
Analysis of Sequential Pretreatments to Enhance the Early-Stage Biorefinery Designs

Institute of Biotechnology and Agribusiness, Department of Chemical Engineering, Universidad Nacional de Colombia sede Manizales, Manizales 170001, Colombia
*
Author to whom correspondence should be addressed.
Appl. Sci. 2023, 13(11), 6758; https://0-doi-org.brum.beds.ac.uk/10.3390/app13116758
Submission received: 20 April 2023
/
Revised: 18 May 2023
/
Accepted: 24 May 2023
/
Published: 1 June 2023
(This article belongs to the Special Issue Advanced Technologies and Applications in Biocatalytic Transformations)
Abstract
:Featured Application
In the last decade, pretreatment has been considered the core stage in the design of biorefineries. Different schemes could be proposed depending on the design objective, either pretreatments for the feedstock fractionation or pretreatments to obtain a platform product. Nevertheless, many have been described as single-step pretreatments specific to a sub-stream, decreasing the integral valorization performance. This work demonstrates the possibility of sequential pretreatment schemes to maximize the fractionation of lignocellulosic biomass. Through different operational, technical, and economic assessment indicators, the best schemes that would help increase the overall process yields and, certainly, the economic viability are described. Therefore, a good pretreatment design will affect the upstream and downstream performance of the biorefineries.
Abstract
Pretreatment technologies are proposed to break the crosslinked biomass matrix and facilitate bioconversion processes or chemical agent attacks in reaction schemes. However, most of the pretreatments are studied in single-step schemes, limiting the integral valorization of the feedstock composition. Therefore, sequential pretreatments could maximize this valorization by isolating more biomass fractions or removing unwanted compounds. This work focuses on proposing and assessing different sequential pretreatments for the isolation of lignocellulosic fractions. After a pretreatment screening, ten technical and economic indicators were assessed through a heuristic analysis. Data from the literature were used to evaluate five operational indicators and as the specification of processing units in simulation schemes to also evaluate five techno-energetic and economic indicators. As a main result, it was concluded that the sequential pretreatments of dilute acid (DA) with wet air oxidation (WAO) could be the most optimal for cellulose isolation, steam explosion (SE) with DA for hemicellulose fractionation, and DA with kraft process for lignin solubilization. Additionally, the DA and WAO sequence may be the most efficient in biorefinery designs since it maximizes biomass fractionation, producing two hydrolyzed liquors, one rich in sugars and the other in soluble lignin, as well as a cellulose-rich solid.
1. Introduction
As the world shifts from relying on fossil fuels to natural resources and with a growing population, it becomes necessary to suggest strategies that encourage the effective utilization and conversion of biomass to fulfill global demands. Biorefineries are alternatives that could be applied for the economic and social development of regions where biodiversity coexists as a source of feedstocks with the demand for bioproducts constituted by energy, food, and chemicals. Some authors suggest that biorefineries promote biodiversity through a sociotechnical transition toward bioeconomy, improving energy security, and industrial development [1]. Indeed, the valorization of exotic and wild fruit residues from tropical forests for small communities has been studied through small-scale biorefineries [2] or the implementation of biorefinery schemes involving multi-feedstock analysis using plantain and avocado residues [3]. Thus, second-generation biorefineries could be an industrial-scale processing strategy since they use raw material residues, most of which are poorly managed. Recent biorefinery assessments involve a sustainability analysis through economic, environmental, and social pillars [4]. Therefore, designs are critical for the overall biorefinery performance, as the pretreatment stage can contribute at least 20% of the total investment costs [5]. Although reaction has been identified as the first stage of biorefinery design through the onion diagram [6], pretreatments are key for upstream and downstream processes. Pretreatment will allow easy future access to primary platforms during the reaction stages, subsequently affecting conversion, selectivity, and reaction rates.
