Surface Defect Detection for Mobile Phone Back Glass Based on Symmetric Convolutional Neural Network Deep Learning

Abstract
:1. Introduction
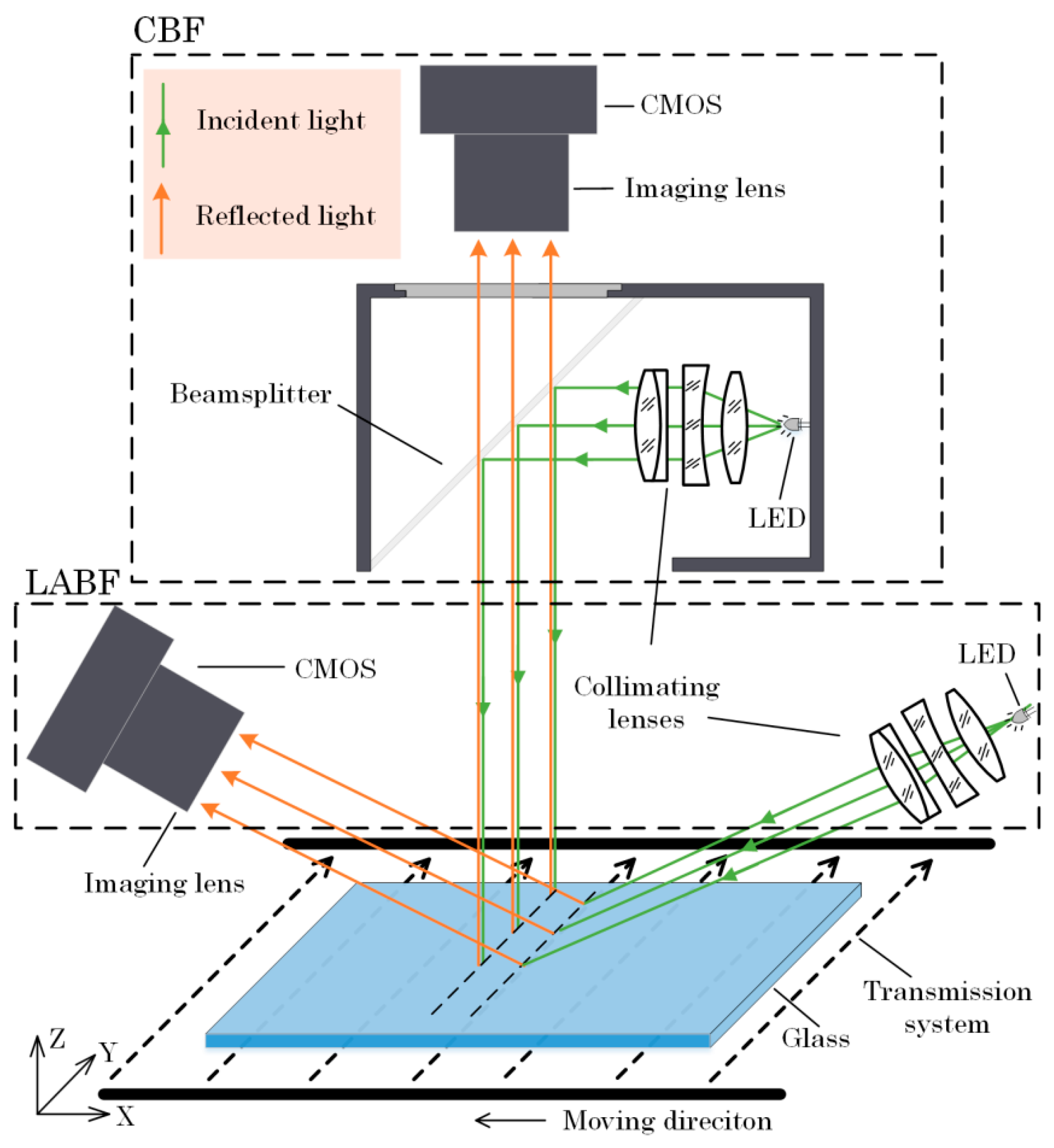
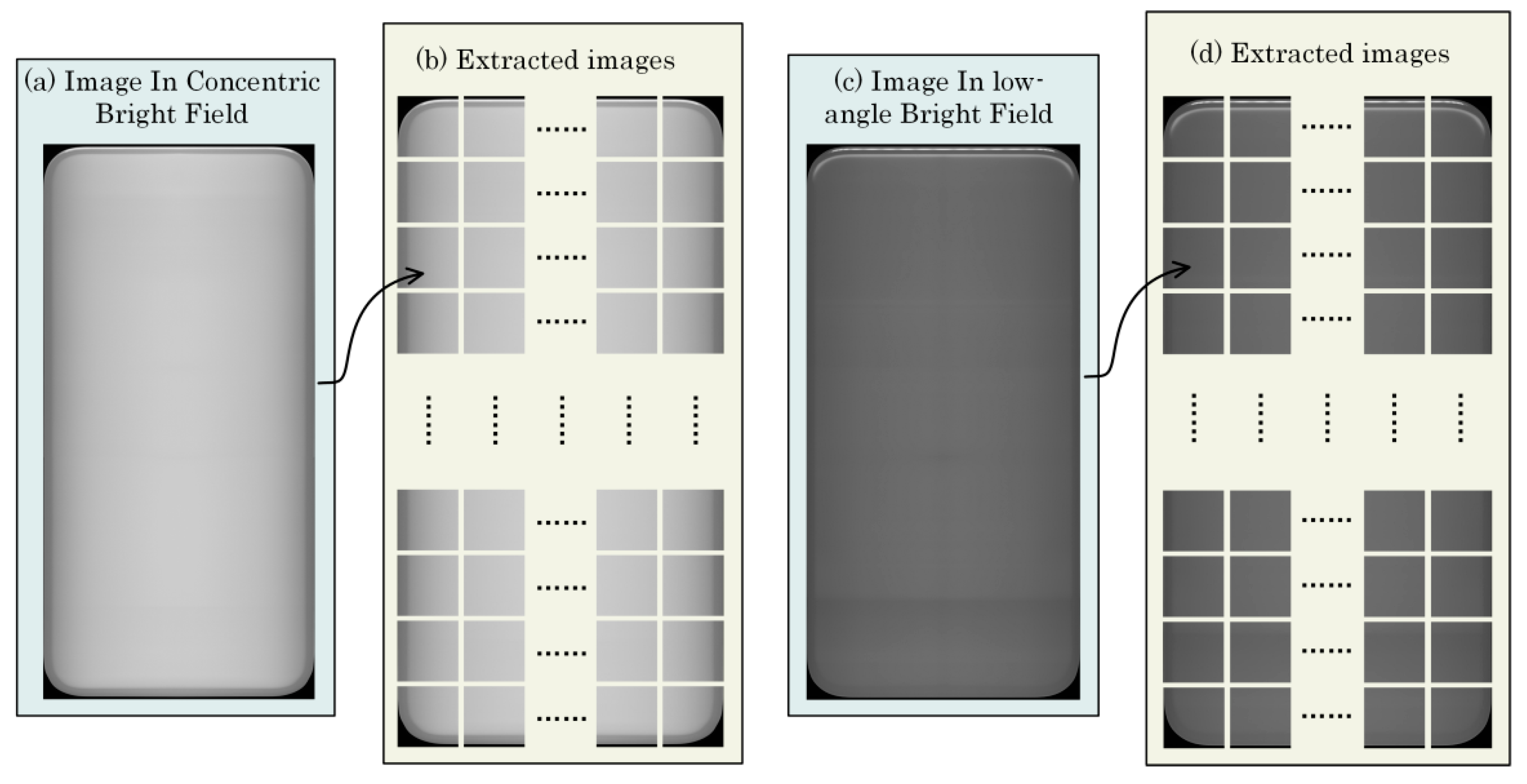
2. Imaging Capture System
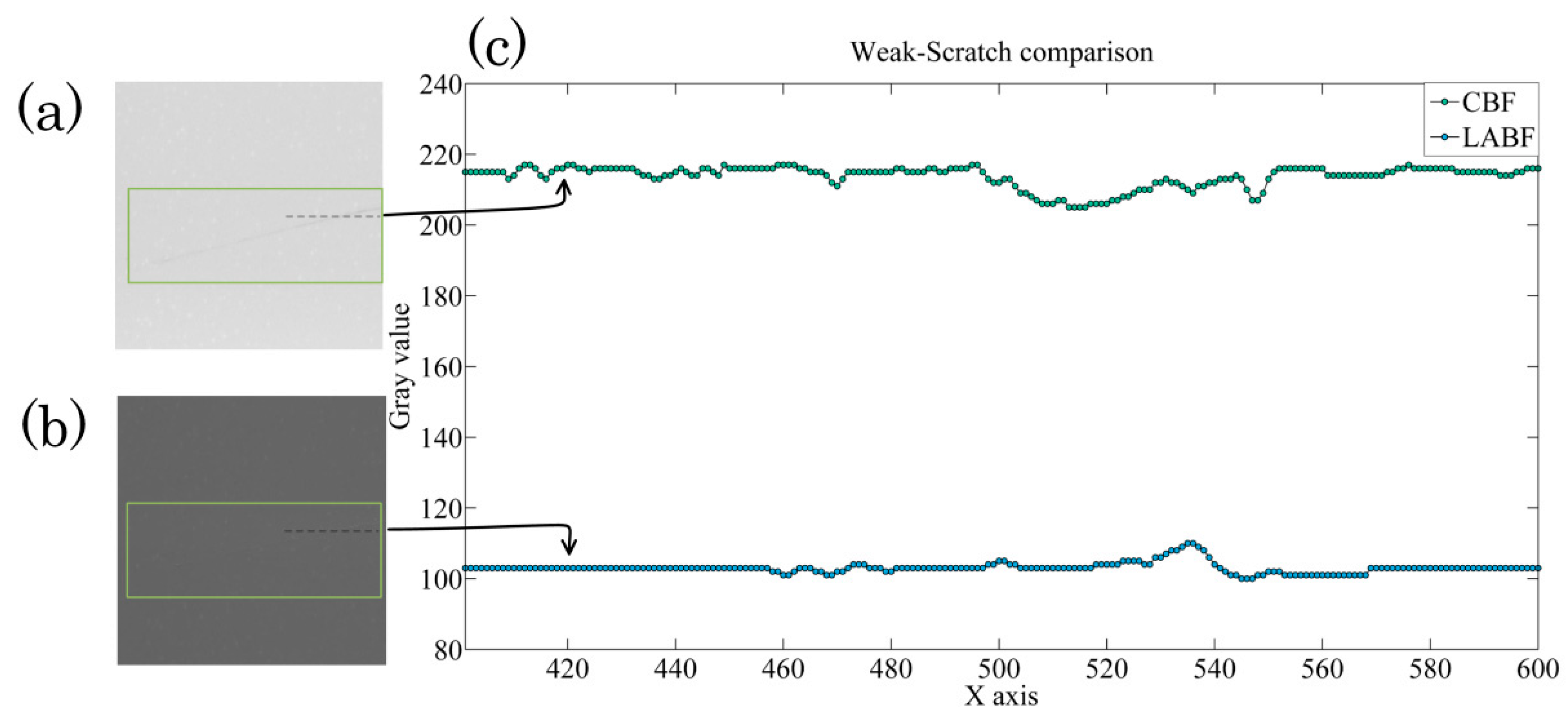
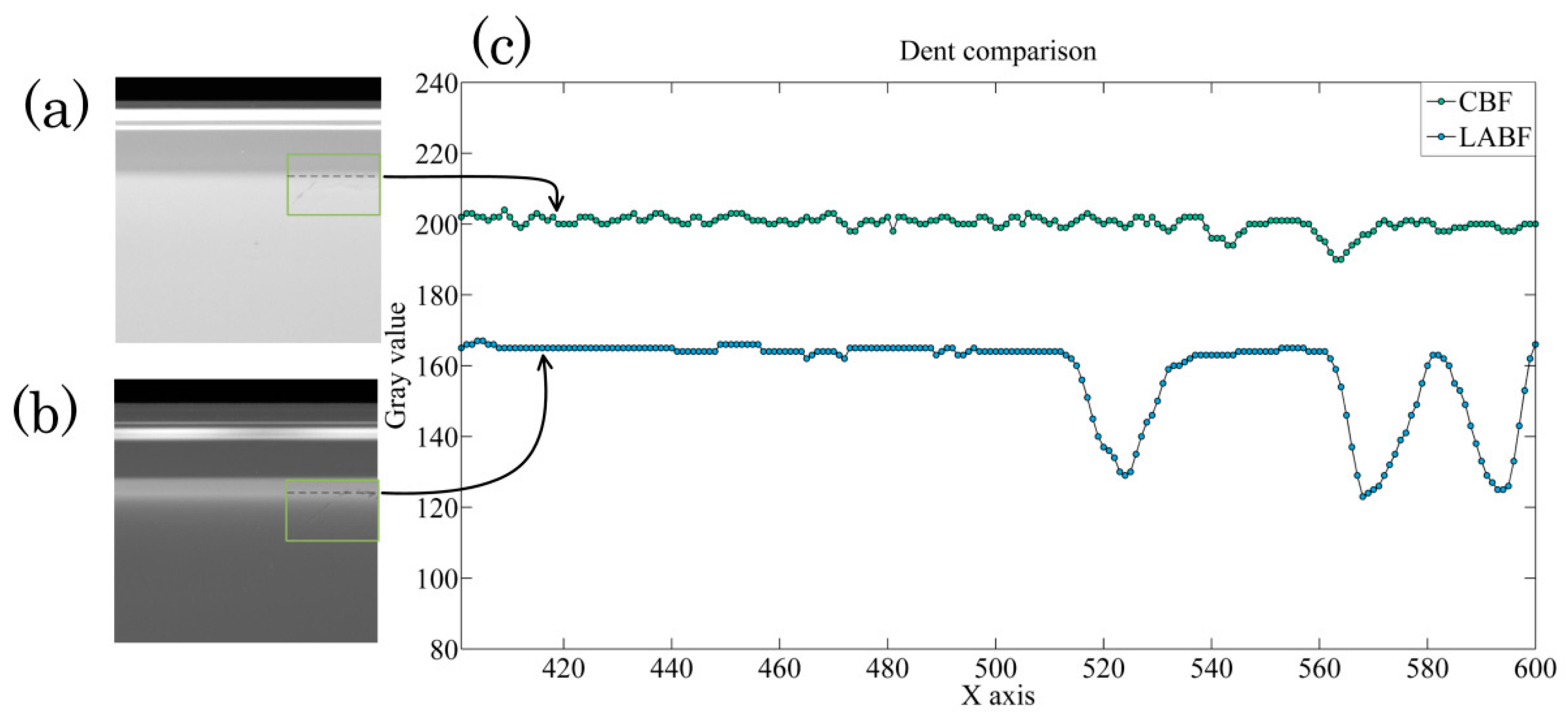
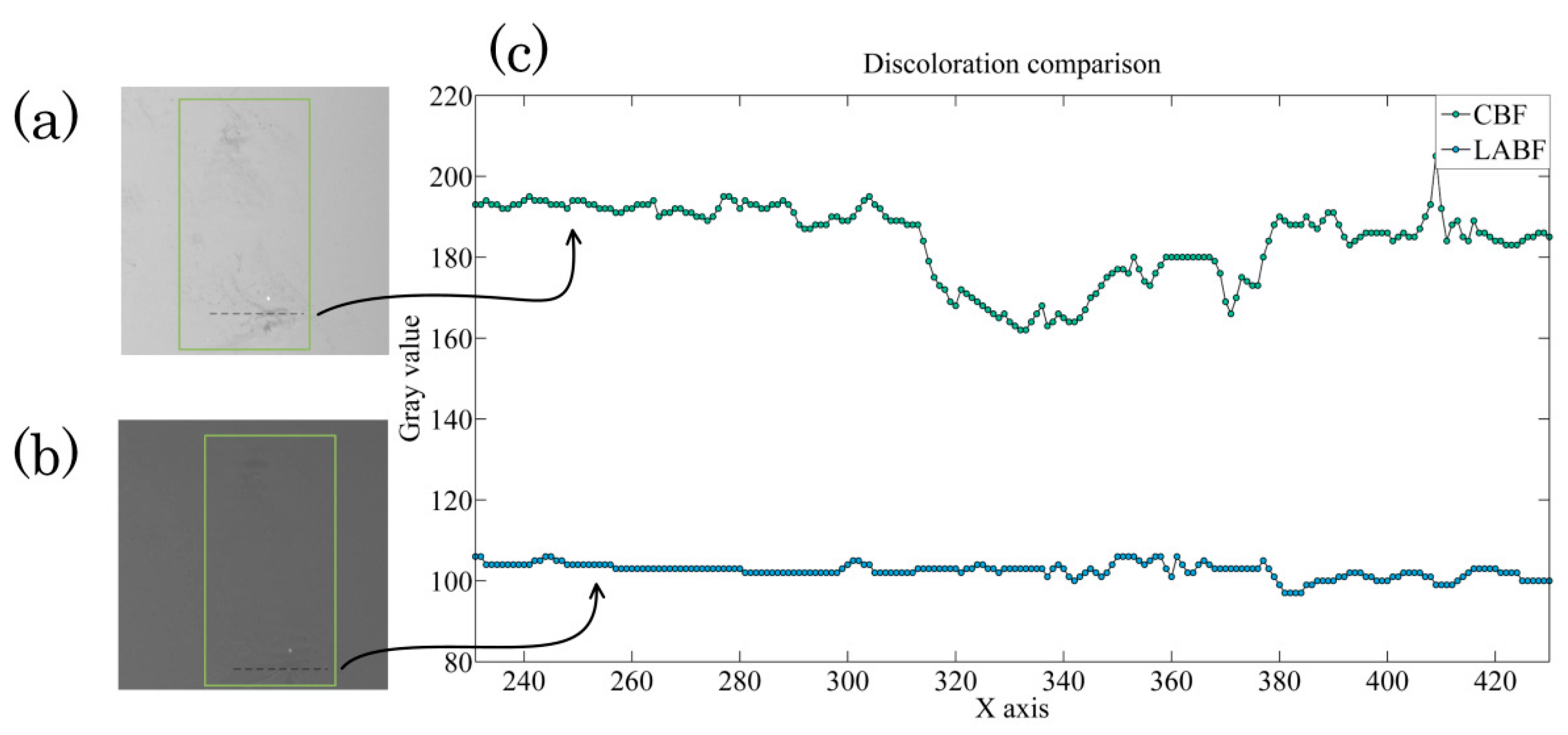
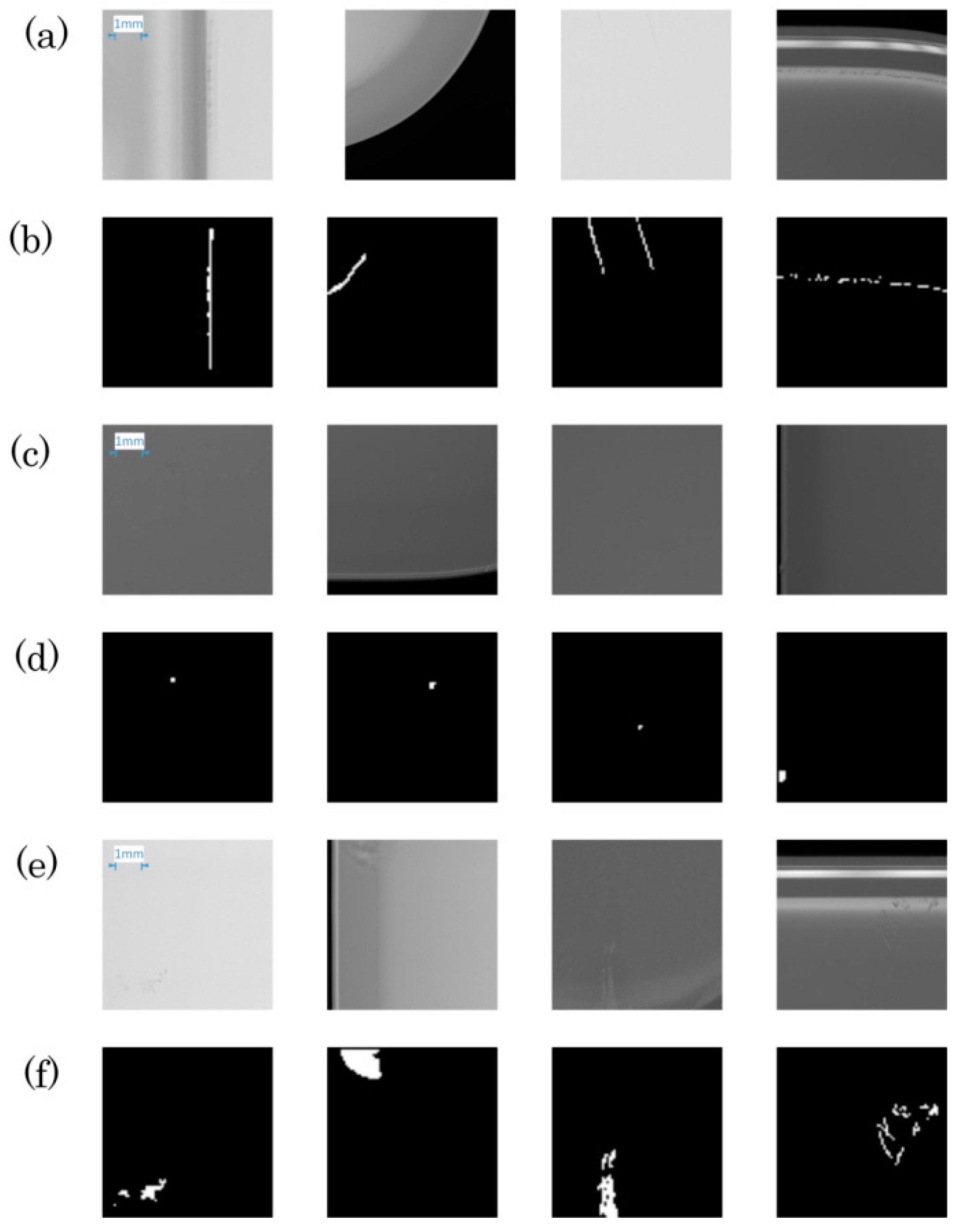
3. Glass Surface Defect Dataset (GSDD)
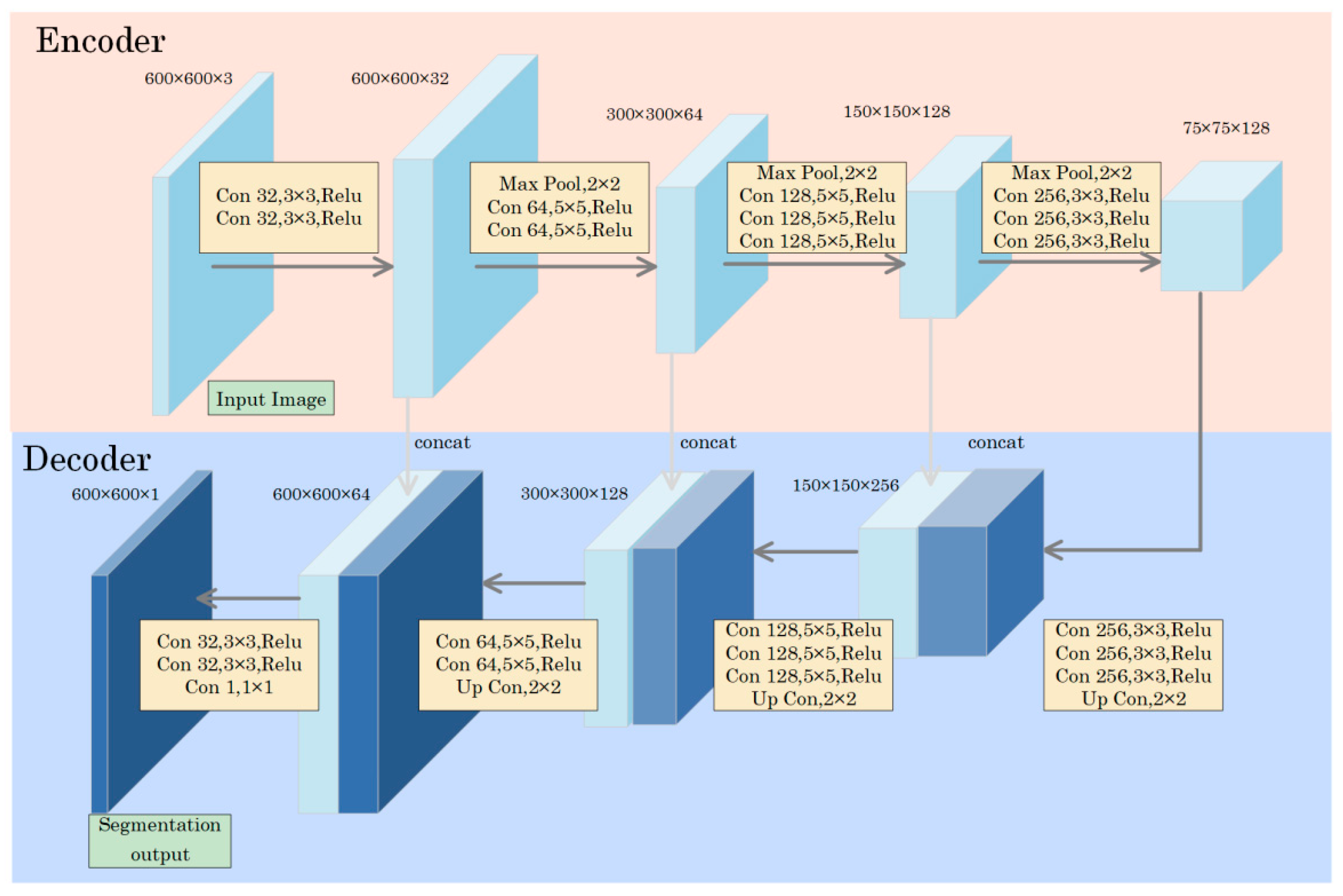
4. Segmentation Model Architecture
5. Experiments
5.1. Training Setups
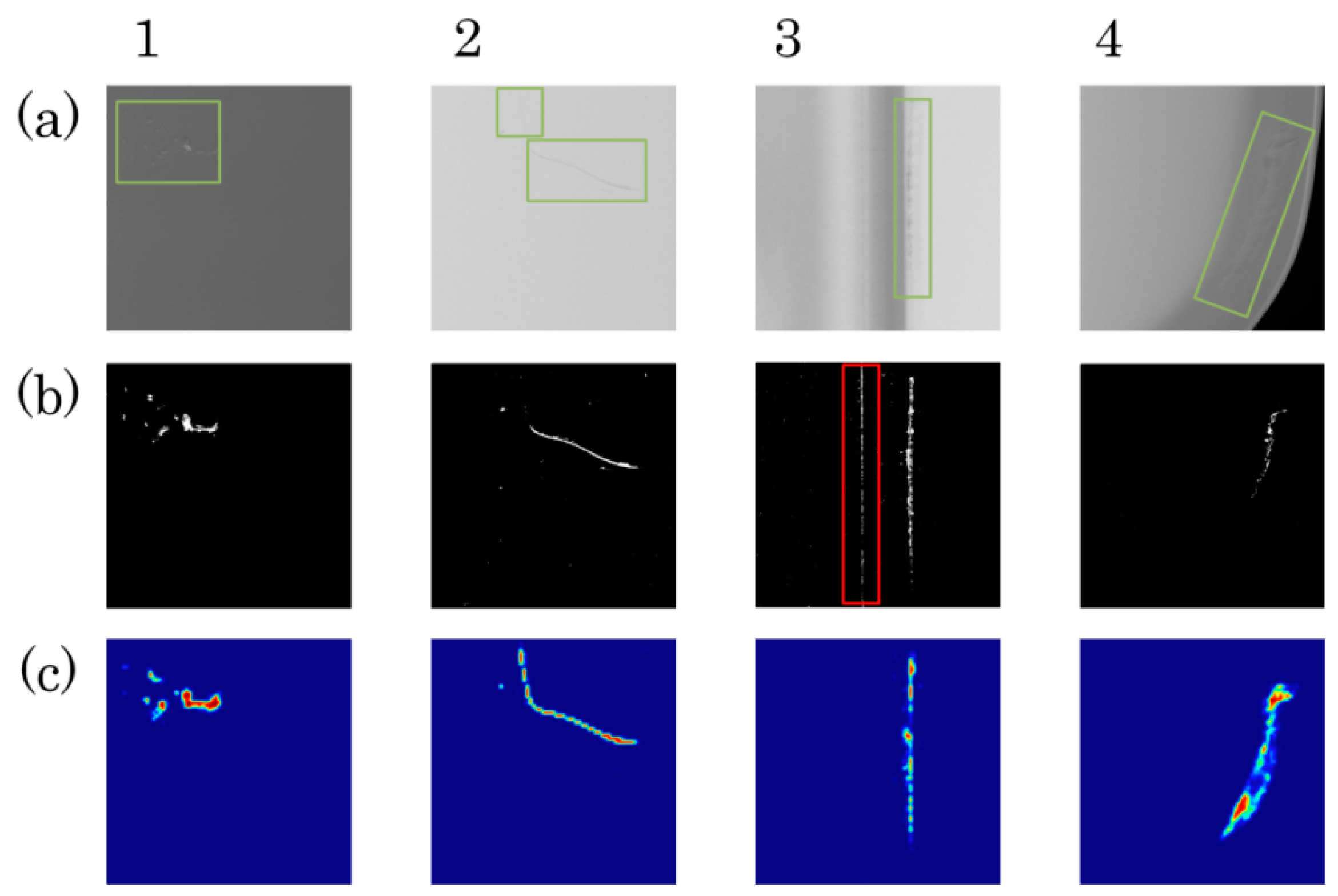
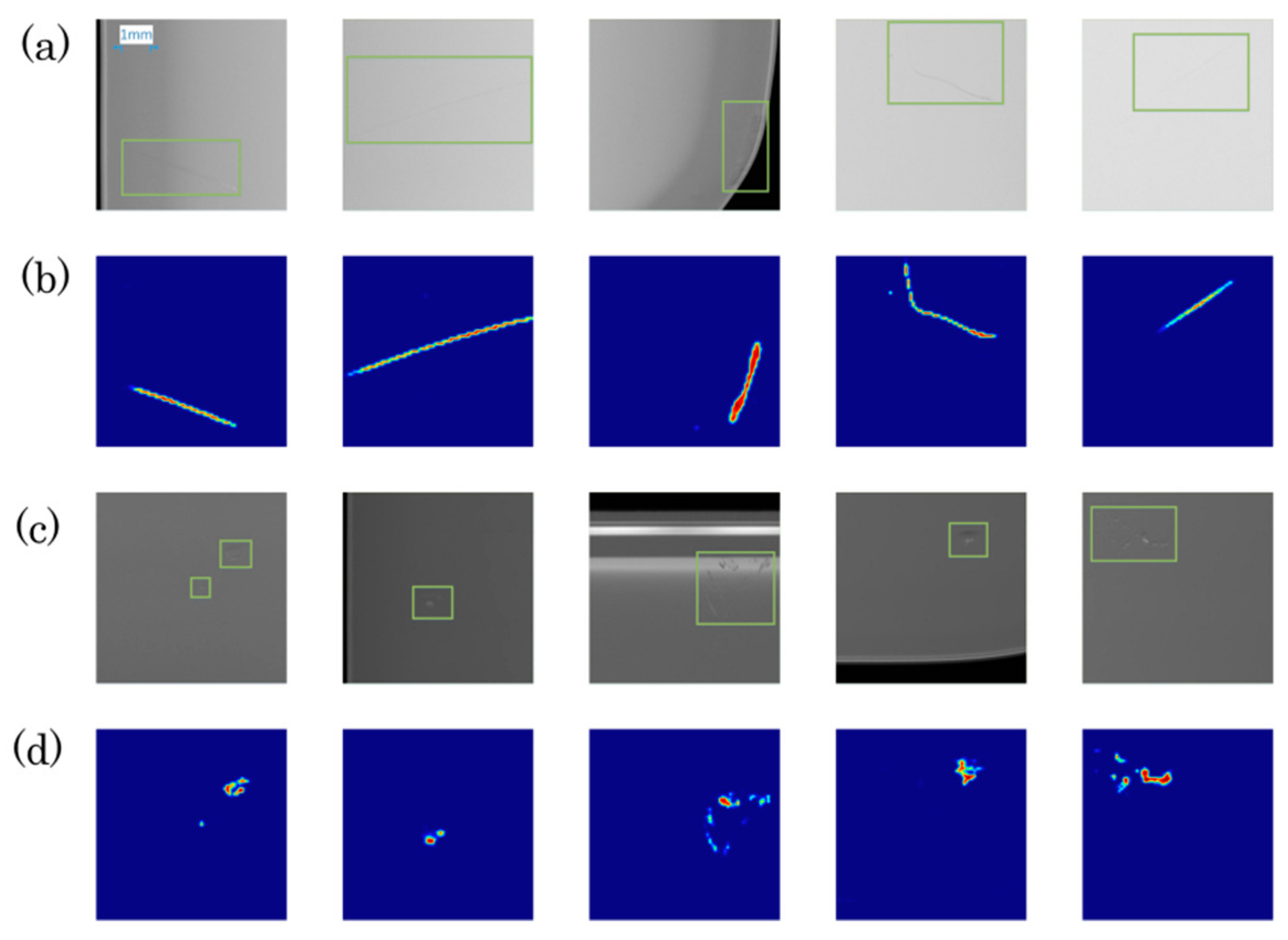
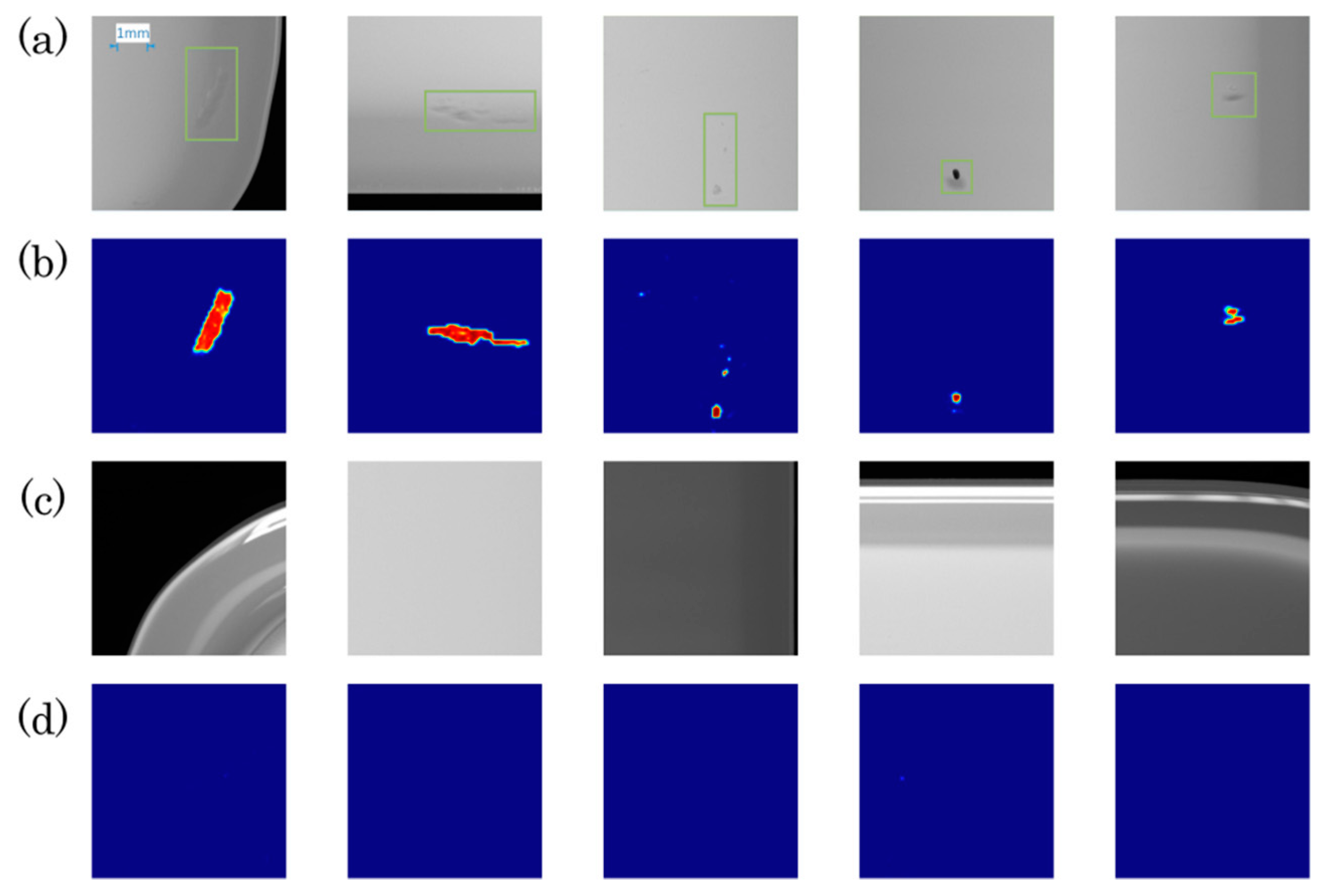
5.2. The Defection Detection Results
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Satorres, S.; Gómez Ortega, J.; Gamez Garcia, J.; Sánchez García, A.; Estevez, E. An Industrial Vision System for Surface Quality Inspection of Transparent Parts. Int. J. Adv. Manuf. Technol. 2013, 68, 1123–1136. [Google Scholar]
