1. Introduction
One of the commonly used grain cleaning methods is application of air-sieve grain machines. These devices are designed to clean the grains of the main crop from impurities due to differences in their size and aerodynamic properties. According to the technological scheme, pneumatic separation ducts (usually of the vertical type) are the primary stage of cleaning the grain mixture from light impurities which additionally regulate the loading of the sieves of grain cleaning machines. Separation of the maximum amount of impurities in the pneumatic separation ducts causes reduction of the load on the sieves, which improves the quality of separation—the efficiency of the pneumatic separation depends on the productivity and quality of the cleaning of the sieves and technological performance of the entire grain cleaning machine [
1,
2]. The segregating of the components within the grain mixture, consisting of grains of the main crop and impurities, in the pneumatic separation ducts is due to the action of gravity forces and their interaction with the airflow. Depending on the magnitude of the airflow force and the gravitational force, the impurity particles can be redistributed and move both down and up [
3]. As a result of the release of particles of lightweight impurities from the grain layer and their subsequent transportation in the aspiration system, their separation occurs. In this case, the purified grain of the main crop moves down according to a predetermined trajectory.
The conditions that complicate the operation of pneumatic separation ducts are [
3,
4,
5,
6,
7,
8]: uneven airflow in the work area; the method of feeding the grain mixture to the working area; heterogeneity of the grain environment; properties of the layers of grain environment; similarity of physico-mechanical, including aerodynamic, properties of impurities and grains of the main crop. The cleaning efficiency depends also on the properties of grain mixtures, in particular [
5,
8] the thickness of the mixtures layer, the porosity of the grain environment, and the distribution of lightweight impurities according to the thickness of the layer.
Existing methods of intensifying the processes of cleaning grain mixtures in pneumatic separation ducts are focused on the increase in the size of the work area; assembly of additional devices that facilitate the redistribution of light particles and the direction of airflow; and cleaning in several stages [
5,
6,
8,
9]. On the one hand, increasing the size of the work zone of the ducts leads to an increase in productivity, on the other hand, to reduction of the quality of the mixture cleaning. The additional devices used include equipment that generates an electric field [
7] or feeding the grain mixture into the work area of the duct in several layers [
9]. However, most of the innovations, despite the increase in productivity and quality of cleaning of grain mixtures, have significant energy costs.
Energy costs for post-harvest grain treatment and seed preparation are 5–10% under favorable conditions, and 17–22% in areas with high humidity. Among different types of grain cleaning machines based on pneumatic separation ducts, the highest specific energy consumption is in precleaning machines, 0.12–0.44 kWh·Mg
−1; universal air-sieve machines, 0.86–1.61 kWh·Mg
−1; vibro-pneumatic separators, 1.88–3 kWh·Mg
−1; and triers, 0.22–0.29 kWh·Mg
−1 [
10].
A promising way to increase the efficiency of the process of cleaning grain mixtures in vertical ducts is to preliminarily stratify the mixture on a permeable pitched scaly surface [
11,
12]. Dynamics of this process are similar to those in the use of air-permeable surfaces of pneumatic tables, where significant parameters are surface angles, airflow rate, size and shape of air-permeable surface holes, amplitude and frequency of surface vibration, and mixture layer thickness [
13]. As it moves along, the grain mixture is purged with a transverse airflow and further receives impulses from the scales, resulting in a redistribution of lightweight impurities to the upper sub-layers. A preliminarily stratified mixture that enters the vertical pneumatic separation duct at a similar cleaning quality may have an increased layer thickness. This is due to the fact that the particles of light impurities after delamination are redistributed in thickness in the direction of the surface of the layer and they became easier to remove by airflow from the grain mixture. Thus, it is possible to either improve the cleaning quality of the grain mixture and leave the productivity at a given level or, conversely, increase productivity provided at the fixed quality. In this way, the productivity of the grain cleaning machine increases [
14].