Lignocellulosic residues are considered the future of sustainable energy sources and for the manufacture of biomaterials, as they are economical and the most abundant worldwide [7,8]. Moreover, lignocellulosic material is a renewable resource from agricultural waste, forestry residues, and dedicated energy crops, being an environmentally friendly alternative to non-biodegradable materials, such as plastics. Lignocellulosic biomass can be converted into biofuels or other chemicals, but highlight again the reduction of climate change impact. Lignocellulosics consist of cellulose, hemicellulose, and lignin through a three-dimensional configuration that is difficult to access and exerts recalcitrance for decomposition. Therefore, treatments are important prior to transformation. Pretreatments hydrolyze complex organic molecule bonds into simpler molecules, which are more easily further transformed in bioconversions. The efficacy of pretreatments has been discussed and described when they meet a series of sustainable indicators related to operational, economic, environmental, and social considerations [9]. Pretreatments should also involve structural analyses toward the cellulose cleanliness, as it is the main source of biofuels, described as specific surface area, crystallinity, degree of polymerization, hemicellulose, and lignin coating, and the influence of acetyl groups [10]. Consequently, the physical and chemical changes of the biomass following pretreatment will affect subsequent processes, and their variation will increase through process scale-up.
The constant increase of publications related to biomass pretreatment suggests a need to be realized for full scale-up in biorefineries. Schemes should be proposed depending on the industrial application of the platform product or the commercial bioproduct. Most pretreatment studies focus on single-step schemes, especially the valorization of a lignocellulosic fraction, as it minimizes technological complexity and total costs compared to full-scale valorization. However, biorefineries should be proposed based on maximum feedstock utilization to enhance economic viability while minimizing environmental impact by reducing waste streams [11]. Therefore, combinations or sequences could be an alternative to improve the pretreatment stage by finding more suitable designs for better biomass fractionation, which will decrease the loss of valuable fractions. For example, a second pretreatment stage is proposed to maximize lignin removal after a recycled aqueous ammonia expansion process since the post-hydrolysis solid will have almost 30% of the initial lignin [12]. It has been shown that the sequencing of liquid hot water (LHW) and dilute acid (DA) substantially increases hemicellulose and lignin removal compared to single pretreatment, or the DA and LHW sequence maximizes glucose recovery [13]. Other authors concluded that the organosolv and alkali sequence achieves a cellulose purity of 78%, as they were able to remove high hemicellulose, lignin, and silica content from rice straw [14]. Tang and co-authors demonstrated that presoaking with Fe2+ helps to considerably decrease the acid buffering of rice straw ash on LHW pretreatments [15]. Consequently, sequential pretreatments could not only improve feedstock fractionation but also involve overcoming operational barriers.
To date, there is no pretreatment systematization to maximize biomass fractionation, which involves a techno-economical description of process scale-up. This assessment is crucial to finding suitable production methods and overcoming possible technical and economic hurdles. Although pretreatments are selective to the type of process and feedstock, this work gives an overview of the best pretreatment schemes to maximize lignocellulosic components upgrading. Different sequential pretreatments were analyzed through a heuristic analysis involving the assessment of operational and techno-economic indicators. It was proposed to evaluate indicators through compositions and removals reported in the literature, as well as simulation results for process scale-up. The objective was to analyze the removal or isolation of lignocellulosic fractions to improve biorefinery design proposals. It was concluded that to maximize the integral valorization of lignocellulosics, hemicellulose fractionation must first be followed by lignin solubilization, obtaining the three lignocellulosic fractions as platform products.
2. Materials and Methods
The pretreatment assessment was carried out based on the heuristic analysis methodology. After a pretreatment screening, different sequential schemes were proposed to isolate lignocellulosic fractions individually. Data from the literature were used to estimate indicator scores and as input data in the simulation of pretreatment schemes. The heuristic analysis assessed ten technical and economic indicators, weighted according to weight factors, to determine the best pretreatment schemes for designing lignocellulosic biorefineries. Figure 1 summarizes the working methodology for the heuristic assessment.
2.1. Pretreatment Screening
Different pretreatments were reviewed based on the best individual isolation of each lignocellulosic fraction previously summarized [9]. The isolation can be considered in the hydrolyzed liquor or the water-insoluble solid (WIS) form. Pretreatments with hemicellulose and lignin removals greater than 60% or cellulose losses less than 30% were proposed as possible candidates for combination or sequencing. Each sequential pretreatment was aimed at the best overall lignocellulosic recovery, which can be reflected in the indicators of cumulative removal (; see Equation (1)) or cellulose recovery (; see Equation (2)), where represents each pretreatment in the sequencing system; the total number of pretreatments applied; and the lignocellulosic fraction of interest, such as cellulose, hemicellulose, or lignin.
