Utilization of Partially Liquefied Bark for Production of Particleboards

 , , , ,
, , , ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
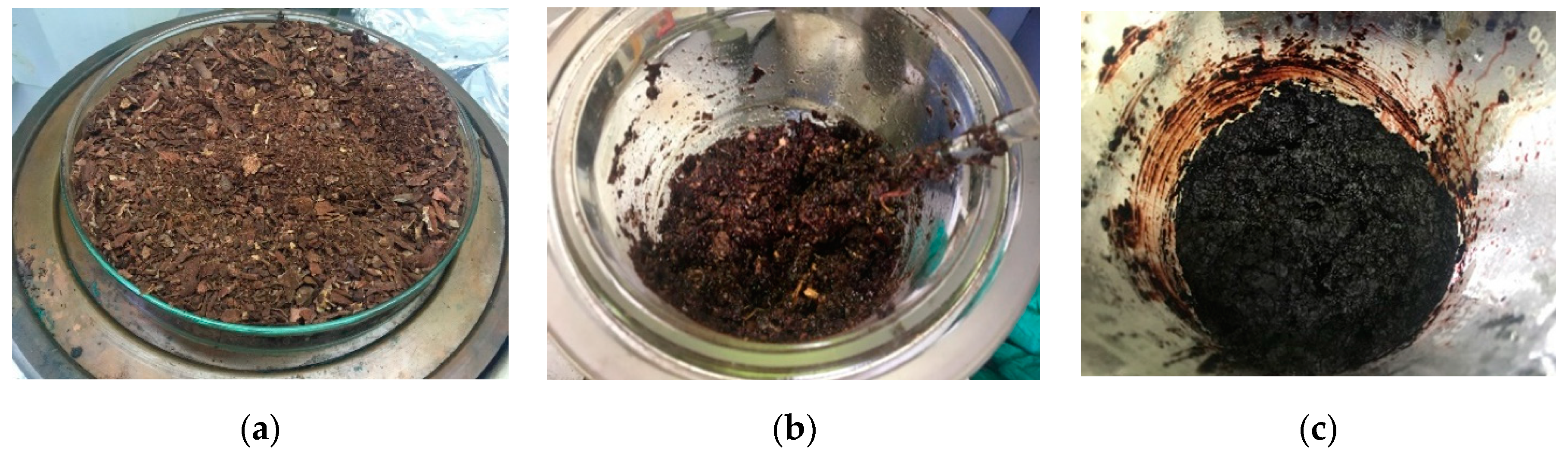
2.2. Partial Liquefaction Process
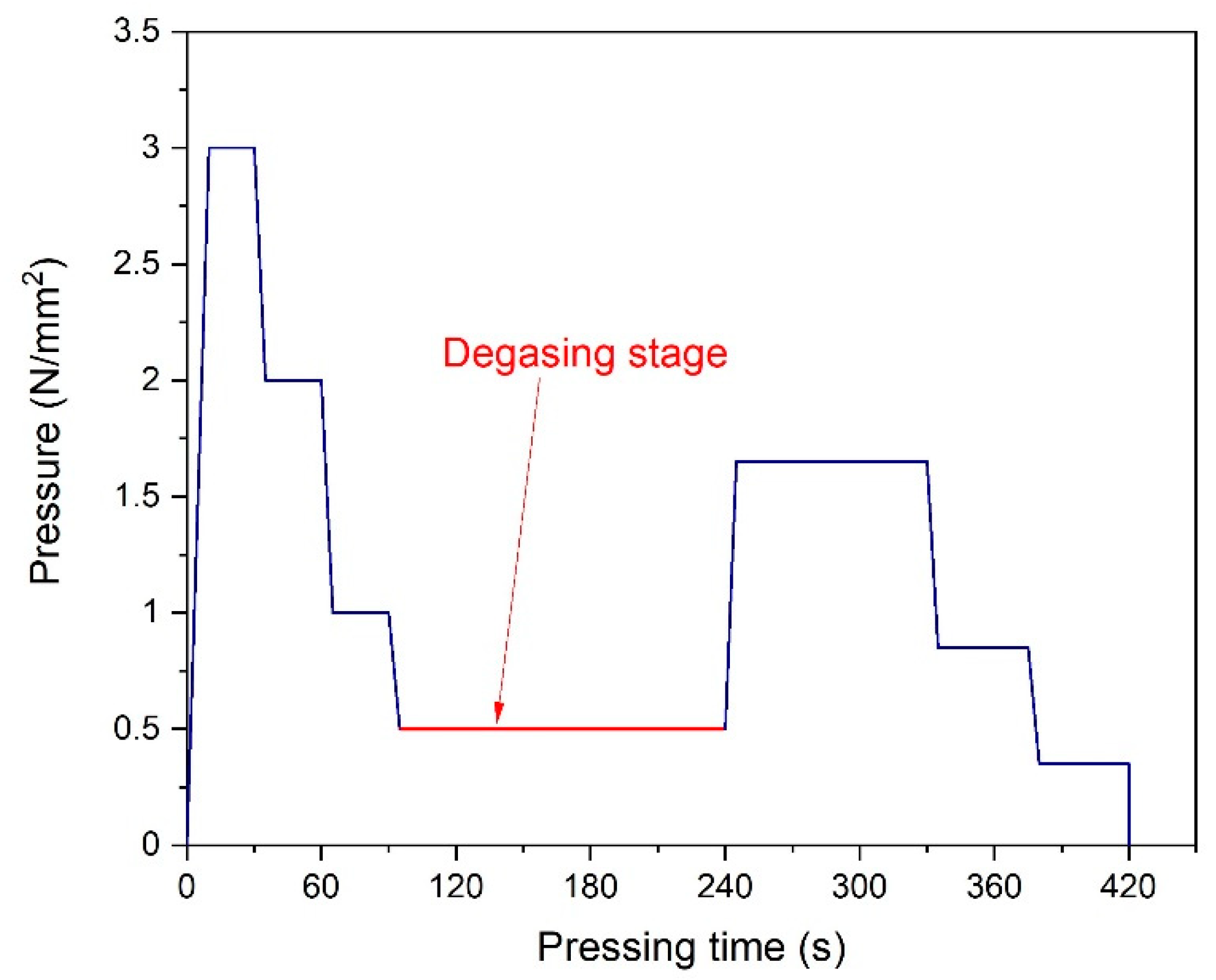
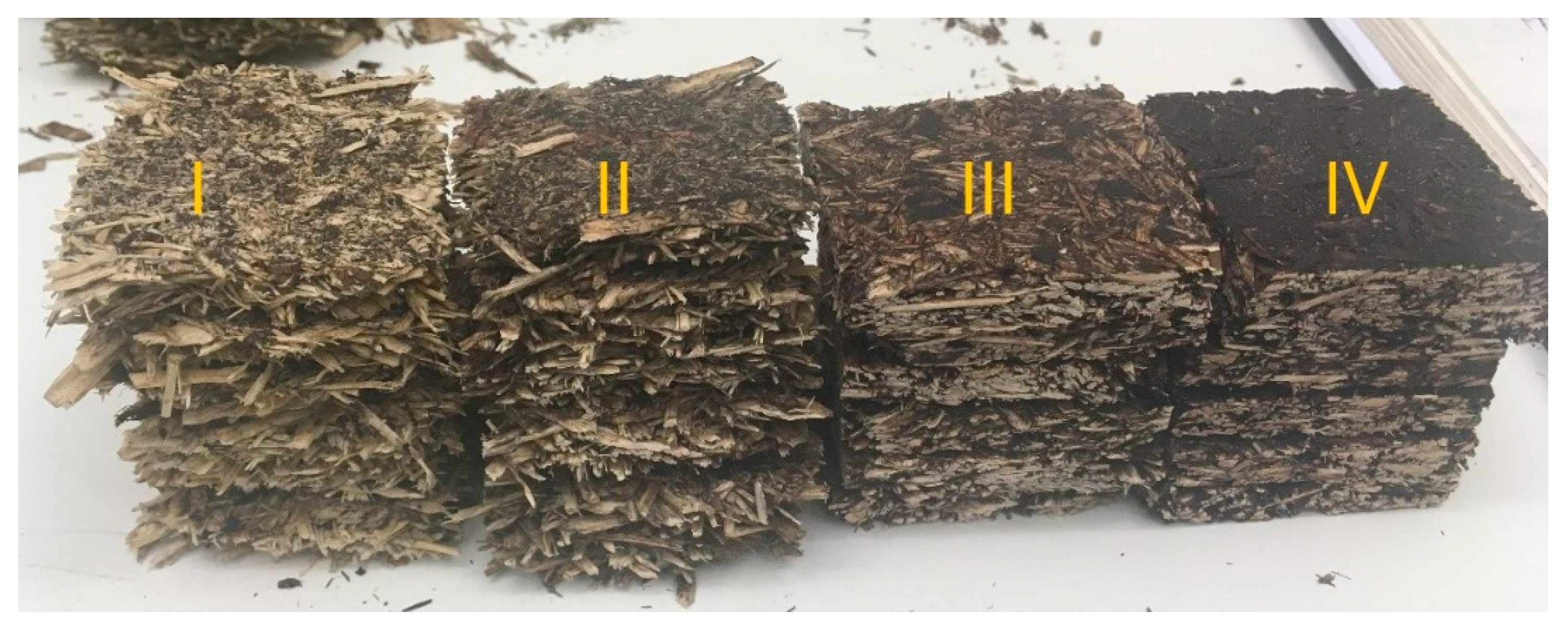
2.3. Particleboard Production
2.4. Characterizations
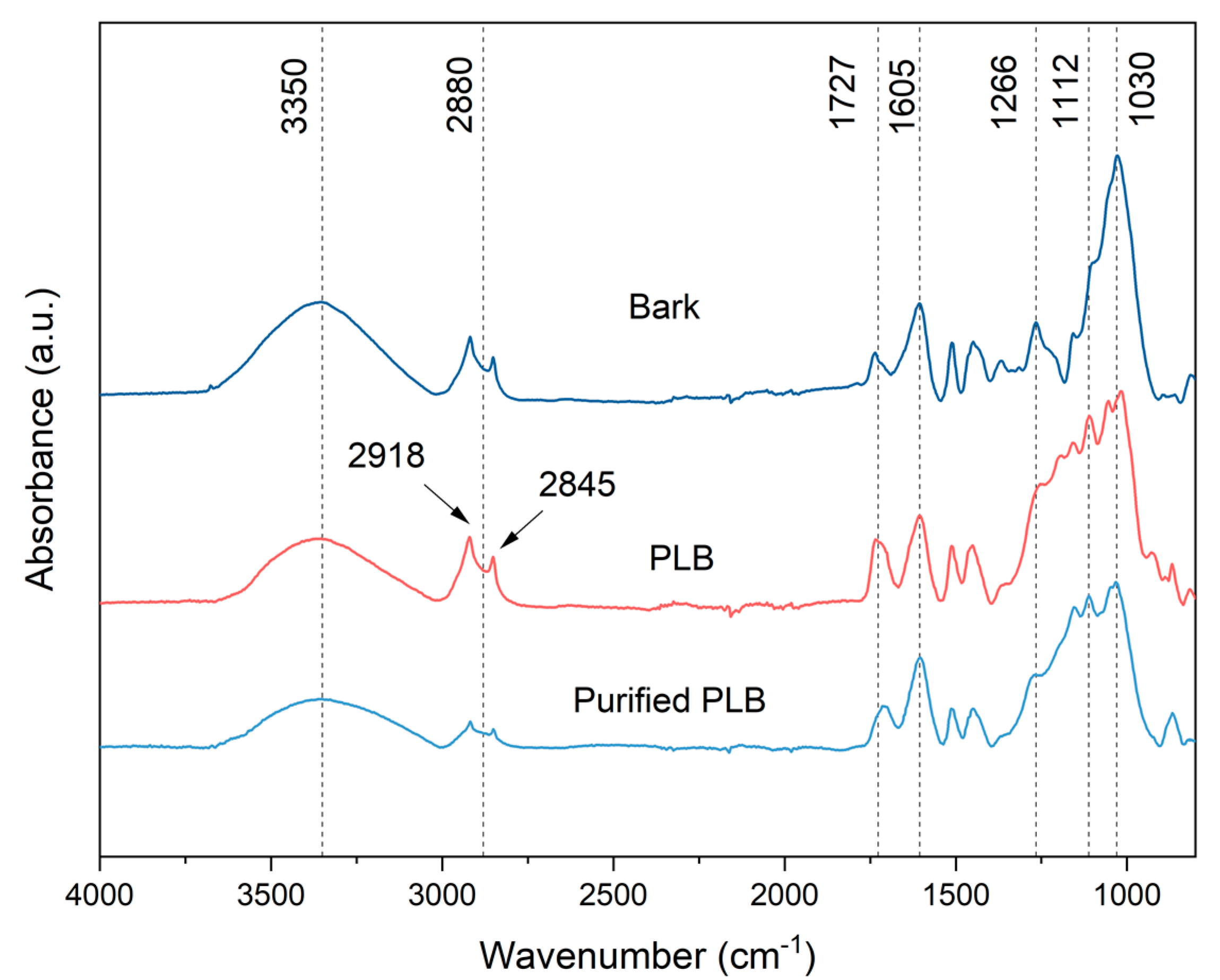
2.4.1. Fourier Transform Infrared (FTIR) Spectroscopy
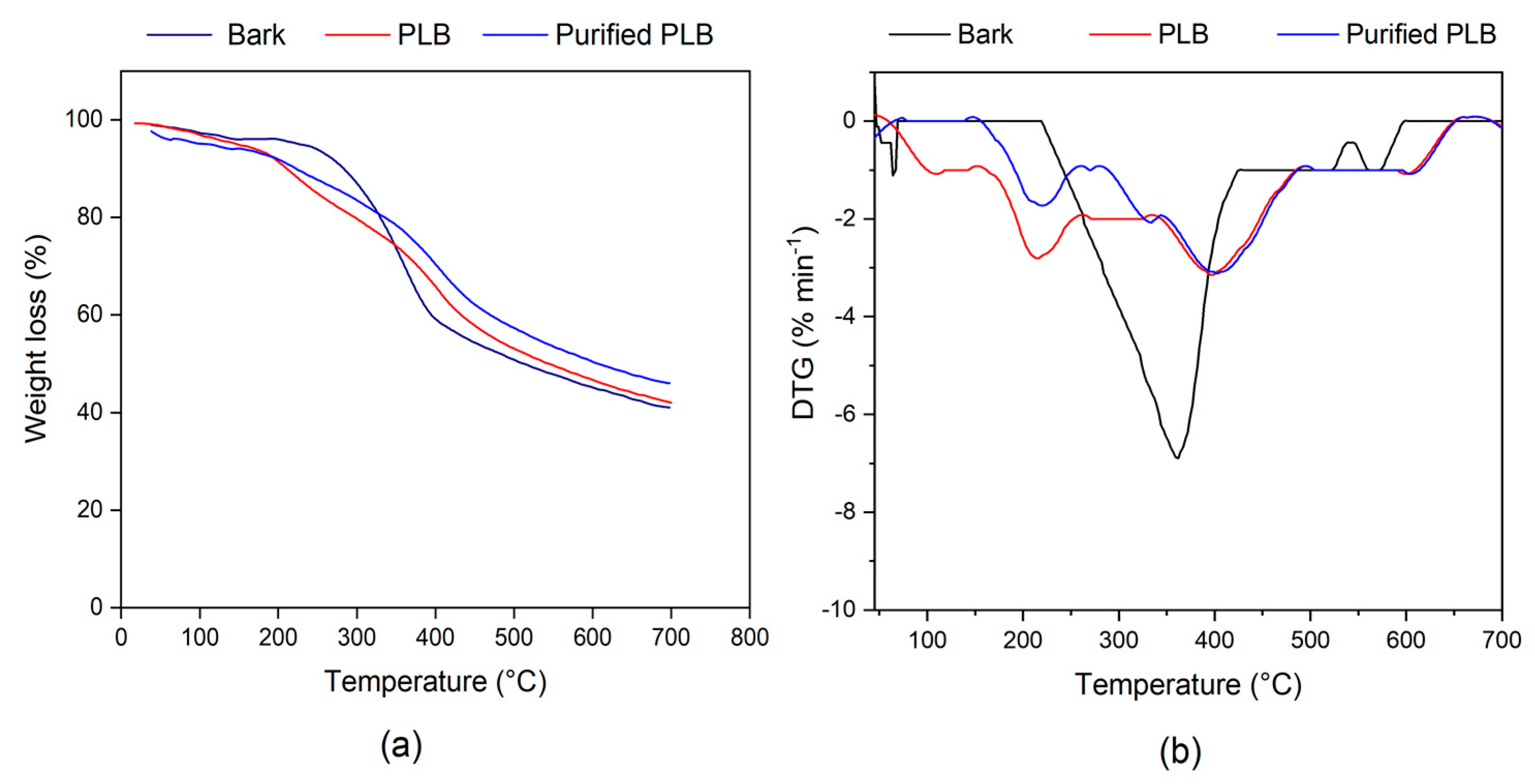
2.4.2. Thermogravimetric Analysis (TGA)
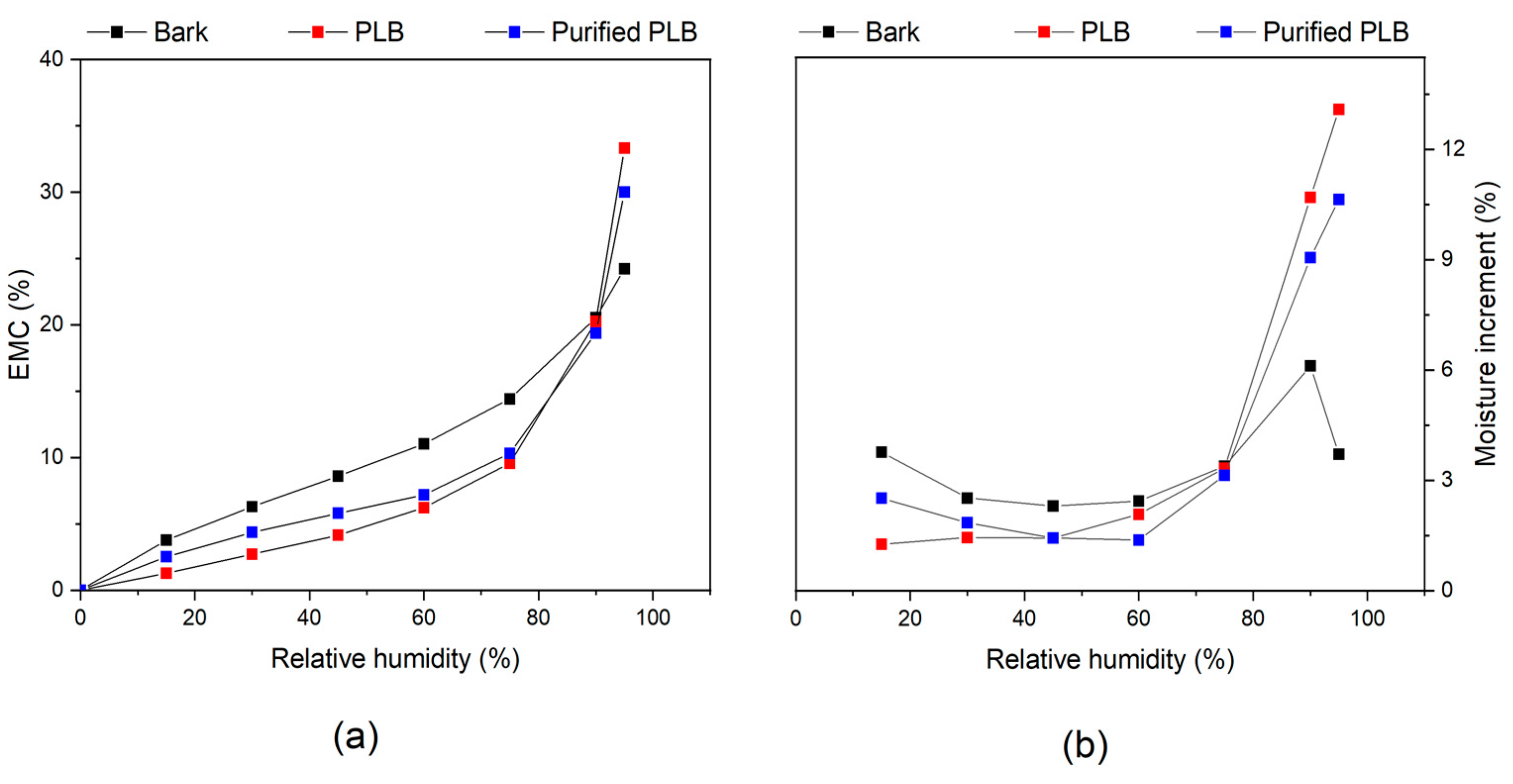
2.4.3. Automated Vapor Sorption (AVS)
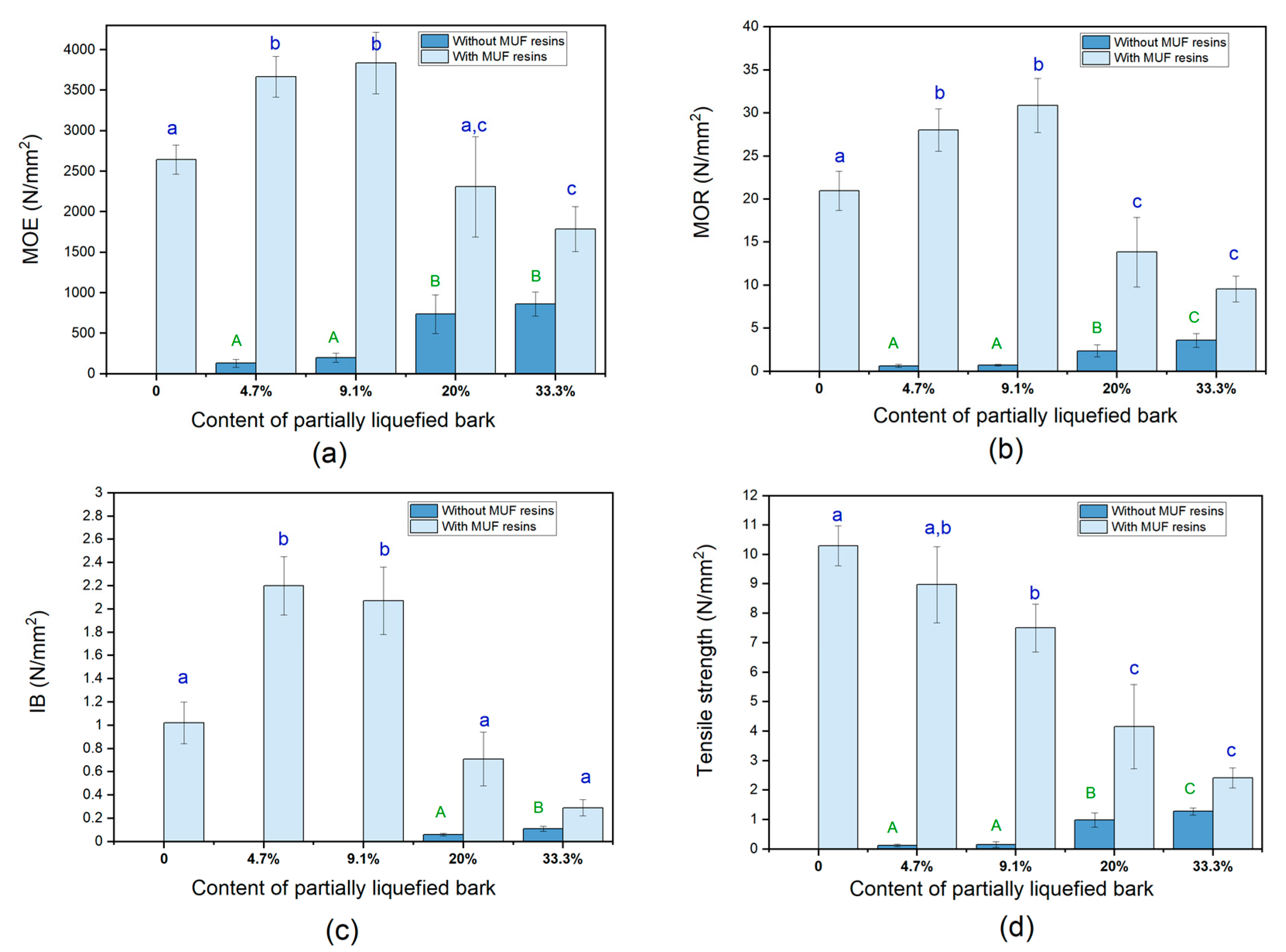
2.4.4. Mechanical Properties of Particleboard
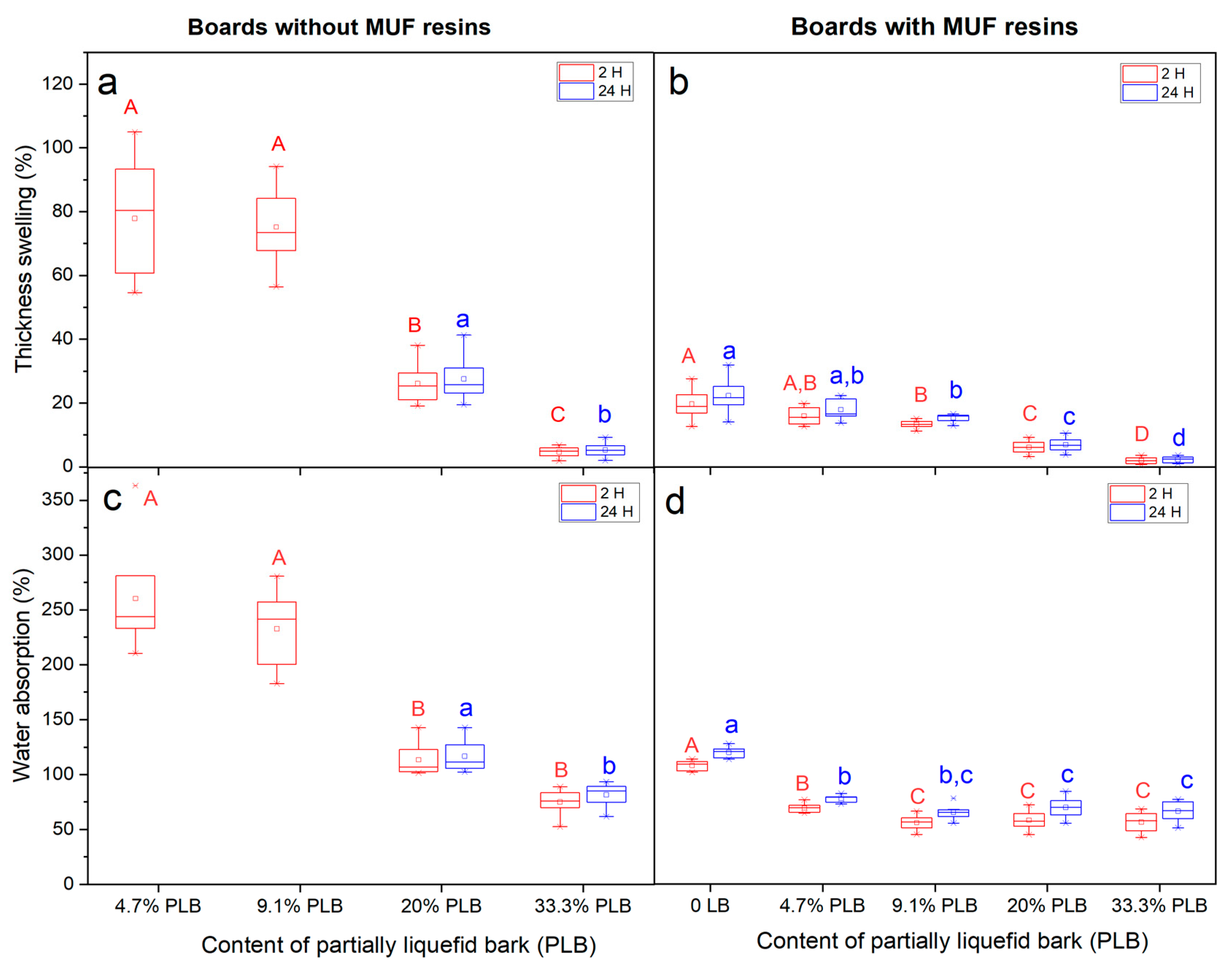
2.4.5. Thickness Swelling and Water Absorption of Particleboard
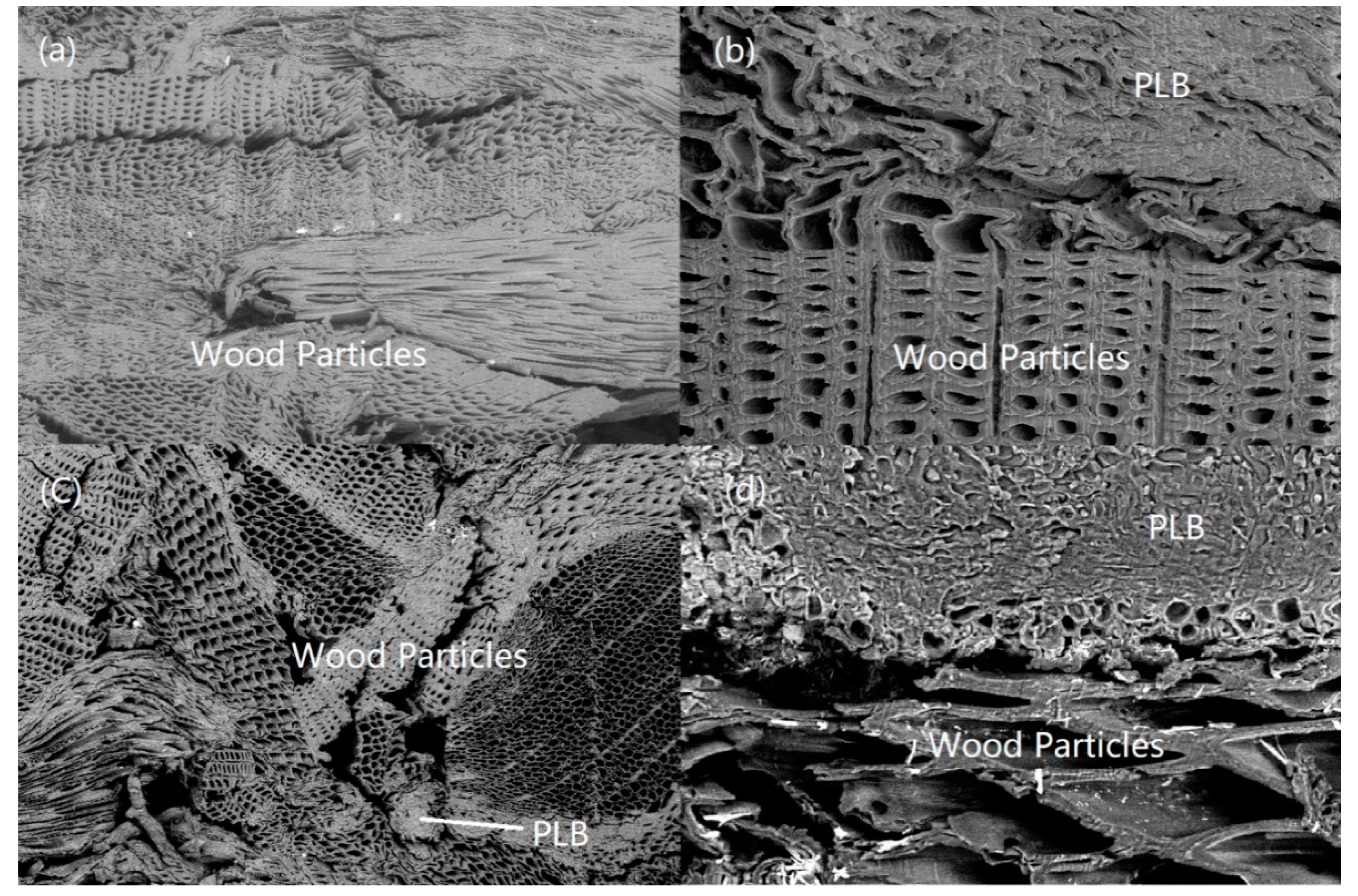
2.4.6. Scanning Electron Microscopy (SEM)
2.5. Statistical Analysis
3. Results and Discussion
3.1. Characterization of Bark and Solid Residues of PLB
3.2. Performance of the Particleboard Containing PLB
