Alien Wood Species as a Resource for Wood-Plastic Composites





Department of Wood Science and Technology, Biotechnical Faculty, University of Ljubljana, Jamnikarjeva 101, 1000 Ljubljana, Slovenia
*
Author to whom correspondence should be addressed.
Appl. Sci. 2021, 11(1), 44; https://0-doi-org.brum.beds.ac.uk/10.3390/app11010044
Submission received: 27 November 2020
/
Revised: 15 December 2020
/
Accepted: 18 December 2020
/
Published: 23 December 2020
(This article belongs to the Special Issue Application of Wood Composites)
Abstract
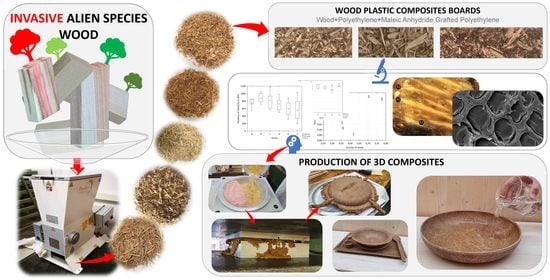
:Since invasive alien species are one of the main causes of biodiversity loss in the region and thus of changes in ecosystem services, it is important to find the best possible solution for their removal from nature and the best practice for their usability. The aim of the study was to investigate their properties as components of wood-plastic composites and to investigate the properties of the wood-plastic composites produced. The overall objective was to test the potential of available alien plant species as raw material for the manufacture of products. This would contribute to sustainability and give them a better chance of ending their life cycle. One of the possible solutions on a large scale is to use alien wood species for the production of wood plastic composites (WPC). Five invasive alien hardwood species have been used in combination with polyethylene powder (PE) and maleic anhydride grafted polyethylene (MAPE) to produce various flat pressed WPC boards. Microstructural analyses (confocal laser scanning microscopy and scanning electron microscopy) and mechanical tests (flexural strength, tensile strength) were performed. Furthermore, measurements of density, thickness swelling, water absorption and dimensional stability during heating and cooling were carried out. Comparisons were made between the properties of six WPC boards (five alien wood species and mixed boards). The results showed that the differences between different invasive alien wood species were less obvious in mechanical properties, while the differences in sorption properties and dimensional stability were more significant. The analyses of the WPC structure showed a good penetration of the polymer into the lumens of the wood cells and a fine internal structure without voids. These are crucial conditions to obtain a good, mechanically strong and water-resistant material.
1. Introduction
The properties of wood-based composites are determined by the components used for their production. This is also demonstrated in the case of wood plastic composites (WPC), where wood can act as a reinforcement or as a filler and in some cases both. Wood and the derived components are an important factor influencing the properties of wood-based panels [1,2,3,4,5]. WPC is basically composed of two main components, namely plastic or polymer and wood, resulting in a material which combines the best properties of both components. Although the wood constituents in WPC are small (usually size class between 0.1 mm and 1.0 mm), and (according to [6,7]) the wood species related differences should be smaller, several authors [8,9,10,11,12,13] have shown that the wood constituents (in terms of species and size of constituents) influence the properties of WPC. The influence of the wood species used for WPC depends on the size of constituent obtained during breakdown process (particularly in terms of slenderness ratio), its affinity towards polymeric compound and strength of bond between wooden constituent and polymeric matrices. Shebani et al. [14] determined that chemical composition of wood also influences the properties of WPC; namely, they proved that a higher cellulose and lignin content results in better mechanical properties but also in lower moisture resistance when the cellulose content is high. One of the disadvantages of using wood in WPC is the reaction of the wood to UV radiation. The effect of UV radiation (e.g., sunlight) on the wood surface leads to photochemical degradation of wood and thus of WPC. Colour changes (darkening) also occur during the production of WPC. Exposure to elevated temperatures during the pressing process leads to the evaporation of extractives, which darken the wood surface and thus also WPC [10,15].
Based on data from the existing Flora of Slovenia (CCFF) Database, the species Robinia pseudoacacia (black locust) is the invasive alien plant species with the potentially most negative impact on biodiversity. Tree of heaven (Ailanthus altissima) and boxelder maple (Acer negundo L.) can also be classified as invasive alien plants with a high negative impact on biodiversity. It is, therefore, undoubtedly useful to raise awareness of the impact of invasive alien plant species on our environment and to look for the most versatile applications, including their use as WPC components.
Our main objective is to test the suitability of the most widespread invasive alien hardwood species present in Slovenia for the production of WPC and to encourage their removal from native natural ecosystems by transforming them into a source of raw materials that could be processed into useful products. The mechanical properties of these wood species are not well known, and further information about them may encourage the use of these woods in the most appropriate way in new products. Wood anatomical analyses and machining tests have already been carried out on the same wood species, which overall showed good degree of machinability [16,17]. In light of the results obtained so far, we believe that the selected wood species may be suitable for the production of WPC due to its anatomical structure and mechanical properties. To verify their suitability for this application, we carried out classical mechanical tests, such as flexural and tensile strength tests. In addition, we performed microstructural analyses of the surface and internal structure of WPC boards using scanning electron microscopy (SEM).
