
Effects of Carbon Doping and Annealing Temperature on Magnetic MnAl Powders and MnAl Polymeric Composites

 ,
,
Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
3. Results
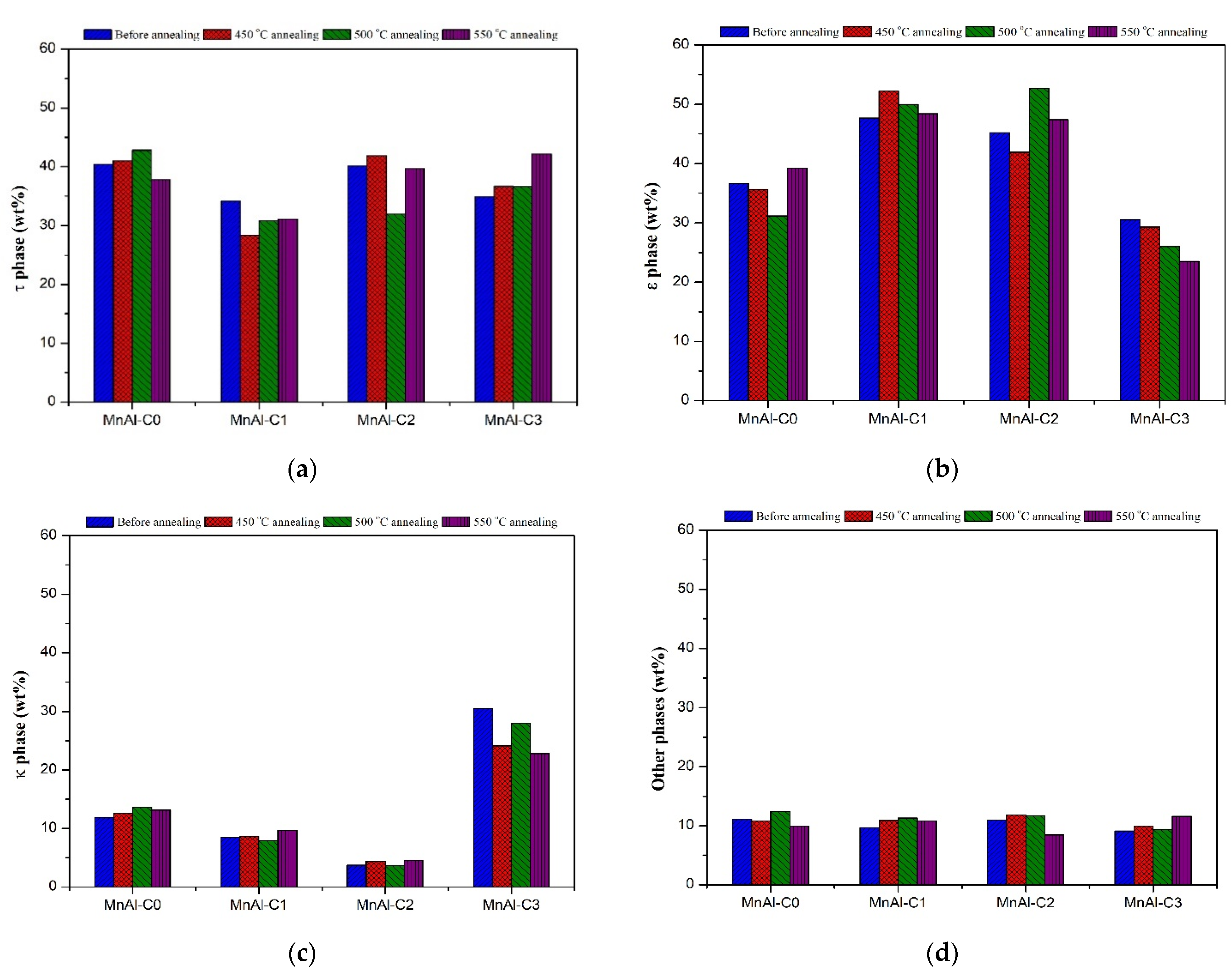
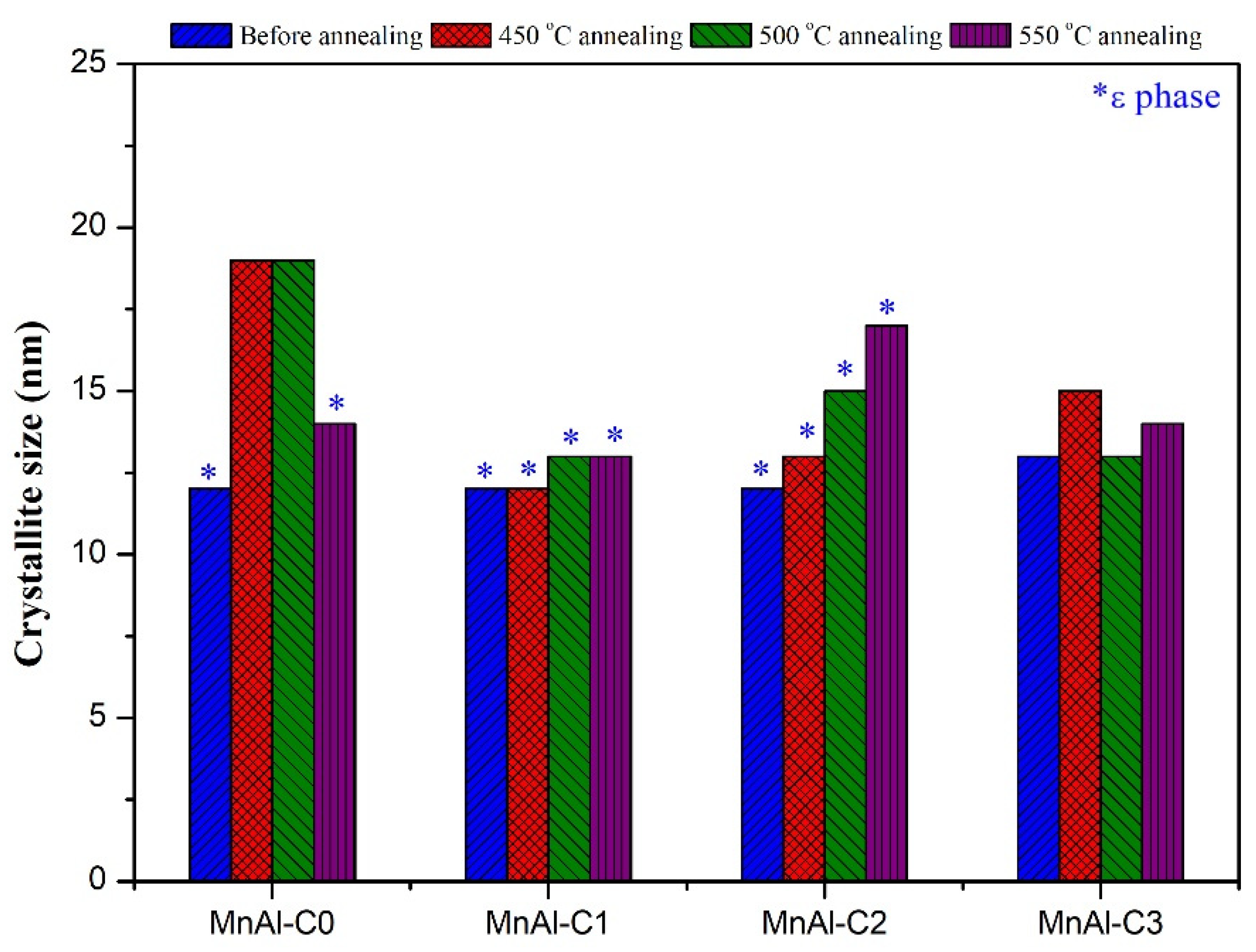
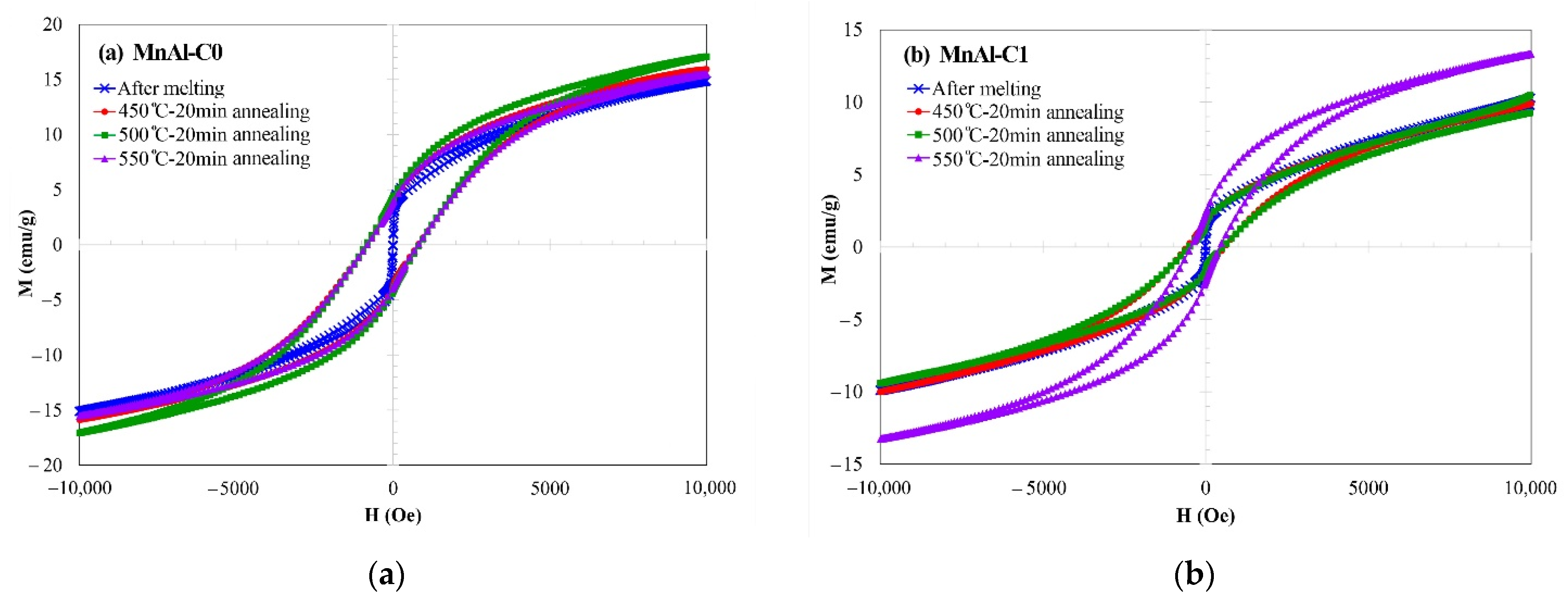
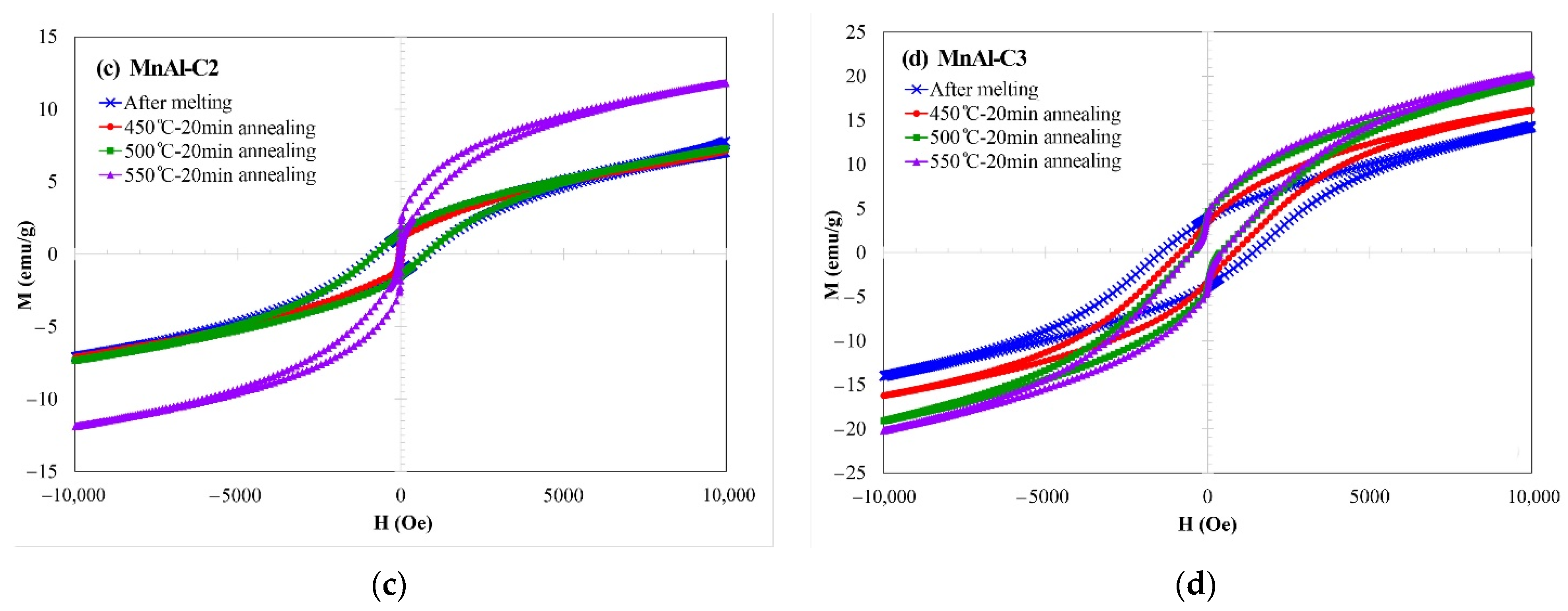
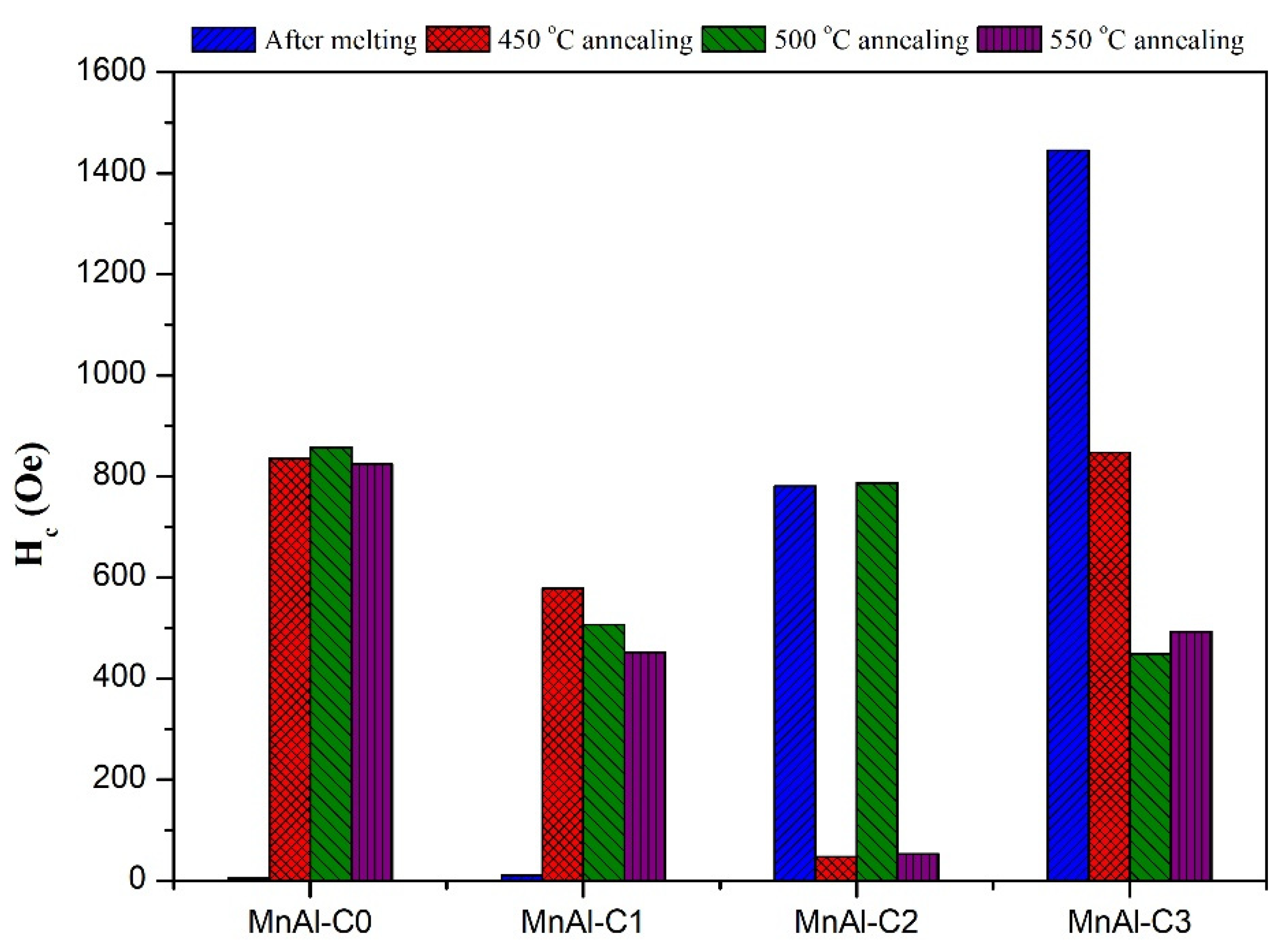
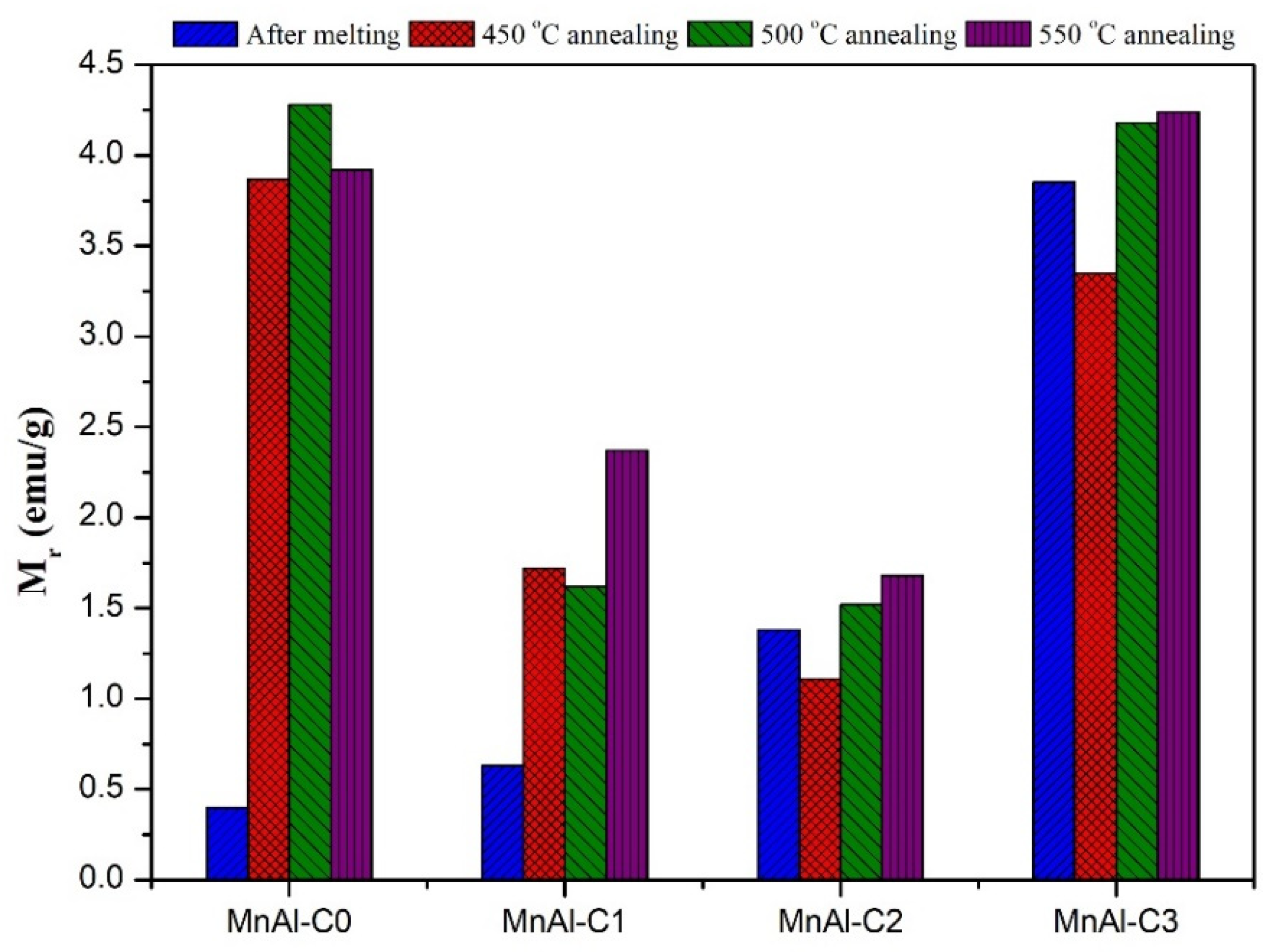
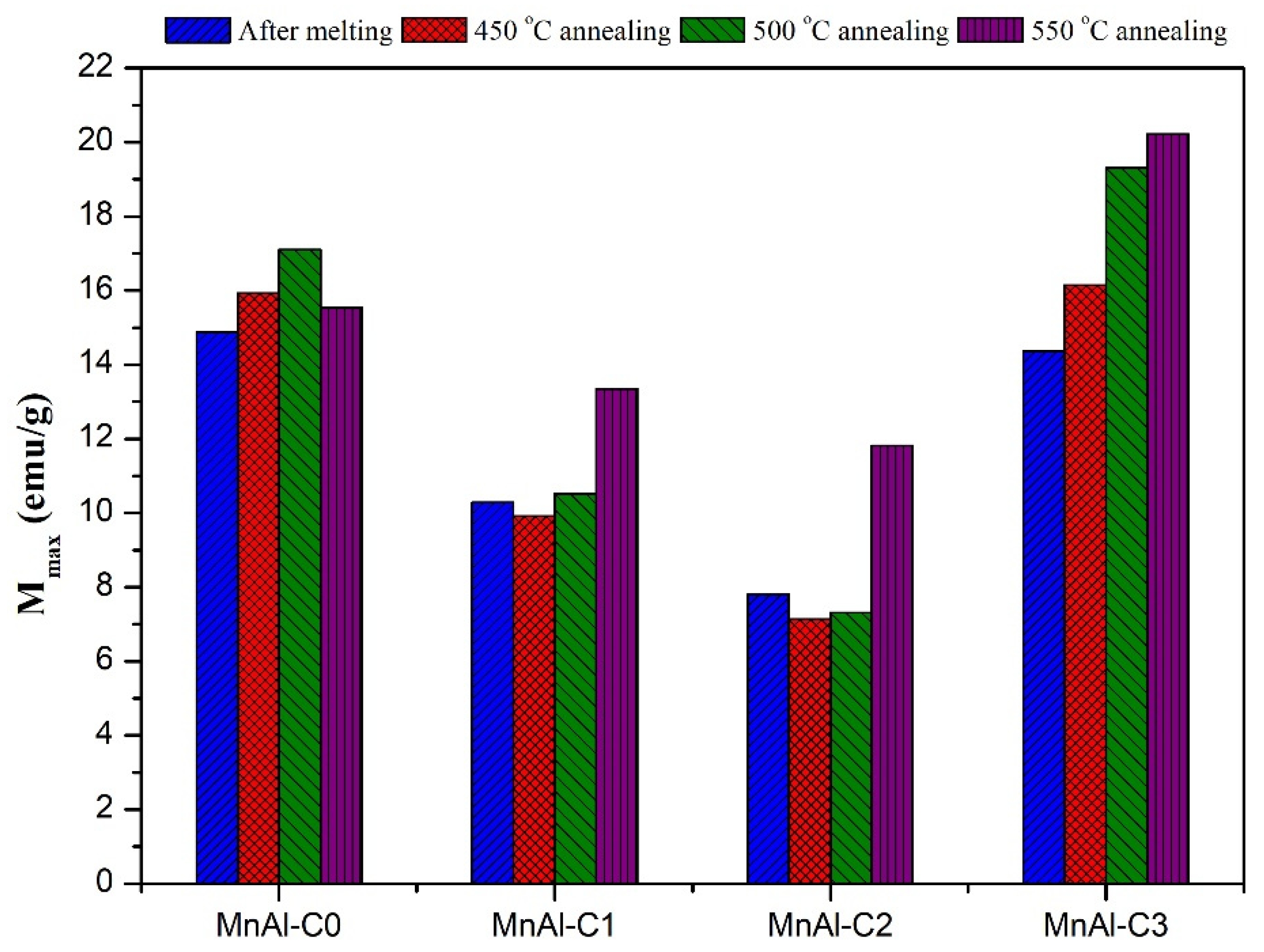
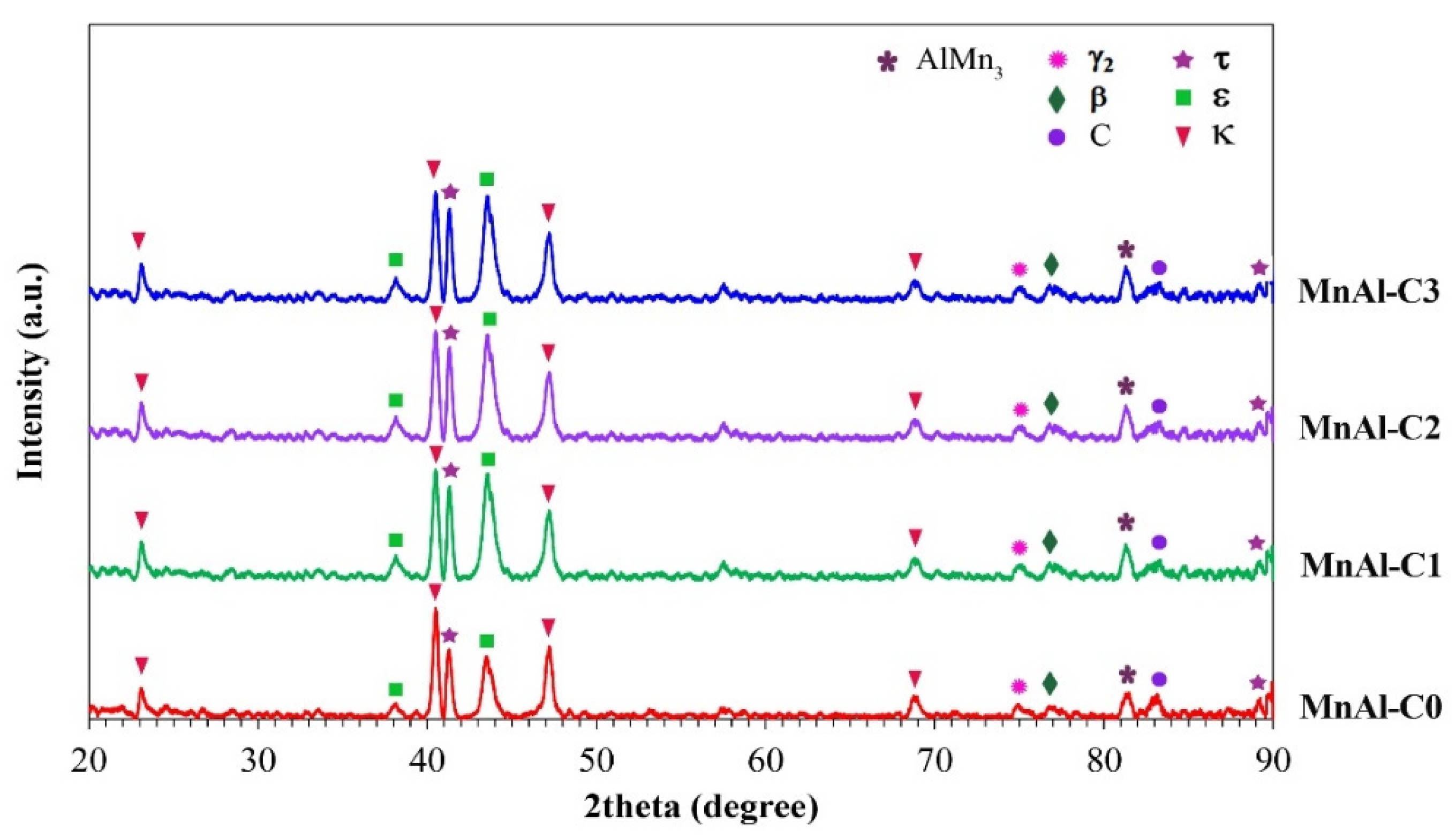
3.1. MnAl–C Powders after Annealing
3.2. MnAl–C Powders after Magnetic Separation
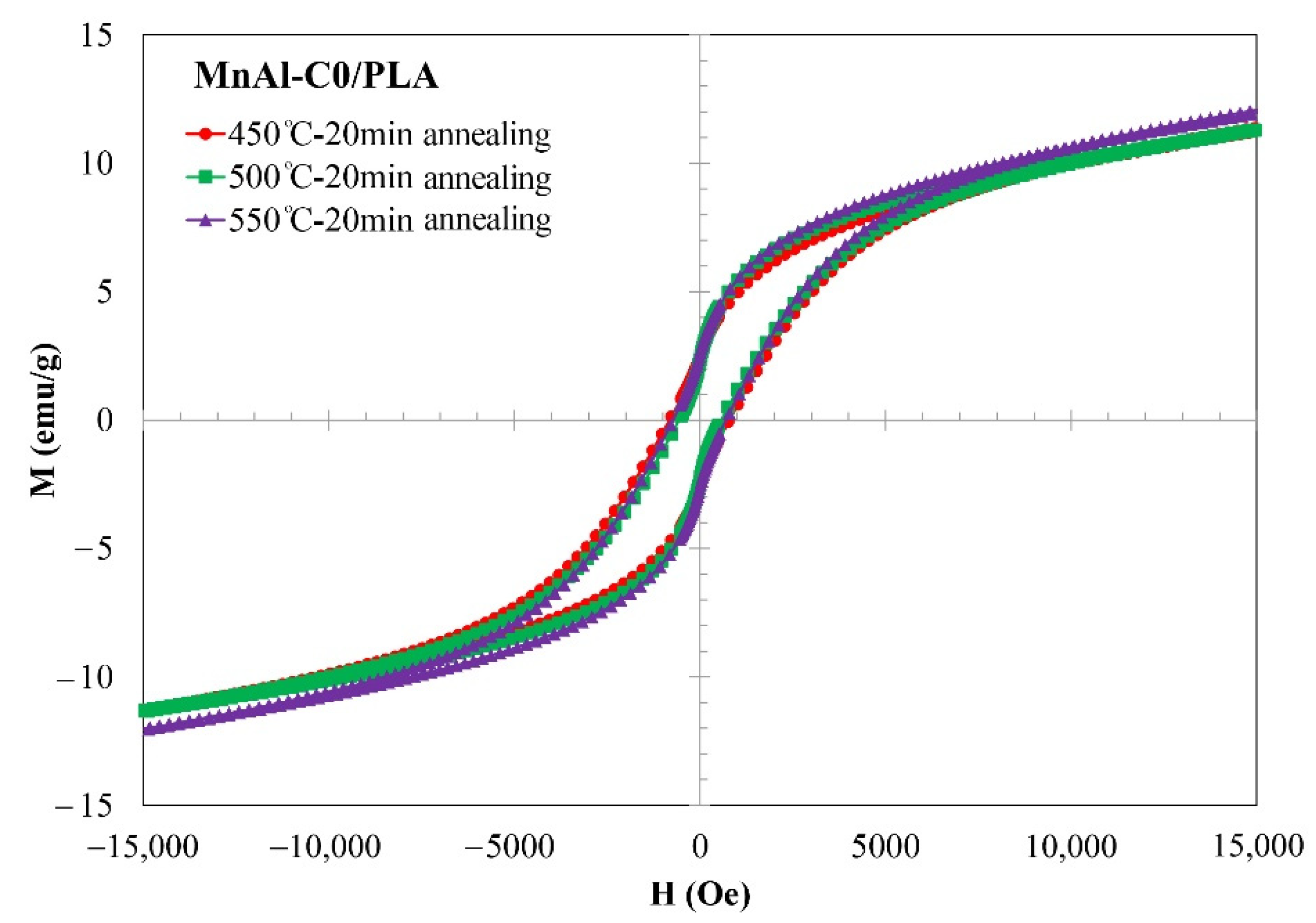
3.3. MnAl-C/PLA Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huber, C.; Abert, C.; Bruckner, F.; Groenefeld, M.; Muthsam, O.; Schuschnigg, S.; Sirak, K.; Thanhoffer, R.; Teliban, I.; Vogler, C.; et al. 3D print of polymer bonded rare-earth magnets, and 3D magnetic field scanning with an end-user 3D printer. Appl. Phys. Lett. 2016, 109, 162401. [Google Scholar] [CrossRef]
- Jacimovic, J.; Binda, F.; Herrmann, L.G.; Greuter, F.; Genta, J.; Calvo, M.; Tomse, T.; Simon, R.A. NdFeB net shape 3D printed permanent magnet. Adv. Eng. Mater. 2017, 19, 1700098. [Google Scholar] [CrossRef]