Existing cleaning methods in vertical pneumatic separation ducts make uniform mixtures of grain with impurities as they fall into the working area [
4,
8]. This is a result of lack of application in modeling stratification of grain mixes before the vertical pneumatic duct. Instead, there should be evenly distributed particles of impurity on the thickness of a layer. Therefore, it is necessary to determine the conditions and methods of calculating the parameters of the process of cleaning grain mixtures in the vertical pneumatic separation duct (not the magnetic separation [
15,
16]), allow for their previous stratification. This can be achieved by establishing the effect of preliminarily stratification of the grain mixture on divergence of trajectories of particles of lightweight impurities in the working zone of the pneumatic duct. A method for determining the influence of the location of light impurity particles in relation to the thickness of the grain mixture layer on the trajectory of their movement is also proposed.
To determine the quality of cleaning of grain material mass in the article we used the receiver of the main grain-holding cells. The contents of the receiver were analyzed for the presence of particles of impurities in different cells, which reflect the effect of their separation and location along the thickness of the layer of the grain mixture.
2. Materials and Methods
Dynamic processes in pneumatic separation ducts in the first approximation are limited to considering the trajectories of the motion of individual particles, neglecting their interaction [
13]. In the air stream, the particles of the grain mixtures are subject to a gravity force directed vertically downward and a resistance force from the airflow. The magnitude of the latter force depends on the velocity of the grain particles and the intensity of the airflow [
13]. In the laminar mode of flowing of dispersed particles by airflow, the force acting on them is determined by the Stokes formula and depends on the viscosity of the medium, and the diameter and velocity of the particles. However, this mode is not typical for pneumatic separation ducts where turbulent flow mode is implemented. With an increase in the feeding velocity of particles of the grain mixture as they enter the vertical pneumatic duct, the resistance of the medium begins to be dominated by pressure forces. Then, according to the studies performed by Razumov and Aliev [
17,
18], we have the force:
where ς is the empirical coefficient, which takes into account the change in resistance from the particle shape of the grain mixture and the state of its surface, taken ς = 0.4–0.5 [
1,
17];
ρg is the density of air;
U is the air velocity relative to the movement of the grain mixture particles; and d is the equivalent particle diameter of the grain mixture defined for wheat and barley.
Polydispersity of grain material components implies variability in size and density, for the identification of which both standard measurements [
19,
20,
21] are based on weighing objects or measuring them with calibrated means, and methods using intelligent systems, in particular, neural networks [
22,
23].
For modeling, we introduced the XY coordinate system and combined the beginning of the coordinate system with the point where the grain mixture enters the vertical pneumatic separation duct (
Figure 1a). It should be noted that a similar scheme of the vertical pneumatic separation duct is common for universal Marot and Denis air-sieve cleaners.
The basic equation of motion of a grain mixture particle entering a pneumatic separation duct under the action of gravity and resistance forces is as follows:
where m = V
p∙ρ is the mass of the grain mixture particles; F is the force acting on a particle of the grain mixture from the side of the air stream, determined according to formula (1); F·cosγ is the vertical component of the force acting on the grain mixture; γ is the angle between the direction of the force F and the vertical axis of the coordinate system, V
p; ρ is the particle volume and density of grain mixtures.
The system of Equations (2) and (3) is supplemented by the initial conditions: at the moment vx = U
0 cos θ, vy = U
0·sinθ, where U
0 is the velocity at which the grain mixture particle enters the pneumatic separation duct, θ is the angle of entry of the particles into the pneumo-separation duct (
Figure 1b). The expression for the relative velocity of the grain mixture particles is as follows:
In view of the above notation, Equations (2) and (3) can be solved analytically. Then the trajectories of motion of the grain mixture particles could be defined by Equations (5) and (6). The sign at m “-” is because the gravity force is directed downwards.
where
For practical use, it could be accepted that
u = kpϑ, kp ≈ 1.06 [
24].