SEM is a powerful tool for examining the surface and structure of wood. The application of SEM in wood science is well described in the literature [18,19,20,21,22]. Recently SEM has been successfully used to study the morphology and surface evaluation of WPC [13,23]. SEM has been used to evaluate the adhesion between wood and polymer matrix and detect the occurrence of fibre pull outs and voids within the composite [24,25]. It was shown that the evaluation of SEM is consistent with the sorption behaviour and can clearly explain the mechanical properties of WPC. It was observed that an intact composite surface corresponds to a lower moisture transport rate within the matrix [26]. Therefore, an intact and homogeneous material with stronger adhesion of its two components, namely wood and polymer matrix, results in a material with higher mechanical properties. Given the reported advantage of the microscopy method, we used Confocal laser scanning microscopy (CLSM) and Scanning electron microscopy (SEM) for the surface analysis of WPC boards, to evaluate their homogeneity, the quality of adhesion at the interface between the wood fibres and the polymer matrix, and the possible occurrence of voids that could reduce their mechanical properties. We used the results to discuss the mechanical properties as well as the sorption properties of WPC boards considering the observed microscopic features.
2. Materials and Methods
2.1. WPC Boards Preparation
We prepared WPC boards using some of the most widespread invasive alien hardwood species present in Slovenia, namely: boxelder maple (Acer negundo), horse chestnut (Aesculus hippocastanum), tree of heaven (Ailanthus altissima), black locust (Robinia pseudoacacia) and honey locust (Gleditsia triacanthos). The boards were produced using wood of the aforementioned species and polyethylene (PE) powder DowlexTM 2631.10UE obtained from local company ROTO-Pavlinjek d.o.o. (MURSKA SOBOTA, Slovenia). The physical properties of the powder used are shown in Table 1.
Maleic anhydride grafted polyethylene (MAPE) was used as a coupling agent (donated by Graft Polymere d.o.o., Ljubljana, Slovenia). MAPE was added to increase the affinity and adhesion between wooden constituents and polymeric matrices. MAPE acts as so-called coupling agent or compatibilizing agent.
The polyethylene content was 46.5% and MAPE 3.5%, while 50% of the total mass consisted of wood particles obtained from 5 alien wood species with different densities [17]:
- black locust (Robinia pseudoacacia): density 0.778 g·cm−3
- boxelder maple (Acer negundo): density 0.560 g·cm−3
- honey locust (Gleditsia triacanthos): density 0.705 g·cm−3
- horse chestnut (Aesculus hippocastanum): density 0.495 g·cm−3
- tree of heaven (Ailanthus altissima): density 0.555 g·cm−3
The 50% wood content was selected based on a report by Leu et al., 2012 [27], which showed that the mechanical properties of WPC increased by up to 50%, while a higher share led to a decrease in mechanical properties.
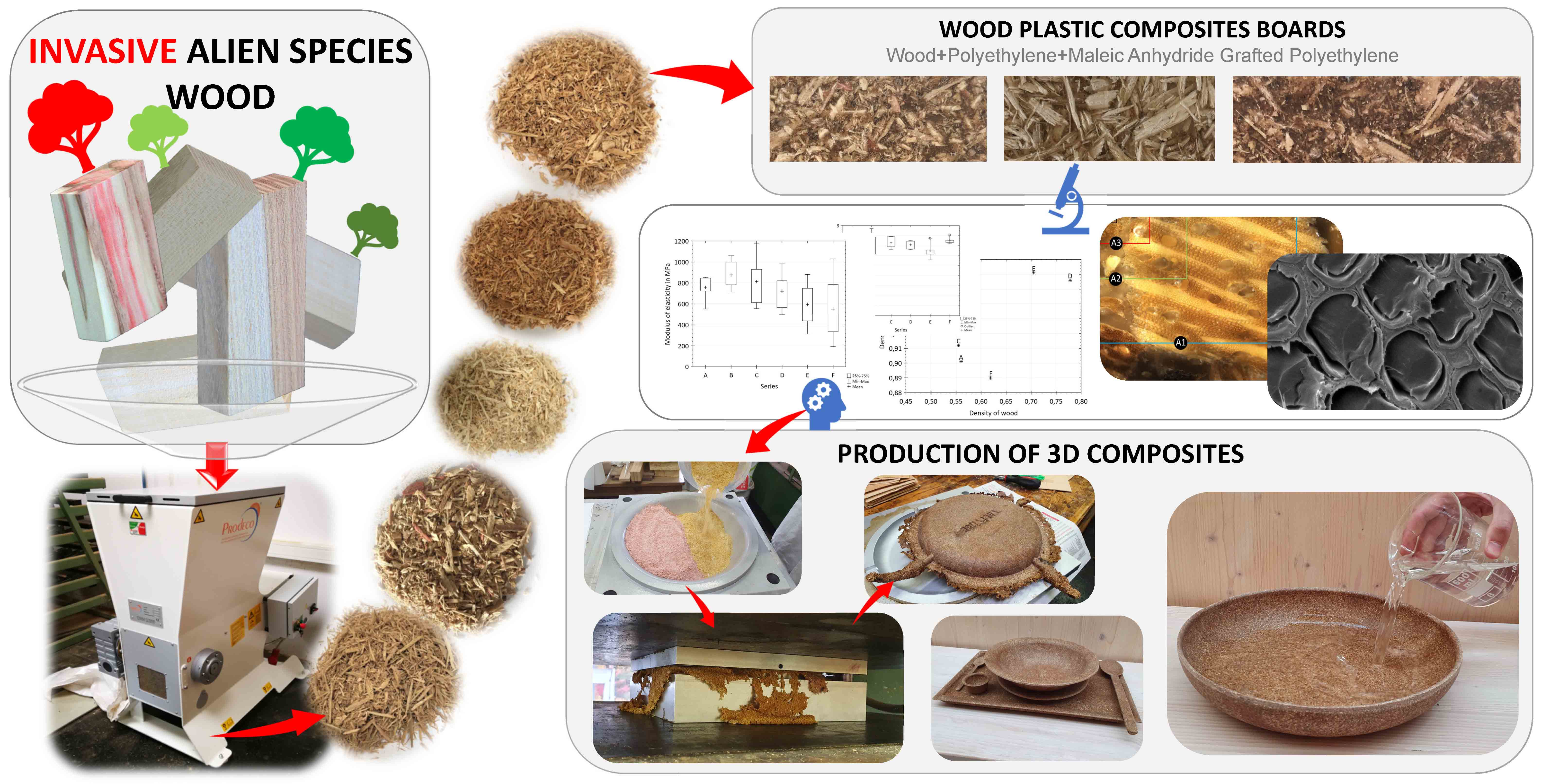
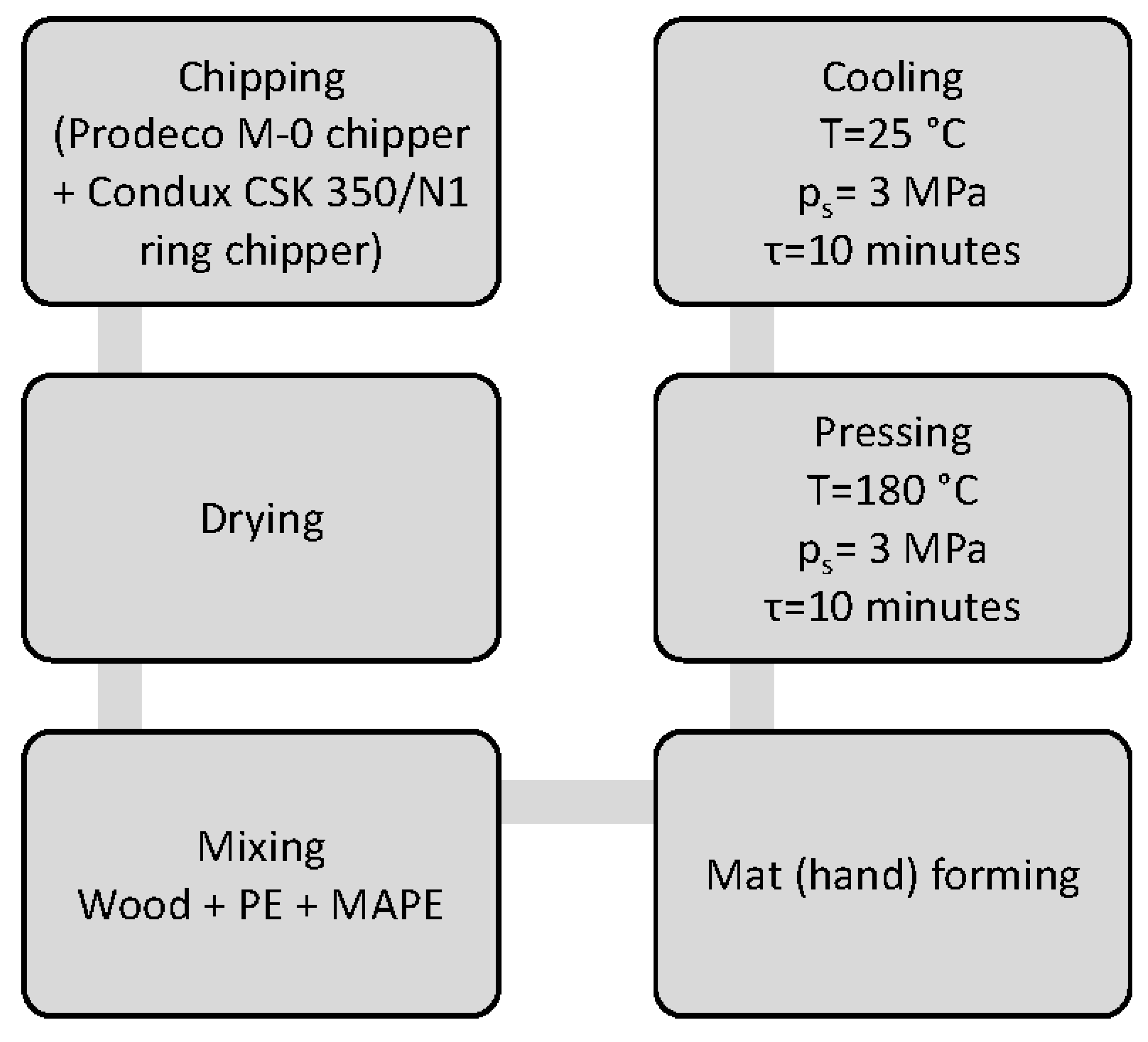
A two-step decomposition process was used to break down wood into particles (Figure 1).
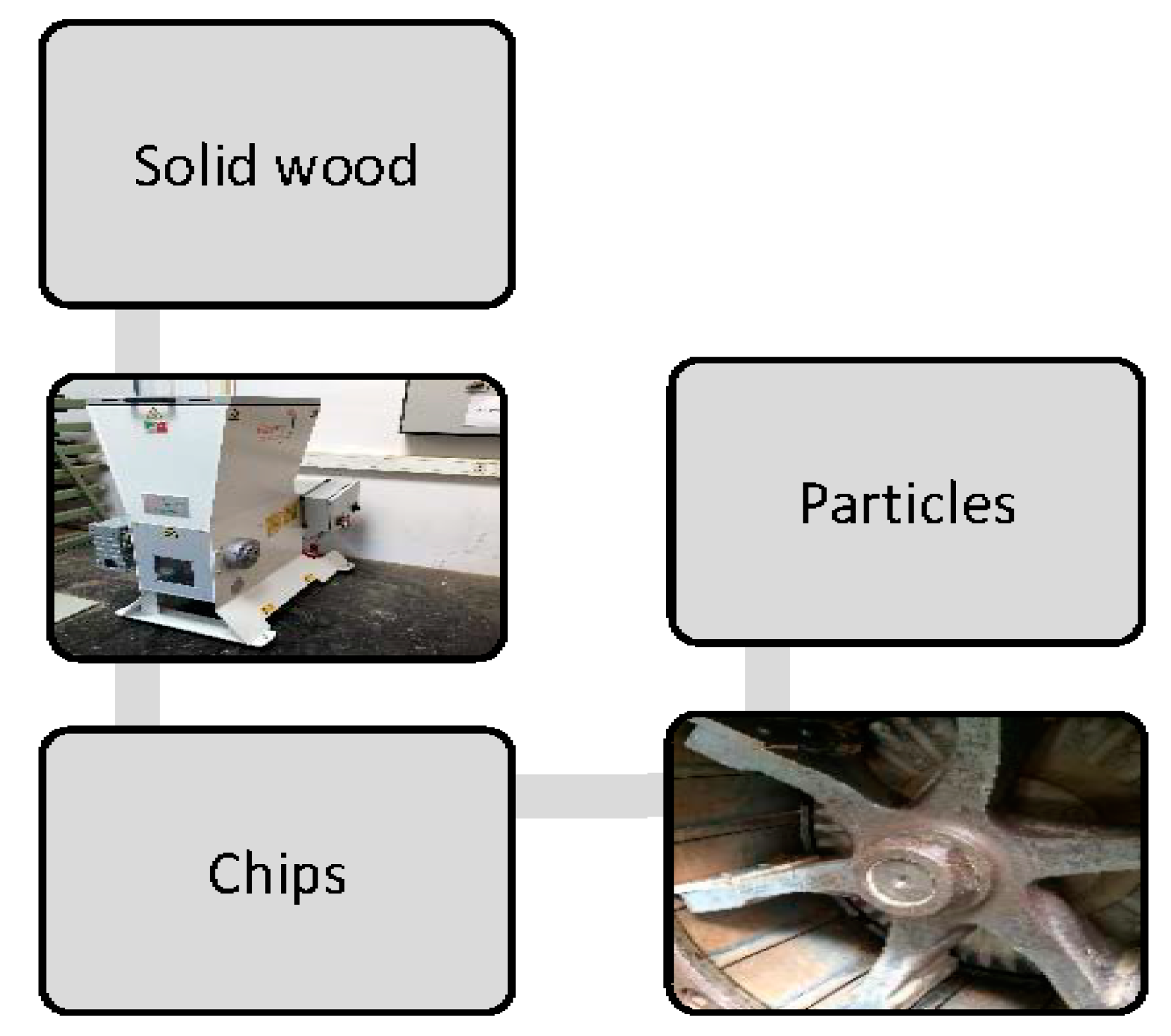
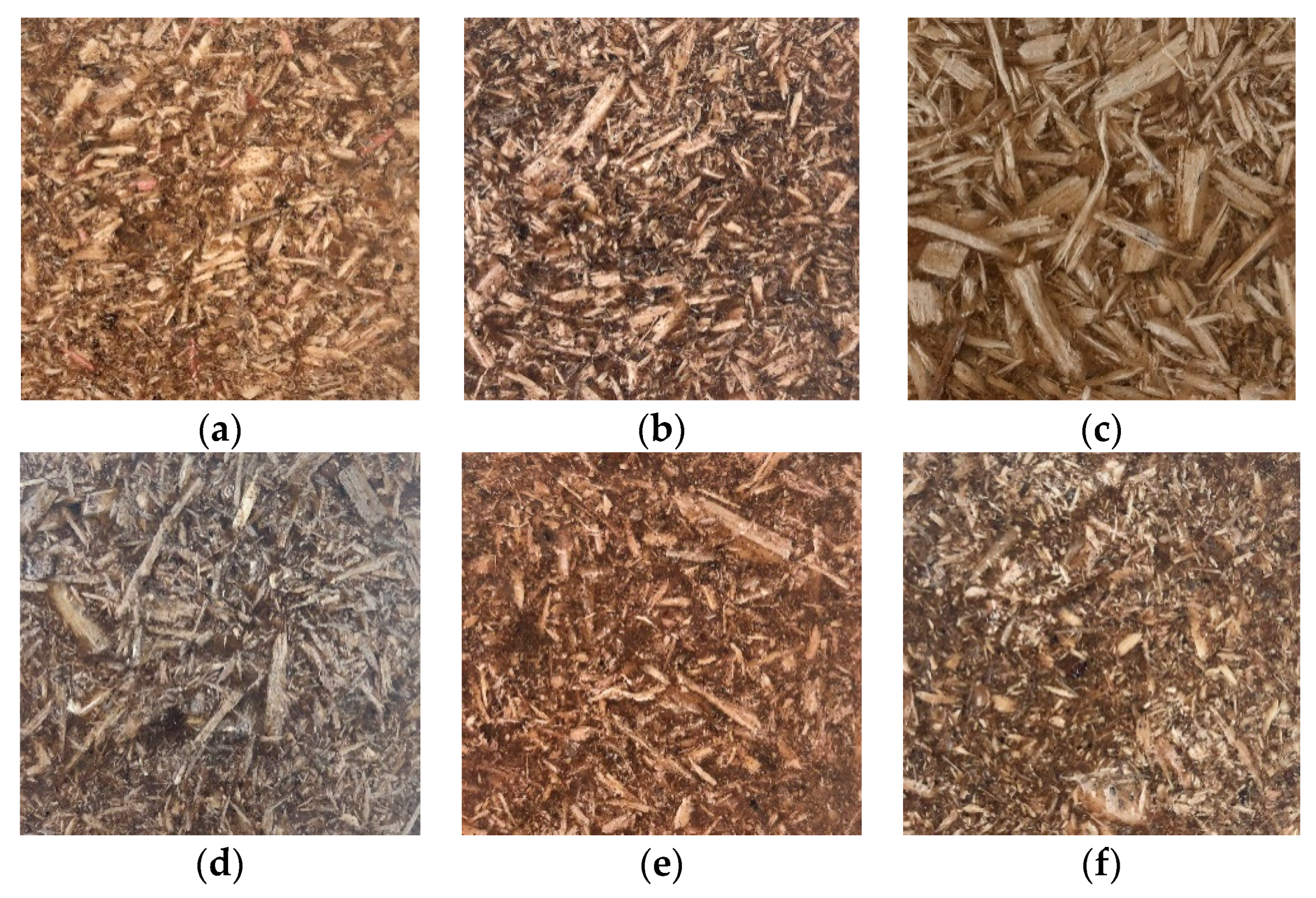
The breakdown of solid wood into chips was carried out in a Prodeco M-0 chipper, which has an output screen with openings of 25 mm in diameter. The ring chipper used for production of particles was a Condux CSK 350/N1 ring chipper (the gap between the blade and beating bar was 1.25 mm). After chipping particles were analysed by sieving, whereby 100 g of particles were placed on the top sieve. After 10 min of sieving, the residues on each sieve were weighted. The particles used for the experiment are shown in Figure 2.
As the moisture content of the particles was higher than required for WPC production, the particles were dried at 80 °C for 24 h to achieve a moisture content below 4% (the actual moisture content for board production was between 0.9% and 2.3%). After drying, the particles were mixed by hand with PE powder and MAPE. The mass ratio was 50:46.5:3.5 (wood:PE:MAPE).
The prepared mixture was hand formed into a frame measuring 300 × 300 mm2, which was placed on a steel plate. The target thickness was 4 mm, the target density 0.9 g·cm−3.
Wood-PE mat was flat pressed at 180 °C for 10 min at a specific pressure of 3 MPa. After 10 min the boards were transferred to the cold press. The specific pressure during cold pressing was the same as during hot pressing (3 MPa), while the pressing temperature was set at 25 °C (equal to room temperature). The cooling process also hardened the PE. The process for preparing the WPC is shown in Figure 3.
Six sets of WPC boards were prepared from different wood species as shown in Table 2:
In the mixture, 20% of each wood species was used. After climatization period, boards were cut for testing:
- thickness and density (EN 323): 50 × 50 mm2, 6 samples [28]
- flexural strength (EN ISO 178): 80 × 50 mm2, 10 samples [29]