- Paranthaman, M.P.; Yildirim, V.; Lamichhane, T.N.; Begley, B.A.; Post, B.K.; Hassen, A.A.; Sales, B.C.; Gandha, K.; Nlebedim, I.C. Additive manufacturing of isotropic NdFeB PPS bonded permanent magnets. Materials 2020, 13, 3319. [Google Scholar] [CrossRef] [PubMed]
- von Petersdorff-Campen, K.; Hauswirth, Y.; Carpenter, J.; Hagmann, A.; Boës, S.; Daners, M.S.; Penner, D.; Meboldt, M. 3D printing of functional assemblies with integrated polymer-bonded magnets demonstrated with a prototype of a rotary blood pump. Appl. Sci. 2018, 8, 1275. [Google Scholar] [CrossRef] [Green Version]
- Palmero, E.M.; Casaleiz, D.; Jiménez, N.A.; Rial, J.; de Vicente, J.; Nieto, A.; Altimira, R.; Bollero, A. Magnetic-polymer composites for bonding and 3D printing of permanent magnets. IEEE Trans. Magn. 2019, 55, 2101004. [Google Scholar] [CrossRef]
- Sonnleitner, K.; Huber, C.; Teliban, I.; Kobe, S.; Saje, B.; Kagerbauer, D.; Reissner, M.; Lengauer, C.; Groenefeld, M.; Suess, D. 3D printing of polymer-bonded anisotropic magnets in an external magnetic field and by a modified production process. Appl. Phys. Lett. 2020, 116, 092403. [Google Scholar] [CrossRef]
