
The Synthesis of Aluminum Matrix Composites Reinforced with Fe-Al Intermetallic Compounds by Ball Milling and Consolidation


 ,
,  , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
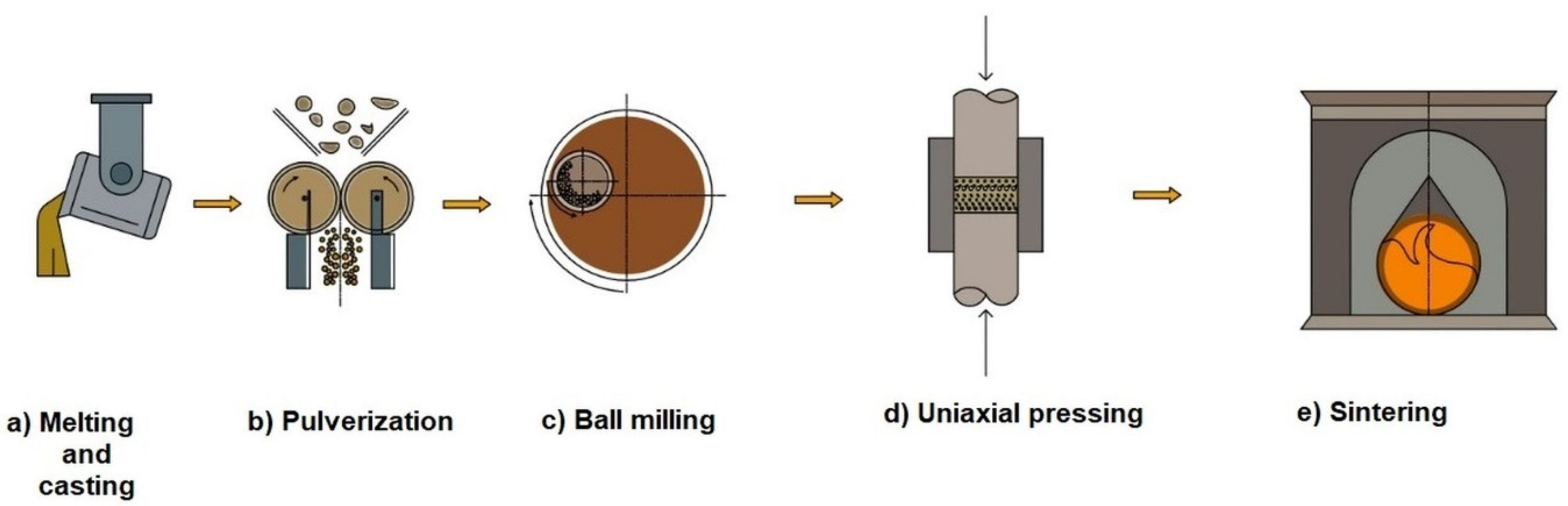
2. Materials and Methods
3. Results
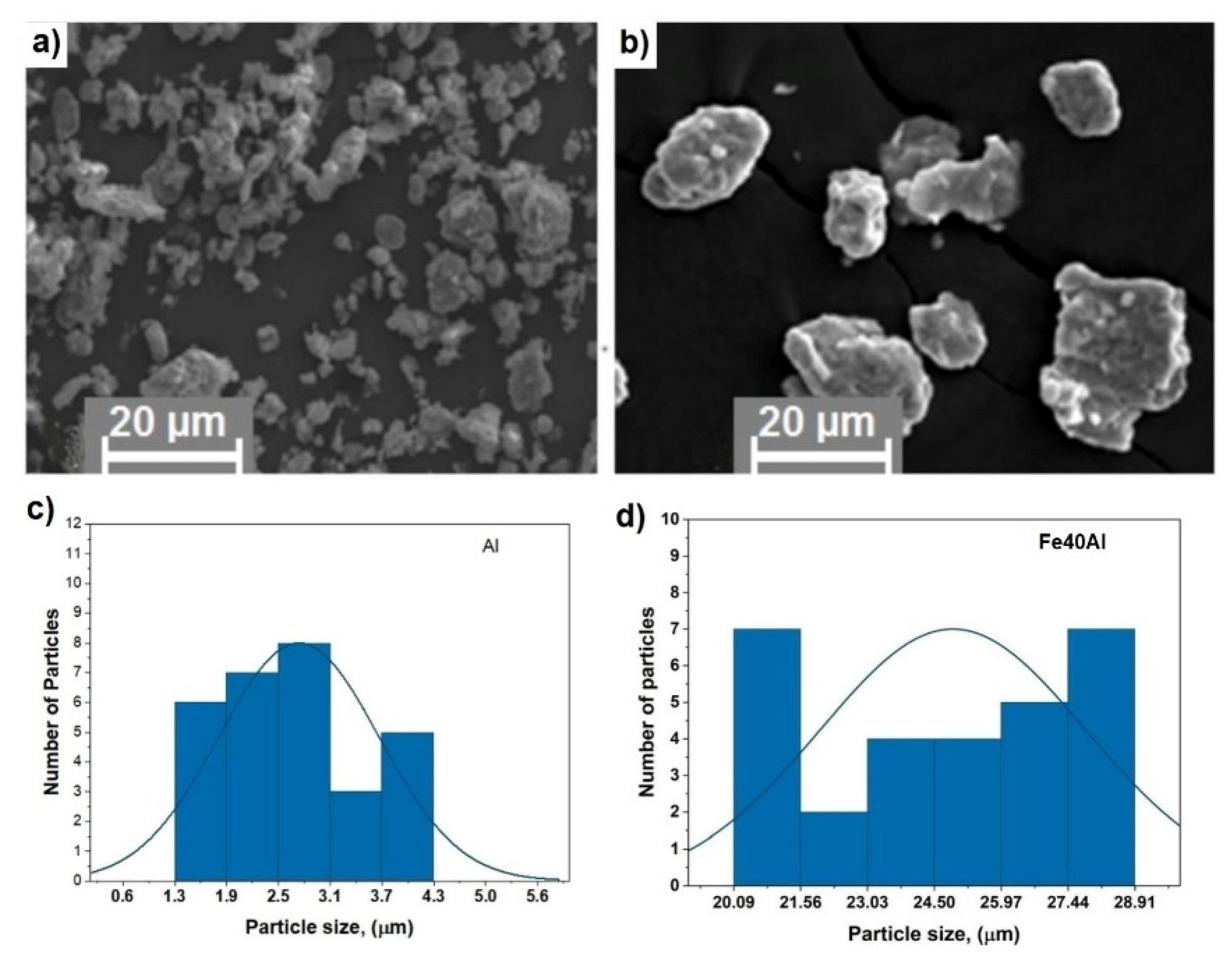
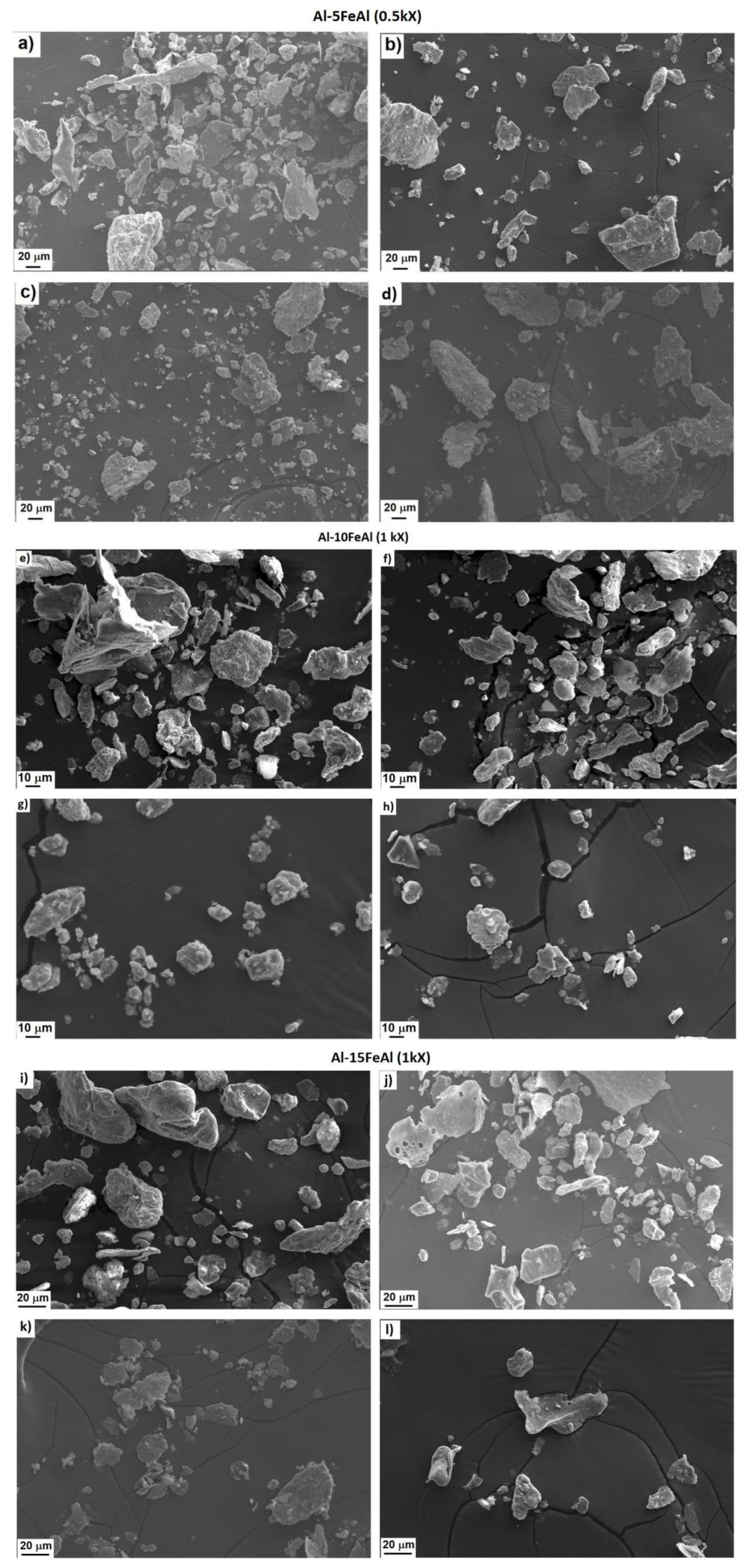
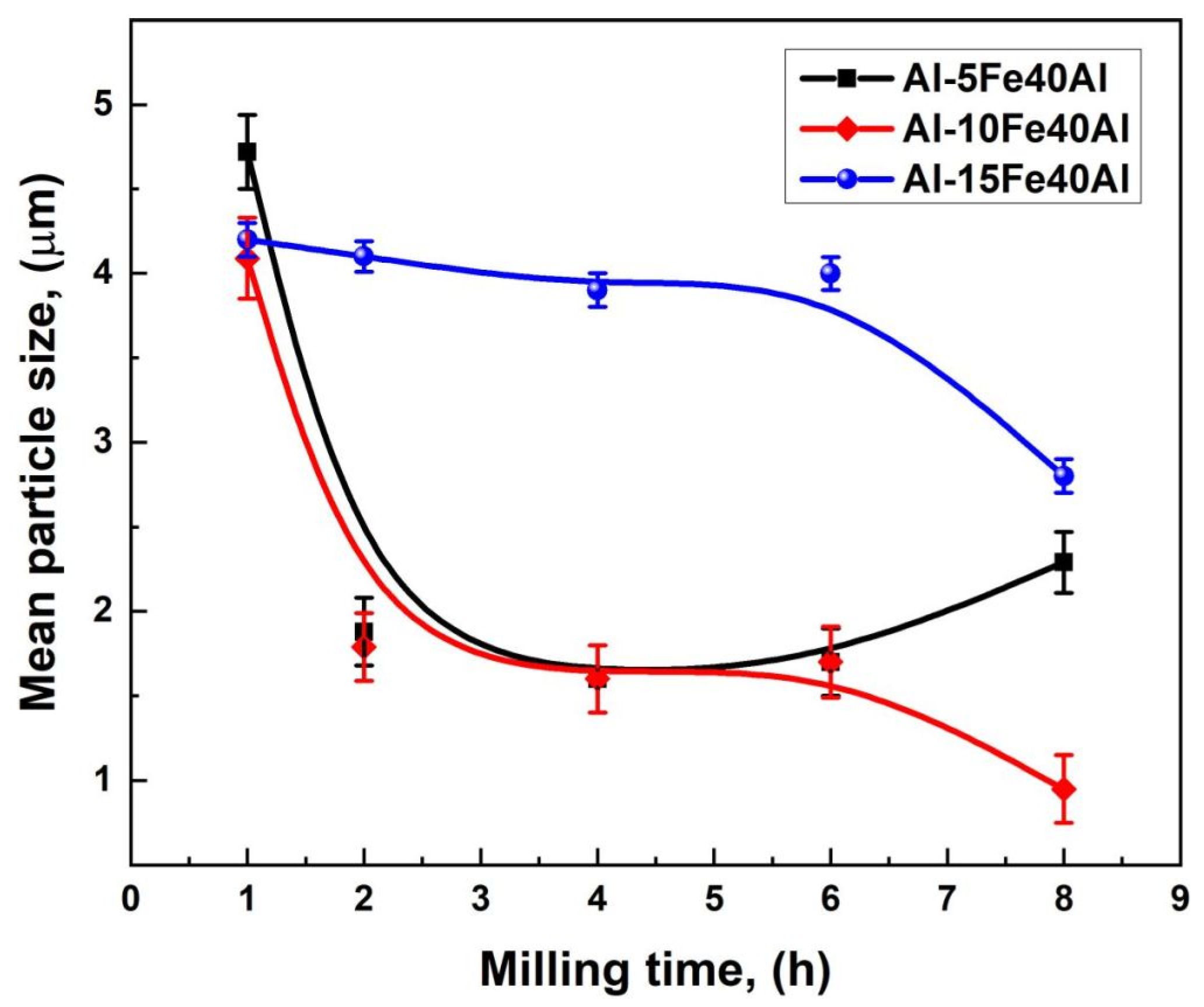
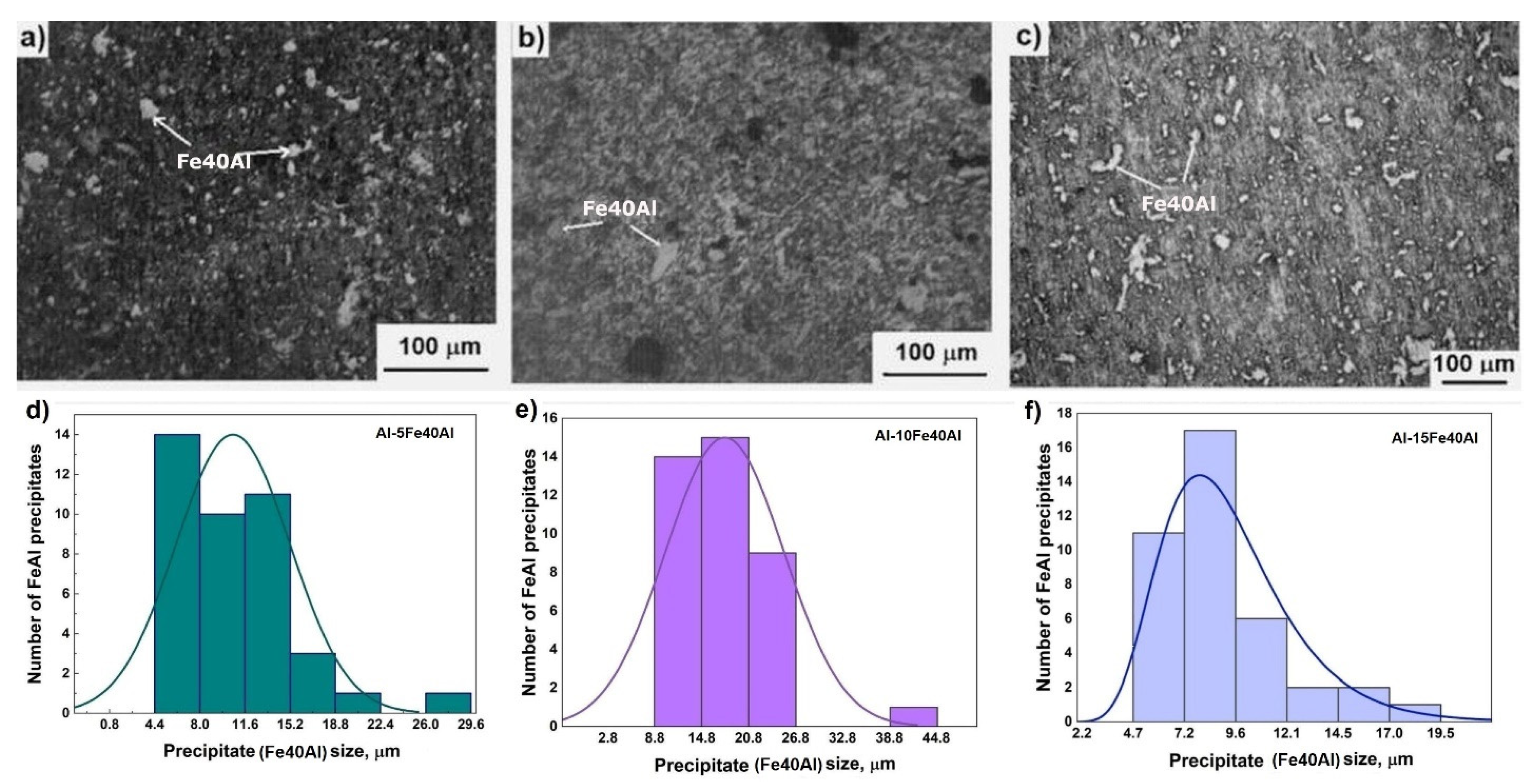
3.1. Microstructural Analysis by Scanning Electron Microscopy
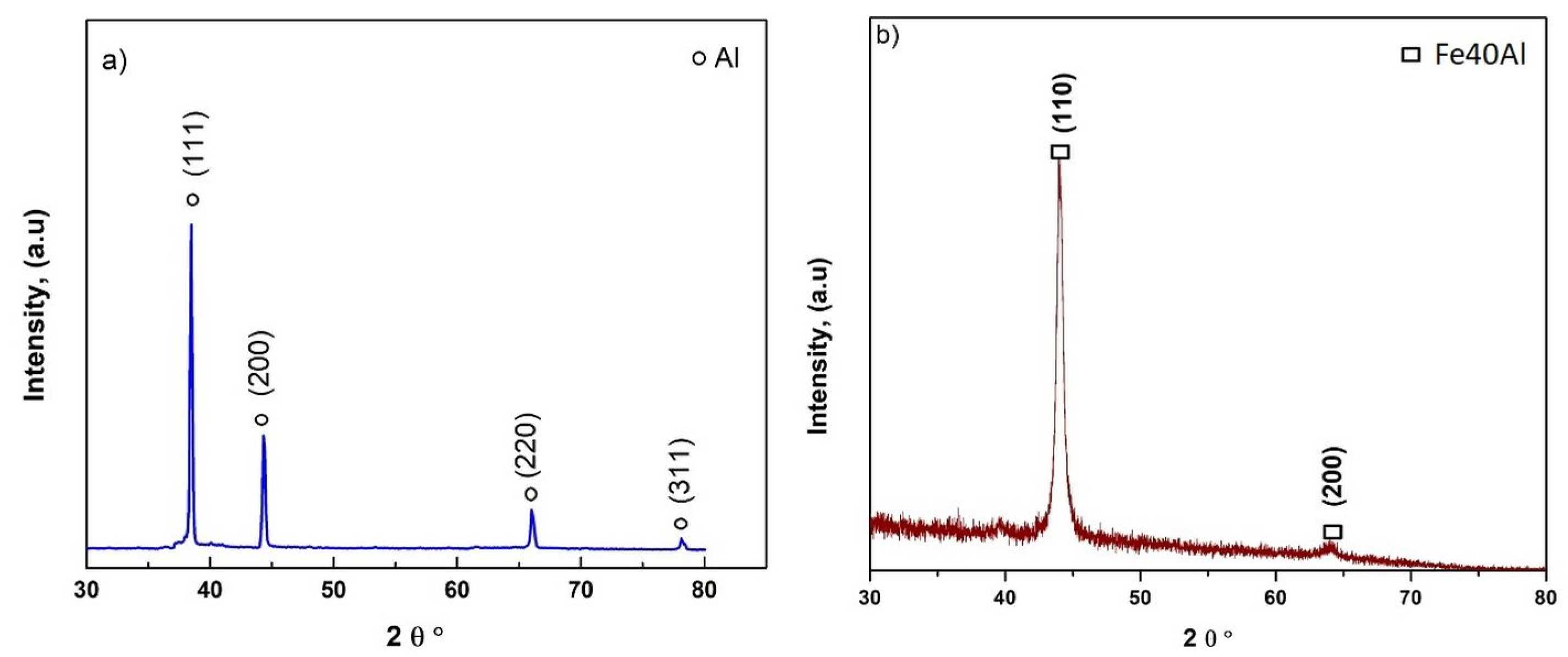
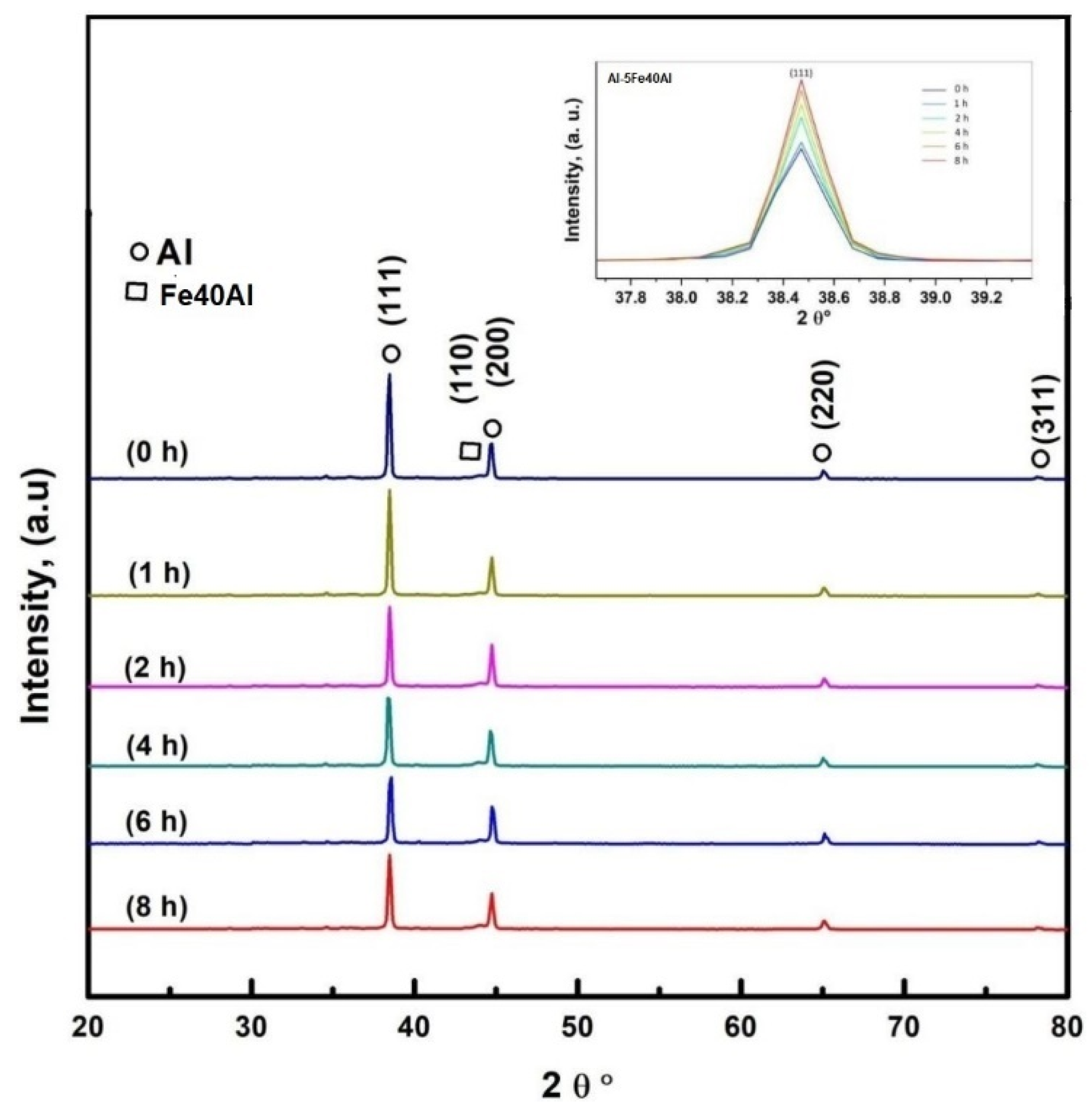
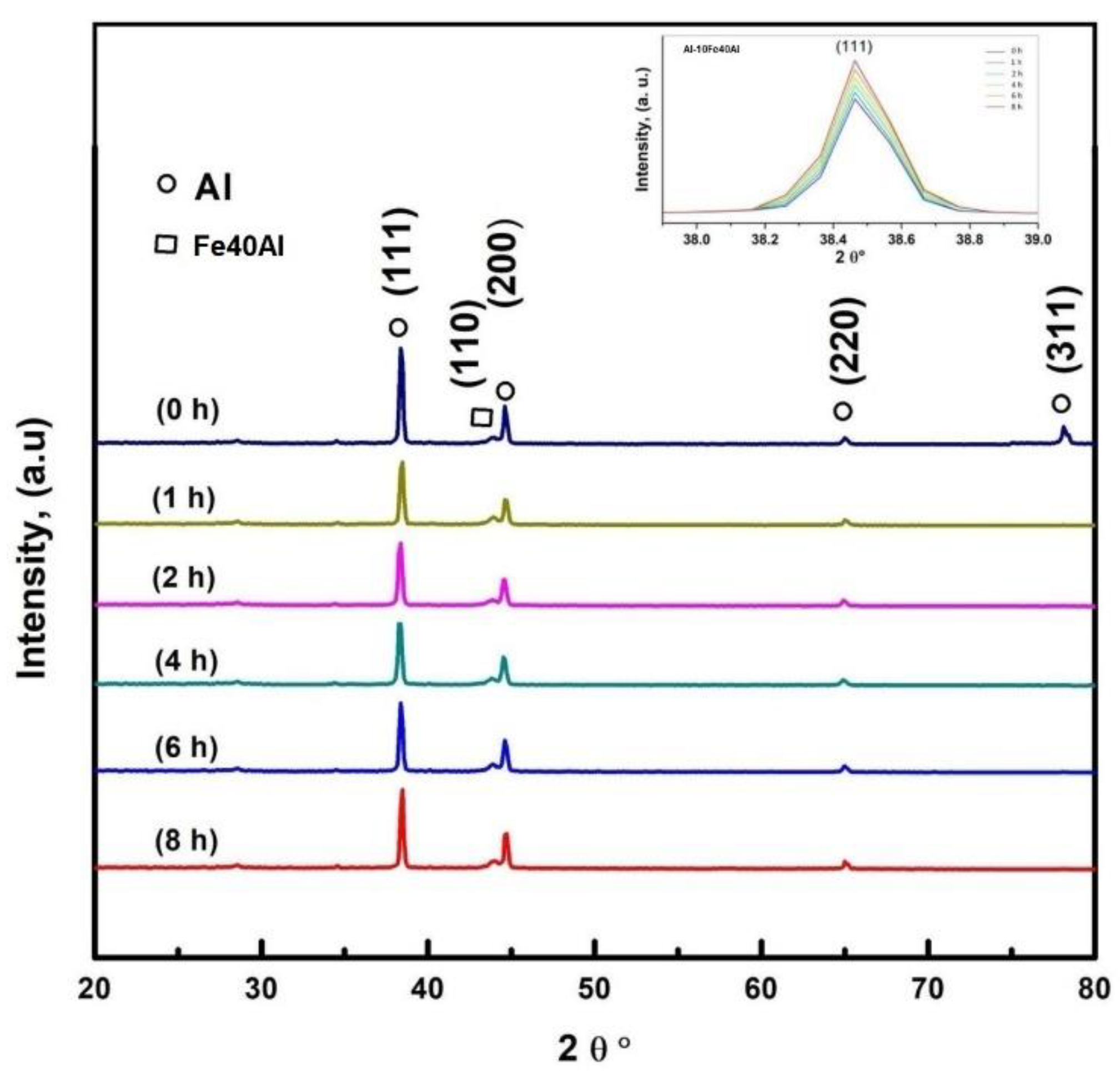
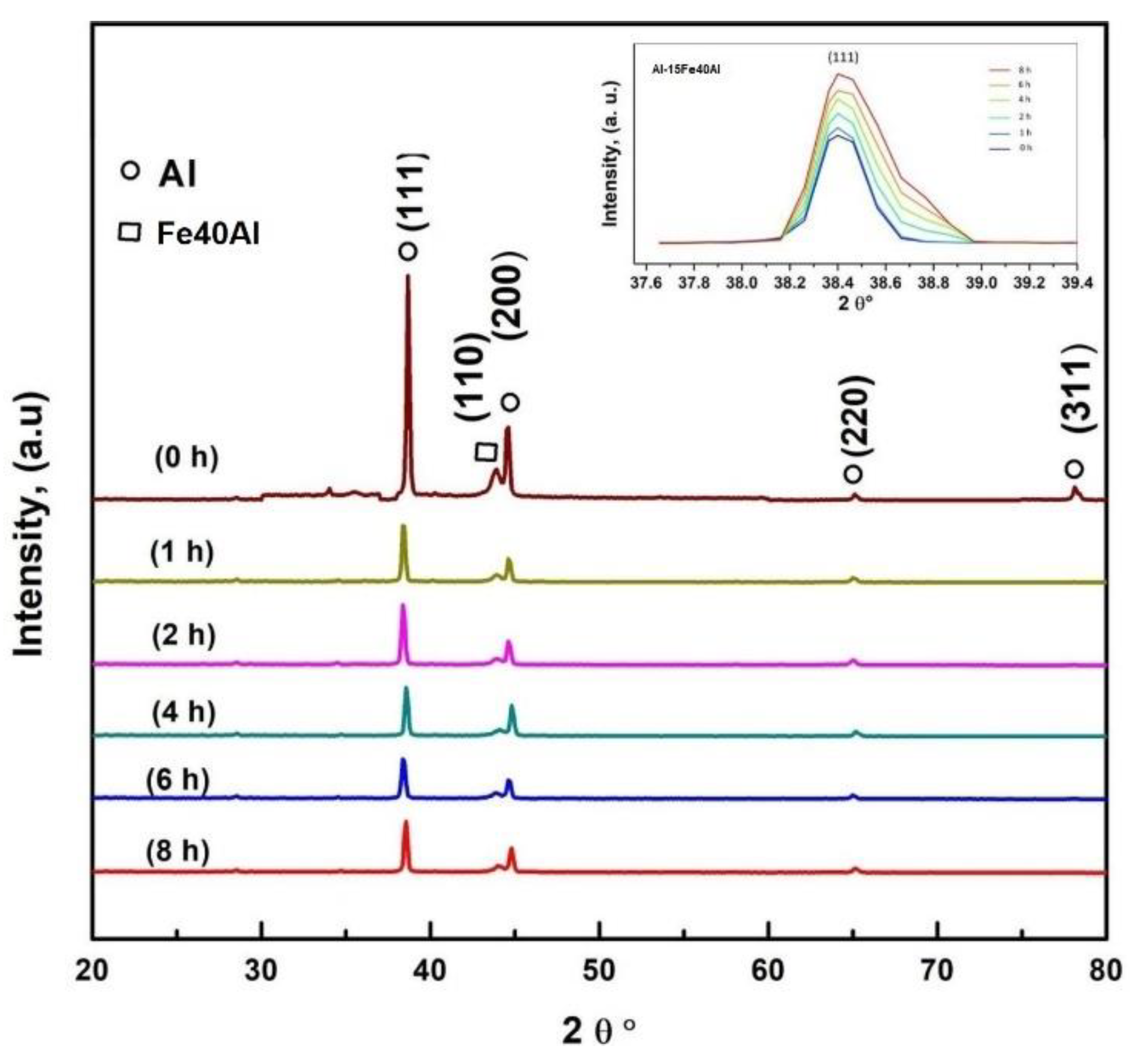
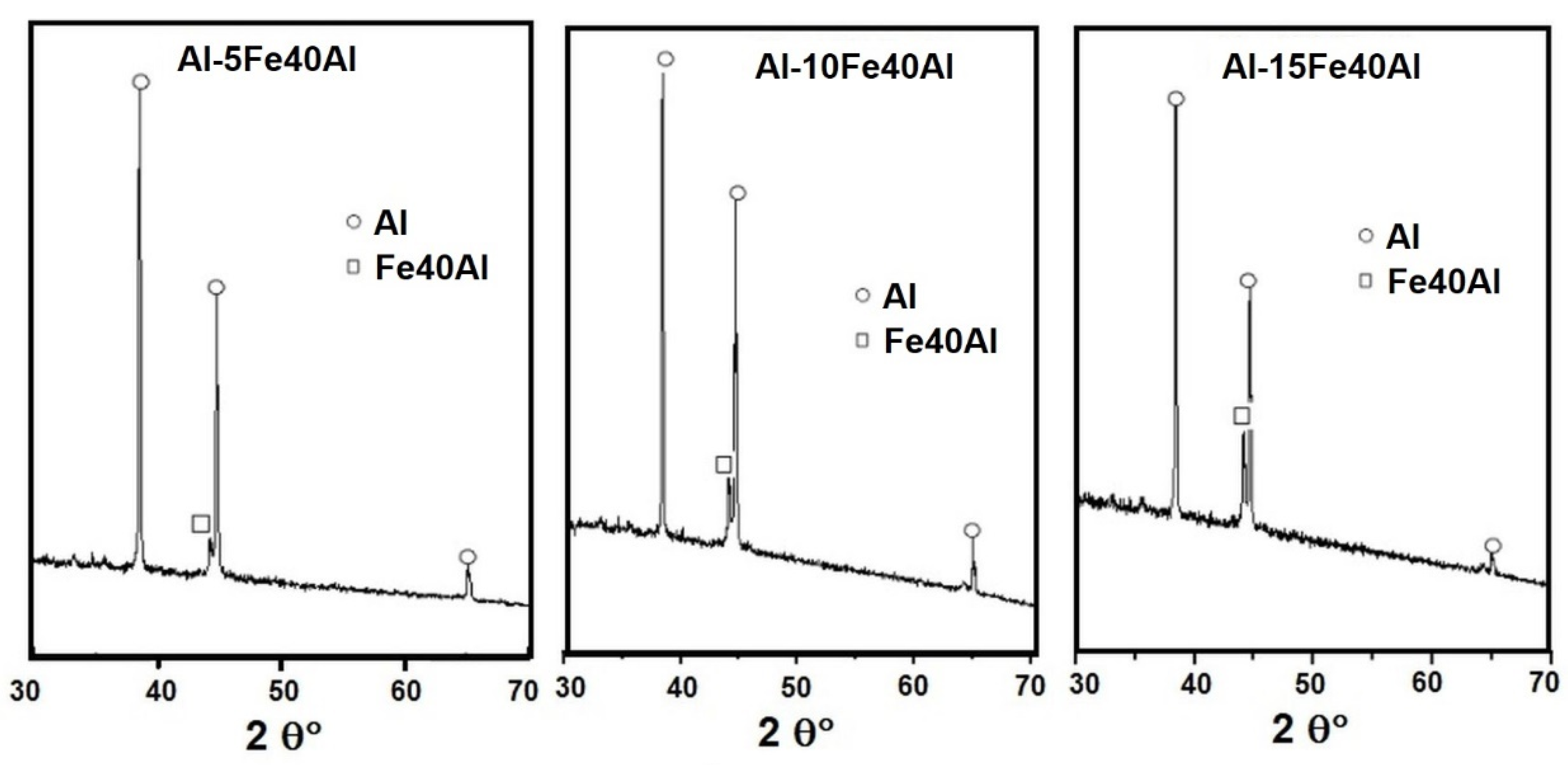
3.2. Microstructural Analysis by X-ray Diffraction
3.3. Microstructural Characterization by Microscopy of Consolidated Specimens
3.4. Microstructural Characterization by X-ray Diffraction of the Consolidated Specimens
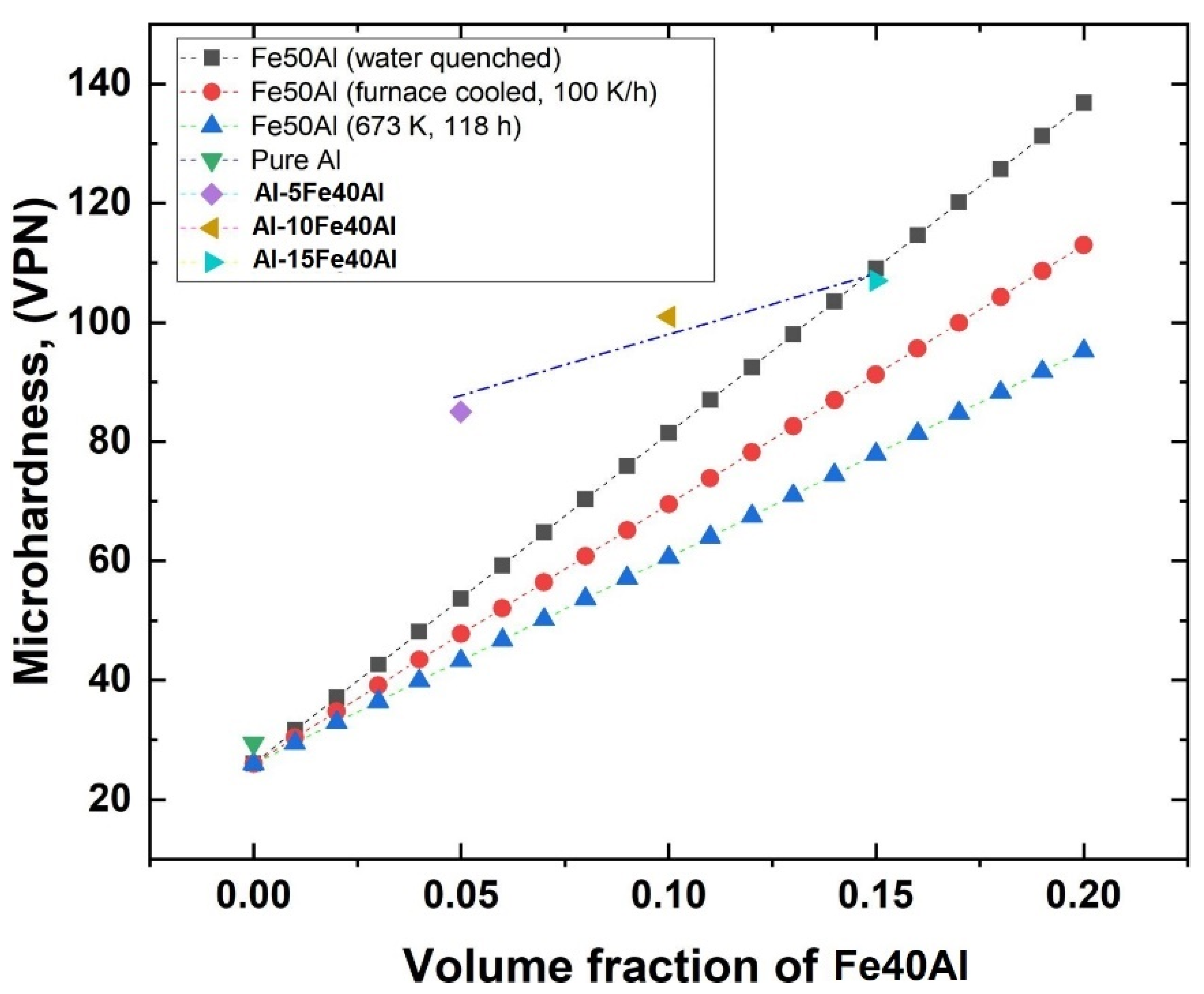
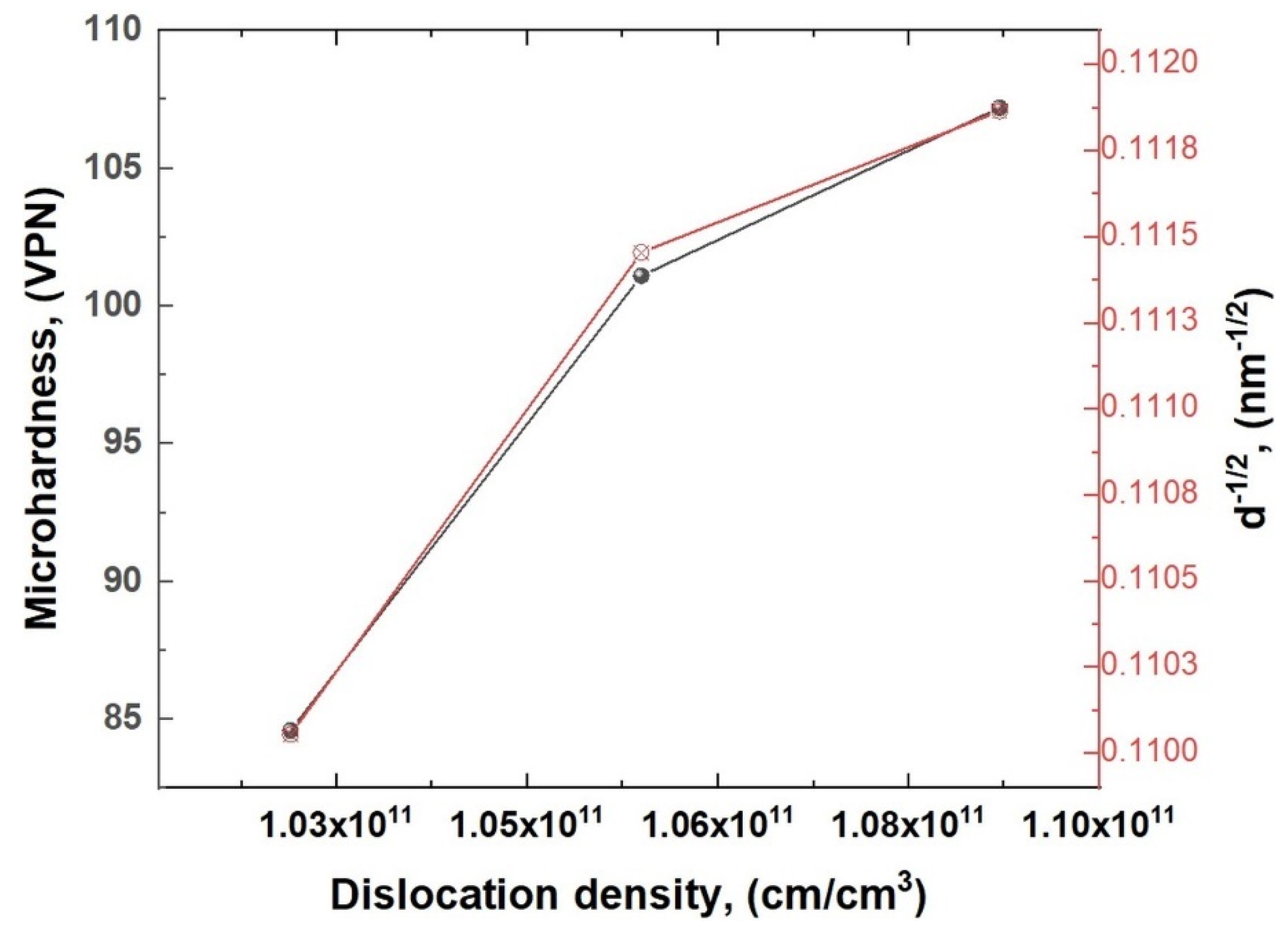
3.5. Microhardness of Sintered Samples
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Kainer, K.U. Basics of Metal Matrix Composites. In Metal Matrix Composites; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2006; pp. 1–54. ISBN 978-3-527-60811-9. [Google Scholar]