- tensile strength (EN ISO 527-1): 165 × 13 mm2, 10 samples [30]
- thickness swelling and water absorption (EN 317): 50 × 50 mm2, 10 samples [31]
- dimensional stability due heating and cooling: 100 × 25 mm2, 2 × 5 samples
2.2. Physical and Mechanical Properties Testing
Flexural strength was determined by a three-point bending test on the testing machine Zwick Roell Z005 testing machine. Since particles were evenly distributed over the width and length of board and no difference in fibre orientation was expected, only one direction was tested. The span distance was 64 mm, while the loading speed was set to 2 mm·min−1. Maximum force, deformation at maximum force, flexural strength and modulus of elasticity were determined.
The tensile strength was determined on Zwick Roell Z005 testing machine, also in one direction only. The loading speed was set to 5 mm·min−1. Maximum force, deformation at maximum force and tensile strength were determined.
Thickness swelling and water absorption were determined by immersion of samples in water. The immersion time was 2 and 24 h. Thickness swelling (TS) in % and water absorption (WA) in % were calculated by Equations (1) and (2):
where y represents immersion time, t sample thickness in mm, m mass of samples in g, while 1 denotes the thickness or mass before and 2 the thickness or mass after 2 h or 24 h of immersion.
The dimensional stability of samples was determined by exposing one set of 5 samples to a temperature of −25 °C and one set of 5 samples to a temperature of +65 °C. The exposure time was 60 ± 1 min. The dimensional stability (δx) in % was calculated by Equation (3)
where x represents length or thickness respectively, while 1 denotes the dimension before and 2 the dimension after 60 ± 1 min exposure. All results were evaluated using Statistica software by ANOVA and LSD test at α = 0.05.
2.3. WPC Structural Analyses
To evaluate WPC surface and internal structure, sub-samples of boards were prepared and observed using a Confocal Laser Scanning Microscope (CSLM) and a Scanning Electron Microscope (SEM). For the structural analyses we used WPC boards made of a mixed material (different wood species). Before the observation, the sub-samples were cut on their cross-section surface with a blade on a sliding microtome (Leica SM2000, Nussloch, Germany) to obtain a flat and smooth surface and then dried at room temperature (T = 22 °C and RH = 65%) [16]. To obtain a panoramic view of the sub-sample and to inspect its entire surface, it was placed on the stage of Confocal Laser Scanning Microscope (CLSM) Olympus LEXT OLS5000 (Olympus Corporation Tokyo 163-0914, Tokyo, Japan) and observed with the optical system using the MPLFLN10xLEXT objective (numerical aperture 0.3, working distance 10.4 mm). Images of the entire surface area were obtained by combining several images at different focus positions, which were recorded in real time using the stitching function by moving the stage. SEM was used to investigate the quality of adhesion at the interface between wood fibres and the polymer matrix and to detect possible voids. Before SEM observations, samples were mounted on stubs with a conductive carbon adhesive tape and coated with an Au/Pd sputter coater (Q150R ES Coating System; Quorum technologies, Laughton, UK) for 30 s with a constant current of 20 mA. The SEM micrographs were then recorded in a high vacuum with 5 kV voltage and with a large field detector (LFD) in a FEI Quanta 250 SEM microscope (FEI Company, Hillsboro, OR, USA) at 9.3 mm working distance and at 100×, 250×, 500× and 2500× magnification.
2.4. Pilot Production of 3D Composites Based on the Proposed Methodology
Wood residues, which arise from the primary processing of wood and the production of wood products, were firstly chipped in a mill and secondly in a knife ring chipper (as presented in Figure 1). Subsequently, the obtained particles were additionally ground with the Retsch SM2000 rotary wood mill (Retsch, Haan, Germany) with a 1 mm sieve.
The particles were then dried at 80 °C for 24 h to achieve a moisture content of less than 4%. Polyethylene (PE) DowlexTM powder, maleic anhydride grafted polyethylene (MAPE) and wood particles obtained from 5 different invasive alien wood species were used in a ratio of 46.5:3.5:50 (PE:MAPE:wood).The mixture was formed by hand into a 3D mould, which was primarily sprayed with a non-stick agent (Silicone H1 spray, Panolin, Madetswil, Switzerland) and then pressed in a hot press at 180 °C and a specific pressure of 3 MPa for 10 min. The mould was then transferred to the cold press with the same pressing parameters, which differ only in temperature, namely 25 °C.
The 3D WPC product was then removed from the mould and, where necessary, edge milling and sealing was carried out.
3. Results and Discussion
Most of particles (65–70%) used in experiment was size class 1.5 and lower, as classified by screening (particles that fell through sieve with opening 2.0 mm), while minority of particles (30–35%) was size class 2 mm and higher (Table 3).
Although particles were prepared under same conditions, there are differences between them related to the particle size class (share of residue on the sieve).
3.1. Physical and Mechanical Properties of WPC Boards
The properties of WPC depend on the polymer type used and the type of wood species used for its production. Since polymer was the same the differences between WPC bords (Figure 4) are caused by wood species used through their structure (chemical and anatomical), generated particles, their compressibility, interaction with polymer and through their mechanical properties (Table 4 and Table 5).