- Domingo-Roca, R.; Jackson, J.C.; Windmill, J.F.C. 3D-printing polymer-based permanent magnets. Mater. Des. 2018, 153, 120–128. [Google Scholar] [CrossRef] [Green Version]
- Hodaei, A.; Akhlaghi, O.; Khani, N.; Aytas, T.; Sezer, D.; Tatli, B.; Menceloglu, Y.Z.; Koc, B.; Akbulut, O. Single additive enables 3D printing of highly loaded iron oxide suspensions. ACS Appl. Mater. Interf. 2018, 10, 9873–9881. [Google Scholar] [CrossRef] [PubMed]
- Khazdozian, H.A.; Manzano, J.S.; Gandha, K.; Slowing, I.I.; Nlebedim, I.C. Recycled Sm-Co bonded magnet filaments for 3D printing of magnets. AIP Adv. 2018, 8, 056722. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.W.; Chen, C.; Zheng, Z.G.; Tan, B.H.; Ramanujan, R.V. Phase transitions and hard magnetic properties for rapidly solidified MnAl alloys doped with C, B, and rare earth elements. J. Mater. Sci. 2012, 47, 2333–2338. [Google Scholar] [CrossRef]
- Zhao, S.; Wu, Y.; Zhang, C.; Wang, J.; Fu, Z.; Zhang, R.; Jiang, C. Stabilization of τ–phase in carbon-doped MnAl magnetic alloys. J. Alloys Compd. 2018, 755, 257–264. [Google Scholar] [CrossRef]