2.2. Heuristic Analysis
2.2.1. Indicators’ Description
Ten techno-economic indicators were considered for the heuristic assessment. Indicators (i)–(v) were calculated based on lignocellulosic removals or concentrations from the literature, while Indicators (vi)–(ix) were determined through computational tools for scaling up biomass pretreatment. The following section briefly describes the indicators, including calculation and relevance for scoring. (i) Total lignocellulosic removal () associates the isolated or fractionated amount of biomass at the end of the sequence regarding the initial composition. For further valorization, should be maximum for hemicellulose and lignin, as well as the minimum for cellulose. Note that throughout the sequences, there are more than two pretreatment schemes; therefore, there are mass losses or partial lignocellulosic removals during each scheme. (ii) There needs to be accessibility to the product of interest (). Given the structure of the biomass and the operational strength of the pretreatment, the isolation is not selective toward one fraction. Therefore, the liquor and WIS will have small-to-medium unwanted fractions. The (see Equation (3) for cellulose, Equation (4) for hemicellulose and Equation (5)) was calculated considering the composition of unwanted lignocellulosic compounds () either in the liquors or in the final WIS of the sequence. In valorization schemes toward reactions or bioconversions, the should be highly reflected as the fraction purity. (iii) The next indicator is cellulose recovery (). Most biotechnological processes seek to maximize sugars for biofuel production. The relates the cellulose composition in the final WIS. High values are mandatory to increase overall yields and process profits as a viable platform product for obtaining high-value-added products. (iv) The operational strength of pretreatment is directly related to severity (). High severity results in a higher process energy demand and equipment resistance to operational stress, thus increasing overall costs. Therefore, the severity should be as low as possible. The was calculated by considering the severity factors (Log ()) of each pretreatment scheme in the sequential scheme, as shown in Equation (6), where was already reported elsewhere [16]. (v) The next indicator is the valorization potential of sub-streams (). Biorefinery designs are framed toward the integral valorization of biomass. Therefore, it is not feasible to consider the fractionation or isolation of a lignocellulosic fraction. refers to the possibility of recovering the sub-streams of the sequential scheme, either hydrolyzed products such as five-carbon sugars, soluble lignin, or solid cellulose. The multiplies the composition to be recovered () by its accessibility at pretreatment , as shown in Equation (7) for cellulose, Equation (8) for hemicellulose and Equation (9) for lignin. For example, in a sequential dilute acid (DA) and kraft scheme for cellulose isolation, the first pretreatment () will hydrolyze much of the hemicellulose (), whereas in the second pretreatment (), the lignin will be solubilized (). Likewise, describes that sequential schemes based on hemicellulose valorization should consider the composition of lignin in each obtained liquor and the cellulose in the WIS, while in lignin schemes, the composition of hydrolyzed five-sugars should be included. (vi) The mass yield () relates the amount of platform product possible to be valorized post-sequencing, correlating cellulose in the WIS, soluble lignin, and the five-carbon oligomers and monomers hydrolyzed from hemicellulose (see Equation (10)). The maximization of is crucial. (vii) The next indicator is the water demand (). This indicator correlates the volume of processing water since its consumption is one of the main drawbacks of biotechnological processes [17], whose values must be kept to a minimum. (viii) The energy yield () refers to energy demand for utilities such as steam, cooling water, and electricity regarding the raw feedstock. A lower energy demand leads to lower operating costs. (ix) The next indicator is the capital () and (x) operating () expenditures. Capital investment helps to determine different economic feasibilities involving operational costs; therefore, their values should be minimized.