- Liang, L.-Q.; Li, D.; Fu, X.; Zhang, W.-J. Touch Screen Defect Inspection Based on Sparse Representation in Low Resolution Images. Multimedia Tools Appl. 2015, 75, 2655–2666. [Google Scholar] [CrossRef]
- Wang, S.; Liu, D.; Yang, Y.; Chen, X.; Cao, P.; Li, L.; Yan, L.; Cheng, Z.; Shen, Y. Distortion Correction in Surface Defects Evaluating System of Large Fine Optics. Opt. Commun. 2014, 312, 110–116. [Google Scholar] [CrossRef]
- Liu, N.; Wang, S.; Cao, P.; Li, L.; Cheng, Z.; Gao, X.; Yang, Y. Dark-Field Microscopic Image Stitching Method for Surface Defects Evaluation of Large Fine Optics. Opt. Express 2013, 21, 5974–5987. [Google Scholar] [CrossRef] [PubMed]
- Juschkin, L.; Maryasov, A.; Herbert, S.; Aretz, A.; Lebert, R. Euv Dark-Field Microscopy for Defect Inspection. In Proceedings of the 10th International Conference on X-ray Microscopy, Chicago, IL, USA, 15–20 August 2011. [Google Scholar]
- Li, L.; Liu, D.; Cao, P.; Xie, S.; Li, Y.; Chen, Y.; Yang, Y. Automated Discrimination between Digs and Dust Particles on Optical Surfaces with Dark-Field Scattering microscopy. Appl. Opt. 2014, 53, 5131–5140. [Google Scholar] [CrossRef]
- Altamirano, M.M.; Skumanich, A. Enhanced Defect Detection Capability Using Combined Brightfield/Darkfield Imaging. In Proceedings of the SPIE—The International Society for Optical Engineering, Santa Clara, CA, USA, 27 August 1998. [Google Scholar]
- Yuan, L.; Zhang, Z.; Xian, T. The Development and Prospect of Surface Defect Detection Based on Vision Measurement Method. In Proceedings of the 2016 12th World Congress on Intelligent Control and Automation (WCICA), Guilin, China, 12–15 June 2016. [Google Scholar]
- Platt, J. Sequential minimal optimization: A fast algorithm for training support vector machines. J. Inf. Technol. 1998, 1–28. [Google Scholar]
- Quinlan, J.R. Induction of Decision Trees. Mach. Learn. 1986, 1, 81–106. [Google Scholar] [CrossRef] [Green Version]