- Köhler, E.; Niehues, J. Aluminum-matrix Composite Materials in Combustion Engines. In Metal Matrix Composites; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2006; pp. 95–109. ISBN 978-3-527-60811-9. [Google Scholar]
- Weinert, K.; Buschka, M.; Lange, M. Machining Technology Aspects of Al-MMC. In Metal Matrix Composites; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2006; pp. 147–172. ISBN 978-3-527-60811-9. [Google Scholar]
- Tan, M.J.; Zhang, X. Powder Metal Matrix Composites: Selection and Processing. Mater. Sci. Eng. 1998, 244, 80–85. [Google Scholar] [CrossRef]
- Fogagnolo, J.B.; Velasco, F.; Robert, M.H.; Torralba, J.M. Effect of Mechanical Alloying on the Morphology, Microstructure and Properties of Aluminium Matrix Composite Powders. Mater. Sci. Eng. 2003, 342, 131–143. [Google Scholar] [CrossRef]
- Ozdemir, I.; Ahrens, S.; Mücklich, S.; Wielage, B. Nanocrystalline Al–Al2O3p and SiCp Composites Produced by High-Energy Ball Milling. J. Mater. Process. Tech. 2008, 205, 111–118. [Google Scholar] [CrossRef]
- Lu, L.; Lai, M.O.; Zhang, S. Preparation of Al-Based Composite Using Mechanical Alloying. Key Eng. Mat. 1995, 104–107, 111–124. [Google Scholar] [CrossRef]