- Cui, J.; Kramer, M.; Zhou, L.; Liu, F.; Gabay, A.; Hadjipanayis, G.; Balasubramanian, B.; Sellmyer, D. Current progress and future challenges in rare-earth-free permanent magnets. Acta Mater. 2018, 158, 118–137. [Google Scholar] [CrossRef]
- Chaturvedi, A.; Yaqub, R.; Baker, I. Microstructure and magnetic properties of bulk nanocrystalline MnAl. Metals 2014, 4, 20–27. [Google Scholar] [CrossRef] [Green Version]
- Thielsch, J.; Bittner, F.; Woodcock, T.G. Magnetization reversal processes in hot-extruded τ-MnAl-C. J. Magn. Magn. Mater. 2017, 426, 25–31. [Google Scholar] [CrossRef]
- Qian, H.D.; Si, P.Z.; Park, J.; Cho, K.M.; Choi, C.J. Structure and magnetic properties of nanocrystalline MnAl-C prepared by solid-state reaction and high-pressure compaction. J. Electron. Mater. 2019, 48, 1395–1399. [Google Scholar] [CrossRef]
- Si, P.Z.; Park, J.; Qian, H.D.; Choi, C.J.; Li, Y.S.; Ge, H. Enhanced magnetic performance of bulk nanocrystalline MnAl-C prepared by high pressure compaction of gas atomized powder. Bull. Mater. Sci. 2019, 42, 95. [Google Scholar] [CrossRef] [Green Version]
