Additive Manufacturing and Textiles—State-of-the-Art


1
Ethiopian Institute of Textile and Fashion Technology, Bahir Dar University, Bahir Dar 1037, Ethiopia
2
Institute of Textile Machinery and High Performance Material Technology, Chair of Assembling Technology for Textile Products, TU Dresden, 01062 Dresden, Germany
*
Author to whom correspondence should be addressed.
Appl. Sci. 2020, 10(15), 5033; https://0-doi-org.brum.beds.ac.uk/10.3390/app10155033
Submission received: 29 April 2020
/
Revised: 12 June 2020
/
Accepted: 19 June 2020
/
Published: 22 July 2020
(This article belongs to the Section Applied Industrial Technologies)
Abstract
:The application of additive manufacturing, well known as 3D printing, in textile industry is not more totally new. It allows is giving significant increase of the product variety, production stages reduction, widens the application areas of textiles, customization of design and properties of products according to the type of applications requirement. This paper presents a review of the current state-of-the-art, related to complete process of additive manufacturing. Beginning with the design tools, the classical machinery building computer-aided design (CAD) software, the novel non-uniform rational B-spline (NURBS) based software and parametric created models are reported. Short overview of the materials demonstrates that in this area few thermoplastic materials become standards and currently a lot of research for the application of new materials is going. Three types of 3D printing, depending on the relation to textiles, are identified and reported from the literature—3D printing on textiles, 3D printing of flexible structures and 3D printing with flexible materials. Several applications with all these methods are reported and finally the main advantages and disadvantages of the 3D printing in relation to textile industry are given.
1. Introduction
Three dimensional printing (3DP); also called additive manufacturing (AM) represents a method to create objects via step by step layering used for pre-production or production. By creating a 3D model with a computer-aided design (CAD) program [1] and slicing, the object can be created without additional tools and waste of material [2]. A 3DP is the opposite of traditional, subtractive manufacturing, which cuts away unnecessary material to create the desired shape [2,3].
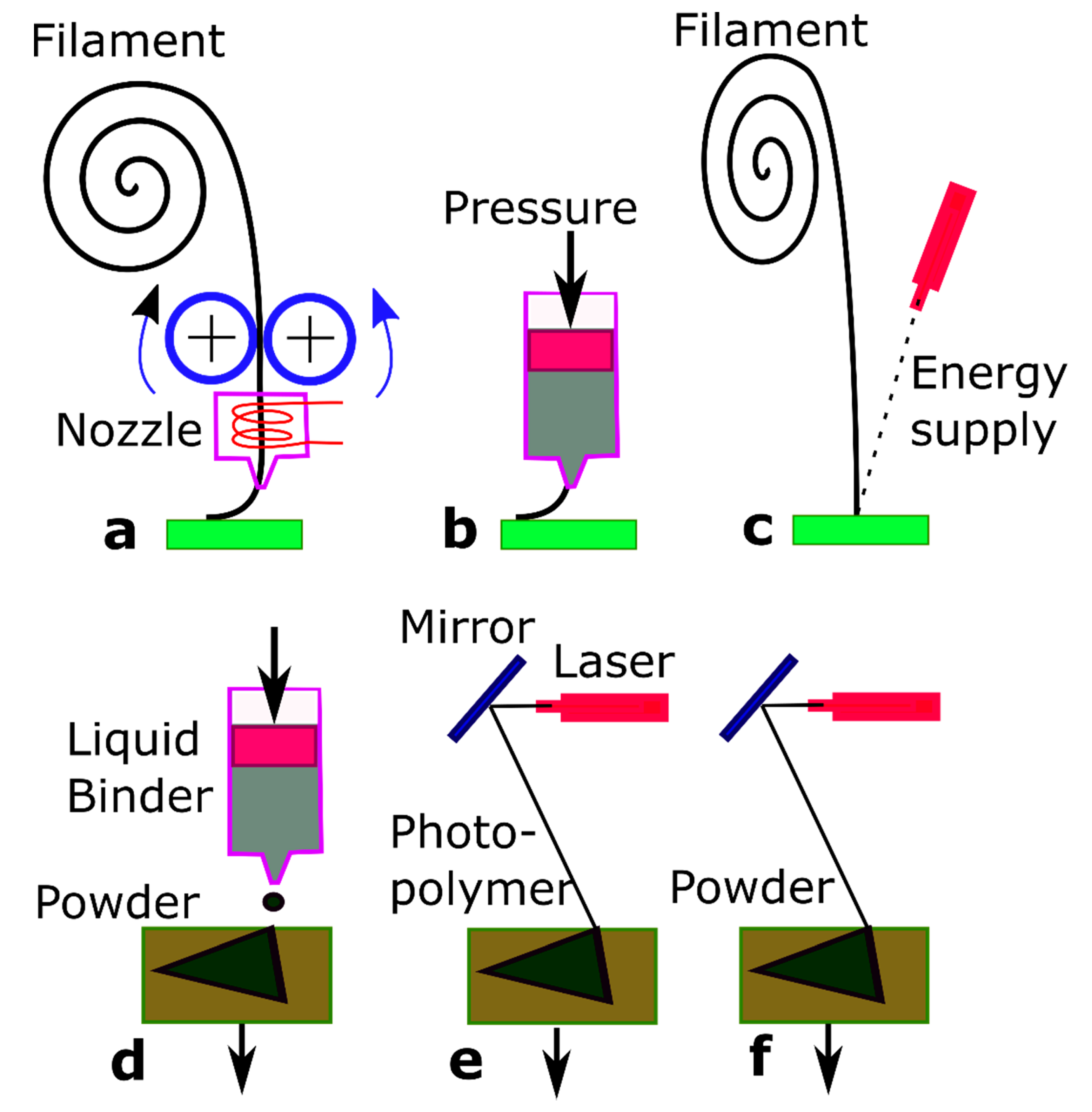
Since the introduction of additive manufacturing in the 1970s, a wide array of technologies has emerged from few key patents [4]. For example: material extrusion [5], binder jetting [6], directed energy deposition [7] and laminated object manufacturing (LOM) [8] (see Figure 1).
Emergent 3D printing technologies are being built upon these fundamental methods by incorporating multi material printing to produce complex structures [9], bio-printing with various soft and biocompatible materials [10], optimizing the AM technology with higher speeds, improved resolution and lower costs [11,12] and combining AM with traditional manufacturing [11,13,14,15,16].
Additive manufacturing has recently found its way into the field of the textile industry and promises to revolutionize the textile supply chain [17]. Due to their potential to significantly improve both the geometric complexity and functionality available from conventional fiber-based textiles, AM presents an opportunity for development of novel solutions for conventional and high-performance textile applications [17,18].
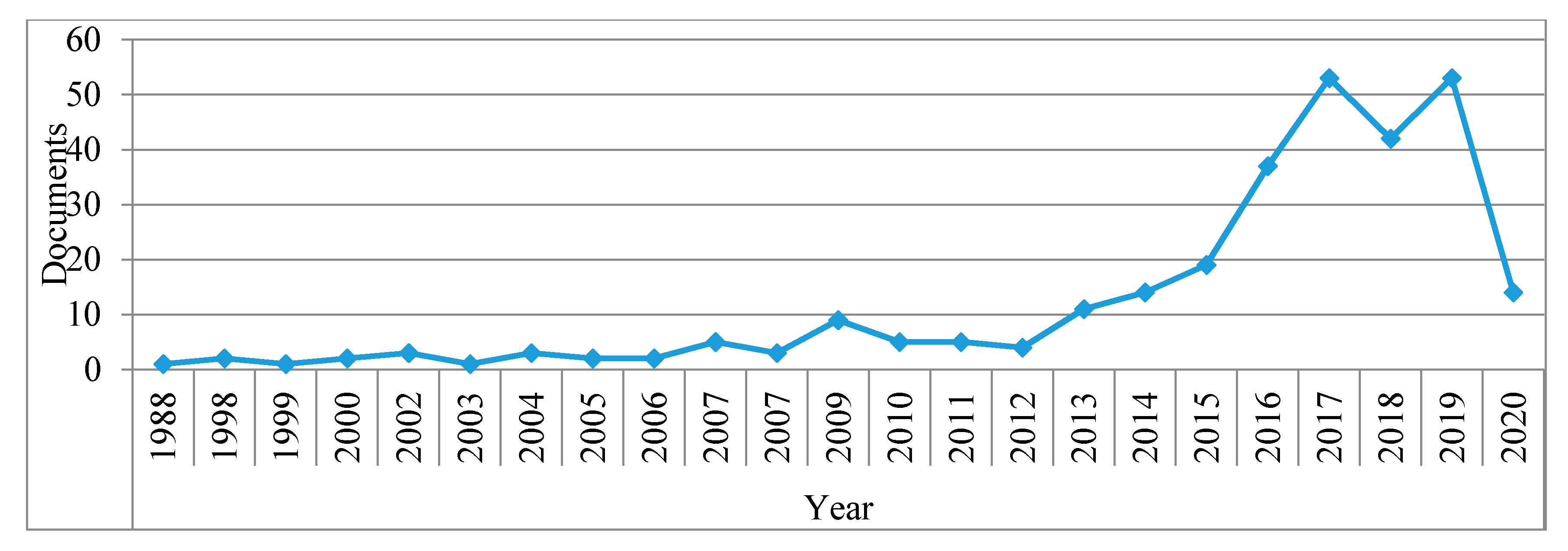
Analysis of the research papers, related to “3D printing of textiles” and registered in Scopus shows that after the first record in Scopus from 1988 (the data base first record in Scopus) until 2012 there constant but minimal amount of publications per year in this area. Starting from 2012 the publications per year increase rapidly from 5 to 50—and keeps that level for the last years [19], where it has to be taken into account that year 2020 is not over [20]. This increased number of high quality publications after 2012 can be explained with the significantly increased availability of 3D printers at acceptable prices after this period, which allowed to more researchers to start making research in this area (see Figure 2). The real number of publications in the area of AM is significantly higher, because the contributions to various conferences, exhibitions, web-blogs, student thesis and other events are not registered in Scopus. Furthermore, there is large number of research focused on the AM process itself, the materials, software etc., but not related to textiles, so they are not considered in this diagram.
This paper has the aim to present review about the current state of the art of the application of the additive manufacturing in combinations with textiles or for textile like applications.
The paper is structured into several sections. Section 2 gives overview about the design or preprocessing of the geometry for printing. Section 3 presents overview of the printing methods for production of flexible, “textile like” structures by 3D printing. Section 4 is dedicated on printing on textiles including the adhesion issue, examples and 4D printing as extension of this principle. The following sections are concentrated on the printing of flexible structures and printing with flexible materials. The paper finishes with overview of the current applications and analysis of the advantages and disadvantages.
2. Preprocessing—Design of the Geometries for Additive Manufacturing
The 3D printing process begins with designing the product using CAD software. This can be NURBS based software as Rhino [2,21,22], or a classical CAD package like Solidworks, PTC Creo [22], Blender, Autodesk, Netfabb [17], and so on. Each design software has its own features, for example the classical CAD for machine design like Solidworks or Autodesk Inventor are a hybrid solid and surface modeler, where the geometry is created on basis on some main basic 3D bodies with regular form, their combinations, cutting holes and some algorithms for sweeping cross section along or around axes. Rhino 3D uses non-uniform rational B-spline (NURBS) in surface modeling, which make it easier to work with complex curved surfaces. In such software, the 3D surface can be quickly modified by motion of just one control point of the NURBS surface. Similar options are added during the last years in the CAD software Autodesk Fusion 360 product, too.
Another way of building the 3D model is using parametric models with scripting language within 3D CAD software for design of complex shapes. Changing one or more parameters generates alternative forms and hence achieves unique individualized design and mass customization [23,24,25].
Emerging 3D body scanning technology is another tool adopted to produce a perfectly body fitting garments by capturing the body size and body form. The designer can perform design of accessories directly on the virtual body contour using CAD software [22,26].
Several researchers try to produce textiles-like geometries, where interlaced or interloped solid elements build 3D printed knitted or woven structures. For example braided structures for ropes or medical braids can be generated using parametric algorithms reported in [27,28,29] and implemented in professional CAD like [30] from where the generated 3D geometries of braided ropes, braided medical stents, warp and weft knitted pattern, woven structures can be exported to STL (stereolithography) format and send to the 3D printer directly.
Another way of creation of textile-like structure is the uses of connected closed profiles, named “links” are used. For the design of connected crossed profiles (links), the single link is generated using conventional CAD software or parametric modeling. After that several substances of it are copied multiple times and translated at calculated distances, so that the links remains connected. The final array of the links sends for the printing processing [18,19,31]. The generated body is then communicated to the printer, which develops the 3D product by each divided layer [2,22,32].