Cellulose:
Hemicellulose:
Lignin:
Cellulose:
Hemicellulose:
Lignin:
2.2.2. Simulation Procedure
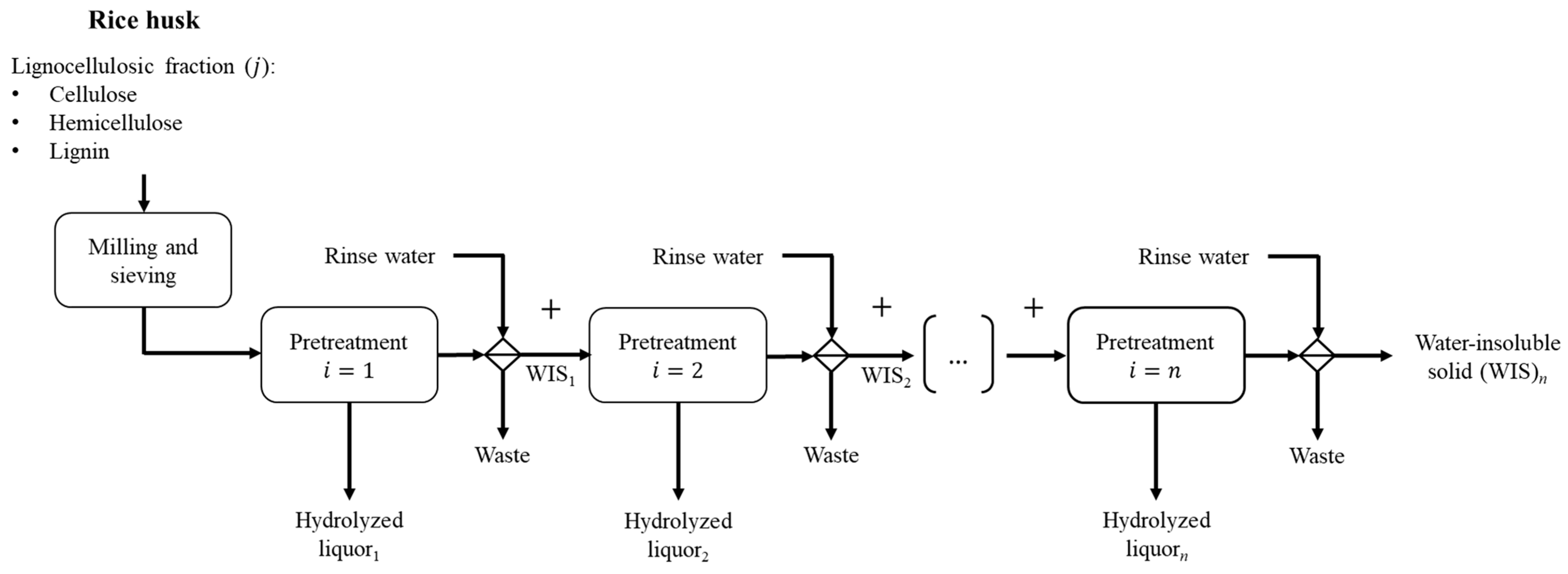
For the scoring of Indicators (vi)–(x), sequential schemes were designed and simulated using Aspen Plus v9.0 software (Aspen Technology Inc., Bedford, MA, USA). Two raw materials were proposed for the simulations: non-centrifugal sugarcane (NCSC) bagasse and rice husk. However, after a feedstock selection analysis through eight preliminary indicators, only one feedstock was used for the pretreatment designs. The indicators considered were based on agronomic stage data (i.e., cultivated area, yield and cultivation time, agricultural production, and production costs), residue generation, and lignocellulosic composition of potential residues. After the raw material selection, the processing of 50 tons day−1 of the lignocellulosic biomass was assumed for simulation purposes. The schemes were simulated with the operational conditions reported in the literature and considering the fractionation removals or yields. The scope of the simulations corresponds to a control volume from the feedstock reception to the final filtration of the sequential scheme (separation of the last WIS and the hydrolyzed liquor), as shown in Figure 2. The physicochemical properties of the lignocellulosic compounds were taken from the National Renewable Energy Laboratory () report [18]. Additionally, the Non-Random Two Liquids () thermodynamic method and the Soave–Redlich–Kwong equation of state were specified for the thermodynamic and chemical properties of the simulations.
For the economic indicators, the Aspen Process Economic Analyzer v9.0 software (Aspen Technology Inc., Bedford, MA 01730, USA) was used for the mapping and direct equipment costing. The analysis considered the US dollar (USD) as the economic unit and a market exchange rate of 4660 COP per USD. The CapEx was estimated as the sum of the direct costs, as well as the civil work for assembly and installation, electrical, piping, mechanical, and instrumentation, among others. On the other hand, the OpEx was simplified as the cost of raw materials, utilities, depreciation, maintenance, and labor. The cost of raw materials and utilities is summarized in Table 1. Processing and cooling water was estimated through the Chemical Engineering Plant Cost Index () of 808.2 for 2022. For labor costs, four workers were assumed (two in the plant, one in the control room, and one in the raw material reception) with wages of 31.1 USD d−1 (2.5 legal minimum wages by 2023 in Colombia). Finally, the depreciation considered a constant interest rate of 9.34% (straight line method), while maintenance was determined as 6% of the CapEx.