- Si, P.Z.; Qian, H.D.; Wang, X.Y.; Yang, Y.; Park, J.H.; Ge, H.L.; Choi, C.J. High-pressure synthesis of high coercivity bulk MnAl-C magnets from melt-spun ribbons. J. Electron. Mater. 2019, 48, 794–798. [Google Scholar] [CrossRef]
- Tyrman, M.; Ahmim, S.; Pasko, A.; Etgens, V.; Mazaleyrat, F.; Quetel-Weben, S.; Perrière, L.; Guillot, I. Anisotropy of the ferromagnetic L10 phase in the Mn-Al-C alloys induced by high-pressure spark plasma sintering. AIP Adv. 2018, 8, 056217. [Google Scholar] [CrossRef]
- Madugundo, R.; Koylu-Alkan, O.; Hadjipanayis, G.C. Bulk Mn-Al-C permanent magnets prepared by various techniques. AIP Adv. 2016, 6, 056009. [Google Scholar] [CrossRef] [Green Version]
- Palmero, E.M.; Rial, J.; de Vicente, J.; Camarero, J.; Skårman, B.; Vidarsson, H.; Larsson, P.O.; Bollero, A. Development of permanent magnet MnAlC/polymer composites and flexible filament for bonding and 3D-printing technologies. Sci. Technol. Adv. Mater. 2018, 19, 465–473. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Charoensuk, T.; Saetang, P.; Ruttanapun, C.; Phrompet, C.; Pinitsoontorn, S.; Sirisathitkul, C. Ferromagnetism of manganese-aluminium alloyed with 0–3% carbon from direct induction melting and subsequent annealing. Rom. Rep. Phys. 2020, 72, 507. [Google Scholar]