3. Materials Used for 3D Printing
The type of material used for AM directly affects the objects dimensions, durability, characteristics and possible applications as well as the willingness to wear as the cloth-like structures [32,33]. Light-weight polymers or polymer composites are the main materials used as printing materials allowing flexibility of the printed items [34,35]. The most current materials used for AM textile structures are usually not flexible enough to provide suitable comfort for daily use [22]. Their selection is limited from the printing technique [36]. For providing thermo-physiological comfort, natural textile fibers on cellulosic or protein basis still would be ideal materials [37]. Some researchers try to use wool as printing material [38,39] to overcome the limitation of plastic materials, but in this case the process is related to needle punching of wool yarns for production of 3D forms, and precisely speaking do not present 3D printing using polymer deposition. Because wool and cellulosic fibers have no melting point, their direct use for 3D printing by melting is not possible; only solution based methods could be solution for them.
In general, the raw material for printing can be in all three aggregate state as solid/powder, liquid and gas. The type of the material can be very different like polymers, metals, ceramics, waxes, sand, resins and a composite of two or more materials [2,32,40]. The polymers are the dominating materials used in 3D printing in the last five years (from 2015 to 2019) which is followed by resins and metals [36]. Polymers provide a great variety of properties, which is why they are used for a wide range of applications from adhesives to medical and more advanced technologies within large industries [2]. The main type of the used polymers are the thermoplastic polymers like PLA (polylactic acid), ABS (acrylonitrile butadiene styrene), PLA (Polylactide), PETG (polyethylene terephthalate glycol-modified), nylon (polyamid), and TPU (Polyurethane). Their properties as melting point, required extrusion temperature and main mechanical properties are widely published in internet for instance at www.3dnatives.com, https://all3dp.com/ and many other pages.
According the predictions of several researchers [37,41] more textile related materials will be used in the near future For example, a textile company named TamiCare Limited (www.tamicare.com), has already developed an AM technology called CosyFlexTM that prints fabrics using liquid polymers, including natural latex, silicon, polyurethane, and Teflon, as well as textile fibers like cotton, rayon and polyamide [2,22,42]. Electro-loom (http://www.electroloom.com/) was another company trying to wearable fabrics using electro-spinning method, where the liquid polymers was sprayed out from the nozzles and then dried to form the cloth on the 3D mold of the shape [43]. The company closed in 2016 because of missing financing and of technological difficulties ([44] and https://medium.com/electroloom-blog/thanks-and-farewell-b0c128c3043f#.c52nk8a2h). The electro spinning is modern method for production of fibrous surfaces with very fine materials, which can be suitable for tissue engineering and other special areas, but their productivity is still very low for conventional clothing.
Cellulosic materials are applied using solution based methods as modification of existing surfaces applications [45].
Another trend in the materials is building the composite filaments, based currently on two components. These can be split into two groups depending on the fiber length:
- -
- Short fiber content materials—in this case very short fibers, for instance carbon fibers are mixed within the thermoplastic polymer. The company Markforged (www.markforged.com) provide for instance; Ony material, which consist of chopped carbon fiber reinforced with nylon, with flexural Strength 81 MPa, Onyx FR (flame resistant) which higher flame retardant [46]. These materials combine all advantages of the short fiber composites and the 3D printing—and allow production of complex 3D parts with better properties based on the reinforcement of the short fibers.
- -
- Continuous filaments—in such case a core with multifilament from glass, aramid or carbon is covered for instance by nylon. Provided again from Markforged with their 3D printers Mark One and Mark Two—such filaments require integrated scissors device close to the nozzle in order to be able to cut at the predicted places. These types of materials can provide significantly efficient part design because the filaments can be placed in the required directions and places and the remaining part can be printed with lower density pure polymer solution.
The materials for additive manufacturing based on electro-spinning are not discussed here, because they cover large set combinations of materials and solvents and are object of investigations in several electro spinning related papers.
4. Production Methods
Fused deposition modeling (FDM) is the dominating printing technology in the last five years (2015–2019) state of 3D printing and followed by selective laser sintering (SLS) and stereo lithography (SLA), respectively [36] These are the main types of 3D printing technologies used in relation to textile context: FDM for printing onto a textile fabric, SLS for producing textile-like structures and SLA types used to form a fabric-like stiff textiles which can be rolled and seamed to shape [47,48]. Table 1 gives brief description of them with the materials, textile products, advantages and disadvantages.
5. Printing on Textiles
5.1. Method
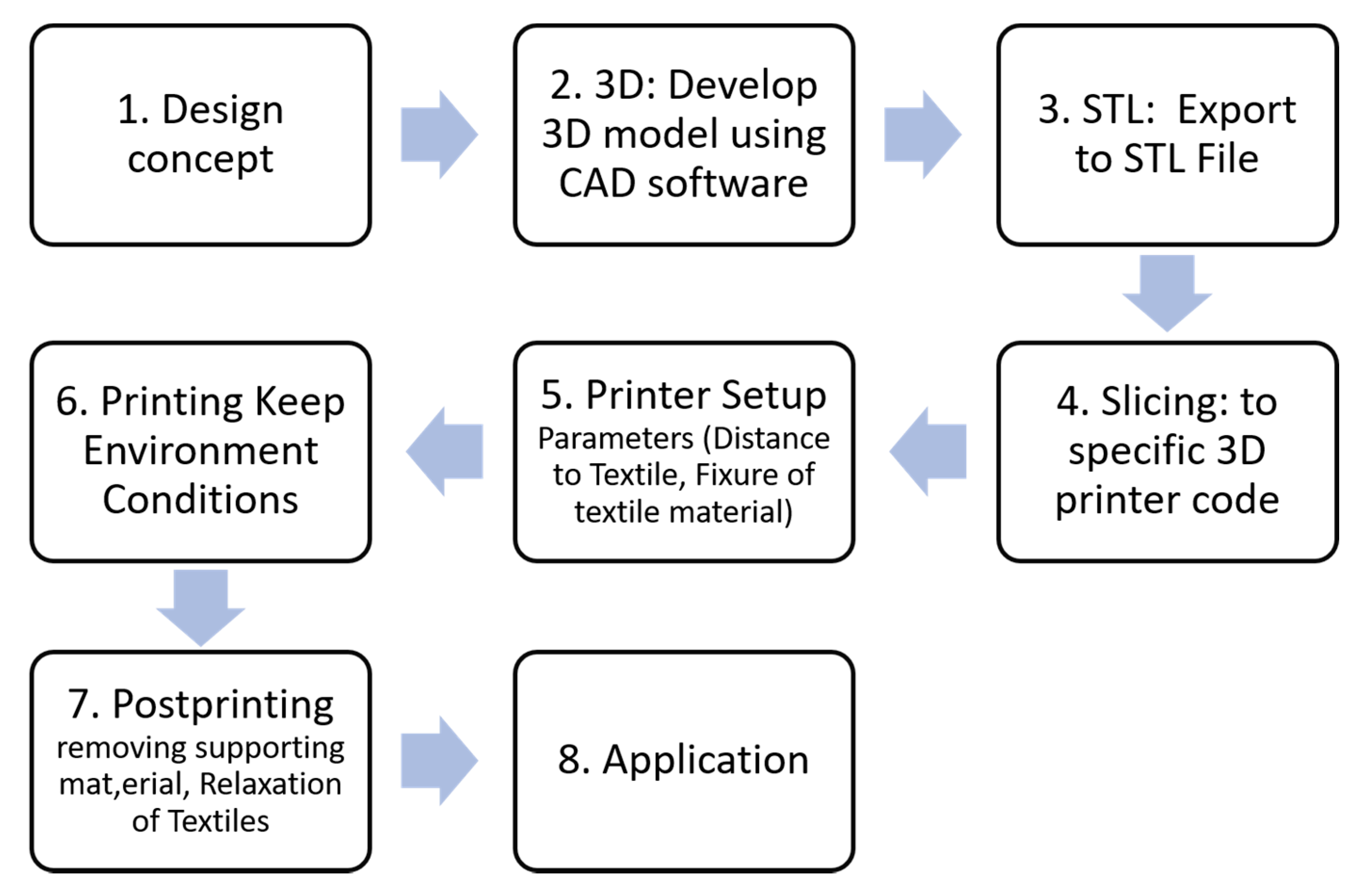
The special case of polymer deposition over a textile structure becomes more intensively investigated because this method allow enrichment of the classical textiles with additional functions, like rigidity in selected regions, mounting of additional devices, decoration and others. Figure 3 demonstrates the steps for this case and principally it does not differ from the main workflow of normal FDM printing process, except the step 5.
A success first layer is known to be a crucial factor for producing 3D prints free of errors [34] during the layer-by-layer print of the series of 2D layers till the designed 3D product is finished [35,68].
At Step 5, polymer deposition onto textiles occurs. Its success depends on the aspects of material science, material compatibility, polymer–textile adhesion and the printing conditions [70]. In order to bond effectively the polymer must be compatible with the fiber substrate. They have to contact fully in order to develop the maximum adhesive bond strength [71,72]. Deep investigation of these conditions is given in [65]. For applications that specifically will stress the shear or peel behavior, researchers advise to perform a shear or peel test, after determining the optimal printing setting with the perpendicular tensile test [17,73,74,75].
5.2. Adhesion between Textile and the Deposited Polymer
Few methods have been investigated by researchers to improve the adhesion between the textile and the deposited polymer. For example, coating fabrics with different polymers before 3D printing with ABS or PLA on them, resulted in a significant increase of adhesion between the polymer and textile fabric [76].
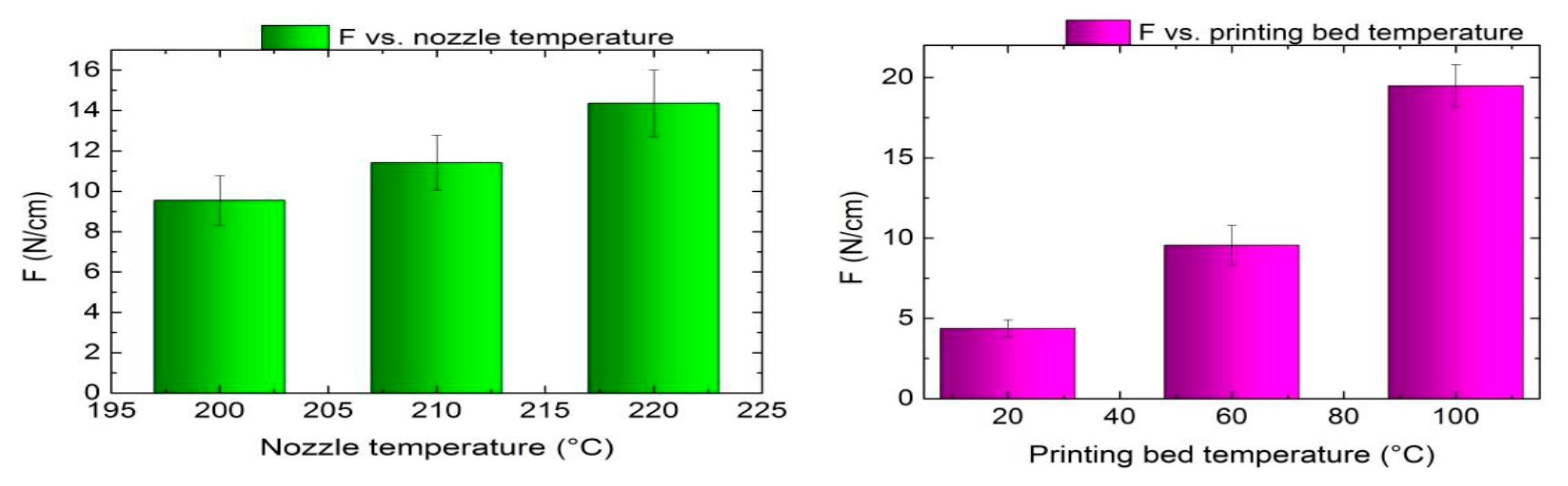