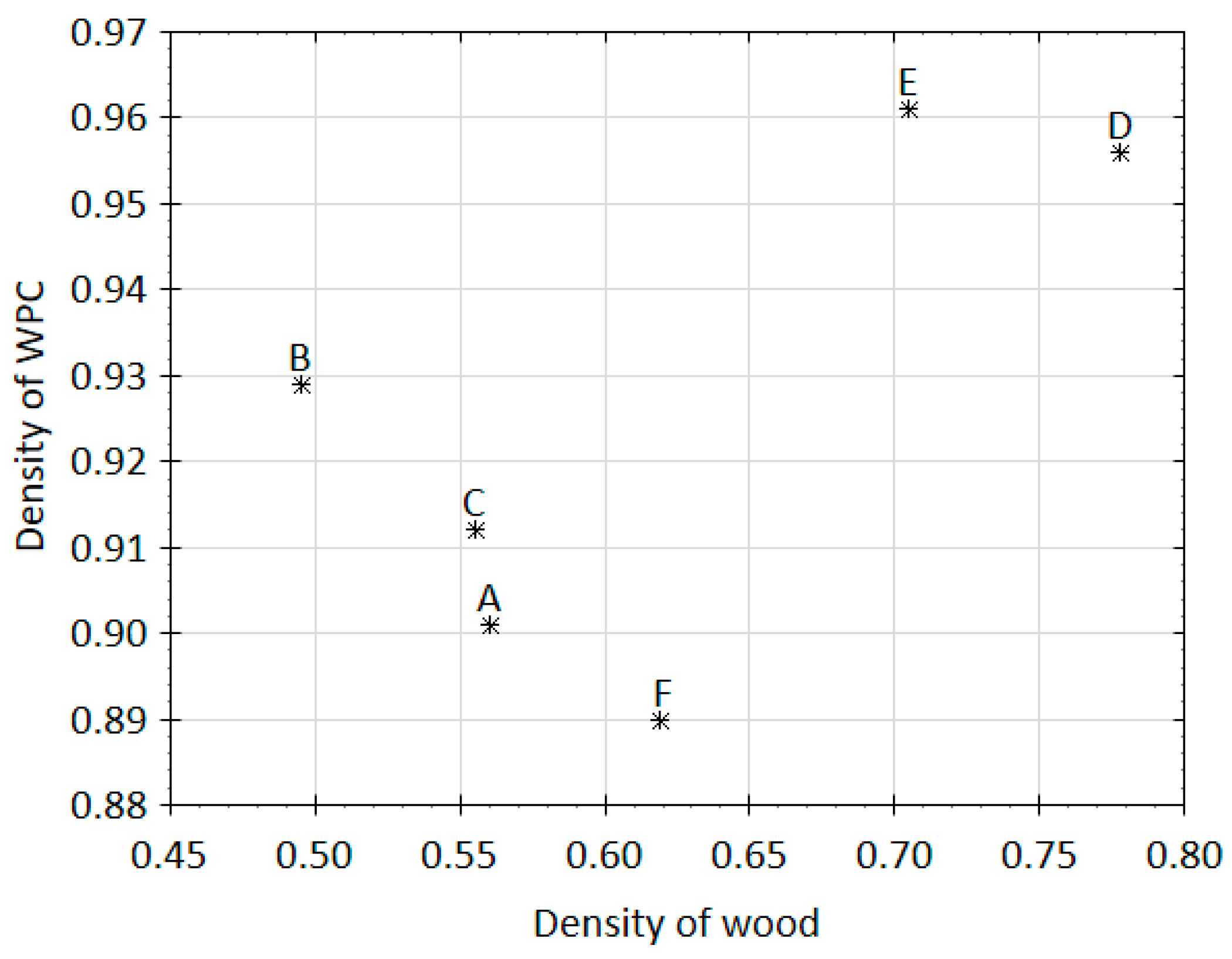
The PE matrix (or the matrix of WPC in general) is responsible for the load transfer between constituents and moisture resistance, while wood is responsible for density, strength and stiffness. The result (properties of WPC) should be the combination of the best properties of the components. The impact of the wood species can already be seen in the WPC density (Table 4 and Figure 5), where the densities of WPC boards made of higher density wood species differ from those of lower density and mixture. With regard to the density of the wood species, we can divide the material into two different categories, namely wood species below 0.6 g·cm−3, and those with higher density. From this perspective, we can observe an interesting relationship between the density of the wood itself and the density of the WPC (Figure 5).
The highest increase in density was at use of the horse chestnut (compaction ratio (Ratio between WPC density and density of wood species) 1.88), while the lowest was in black locust (compaction ratio 1.23), which was also expected. Wood species with low density are indeed more compressible at the same condition as those with higher density. Furthermore, we can observe from Figure 5 that an increase in density results in a decrease in WPC. Again, we can notice two different set namely behaviour of wood species with a density below and those above 0.6 g·cm−3. The decrease in density is more pronounced for boards made from wood species with low density, while differences are smaller for boards made from wood species with density above 0.7 g·cm−3. Such behaviour could be related to compressibility of wood or to penetration of polymer matrix into cell lumens. Tangential diameter of vessel lumina are: 50–100 µm in Acer negundo, ≤50–100 µm in Aesculus hippocastanum, ≥200 µm in Ailanthus altissima, 100–≥200 μm in Robinia pseudoacacia (with common tyloses) and 100–≥200 µm in Gleditsia triacanthos [32]. The polymer compound penetrated easily into larger lumens at more dense wood species, while at wood species with lower density the compression of cell wall occurred prior to mobilization of polymeric compound into cell lumens. For low density wood species, the increase in density is due to the compression of the cell walls, while for high density wood species the penetration of PE in lumens lead to a higher density (although the compression ratio is lower).
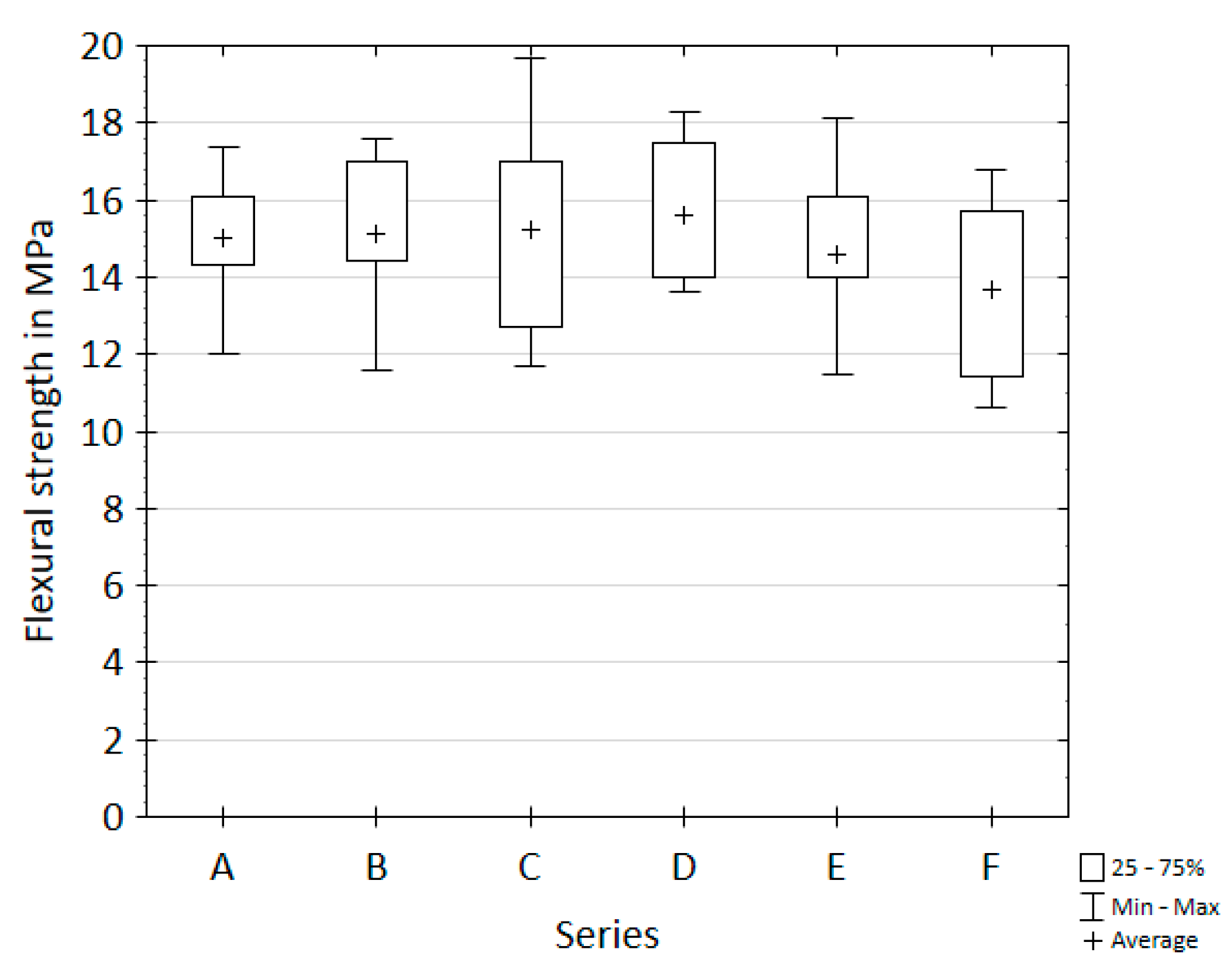
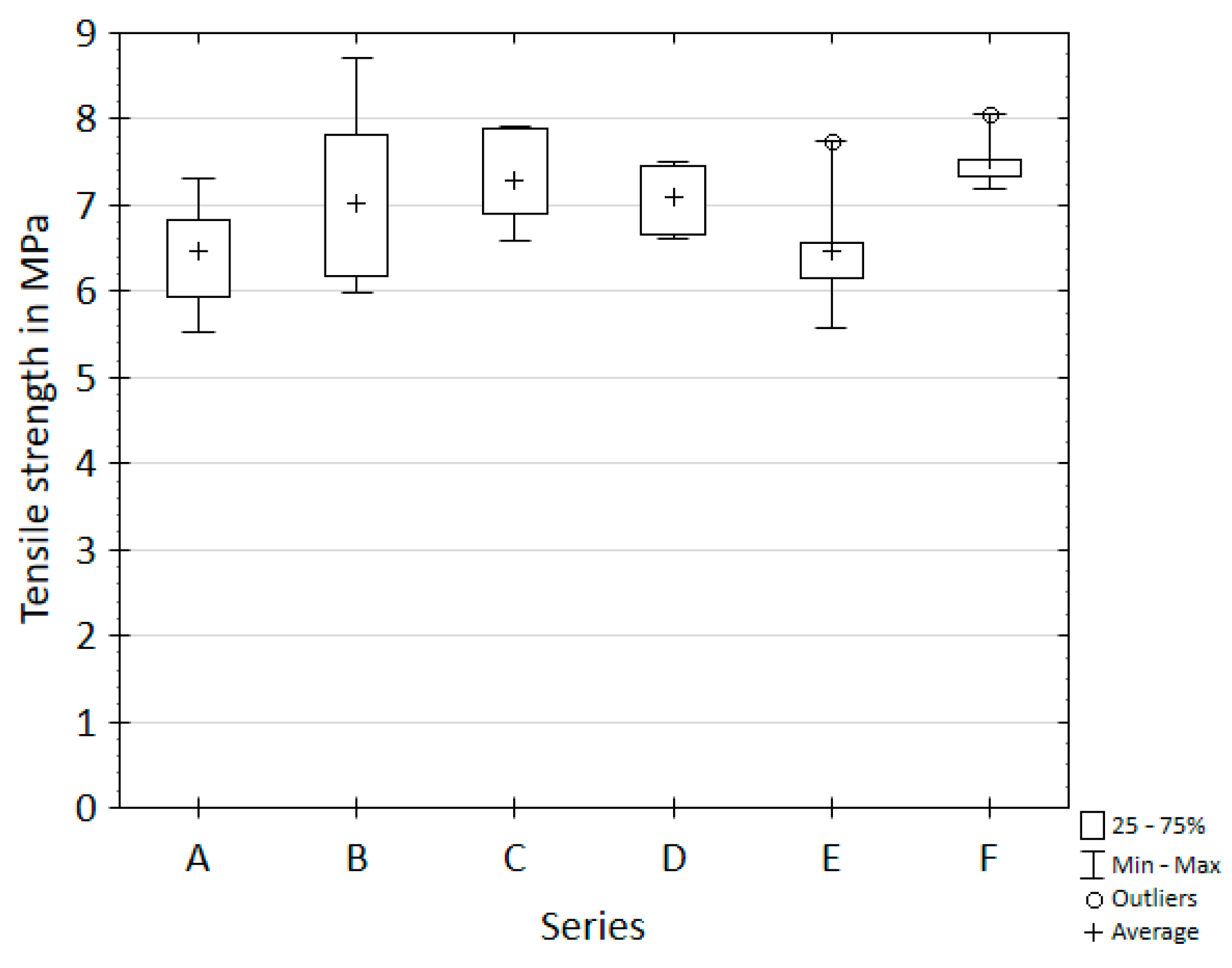
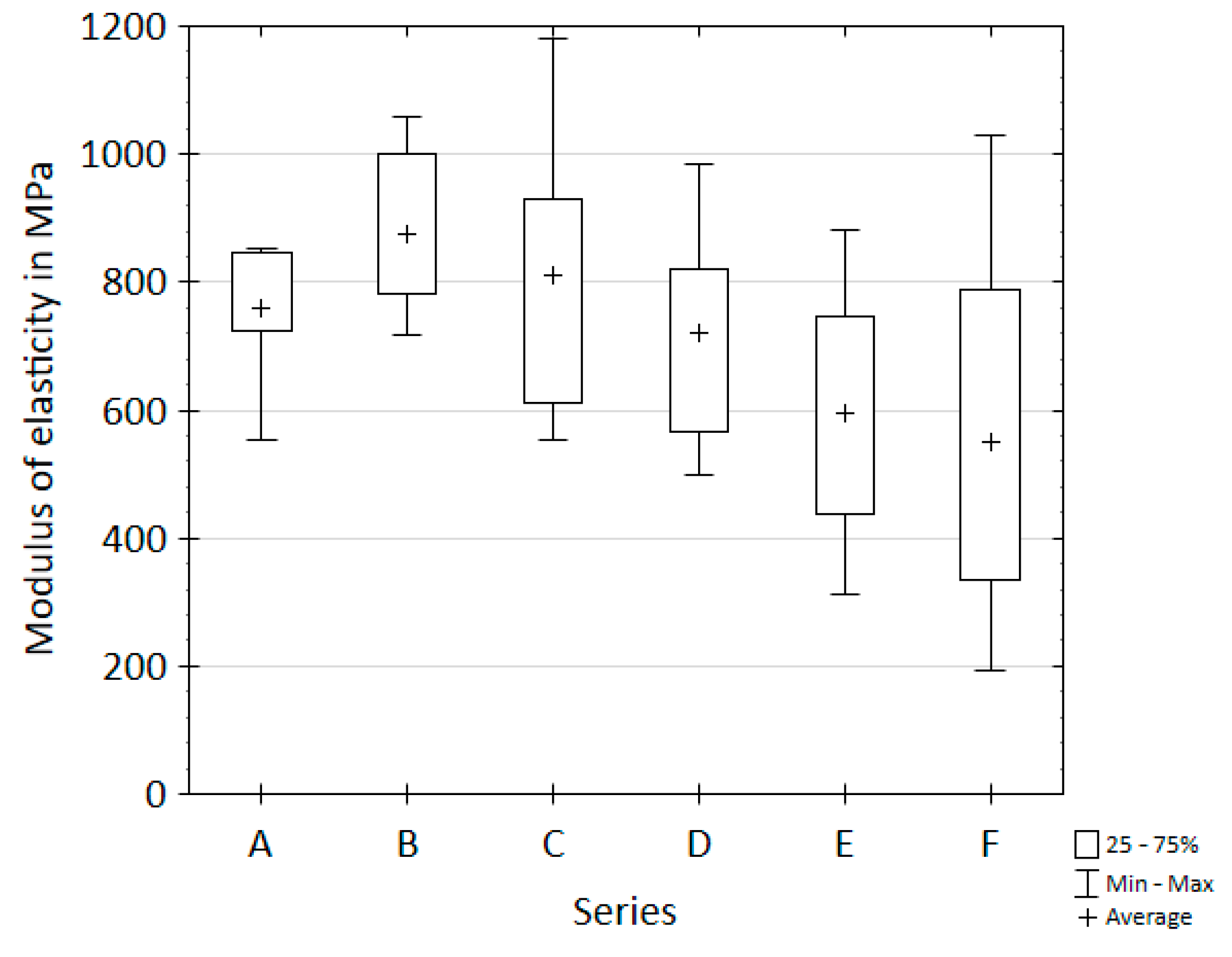
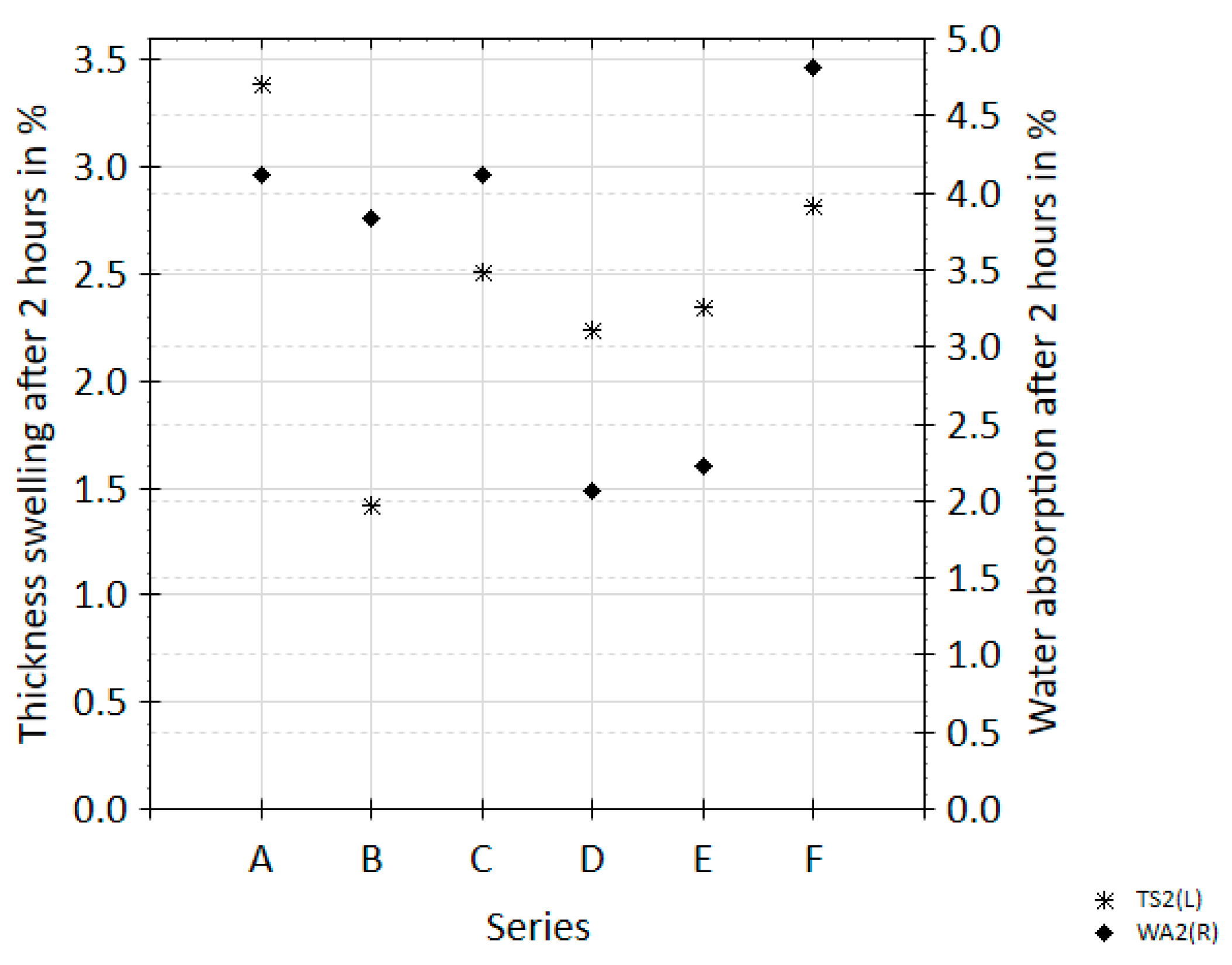
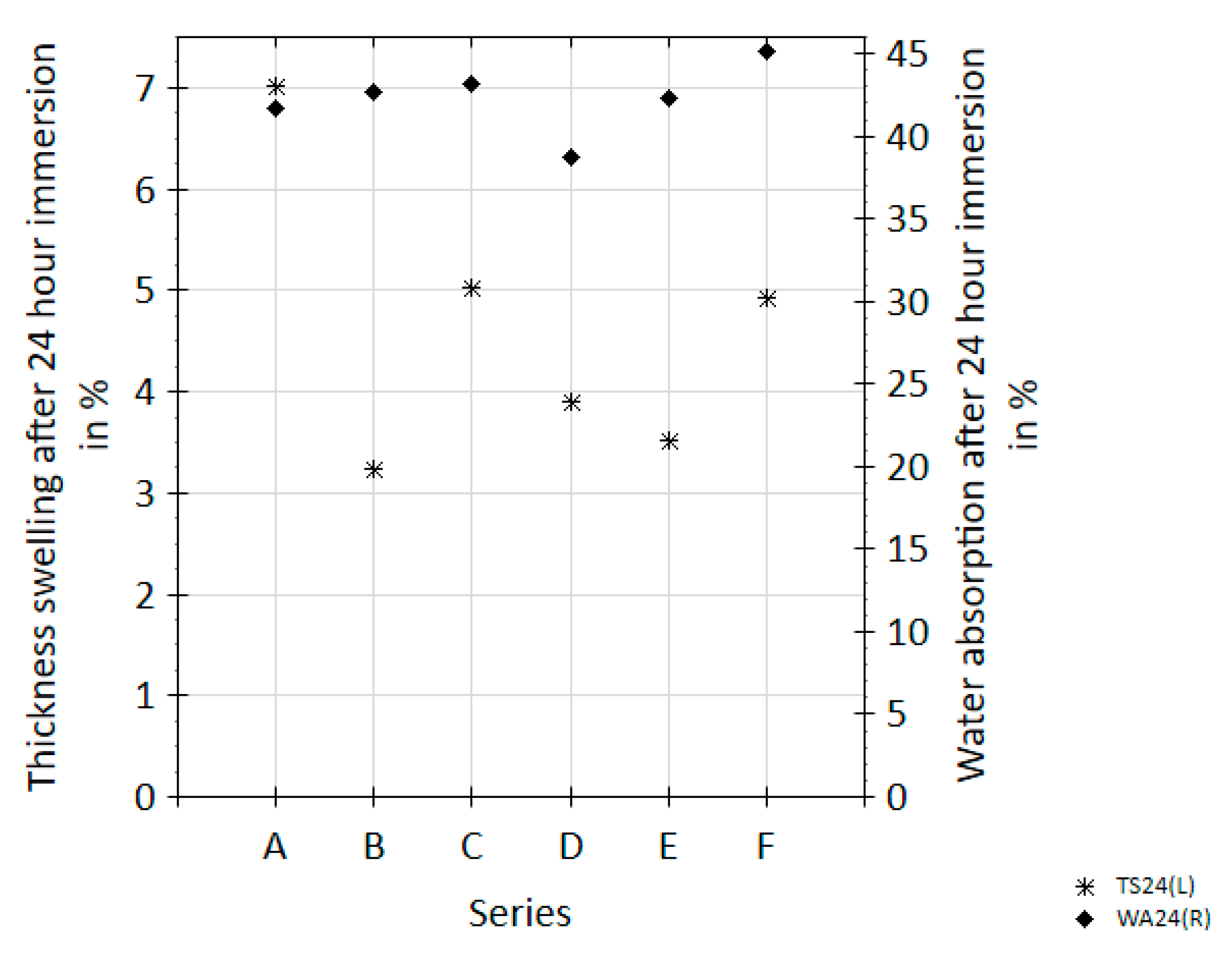
The differences between alien wood species are less obvious in terms of flexural (Figure 6; p value 0.40) and tensile strength (Figure 7; p value 0.06), while the differences in modulus of elasticity (Figure 8; p value 0.00), sorption properties (Figure 9 and Figure 10; p value 0.01 respectively 0.00) and dimensional stability (Table 4) are more significant (at α = 0.05).
The WPC strengths (flexural and tensile) are related to the combined effect of particle size (Figure 2, Table 4) and WPC density. Medved et al. [33] determined size related differences between some alien wood species. They analysed particles of some alien wood species. Black locust and staghorn sumac gave the longest particles, while the shortest were determined at honey locust and tree of heaven. The authors also determined differences in aspect ratio (ratio between particle length and width), tree of heaven gave the particles with the lowest aspect ratio, while black locust the highest. In wood species with lower density the densification (higher compaction ratio) enabled optimal strength values, whereas for WPC made from higher density wood species (D and E series), adequate particle morphology and their mechanical properties are to be considered. In the case of flexural strength, two values stand out, namely in the case of WPC made of black locust (D series) and mixture (F series), one having the highest value and the other the lowest. The high value at black locust (D series) is related to its density and high strength properties, while the low flexural strength of the WPC board made of mixture is the consequence of its low density. An important aspect of WPC strength is related to the size of constituent, its embedding and interaction with the polymer matrix. In order to achieve adequate strength, the fibrous material (in our case wood particles), must be long enough to resist the forces applied to them, especially the shear and tensile forces generated when the fibrous elements are pulled out of the matrix. According to Callister [34], the most likely occurrence of failure is the end of fibrous elements, where the shear stresses are highest and the tensile stresses are lowest. The load is transferred from the matrix through the particle ends through shear, which gradually “moved” to tensile, which was more carried by the particle and less by the matrix. In such a loading behaviour, the aspect ratio of the particles is important, i.e., when the aspect ratio is low, the load transfer overlaps at the ends, so that the strain gradient in the particles does not reach the strain gradient in the PE matrix. [35,36] When the particles are long enough, their ability to withstand the load is much higher, and according to the flexural strength results, black locust particles have reached and exceeded this critical particle length. Although modulus of elasticity and tensile strength should follow the same pattern (related to particle dimensions and density), the results in our experiment do not support this. The highest tensile strength was determined at WPC made of mixture (F series), and the highest modulus of elasticity was found for WPC made of horse chestnut (B series). The lowest modulus of elasticity was determined for WPC made of mixture (F series), and the lowest tensile strength for boxelder maple (A Series).