2.2.3. Integral Assessment
The heuristic analysis involves a quantitative assessment of the indicators, giving a score depending on the relevance in the final estimation. Each indicator was scored with values from 1 to 10, where 1 is the lowest score and 10 is the highest. For Indicators (i)–(iii), (v), and (vi), the values were normalized to a scale of ten. For Indicator (iv), the severity factor was calculated with the operating conditions of the pretreatment screening, being the best case (score of 10) when the temperature and time are minimum (150 °C for alkali and 7 min for steam explosion), and the worst case (score of 1) when the conditions are maximum in the pretreatments (197.6 °C for SE and 60 min for LHW). The score for Indicator (vii) was determined by comparing the water demand with the usable water capacity in Colombia of 21.45 × 1011 m3 [20]. Indicators (viii)–(x) were compared with the pretreatment stage of large-scale biorefineries reported in the literature for wood [8], sugarcane bagasse [21], and cocoyam [22]. The final heuristic assessment (see Equation (11)) contemplates the weighting between the indicator score (rating, ) and the weight factor () for each lignocellulosic indicator () until the total of heuristic indicators (). Moreover, represents the division of the maximum and minimum regional value range (, ) by the maximum scale value () [23], as shown in Equation (12). The feedstock selection analysis for simulation purposes was performed similarly to the heuristic assessment, as the weighting between the score for each indicator and the weight factor.
3. Results
3.1. Pretreatment Screening
The review of the different pretreatments contemplated sequencing at least two pretreatment schemes to maximize the lignocellulosic fraction of interest. It was observed that single-step processes cannot completely fractionate the biomass with maximum accessibility for platform products [17]. Consequently, the performance of further processes could be reduced, as in saccharification, where some studies report the lignin inhibition on enzyme activity due to steric hindrance, the non-accessibility of the enzyme on cellulose, and the non-performance of the enzyme on lignin, leading to its deactivation [24]. Therefore, proposing different sequential schemes to remove unwanted lignocellulosic fractions is needed. Table 2 summarizes the sequential schemes proposed for isolating lignocellulosic compounds. The selection of the schemes was particular to each fraction. Considering the partial removals after each pretreatment, the sequence must have a specific order guided by the technological readiness level () or the possibility of removing unwanted fractions. For example, sequences were proposed for cellulose isolation that maximized hemicellulose hydrolysis and lignin solubilization through minimal loss of hexoses. It was expected that DA and kraft should be present in cellulose isolation since they are the main pretreatments for biofuel production and pulping of lignocellulosic materials, respectively. Both schemes have high TRLs; however, kraft processes are widely industrialized, enabling their use in the first sequencing pretreatment for the kraft and SE scheme. On the other hand, DA is characterized by high hemicellulose fractionation compared to lignin. Thus, the use of DA as a first step, and a pretreatment with high lignin removal as a second step can be proposed to facilitate the total biomass fractionation in biorefinery schemes, such as the sequence of DA and wet air oxidation (WAO). However, it has been reported that the hydrolysate may contain glucose according to the pretreatment severity and the structural biomass configuration. Li and co-authors showed that the content of hydrolyzed pentoses could vary between 42% and 66% of the quantified monosaccharides based on the feedstock type [25]. Concerning hemicellulose-based schemes, the sequential order relates the acidic character of the pretreatments in an upward pH to avoid the formation of inhibitory compounds toward the bioconversion processes [26]. Therefore, DA was never the first-step pretreatment for hemicellulose hydrolysis. Although ammonia-recycled percolation (ARP) could be an option in these schemes, there are large fractionations of cellulose [27]. Finally, pretreatments were first performed for the lignin sequences with greater biomass cleaning by removing hemicellulose or those schemes where lignin solubilization is minimal.
Table 2 also shows the results of the operational indicators (Indicators (i)–(v)). It was identified that, for the cellulose sequences, the overall removals or losses were less than 19%. Likewise, the accessibility of cellulose in the WIS was more than 90%, except for the DA and alkali sequential pretreatment, indicating a remaining lignin composition that has not been solubilized. However, proposing a third pretreatment step for this sequence leads to higher capital and operating costs, as well as a possible increase in cellulose removal. Accessibility is directly related to , demonstrating a higher potential for processes requiring cleaner cellulose, as for SE and WAO sequential pretreatment. However, this sequence is the second most severe, followed by DA and WAO, since they are the most energy-intensive heating schemes. In addition, this sequence implements high-pressure processes using saturated steam. Regarding the possibility of valorization of sub-streams ( indicator), those sequences involving WAO showed the best results due to their high lignin removal capacity, which was proposed after a selective pretreatment mainly for hemicellulose-based schemes.
