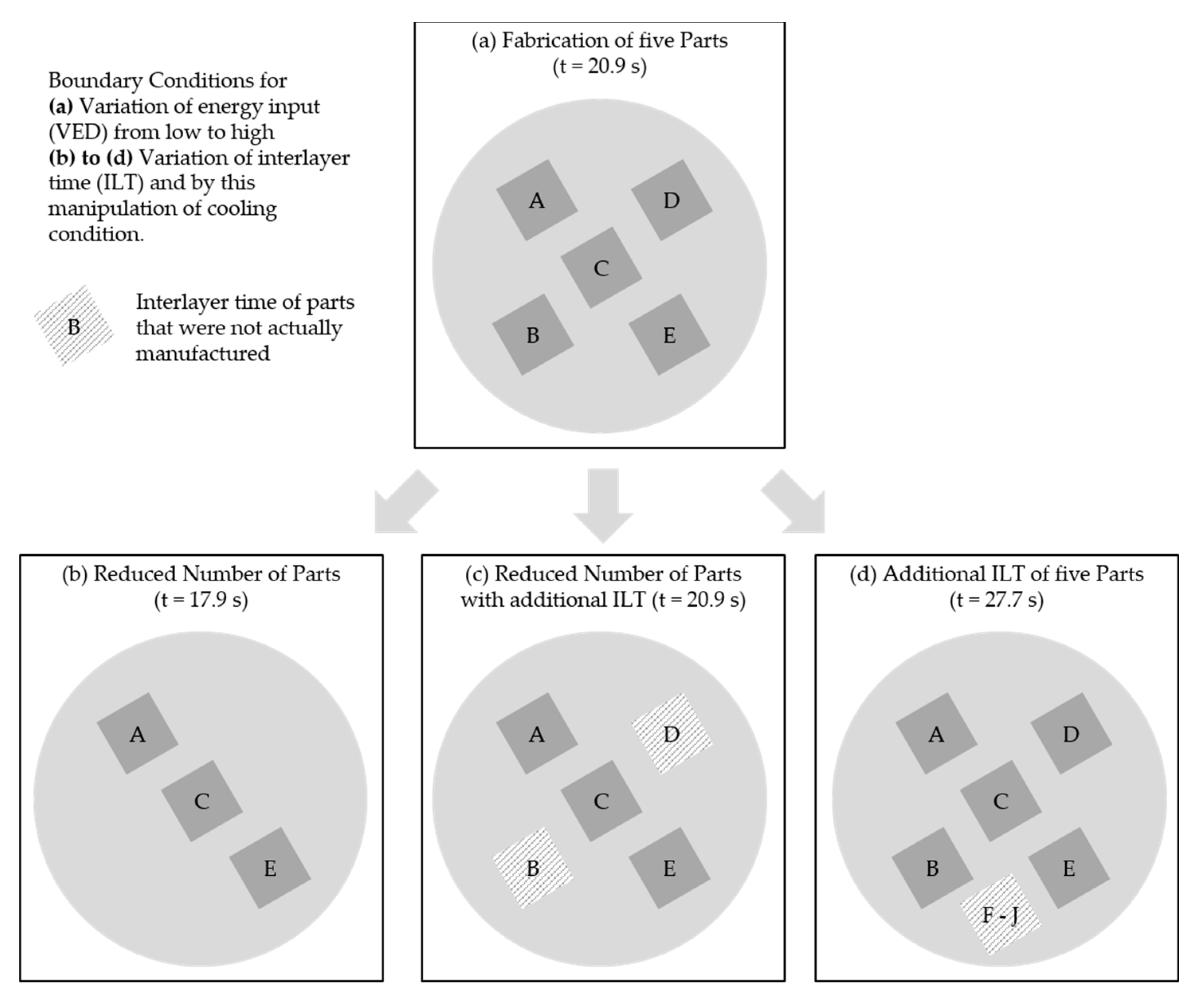
2.1. Sample Fabrication
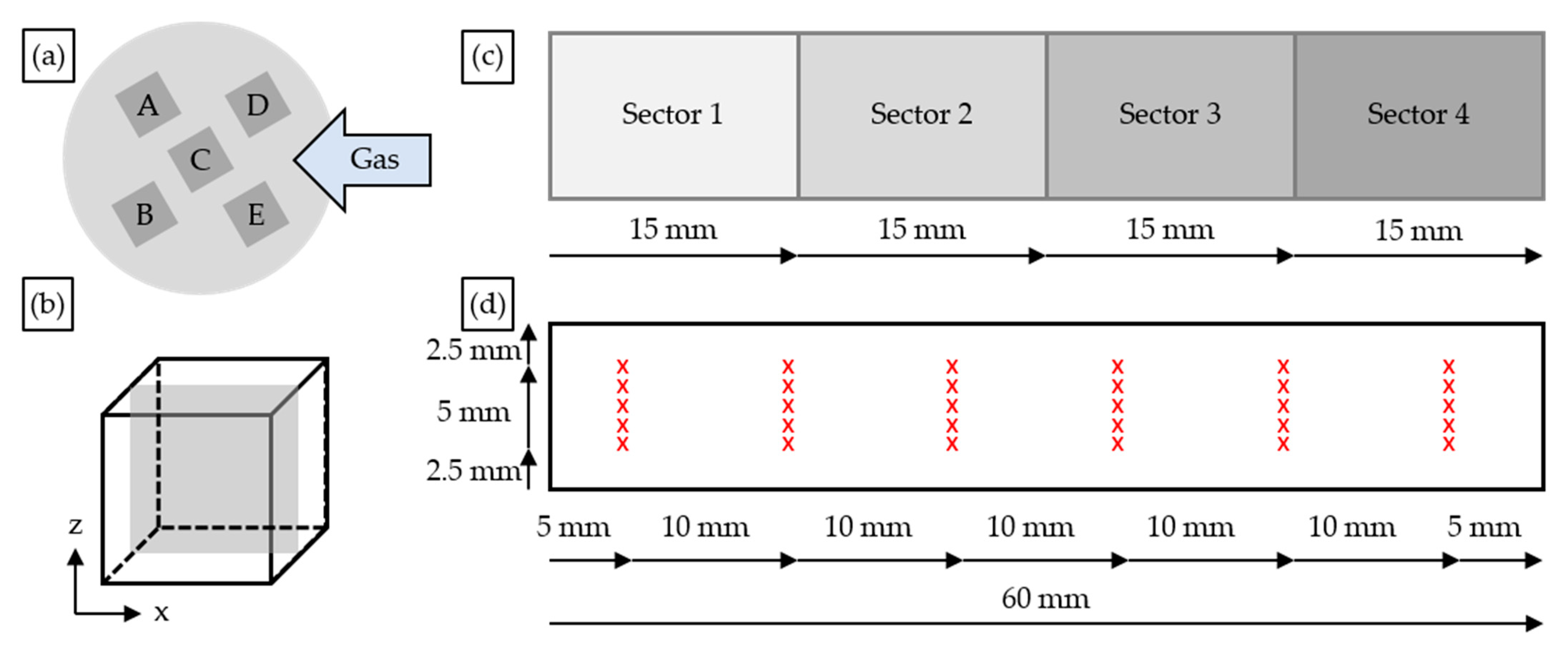
2.2. Sample Preparation
3. Results
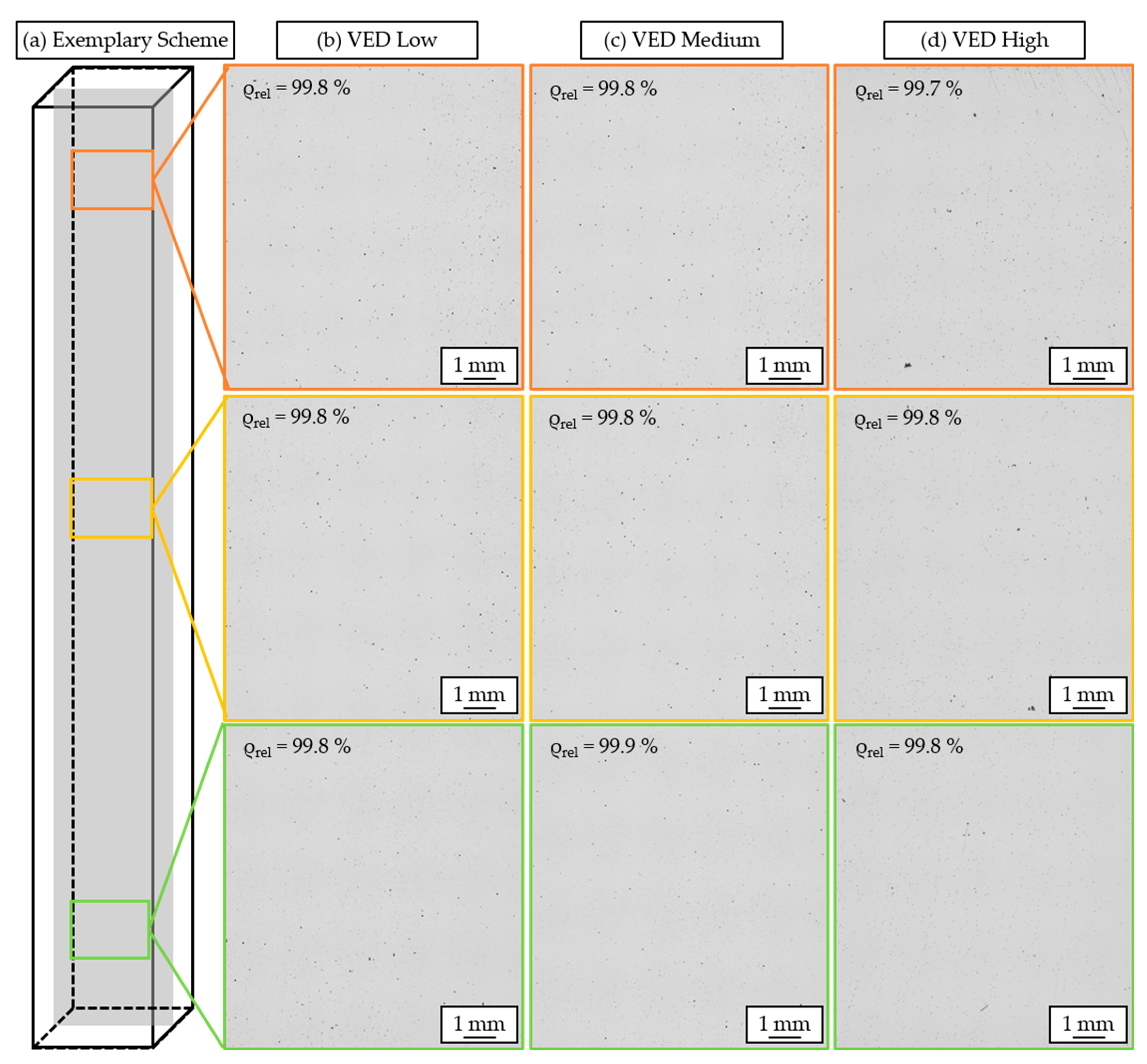
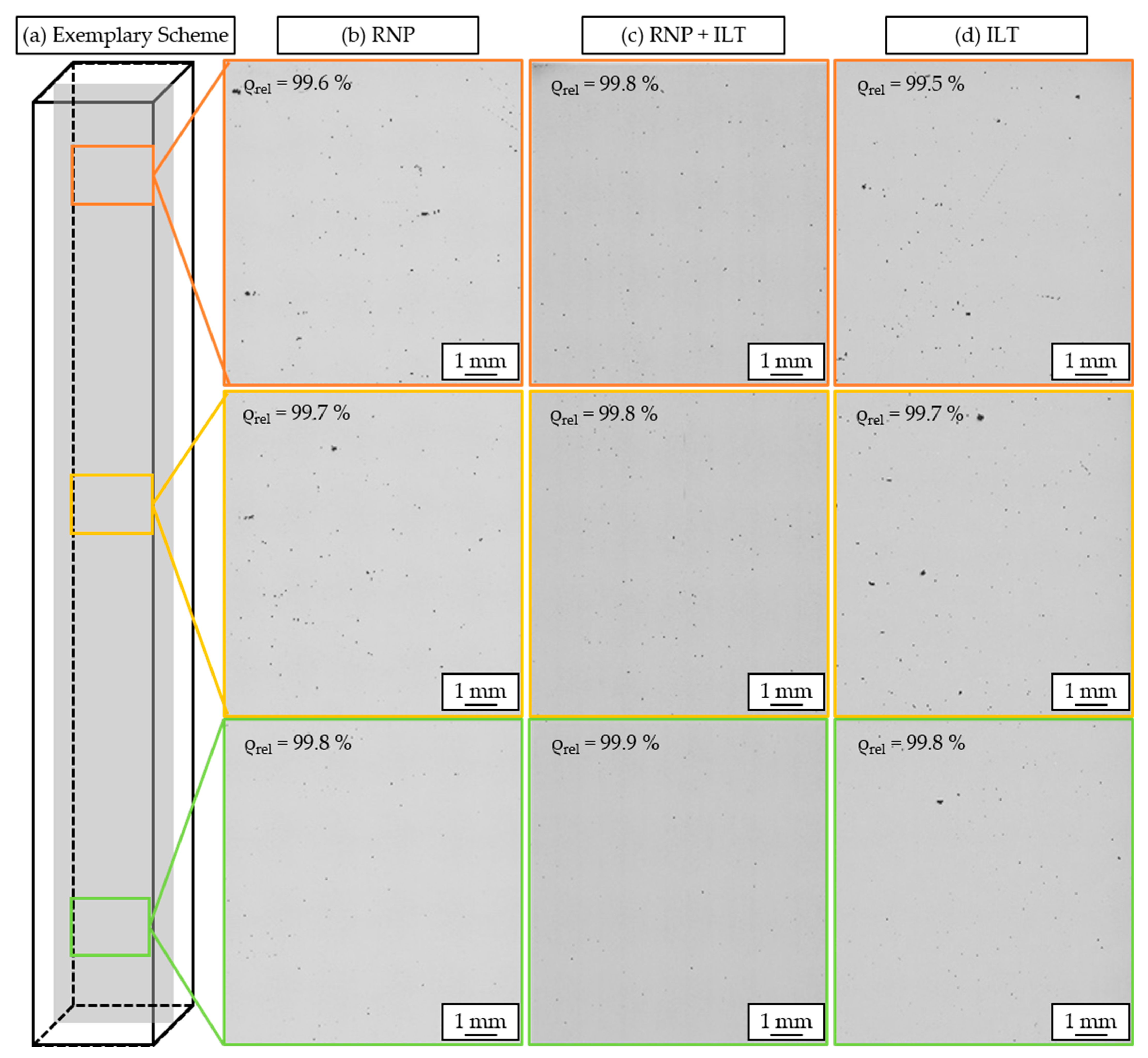
3.1. Relative Part Density