The distance between the nozzle and the printing bed is a crucial factor for the adhesion on textile substrates. With decreasing distance, the adhesion force increases until the minimum distance is reached in which the filament does not clog the nozzle so that the nozzle presses the 3D printing polymer with higher forces into the open pores of the fabric [67]. As shown in Figure 4, the temperatures of the printing bed and the nozzle affects the adhesion, i.e., temperatures of the bed and nozzle increased, the adhesion between the two materials increased [67,73,77]. These results, and those of Figure 5 are obtained according [77] at the following parameters: FDM printer Orcabot XXL, producer Prodim, nozzle diameter 0.4 mm, filament: polylactic acid; textile: polyester woven fabric with thickness 0.55 mm and areal density 114 g/m2; dimensions of the printed rectangles 250 mm × 25 mm. The thickness of the printed layer of 0.4 mm was reached by printing two layers. Nozzle temperature 200 °C, bed temperature 60 °C, printing velocity 30 mm/2, polymer flow 100%, and extrusion width—0.4 mm. The adhesion tests depicted there were carried out according to DIN 53,530 and evaluated with respect to DIN ISO 6133.
Generally, the dependencies found can be attributed to physical, that is, form-locking, connections, while no indications for chemical bonding were found [78].
The influences of textile physical and chemical surface properties such as weaves, surface roughness and plasma treatment or washing were investigated and it is found that the adhesion strength is mostly influenced by both the form locking connections of the thermoplastic and the textile material (textile surface energy) [75]. Textile properties such as the weave pattern or the weft density will have an influence on the overall adhesion properties [65].
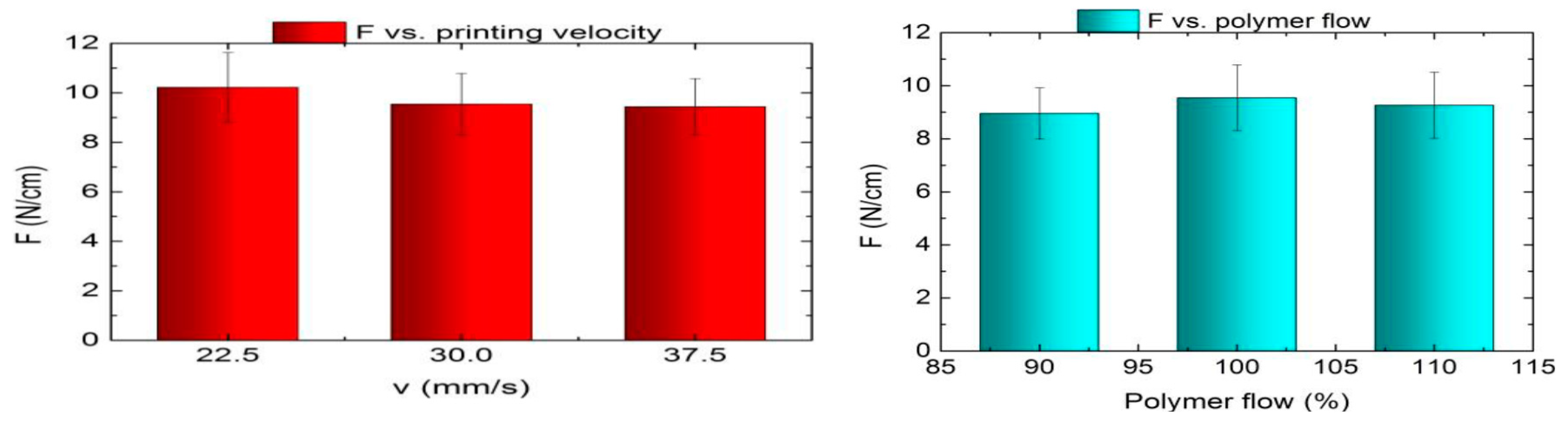
The washing process significantly decreased the initial adhesion strength of 3D printed material and therefore, a pretreatment such as plasma, corona or chemical finishing are advised to be applied to guarantee better washing resistance and adhesion properties [79] by enhancing intermolecular interactions like hydrogen bonding or dipole-dipole interaction between the molecules of the polymer and the textile surface before the print [75,80]. In addition, 3D printing speed and the polymer flow were investigated and it was found that there is no significant influence (see Figure 5) [77].
Thermal conductivity, roughness and porosity of the textile materials are other main factors which influence the maximum adhesion strength. Because of stronger mechanical interlocking and higher Van der Waals forces created on a warmer and larger surface area, lower thermal conductivity, higher roughness and mean flow pore size of the textile material could significantly enhance the adhesion strength [79].
In summary, the factors affecting the adhesion of 3D printing of textiles are presented well in the source [81] and can be summarized in to three groups:
- (a)
- Filament material and its composition;
- (b)
- Printing settings with subgroups of;
- -
- Platter—distance between the nozzle and the platform, bed temperature, type of the plate;
- -
- Print settings—like layer height, printing speed, extrusion width, polymer flow and extruder settings;
- (c)
- Textile substrate over which to be printed—in the meaning of type of fibers, their morphology and topology, surface properties and chemical treatment.
5.3. Examples and Applications
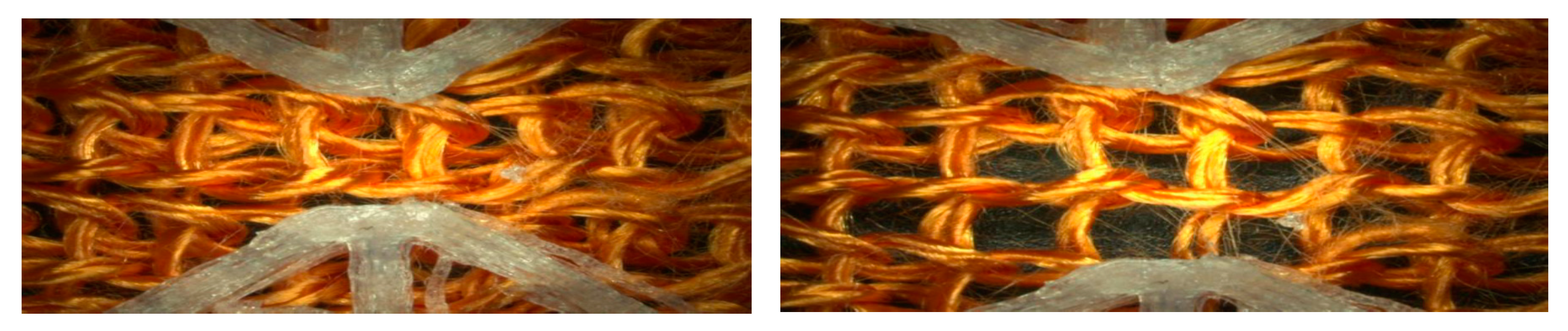
Deposition of rigid forms over classical soft textiles allows the design of combined structures with additional properties (Figure 6). These can have for instance stable structure with good permeability and wearing comfort or auxetic behavior [82]. For several textile nets, the connection between both materials, generated by the printed material surrounding the single textile threads (Figure 7), is found to be sufficient for utilization in garments and appears promising for use in technical textiles [65].
Another application of the printing rigid parts over the textiles is the mounting of connectors, buttons [83,84].
The art-designers apply the additive manufacturing for development of personalized decorations, where each customer can print over the fabrics by of cotton, wool, viscose fabrics and polyester net different forms (see Figure 8, left-to-right).
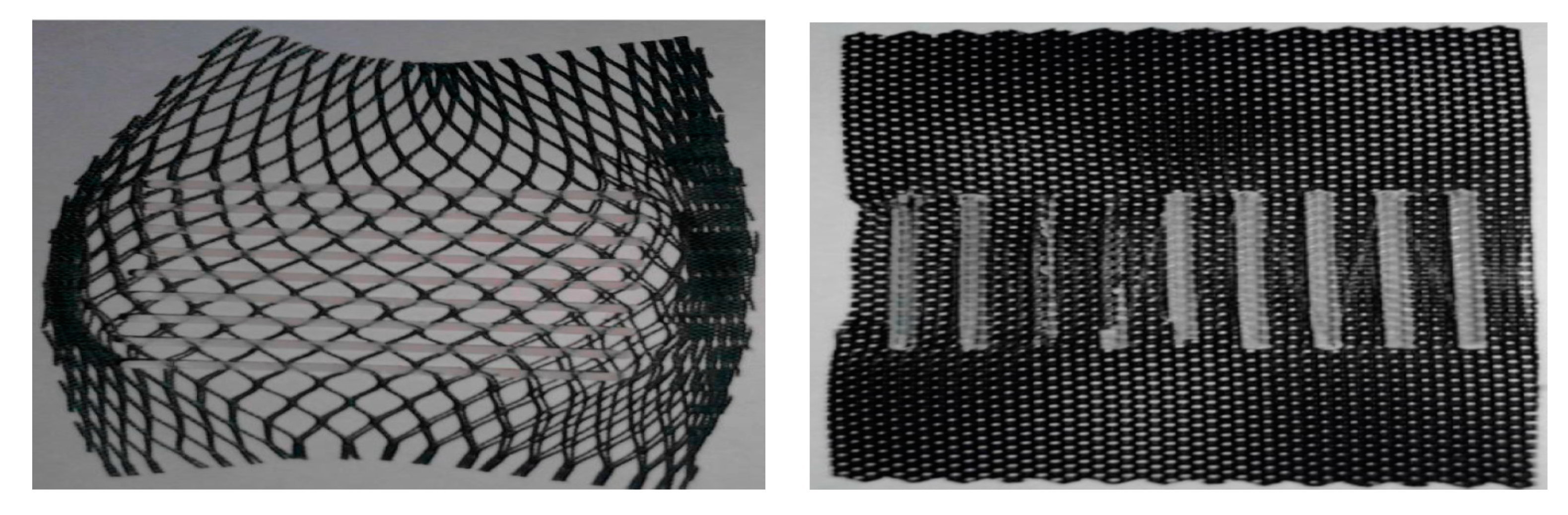
The combination of rigid and soft materials during the 3D printing over textiles demonstrates the advantages of such system very well in the orthopedic devises. The quick 3D printing process can be integrated in the process chain from the design stage and allows production of novel personalized and customized orthopedic devices to support and restore the mobility of a joint (see Figure 9). This device is applicable in sport/training purposes, preventive treatment or rehabilitation after injury of the joints in the hand and knee by limiting the movement in the joints [85,86,87].
Because the additive placement of polymer material is possible over almost each type of textile-knitwear, woven fabrics, non-woven, composites and plastic parts, made from both synthetic and natural materials [88], can be summarized, that this method can be considered as excellent extension or 3D functionalization method for the classical textiles. The combination enhances of the characteristics and the functions of the materials give new appearance and dimensional stability of textiles in accordance with new end use applications.
5.4. 4D Printing
As 4D printing is named a method of manufacturing where the 3D form additional have some functionality which changes in the time or changing temperature or else, which is the 4th dimension [89] (Figure 10). The additional function can be obtained by using some sophisticated 3D geometry designs, or materials, which change their shape [90]. The idea is that the change of the form or color is based on programmed triggers like heat, light, moisture, pH-value. Further, 4D printing can be used in soft robotic systems, smart textiles, drug delivery or biomedical devices [91,92].
The main parameters, which currently are tried to be changing are the stiffness, permeability, color, and degree of water absorbency [93,94]. The polymer penetrates in the pores of the knit structure after 3D printing and can be used for controlling of the permeability of the structure [95].
The 3D printing on textiles allows hybrid materials of fabric and printed polymer create a 4D textile with form and functions change. For example [95], the 3D printed elements are placed directly on to pre-strained textiles, wherein the textile is used as an energy storage device. The shape of the 3D printed with the flexible textile is changed after heating at different temperatures [95].
Another similar work with 3D printing over textile for getting material, which transform into different shapes with time in response to external stimuli is reported [96,97].
These few examples demonstrated that the 3D printing with good selected material and geometry combinations can be used for production of structures with changing form or properties, which can be one of the future directions of new, better integrated in our clothing and environment sensors and actuators.
6. 3D Printed Flexible Structures
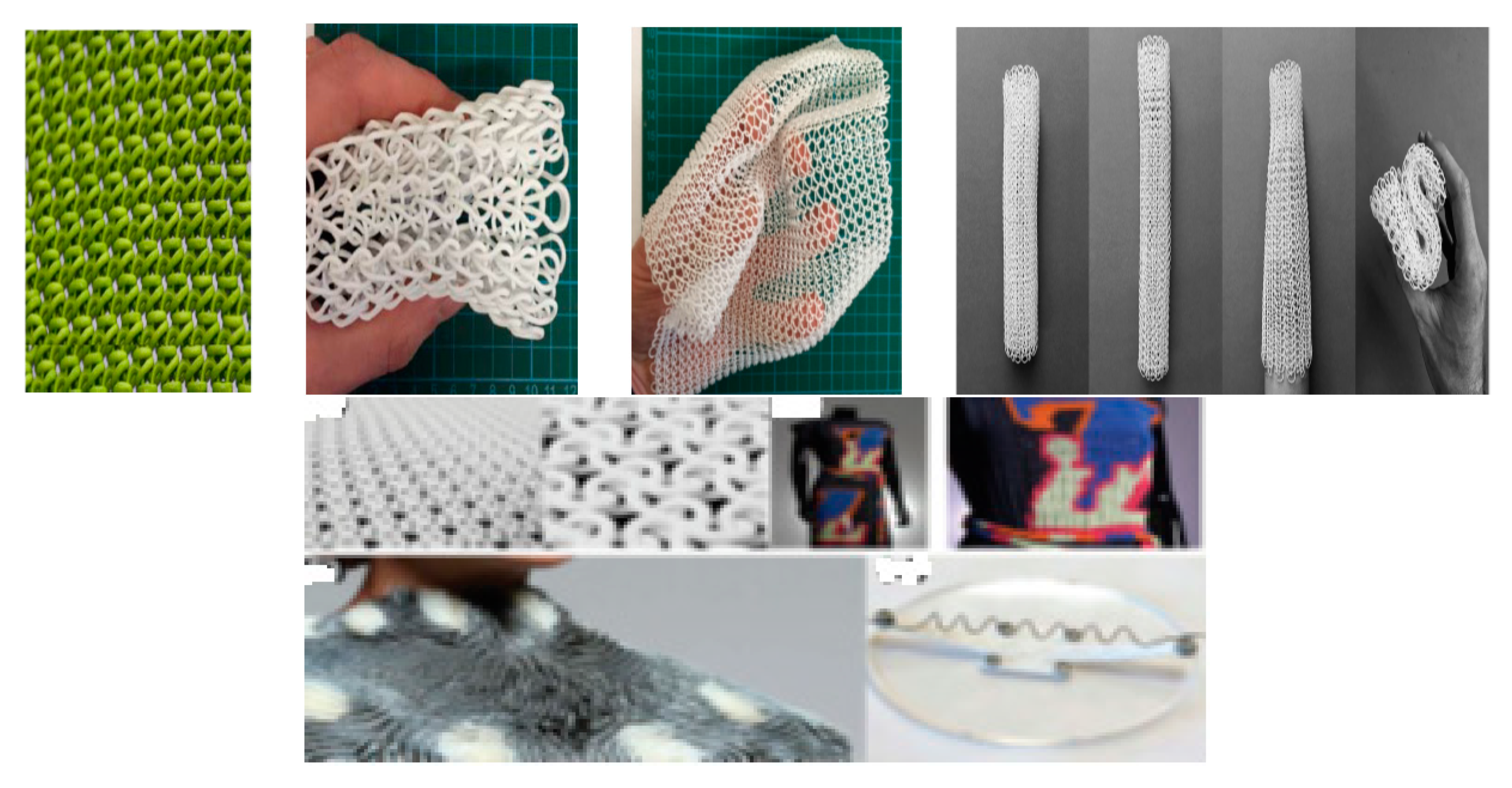
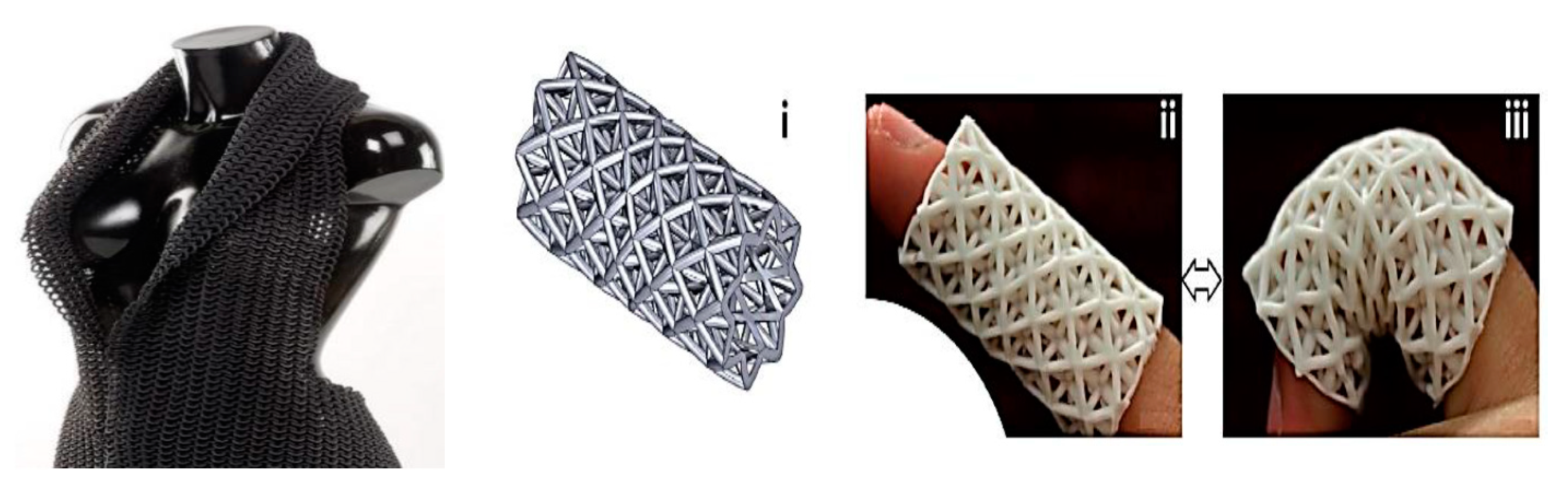
According [33] the 3D printed structures are classified in to six main categories as Meso, Linked, Hinged, Flexible, Generative and Hybrid which varies in material depending on the properties of the structures whether it be knit, woven, or non-woven. Hybrid structure according this classification is the printed over textile case, described in the previous section. Table 2 summarizes the three methods for production of flexible structures with 3D printing. In all three cases, thin layers (sheets) are printed, but the cases differs in the orientation of the single sheet pieces. In the first case the connected sheets are oriented perpendicular to the product surface. Because of the low thickness of the sheets their connection lines still allow some freedom for rotations and they move as kinematic chains, which gives flexibility of the structure. The second case “mesh like structure” is based on printing of sheet with holes—so that the bending rigidity is reduced because of the missing material and thus the lower mass moment of inertia. The third variant is copied from the historical protection clothing and is based on linked rings or other closed profile forms. The single links have enough degrees of freedom to rotate and the resulting structure remains flexible with very good drape ability.