For schemes based on hemicellulose fractionation, large overall removals were obtained. However, it is crucial to control operational conditions to avoid the degradation of both monomers and oligomers toward furans and aliphatic compounds. Even with low acidic characteristics, such as LHW or SE sequential pretreatment, there is a decrease in the pH of the medium given to the formation of aliphatic compounds such as acetic acid, favoring catalyzed hydrolysis for the dehydration of pentoses toward furfural and hydroxymethylfurfural [28]. Similar overall removals were also observed for lignin sequences contemplating WAO pretreatment; however, there was no complete removal for the other schemes, such as in DA with alkali or SE with alkali. Therefore, there is a remaining lignin fraction between 14% and 32% in the final WIS. Given the structural character of hemicellulose and lignin, both biopolymers are usually removed together, decreasing the accessibility in the WIS compared to cellulose sequences (see the indicator). However, the average accessibility for schemes based on both lignocellulosic fractions was 74.4%. Finally, the possibilities of sub-stream valorization were lower for pentose isolation due to the accessibility of lignin in the liquors and low cellulose recovery. For the lignin sequences, it was observed that the first hydrolysate contains a large part of the initial five-carbon sugars of the biomass, so the valorization of the second liquor may be negligible.
3.2. Feedstock Analysis
A heuristic analysis for pretreatment in biorefinery designs can involve the use of operational indicators, as well as technical and economic approaches. Therefore, process simulation is relevant when it is desired to scale up sequential schemes. As a lignocellulosic raw material, it was proposed to work with two important residues in Colombia which are directly used in the food agroindustry. Table 3 shows the information collected for the indicators of raw material selection analysis. The agricultural crop data were considered since the processing scale of the sequential schemes depends on the agricultural capacity, determining the production and area of the crop. Additionally, harvesting times should be considered, as it would allow for establishing the continuity of the process or if it should be performed in batches based on crop productivity. Likewise, the generation of residues was considered, which can be a potential for valorization proposals in biorefinery schemes. High production and composition of residues will provide a greater flow to the proposed biorefinery. For NCSC, the residues were bagasse and sprout, while for rice, they were husk and straw. However, this work compares the NCSC-bagasse and rice husk, whose lignocellulosic composition is also described. The scoring of the indicators referring to NCSC and rice crops was performed based on the area cultivated in Colombia for traditional tropical crops and grains, with values of 1.63 × 106 and 1.25 × 106 Ha, respectively [29]. The total weighting results in Table 3 show that the rice husk has a slightly higher potential. Although both raw materials are agro-industrial residues, the market for NCSC-bagasse is limited because its main use is as fuel in heating systems for evaporation or juice concentration. In contrast, rice husks do not have a main market because they are usually incinerated on the field. Furthermore, few husk fractions are used in gardening due to water drainage; other studies have focused on producing functional materials and value-added products [30]. Both feedstocks showed potential for valorization in biorefinery schemes, differing considerably in production rates and harvesting time. Despite a higher quantity of NCSC-bagasse, rice husk may have a more continuous production due to its shorter annual harvesting time. On the other hand, it can be observed that NCSC bagasse may be more susceptible to bioconversion processes due to its higher sugar content, while rice husk for lignin valorization or as a precursor material due to its ash composition. After feedstock selection, different sequential pretreatment schemes were designed and evaluated considering the lignocellulosic composition of rice husk.
3.3. Techno-Economic Analysis
After analyzing operating indicators and raw materials, the mass yield and the water and energy requirements of the pretreatment sequences, were discussed as shown in Table 4. The indicates the potential of all the valorizable streams in terms of cellulose content in the WIS, hydrolyzed pentoses, and soluble lignin in the liquors since they will be used as future platform products. High values are desired in biorefinery schemes to improve the overall economic performance. It was observed that, for the cellulose-based schemes, all sequences had an in the 50–55% range, except for the sequential pretreatment of DA and alkali, due to the low lignin removal compared to other schemes, which would gradually decrease the valorization yields of this heteropolymer. However, as expected, these values were higher than all hemicellulose-based schemes due to the small and medium hexose removals, as in the pretreatments involving organosolv and LHW with cellulose removals of 19.6% and 29.8%, respectively. Meanwhile, for lignin sequences, the SE and WAO scheme showed the highest yields since cellulose isolations were higher than 90%, and fractionations of 95% for hemicellulose and 97% for lignin were achieved. Indeed, those schemes where WAO was implemented showed the best for both cellulose and lignin schemes. The mass and energy yields depend on the operating conditions (i.e., temperature, pressure, and feed ratio) of each pretreatment, as well as the removal yield. Therefore, energy demand must be minimized and not reflected in operating costs. A high energy demand leads to a higher requirement for either steam or electricity. Regarding water consumption, its volume will depend on feed ratios, dilutions performed, and WIS washings after each pretreatment. Biotechnological processes demand high water ratios. Some studies have shown that, in large-scale wood-based biorefineries, processing water represents more than 95% of the raw materials [8], given its extensive use in pretreatments for dilution rates and reaction and separation schemes. In general, there was not much difference for all sequences, with an average demand of 27.9 m3 ton−1 of feedstock.