- Altman, N.S. An Introduction to Kernel and Nearest-Neighbor Nonparametric Regression. Am. Stat. 1992, 46, 175–185. [Google Scholar]
- Li, D.; Liang, L.; Zhang, W.-J. Defect inspection and extraction of the mobile phone cover glass based on the principal components analysis. Int. J. Adv. Manuf. Technol. 2014, 73, 1605–1614. [Google Scholar] [CrossRef]
- Jian, C.; Gao, J.; Ao, Y. Imbalanced Defect Classification for Mobile Phone Screen Glass Using Multifractal Features and a New Sampling Method. Multimedia Tools Appl. 2016, 76, 24413–24434. [Google Scholar] [CrossRef]
- Oztemel, E.; Gursev, S. Literature Review of Industry 4.0 and Related Technologies. J. Intell. Manuf. 2018, 31, 127–182. [Google Scholar] [CrossRef]
- Krizhevsky, A.; Sutskever, I.; Hinton, G. Imagenet Classification with Deep Convolutional Neural Networks. Adv. Neural Inf. Process. Syst. 2012, 25. [Google Scholar] [CrossRef]
- He, K.; Zhang, X.; Ren, S.; Sun, J. Deep Residual Learning for Image Recognition. arXiv 2015, arXiv:1512.03385. [Google Scholar]