The differences in the strength properties of WPC could be related to the particle morphology, its densification rate as well as to its interaction with the polymer matrix. A possible reason for the differences could also be the presence of micro- and macro voids in the particles formed during disintegration and drying. Such micro- and macro voids lead to a strength reduction due to a less efficient load transfer from the matrix to the particles. The comparison of the strength properties of WPC made from alien wood species with WPC made from spruce (Picea abies) shows similar values. The properties of WPC made from spruce are presented in Table 6. WPC board made of spruce wood was in our laboratory made by same conditions and process as compared boards made of invasive species.
The influence of the type of wood used for WPC was also determined at dimensional stability and moisture resistance.
Although the particles are embedded into PE matrix, water can penetrate the particles to cause the thickness change. However, the degree of change (thickness swelling and water absorption) could be related to the sorption properties of the wood. We assume that the differences are more related to the interaction between wood and PE matrix. In the case of a good interaction, the PE matrix efficiently embedded the wood particles and penetrated into the cell wall lumens, sealing them and thus making them inaccessible to water penetration into the lumen, and the effect (thickness swelling and water uptake) was lower. The amount of water absorbed by wood depends strongly on the number of free hydroxyl groups to which water can attach, and if the bond between PE matrix and wood is compact, then these hydroxyl groups are occupied by another component and therefore unavailable to water. The differences in thickness swelling could also be related to the composite density. Lower swelling was observed for WPC with densities between 0.92 g·cm−3 and 0.96 g·cm−3.
The sensitivity of the particles to moisture, although embedded in the PE matrix, was also determined by dimensional stability test (Table 5). When exposed to a temperature of +65 °C, the size of the WPC decreases in length and thickness (compared to the value before exposure). We hypothesise that this could be related to the shrinkage of the particles, while exposure to lower temperatures (−25 °C) causes an expansion in length that could be related to the expansion of water molecules in the cell wall, in the lumen of the particles, between the particles, and between the particles and the PE matrix. Water is indeed an exception when exposed to low temperatures, namely when water freezes, it can expand by about 9% [37].
3.2. Surface and Internal Structure of WPC Boards
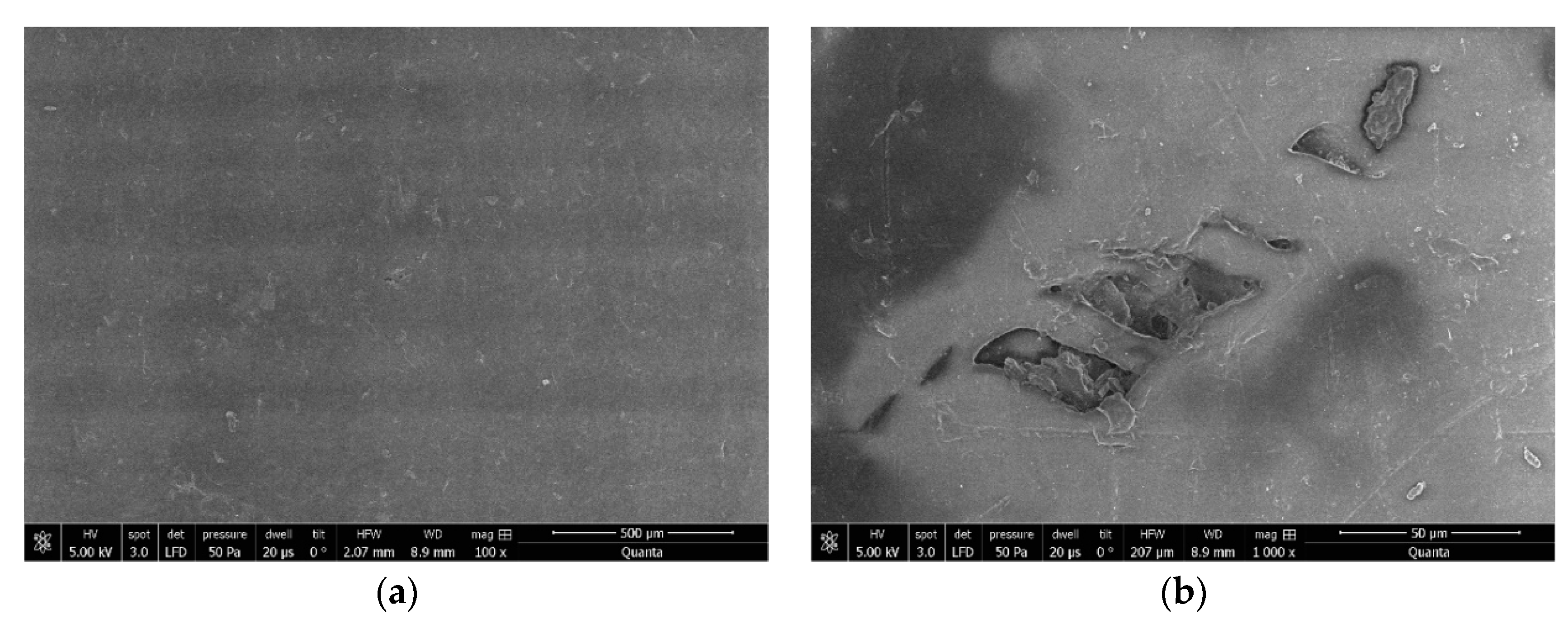
According to the methodology presented above, we investigated the surface and internal structure of WPC boards made of wood species mixture (F series). First Scanning Electron Microscopy (SEM) observations were performed on the unflattened surface of WPC boards. In this case, we could only observe flat homogeneous surface and we could not recognize any wood structure, especially at lower magnification (100×) (Figure 11a). Rarely, in some areas, we could observe some voids on the surface. A detailed analysis (1000× magnification) revealed some wood anatomical structure which were, however, difficult to recognize and could not enable the identification of wood species (Figure 11b).
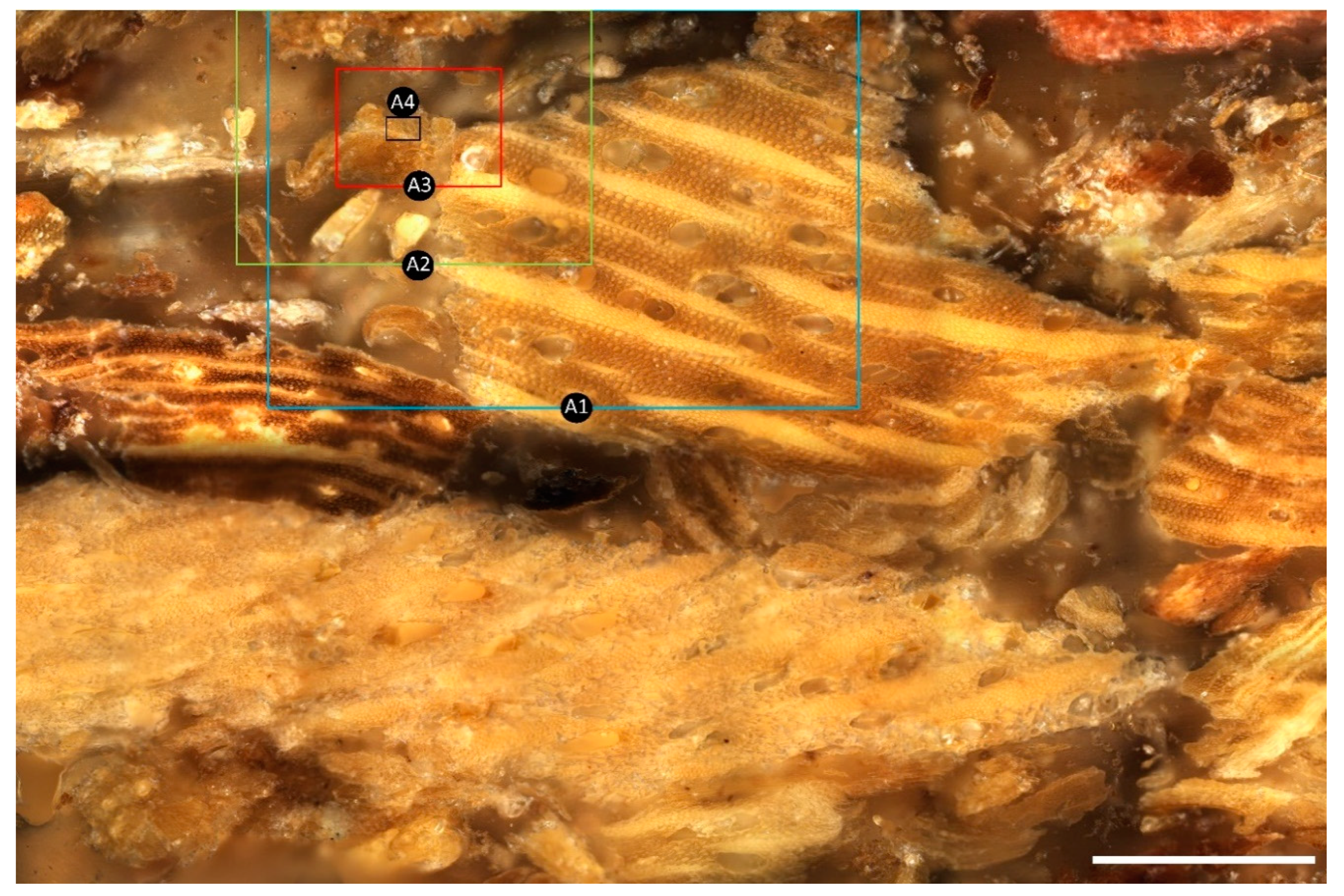
The main objective of the microscopic analysis of the WPC structure was to observe the interaction and adhesion between the polymer matrix and the small wood particles embedded in it. To enhance the observation of the anatomical structures of the wood, WPC cross-section were pre-treated. A first overview of a WPC pre-treated cross-section was made on the region of interest (ROI) by a Confocal Laser Microscope (Figure 12). On Figure 12 we can clearly observe wood particles. We could recognize the polymer matrix between the wood particles and within the wood pores. In the WPC cross-section we could not detect any voids. To observe in detail and with high resolution the interaction between wood particles and polymer we used SEM. Various regions of interest (ROI), which we observed at SEM, are marked A1 to A4 in Figure 12.
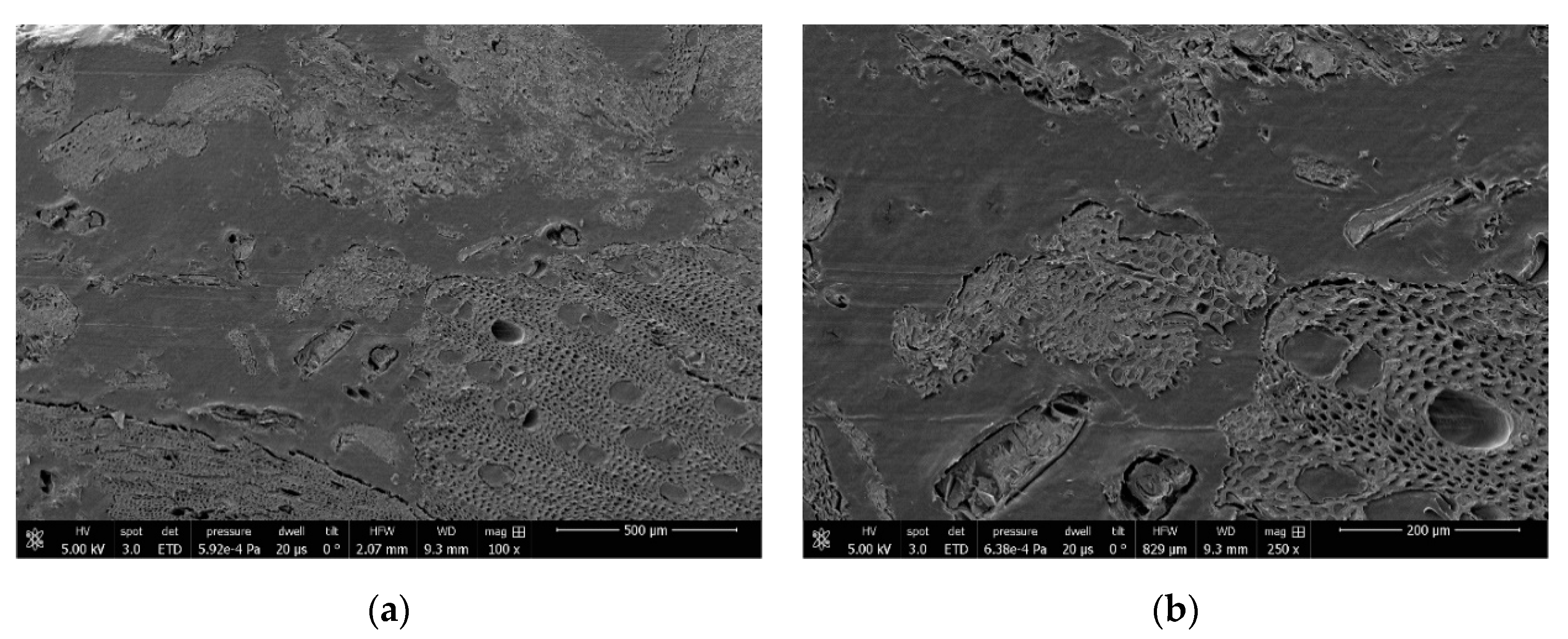
In Figure 13 the internal WPC board structure at 100× and 250× magnification is shown (ROI marked on Figure 11). In this case, the structure of wood is clearly identifiable, so we can recognize the arrangement of the vessels as well as the wood fibres and tracheids. According to previous wood structure analysis of IAPS [16,17] we can identify boxelder maple (Acer negundo) cross section. This proved that with our SEM methodology it is possible to identify the wood species used for WPC production although the wood particles are small.
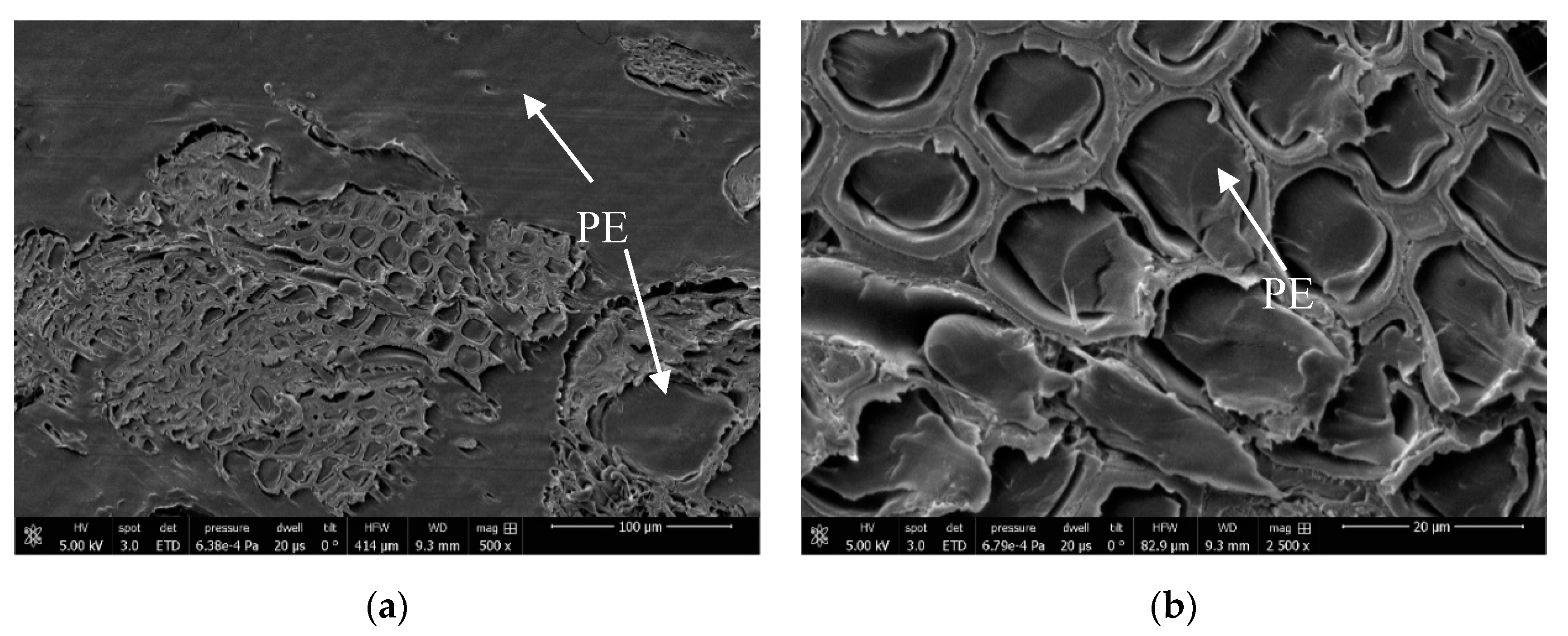