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Nemli, G.; Demirel, S.; Gümüşkaya, E.; Aslan, M.; Acar, C. Feasibility of incorporating waste grass clippings (lolium perenne l.) in particleboard composites. Waste Manag. 2009, 29, 1129–1131. [Google Scholar] [CrossRef] [PubMed]
- Rowell, R.M. Handbook of Wood Chemistry and Wood Composites; CRC Press: Boca Raton, FL, USA, 2013; Volume 2. [Google Scholar]
- Jones, D.; Brischke, C. Performance of Bio-Based Building Materials; Woodhead Publishing: Cambridge, UK, 2017. [Google Scholar]
- Wang, D.; Sun, X.S. Low density particleboard from wheat straw and corn pith. Ind. Crop. Prod. 2002, 15, 43–50. [Google Scholar] [CrossRef]
- Sandberg, D. Additives in wood products—Today and future development. In Environmental Impacts of Traditional and Innovative Forest-Based Bioproducts; Kutnar, A., Muthu, S.S., Eds.; Springer: Singapore, 2016; pp. 105–172. [Google Scholar]
- Ferdosian, F.; Pan, Z.; Gao, G.; Zhao, B. Bio-based adhesives and evaluation for wood composites application. Polymers 2017, 9, 70. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hemmilä, V.; Adamopoulos, S.; Karlsson, O.; Kumar, A. Development of sustainable bio-adhesives for engineered wood panels—A review. RSC Adv. 2017, 7, 38604–38630. [Google Scholar] [CrossRef]