By y0 we define the distance from the particle of the mixture to the inclined scaly airtight surface at the initial time.
The equation of the upper boundary of the grain mixture layer, which emerges from the system of Equations (5) and (6) in y
0 = H, taking into account the averaged velocity, is:
where
is the average intersection of the speed value; ρ is the particle density of grain mixtures; H is the height of the grain layer.
Depending on the moisture content of the grain material, the density of its particles also varies. Varying the density of the particles of the grain mixture in numerical calculations could improve the accuracy of the simulation results.
The time of exposure of the air stream to a particle of the grain mixture is determined by the width of the pneumatic separation duct. Obviously, the width of the duct must be sufficient to allow the impurity particle to “change” the direction of travel. However, in addition to the width of the duct, the trajectory of motion is also affected by the angle of entry of the grain mixture particles and their initial velocity. It is important here that the impurity particle does not reach the wall of the duct in the “low-gear” section of the trajectory. In this case, it will be reflected downwards and the conditions for changing its upward direction will deteriorate.
It should be noted that the flow is not the individual particles, but the flow of grain mixture. In such a flow, the impurity particles will collide with the particles of the main grain moving downwards. This impairs the process of separating. Only after the particles of cereal mixtures come out of the mixture do they start to accelerate upwards under the action of the air stream.
Interaction of impurity particles with other particles of the grain stream could be written by the equation of the motion trajectory. The interaction of the impurity particles with the particles of the grain mixtures in the duct will result in the alignment of the horizontal velocities of their motion.
Therefore, when considering the trajectory of impurity particles within the grain mixture layer, we can assume that the trajectory is determined by the expression resulting from (8) and (9):
where y
0 is the distance of the impurity particle from the scaly surface at the moment of entering the duct; W is the velocity of the impurity particles upwards (due to the short relaxation time it is close to constant). This velocity is determined by the equilibrium of the forces acting on the impurity particle. The main ones are the force of motion resistance, and the force from the influence on the impurity particle of the air stream, which are determined by Equation (4), and the gravitational force. Thus, the velocity of the impurity particles up is equal to:
where d
p, ρ
p are equivalent diameter and average particle density of impurities, respectively; ρ0 is the bulk density of grain; ε is the porosity of the layer at the moment of entering the pneumatic separation duct.
For a polydisperse grain mixture consisting of particles of different diameters, the average equivalent diameter is calculated as the harmonic mean of the corresponding values in the expression:
where d
i is the equivalent particle diameter
i—faction; f
i is the weight fraction in the mixture.
The porosity of the grain material layer is a non-constant value and depends on the following factors [
25,
26,
27]: motion on the slope surface, vibration, airflow, physical and mechanical properties, and others. This parameter allows us to take into account the generalized time distribution of particles in the grain mixture layer caused by the listed factors and the collision of particles. Among the modern methods of identifying the porosity of the grain material should be noted methods for determining the size and volume of voids between solid grains and the method using the penetration through the layer of material of ultrasonic waves [
28].
In this design, the grain mixture is in a loose dispersed phase, which passes a sloping scaled air surface before the main cleaning in the vertical duct. The dispersed phase (grain mixture) due to these factors goes into a fluidized state. The determined velocity of the calibrated flow under the condition of fluidization in the work [
11] has the final expression:
where v
g, ρ
g are the kinematic viscosity and density of the air.
The fluidization of the grain mixture allows an increase in its porosity and creates better conditions for redistribution and complete separation of lightweight impurity particles.
