
Characterization of Geometry and Surface Texture of AlSi10Mg Laser Powder Bed Fusion Channels Using X-ray Computed Tomography

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
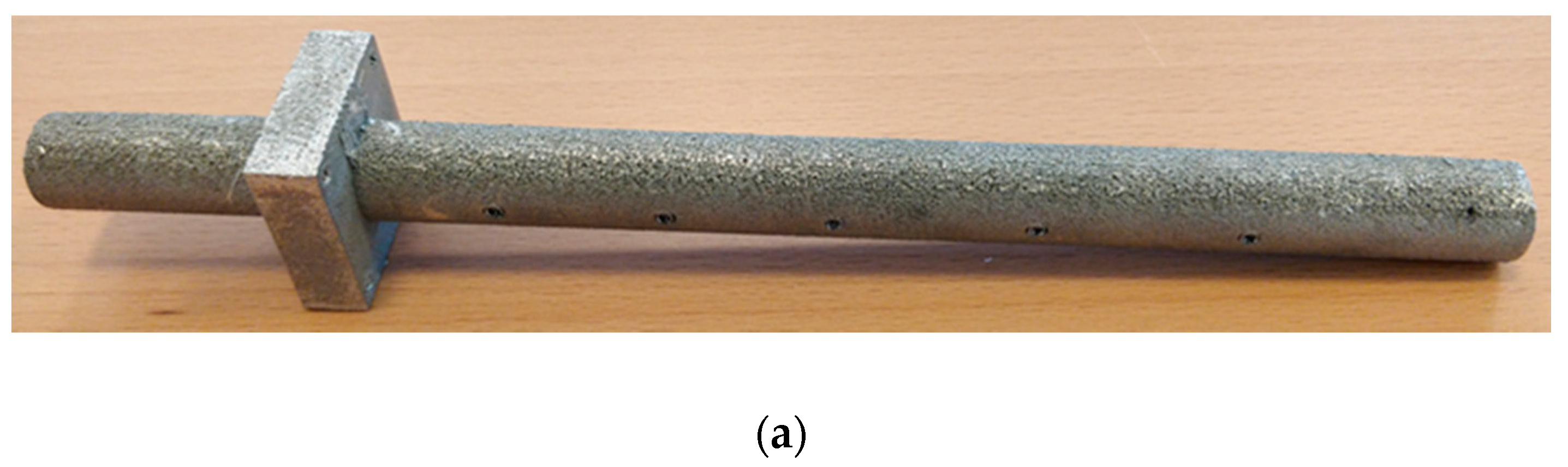
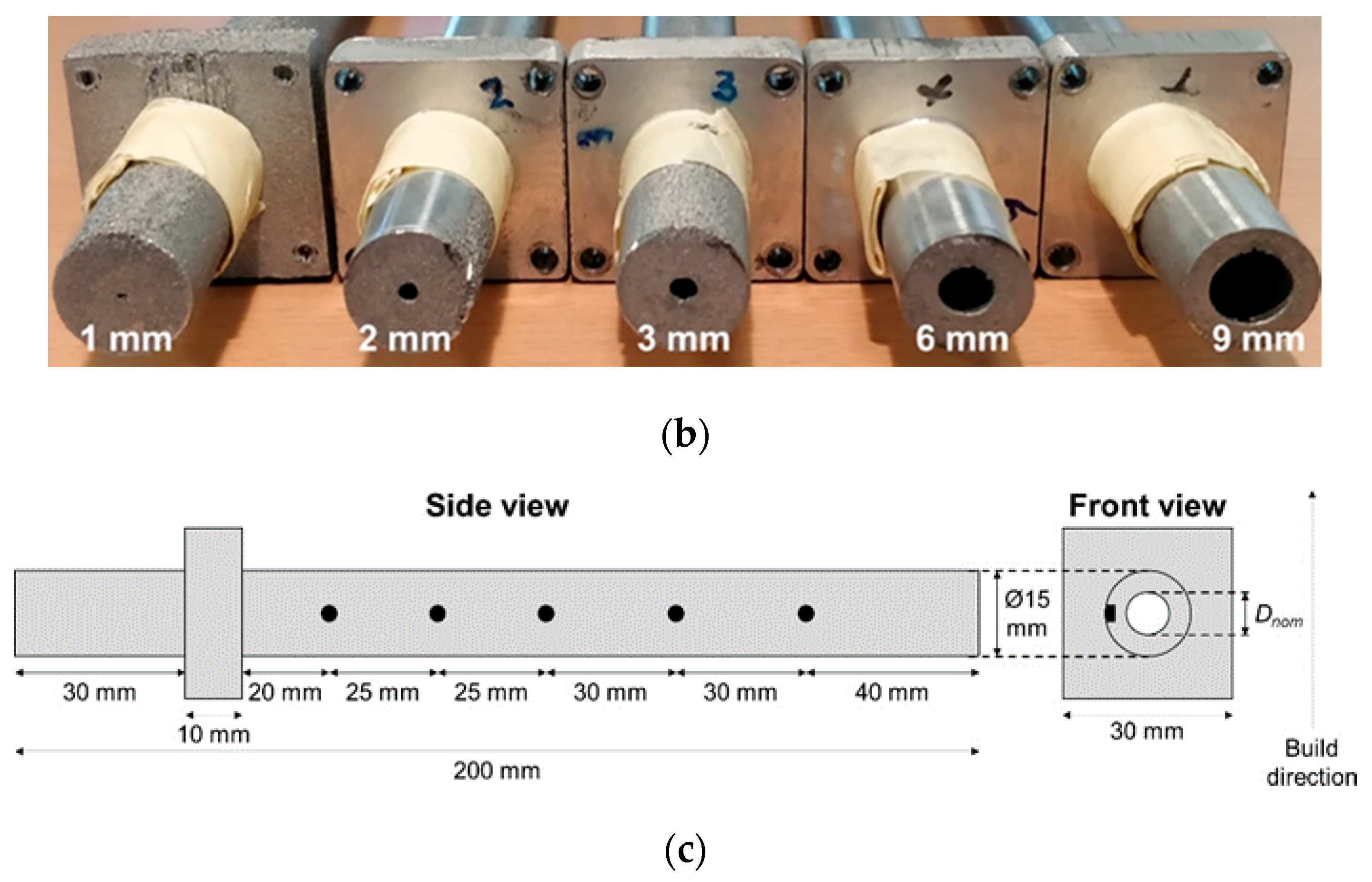
2.1. Investigated Samples
2.2. X-ray CT and Image Analysis
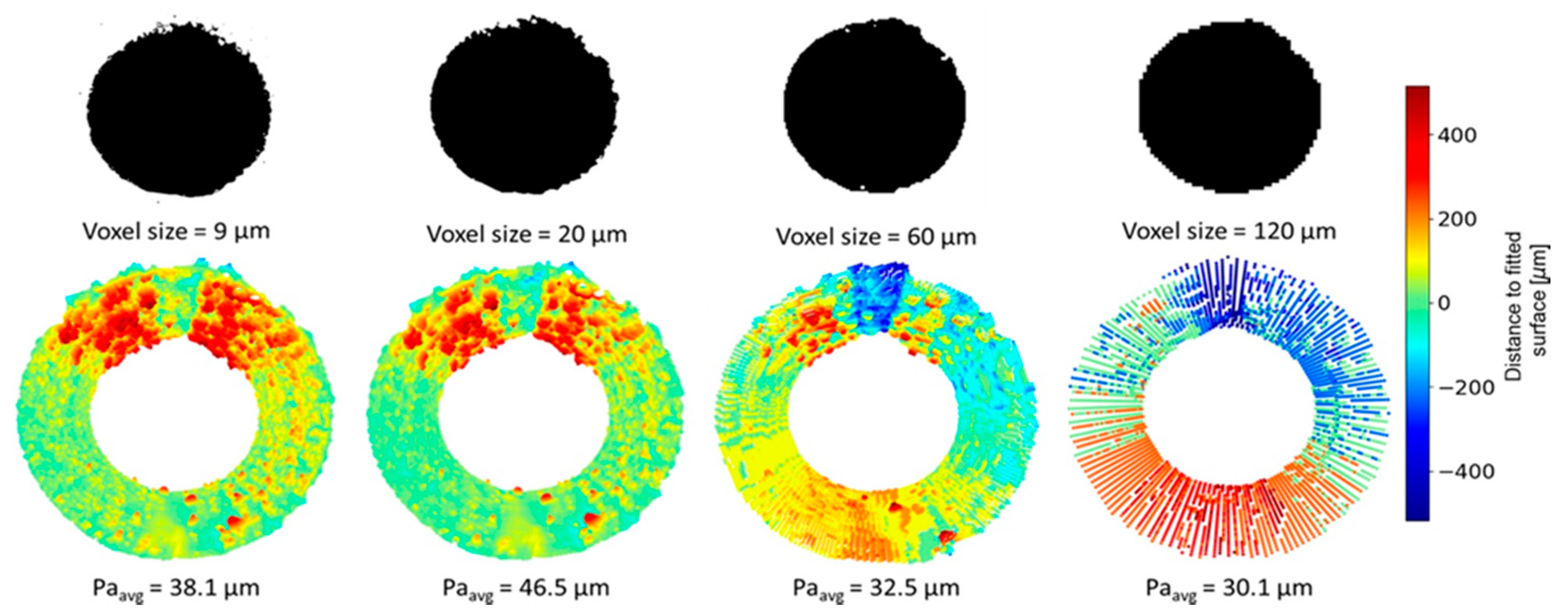
Selection of Voxel Size
2.3. Definition of Surface Profile Parameters of Interest and Fractal Dimension
- Psk is the skewness of the profile, representing mass distribution around the mean line or bias of the profile [9]:
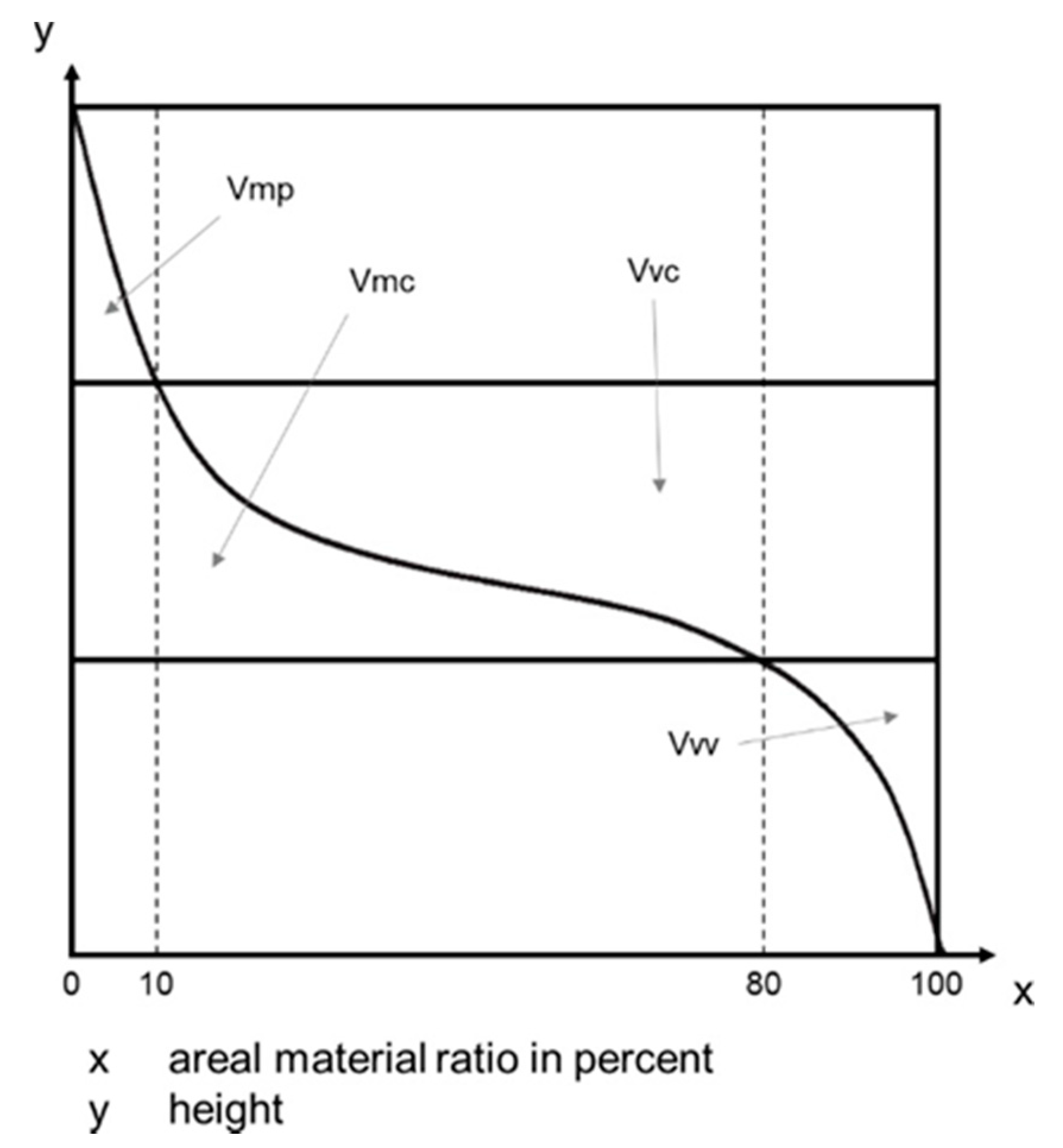
- Pmp (Vmp) is the peak material volume;
- Pmc (Vmc) is the difference in material volume between p and q material ratios (by default p = 10% and q = 80% [33]);
- Pvc (Vvc) is the difference in void volume between p and q material ratios (p = 10%, q = 80%);
- Pvv (Vvv) is the void volume.