7. 3D Printing of Elastic Materials
There are two approaches for production of elastic shapes with 3D form with textile-like properties:
- -
- Printing full layer elastomers, which have enough good elasticity [101]. This method can be classified to the “classical” type of 3D printing, where the material is coming from one (or more) nozzles and is solidified at the moment of the placement on the surface based on the different temperature, drying process or other (UV-hardening, chemical reaction) processes.
- -
- Printing or placing fibers over 3D mandrel. Such processes were developed in the past and are known with other names, but not directly as 3D printing. Because here the material is added to the existing surface can be arranged to it, too. For instance electro-flocking technique [102] has the potential to place fibers over 3D form and build such surfaces, Meltblown nonwoven production can be applied for the case of continuous fibers, too. The company TamiCare uses the process for customizing of 3D printing with textile fibers in which the fabric is built up in layers by a spray jet. It is capable of working with liquid polymers such as natural latex, silicon, polyurethane and Teflon as well as textile fibers like cotton, viscose and polyamide. Some of TamiCare products are disposable towels, women underwear, swimwear, bandages and sportswear [42].
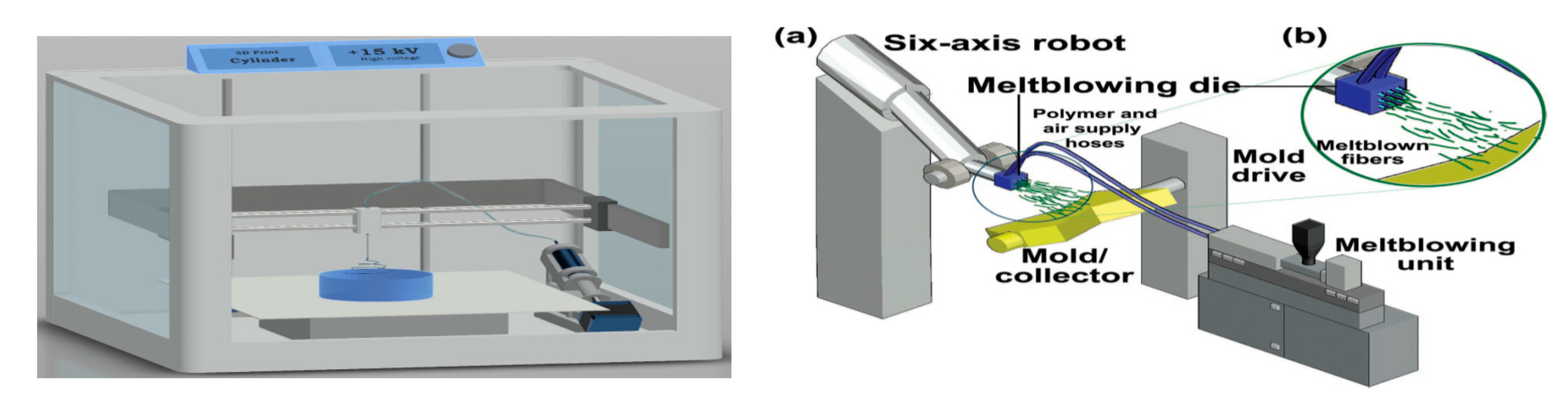
Several reports for innovative works are done here in the area of electro spinning because at this process the produced nano-fibers are naturally softer, based on their small diameter. The 3D printing process via electro-spinning applies a moving nozzle connected to a high voltage and a syringe that delivers the nozzle a polymeric solution (Figure 12, left) [66]. The melt-blowing die can be placed on a robot which moves in the space around collector with 3D form (Figure 12, right) [66] and produce directly parts with 3D form.
8. Current and Future Applications
Apparel manufacturers, retailers and designers have been using 3D-printers for different functions—to create prototypes for testing, for customization of the products, creating of artistic pieces and spares [2]. Popular are becoming3D-printed bikinis, shoes, dresses [35,104], where normally using combination of printing from solid soft material and creating flexible structures are used. The main point here is the personalization—where the process allow creation of [32]. Manufacturing of footwear, its specific parts and customizable insoles for everyday use, sports or specialized tasks is one of 3D printing’s fastest growing segments [100,105]. Large apparel companies including Nike and Adidas shoes companies have already integrated 3D printing into their manufacturing processes to print parts like soles (Figure 14) and clothes [17,100].
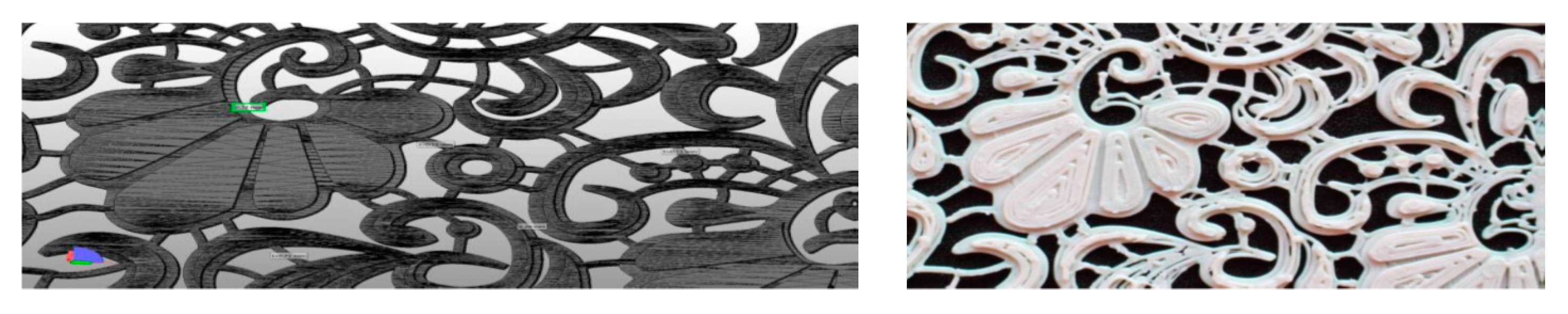
The 3D printed garment has currently more sculptural or decorative effects and will probably not be used in the near future as main replacement of the clothing [33]. Figure 15 demonstrated such decorations created by inspiration of the well-known Plauen lace [55].
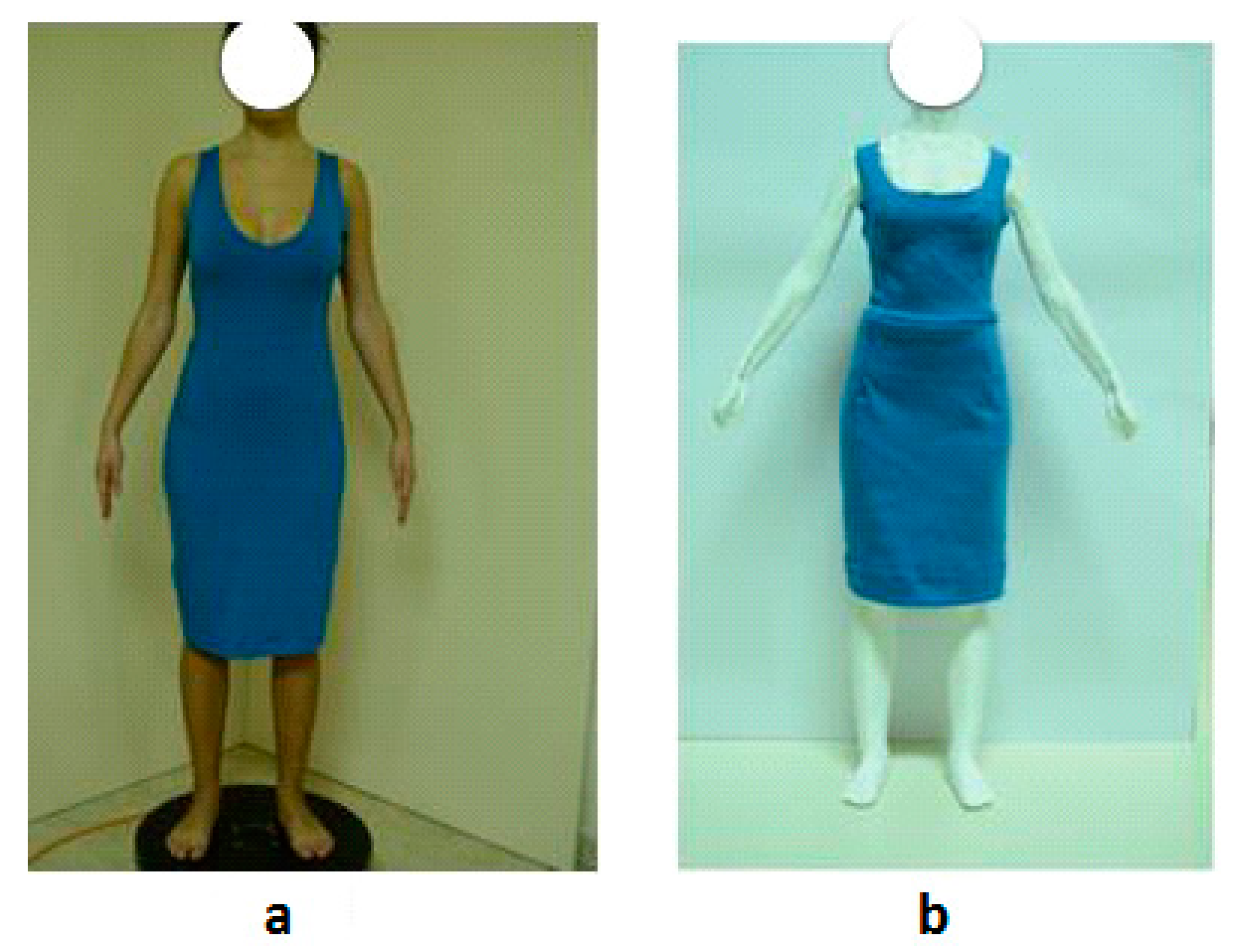
It is not very common, because of the not common size for the normal 3D printing, but some people apply 3D for creating body sculptures, which can be used for garment fit and drape testing [1] (Figure 16). Actually, here the amount of material and work for creation of such figure is large and the modern CAD software can perform the fit and drape tests based on simulations. For this reason, such kind prototyping based on 3D printed manikin will be applied in the future probably only for sophisticated products.
One growing area of application of the 3D printed flexible parts is the health care. The generated meshes can seamlessly interact with the body (Figure 17), and thereby improve the lives of countless patients suffering from conditions ranging from ankle or other joint sprain to hernia and tremors [106].
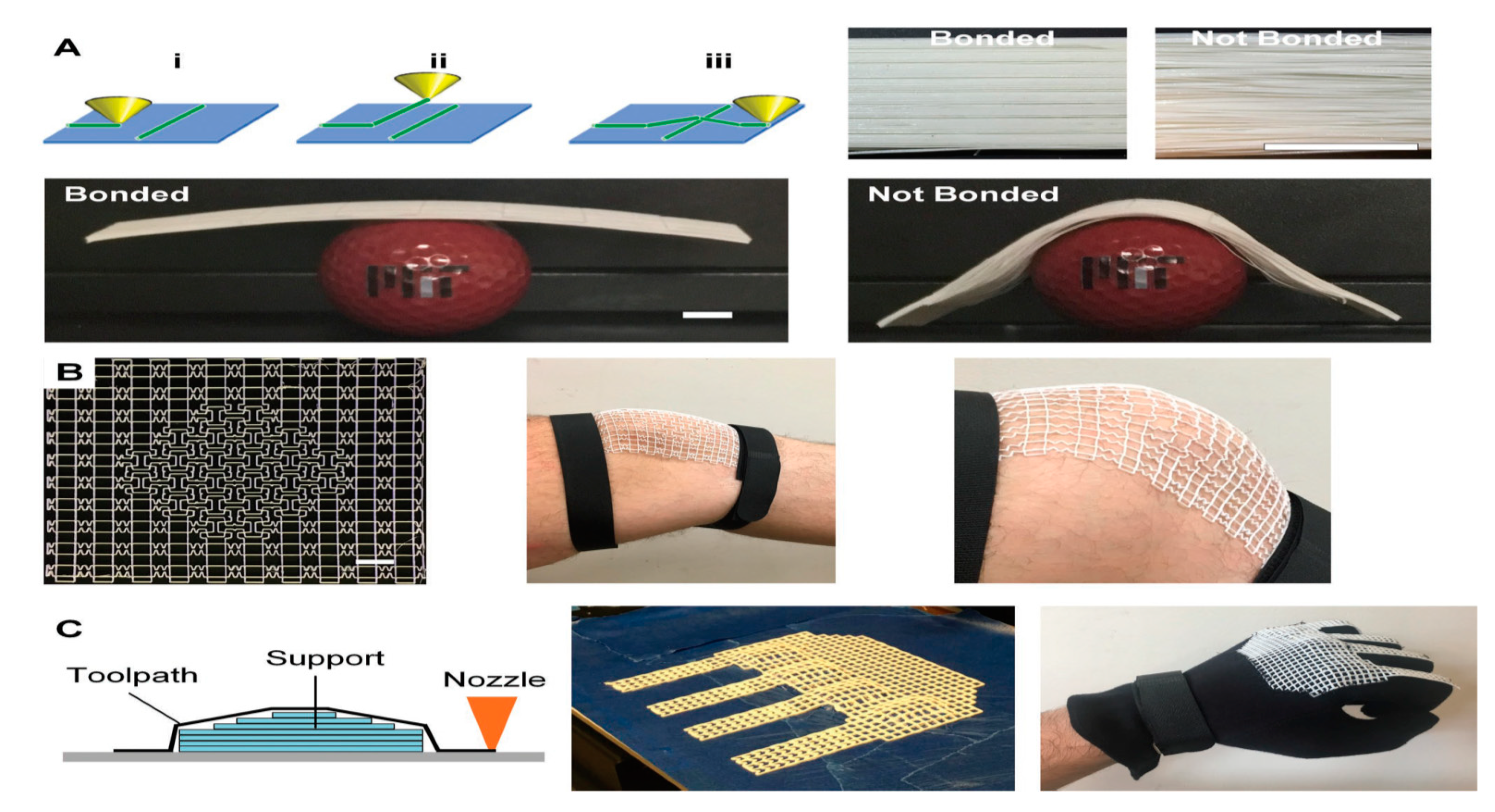
An example of ankle brace was developed that shows the potential of controlled nonlinear tensile response by letting the ankle move freely unless it inverts to an excessive extent as well as a glove with an embedded mesh designed to conform to the hand (see Figure 18) [17].
One way of the improvement of the drape ability of the solid parts is modification of the tool path so, that the fiber cool down before it touch the previous placed fiber in some areas [106]. The so build filament path are not connected and can slide relative to each other which results noticeably greater drape (10 mm scale bar) (Figure 19A). The conformal mesh is printed (Figure 19C) and sewn on to a glove [106] (exerts a restoring force on the fingers when the fist is clenched) as is commonly necessary in stroke rehabilitation.
9. Advantages and Disadvantages
9.1. Advantages
Additive Manufacturing allows new levels of mass customization of fabrics products [65]. It can significantly enhance production times of small parts produced in small numbers and gives the possibility to create parts that would be impossible to produce with conventional techniques [17,55]. Compared with regular textiles, studies have presented several advantages of 3DP such as:
9.2. Disadvantages
The biggest disadvantage of 3D printing is the copyright problem. Scanning existing pattern and reproducing it by 3D printing can be done today in short time. Many copyright holders will have a hard time protecting their rights and businesses producing unique products will suffer [113,114].
Another main current disadvantage is that comfort and flexibility that a 3D printed only parts are expected to provide. The most current materials do not absorb moisture at all. For several cases, probably unexpected for some people, but the real problem is the price, based on the low productivity. Currently, the 3D printed products can be more expensive option than textile products made with traditional methods [115].
10. Outlook and Conclusions
This review demonstrated that the additive manufacturing already influences the textile production in three directions. The most used one is the 3D printing on textiles, where additional features to the existing textiles can be added and customized and personalized products can be quickly created. The important point at that technology is the adhesion between the both products, where a lot of investigations are already done. Based on the combination of the soft, comfortable textile and rigid, individually placed, in some cases controllable additively placed materials we can expect that in the future this kind of products will replace the current one in the rehabilitation supporting devices and probably in personalized protection equipment for different sports and working conditions. The printing of flexible structures based on rigid materials is another area, where the structures try to have some “textiles like” properties, and will definitively find their application areas for complex structures in robotics, fashion, architecture and will replace some of the existing heavier and solid products, but they are not real competitor to textile products, they can be effectively combined with such. In the last analyzed area—printing with flexible materials—the development is currently in a very early stage. Here we can expect in the future rapid development of new elastic materials, which can be solidified on the printing surface in some given form and at the same time provide good air—and moisture permeability through them. Here, both printing with fiber based materials glued together with some additional material, and the use of direct production of membrane structures form polymers can be expected to change the business games in the future. Here, several tasks have to be solved near the properties, which are required for thermo-physiological control, to stabilize printing conditions—and additionally—high production speed and lower costs have to be reached, in order to become really competitors to textiles.