We accepted for research ε = 0.52, which is typical for wheat grain mixtures with a moisture content of 14%. The density of the components of the grain mixture varies due to the polydispersity of the medium by main components and is accepted as an average for research. It should be noted that the effect of grain moisture on the efficiency of separation of components can be considered by changing the values of their average density [
4,
29]. Increasing the moisture content of the grain mixture leads to a decrease in the density of their components and vice versa. The coordinates of the exit of the impurity particles from the grain mixtures will be determined by the condition of intersection of the trajectory of motion of the impurity particles (10) with the upper bound of the grain stream (8):
For the impurity particles to be selected, they must leave the grain layer before reaching the edge of the duct. The condition that limits the separation of particles of lightweight impurities from the grain in the work area with the width L of the duct is the height of the grain layer. According to Equations (14) and (15), the particles of impurities will be separated from the grain if their distance from the inclined surface at the moment of entry into the duct is longer than:
where L is the width of the pneumatic separation duct.
Other impurity particles will be trapped down by the main purified grain. After passing the mixture on the sloping surface, the grain stream is separated: the impurity particles are redistributed to the upper part of the grain layer. In this case, the lower part of the thickness Hk
2, where k
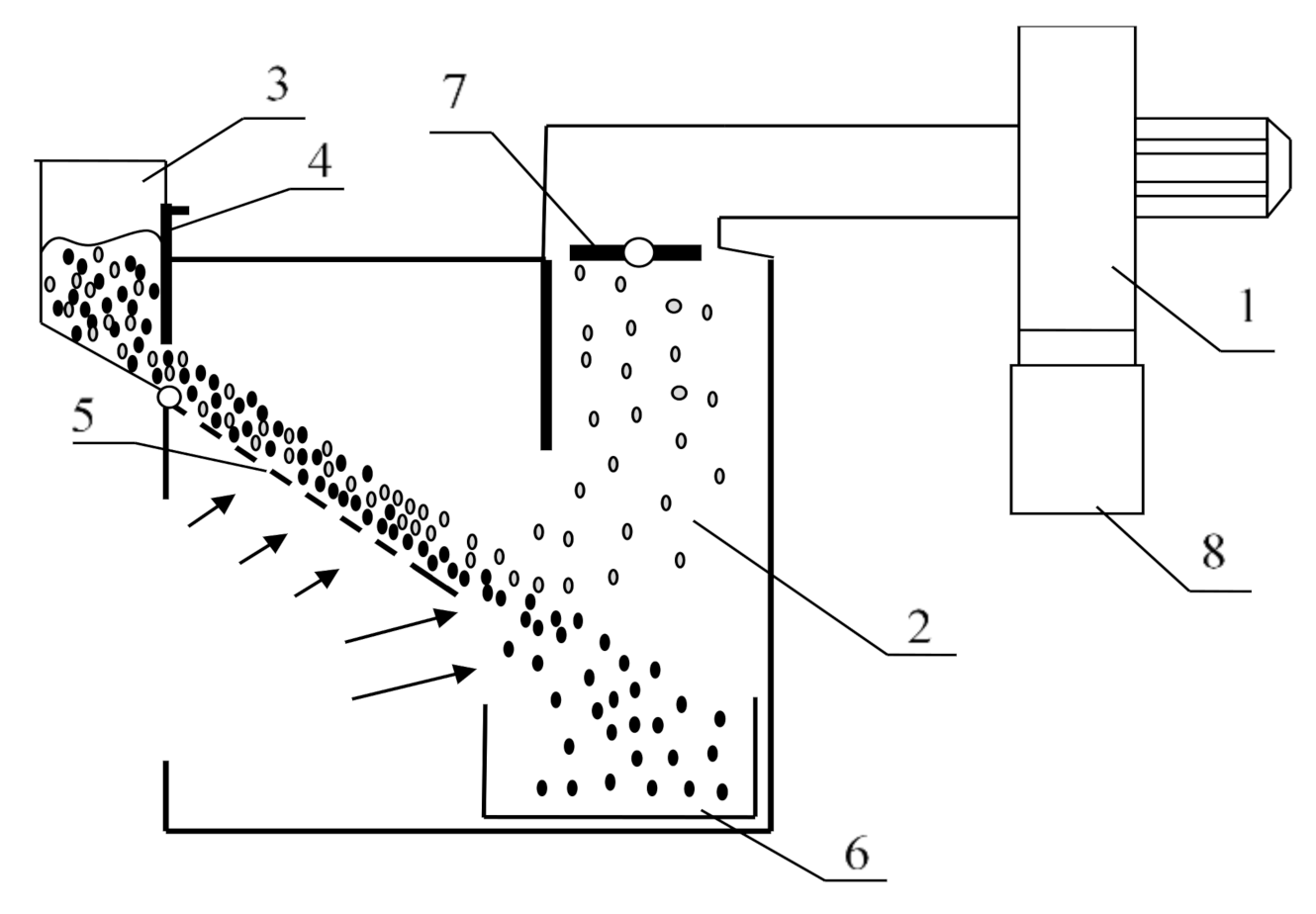
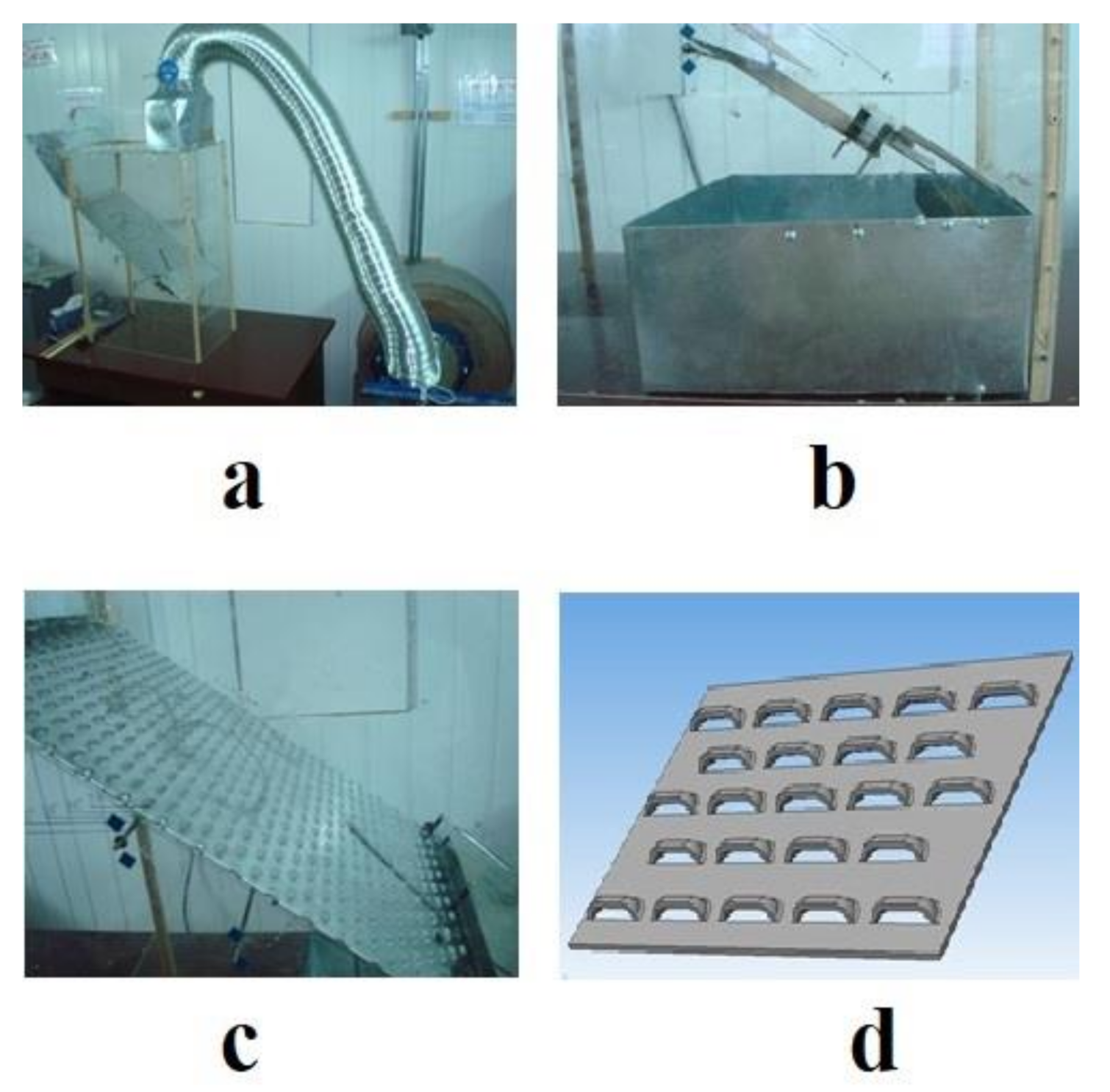
2 is the stratification coefficient of the grain mixture on the inclined scaly surface, will be free of impurity particles. In order to confirm the results of mathematical modeling, experimental studies (shown schematically in
Figure 2) were carried out at the established laboratory stand (
Figure 3).