2.3.1. Qualitative Comparison of Dross Formation and Profile Parameters
2.3.2. Roughness Prediction Model and Geometry Estimation
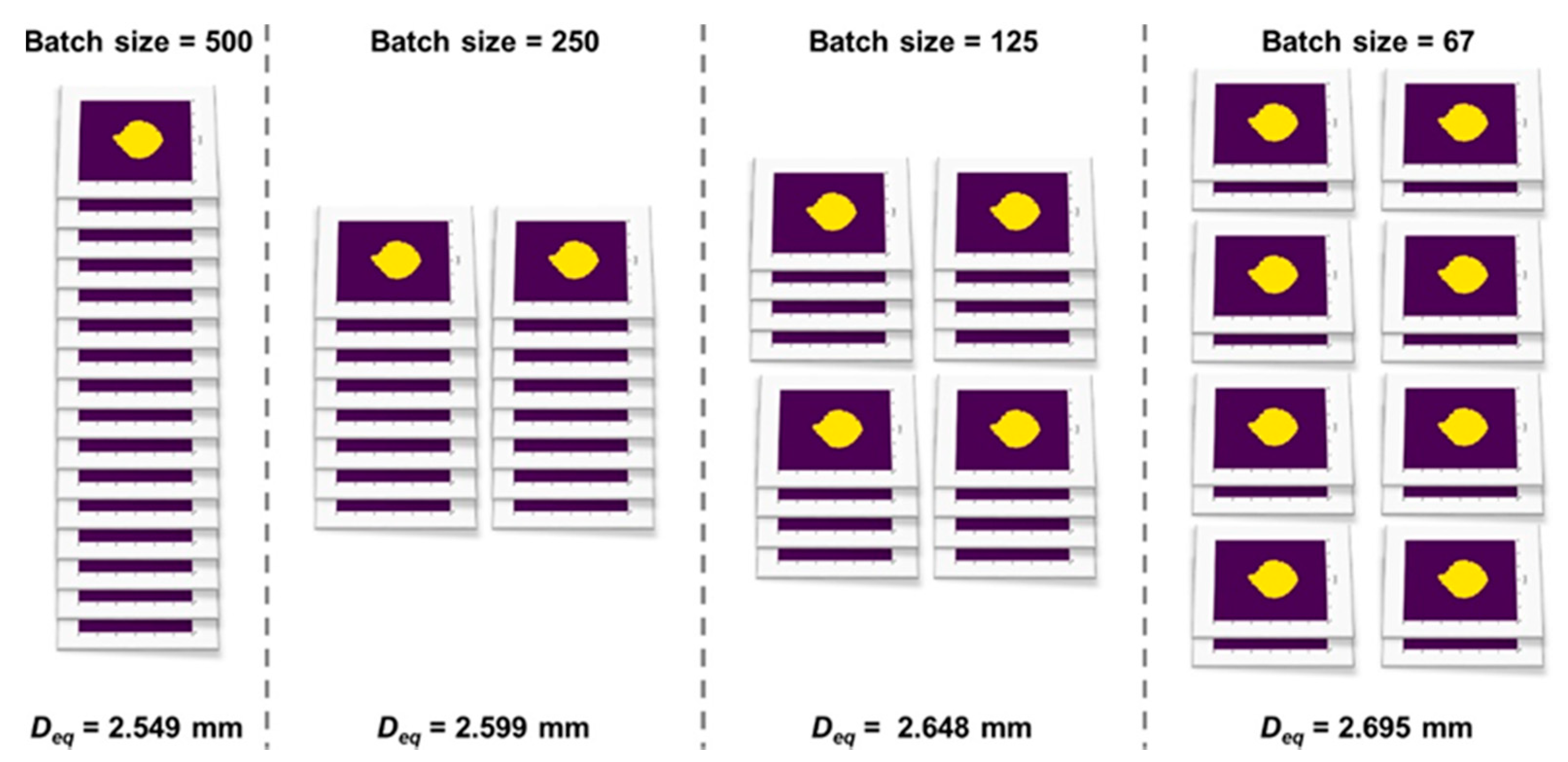
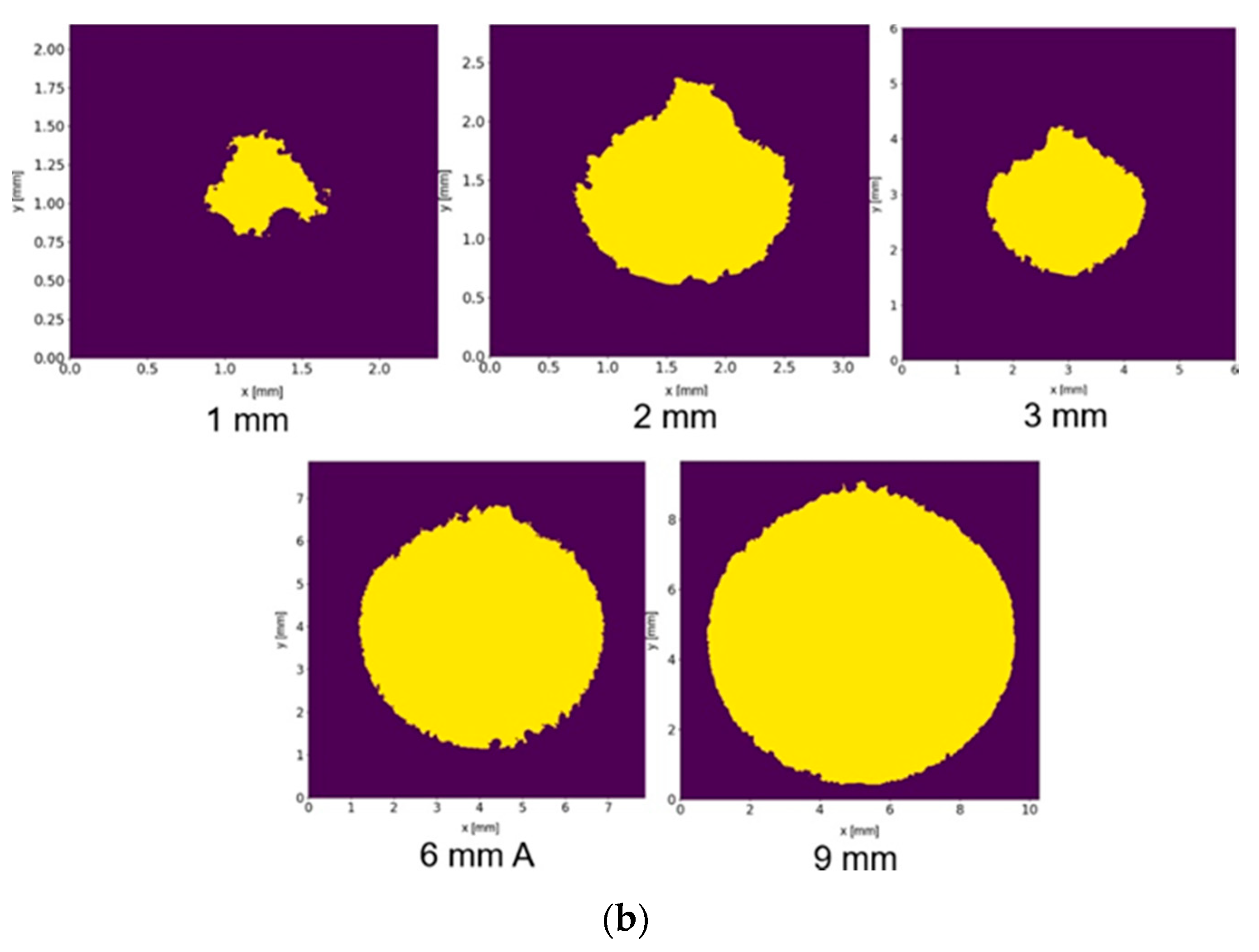
2.4. Equivalent Diameter of the Unobstructed Cross-Sectional Area
3. Results and Discussion
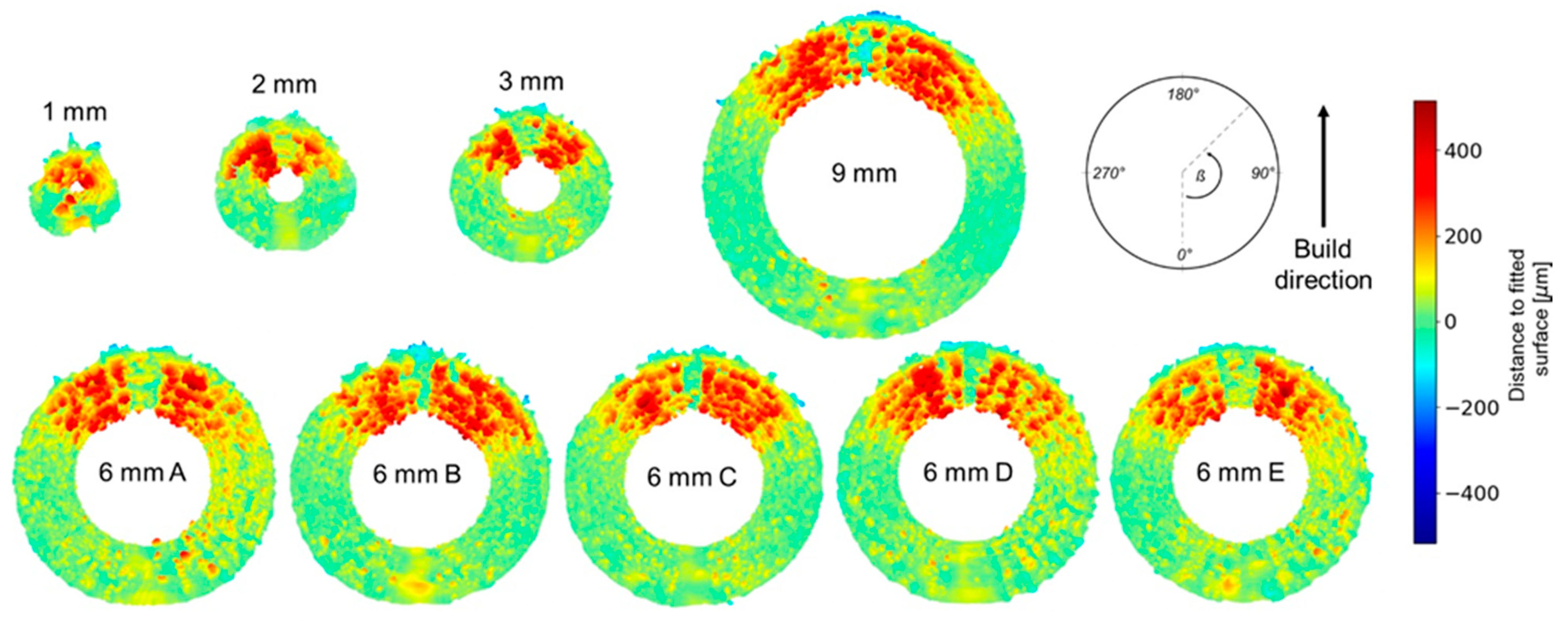
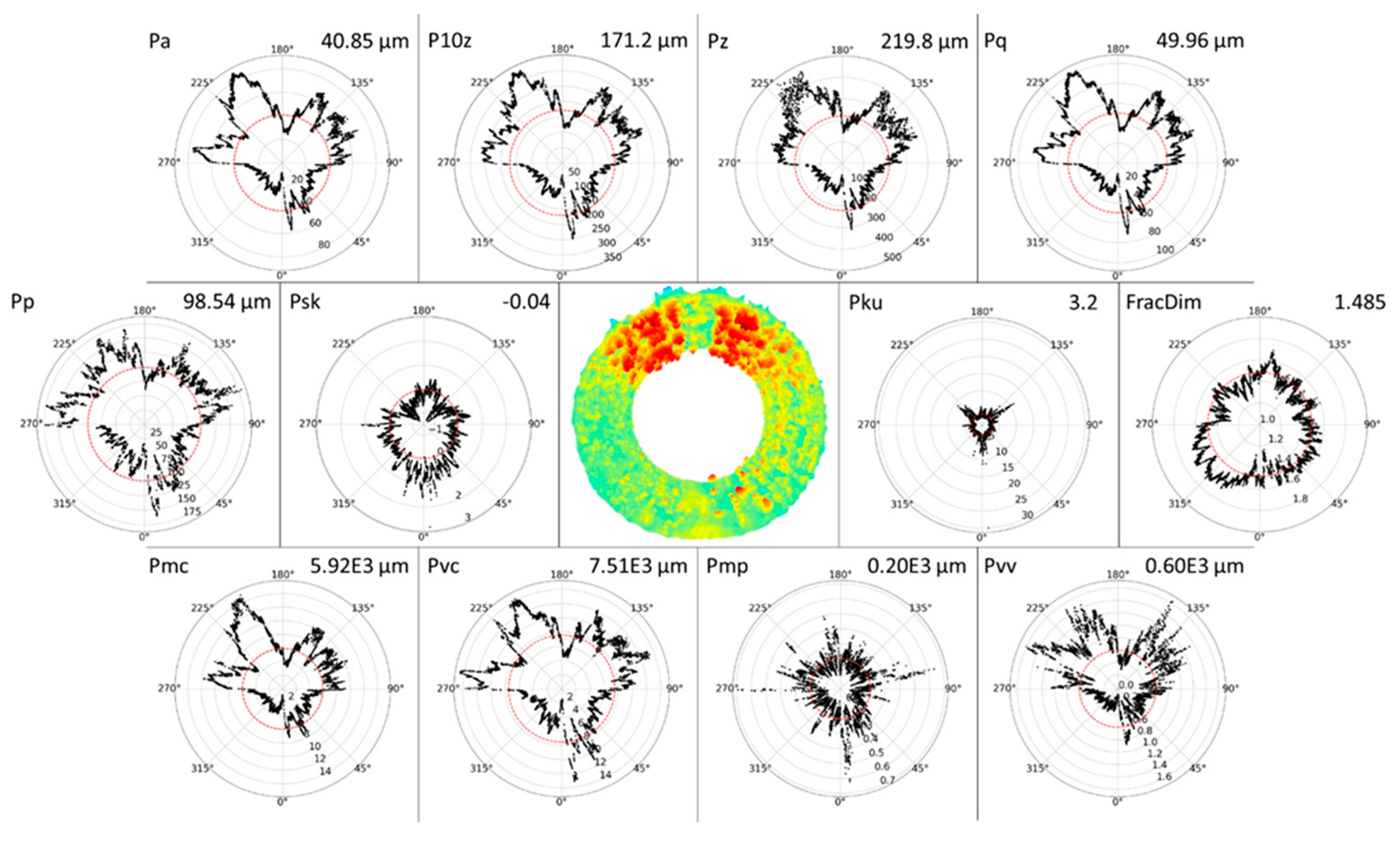
3.1. Qualitative Overview
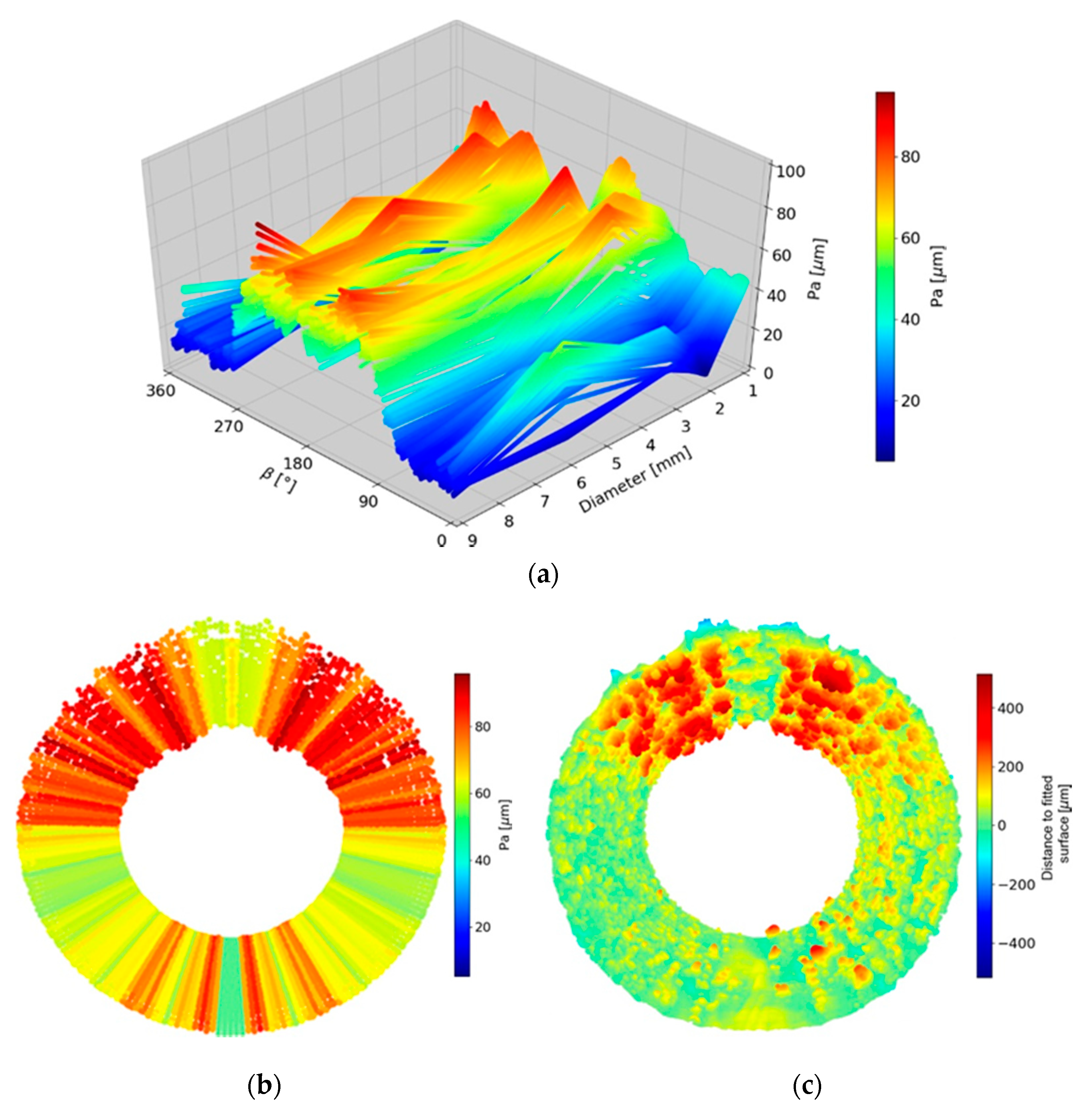
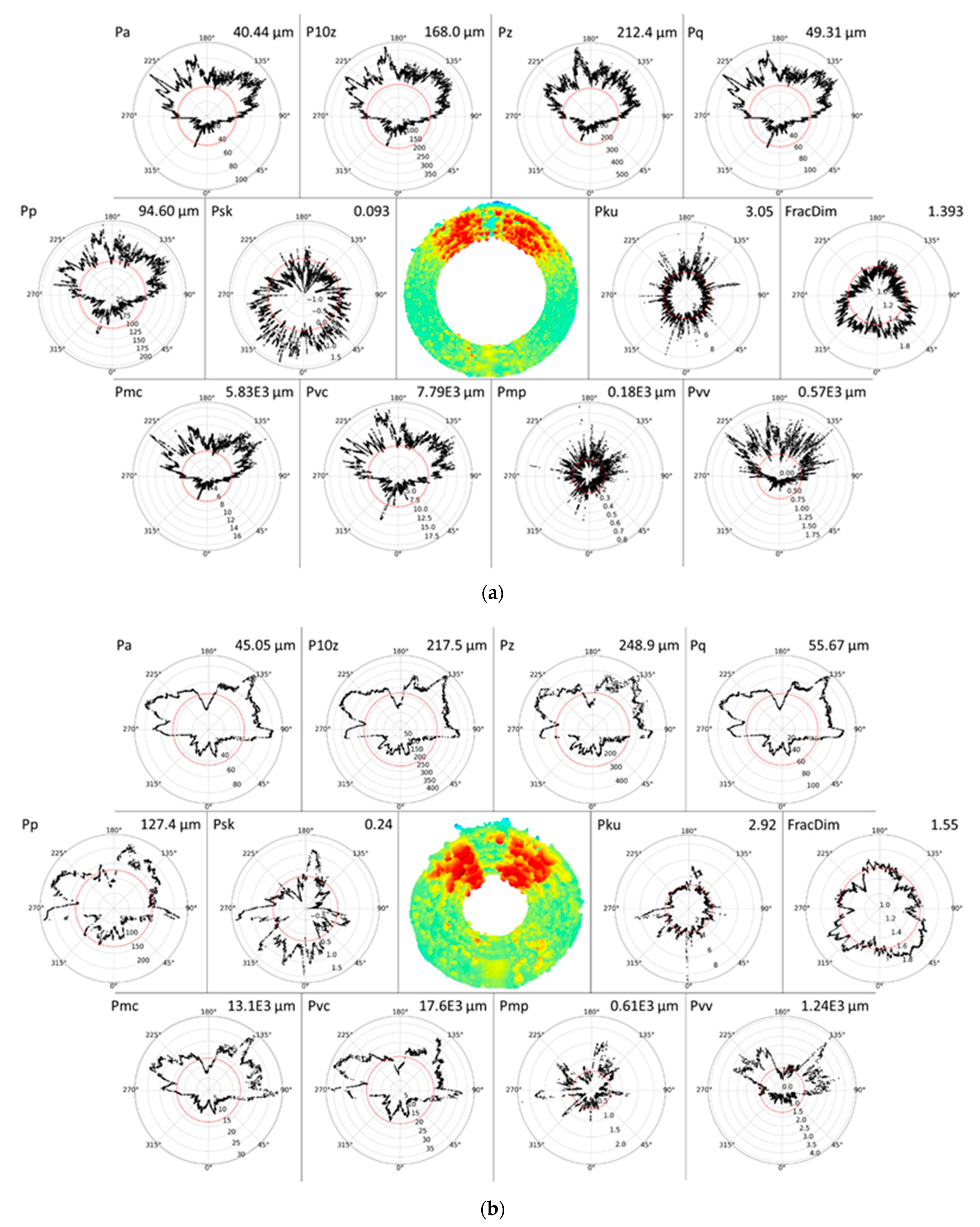
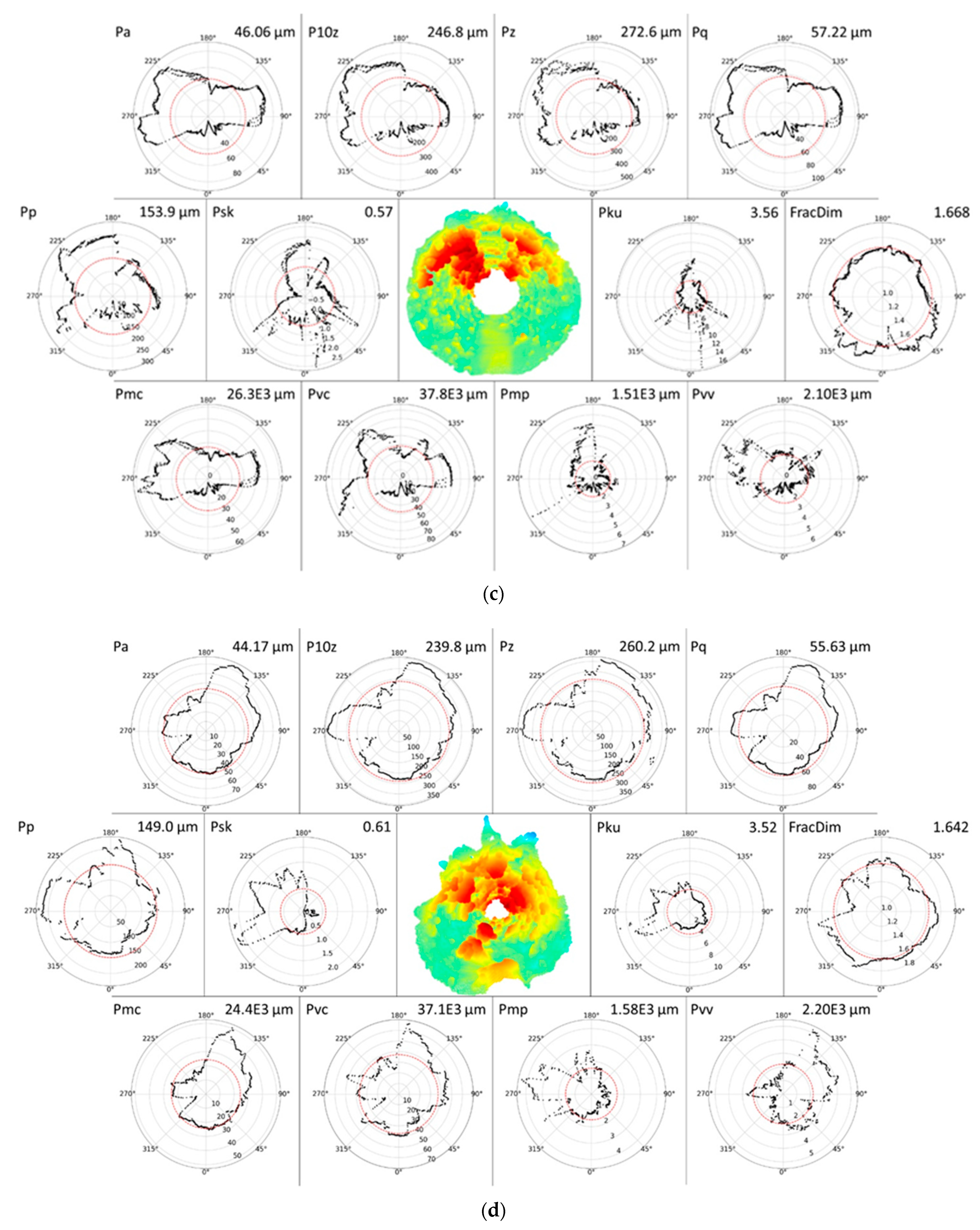
3.2. Geometric and Surface Texture Characterization
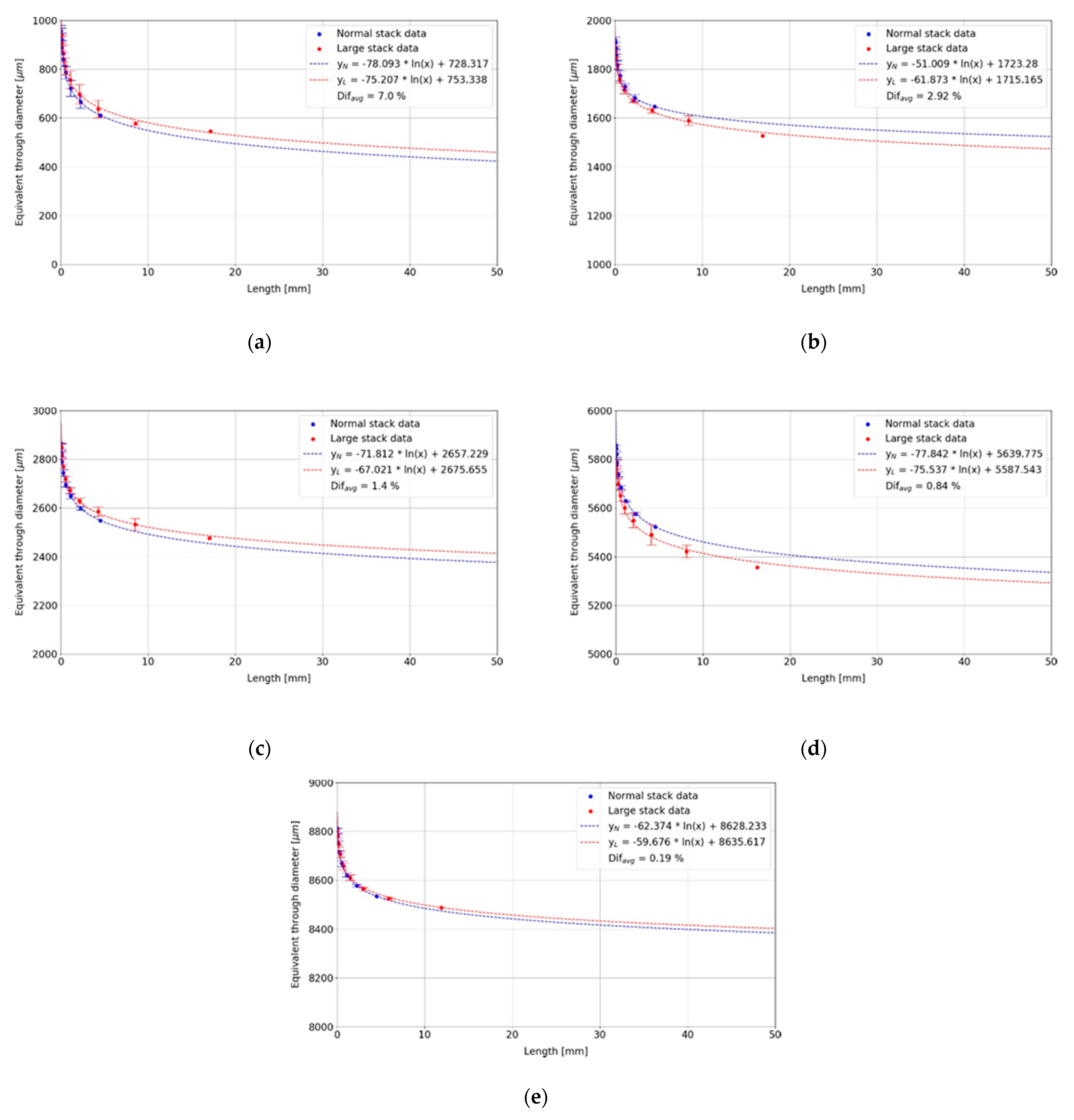
Estimation of the Equivalent Diameter Deq
3.3. Correlation of Surface Profile Parameters and Dross Formation
3.3.1. Obtained Roughness Model and Resulting Geometry Predictions
4. Conclusions
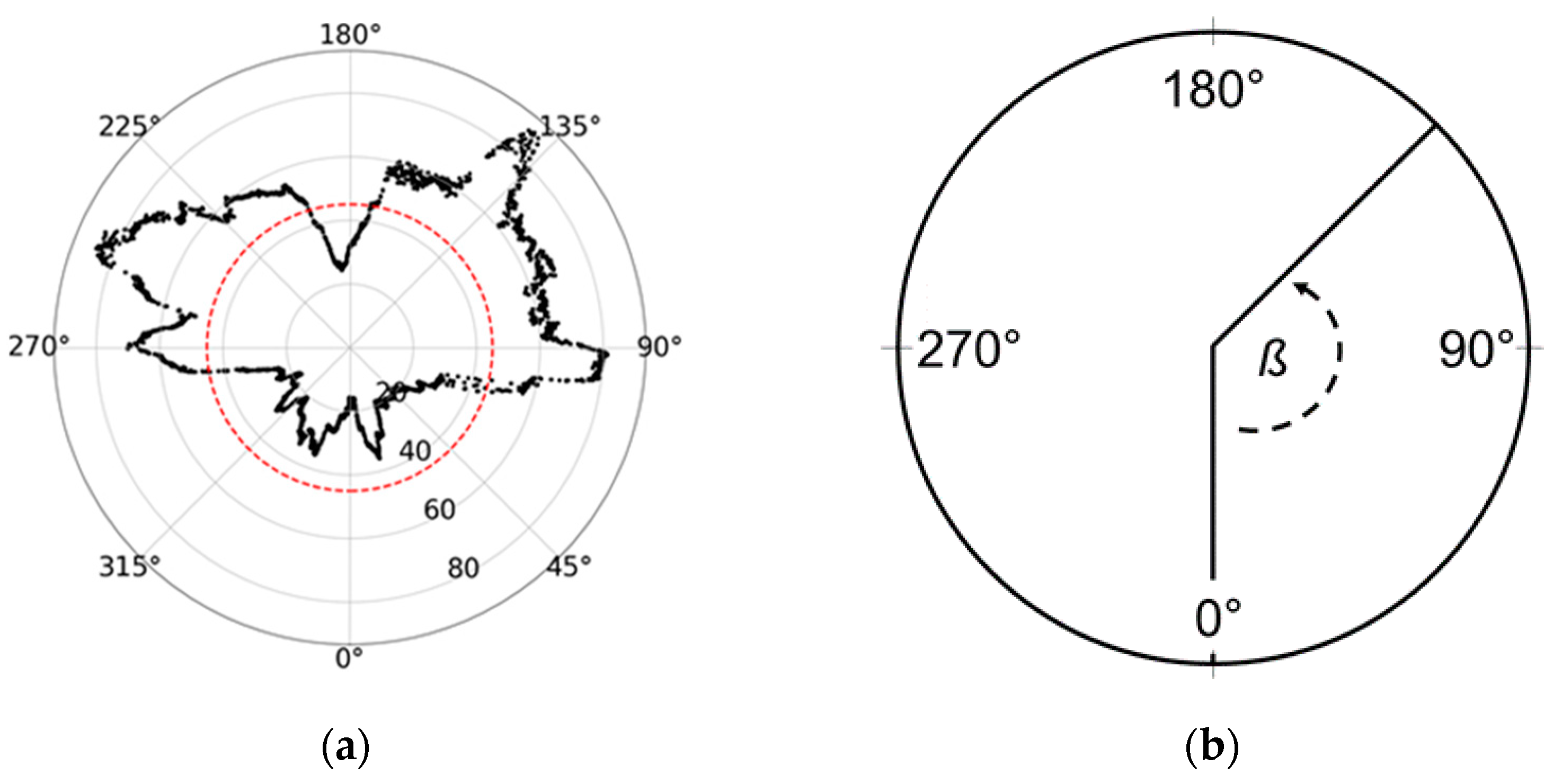
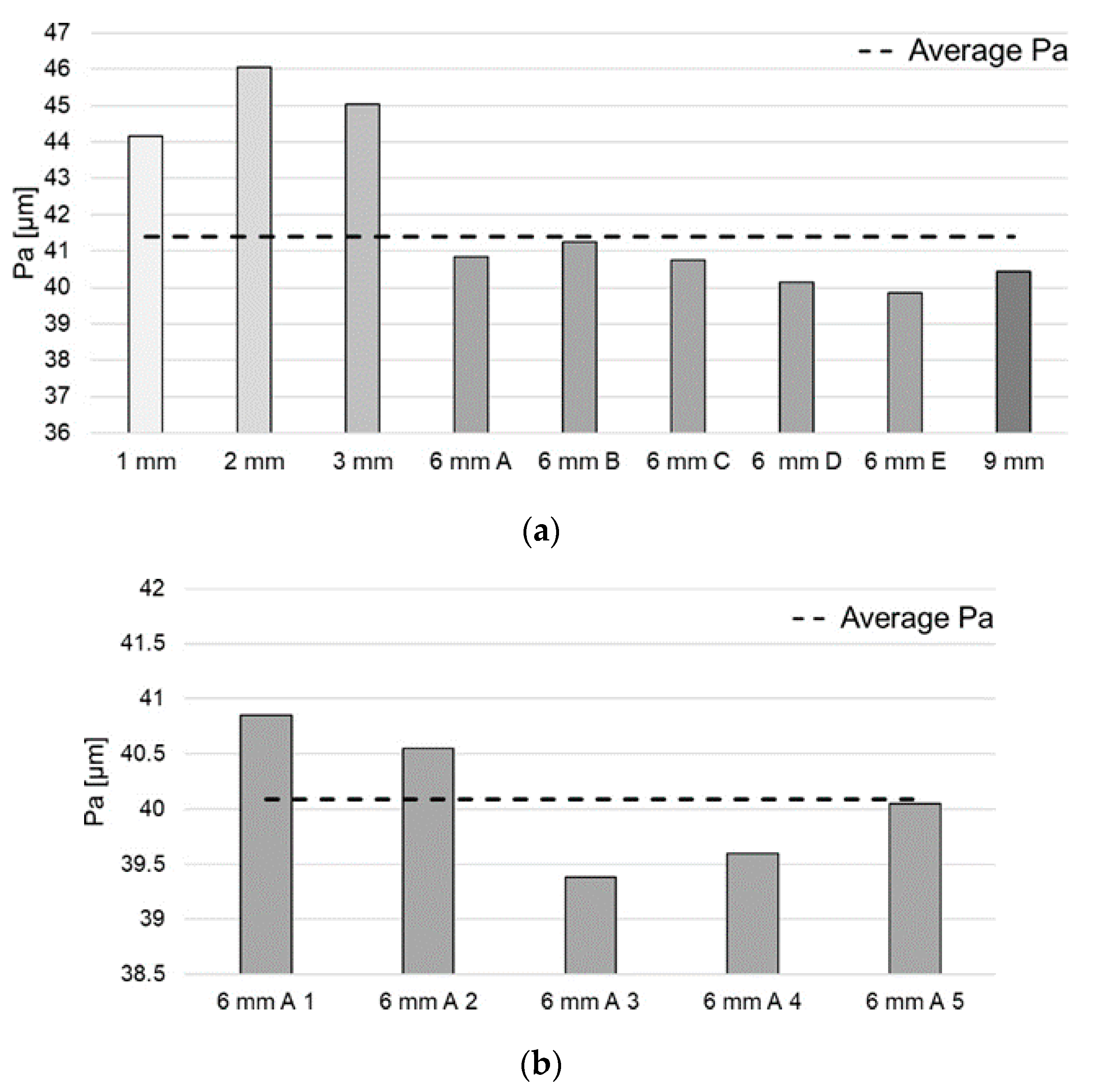