- Solt, P.; Konnerth, J.; Gindl-Altmutter, W.; Kantner, W.; Moser, J.; Mitter, R.; van Herwijnen, H.W.G. Technological performance of formaldehyde-free adhesive alternatives for particleboard industry. Int. J. Adhes. Adhes. 2019, 94, 99–131. [Google Scholar] [CrossRef]
- Jiang, W.; Kumar, A.; Adamopoulos, S. Liquefaction of lignocellulosic materials and its applications in wood adhesives—A review. Ind. Crop. Prod. 2018, 124, 325–342. [Google Scholar] [CrossRef]
- Huang, H.-J.; Yuan, X.-Z.; Wu, G.-Q. Liquefaction of biomass for bio-oil products. In Waste Biomass Management—A Holistic Approach; Singh, L., Kalia, V.C., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 231–250. [Google Scholar]
- Dimitriadis, A.; Bezergianni, S. Hydrothermal liquefaction of various biomass and waste feedstocks for biocrude production: A state of the art review. Renew. Sustain. Energy Rev. 2017, 68, 113–125. [Google Scholar] [CrossRef]
- Hu, S.; Luo, X.; Li, Y. Polyols and polyurethanes from the liquefaction of lignocellulosic biomass. ChemSusChem 2014, 7, 66–72. [Google Scholar] [CrossRef]
- Chen, H. Lignocellulose Biorefinery Engineering: PRINCIPLES and Applications; Woodhead Publishing: Cambridge, UK, 2015. [Google Scholar]