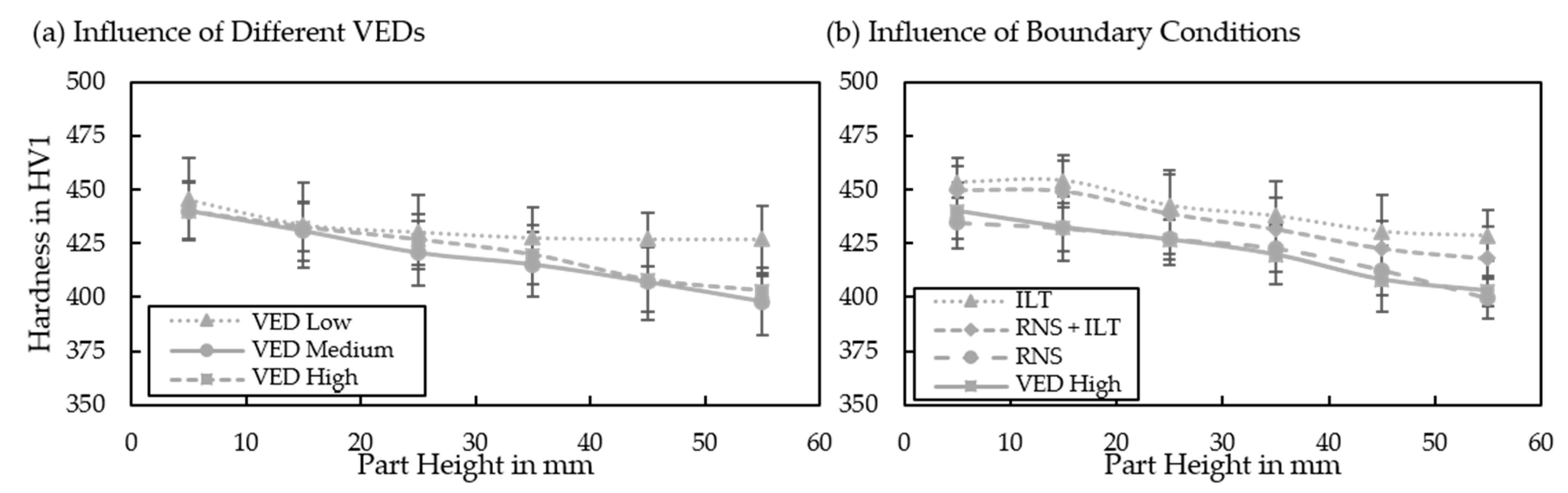
3.2. Microhardness along Build Direction
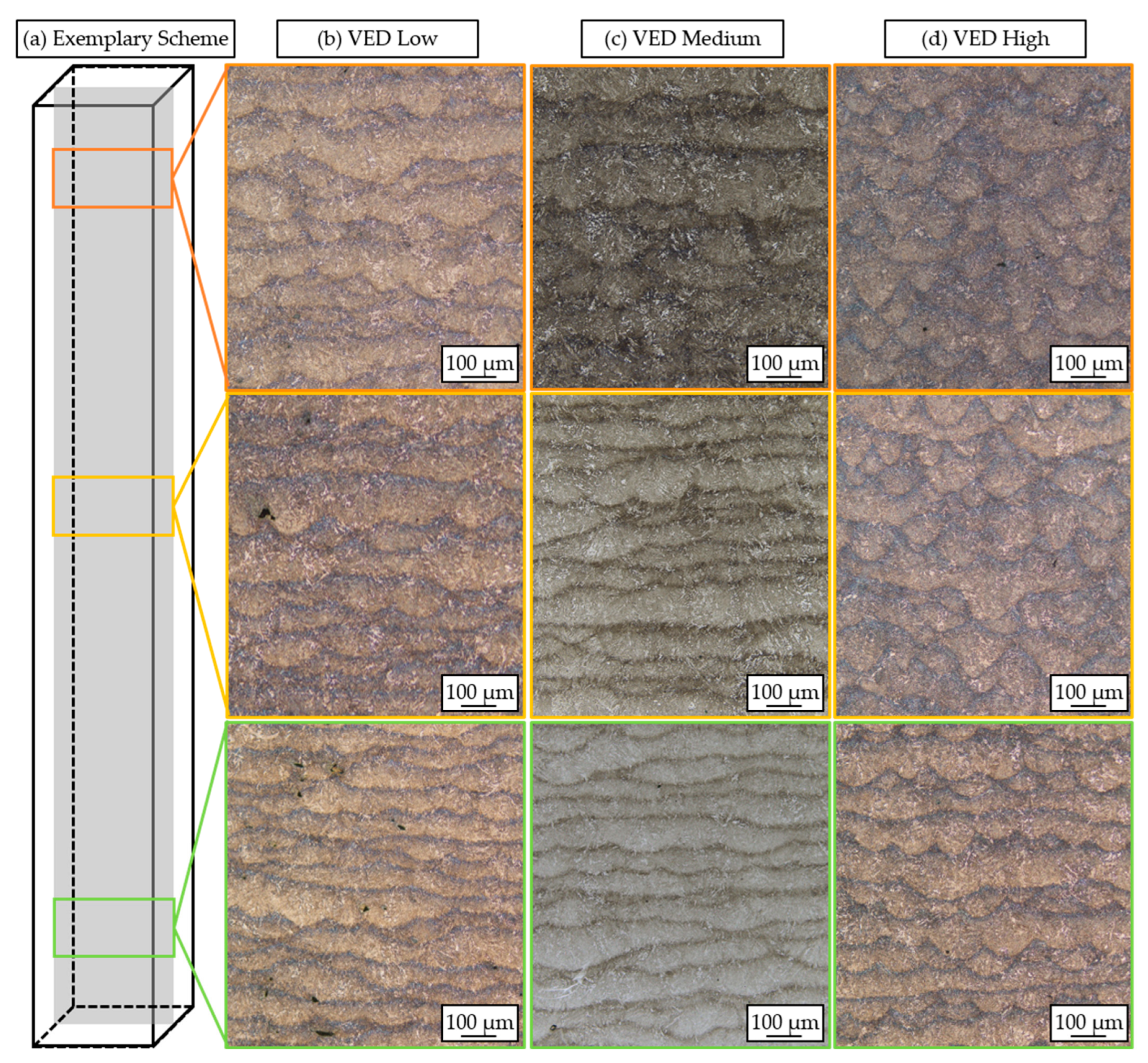
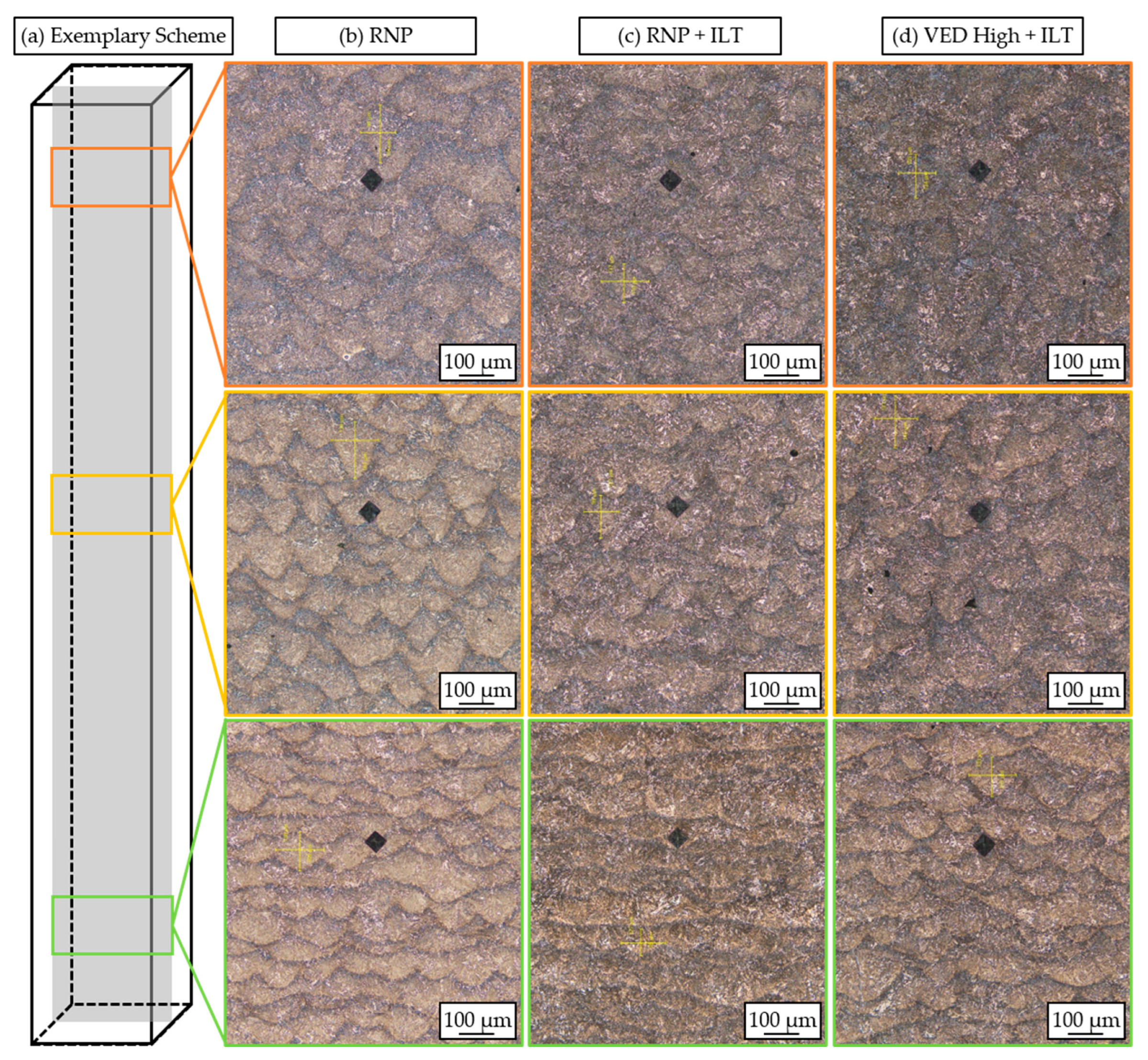
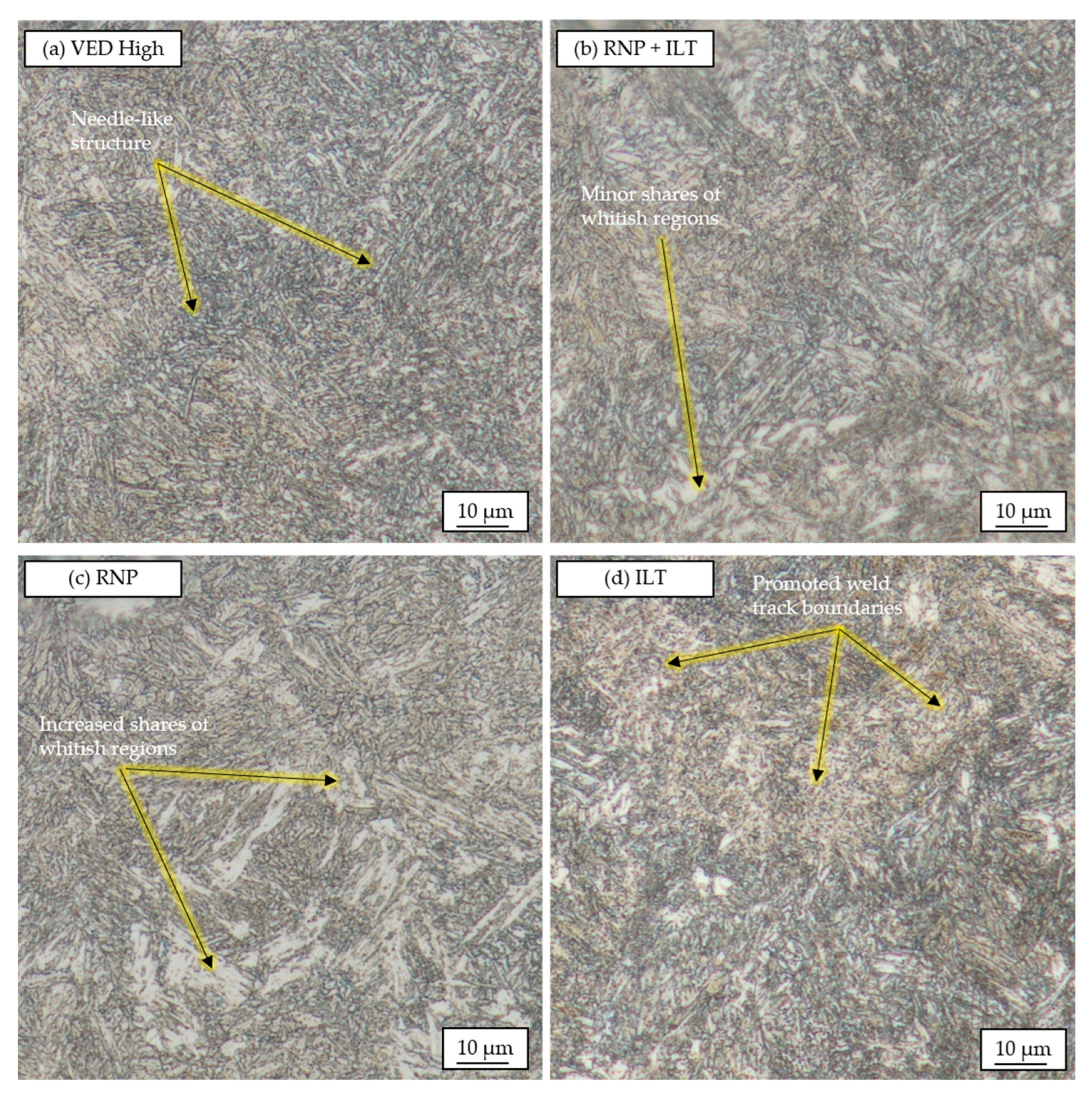
3.3. Microstructure Formation
4. Conclusions
- The applied VED strongly affects the material properties as higher energy inputs result in overheating. Associated with this overheating are increased weld penetration depths and hardness drop-offs.
- By modifying the applied VED, the severity of this effect can be reduced, even though it cannot be avoided completely.
- While low VEDs almost completely avoid the hardness drop-off, lack-of-fusion defects make this parameter combination unsuited for the fabrication of loaded products.
- The inter-layer time between two consecutive layers was identified to be the most critical influencing factor to avoid or force an overheating of the specimens.
- Increasing the inter-layer time can help in reducing overheating effects. This, however, might be associated with undesired material properties (e.g., brittle martensitic phases due to higher cooling gradients) and prolonged manufacturing times. The characterization of these properties will be scope of future work using experimental techniques like X-ray diffraction.
- The minimal VED should not fall below 25 J/mm3 to avoid lack-of-fusion defects during build-up.