Author Contributions
Writing—original draft preparation: D.B.S., Conceptualization and resources: D.A., Writing—review and editing, supervision: Y.K., funding acquisition and supervision: A.K.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by German Academic Exchange Service (DAAD) trough the EECBP Home Grown PhD Scholarship Program 2019. The APC was funded by the publication found of the TU Dresden and Saxon State and University Library Dresden (SLUB).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Spahiu, T.; Grimmelsmann, N.; Ehrmann, A.; Shehi, E.; Piperi, E. On the possible use of 3D printing for clothing and shoe manufacture. In Proceedings of the 7th International Conference of Textile, Tirana, Albania, 10–11 November 2016; pp. 10–11. [Google Scholar]
- Vanderploeg, A.; Lee, S.-E.; Mamp, M. The application of 3D printing technology in the fashion industry. Int. J. Fash. Des. Technol. Educ. 2016, 10, 170–179. [Google Scholar] [CrossRef]
- Berman, B. 3-D printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- MacDonald, E.; Wicker, R. Multiprocess 3D printing for increasing component functionality. Science 2016, 353. [Google Scholar] [CrossRef]
- Marián, H.; Milan, V.; Jaroslav, M.; Milan, S.; Filip, D. Influence of the Shape of the Test Specimen Produced by 3D Printing on the Stress Distribution in the Matrix and in Long Reinforcing Fibers. J. Mech. Eng. 2019, 69, 61–68. [Google Scholar]
- Brody, H.D.; Haggerty, J.S.; Cima, M.J.; Flemings, M.C.; Barns, R.L.; Gyorgy, E.M.; Johnson, D.W.; Rhodes, W.W.; Sunder, W.A.; Laudis, R.A. Highly textured and single crystal Bi2CaSr2Cu2Ox prepared by laser heated float zone crystalization. J. Cryst. Growth 1989, 96, 225–233. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2nd ed.; Springer: New York, NY, USA, 2015. [Google Scholar]
- Kuhn, R.; Minuzzi, F.B. The 3D printing’s panorama in fashion design. Memoria e Design 2015, 2, 1–12. Available online: https://silo.tips/download/the-3d-printing-s-panorama-in-fashion-design (accessed on 21 July 2020).
- Kokkinis, D.; Schaffner, M.; Studart, A.R. Multimaterial magnetically assisted 3D printing of composite materials. Nat. Commun. 2015, 6, 8643. [Google Scholar] [CrossRef] [Green Version]
- Do, A.V.; Khorsand, B.; Geary, S.M.; Salem, A.K. 3D Printing of Scaffolds for Tissue Regeneration Applications. Adv. Healthc. Mater. 2015, 4, 1742–1762. [Google Scholar] [CrossRef] [Green Version]
- Guo, Y.; Chang, C.-C.; Halada, G.; Cuiffo, M.A.; Xue, Y.; Zuo, X.; Pack, S.; Zhang, L.; He, S.; Weil, E.; et al. Engineering flame retardant biodegradable polymer nanocomposites and their application in 3D printing. Polym. Degrad. Stab. 2017, 137, 205–215. [Google Scholar] [CrossRef]
- Kwon, Y.M.; Lee, Y.-A.; Kim, S.J. Case study on 3D printing education in fashion design coursework. Fash. Text. 2017, 4. [Google Scholar] [CrossRef] [Green Version]
- Noakes, M.W.; Lind, R.F.; Jansen, J.F.; Love, L.J.; Pin, F.G.; Richardson, B.S. Development of a Remote Trauma Care Assist Robot. In Proceedings of the International Conference on Intelligent Robots and Systems, Louis, MS, USA, 10–15 October 2009; IEEE: New York City, USA, 2009. [Google Scholar]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Farahani, R.D.; Dube, M.; Therriault, D. Three-Dimensional Printing of Multifunctional Nanocomposites: Manufacturing Techniques and Applications. Adv. Mater. 2016, 28, 5794–5821. [Google Scholar] [CrossRef]
- Macdonald, E.; Salas, R.; Espalin, D.; Perez, M.; Aguilera, E.; Muse, D.; Wicker, R.B. 3D Printing for the Rapid Prototyping of Structural Electronics. IEEE Access 2014, 2. [Google Scholar] [CrossRef]
- Uysal, R.; Stubbs, J.B. A New Method of Printing Multi-Material Textiles by Fused Deposition Modelling (FDM). Tekstilec 2019, 62, 248–257. [Google Scholar] [CrossRef]
- Bingham, G.A.; Hague, R. Efficient three dimensional modelling of additive manufactured textiles. Rapid Prototyp. J. 2013, 19, 269–281. [Google Scholar] [CrossRef] [Green Version]
- Crookston, J.J.; Long, A.C.; Bingham, G.A.; Hague, R.J.M. Finite-element modelling of mechanical behaviour of rapid manufactured textiles. Proc. Inst. Mech. Eng. Part L J. Mat. Des. Appl. 2008, 222, 29–36. [Google Scholar] [CrossRef] [Green Version]
- Sitotaw, D.B. Search Results on 3D Printed Textiles. 2020. Available online: https://0-www-scopus-com.brum.beds.ac.uk/term/analyzer.uri?sid=b1f1e96c6f645f217e752a596ba7d0e&origin=resultslist&src=s&s=TITLE-ABS-KEY%283d+Printing+of+textiles%29&sort=plf-f&sdt=b&sot=b&sl=38&count=290&analyzeResults=Analyze+results&txGid=d2f72804c289d6d07029a21cb86dc0c9 (accessed on 1 March 2020).
- Hoskins, S. 3D Printing for Artists, Designers and Makers; Bloomsbury Publishing: London, UK, 2013. [Google Scholar]
- Yap, Y.L.; Yeong, W.Y. Additive manufacture of fashion and jewellery products: A mini review. Virtual Phys. Prototyp. 2014, 9, 195–201. [Google Scholar] [CrossRef]
- Atkinson, P.; Univer, E.; Marshal, J.; Dean, L.T. Post Industrial Manufacturing Systems: The undisciplined nature of generative design. In Proceedings of the Undisciplined! Design Research Society Conference 2008, Sheffield, UK, 16–19 July 2008. [Google Scholar]
- Hermans, G. A Model for Evaluating the Solution Space of Mass Customization Toolkits. Int. J. Ind. Eng. Manag. (IJIEM) 2012, 3, 205–214. [Google Scholar]
- van der Zee, A.; de Vries, B. Design by Computation. In Proceedings of the GA2008, 11th Generative Art Conference, Milan, UK, 16–18 December 2008. [Google Scholar]
- D’Apuzzo, N. 3D body scanning technology for fashion and apparel industry. In Proceedings of the Electronic Imaging 2007, San Jose, CA, USA, 28 January–1 February 2007. [Google Scholar]
- Kyosev, Y. Generalized geometric modeling of tubular and flat braided structures with arbitrary floating length and multiple filaments. Text. Res. J. 2016, 86, 1270–1279. [Google Scholar] [CrossRef]
- Kyosev, Y. Topology-Based Modeling of Textile Structures and Their Joint Assemblies; Springer: Heidelberg, Germany, 2019. [Google Scholar]
- Renkens, W.; Kyosev, Y. Geometry modelling of warp knitted fabrics with 3D form. Text. Res. J. 2011, 81, 437–443. [Google Scholar] [CrossRef]
- Kyosev, Y. TexMind Software Braider and TexMind Warp Knitting Editor. 2020. Available online: http://www.texmind.com (accessed on 21 July 2020).
- Mellor, S.; Hao, L.; Zhang, D. Additive manufacturing: A framework for implementation. Int. J. Prod. Econ. 2014, 149, 194–201. [Google Scholar] [CrossRef] [Green Version]
- Noorani, R. 3D Printing Technology, Applications, and Selection; Taylor & Francis Group: Boca Raton, FL, USA, 2018. [Google Scholar]
- Grain, E. Textiles, Identity and Innovation: Design the Future. Surface, Digital and Virtual Textiles—An Analysis of 3D Printed Textile Structures; Montagna, G., Carvalho, C., Eds.; Taylor & Francis Group: London, UK, 2019. [Google Scholar]
- Partsch, L.N.; Vassiliadis, S.; Papageorgas, P. 3D Printed textile fabrics structures. In Proceedings of the Innovative Technologies “Inspire to Innovate”, Istanbul, Turkey, 11–12 September 2015. [Google Scholar]
- Valtas, A.; Sun, D. 3D Printing for Garments Production: An Exploratory Study. J. Fash. Technol. Text. Eng. 2016, 4. [Google Scholar] [CrossRef]
- Moreau, C. The state of 3D Printing; Sculpteo: Villejuif, France, 2019. [Google Scholar]
- Rosenau, J.A.; Wilson, D.L. Apparel Merchandising: The Line Starts Here; Fairchild Books: New York, NY, USA, 2014. [Google Scholar]
- Hudson, S. Printing teddy bears: A technique for 3D printing of soft interactive objects. In Proceedings of the Conference on Human Factors in Computing Systems, 26 April 2014–1 May 2014; pp. 459–469. [Google Scholar]