- Scudino, S.; Liu, G.; Sakaliyska, M.; Surreddi, K.B.; Eckert, J. Powder Metallurgy of Al-Based Metal Matrix Composites Reinforced with β-Al3Mg2 Intermetallic Particles: Analysis and Modeling of Mechanical Properties. Acta. Mater. 2009, 57, 4529–4538. [Google Scholar] [CrossRef]
- Hashim, J. The Production of Metal Matrix Composites Using the Stir Casting Technique. Ph.D. Thesis, Dublin City University, Dublin, Ireland, 1999. [Google Scholar]
- George, E.P.; Yamaguchi, M.; Kumar, K.S.; Liu, C.T. Ordered Intermetallics. Annu. Rev. Mater. Sci. 1994, 24, 409–451. [Google Scholar] [CrossRef]
- Mitra, R.; Wanhill, R.J.H. Structural Intermetallics. In Aerospace Materials and Material Technologies; Volume 1: Aerospace Materials; Prasad, N.E., Wanhill, R.J.H., Eds.; Springer: Singapore, 2017; pp. 229–245. ISBN 978-981-10-2134-3. [Google Scholar]
- Palm, M.; Stein, F.; Dehm, G. Iron Aluminides. Annu. Rev. Mater. Res. 2019, 49, 297–326. [Google Scholar] [CrossRef]
- Chaubey, A.K.; Scudino, S.; Mukhopadhyay, N.K.; Khoshkhoo, M.S.; Mishra, B.K.; Eckert, J. Effect of Particle Dispersion on the Mechanical Behavior of Al-Based Metal Matrix Composites Reinforced with Nanocrystalline Al–Ca Intermetallics. J. Alloys Compd. 2012, 536, S134–S137. [Google Scholar] [CrossRef]