- Kishi, H.; Akamatsu, Y.; Noguchi, M.; Fujita, A.; Matsuda, S.; Nishida, H. Synthesis of epoxy resins from alcohol-liquefied wood and the mechanical properties of the cured resins. J. Appl. Polym. Sci. 2011, 120, 745–751. [Google Scholar] [CrossRef]
- Kobayashi, M.; Hatano, Y.; Tomita, B. Viscoelastic properties of liquefied wood/epoxy resin and its bond strength. Holzforschung 2001, 55, 667. [Google Scholar] [CrossRef]
- Kunaver, M.; Medved, S.; Čuk, N.; Jasiukaitytė, E.; Poljanšek, I.; Strnad, T. Application of liquefied wood as a new particle board adhesive system. Bioresour. Technol. 2010, 101, 1361–1368. [Google Scholar] [CrossRef] [PubMed]
- Tohmura, S.-I.; Li, G.-Y.; Qin, T.-F. Preparation and characterization of wood polyalcohol-based isocyanate adhesives. J. Appl. Polym. Sci. 2005, 98, 791–795. [Google Scholar] [CrossRef]
- Lee, W.-J.; Lin, M.-S. Preparation and application of polyurethane adhesives made from polyhydric alcohol liquefied taiwan acacia and china fir. J. Appl. Polym. Sci. 2008, 109, 23–31. [Google Scholar] [CrossRef]
- Poljanšek, I.; Likozar, B.; Čuk, N.; Kunaver, M. Curing kinetics study of melamine–urea–formaldehyde resin/liquefied wood. Wood Sci. Technol. 2013, 47, 395–409. [Google Scholar] [CrossRef]
