
Fretting Corrosion Performance Evaluation of Uncoated Cladding, Cr Coating Cladding and AlCrNbSiTi Coating Cladding
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
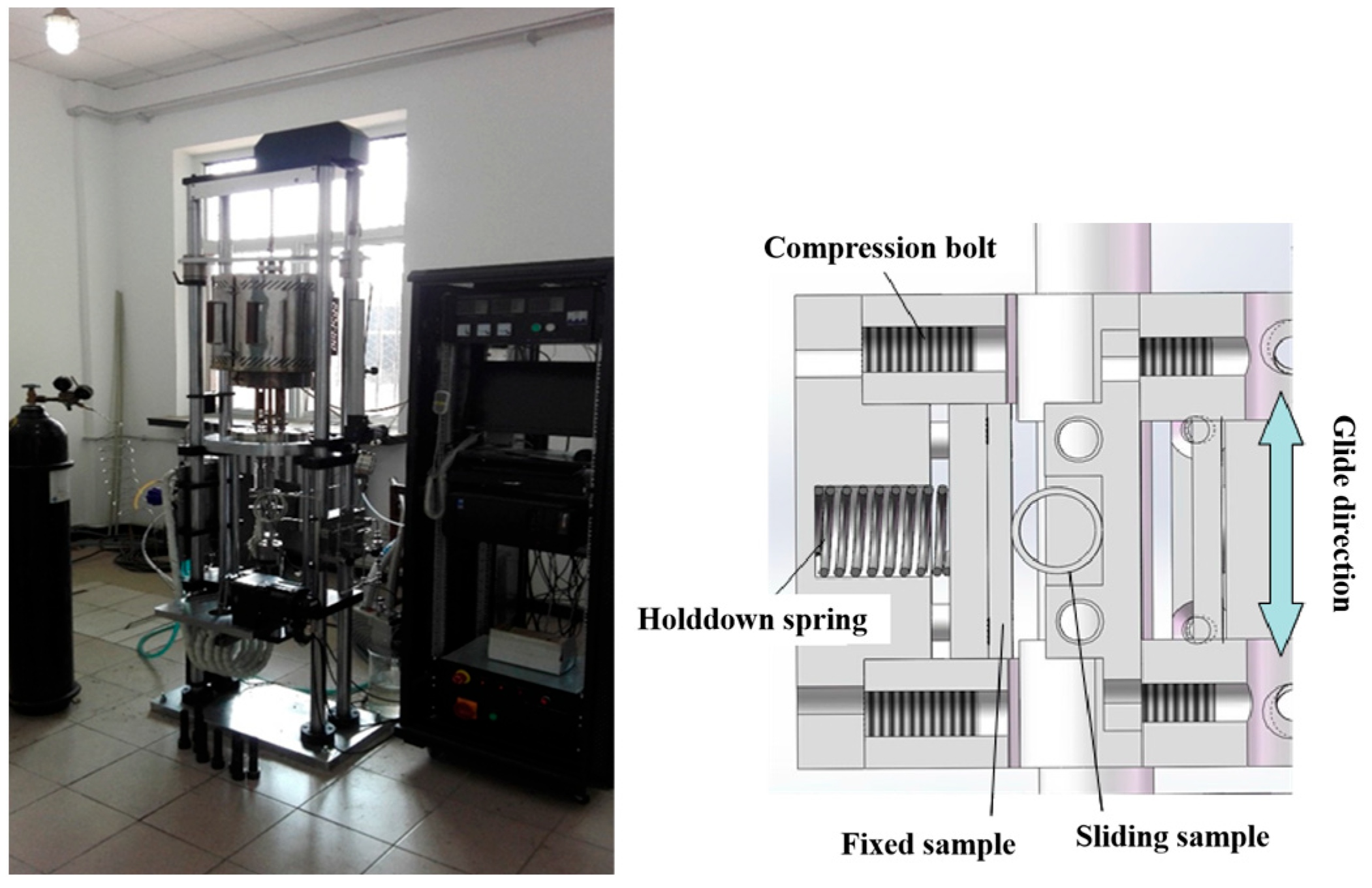
2.2. Experimental Equipment
2.3. Experimental Conditions and Parameters
- (1)
- Temperature: 300 °C;