- Varin, R.A. Design of a Low-Melting Point Metal Matrix Composite Reinforced with Intermetallic Ribbons/Design Eines Niedrig-Schmelzenden Metall-Matrix-Verbundwerkstoffes Mit Verstärkenden Intermetallischen Bändern. Int. J. Mater. Res. 1990, 81, 373–379. [Google Scholar] [CrossRef]
- Pour, H.A.; Lieblich, M.; López, A.J.; Rams, J.; Salehi, M.T.; Shabestari, S.G. Assessment of Tensile Behaviour of an Al–Mg Alloy Composite Reinforced with NiAl and Oxidized NiAl Powder Particles Helped by Nanoindentation. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2536–2540. [Google Scholar] [CrossRef] [Green Version]
- Muñoz-Morris, M.A.; Rexach, J.I.; Lieblich, M. Comparative Study of Al-TiAl Composites with Different Intermetallic Volume Fractions and Particle Sizes. Intermetallics 2005, 13, 141–149. [Google Scholar] [CrossRef] [Green Version]
- Da Costa, C.E.; Velasco, F.; Torralba, J.M. Mechanical, Intergranular Corrosion, and Wear Behavior of Aluminum-Matrix Composite Materials Reinforced with Nickel Aluminides. Metall. Mater. Trans. A 2002, 33, 3541–3553. [Google Scholar] [CrossRef]
- Wolf, B.; Bambauer, K.O.; Paufler, P. On the Temperature Dependence of the Hardness of Quasicrystals. Mater. Sci. Eng. 2001, 298, 284–295. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mater Sci Forum: A Novel Technique to Synthesize Advanced Materials. Research 2019, 2019, 1–17. [Google Scholar] [CrossRef] [Green Version]