- Perry, A. 3D-printed apparel and 3D-printer: Exploring advantages, concerns, and purchases. Int. J. Fash. Des. Technol. Educ. 2017, 11, 95–103. [Google Scholar] [CrossRef]
- Kruth, J.P.; Leu, M.C.; Nakagawa, T. Progress in Additive Manufacturing and Rapid Prototyping. CIRP Ann. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Nayak, R.; Padhye, R. Garment manufacturing technology. In Product Development in the Apparel Industry; Senanayake, M., Ed.; Woodhead: Waltham, UK, 2015. [Google Scholar]
- TamiCare. Speedy Additive Manufacturing of Fabrics with Your Specs & Our Performance. 2019. Available online: https://www.tamicare.com/manufacture (accessed on 1 January 2020).
- Cooper, D. 3D Printing Your Own Clothes Just Became (Kinda) a Reality; Verizon Media: New York, NY, USA, 2015. [Google Scholar]
- Doris Electroloom—Gibt es bald schon tatsächlich tragbare Kleidung aus dem 3D-Drucker? 2016. Available online: https://3druck.com/drucker-und-produkte/electroloom-gibt-es-bald-schon-tatsaechlich-tragbare-kleidung-aus-dem-3d-drucker-1934423/ (accessed on 1 May 2020).
- Tenhunen, T.-M.; Moslemian, O.; Kammiovirta, K.; Harlin, A.; Kääriäinen, P.; Österberg, M.; Tammelin, T.; Orelma, H. Surface tailoring and design-driven prototyping of fabrics with 3D-printing: An all-cellulose approach. Mater. Des. 2018, 140, 409–419. [Google Scholar] [CrossRef] [Green Version]
- Markforged. Material Datasheet-Composites. 2019. Available online: https://www.mark3d.com/de/wp-content/uploads/2020/03/Material-Datenblatt-Markforged-Composites-Verbundfasematerialien-Mark3D.pdf (accessed on 22 July 2020).
- Kim, S.; Seong, H.; Her, Y.; Chun, J. A study of the development and improvement of fashion products using a FDM type 3D printer. Fash. Text. 2019, 6, 9. [Google Scholar] [CrossRef]
- Aashman, G. SLA Textile 3D Print. Available online: https://www.instructables.com/id/SLA-Textile-3D-Print/ (accessed on 24 February 2020).
- Sclater, N. Mechanisms and Mechanical Devices Sourcebook; McGraw-Hill: New York, NY, USA, 2011. [Google Scholar]
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Meisel, N.A.; Elliott, A.M.; Williams, C.B. A procedure for creating actuated joints via embedding shape memory alloys in PolyJet 3D printing. J. Intell. Mater. Syst. Struct. 2014, 26, 1498–1512. [Google Scholar] [CrossRef]
- Murugesan, K.; Anandapandian, P.A.; Sharma, S.K.; Vasantha Kumar, M. Comparative evaluation of dimension and surface detail accuracy of models produced by three different rapid prototype techniques. J. Indian Prosthodont. Soc. 2012, 12, 16–20. [Google Scholar] [CrossRef]
- Reilly, L. The shift from 3D body scanned data to the physical world shapeshifting. In Proceedings of the A Conference on Transformative Paradigms of Fashion and Textile Design, Auchland, New Zealand, 14–16 April 2014. [Google Scholar]
- Bogue, R. 3D printing: The dawn of a new era in manufacturing? Assembl. Autom. 2013, 33, 307–311. [Google Scholar] [CrossRef]
- Melnikova, R.; Ehrmann, A.; Finsterbusch, K. 3D printing of textile-based structures by Fused Deposition Modelling (FDM) with different polymer materials. IOP Conf. Ser. Mater. Sci. Eng. 2014, 62, 012018. [Google Scholar] [CrossRef] [Green Version]
- Beecroft, M. Digital interlooping: 3D printing of weft-knitted textile-based tubular structures using selective laser sintering of nylon powder. Int. J. Fash. Des. Technol. Educ. 2019, 12, 218–224. [Google Scholar] [CrossRef] [Green Version]
- Beecroft, M. 3D printing of weft knitted textile based structures by selective laser sintering of nylon powder. IOP Conf. Ser. Mater. Sci. Eng. 2016, 137, 012017. [Google Scholar] [CrossRef]
- Beecroft, M.; McPherson, L. English Researchers Use 3D Printing to Produce Flexible and Fine Textile-Like Structures; 2014. Available online: https://www.3ders.org/articles/20141109-english-researchers-use-3d-printing-to-produce-flexible-and-fine-textile-like-structures.html (accessed on 12 December 2019).
- Takahashi, H.; Kim, J. 3D Printed Fabric: Techniques for Design and 3D Weaving Programmable Textiles. In Proceedings of the 32nd Annual ACM Symposium on User Interface Software and Technology; New Orleans, LA, USA: 20–23 October 2019; pp. 43–51.
- Venuvinod, K.P.; Ma, W. Rapid Prototyping: Laserbased and Other Technologies; Springer Science and Bussiness Media: New York, NY, USA, 2004. [Google Scholar]
- Leigh, S.J.; Bradley, R.J.; Purssell, C.P.; Billson, D.R.; Hutchins, D.A. A Simple, Low-Cost Conductive Composite Material for 3D Printing of Electronic Sensors. PLoS ONE 2012, 7, e49365. [Google Scholar] [CrossRef]
- Marcincinova, N.L. Application of fused deposition modelling technology in 3D printing rapid prototyping area. Manuf. Ind. Eng. 2011, 11, 35–37. [Google Scholar]
- Evans, B. Practical 3D Printers: The Science and Art of 3D Printing; Springer Science and Business Media: New York, NY, USA, 2012. [Google Scholar]
- Malengier, B.; Hertleer, C.; Cardon, L.; Van, L. 3D Printing on Textiles: Testing of Adhesion. J. Fash. Technol. Text. Eng. 2018, s4. [Google Scholar] [CrossRef] [Green Version]
- Sabantina, L.; Kinzel, F.; Ehrmann, A.; Finsterbusch, K. Combining 3D printed forms with textile structures—Mechanical and geometrical properties of multi-material systems. IOP Conf. Ser. Mater. Sci. Eng. 2015, 87, 012005. [Google Scholar] [CrossRef]
- Chatterjee, K.; Ghosh, T.K. 3D Printing of Textiles: Potential Roadmap to Printing with Fibers. Adv. Mater. 2019, 32, 1902086. [Google Scholar] [CrossRef]
- Spahiu, T.; Al-Arabiyat, M.; Martens, Y.; Ehrmann, A.; Piperi, E.; Shehi, E. Adhesion of 3D printing polymers on textile fabrics for garment production. IOP Conf. Ser. Mater. Sci. Eng. 2018, 459, 012065. [Google Scholar] [CrossRef]
- Perry, A. Consumers’ purchase intention of 3D-printed apparel. J. Glob. Fash. Mark. 2016, 7, 225–237. [Google Scholar] [CrossRef]
- Gu, B.K.; Choi, D.J.; Park, S.J.; Kim, M.S.; Kang, C.M.; Kim, C.H. 3-dimensional bioprinting for tissue engineering applications. Biomater. Res. 2016, 20, 12. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Singha, K. A Review on Coating & Lamination in Textiles: Processes and Applications. Am. J. Polym. Sci. 2012, 2, 39–49. [Google Scholar] [CrossRef]
- Pei, E.; Shen, J.; Watling, J. Direct 3D printing of polymers onto textiles: Experimental studies and applications. Rapid Prototyp. J. 2015, 21, 556–571. [Google Scholar] [CrossRef] [Green Version]
- Holme, I. Adhesion to textile fibres and fabrics. Int. J. Adhes. Adhes. 1999, 19, 455–463. [Google Scholar] [CrossRef]
- Hashemi Sanatgar, R.; Campagne, C.; Nierstrasz, V. Investigation of the adhesion properties of direct 3D printing of polymers and nanocomposites on textiles: Effect of FDM printing process parameters. Appl. Surf. Sci. 2017, 403, 551–563. [Google Scholar] [CrossRef]
- Kozior, T.; Döpke, C.; Grimmelsmann, N.; Juhász Junger, I.; Ehrmann, A. Influence of fabric pretreatment on adhesion of three-dimensional printed material on textile substrates. Adv. Mech. Eng. 2018, 10, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Korger, M.; Bergschneider, J.; Neuss, J.; Lutz, M.; Mahltig, B.; Rabe, M. Functionalization of textiles using 3D printing -add-on technology for textile applications testing new material combinations. Int. Congr. 2016, 3, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Unger, L.; Scheideler, M.; Meyer, P.; Harland, J.; Gorzen, A.; Wortmann, M.; Dreyer, A.; Ehrmann, A. Increasing adhesion of 3D printing on textile fabrics by polymer coating. Tekstilec 2018, 61, 265–271. [Google Scholar] [CrossRef]
- Spahiu, T.; Grimmelsmann, N.; Ehrmann, A.; Piperi, E.; Shehi, E. Effect of 3D printing on textile fabric. In Proceedings of the 1st International Conference “Engineering and Entrepreneurship”, Tirana, Albania, 11–17 November 2017. [Google Scholar]
- Grimmelsmann, N.; Kreuziger, M.; Korger, M.; Meissner, H.; Ehrmann, A. Adhesion of 3D printed material on textile substrates. Rapid Prototyp. J. 2018, 24, 166–170. [Google Scholar] [CrossRef]