- Chen, L.C.; Papandreou, G.; Schroff, F.; Adam, H. Rethinking Atrous Convolution for Semantic Image Segmentation(Deeplabv3). arXiv 2017, arXiv:1706.05587. [Google Scholar]
- Ronneberger, O.; Fischer, P.; Brox, T. U-Net: Convolutional Networks for Biomedical Image Segmentation. arXiv 2015, arXiv:1505.04597. [Google Scholar]
- Szegedy, C.; Liu, W.; Jia, Y.; Sermanet, P.; Reed, S.; Anguelov, D.; Erhan, D.; Vanhoucke, V.; Rabinovich, A. Going Deeper with Convolutions. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Boston, MA, USA, 7–12 June 2015. [Google Scholar]
- Chen, L.-C.; Zhu, Y.; Papandreou, G.; Schroff, F.; Adam, H. Encoder-Decoder with Atrous Separable Convolution for Semantic Image Segmentation (Deeplabv3+). In Proceedings of the European Conference on Computer Vision (ECCV), Munich, Germany, 8–14 September 2018. [Google Scholar]
- Long, J.; Shelhamer, E.; Darrell, T. Fully Convolutional Networks for Semantic Segmentation. arXiv 2014, arXiv:1605.06211. [Google Scholar]
- Luc, P.; Couprie, C.; Chintala, S.; Verbeek, J. Semantic Segmentation Using Adversarial Networks. arXiv 2016, arXiv:1611.08408. [Google Scholar]
- Lei, C.; Zhu, J.; Zeng, H.; Jing, C.; Cai, C. Deep-Learned and Hand-Crafted Features Fusion Network for Pedestrian Gender Recognition. In Proceedings of ELM-2016; Springer: Cham, Germany, 2018; pp. 207–215. [Google Scholar]
- Yuan, Z.-C.; Zhang, Z.-T.; Su, H.; Zhang, L.; Shen, F.; Zhang, F. Vision-Based Defect Detection for Mobile Phone Cover Glass using Deep Neural Networks. Int. J. Precis. Eng. Manuf. 2018, 19, 801–810. [Google Scholar] [CrossRef]
- Weimer, D.; Thamer, H.; Scholz-Reiter, B. Learning Defect Classifiers for Textured Surfaces Using Neural Networks and Statistical Feature Representations. Procedia CIRP 2013, 7, 347–352. [Google Scholar] [CrossRef] [Green Version]
- Faghih-Roohi, S.; Hajizadeh, S.; Nunez, A.; Babuska, R.; De Schutter, B. Deep Convolutional Neural Networks for Detection of Rail Surface Defects. In Proceedings of the International Joint Conference on Neural Networks (IJCNN 2016), Vancouver, BC, Canada, 24–29 July 2016. [Google Scholar]