- Ahmad, Z.; Abu, M.; Rahman, M.; Ain, M.F.; Ahmadipour, M. Assessment of Crystallite Size and Strain of CaCu3Ti4O12 Prepared via Conventional Solid-State Reaction. Micro. Nano Lett. 2016, 11, 147–150. [Google Scholar] [CrossRef]
- Cherepanov, P. High Intensity Ultrasound Processing of AlNi (50 Wt.% Ni) Particles for Electrocatalytic Water Splitting. Ph.D. Thesis, Bayreuth University, Bayreuth, Germany, 2015. [Google Scholar]
- Erturun, V.; Sahin, O. Investigation of Microstructural Evolution in Ball-Milling of SiC Reinforced Aluminum Matrix Composites. Powder Metall. Met. Ceram. 2019, 57, 687–696. [Google Scholar] [CrossRef]
- Travessa, D.N.; Silva, M.J.; Cardoso, K.R. Niobium Carbide-Reinforced al Matrix Composites Produced by High-Energy Ball Milling. Metall. Mater. Trans. A 2017, 48, 1754. [Google Scholar] [CrossRef]
- Tamizi Junqani, M.; Madaah Hosseini, H.R.; Azarniya, A. Comprehensive Structural and Mechanical Characterization of In-Situ Al–Al3Ti Nanocomposite Modified by Heat Treatment. Mater. Sci. Eng. 2020, 785, 139351. [Google Scholar] [CrossRef]