- (2)
- Pressure: 9.5 MPa;
- (3)
- Water chemical environment: 650 ppm B + 3.5 ppm Li;
- (4)
- Normal force: 10 N;
- (5)
- Slip distance: 100 μm;
- (6)
- Frequency: 20 Hz;
- (7)
- Time: 2 × 106 times.
2.4. Microstructure Analysis of Experimental Samples
2.5. Analysis and Evaluation of Fretting Corrosion Data
3. Results
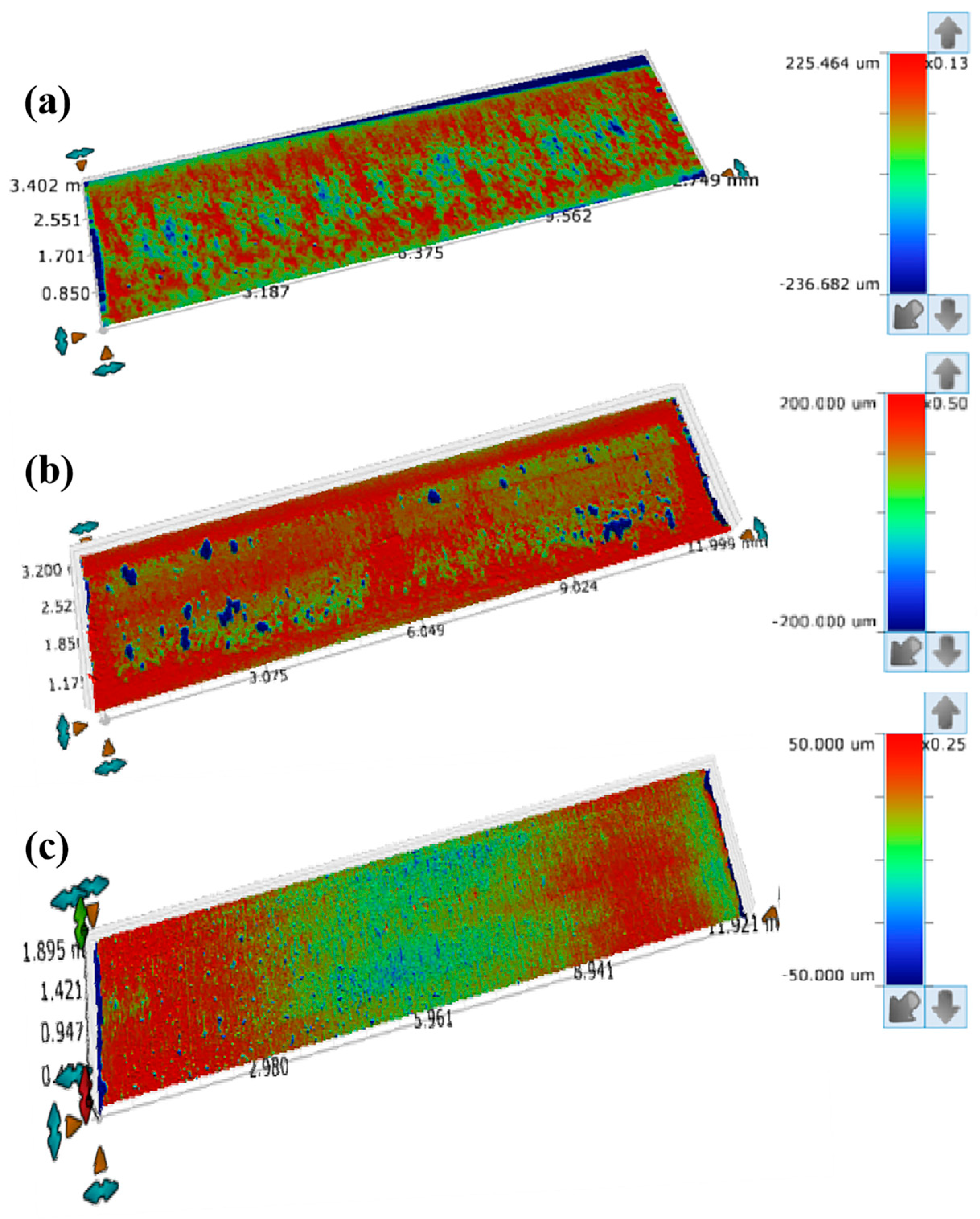
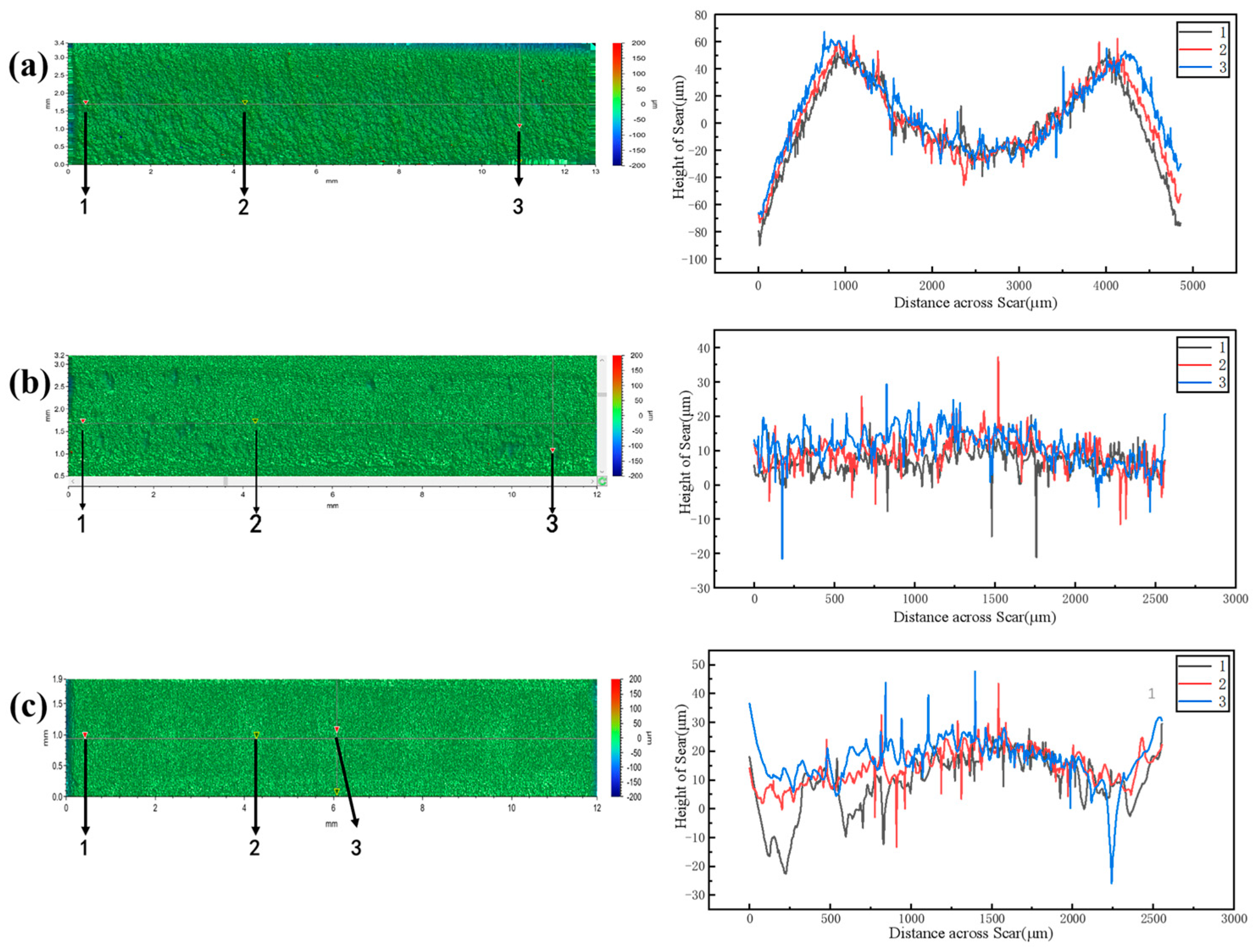
3.1. The Wear Marks Morphology and Contours
3.2. Microscopic Damage Mechanisms
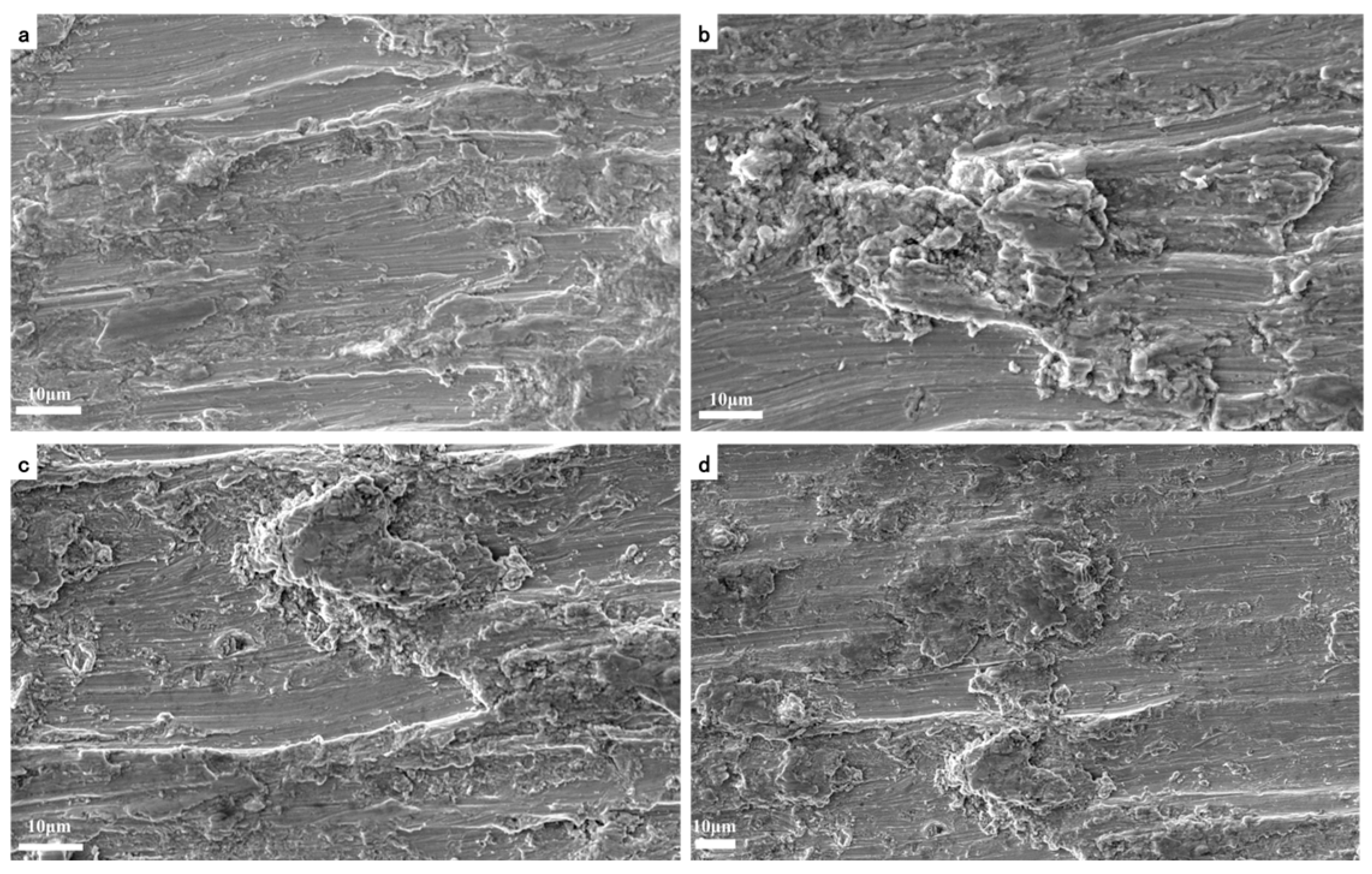
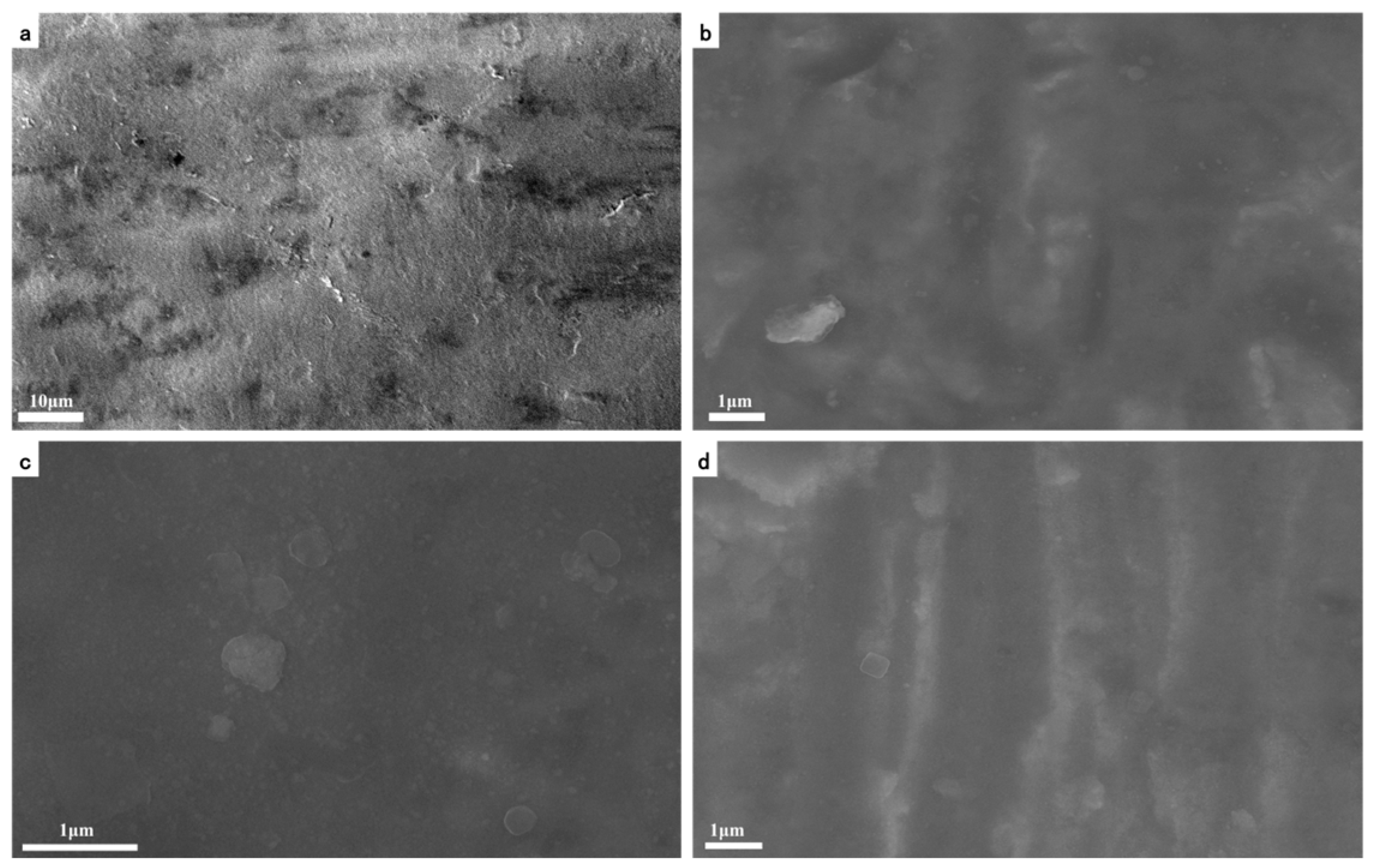
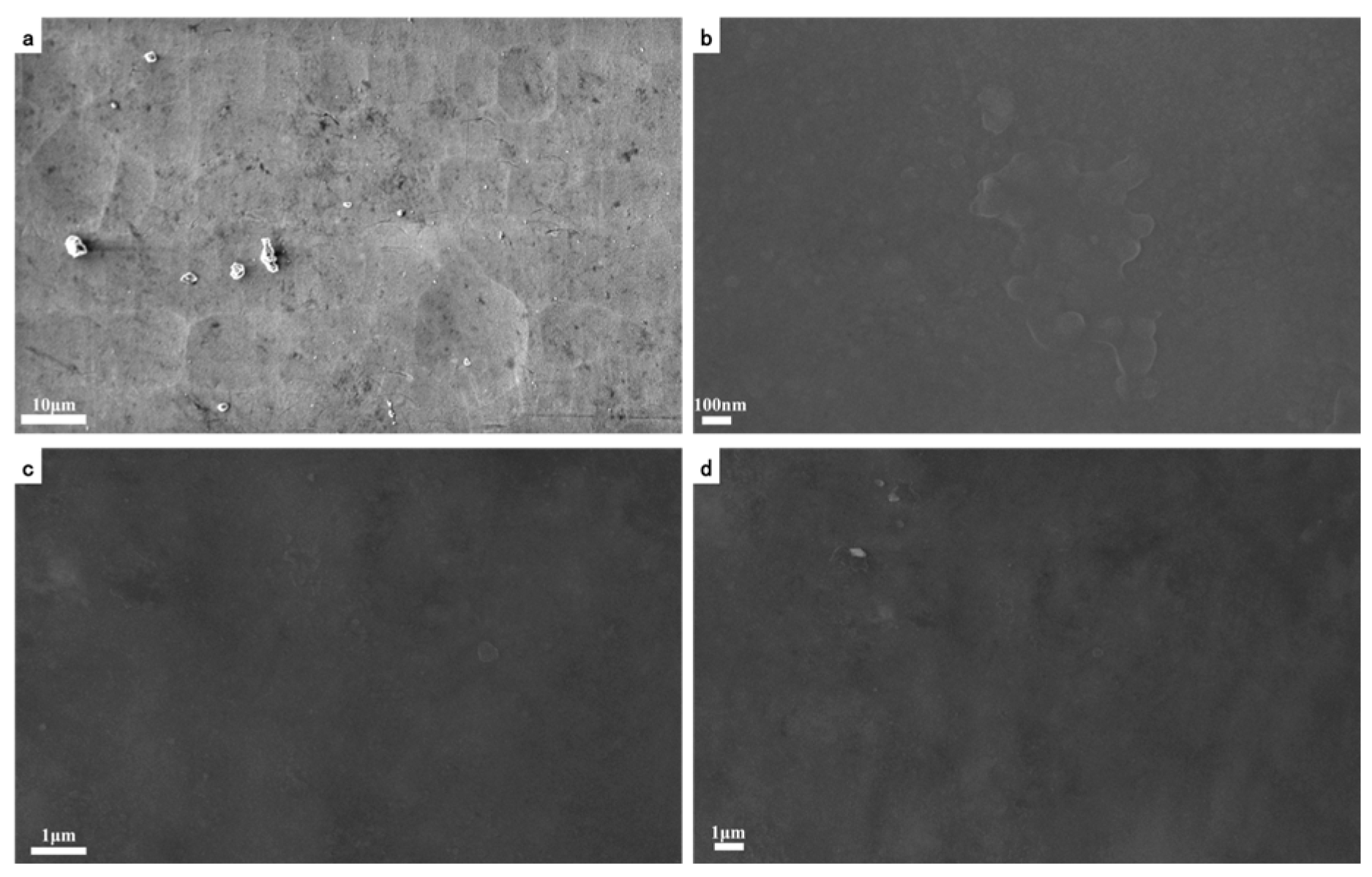
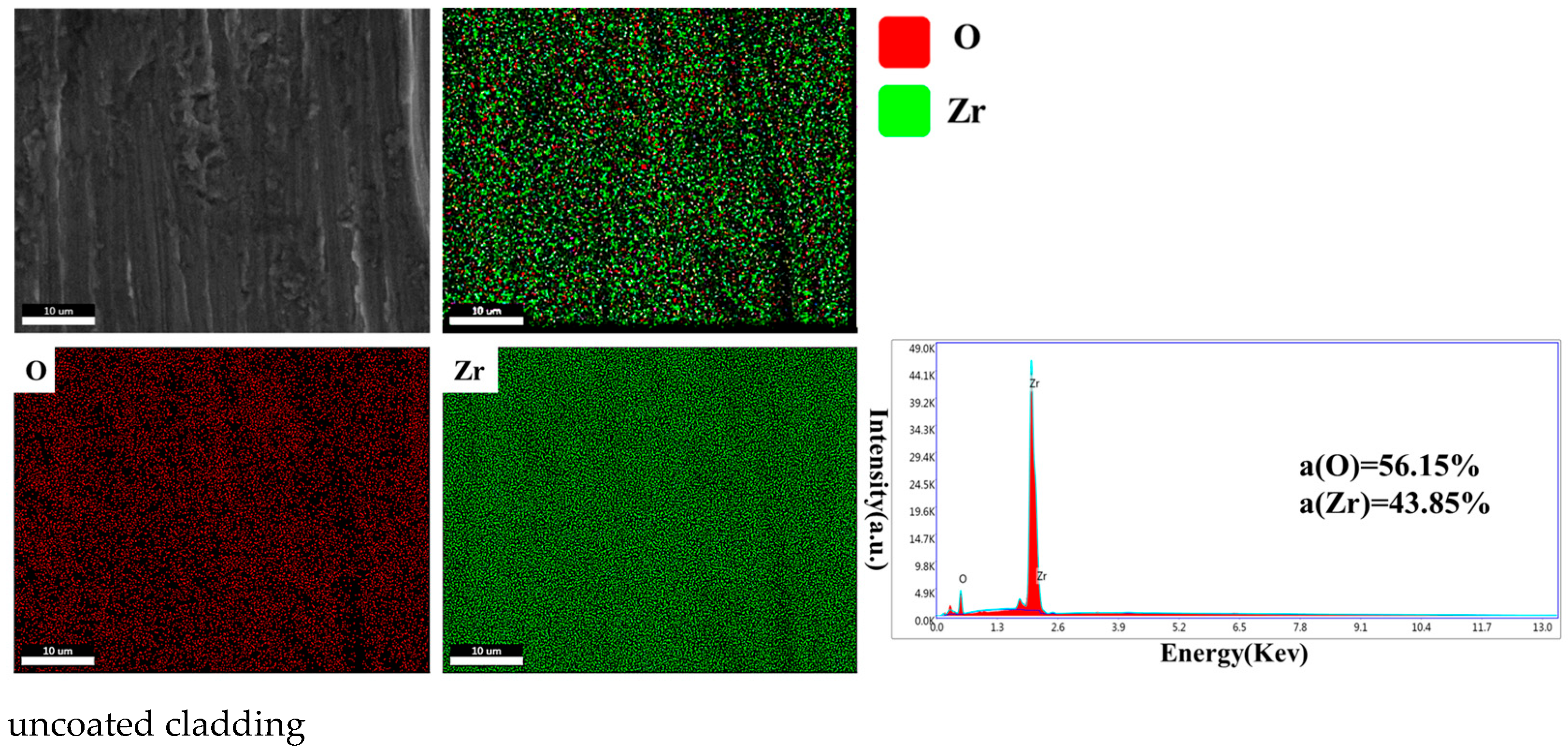