The analysis of the utility requirement is crucial, as it will affect the operating costs of the processes. Regarding steam demands, their use will increase as the pretreatment thermal conditions increase. However, this work involved an energy integration analysis to decrease these demands. Therefore, thermal energy from the hot process streams was considered. It was evidenced that the schemes involving kraft as the first pretreatment demanded more steam consumption, especially the medium-pressure steam (48.8–59.9 tons per ton of raw material). Similarly, the organosolv processes demand steam by also involving solvent recovery through a distillation system, such as in the sequential scheme of organosolv and DA for hemicellulose. In fact, this was the scheme that most demanded cooling water both for the exchanger downstream of each reactor and for the condenser of the separation columns, as well as electricity for the reflux pumps. A low was identified for the DA sequences as the first pretreatment. On the other hand, the electrical consumption was variable as the volume of the reactors increased due to the power demand. Although the WAO pretreatment requires an air compressor, it did not show a significant electrical increase compared to the other processes.
Table 5 summarizes the investment and operating costs of the sequential pretreatments. The CapEx may increase or decrease depending on the equipment sizing regarding capacities, transfer areas, and residence time. Additionally, the direct cost will depend on the type of equipment used, which must be specified within the Aspen Process Economic Analyzer computational tool. For example, the pretreatment reactors were mapped with stirring, heating jacket, and enclosed, while the heat exchangers were shell and tube with TEMA-type design (see Supplementary Materials Table S1). Regarding CapEx, all schemes were within the range of 1.3–3.0 M-USD, which mainly involved the use of a threshing machine, sieving, a reagent mixing tank for both the first and second pretreatment, hydrolysis or pretreatment reactors, two heat exchangers downstream of each reactor, two filters for the separation of the WIS and hydrolyzed liquors, and a washing filter for the first WIS. The organosolv and DA sequence showed the highest investment costs due to the high capacity of the organic solvent separation equipment since it requires the use of the column, reboiler, condenser, pump, and collector tank for reflux. Although solvent recovery and recirculation, ethanol drastically increases the raw material costs and operating costs. In general, the average OpEx of the cellulose schemes was the lowest compared to hemicellulose and lignin. The labor cost for all the schemes was 59,057 USD year−1 since they involved the same number of workers. Steam as raw material for pretreatments involving SE was also identified as a key factor in increasing the total OpEx of the process. It was mentioned previously that, in the cellulose pretreatments, on the other hand, the accessibility decreased because the WIS has remaining lignin fractions, as in the DA and alkali sequence, with a content of 26.3%. Therefore, an alternative would be to include a third pretreatment stage where much of the lignin is removed but with limited cellulose fractionations, especially for bioprocesses selective to hexoses only. WAO could be a favorable option based on operational indicators, whose removals have been reported to be 7.1% cellulose, 75.5% hemicellulose, and 97.3% lignin [32]. However, including this third step in the sequence would increase CapEx and OpEx costs by 92.3% and 42.6% (3.08 M-USD and 10.9 M-USD year−1). These cost increases would prevent the inclusion of a third step from the biorefinery design concept since its aim considers technical but also economic aspects. The CapEx and OpEx may vary in economic feasibility depending on the technological complexity and processing scale. Based on some economic methodologies, the feasibility can be calculated through the OpEx, contrasting it with the process revenues [33]. The CapEx becomes relevant since some OpEx costs are calculated through the CapEx as a mathematical equation. For example, maintenance equals 6% of CapEx, or insurance and taxes as 2% of CapEx. Therefore, CapEx and OpEx should be minimized.