- Adding moderate inter-layer times that are equivalent to a few specimens (≈20% of the build job time) helps in homogenizing the material properties by suppressing or at least postponing overheating effects.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Grosch, J.; Bartz, W.J. Einsatzhärten: Grundlagen–Verfahren–Anwendung–Eigenschaften einsatzgehärteter Gefüge und Bauteile; Kontakt & Studiumv. 356; Expert: Tübingen, Germany, 2019. [Google Scholar]
- Sharma, R.C. Principles of Heat Treatment of Steels; New Age International: New Delhi, India, 1996. [Google Scholar]
- Rakhit, A.K. Heat Treatment of Gears—A Practical Guide for Engineers; ASM International: Materials Park, OH, USA, 2010. [Google Scholar]
- Kamps, T. Leichtbau von Stirnzahnrädern aus Einsatzstahl mittels Laserstrahlschmelzen. Ph.D. Thesis, Technische Universität München, München, Germany, 2018. [Google Scholar]
- Emmelmann, C.; Sander, P.; Kranz, J.; Wycisk, E. Laser Additive Manufacturing and Bionics: Redefining Lightweight Design. Phys. Procedia 2011, 12, 364–368. [Google Scholar] [CrossRef]
- Elliott, A.M.; Waters, C. Additive Manufacturing for Designers—A Primer; SAE International: Warrendale, PA, USA, 2019. [Google Scholar] [CrossRef]
- Todd, M.K. High Value Manufacturing: Advanced Research in Virtual and Rapid Prototyping. In Proceedings of the 6th International Conference on Advanced Research in Virtual and Rapid Prototyping, Leiria, Portugal, 1–5 October 2013; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Bartels, D.; Klaffki, J.; Pitz, I.; Merklein, C.; Kostrewa, F.; Schmidt, M. Investigation on the Case-Hardening Behavior of Additively Manufactured 16MnCr5. Metals 2020, 10, 536. [Google Scholar] [CrossRef]
- Yang, M.; Sisson, R.D. Carburizing Heat Treatment of Selective-Laser-Melted 20MnCr5 Steel. J. Mater. Eng. Perform. 2020, 29, 3476–3485. [Google Scholar] [CrossRef]
- Schmitt, M.; Schlick, G.; Seidel, C.; Reinhart, G. Examination of the processability of 16MnCr5 by means of laser powder bed fusion. Procedia CIRP 2018, 74, 76–81. [Google Scholar] [CrossRef]
- Schmitt, M.; Gerstl, F.; Boesele, M.; Horn, M.; Schlick, G.; Schilp, J.; Reinhart, G. Influence of Part Geometry and Feature Size on the Resulting Microstructure and Mechanical Properties of the Case Hardening Steel 16MnCr5 processed by Laser Powder Bed Fusion. Procedia CIRP 2021, 104, 726–731. [Google Scholar] [CrossRef]
- Schmitt, M.; Kempter, B.; Inayathulla, S.; Gottwalt, A.; Horn, M.; Binder, M.; Winkler, J.; Schlick, G.; Tobie, T.; Stahl, K.; et al. Influence of Baseplate Heating and Shielding Gas on Distortion, Mechanical and Case hardening Properties of 16MnCr5 fabricated by Laser Powder Bed Fusion. Procedia CIRP 2020, 93, 581–586. [Google Scholar] [CrossRef]
- Aumayr, C.; Platl, J.; Zunko, H.; Turk, C. Additive Manufacturing of a Low-alloyed Engineering Steel. BHM 2020, 165, 137–142. [Google Scholar] [CrossRef]
- Schmitt, M.; Gottwalt, A.; Winkler, J.; Tobie, T.; Schlick, G.; Stahl, K.; Tetzlaff, U.; Schilp, J.; Reinhart, G. Carbon Particle In-Situ Alloying of the Case-Hardening Steel 16MnCr5 in Laser Powder Bed Fusion. Metals 2021, 11, 896. [Google Scholar] [CrossRef]
- Bartels, D.; Novotny, T.; Hentschel, O.; Huber, F.; Mys, R.; Merklein, C.; Schmidt, M. In situ modification of case-hardening steel 16MnCr5 by C and WC addition by means of powder bed fusion with laser beam of metals (PBF-LB/M). Int. J. Adv. Manuf. Technol. 2022, 120, 1729–1745. [Google Scholar] [CrossRef]
- Bartels, D.; Novotny, T.; Mohr, A.; van Soest, F.; Hentschel, O.; Merklein, C.; Schmidt, M. PBF-LB/M of Low-Alloyed Steels: Bainite-like Microstructures despite High Cooling Rates. Materials 2022, 15, 6171. [Google Scholar] [CrossRef]
- Huber, F.; Rasch, M.; Schmidt, M. Laser Powder Bed Fusion (PBF-LB/M) Process Strategies for In-Situ Alloy Formation with High-Melting Elements. Metals 2021, 11, 336. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Y.; Bai, Q. Defect Formation Mechanisms in Selective Laser Melting: A Review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef]
- Kumar, P.; Farah, J.; Akram, J.; Teng, C.; Ginn, J.; Misra, M. Influence of laser processing parameters on porosity in Inconel 718 during additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 103, 1497–1507. [Google Scholar] [CrossRef]
- Cacace, S.; Semeraro, Q. On the Lack of fusion porosity in L-PBF processes. Procedia CIRP 2022, 112, 352–357. [Google Scholar] [CrossRef]
- Moussaoui, K.; Rubio, W.; Mousseigne, M.; Sultan, T.; Rezai, F. Effects of Selective Laser Melting additive manufacturing parameters of Inconel 718 on porosity, microstructure and mechanical properties. Mater. Sci. Eng. A 2018, 735, 182–190. [Google Scholar] [CrossRef]