- Tomiczek, B.; Pawlyta, M.; Adamiak, M.; Dobrzański, L.A. Effect of milling time on microstructure of AA6061 composites fabricated via mechanical alloying. Arch. Metall. Mater. 2015, 60, 789–793. [Google Scholar] [CrossRef]
- Raghu, T.; Sundaresan, R.; Ramakrishnan, P.; Mohan, T.R. Synthesis of Nanocrystalline Copper–Tungsten Alloys by Mechanical Alloying. Mater. Sci. Eng. 2001, 304, 438–441. [Google Scholar] [CrossRef]
- Baker, I.; Munroe, P.R. Mechanical Properties of Fe40Al. Int. Mater. Rev. 1997, 42, 181–205. [Google Scholar] [CrossRef]
- Imayev, R.; Evangelista, E.; Tassa, O.; Stobrawa, J. Relationship between Mechanism of Deformation and Development of Dynamic Recrystallization in Fe40Al Intermetallic. Mater. Sci. Eng. 1995, 202, 128–133. [Google Scholar] [CrossRef]
- Zhan, Z.; He, Y.; Wang, D.; Gao, W. Low-Temperature Processing of Fe–Al Intermetallic Coatings Assisted by Ball Milling. Intermetallics 2006, 14, 75–81. [Google Scholar] [CrossRef]
- Siegel, R.W. Nanophase materials: Synthesis, structure, and properties. In Physics of New Materials; Springer: Heidelberg/Berlin, Germany, 1994; pp. 65–105. [Google Scholar] [CrossRef]
- Magomedov, M.N. On the Deviation from the Vegard’s Law for the Solid Solutions. Solid State Commun. 2020, 322, 114060. [Google Scholar] [CrossRef]