The test stand consisted of a fan with adjustable operating parameters, under which a lightweight impurity filter was placed. Behind the fan there was an essential element of the stand, i.e., a dust separator equipped with an airflow rate controller, which was a plate that opened or closed the dust cross-section. On the opposite side there was a hopper for uncleaned grain, closed with an adjustable valve (damper). Under the tank there was the scaled air surface, at the end of which the receiver of the main grain (purified) was set.
The study was performed as follows: the grain mixture was strewed into the hopper (
Figure 2, position 3). Installation parameters were set according to the study for the angle of the scaly surface (
Figure 2, position 5), the airflow rate in the work area with the regulator (
Figure 2, position 7), grain mixture thickness set by the valve (
Figure 2, position 4). During the experiments, the fan was turned on (
Figure 2, position 1) and the valve was opened. The grain mixture moved on a scaly surface on which its stratification took place under the influence of airflow and scales. The scales gave impulses to the layer of the grain mixture, increasing its porosity. Due to the formed gaps between the grains and under the influence of airflow there was a redistribution of impurity particles on the surface of the grain mixture layer. Next, the stratified grain mixture with an increased concentration of impurities on its surface fell into the main duct. Particles of lightweight impurities were separated from the grain in the main duct under the influence of airflow with minimal obstacles.
To determine the quality of cleaning of grain material mass we used the receiver of the main grain (
Figure 2, position 6)-holding cells. The contents of the receiver were analyzed for the presence of particles of impurities in different cells, which reflected the effect of their separation and location along the thickness of the layer of the grain mixture. The content of the filter (
Figure 2, position 8) reflected the consumption of the main grain from the working area, for example, due to exceeding the airflow rate [
29]. The aim of the experiments was to prove the effect of the initial location of the particles of light impurities in the layer on the efficiency of their separation from the grain along certain trajectories. The airflow velocity, which was formed simultaneously on the sloping scaled surface (
Figure 2, position 5) and the main vertical duct (
Figure 2, position 2), was measured with the help of the anemometer Testo 416 with the following characteristics: measuring ranges from 0.6 to 40 m·s
−1; probe type—impeller; error ±1.5%; divisions 0.1 m·s
−1. The airflow velocity was regulated by means of a damper (
Figure 2, position 7).
Frame-by-frame analysis of photographic images obtained from the video recording of the process (
Figure 4) involved tracing the path of the grain mixture components over a period equal to the frequency of change of frames of the camcorder per unit of time. The speed of movement of the grain mixture particles was determined by Equations (17) and (18):
where L
p is the path traveled by the particle of the mixture in time t; k is the number of frames responsible for moving a particle over a given distance; t
frames= 1·n
−1 is the time of one frame, where n is the frame rate per second.