- dos Santos, R.G.; Carvalho, R.; Silva, E.R.; Bordado, J.C.; Cardoso, A.C.; do Rosário Costa, M.; Mateus, M.M. Natural polymeric water-based adhesive from cork liquefaction. Ind. Crop. Prod. 2016, 84, 314–319. [Google Scholar] [CrossRef]
- Pan, H. Synthesis of polymers from organic solvent liquefied biomass: A review. Renew. Sustain. Energy Rev. 2011, 15, 3454–3463. [Google Scholar] [CrossRef]
- Čuk, N.; Kunaver, M.; Poljanšek, I.; Ugovšek, A.; Šernek, M.; Medved, S. Properties of liquefied wood modified melamine-formaldehyde (mf) resin adhesive and its application for bonding particleboards. J. Adhes. Sci. Technol. 2015, 29, 1553–1562. [Google Scholar] [CrossRef]
- Janiszewska, D.; Frąckowiak, I.; Bielejewska, N. Application of selected agents for wood liquefaction and some properties of particleboards produced with the use of liquefied wood. Drew. Pr. Naukowe Doniesienia Komun. 2016, 59, 223–230. [Google Scholar]
- Janiszewska, D. Bark liquefaction for use in three-layer particleboard bonding. Drew. Pr. Naukowe Doniesienia Komun. 2018, 61, 119–127. [Google Scholar]