A larger magnification (500× and 2500×) in Figure 14 revealed interaction between wood particles and polymer matrix. The embedding of wood components in a polymer matrix, as well as lumens filled with polymer, is clearly visible. In Figure 14b is shown a detailed cross-section structure, in which we can see that all fibres, as well as ray parenchyma cells, are filled with polymer. The absence of considerable voids between wood fibre and matrix indicates good compatibility and good interfacial adhesion.
The detailed structural observation of WPC showed that the WPC production process used (flat pressing) produced a fine and filled structure without large any major voids or fibre pull out, and with good interfacial adhesion, so that the moisture resistance, mechanical properties and thermal stability were relatively high.
The experience gained in the production of flat pressed WPC was used to carry out a pilot production of 3D shaped composites. Following the described procedure, we produced several different 3D-shaped WPC products made from invasive alien woody plants (Figure 15).
Based on the results of this research and the newly gained experience, we will further develop the production of wood-based composites from invasive species, analysing the impact of particle morphology differences in order to optimise (increase) the proportion of wood in WPC.
Future studies on replacing polyethylene with polylactic acid (PLA)—A biodegradable, renewable material derived from crops such as corn and sugarcane, would be of great interest. PLA is one of the fastest growing bioplastics in the bio-composites industry due to its good properties such as renewability, biodegradability, biocompatibility, ease of processing and high modulus [38].
4. Conclusions
The present study shows that the differences between the mechanical properties of WPC were less pronounced in all the selected invasive alien wood species studied, while the differences in sorption properties and dimensional stability were more significant. We conclude that good adhesion and complete embedding of the polymer material in the wood cells is crucial to obtain a good, solid, mechanically strong and water resistant WPC material. Invasive alien plant species proved to have a high potential for the production of WPCs. Taking into account the economic indicators, it is currently difficult to demonstrate a high added value of the developed products, but there is the potential to do so in the future. In the processing of wood residues from invasive alien plant species, it is the reuse of harmful invasive alien plants that brings a particular added value to our products, as it contributes (in)directly to the care of the environment and the conservation of biodiversity. That is the greatest contribution of this work.
Author Contributions
Conceptualization, S.M. and M.M.; methodology, S.M., D.K.T., A.B. and M.M.; validation, S.M. and M.M.; experimental analyses, D.K.T. and A.B., formal analysis, S.M. and M.M.; writing—original draft preparation, S.M. and M.M.; writing—review and editing, S.M., D.K.T., A.B. and M.M.; visualization, S.M. and M.M.; supervision, S.M. and M.M.; project administration, M.M.; funding acquisition, M.M. All authors have read and agreed to the published version of the manuscript.
Funding
The research was supported by APPLAUSE (UIA02-228) project, co-financed by the European Regional Development Fund through the Urban Innovative Actions Initiative (www.ljubljana.si/en/applause/), and additionally supported by the Program P4-0015, co-financed by the Slovenian Research Agency.
Acknowledgments
The authors wish to thank Jože Planinšič, Luka Krže and Denis Plavčak (production of 3D WPC) for their immense help with sample preparation.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Buschbeck, L.; Kehr, E.; Jensen, U. Untersuchungen über die Eignung verschiedener Holzarten und sortimente zur Herstellung von Spanplatten—1. Mitteilung: Rotbuche und Kiefer. Holztechnologie 1961, 2, 99–110. [Google Scholar]
- Buschbeck, L.; Kehr, E.; Jensen, U. Untersuchungen über die Eignung verschiedener Holzarten und sortimente zur Herstellung von Spanplatten—2. Mitteilung: Kiefernreiserholz. Holztechnologie 1961, 2, 195–201. [Google Scholar]
- Kehr, E. Untersuchungen über die Eignung verschiedener Holzarten und sortimente zur Herstellung von Spanplatten—3. Mitteilung: Der Einfluß des Härteranteils auf die eigenschaften von Spanplatten aus Rotbuchen-und Kieferholz. Holztechnologie 1962, 3, 22–28. [Google Scholar]
- Niemz, P. Physik des Holzes und der Holzwerkstoffe; Leinfelden—Echterdingen, DRW—Verlag: Tübingen, Germany, 1993; pp. 27–33. ISBN 3-87181-324-9. [Google Scholar]
- Schöberl, M. Elastische Rückfederung verdichteter Spänvliese aus Siebfraktionen verschiedener Span– und Holzarten. Holz Roh Werkst 2000, 58, 46. [Google Scholar]
- Marra, A.A. Technology of Wood Bonding, Principles in Practice; Van Nostrand Reinhold: New York, NY, USA, 1992; 454p, ISBN 978-0442007973. [Google Scholar]
- Dunky, M.; Niemz, P. Holzwerkstoffe und Leime: Technologie und Einflussfaktoren; Springer: Berlin, Germany, 2002; 954p, ISBN 978-3-540-42980-7. [Google Scholar]
- Berger, M.J.; Stark, N.M. Investigations of species effects in an injection molding grade wood filled polypropylene. In Fourth International Conference on Woodfiber-Plastic Composites; Forest Products Society: Madison, WI, USA, 1997; pp. 19–25. ISBN 0935018956. [Google Scholar]
- Klyosov, A.A. Wood-Plastic Composites; John Wiley & Sons, Inc. Publication: Hoboken, NJ, USA, 2008; 702p, ISBN 978-0-470-14891-4. [Google Scholar]