For experimental studies we used a grain mixture of wheat “Alliance” of the first reproduction with the characteristics: 88.4% (yield 745 g·m−2, weight of 1000 grains—41 g) grains of the main crop, of which beaten grains—4%, lean grains—5%; mineral impurities—0.5%; organic weeds (grain films, straw, etc.)—6%; weed seeds—4.8%; dust particles (grain and mineral)—0.3%.
The composition and dimensional characteristics of the heap of grain were determined by means of the laboratory sieve classifier RKF-1 and the clogging analyzer U1-EAZ-M. The moisture content of the grain mixture was identified by an Ultra X express moisture meter (made by the Austrian company) by drying the samples (in ground form). The determined humidity was 14%.
3. Results
Motion simulation was performed for grain mixtures of wheat: bulk density 750 kg·m−3, calculated value of flow viscosity μ0 = 0.1 Pa·s, equivalent impurity diameter dp = 0.002 m, average impurity particle density ρp = 400 kg·m−3. The selected values of density ρ at numerical miscalculations were accepted under the condition of basic humidity of grain mix of wheat of 14%. It was not difficult to take into account the change in moisture content of the grain mixture and grain density of the main crop and impurities, conducting additional experiments.
The numerical calculation of the system of Equations (5) and (6) obtained the trajectories of particles of the grain mixture (
Figure 5).
Initially, the particles of the grain mixture move downward under the action of gravity. Impurities, whose velocity of floating was less than airspeed, changed the direction of movement and began to move upwards. For such particles F/m > g. Other heavier particles of grain mixtures moved downwards. For them F/m < g. According to previous studies [
10,
11,
29,
30,
31], the following structural and technological parameters were adopted for the developed pneumatic separation duct: the slope angle of the scaly surface (θ) was 40
°, its length 0.5 m, the airflow velocity on the scaly surface 3 m·s
−1, the airflow velocity in the vertical ducts V= 6 m·s
−1, duct width 0.05 m. The results of mathematical modeling of the dynamics of components of grain mixtures in the vertical duct in the form of trajectories of impurity particles are presented in
Figure 6.
The analysis of trajectories (
Figure 6) revealed the influence of the coordinates of the location of the impurity particles on the thickness of the mixture layer and on the efficiency of its selection. The effective separation of light impurity particles located in the middle and above the middle of the grain mixture layer was also determined.
To determine the influence of the properties of particles of lightweight impurities on the dynamics of their motion in the vertical duct, we differentiated their introduction by the thickness of the layer. A laboratory facility was used for experimental studies (
Figure 2 and
Figure 3). Due to its transparent wall, the location of a given particle of lightweight impurities in the work area was determined and the trajectory of its motion was also defined (
Figure 7 and
Figure 8).
The dependence analysis (
Figure 7 and
Figure 8) confirmed the results of mathematical modeling and determined the presence of redistribution of light impurity particles in the working zone of the vertical pneumatic separation duct. It was established (
Figure 8) that particles of lightweight impurities with lower density crossed the upper boundary of the grain mixture much earlier (by 40–90%) and had time to stand out at the initial coordinate within the layer. At the initial arrangement of the particles of light impurities inside and in the upper sub-layers, their separation was observed along the width of a given vertical duct. It was proved that the location of particles of lightweight impurities in the lower sub-layers of the grain mixture creates problems with their redistribution in the layer and separation. It was established that to increase the intensity of redistribution of particles of light impurities in the layer of the grain mixture, it is advisable to use delamination devices in the form of breathable scaly surfaces. Thus, the preliminary separation of the grain mixture provides the redistribution of impurities in the upper sub-layer of the grain mixture and significantly increases the efficiency of its cleaning in vertical pneumatic separation ducts.
Further development of the intensification of the process of separation of grain mixtures is possible due to the use of the obtained results and the introduction of variability of airflow velocity in the working area of vertical pneumatic ducts [
32].


 and
and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