- González-García, S.; Lacoste, C.; Aicher, T.; Feijoo, G.; Lijó, L.; Moreira, M.T. Environmental sustainability of bark valorisation into biofoam and syngas. J. Clean. Prod. 2016, 125, 33–43. [Google Scholar] [CrossRef]
- Lazar, L.; Talmaciu, A.I.; Volf, I.; Popa, V.I. Kinetic modeling of the ultrasound-assisted extraction of polyphenols from picea abies bark. Ultrason. Sonochem. 2016, 32, 191–197. [Google Scholar] [CrossRef]
- Zhao, Y.; Yan, N.; Feng, M.W. Bark extractives-based phenol–formaldehyde resins from beetle-infested lodgepole pine. J. Adhes. Sci. Technol. 2013, 27, 2112–2126. [Google Scholar] [CrossRef]
- D’Souza, J.; Yan, N. Producing bark-based polyols through liquefaction: Effect of liquefaction temperature. ACS Sustain. Chem. Eng. 2013, 1, 534–540. [Google Scholar] [CrossRef]
- Feng, S.; Cheng, S.; Yuan, Z.; Leitch, M.; Xu, C. Valorization of bark for chemicals and materials: A review. Renew. Sustain. Energy Rev. 2013, 26, 560–578. [Google Scholar] [CrossRef]
- Sillero, L.; Prado, R.; Labidi, J. Optimization of different extraction methods to obtaining bioactive compounds from larix decidua bark. Chem. Eng. Trans. 2018, 70, 1369–1374. [Google Scholar]