- Oksman Niska, K.; Sain, M. Wood-Polymere Composites; Woodhead Publishing, Ltd: Cambridge, UK, 2008; 384p, ISBN 978-1-84569-457-9. [Google Scholar]
- Kim, J.W.; Harper, D.P.; Taylor, A.M. Effect of wood species on the mechanical properties of wood-plastic composites. J. Appl. Polym. Sci. 2009, 112, 1378–1385. [Google Scholar] [CrossRef]
- Migneault, S.; Koubaa, A.; Erchiqui, F.; Chaala, A.; Englund, K.; Wolcott, M.P. Effect of processing method and fiber size on the structure and properties of wood-plastic composites. Compos. Part A Appl. Sci. 2009, 40, 80–85. [Google Scholar] [CrossRef]
- Tisserat, B.; Reifschneider, L.; Gravett, A.; Peterson, S.C. Wood-plastic Composites Utilizing Wood Flours Derived from Fast-growing Trees Common to the Midwest. BioResources 2017, 12, 7898–7916. [Google Scholar] [CrossRef]
- Shebani, A.N.; Van Reenen, A.J.; Meincken, M. The Effect of Wood Species on the Mechanical and Thermal Properties of Wood–LLDPE Composites. J. Compos. Mater. 2009, 43, 1305–1318. [Google Scholar] [CrossRef]
- Gardner, D.J.; Han, Y.; Wang, L. Wood-Plastic Composite Technology. Curr. For. Rep. 2015, 1, 139–150. [Google Scholar] [CrossRef] [Green Version]
- Merela, M.; Thaler, N.; Balzano, A.; Plavčak, D. Optimal Surface Preparation for Wood Anatomy Research of Invasive Species by Scanning Electron Microscopy. Drv. Ind. 2020, 71, 117–127. [Google Scholar] [CrossRef]
- Merhar, M.; Gornik Bučar, D.; Merela, M. Machinability Research of the Most Common Invasive Tree Species in Slovenia. Forests 2020, 11, 752. [Google Scholar] [CrossRef]
- Findlay, G.W.D.; Levy, J.F. Scanning electron microscopy as an aid to the study of wood anatomy and decay. J. Inst. Wood Sci. 1969, 5, 57–63. [Google Scholar]
- Jansen, S.; Piesschaert, F.; Smets, E. Wood anatomy of Elaeagnaceae, with comments on vestured pits, helical thickenings, and systematic relationships. Am. J. Bot. 2000, 87, 20–28. [Google Scholar] [CrossRef] [PubMed]
- Jansen, S.; Pletsers, A.; Sano, Y. The effect of preparation techniques on SEM-imaging of pit membranes. IAWA J. 2008, 29, 161–178. [Google Scholar] [CrossRef]
- Collett, B.M. Scanning electron microscopy: A review and report of research in wood science. Wood Fiber Sci. 2007, 2, 113–133. [Google Scholar]
- Vek, V.; Balzano, A.; Poljanšek, I.; Humar, M.; Oven, P. Improving Fungal Decay Resistance of Less Durable Sapwood by Impregnation with Scots Pine Knotwood and Black Locust Heartwood Hydrophilic Extractives with Antifungal or Antioxidant Properties. Forests 2020, 11, 1024. [Google Scholar] [CrossRef]
- Chun, K.S.; Fahamy, N.M.Y.; Yeng, C.Y.; Choo, H.L.; Ming, P.M.; Tshai, K.Y. Wood plastic composites made from corn husk fiber and recycled polystyrene foam. J. Eng. Sci. Technol. 2018, 13, 3445–3456. [Google Scholar]
- Kallakas, H.; Shamim, M.A.; Olutubo, T.; Poltimäe, T.; Süld, T.M.; Krumme, A.; Kers, J. Effect of chemical modification of wood flour on the mechanical properties of wood-plastic composites. Agron. Res. 2015, 13, 639–653. [Google Scholar]
- Pratheep, V.G.; Priyanka, E.B.; Thangavel, S.; Gousanal, J.J.; Antony, P.B.; Kavin, E.D. Investigation and analysis of corn cob, coir pith with wood plastic composites. Mater. Today Proc. 2020, 7. [Google Scholar] [CrossRef]
- Segerholm, B.K.; Ibach, R.E.; Wålinder, M.E. Moisture sorption in artificially aged wood-plastic composites. BioResources 2012, 7, 1283–1293. [Google Scholar]
- Leu, S.-Y.; Yang, T.-H.; Lo, S.-F.; Yang, T.-H. Optimized material composition to improve physical and mechanical properties of extruded wood-plastic composites (WPCs). Constr. Build. Mater. 2012, 29, 120–127. [Google Scholar] [CrossRef]
- EN 323. Wood-Based Panels—Determination of Density; CEN: Brussels, Belgium, 1993; p. 7. [Google Scholar]
- EN ISO 178. Plastics—Determination of Flexural Properties; CEN: Brussels, Belgium, 2019; p. 25. [Google Scholar]
- EN ISO 527-1. Plastics—Determination of Tensile Properties—Part 1: General Principles; CEN: Brussels, Belgium, 2019; p. 26. [Google Scholar]
- EN 317. Particleboards and Fibreboards—Determination of Swelling in Thickness after Immersion in Water; CEN: Brussels, Belgium, 1993; p. 12. [Google Scholar]
- Wheeler, E.A. Inside Wood–A web resource for hardwood anatomy. IAWA J. 2011, 32, 199–211. [Google Scholar] [CrossRef]
- Medved, S.; Vilamn, G.; Merela, M. Alien wood species for particleboards. In Proceedings of the International Conference “Wood Science and Engineering in the Third Millennium”, Braşov, Romania, 7–9 November 2019; pp. 321–328. [Google Scholar]
- Callister, D.W., Jr. Materials Science and Engineering: An Introduction; John Wiley & Sons, Inc. Publication: Hoboken, NJ, USA, 2007; 201p, ISBN-13: 978-0-471-73696-7. [Google Scholar]
- Schwarzkopf, M.; Muszynski, L. Strain distribution and load transfer in the polymer-wood particle bond in wood plastic composites. Holzforschung 2015, 69, 53–60. [Google Scholar] [CrossRef]
- Sretenovic, A.; Müller, U.; Gindl, W. Mechanism of stress transfer in a single wood fibre-LDPE composites by means of electronic laser speckle interferometry. Compos. Part A-Appl. Sci. Manuf. 2006, 37, 1406–1412. [Google Scholar] [CrossRef]
- IAPWS home page. Why does Water Expand When It Freezes? Why does Liquid Water have a Density Maximum? Available online: http://www.iapws.org/faq1/freeze.html (accessed on 10 October 2020).
- Wimmer, R.; Steyrer, B.; Woess, J.; Koddenberg, T.; Mundigler, N. 3D printing and wood. Pro Ligno 2015, 11, 144–149. [Google Scholar]
Figure 1.
Wood break down process.