- Kaczmar, J.W.; Pietrzak, K.; Włosiński, W. The Production and Application of Metal Matrix Composite Materials. J. Mater. Process. Tech. 2000, 106, 58–67. [Google Scholar] [CrossRef]
- Nagpal, P.; Baker, I. Effect of cooling rate on hardness of FeAl and NiAl. Met. Trans. A 1990, 21, 2281–2282. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical Alloying and Milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Thümmler, F.; Oberacker, R. An Introduction to Powder Metallurgy. Book/The Institute of Materials; Institute of Materials: London, UK, 1993; ISBN 978-0-901716-26-2. [Google Scholar]
- Hull, D.; Bacon, J.D. Introduction to Dislocations, 5th ed.Butterworth-Heinemann: Oxford, UK, 2011; pp. 1–253. [Google Scholar]
- Rajinikanth, V.; Venkateswarlu, K.; Sen, M.K.; Das, M.; Alhajeri, S.N.; Langdon, T.G. Influence of Scandium on an Al–2% Si Alloy Processed by High-Pressure Torsion. Mater. Sci. Eng. A 2011, 528, 1702–1706. [Google Scholar] [CrossRef]
- Xu, C.; Horita, Z.; Langdon, T.G. The Evolution of Homogeneity in an Aluminum Alloy Processed Using High-Pressure Torsion. Acta Mater. 2008, 56, 5168–5176. [Google Scholar] [CrossRef]
- Loucif, A.; Figueiredo, R.B.; Baudin, T.; Brisset, F.; Langdon, T.G. Microstructural Evolution in an Al-6061 Alloy Pro-cessed by High-Pressure Torsion. Mater. Sci. Eng. A 2010, 527, 4864–4869. [Google Scholar] [CrossRef]
