- Tudor, E.M.; Barbu, M.C.; Petutschnigg, A.; Réh, R.; Krišťák, Ľ. Analysis of larch-bark capacity for formaldehyde removal in wood adhesives. Int. J. Environ. Res. Public Health 2020, 17, 764. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lee, W.-J.; Liu, C.-T. Preparation of liquefied bark-based resol resin and its application to particle board. J. Appl. Polym. Sci. 2003, 87, 1837–1841. [Google Scholar] [CrossRef]
- Hosseinpourpia, R.; Echart, A.S.; Adamopoulos, S.; Gabilondo, N.; Eceiza, A. Modification of pea starch and dextrin polymers with isocyanate functional groups. Polymers 2018, 10, 939. [Google Scholar] [CrossRef] [Green Version]
- Hosseinpourpia, R.; Adamopoulos, S.; Parsland, C. Utilization of different tall oils for improving the water resistance of cellulosic fibers. J. Appl. Polym. Sci. 2019, 136, 47303. [Google Scholar] [CrossRef]
- British Standards Institution. 310: 1993 Wood-based panels: Determination of modulus of elasticity in bending and of bending strength; BSI: London, UK, 1993.
- British Standards Institution. Particleboards and Fibreboards: Determination of Tensile Strength Perpendicular to the Plane of the Board; BSI: London, UK, 1993.