- Pa, P10z, and Pq are interchangeable for the specific purpose of quantifying the variations in the surface texture level depending on the angular local orientation β, hence describing the dross variation around the channel periphery, with only a scaling factor separating the parameters quantitatively;
- Pz, Pp, Pmc, and Pvc are closely related to the above;
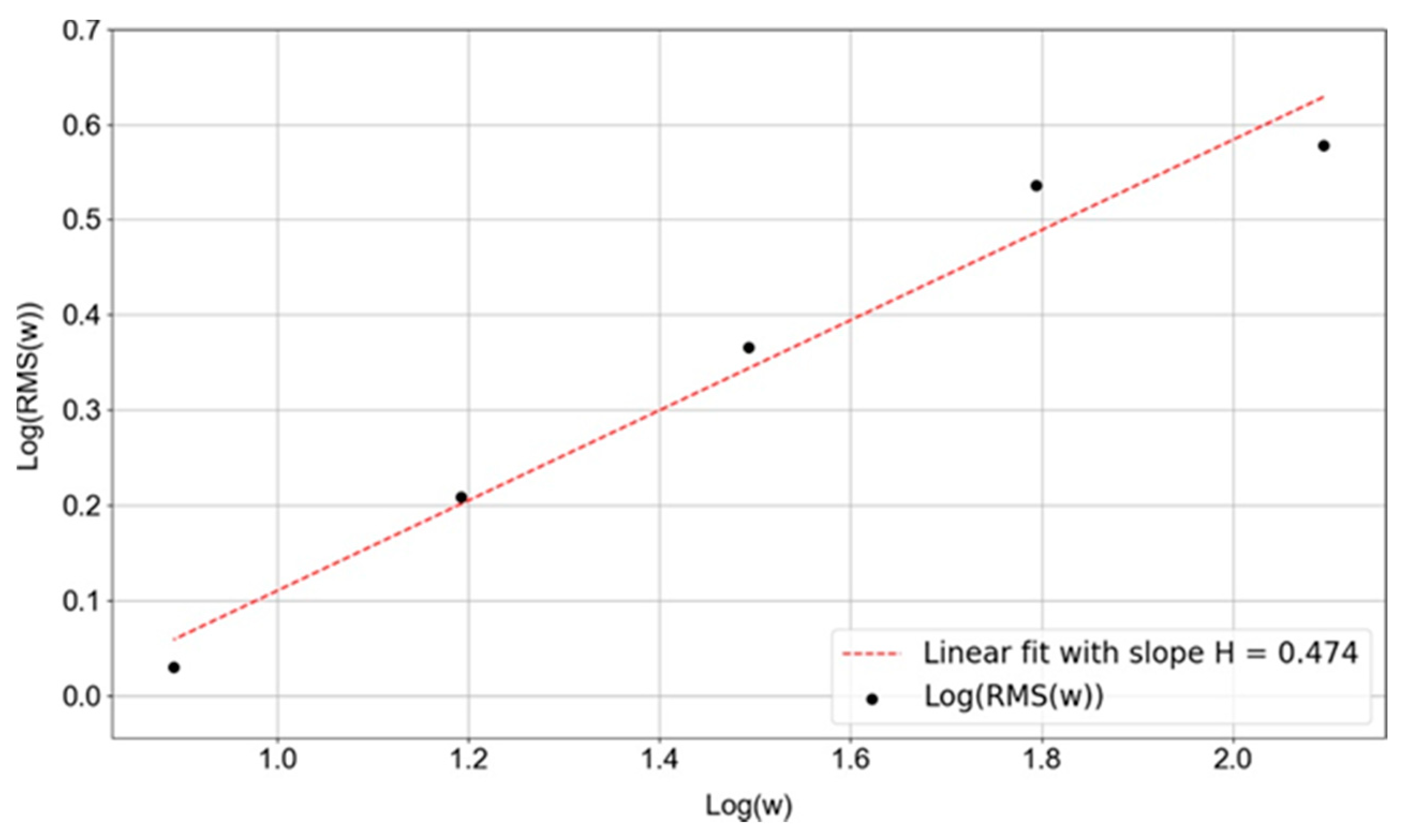
- Pku and Pmp are useful parameters for the characterization of the peak-valley nature of the profiles. Pmp and the fractal dimension of a profile may be used to characterize the degree to which a surface is affected by local distributions of sintered particles and agglomerations;
- The channels could be divided into a group for smaller channels Dnom ≤ 3 mm and a group for larger channels Dnom ≥ 6 mm in terms of quantitative characterization of the observed roughness. The group with smaller channels had an average Pa of around 10% higher than that of the larger channels.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A