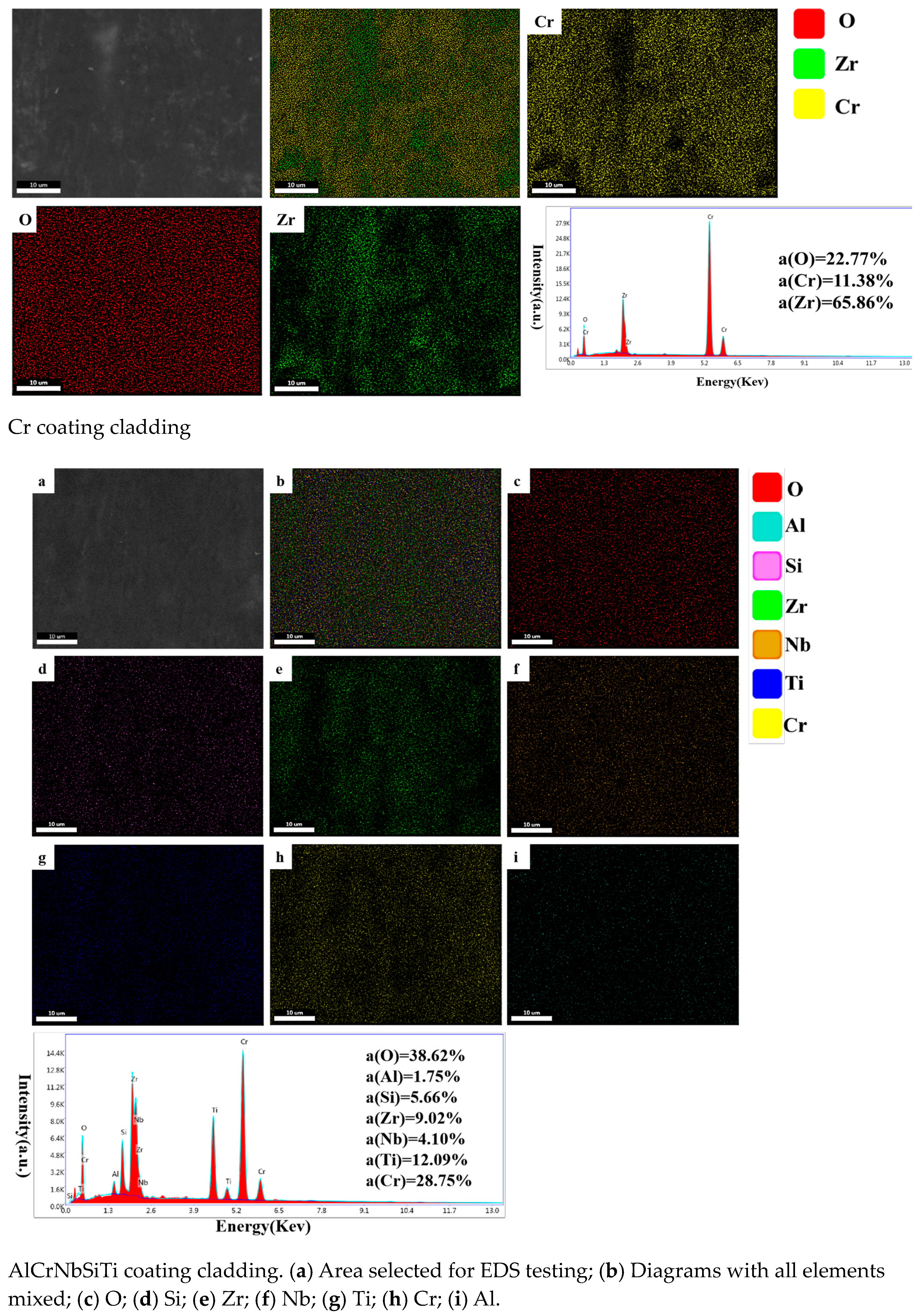
3.2.1. Surface Morphology and Elemental Distribution of Wear Marks
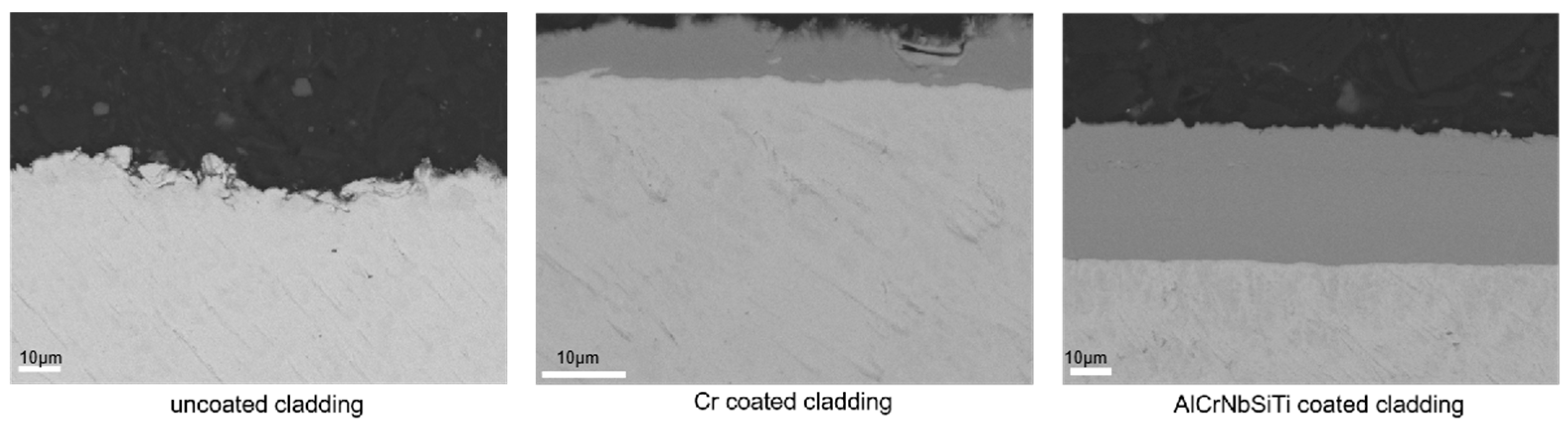
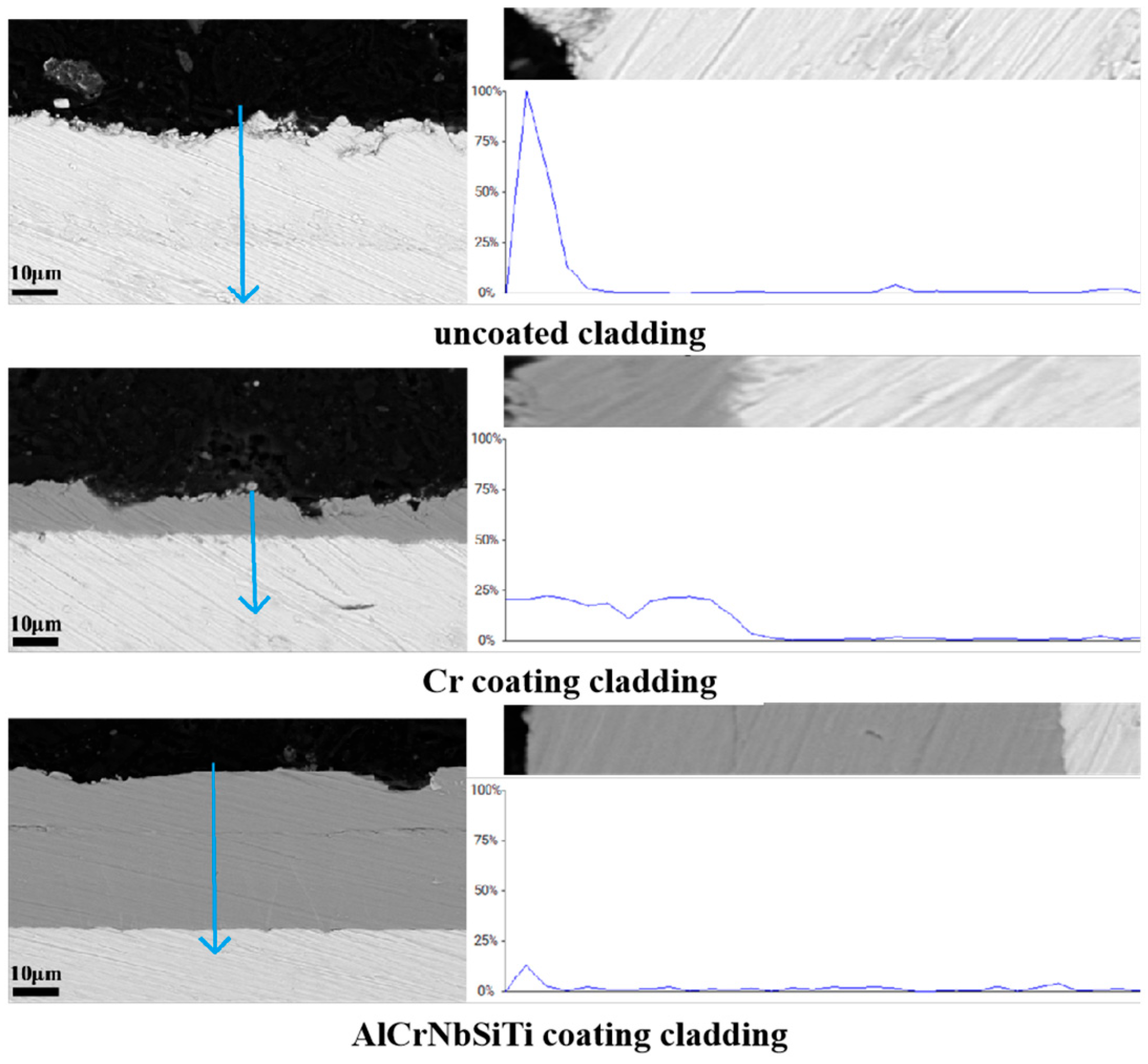
3.2.2. Cross-Sectional Morphology and Elemental Distribution of Wear Marks
4. Discussion
5. Conclusions
- (1)