- CEN. 317 Particleboards and Fibreboards—Determination of Swelling in Thickness after Immersion in Water; CEN: Brussels, Belgium, 1993. [Google Scholar]
- Ding, R.; Wu, H.; Thunga, M.; Bowler, N.; Kessler, M.R. Processing and characterization of low-cost electrospun carbon fibers from organosolv lignin/polyacrylonitrile blends. Carbon 2016, 100, 126–136. [Google Scholar] [CrossRef]
- Chupin, L.; Motillon, C.; Charrier-El Bouhtoury, F.; Pizzi, A.; Charrier, B. Characterisation of maritime pine (pinus pinaster) bark tannins extracted under different conditions by spectroscopic methods, ftir and hplc. Ind. Crop. Prod. 2013, 49, 897–903. [Google Scholar] [CrossRef]
- Dussan, K.; Girisuta, B.; Lopes, M.; Leahy, J.J.; Hayes, M.H.B. Conversion of hemicellulose sugars catalyzed by formic acid: Kinetics of the dehydration of d-xylose, l-arabinose, and d-glucose. ChemSusChem 2015, 8, 1411–1428. [Google Scholar] [CrossRef]
- Yamada, T.; Ono, H. Characterization of the products resulting from ethylene glycol liquefaction of cellulose. J. Wood Sci. 2001, 47, 458–464. [Google Scholar] [CrossRef]
- Zou, X.; Qin, T.; Huang, L.; Zhang, X.; Yang, Z.; Wang, Y. Mechanisms and main regularities of biomass liquefaction with alcoholic solvents. Energy Fuels 2009, 23, 5213–5218. [Google Scholar] [CrossRef]
- Zhao, Y.; Yan, N.; Feng, M. Polyurethane foams derived from liquefied mountain pine beetle-infested barks. J. Appl. Polym. Sci. 2012, 123, 2849–2858. [Google Scholar] [CrossRef]
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Zheng, C. Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Pinto, O.; Romero, R.; Carrier, M.; Appelt, J.; Segura, C. Fast pyrolysis of tannins from pine bark as a renewable source of catechols. J. Anal. Appl. Pyrolysis 2018, 136, 69–76. [Google Scholar] [CrossRef] [Green Version]
- Arteaga-Pérez, L.E.; Segura, C.; Bustamante-García, V.; Gómez Cápiro, O.; Jiménez, R. Torrefaction of wood and bark from eucalyptus globulus and eucalyptus nitens: Focus on volatile evolution vs feasible temperatures. Energy 2015, 93, 1731–1741. [Google Scholar] [CrossRef]
- Neiva, D.M.; Araújo, S.; Gominho, J.; Carneiro, A.d.C.; Pereira, H. An integrated characterization of picea abies industrial bark regarding chemical composition, thermal properties and polar extracts activity. PLoS ONE 2018, 13, e0208270. [Google Scholar] [CrossRef]
- Väisänen, S.; Pönni, R.; Hämäläinen, A.; Vuorinen, T. Quantification of accessible hydroxyl groups in cellulosic pulps by dynamic vapor sorption with deuterium exchange. Cellulose 2018, 25, 6923–6934. [Google Scholar] [CrossRef] [Green Version]
- Huntley, C.J.; Crews, K.D.; Abdalla, M.A.; Russell, A.E.; Curry, M.L. Influence of strong acid hydrolysis processing on the thermal stability and crystallinity of cellulose isolated from wheat straw. Int. J. Chem. Eng. 2015, 2015. [Google Scholar] [CrossRef] [Green Version]
- Kobayashi, M.; Asano, T.; Kajiyama, M.; Tomita, B. Analysis on residue formation during wood liquefaction with polyhydric alcohol. J. Wood Sci. 2004, 50, 407–414. [Google Scholar] [CrossRef]
- Jasiukaitytė-Grojzdek, E.; Kunaver, M.; Crestini, C. Lignin structural changes during liquefaction in acidified ethylene glycol. J. Wood Chem. Technol. 2012, 32, 342–360. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Panel | Description | Density (kg/m3) | Thickness (mm) |
|---|---|---|---|
| I | 4.7% PLB | 399 ±19 | 7.98 ± 0.21 |
| II | 9.1% PLB | 397 ± 65 | 8.05 ± 0.54 |
| III | 20.0% PLB | 554 ± 18 | 8.32 ± 0.27 |
| IV | 33.3% PLB | 540 ± 74 | 8.18 ± 0.21 |
| V * | 10.0% MUF | 755 ± 17 | 7.63 ± 0.09 |
| VI | 10% MUF + 4.7% PLB | 662 ± 23 | 7.70 ± 0.05 |
| VII | 10% MUF + 9.1% PLB | 734 ± 22 | 7.60 ± 0.15 |
| VIII | 10% MUF + 20.0% PLB | 686 ± 62 | 7.79 ± 0.11 |
| IX | 10% MUF + 33.3% PLB | 632 ± 16 | 8.03 ± 0.12 |
| Material | Tonset (°C) | Tmax1 (°C) | Tmax2 (°C) | Toffset (°C) |
|---|---|---|---|---|
| Bark | 219 | 361 | – | 428 |
| PLB | 152 | 215 | 397 | 495 |
| Purified PLB | 148 | 218 | 403 | 495 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, W.; Adamopoulos, S.; Hosseinpourpia, R.; Žigon, J.; Petrič, M.; Šernek, M.; Medved, S. Utilization of Partially Liquefied Bark for Production of Particleboards. Appl. Sci. 2020, 10, 5253. https://0-doi-org.brum.beds.ac.uk/10.3390/app10155253
Jiang W, Adamopoulos S, Hosseinpourpia R, Žigon J, Petrič M, Šernek M, Medved S. Utilization of Partially Liquefied Bark for Production of Particleboards. Applied Sciences. 2020; 10(15):5253. https://0-doi-org.brum.beds.ac.uk/10.3390/app10155253
Chicago/Turabian StyleJiang, Wen, Stergios Adamopoulos, Reza Hosseinpourpia, Jure Žigon, Marko Petrič, Milan Šernek, and Sergej Medved. 2020. "Utilization of Partially Liquefied Bark for Production of Particleboards" Applied Sciences 10, no. 15: 5253. https://0-doi-org.brum.beds.ac.uk/10.3390/app10155253