Figure 2.
Wood particles used for research; (a) black locust, (b) boxelder maple, (c) honey locust, (d) horse chestnut, (e) tree of heaven.
Figure 2.
Wood particles used for research; (a) black locust, (b) boxelder maple, (c) honey locust, (d) horse chestnut, (e) tree of heaven.

Figure 3.
Schematic layout of wood plastic composites (WPC) preparation.

Figure 4.
Produced WPC; (a) boxelder maple, (b) horse chestnut, (c) tree of heaven, (d) black locust, (e) honey locust, (f) mixture. Samples are 50 × 50 mm2.
Figure 4.
Produced WPC; (a) boxelder maple, (b) horse chestnut, (c) tree of heaven, (d) black locust, (e) honey locust, (f) mixture. Samples are 50 × 50 mm2.

Figure 5.
Density of WPC with respect to wood species used (A—boxelder maple; B—horse chestnut; C—tree of heaven; D—black locust; E—honey locust; F—mixture).
Figure 5.
Density of WPC with respect to wood species used (A—boxelder maple; B—horse chestnut; C—tree of heaven; D—black locust; E—honey locust; F—mixture).

Figure 6.
Flexural strength of WPC with respect to wood species used (A—boxelder maple; B—horse chestnut; C—tree of heaven; D—black locust; E—honey locust; F—mixture).
Figure 6.
Flexural strength of WPC with respect to wood species used (A—boxelder maple; B—horse chestnut; C—tree of heaven; D—black locust; E—honey locust; F—mixture).

Figure 7.
Tensile strength of WPC with respect to wood species used (A—boxelder maple; B—horse chestnut; C—tree of heaven; D—black locust; E—honey locust; F—mixture).
Figure 7.
Tensile strength of WPC with respect to wood species used (A—boxelder maple; B—horse chestnut; C—tree of heaven; D—black locust; E—honey locust; F—mixture).

Figure 8.
Modulus of elasticity of WPC with respect to wood species used (A—boxelder maple; B—horse chestnut; C—tree of heaven; D—black locust; E—honey locust; F—mixture).
Figure 8.
Modulus of elasticity of WPC with respect to wood species used (A—boxelder maple; B—horse chestnut; C—tree of heaven; D—black locust; E—honey locust; F—mixture).

Figure 9.
Thickness swelling and water absorption after 2 h immersion (A—boxelder maple; B—horse chestnut; C—tree of heaven; D—black locust; E—honey locust; F—mixture).
Figure 9.
Thickness swelling and water absorption after 2 h immersion (A—boxelder maple; B—horse chestnut; C—tree of heaven; D—black locust; E—honey locust; F—mixture).

Figure 10.
Thickness swelling and water absorption after 24 h immersion (A—boxelder maple; B—horse chestnut; C—tree of heaven; D—black locust; E—honey locust; F—mixture).
Figure 10.
Thickness swelling and water absorption after 24 h immersion (A—boxelder maple; B—horse chestnut; C—tree of heaven; D—black locust; E—honey locust; F—mixture).

Figure 11.
Scanning Electron Microscopy observation on the unflattened surface of WPC boards; (a) homogeneous surface with no recognizable wood structure, (b) higher magnification image revealing some wood structures.
Figure 11.
Scanning Electron Microscopy observation on the unflattened surface of WPC boards; (a) homogeneous surface with no recognizable wood structure, (b) higher magnification image revealing some wood structures.

Figure 12.
Confocal Scanning Laser image of a cross section WPC board. A1 to A4 are ROI analysed by Scanning Electron Microscopy (scale bar is 500 µm).
Figure 12.
Confocal Scanning Laser image of a cross section WPC board. A1 to A4 are ROI analysed by Scanning Electron Microscopy (scale bar is 500 µm).

Figure 13.
Scanning Electron Microscopy image of a cross section WPC board; (a) A1 analysed ROI, (b) A2 analysed ROI.
Figure 13.
Scanning Electron Microscopy image of a cross section WPC board; (a) A1 analysed ROI, (b) A2 analysed ROI.

Figure 14.
Scanning Electron Microscopy image of a cross section WPC board. (a) A3 analysed ROI, (b) A4 analysed ROI.
Figure 14.
Scanning Electron Microscopy image of a cross section WPC board. (a) A3 analysed ROI, (b) A4 analysed ROI.

Figure 15.
Some examples of 3-dimensional shaped WPC products made from invasive alien woody plants.
Figure 15.
Some examples of 3-dimensional shaped WPC products made from invasive alien woody plants.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Physical properties of polyethylene powder DowlexTM 2631.10UE (values were determined by the supplier).
Table 1.
Physical properties of polyethylene powder DowlexTM 2631.10UE (values were determined by the supplier).
| Physical Property | Value |
|---|---|
| Density | 0.935 g·cm−3 |
| Melt index, 190 °C/2.16 kg | 7 g/10 min |
| Melting point | 124 °C |
| Vicat softening point A120 | 115 °C |
| Deflection temperature under load HDT B | 52 °C |
Table 2.
WPC board types regarding wood species used.
| Series | Wood Species Used |
|---|---|
| A | Boxelder maple (Acer negundo) |
| B | Horse chestnut (Aesculus hippocastanum) |
| C | Tree of heaven (Ailanthus altissima) |
| D | Black locust (Robinia pseudoacacia) |
| E | Honey locust (Gleditsia triacanthos) |
| F | Mixture |
Table 3.
WPC board types regarding wood species used.
| Size Class | A Boxelder Maple | B Horse Chestnut | C Tree of Heaven | D Black Locust | E Honey Locust |
|---|---|---|---|---|---|
| Dust | 9% | 6% | 6% | 7% | 7% |
| 0.237 | 11% | 10% | 13% | 12% | 14% |
| 0.6 | 12% | 12% | 13% | 13% | 14% |
| 1.0 | 9% | 9% | 9% | 10% | 9% |
| 1.27 | 9% | 9% | 9% | 8% | 8% |
| 1.5 | 18% | 19% | 17% | 17% | 16% |
| 2.0 | 27% | 30% | 26% | 27% | 27% |
| 4.0 | 5% | 5% | 6% | 5% | 7% |
Table 4.
Physical and strength properties of flat pressed WPC (letters in bracket denote same homogeneous group determined by LSD test at α = 0.05).
Table 4.
Physical and strength properties of flat pressed WPC (letters in bracket denote same homogeneous group determined by LSD test at α = 0.05).
| Series | Thickness | Density | Flexural Strength | Modulus of Elasticity | Tensile Strength |
|---|---|---|---|---|---|
| mm | g·cm−3 | MPa | MPa | MPa | |
| A | 4.23 | 0.901 (a) | 15.04 (a,b) | 759 (a,b) | 6.46 (a) |
| B | 4.36 | 0.929 (c) | 15.14 (a,b) | 876 (a) | 7.03 (a,b,c) |
| C | 4.33 | 0.912 (b,c) | 15.21 (a,b) | 812 (a) | 7.29 (b,c) |
| D | 4.15 | 0.956 (d) | 15.60 (b) | 721 (a,b) | 7.10 (a,b,c) |
| E | 4.07 | 0.961 (d) | 14.57 (a,b) | 594 (b,c) | 6.48 (a,b) |
| F | 3.80 | 0.889 (a) | 13.69 (a,b) | 550 (c) | 7.52 (c) |
Table 5.
Sorption properties and dimensional stability of flat pressed WPC (letters in bracket denote same homogeneous group determined by LSD test at α = 0.05).
Table 5.
Sorption properties and dimensional stability of flat pressed WPC (letters in bracket denote same homogeneous group determined by LSD test at α = 0.05).
| Series | TS2 | WA2 | TS24 | WA24 | Length | Thickness | ||
|---|---|---|---|---|---|---|---|---|
| δ + 65 | δ − 25 | δ + 65 | δ − 25 | |||||
| % | % | % | % | % | % | % | % | |
| A | 3.39 (b) | 4.12 (b) | 7.01 (c) | 41.69 (a) | −0.05 | 0.13 | −2.18 | −1.23 |
| B | 1.42 (c) | 3.83 (a) | 3.24 (a) | 42.72 (a,b) | −0.02 | 0.10 | −0.53 | −1.32 |
| C | 2.51 (a,b) | 4.12 (b) | 5.02 (b) | 43.15 (a,b) | −0.07 | 0.05 | −0.51 | −0.61 |
| D | 2.24 (a,c) | 2.06 (a) | 3.91 (a,b) | 38.72 (c) | −0.04 | 0.02 | −0.74 | −0.74 |
| E | 2.35 (a,b,c) | 2.23 (a) | 3.51 (a) | 42.32 (a) | −0.07 | 0.05 | −1.09 | −2.27 |
| F | 2.82 (a,b) | 4.81 (b) | 4.92 (a,b) | 45.15 (b) | 0.14 | −0.09 | −2.07 | −2.65 |
Table 6.
Comparison of WPC board properties from spruce wood with properties of WPC from alien wood species.
Table 6.
Comparison of WPC board properties from spruce wood with properties of WPC from alien wood species.
| Property | Spruce | Alien |
|---|---|---|
| % | % | |
| Density in g·cm−3 | 0.946 | 0.871–0.963 |
| Flexural strength in MPa | 15.98 | 13.69–15.60 |
| Modulus of elasticity in MPa | 807 | 550–876 |
| Tensile strength in MPa | 7.18 | 6.46–7.52 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Medved, S.; Tomec, D.K.; Balzano, A.; Merela, M. Alien Wood Species as a Resource for Wood-Plastic Composites. Appl. Sci. 2021, 11, 44. https://0-doi-org.brum.beds.ac.uk/10.3390/app11010044
AMA Style
Medved S, Tomec DK, Balzano A, Merela M. Alien Wood Species as a Resource for Wood-Plastic Composites. Applied Sciences. 2021; 11(1):44. https://0-doi-org.brum.beds.ac.uk/10.3390/app11010044
Chicago/Turabian StyleMedved, Sergej, Daša Krapež Tomec, Angela Balzano, and Maks Merela. 2021. "Alien Wood Species as a Resource for Wood-Plastic Composites" Applied Sciences 11, no. 1: 44. https://0-doi-org.brum.beds.ac.uk/10.3390/app11010044
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.