- Eutionnat-Diffo, P.A.; Chen, Y.; Guan, J.; Cayla, A.; Campagne, C.; Zeng, X.; Nierstrasz, V. Optimization of adhesion of poly lactic acid 3D printed onto polyethylene terephthalate woven fabrics through modelling using textile properties. Rapid Prototyp. J. 2019. [Google Scholar] [CrossRef]
- Korger, M.; Bergschneider, J.; Lutz, M.; Mahltig, B.; Finsterbusch, K.; Rabe, M. Possible Applications of 3D Printing Technology on Textile Substrates. IOP Conf. Ser. Mater. Sci. Eng. 2016, 141, 012011. [Google Scholar] [CrossRef] [Green Version]
- Loh, G.; Pei, E. Design for Material Extrusion on Mesh Fabrics. In Design; Brunel University Research Archive: London, UK, 2019; p. 12. [Google Scholar]
- Grimmelsmann, N.; Meissner, H.; Ehrmann, A. 3D printed auxetic forms on knitted fabrics for adjustable permeability and mechanical properties. IOP Conf. Ser. Mater. Sci. Eng. 2016, 137, 012011. [Google Scholar] [CrossRef] [Green Version]
- Mikkonen, J.; Myllymaki, R.; Kivioja, S.; Vanhakartano, S.; Suonsilta, H. Printed material and fabric. In Proceedings of the Nordic Design Research Conference, Copenhagen, Denmark, 27 February 2013. [Google Scholar]
- Rivera, M.L.; Moukperian, M.; Ashbrook, D.; Mankoff, J.; Hudson, S.E. Stretching the Bounds of 3D Printing with Embedded Textiles. In Proceedings of the CHI ’17: Proceedings of the 2017 CHI Conference on Human Factors in Computing Systems, Denver, CO, USA, 6–11 May 2017; pp. 497–508. [Google Scholar]
- Ahrendt, D.; Karam, A.R.; Krzywinski, S. CAE-Supported process for additive manufacturing of orthopaedic devices. In Proceedings of the Aachen-Dresden-Denkendorf International Textile Conference, Dresden, Germany, 28–29 November 2019. [Google Scholar]
- Ahrendt, D. Combination of additive manufacturing and textiles. In Carbon Composites Magazin Production & Processing; Carbon Composites e.V.: Augsburg, Germany, 2017. [Google Scholar]
- Ahrendt, D.; Krzywinski, S.; Schmitt, F.; Krzywinski, J. Combination of Additive Manufacturing and Joining Processes for Novel Customized Orthopaedic Devices. In Proceedings of the Aachen-Dresden-Denkendorf International Textile Conference, Dresden, Germany, 24–25 November 2016. [Google Scholar]
- Laperre, J. Additive manufacturing. In Newsletter for the Textile and Plastics Processing Industry Edition; Centexbel-VPC: Belgium, 2018. [Google Scholar]
- Daviy, J. 4D Printing: Building Smart Fashion of the Future Today. Available online: https://juliadaviy.com/4d-printing-fashion-of-the-future/ (accessed on 22 July 2020).
- Avinc, O.; Yildirim, F.F.; Yavas, A.; Kalayci, E. 3D Printing Technology and its Influences on the Textile Industry. Int. J. Ind. Electron. Electr. Eng. Bhubaneswar, India, 2017, 5, 37–43. [Google Scholar]
- Radacsi, N.; Nuansing, W. Fabrication of 3D and 4D Polymer Micro- and Nanostructures Based on Electrospinning. In 3D and 4D Printing of Polymer Nanocomposite Materials; Elsevier: Amsterdam, The Nederlands, 2020; pp. 191–229. [Google Scholar] [CrossRef]
- Zapfel, D. How 3D Printing in the Textile Industry Is Leading Into a New Era; Lead Innov. Manag.: Wien, Austria, 2019. [Google Scholar]
- Momeni, F.; Liu, X.; Ni, J. A review of 4D printing. Mater. Des. 2017, 122, 42–79. [CrossRef]
- Pei, E. 4D Printing: Dawn of an emerging technology cycle. Assem. Autom. 2014, 34, 310–314. [Google Scholar] [CrossRef]
- Schmelzeisen, D.; Koch, H.; Pastore, C.; Gries, T. Narrow and Smart Textiles. In 4D Textiles: Hybrid Textile Structures that Can Change Structural Form with Time by 3D Printing; Kyosev, Y., Mahltig, B., Schwarz-Pfeiffer, A., Eds.; Springer International Publishing: Cham, Switzerland, 2018. [Google Scholar]
- Joshi, S.; Rawat, K.; Karunakaran, C.; Rajamohan, V.; Mathew, A.T.; Koziol, K.; Thakur, V.K.; Balan, A.S.S. 4D printing of materials for the future: Opportunities and challenges. Appl. Mater. Today 2019, 100490. [Google Scholar] [CrossRef]
- Joshi, A.; Goh, J.K.; Goh, K.E.J. Polymer-Based Conductive Composites for 3D and 4D Printing of Electrical Circuits. In 3D and 4D Printing of Polymer Nanocomposite Materials; Elsevier: Amsterdam, The Nederlands, 2020; pp. 45–83. [Google Scholar] [CrossRef]
- Bastian, A. Mesostructured Cellular Materials: Early Prototypes. Available online: http://www.thingiverse.com/thing:289650 (accessed on 24 February 2020).
- Systems, N. Kinematics Collection. Available online: https://n-e-r-v-o-u-s.com/shop/line.php?code=15 (accessed on 24 February 2020).
- Elmelegy, N.A. 3D Printing: The Future of Innovative Shapes and Materials in Women Fashion Design. Eurasian J. Anal. Chem. 2017, 13, 151–173. [Google Scholar]
- Tritech 3D Produce Large and Complex Elastomer Parts. Available online: https://www.tritech3d.co.uk/materials/elastomer (accessed on 12 December 2019).
- Mironova, V.S.; Parkb, M. Electroflocking technique in the fabrication and performance enhancement of fiber-reinforced polymer composites. Compos. Sci. Technol. 2000, 60, 927–933. [Google Scholar] [CrossRef]
- Electroloom. Electroloom—The World’s First 3D Fabric Printer. 2016. Available online: https://www.kickstarter.com/projects/electroloom/electroloom-the-worlds-first-3d-fabric-printer (accessed on 1 May 2020).
- Mpofu, T.P.; Mawere, C.; Mukosera, M. The impact and application of 3D printing technology. Int. J. Sci. Res. 2014, 3, 2148–2152. [Google Scholar]
- Lee, B.L.; Walsh, T.F.; Won, S.T.; Patts, H.M.; Song, J.W.; Mayer, A.H. Penetration Failure Mechanisms of Armor-Grade Fiber Composites under Impact. J. Compos. Mater. 2016, 35, 1605–1633. [Google Scholar] [CrossRef]
- Pattinson, S.W.; Huber, M.E.; Kim, S.; Lee, J.; Grunsfeld, S.; Roberts, R.; Dreifus, G.; Meier, C.; Liu, L.; Hogan, N.; et al. Additive Manufacturing of Biomechanically Tailored Meshes for Compliant Wearable and Implantable Devices. Adv. Funct. Mater. 2019, 29, 1901815. [Google Scholar] [CrossRef] [Green Version]
- McDonell, A. 3D Printing Could Serve as Solution for Ill-Fitted Clothing. Available online: http://dailyorange.com/2015/01/fashion-3d-printingcould-serve-as-solution-for-ill-fitted-clothing/ (accessed on 12 December 2019).
- Campbell, T.; Williams, C.; Ivanova, O.; Garrett, B. Could 3D Printing Change the World?: Technologies, Potential, and Implications of Additive Manufacturing; Atlantic Council: Washington, DC, USA, 2011. [Google Scholar]
- Parker, C.J.; Wang, K.; Wang, Y.; Strandhagen, J.O.; Tao, Y. The Human Acceptance of 3D Printing in Fashion Paradox: Is Mass Customisation a Bridge too Far? WIT Press: Hampshire, UK, 2016. [Google Scholar]
- Gebler, M.; Uiterkamp, A.J.M.S.; Visser, C. A global sustainability perspective on 3D printing technologies. Energy Policy 2014, 74, 158–167. [Google Scholar] [CrossRef]
- Harding, X. Feed Your 3D Printer Recycled Plastic; PopSci: New York, NY, USA, 2016. [Google Scholar]
- Zwart, B. How to Make Your Own Filament by Recycling Old 3D Prints; 2015.
- Theme, A.W. 3D Printing: Know its Advantages and Disadvantages. Available online: https://blog.inktonestore.com/3d-printing-know-its-advantages-and-disadvantages/ (accessed on 12 December 2019).
- Petrick, I.J.; Simpson, T.W. 3D Printing Disrupts Manufacturing: How Economies of One Create New Rules of Competition. Res. Technol. Manag. 2015, 56, 12–16. [Google Scholar] [CrossRef]
- Thompson, C. The Rise of the DIY Consumer; CNBC: Englewood Cliffs, NJ, USA, 2015. [Google Scholar]
Figure 1.
Principles of common additive manufacturing (AM) technologies: (a) fused deposition modeling (FDM), (b) direct ink writing (DIW), (c) directed energy based deposition (d) binder jetting process, (e) vat photo polymerization, (f) powder bed fusion with a laser sintering process.
Figure 1.
Principles of common additive manufacturing (AM) technologies: (a) fused deposition modeling (FDM), (b) direct ink writing (DIW), (c) directed energy based deposition (d) binder jetting process, (e) vat photo polymerization, (f) powder bed fusion with a laser sintering process.