- Vorokh, A.S. Scherrer formula: Estimation of error in determining small nanoparticle size. Nanosyst. Phys. Chem. Math. 2018, 9, 364–369. [Google Scholar] [CrossRef] [Green Version]
- Crisan, A.D.; Vasiliu, F.; Nicula, R.; Bartha, C.; Mercioniu, I.; Crisan, O. Thermodynamic, structural and magnetic studies of phase transformations in MnAl nanocomposite alloys. Mater. Charact. 2018, 140, 1–8. [Google Scholar] [CrossRef]
- Lu, W.; Niu, J.; Wang, T.; Xia, K.; Xiang, Z.; Song, Y.; Mi, Z.; Zhang, W.; Tian, W.; Yan, Y. Phase transformation kinetics and microstructural evolution of MnAl permanent magnet alloys. J. Alloys Compd. 2016, 685, 992–996. [Google Scholar] [CrossRef]
- Nguyen, V.T.; Calvayrac, F.; Bajorek, A.; Randrianantoandro, N. Mechanical alloying and theoretical studies of MnAl(C) magnets. J. Magn. Magn. Mater. 2018, 462, 96–104. [Google Scholar] [CrossRef]
- Palanisamy, D.; Srivastava, C.; Madras, G.; Chattopadhyay, K. High-temperature transformation pathways for metastable ferromagnetic binary Heusler (Al–55 at.% Mn) alloy. J. Mater. Sci. 2017, 52, 4109–4119. [Google Scholar] [CrossRef]