- The AlCrNbSiTi coating cladding has the best fretting corrosion performance, the Cr coating cladding has the second best fretting corrosion performance, and the uncoated cladding has the worst fretting corrosion performance.
- (2)
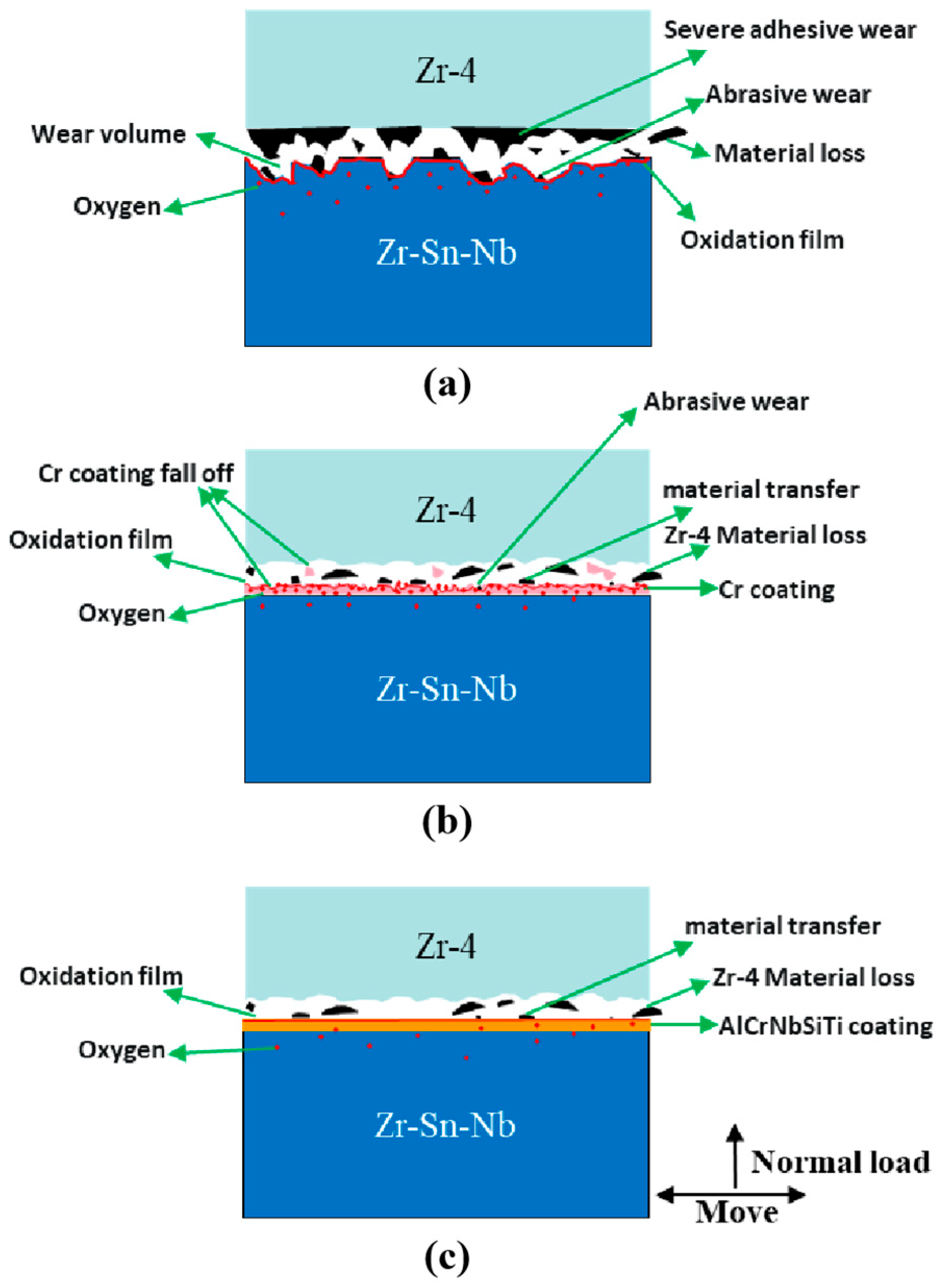
- The AlCrNbSiTi and Cr coatings alter the wear mechanism of the cladding, preventing adhesive wear and reducing abrasive wear. Additionally, they enhanced the cladding’s corrosion resistance by restricting oxygen’s penetration into the matrix. These two factors are primary contributors to the improvement in the cladding’s fretting corrosion performance.