References
- Armillotta, A.; Baraggi, R.; Fasoli, S. SLM tooling for die casting with conformal cooling channels. Int. J. Adv. Manuf. Technol. 2014, 71, 573–583. [Google Scholar] [CrossRef] [Green Version]
- Han, Q.; Gu, H.; Soe, S.; Setchi, R.; Lacan, F.; Hill, J. Manufacturability of AlSi10Mg overhang structures fabricated by laser powder bed fusion. Mater. Des. 2018, 160, 1080–1095. [Google Scholar] [CrossRef]
- Wang, D.; Yang, Y.; Yi, Z.; Su, X. Research on the fabricating quality optimization of the overhanging surface in SLM process. Int. J. Adv. Manuf. Technol. 2013, 65, 1471–1484. [Google Scholar] [CrossRef]
- Snyder, J.C.; Stimpson, C.K.; Thole, K.A.; Mongillo, D. Build Direction Effects on Additively Manufactured Channels. Vol. 7B Struct. Dyn. 2015, 138, 1–8. [Google Scholar] [CrossRef]
- Chen, H.; Gu, D.; Xiong, J.; Xia, M. Improving additive manufacturing processability of hard-to-process overhanging structure by selective laser melting. J. Mater. Process. Technol. 2017, 250, 99–108. [Google Scholar] [CrossRef]
- Moody, L.F. Friction Factors for Pipe Flow. Trans. Am. Soc. Mech. Eng. 1944, 66, 671–681. [Google Scholar]
- Stewart, M. Fluid flow and pressure drop. In Surface Production Operations; Elsevier BV: Amsterdam, The Netherlands, 2016; pp. 343–470. [Google Scholar]
- Chhabra, R.; Richardson, J. Flow in Pipes and in Conduits of Non-circular Cross-sections. In Non-Newtonian Flow and Applied Rheology; Elsevier BV: Amsterdam, The Netherlands, 2008; pp. 110–205. [Google Scholar]
- International Organization for Standardization. ISO 4287:1998: Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters; ISO: Geneva, Switzerland, 1998. [Google Scholar]
- Forster, V.T. Performance Loss of Modern Steam-Turbine Plant Due to Surface Roughness. Proc. Inst. Mech. Eng. 1966, 181, 391–422. [Google Scholar] [CrossRef]