Figure 2.
Listed in Scopus research documents on 3D printing of textiles [20] (source: Scopus, key word: 3D printing of textiles). Remark—the real number of not listed in Scopus publications, web reports, conference papers and else is significantly larger.
Figure 2.
Listed in Scopus research documents on 3D printing of textiles [20] (source: Scopus, key word: 3D printing of textiles). Remark—the real number of not listed in Scopus publications, web reports, conference papers and else is significantly larger.


Figure 4.
Example of the dependence of the adhesion force on the temperature of nozzle (left) and bed (right) [77] at the specific conditions and materials reported in [77], tested according DIN 53,530 and evaluated according DIN ISO 6133.

Figure 5.
Example of the dependence of the adhesion force on the printing speed (left) and polymer flow (right) [77], at the specific conditions and materials reported in [77], tested according DIN 53,530 and evaluated according DIN ISO 6133.

Figure 6.
Microscopic pictures of the auxetic shape printed on a double-face fabric from acrylic/polyester, relaxed (left panel) and stretched (right panel) [82].
Figure 6.
Microscopic pictures of the auxetic shape printed on a double-face fabric from acrylic/polyester, relaxed (left panel) and stretched (right panel) [82].

Figure 7.
Polylactic acid (PLA) strips with different warp knitted mesh structures as inlays: fishing net produced from 100% polyamide 6 (left panel), and sunscreen net, by Karl Mayer, produced from 100% polyester (right panel) [65].
Figure 7.
Polylactic acid (PLA) strips with different warp knitted mesh structures as inlays: fishing net produced from 100% polyamide 6 (left panel), and sunscreen net, by Karl Mayer, produced from 100% polyester (right panel) [65].

Figure 8.
Floral pattern printed on cotton, wool, viscose fabrics and a polyester net (left to right) [65].
Figure 8.
Floral pattern printed on cotton, wool, viscose fabrics and a polyester net (left to right) [65].

Figure 9.
Combination of additive manufactured element with a knitted fabric for movement limitation and rehabilitation after injury of joints [85,86].

Figure 10.
A 4D printed dress with colors [89] (Source https://juliadaviy.com/category/future-of-fashion/).
Figure 10.
A 4D printed dress with colors [89] (Source https://juliadaviy.com/category/future-of-fashion/).


Figure 12.
Illustration of a 3D electro-spinning setup (left) and robotic fiber assembly and control system (RFACS) (right), the integration of a six-axis robot with melt blowing system [66].
Figure 12.
Illustration of a 3D electro-spinning setup (left) and robotic fiber assembly and control system (RFACS) (right), the integration of a six-axis robot with melt blowing system [66].

Figure 13.
Products manufactured by Electro-Loom (white color products without decorations) [103].
Figure 13.
Products manufactured by Electro-Loom (white color products without decorations) [103].

Figure 14.
3D printed sneakers [100].
Figure 14.
3D printed sneakers [100].

Figure 15.
Multi-layer lace pattern, depicted in “netfabb” (left panel), and the resulting 3D print (right panel) [55].
Figure 15.
Multi-layer lace pattern, depicted in “netfabb” (left panel), and the resulting 3D print (right panel) [55].

Figure 16.
Testing garment fit over real body model (a) and the scaled 3D printed body model (b) [1].
Figure 16.
Testing garment fit over real body model (a) and the scaled 3D printed body model (b) [1].


Figure 18.
A 3D printed glove: (A) sewing pattern printed from two materials, (B) surface design of glove, (C) flexible sewing pattern with inner lining, and (D) pattern pieces sewn together to three-dimensional garment [17].
Figure 18.
A 3D printed glove: (A) sewing pattern printed from two materials, (B) surface design of glove, (C) flexible sewing pattern with inner lining, and (D) pattern pieces sewn together to three-dimensional garment [17].

Figure 19.
Additional capabilities of mesh printing: (A) modulation of fiber–fiber bonding, (B) a mesh (scale bar 10 mm) with locally patterned negative Poisson’s ratio unit cells, which featuring anisotropic mechanics and showing its ability to conform to a knee. (C) Printing of conformal meshes onto a template [106].
Figure 19.
Additional capabilities of mesh printing: (A) modulation of fiber–fiber bonding, (B) a mesh (scale bar 10 mm) with locally patterned negative Poisson’s ratio unit cells, which featuring anisotropic mechanics and showing its ability to conform to a knee. (C) Printing of conformal meshes onto a template [106].


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
A brief description of additive manufacturing techniques for 3D printing techniques for printing in the textile industry.
Table 1.
A brief description of additive manufacturing techniques for 3D printing techniques for printing in the textile industry.
| Techniques | Mechanism | Materials | Advantage | Disadvantage |
|---|---|---|---|---|
| Stereo lithography (SLA) [49] | Photopolymer resin, and an ultra-violet (UV) laser to cure and harden individual layers to form objects [21,50]. Rigid parts and connective joints can be printed together at one time [49,51]. | Polyethylene, polypropylene, ABS, polycarbonate casting and molding material A flexible, elastomeric material can be combined with stiff and hard polymer [34]. 3D printed textiles are stiff and not flexible [48]. | Fast printing process [49]. More flexibility and texture; offers a high-quality surface finish [52]. | Requires support rafts, additional time, sanding and reduces the quality of the product due to sanding; expensive material and no color variety [49,50]. |
| Selective laser sintering (SLS). | A computer-controlled laser traces the layer, heating the powder to just below its boiling point to fuse the particles into a solid object [49,50]. After the first layer is created, the building platform drops, exposing the next layer of powder [53] | only use one material per model; multi-material models printed separately and joined afterwards [21,54]. Glass, plastic, metals, ceramics, or nylon, stainless steel, titanium alloy, nickel alloy, aluminum, copper [50]. Dresses, bathing suits, shoes, single and double face knits [55,56,57,58,59] | Allows designers to create delicate, yet highly functional and durable products, requiring less sanding of the object than SLA [49,60]. | It does not produce a high-quality surface finish compared to SLA [49,50]. |
| FDM (Fused deposition modeling). | FDM offers a variety of low-cost desktop printers [61]. Based on heating a filament in an extruder nozzle and depositing the molten material line by line on a printing bed where it hardens. The next layer is printed on top of the previous layer [62] | Wax, metals, ceramics, acrylonitrile butadiene styrene (ABS), polylactic acid (PLA), polyethylene terephthalate (PET), aramid, onyx, glass and carbon fibers are some [22,50,63]. Shoes, skirt, dress, jacket, soles, yarn, knit structures and printing on and with textiles [47,55,59,64,65,66] | Capable of printing flexible, glossy, lace-like fabrics with soft PLA polymers [55]. | Visible seam lines between layers and delamination from temperature changes, influence the strength of the bond between layers [50]. |
Table 2.
3D printed flexible structures and their features.
| Structure | Principle | Features | Example |
|---|---|---|---|
| Thin layer plate kinematics (Example: Mesostructure of A. Bastian [88]) | Thin layer nearly parallel plates, oriented 90° to the nominal surface, connected at the ends allow flexibility in different directions. Because of the low thickness the bending moments are negligible. | These structure can have out-of-plane and in-plane bending and can have auxetic behavior, if well designed. |  Andreas Bastian Meso-structured [98] |
| Mesh like thin sheet | Thin plate, with several openings. The openings extend the bending flexibility and the formability. | No cutting required and les material used, 3D printing in-place possible, work straight out of the machine [99]. |  Kinematics dress [99] |
| Linked elements (rings, triangles, squares, complex closed curved shapes) | Rings or other closed profiles connected together. Normally printed using supporting material for the gaps. | Each element has enough degrees of freedom to move in the local range and rotate, which gives very good drape characteristics. |  Jiri Evenhuis Chainmail dress. Perepelkin (2013), cited from [18] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Sitotaw, D.B.; Ahrendt, D.; Kyosev, Y.; Kabish, A.K. Additive Manufacturing and Textiles—State-of-the-Art. Appl. Sci. 2020, 10, 5033. https://0-doi-org.brum.beds.ac.uk/10.3390/app10155033
AMA Style
Sitotaw DB, Ahrendt D, Kyosev Y, Kabish AK. Additive Manufacturing and Textiles—State-of-the-Art. Applied Sciences. 2020; 10(15):5033. https://0-doi-org.brum.beds.ac.uk/10.3390/app10155033
Chicago/Turabian StyleSitotaw, Dereje Berihun, Dustin Ahrendt, Yordan Kyosev, and Abera Kechi Kabish. 2020. "Additive Manufacturing and Textiles—State-of-the-Art" Applied Sciences 10, no. 15: 5033. https://0-doi-org.brum.beds.ac.uk/10.3390/app10155033
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.