- (3)
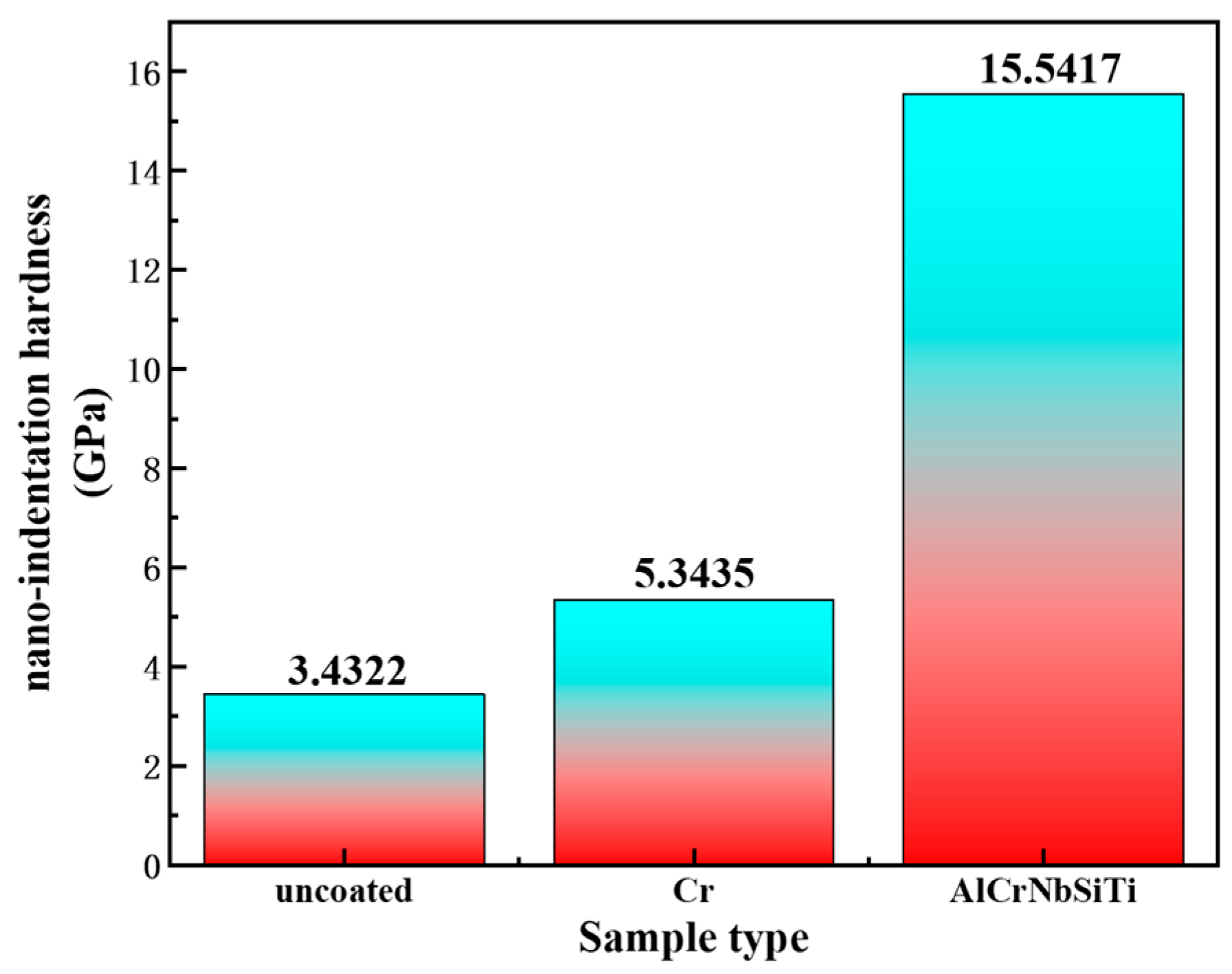
- The fretting corrosion performance of the AlCrNbSiTi coating cladding is slightly higher than that of the Cr coating cladding, and the higher hardness of the AlCrNbSiTi coating cladding almost completely prevents abrasive wear. Additionally, the AlCrNbSiTi coating cladding reduces oxidation due to its high corrosion resistance and avoids the peeling of the coating. On the other hand, severe oxidation occurs in the Cr coating cladding, which leads to the partial detachment of the Cr coating. This difference in fretting corrosion performance between these two types of coating cladding can be attributed to this reason.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| PWRs | pressurized water reactors |
| FIV | flow-induced vibration |
| SEM | scanning electron microscope |
| ATF | accident tolerant fuel |
| WHE | the United States Westinghouse |
| CEA | the French Atomic Energy Commission |
| KAERI | Korea Atomic Energy Authority |
| NPIC | China Nuclear Power Research and Design Institute |
| PVD | physics vapor deposition |
| DC | direct current |
| 3D | three-dimensional |
| 2D | two-dimensional |
| EDS | Energy Dispersive Spectrometer |
References
- Kim, K.T.; Jang, Y.K.; Choi, J.H. A Study of Flow-Induced Grid-to-Rod Fretting Wear in PWR Fuel Assemblies. In Proceedings of the ASME/JSME 2004 Pressure Vessels and Piping Conference, San Diego, CA, USA, 25–29 July 2004. [Google Scholar]
- Rubiolo, P.R.; Young, M.Y. On the Factors Affecting the Fretting-Wear Risk of PWR Fuel Assemblies. Nucl. Eng. Des. 2009, 239, 68–79. [Google Scholar] [CrossRef]
- Pettigrew, M.J.; Carlucci, L.N.; Taylor, C.E. Flow-induced vibration and related technologies in nuclear components. Nucl. Eng. Des. 1991, 131, 81–100. [Google Scholar] [CrossRef]
- Tanabe, F. Fukushima NPP accident related: Analysis of core melt accident in Fukushima Daiichi-Unit 1 nuclear reactor. J. Nucl. Energy Sci. Power Gener. Technol. 2011, 48, 1135–1139. [Google Scholar]
- Chung, H.M. Fuelbehavior under Loss-of-Cool Antaccident Situations. Nucl. Eng. Technol. 2005, 37, 327–362. [Google Scholar]
- Ott, L.J.; Robb, K.R.; Wang, D.J. Preliminary assessment of accident-tolerant fuels on LWR performance during normal operation and under DB and BDB ac-cident conditions. J. Nucl. Mater. 2014, 448, 520–533. [Google Scholar] [CrossRef]
- Trujillo, I.I.; Flem, M.L.; Brachet, J.C. Assessment at CEA of Coated Nuclear Fuel Cladding for LWRS with Increased Margins in Loca and beyond Loca Conditions. In Proceedings of the LWR Fuel Performance Meeting/TopFuel 2013, Charlotte, NC, USA, 15–19 September 2013. [Google Scholar]
- Yeom, H.; Maier, B.; Johnson, G.; Dabney, T.; Lenling, M.; Sridharan, K. High Temperature Oxidation and Microstructural Evolution of Cold Spray Chromium Coatings on Zircaloy-4 in Steam Environments. J. Nucl. Mater. 2019, 526, 151737. [Google Scholar] [CrossRef]
- Wei, T.G.; Zhang, R.Q.; Yang, H.Y. Microstructure, Corrosion Resistance and Oxidation Behavior of Cr-Coatings on Zircaloy-4 Prepared by Vacuum Arc Plasma Deposition. Corros. Sci. 2019, 158, 108077. [Google Scholar] [CrossRef]
- Kim, H.G.; Kim, I.H.; Jung, Y.I. Adhesion Property and High-Temperature Oxidation Behavior of Cr-Coated Zircaloy-4 Cladding Tube Prepared by 3D Laser Coating. J. Nucl. Mater. 2015, 465, 531–539. [Google Scholar] [CrossRef]
- Terrani, K.A.; Zinkle, S.J.; Snead, L.L. Advanced oxidation-resistant iron-based alloys for LWR fuel cladding. J. Nucl. Mater. 2014, 448, 420–435. [Google Scholar] [CrossRef]
- Terrani, K.A.; Pint, B.A.; Parish, C.M. Silicon Carbide Oxidation in Steam up to 2 MPa. J. Am. Ceram.Soc. 2014, 97, 2331–2352. [Google Scholar] [CrossRef]
- Wen, T.L.; Zhen, L. A high oxidation resistance Ti2AlC coating on Zirlo substrates for loss-of-coolant accident conditions. Ceramurgia. Int. 2019, 4, 89. [Google Scholar]
- Yeom, H.; Maier, B.; Johnsom, G. Development of cold spray process for oxidation-resistant FeCrAl and Mo diffusion barrier coatings on optimized ZIRLO™. J. Nucl. Mater. 2018, 5, 14. [Google Scholar] [CrossRef]
- Bischoff, J.; Delafoy, C.; Vauglin, C. AREVA NP’s enhanced accident-tolerant fuel developments: Focus on Cr-coated M5 cladding. Nucl. Eng. Technol. 2018, 50, 223–228. [Google Scholar] [CrossRef]