- Bunker, R.S. The Effects of Manufacturing Tolerances on Gas Turbine Cooling. J. Turbomach. 2009, 131, 041018. [Google Scholar] [CrossRef]
- Hummel, F.; Lötzerich, M.; Cardamone, P.; Fottner, L. Surface Roughness Effects on Turbine Blade Aerodynamics. J. Turbomach. 2005, 127, 453–461. [Google Scholar] [CrossRef]
- Bons, J.P. A Review of Surface Roughness Effects in Gas Turbines. J. Turbomach. 2010, 132, 021004. [Google Scholar] [CrossRef]
- Zanini, F.; Sbettega, E.; Sorgato, M.; Carmignato, S. New Approach for Verifying the Accuracy of X-ray Computed Tomography Measurements of Surface Topographies in Additively Manufactured Metal Parts. J. Nondestruct. Eval. 2018, 38, 12. [Google Scholar] [CrossRef]
- Townsend, A.; Senin, N.; Blunt, L.; Leach, R.; Taylor, J. Surface texture metrology for metal additive manufacturing: A review. Precis. Eng. 2016, 46, 34–47. [Google Scholar] [CrossRef] [Green Version]
- Pagani, L.; Townsend, A.; Zeng, W.; Lou, S.; Blunt, L.; Jiang, X.Q.; Scott, P.J. Towards a new definition of areal surface texture parameters on freeform surface: Re-entrant features and functional parameters. Meas. 2019, 141, 442–459. [Google Scholar] [CrossRef]
- Pagani, L.; Zanini, F.; Carmignato, S.; Jiang, X.; Scott, P.J. Generalization of profile texture parameters for additively manufactured surfaces. J. Phys. Conf. Ser. 2018, 1065, 212019. [Google Scholar] [CrossRef] [Green Version]
- Fox, J.C.; Moylan, S.P.; Lane, B.M. Effect of Process Parameters on the Surface Roughness of Overhanging Structures in Laser Powder Bed Fusion Additive Manufacturing. Procedia CIRP 2016, 45, 131–134. [Google Scholar] [CrossRef] [Green Version]
- Jiang, X.J.; Whitehouse, D.J. Technological shifts in surface metrology. CIRP Ann. 2012, 61, 815–836. [Google Scholar] [CrossRef]
- Vorburger, T. Optical Methods of Surface Measurement; NIST: Gaithersburg, MD, USA, 2012.