- Tabernik, D.; Šela, S.; Skvarč, J.; Skočaj, D. Segmentation-Based Deep-Learning Approach for Surface-Defect Detection. J. Intell. Manuf. 2019, 31, 759–776. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Yang, Y.; Li, C.; Wu, F.; Chai, H.; Yan, K.; Zhou, L.; Li, Y.; Liu, N.; Bai, J. Defects Evaluation System for Spherical Optical Surfaces Based on Microscopic Scattering Dark-Field Imaging Method. Appl. Opt. 2016, 55, 6162. [Google Scholar] [CrossRef] [PubMed]
- Jiang, J.; Xiao, X.; Feng, G.; Lu, Z.; Yang, Y. Detection and Classification of Glass Defects Based on Machine Vision. In Proceedings of the Applied Optical Metrology III, San Diego, USA, 11–15 August 2019. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Methods | Defect Type | Average Precision | Recall | Average Recall |
|---|---|---|---|---|
| Traditional method | Dent | 85.2% | 87.8% | 90.7% |
| Scratch | 91.0% | |||
| Discoloration | 92.9% | |||
| Proposed deep learning method | Dent | 91.8% | 93.1% | 95.3% |
| Scratch | 95.5% | |||
| Discoloration | 97.0% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, J.; Cao, P.; Lu, Z.; Lou, W.; Yang, Y. Surface Defect Detection for Mobile Phone Back Glass Based on Symmetric Convolutional Neural Network Deep Learning. Appl. Sci. 2020, 10, 3621. https://0-doi-org.brum.beds.ac.uk/10.3390/app10103621
Jiang J, Cao P, Lu Z, Lou W, Yang Y. Surface Defect Detection for Mobile Phone Back Glass Based on Symmetric Convolutional Neural Network Deep Learning. Applied Sciences. 2020; 10(10):3621. https://0-doi-org.brum.beds.ac.uk/10.3390/app10103621
Chicago/Turabian StyleJiang, Jiabin, Pin Cao, Zichen Lu, Weimin Lou, and Yongying Yang. 2020. "Surface Defect Detection for Mobile Phone Back Glass Based on Symmetric Convolutional Neural Network Deep Learning" Applied Sciences 10, no. 10: 3621. https://0-doi-org.brum.beds.ac.uk/10.3390/app10103621