- Tang, F.; Bogdanovski, D.; Bajenova, I.; Khvan, A.; Dronskowski, R.; Hallstedt, B. A CALPHAD assessment of Al-Mn-C system supported by ab initio calculations. Calphad 2018, 60, 231–239. [Google Scholar] [CrossRef]
- Dierkes, H.; van Leusen, J.; Bogdanovski, D.; Dronskowski, R. Synthesis, crystal structure, magnetic properties, and stability of the manganese-rich “Mn3AlC” κ phase. Inorg. Chem. 2017, 56, 1045–1048. [Google Scholar] [CrossRef]
- Makled, H.; Matsui, T.; Tsuda, H.; Mabuchi, M.; El-Mansy, M.K.; Morii, K. Magnetic and dynamic mechanical properties of barium ferrite–natural rubber composites. J. Mater. Process. Technol. 2005, 160, 229–233. [Google Scholar] [CrossRef]
- Hunyek, A.; Sririsathitkul, C.; Jantaratana, P. Magnetic and dielectric properties of natural rubber and polyurethane composites filled with cobalt ferrite. Plast. Rubber Compos. 2013, 42, 89–92. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Photograph | SEM Micrograph | Elemental Composition Averaged from EDS Spectra | |
|---|---|---|---|
 Magnetic powder |  | at% | |