- International Organization for Standardization. ISO 25178-2:2012: Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- Triantaphyllou, A.; Giusca, C.L.; Macaulay, G.D.; Roerig, F.; Hoebel, M.; Leach, R.K.; Tomita, B.; A Milne, K. Surface texture measurement for additive manufacturing. Surf. Topogr. Metrol. Prop. 2015, 3, 1–8. [Google Scholar] [CrossRef]
- Carmignato, S.; Zanini, F.; Baier, M.; Sbettega, E. X-ray Computed Tomography. In Precision Metal Additive Manufacturing; CRC Press: Boca Raton, FL, USA, 2020; pp. 313–346. [Google Scholar]
- Klingaa, C.G.; Dahmen, T.; Baier-Stegmaier, S.; Mohanty, S.; Hattel, J.H. Investigation of the roughness variation along the length of LPBF manufactured straight channels. Nondestruct. Test. Eval. 2020, 35, 304–314. [Google Scholar] [CrossRef]
- Zanini, F.; Pagani, L.; Savio, E.; Carmignato, S. Characterisation of additively manufactured metal surfaces by means of X-ray computed tomography and generalised surface texture parameters. CIRP Ann. 2019, 68, 515–518. [Google Scholar] [CrossRef]
- Klingaa, C.G.; Mohanty, S.; Hattel, J.H. Realistic design of laser powder bed fusion channels. Rapid Prototyp. J. 2020, 26, 1827–1836. [Google Scholar] [CrossRef]
- Marin, F.; de Souza, A.F.; Ahrens, C.H.; de Lacalle, L.N.L. A new hybrid process combining machining and selective laser melting to manufacture an advanced concept of conformal cooling channels for plastic injection molds. Int. J. Adv. Manuf. Technol. 2021, 113, 1561–1576. [Google Scholar] [CrossRef]
- Feldkamp, L.; Davis, L.C.; Kress, J. Practical Cone-Beam Algorithm. J. Opt. Soc. Am. 1984, 1, 612–619. [Google Scholar] [CrossRef] [Green Version]
- Klingaa, C.; Dahmen, T.; Baier, S.; Mohanty, S.; Hattel, J. X-ray CT and image analysis methodology for local roughness characterization in cooling channels made by metal additive manufacturing. Addit. Manuf. 2020, 32, 101032. [Google Scholar] [CrossRef]
- American Society of Mechanical Engineers. ASME B46.1—2009 Surface Texture (Surface Roughness, Waviness, and Lay); American Society of Mechanical Engineers: New York, NY, USA, 2010. [Google Scholar]
- International Organization for Standardization. ISO 13565-2:1998: Geometrical Product Specifications (GPS)—Surface Texture: Profile Method; Surfaces Having Stratified Functional Properties—Part 2: Height Characterization Using the Linear Material Ratio Curve; ISO: Geneva, Switzerland, 1998. [Google Scholar]
- Blunt, L.; Jiang, X. Numerical Parameters for Characterisation of Topography. In Advanced Techniques for Assessment Surface Topography Development of a Basis for 3D Surface Texture Standards “Surfstand”; Elsevier BV: Amsterdam, The Netherlands, 2003; pp. 17–41. [Google Scholar]
- International Organization for Standardization. ISO 25178-3:2012: Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 3: Specification Operators; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- Mandelbrot, B. How Long Is the Coast of Britain? Statistical Self-Similarity and Fractional Dimension. Science 1967, 156, 636–638. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mandelbrot, B.B. Self-Affine Fractals and Fractal Dimension. Phys. Scr. 1985, 32, 257–260. [Google Scholar] [CrossRef]
- Malinverno, A. A simple method to estimate the fractal dimension of a self-affine series. Geophys. Res. Lett. 1990, 17, 1953–1956. [Google Scholar] [CrossRef]
- Khan, H.; Dirikolu, M.; Koç, E. Parameters optimization for horizontally built circular profiles: Numerical and experimental investigation. Optik 2018, 174, 521–529. [Google Scholar] [CrossRef]
- Dahmen, T.; Klingaa, C.; Baier-Stegmaier, S.; Lapina, A.; Pedersen, D.; Hattel, J. Characterization of channels made by laser powder bed fusion and binder jetting using X-ray CT and image analysis. Addit. Manuf. 2020, 36, 101445. [Google Scholar] [CrossRef]
- Hitzler, L.; Hirsch, J.; Merkel, M.; Hall, W.; Öchsner, A. Position dependent surface quality in selective laser melting. Mater. Werkst. 2017, 48, 327–334. [Google Scholar] [CrossRef] [Green Version]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer Height, Δzlayer | 60 µm | |
| Particle Size | 20–63 µm | |
| Hatch Parameters | Volume | Down skin |
| Laser Power, PL | 650 W | 200 W |
| Scanning Speed, vscan | 1850 mm/s | 1700 mm/s |
| Hatch Spacing, Δyhatch | 170 µm | 100 µm |
| Avg. Pa [µm] | STD of Pa [µm] | Avg. Deq [mm] | STD of Deq [mm] | |
|---|---|---|---|---|
| All channels | 41.40 | 2.20 | - | - |
| 6 mm A, B, C, D, E | 40.57 | 0.56 | 5.559 | 0.025 |
| 6 mm A 1, 2, 3, 4, 5 | 40.09 | 0.62 | 5.507 | 0.012 |
| Channel | DeqN (1000 mm) [mm] | DeqL (1000 mm) [mm] | ABS (DeqN − DeqL) [mm] | The Mean Difference over 50 mm Length [%] |
|---|---|---|---|---|
| 1 mm | 0.189 | 0.234 | 0.045 | 7.0 |
| 2 mm | 1.371 | 1.288 | 0.083 | 2.9 |
| 3 mm | 2.161 | 2.213 | 0.052 | 1.4 |
| 6 mm A | 5.102 | 5.066 | 0.036 | 0.8 |
| 9 mm | 8.197 | 8.223 | 0.026 | 0.2 |
| Channel | Pa [µm] | P10z [µm] | Pz [µm] | Pq [µm] | Pp [µm] | Psk [-] | Pku [-] | FracDim [-] | Pmc [µm] | Pvc [µm] | Pmp [µm] | Pvv [µm] |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| mm | 44.17 | 239.8 | 260.2 | 55.63 | 149.0 | 0.610 | 3.52 | 1.642 | 24.4 × 103 | 37.1 × 103 | 1.58 × 103 | 2.20 × 103 |
| 2 mm | 46.06 | 246.8 | 272.6 | 57.22 | 153.9 | 0.570 | 3.56 | 1.668 | 26.3 × 103 | 37.8 × 103 | 1.41 × 103 | 2.10 × 103 |
| 3 mm | 45.05 | 217.5 | 248.9 | 55.67 | 127.4 | 0.240 | 2.92 | 1.550 | 13.1 × 103 | 17.6 × 103 | 0.61 × 103 | 1.24 × 103 |
| 6 mm A | 40.85 | 171.2 | 219.8 | 49.96 | 98.54 | −0.040 | 3.20 | 1.485 | 5.92 × 103 | 7.51 × 103 | 0.20 × 103 | 0.60 × 103 |
| 6 mm B | 41.26 | 174.8 | 223.6 | 50.62 | 103.2 | −0.007 | 3.12 | 1.452 | 5.99 × 103 | 7.76 × 103 | 0.22 × 103 | 0.60 × 103 |
| 6 mm C | 40.75 | 170.8 | 215.8 | 49.95 | 96.63 | −0.039 | 3.17 | 1.435 | 6.00 × 103 | 7.54 × 103 | 0.19 × 103 | 0.61 × 103 |
| 6 mm D | 40.15 | 171.8 | 221.8 | 49.47 | 100.1 | −0.019 | 3.30 | 1.423 | 5.79 × 103 | 7.65 × 103 | 0.21 × 103 | 0.59 × 103 |
| 6 mm E | 39.85 | 169.1 | 220.5 | 48.99 | 100.7 | 0.025 | 3.21 | 1.470 | 5.79 × 103 | 7.47 × 103 | 0.22 × 103 | 0.56 × 103 |
| 9 mm | 40.44 | 168.0 | 212.4 | 49.31 | 94.60 | 0.093 | 3.05 | 1.390 | 5.83 × 103 | 7.79 × 103 | 0.18 × 103 | 0.57 × 103 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klingaa, C.G.; Zanini, F.; Mohanty, S.; Carmignato, S.; Hattel, J.H. Characterization of Geometry and Surface Texture of AlSi10Mg Laser Powder Bed Fusion Channels Using X-ray Computed Tomography. Appl. Sci. 2021, 11, 4304. https://0-doi-org.brum.beds.ac.uk/10.3390/app11094304
Klingaa CG, Zanini F, Mohanty S, Carmignato S, Hattel JH. Characterization of Geometry and Surface Texture of AlSi10Mg Laser Powder Bed Fusion Channels Using X-ray Computed Tomography. Applied Sciences. 2021; 11(9):4304. https://0-doi-org.brum.beds.ac.uk/10.3390/app11094304
Chicago/Turabian StyleKlingaa, Christopher G., Filippo Zanini, Sankhya Mohanty, Simone Carmignato, and Jesper H. Hattel. 2021. "Characterization of Geometry and Surface Texture of AlSi10Mg Laser Powder Bed Fusion Channels Using X-ray Computed Tomography" Applied Sciences 11, no. 9: 4304. https://0-doi-org.brum.beds.ac.uk/10.3390/app11094304