- Maier, B.; Yeom, H.; Johnsom, G. Development of Cold Spray Chromium Coatings for Improved Accident Tolerant Zirconium-Alloy Cladding. J. Nucl. Mater. 2019, 519, 247–254. [Google Scholar] [CrossRef]
- Daub, K.; Van, N.R.; Nordin, H. Investigation of the Impact of Coatings on Corrosion and Hydrogen Uptake of Zircaloy-4. J. Nucl. Mater. 2015, 467, 260–270. [Google Scholar] [CrossRef]
- Alat, E.; Motta, A.T.; Comstock, R.J. Multilayer (TiN, TiAlN) Ceramic Coatings for Nuclear Fuel Cladding. J. Nucl. Mater. 2016, 478, 236–244. [Google Scholar] [CrossRef]
- Van, N.R.; Andersson, V.; Balak, J. In-Pile Testing of CRN, TiAlN, and AlCrN Coatings on Zircaloy Cladding in the Halden Reactor. In Proceedings of the Zirconium in the Nuclear Industry: 18th International Symposium, West Conshohocken, PA, USA, 15–19 May 2018. [Google Scholar]
- Poulia, A.; Georgatis, E.; Lekatou, A. Dry-sliding wear response of MoTaWNbV high entropy alloy. Adv. Eng. Mater. 2017, 19, 1600535. [Google Scholar] [CrossRef]
- Kumar, N.A.; Kiran, P. Microstructural stability and mechanical behavior of FeNiMnCr high entropy alloy under ion irradiation. Acta Mater. 2016, 113, 230–244. [Google Scholar] [CrossRef]
- Lee, Y.H.; Park, D.J.; Jung, Y.I. Impact Fretting Wear Behavior of Cr-Alloy Coating Layer for Accident-Tolerant Fuel Cladding. In Proceedings of the TMS 2022 151st Annual Meeting & Exhibition, Daejeon, Republic of Korea, 7 February 2022. [Google Scholar]
- Lee, Y.H.; Byun, T.S. A comparative study on the wear behaviors of cladding candidates for accident-tolerant fuel. J. Nucl. Mater. 2015, 465, 857–865. [Google Scholar] [CrossRef]
- Winter, T.; Thomas, N.; Richard, W.S. Coefficient of friction evolution with temperature under fretting wear for FeCrAl fuel cladding candidate. J. Nucl. Mater. 2019, 520, 140–151. [Google Scholar] [CrossRef]
- Tupin, M.; Brachet, J.C.; Vandenberghe, V. Early studies on Cr-Coated Zircaloy-4 as Enhanced Accident Tolerant Nuclear Fuel Claddings for Light Water Reactors. J. Nucl. Mater. 2019, 517, 268. [Google Scholar]
- Reed, B.; Wang, R.; Lu, R.Y. Autoclave grid-to-rod fretting wear evaluation of a candidate cladding coating for accident-tolerant fuel. Wear. 2021, 203578, 466–467. [Google Scholar] [CrossRef]
- Elleuch, K.; Fouvry, S. Wear analysis of A357 aluminium alloy under fretting. Wear 2002, 253, 662–672. [Google Scholar] [CrossRef]
- Guo, X.; Lai, P.; Tang, L. Effects of sliding amplitude and normal load on the fretting wear behavior of alloy 690 tube exposed to high temperature water. Tribol. Int. 2017, 116, 155–163. [Google Scholar] [CrossRef]
- Xue, X.; Wang, S.; Li, B. Modification methodology of fretting wear in involute spline. Wear 2016, 368, 435–444. [Google Scholar] [CrossRef]
- Ghosh, A.; Leonard, B.; Sadeghi, F. A stress based damage mechanics model to simulate fretting wear of Hertzian line contact in partial slip. Wear 2013, 307, 87–99. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Zr | Sn | Nb | Fe |
|---|---|---|---|---|
| content | 97.83 | 0.92 | 1.13 | 0.12 |
| Element | Al | Cr | Nb | Si | Ti |
|---|---|---|---|---|---|
| content | 8 | 49 | 12 | 12 | 19 |
| Sample Type | Wear Volume (mm3) | Wear Coefficient (Pa−1) |
|---|---|---|
| uncoated cladding | 0.256 | 6.4 × 10−14 |
| Cr coating cladding | 0.044 | 1.1 × 10−14 |
| AlCrNbSiTi coating cladding | 0.022 | 5.5 × 10−15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Li, S.; Wang, H.; Tu, M.; Zhou, B.; Hu, Y. Fretting Corrosion Performance Evaluation of Uncoated Cladding, Cr Coating Cladding and AlCrNbSiTi Coating Cladding. Alloys 2023, 2, 227-241. https://0-doi-org.brum.beds.ac.uk/10.3390/alloys2040016
Liu X, Li S, Wang H, Tu M, Zhou B, Hu Y. Fretting Corrosion Performance Evaluation of Uncoated Cladding, Cr Coating Cladding and AlCrNbSiTi Coating Cladding. Alloys. 2023; 2(4):227-241. https://0-doi-org.brum.beds.ac.uk/10.3390/alloys2040016
Chicago/Turabian StyleLiu, Xin, Shen Li, Hui Wang, Menghe Tu, Bokai Zhou, and Yong Hu. 2023. "Fretting Corrosion Performance Evaluation of Uncoated Cladding, Cr Coating Cladding and AlCrNbSiTi Coating Cladding" Alloys 2, no. 4: 227-241. https://0-doi-org.brum.beds.ac.uk/10.3390/alloys2040016