| Mn | 43.1 | ||
| Al | 22.6 | ||
| C | 22.1 | ||
| O | 12.1 | ||
 Nonmagnetic powder |  | at% | |
| Mn | 0.2 | ||
| Al | 21.6 | ||
| C | 10.7 | ||
| O | 67.5 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thongsamrit, W.; Charoensuk, T.; Saetang, P.; Jantaratana, P.; Ruttanapun, C.; Sirisathitkul, C. Effects of Carbon Doping and Annealing Temperature on Magnetic MnAl Powders and MnAl Polymeric Composites. Appl. Sci. 2021, 11, 2067. https://0-doi-org.brum.beds.ac.uk/10.3390/app11052067
Thongsamrit W, Charoensuk T, Saetang P, Jantaratana P, Ruttanapun C, Sirisathitkul C. Effects of Carbon Doping and Annealing Temperature on Magnetic MnAl Powders and MnAl Polymeric Composites. Applied Sciences. 2021; 11(5):2067. https://0-doi-org.brum.beds.ac.uk/10.3390/app11052067
Chicago/Turabian StyleThongsamrit, Wannisa, Thanida Charoensuk, Panissa Saetang, Pongsakorn Jantaratana, Chesta Ruttanapun, and Chitnarong Sirisathitkul. 2021. "Effects of Carbon Doping and Annealing Temperature on Magnetic MnAl Powders and MnAl Polymeric Composites" Applied Sciences 11, no. 5: 2067. https://0-doi-org.brum.beds.ac.uk/10.3390/app11052067