- de Terris, T.; Andreau, O.; Peyre, P.; Adamski, F.; Koutiri, I.; Gorny, C.; Dupuy, C. Optimization and comparison of porosity rate measurement methods of Selective Laser Melted metallic parts. Addit. Manuf. 2019, 28, 802–813. [Google Scholar] [CrossRef]
- Mohr, G.; Altenburg, S.J.; Hilgenberg, K. Effects of inter layer time and build height on resulting properties of 316L stainless steel processed by laser powder bed fusion. Addit. Manuf. 2020, 32, 101080. [Google Scholar] [CrossRef]
- Mohr, G.; Sommer, K.; Knobloch, T.; Altenburg, S.J.; Recknagel, S.; Bettge, D.; Hilgenberg, K. Process Induced Preheating in Laser Powder Bed Fusion Monitored by Thermography and Its Influence on the Microstructure of 316L Stainless Steel Parts. Metals 2021, 11, 1063. [Google Scholar] [CrossRef]
- Keshavarzkermani, A.; Marzbanrad, E.; Esmaeilizadeh, R.; Mahmoodkhani, Y.; Ali, U.; Enrique, P.D.; Zhou, N.Y.; Bonakdar, A.; Toyserkani, E. An investigation into the effect of process parameters on melt pool geometry, cell spacing, and grain refinement during laser powder bed fusion. Opt. Laser Technol. 2019, 116, 83–91. [Google Scholar] [CrossRef]
- Tang, M.; Pistorius, P.C.; Narra, S.P.; Beuth, J.L. Rapid Solidification: Selective Laser Melting of AlSi10Mg. JOM 2016, 68, 960–966. [Google Scholar] [CrossRef]
- Song, B.; Dong, S.; Deng, S.; Liao, H.; Coddet, C. Microstructure and tensile properties of iron parts fabricated by selective laser melting. Opt. Laser Technol. 2014, 56, 451–460. [Google Scholar] [CrossRef]
- Rasch, M.; Bartels, D.; Sun, S.; Schmidt, M. AlSi10Mg in Powder Bed Fusion with Laser Beam: An Old and Boring Material? Materials 2022, 15, 5651. [Google Scholar] [CrossRef] [PubMed]
- Montevecchi, F.; Venturini, G.; Grossi, N.; Scippa, A.; Campatelli, G. Idle time selection for wire-arc additive manufacturing: A finite element-based technique. Addit. Manuf. 2018, 21, 479–486. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Heigel, J.C.; Michaleris, P.; Palmer, T. Effect of inter-layer dwell time on distortion and residual stress in additive manufacturing of titanium and nickel alloys. J. Mater. Process. Technol. 2015, 215, 123–131. [Google Scholar] [CrossRef]
- Spierings, A.B.; Dawson, K.; Uggowitzer, P.J.; Wegener, K. Influence of SLM scan-speed on microstructure, precipitation of Al3Sc particles and mechanical properties in Sc- and Zr-modified Al-Mg alloys. Mater. Des. 2018, 140, 134–143. [Google Scholar] [CrossRef]
- Lee, H.; Jung, J.E.; Kang, D.-S.; Jeong, H.W.; Yun, D.W.; Choe, J.; Yoo, Y.S.; Seo, S.-M. Oxide dispersion strengthened IN718 owing to powder reuse in selective laser melting. Mater. Sci. Eng. A 2022, 832, 142369. [Google Scholar] [CrossRef]
- Wang, M.; Li, W.; Wu, Y.; Li, S.; Cai, C.; Wen, S.; Wei, Q.; Shi, Y.; Ye, F.; Chen, Z. High-Temperature Properties and Microstructural Stability of the AISI H13 Hot-Work Tool Steel Processed by Selective Laser Melting. Met. Mater. Trans. B 2019, 50, 531–542. [Google Scholar] [CrossRef]
- Hooper, P.A. Melt pool temperature and cooling rates in laser powder bed fusion. Addit. Manuf. 2018, 22, 548–559. [Google Scholar] [CrossRef]
- Pauly, S.; Wang, P.; Kühn, U.; Kosiba, K. Experimental determination of cooling rates in selectively laser-melted eutectic Al-33Cu. Addit. Manuf. 2018, 22, 753–757. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element Concentration in wt.-% | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Mo | Ni | V | Fe |
| 0.22 | 0.7 | 1.2 | <0.02 | <0.02 | 1.0 | 0.9 | <0.3 | <0.15 | Bal. |
| Parameter | VED Low | VED Medium | VED High |
|---|---|---|---|
| Laser Power [W] | 175 W | 200 W | 250 W |
| Scanning Speed [mm/s] | 950 mm/s | 850 mm/s | 700 mm/s |
| Hatch Distance [µm] | 120 µm | 120 µm | 110 µm |
| Avg. Time per Layer [s] | 19.6 s | 20.2 s | 20.9 s |
| VED [J/mm3] | 25.6 J/mm3 | 32.7 J/mm3 | 54.1 J/mm3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bartels, D.; Albert, M.E.; Nahr, F.; Schmidt, M. On the Influence of Volumetric Energy Density and Inter-Layer Time on the Material Properties of Case-Hardening Steels. Alloys 2023, 2, 168-183. https://0-doi-org.brum.beds.ac.uk/10.3390/alloys2030013
Bartels D, Albert ME, Nahr F, Schmidt M. On the Influence of Volumetric Energy Density and Inter-Layer Time on the Material Properties of Case-Hardening Steels. Alloys. 2023; 2(3):168-183. https://0-doi-org.brum.beds.ac.uk/10.3390/alloys2030013
Chicago/Turabian StyleBartels, Dominic, Moritz Elias Albert, Florian Nahr, and Michael Schmidt. 2023. "On the Influence of Volumetric Energy Density and Inter-Layer Time on the Material Properties of Case-Hardening Steels" Alloys 2, no. 3: 168-183. https://0-doi-org.brum.beds.ac.uk/10.3390/alloys2030013