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Díaz, R.A.R.; Segura, S.R.G.; Barragán, J.L.R.; Vázquez, V.R.; Ocampo, A.M.; Calderón, J.P.; Mejía, H.C.; Rodríguez, C.A.G.; Fierro, J.I.B. The Synthesis of Aluminum Matrix Composites Reinforced with Fe-Al Intermetallic Compounds by Ball Milling and Consolidation. Appl. Sci. 2021, 11, 8877. https://0-doi-org.brum.beds.ac.uk/10.3390/app11198877
Díaz RAR, Segura SRG, Barragán JLR, Vázquez VR, Ocampo AM, Calderón JP, Mejía HC, Rodríguez CAG, Fierro JIB. The Synthesis of Aluminum Matrix Composites Reinforced with Fe-Al Intermetallic Compounds by Ball Milling and Consolidation. Applied Sciences. 2021; 11(19):8877. https://0-doi-org.brum.beds.ac.uk/10.3390/app11198877
Chicago/Turabian StyleDíaz, Roberto Ademar Rodríguez, Sergio Rubén Gonzaga Segura, José Luis Reyes Barragán, Víctor Ravelero Vázquez, Arturo Molina Ocampo, Jesús Porcayo Calderón, Héctor Cruz Mejía, Carlos Alberto González Rodríguez, and Jesús Israel Barraza Fierro. 2021. "The Synthesis of Aluminum Matrix Composites Reinforced with Fe-Al Intermetallic Compounds by Ball Milling and Consolidation" Applied Sciences 11, no. 19: 8877. https://0-doi-org.brum.beds.ac.uk/10.3390/app11198877