3.4. Heuristic Analysis
After evaluating each indicator based on the literature and simulation data, the scoring and weighting for the heuristic analysis were performed, as shown in Table 6. The heuristic analysis concluded that DA with WAO and DA with alkali sequences are the most theoretically optimal for cellulose isolation, with total scores of 7.8 and 7.5, respectively. Therefore, sequencing should first involve a hemicellulose fractionation step through acid-catalyzed pretreatments followed by lignin removal pretreatments. Indeed, this trend was also observed for the sequence of SE and WAO. In contrast, performing alkaline pretreatments first for lignin solubilization leads to a small fractionation of pentoses, significantly decreasing operational indicators such as , , and . These results agree with the literature, showing a decrease in cellulose recovery when alkali is used as the first step in a pretreatment sequence [13]. Similar results were also observed when using weaker acids, such as peracetic acid, best used for delignification processes [34]. Based on the results in Table 6, it was concluded that contributes largely to the discussion of the heuristic analysis ( of 17.8%), gradually decreasing the total score when performing kraft processes.
Based on the sequential pretreatments for hemicellulose fractionation, the final scores were lower than the cellulose sequences. Despite the high , these pretreatments usually removed hexose fractions from cellulose or hemicellulose (i.e., β-d-glucose, β-d-mannose, α-l-rhamnose, α-d-galactose, and α-l-fucose) and lignin [35], decreasing , , , and . However, the best sequential schemes for hemicellulose were SE with DA and LHW with DA. DA was identified as the second pretreatment stage, leading to better fractionation of the remaining hemicellulose due to the incomplete breakdown of the lignin–carbohydrate matrix or hydrolysis of pentose oligomers formed in LHW [36] or SE [37]. Similar results were reported in the literature, where hemicellulose removals greater than 93% were achieved following the LHW and DA sequence, explained by the partial removal of lignin as a physical barrier to further pentose hydrolysis [13]. The results in Table 6 indicate that the proposed sequences are driven toward maximizing pentose removal from hemicellulose, largely achieved during the first pretreatment stage. A second stage should be proposed to isolate lignin instead of removing the remaining hemicellulose, as it decreases the possibility of valorization of the second liquor, which may be contaminated with an excess reagent or unwanted fractions that prevent good processing. For example, following the SE and LHW sequential pretreatment, the second liquor would have a theoretical composition of 43.5% cellulose, 12.5% hemicellulose, and 44.0% lignin, demonstrating the lower composition of pentoses. Therefore, the cellulose-based sequences demonstrate a higher , as the first liquor is rich in pentoses, and the second liquor is rich in soluble lignin, along with high . This analysis was also demonstrated in the sequences for lignin isolation, where pretreatments were proposed for pentose fractionation first, and a subsequent process was emphasized for delignifications. Different results were observed when comparing sequential pretreatments for hemicellulose and lignin valorization. (i) Hemicellulose-based schemes did not show high lignin removals; in contrast, liquors would be abundant in either hydrolyzed sugars or inhibitor formation. Therefore, either low composition or high hydrolyzed pentoses could affect soluble lignin valorization after a second pretreatment. (ii) Despite low lignin removal, acid-catalyzed pretreatments fractionate this heteropolymer, and small amounts affect future bioconversions [1]. Therefore, proposing schemes where lignin isolation is prioritized first is advisable. (iii) Lignin-based schemes could obtain a first hydrolysate rich in pentoses and a second one with soluble lignin. (iv) During the process scale-up, a high energy demand was observed in hemicellulose schemes, impacting operating costs.
For lignin valorization processes, the sequences DA with kraft and SE with kraft obtained a better total score. The removal of hemicellulose decreases the integrity of the biomass, leading to a better attack of chemical reagents on the structure and a faster delignification. Some studies have shown complete hemicellulose removal and delignification of up to 68% for SE and kraft sequential pretreatments [38]. A second pretreatment step also increased lignin removals due to eliminating physicochemical barriers exerted by the lignocellulosic matrix [14]. However, sequences considerably impact the overall biomass removals. Unlike acid-catalyzed pretreatments such as DA, hydrothermal pretreatments decrease the overall sequence delignification. At temperatures of 100–170 °C, lignin liquefies into small coalesced droplets that migrate out of the cell wall due to their hydrophobic character, and these droplets eventually attach to the biomass structure during the cooling steps (relocation of coalesced lignin droplets), decreasing delignifications [39]. However, pretreatments such as DA do not tend to form these coalesced droplets, as they are easily removed, together with hemicellulose solubilization [13]. Additionally, carrying out future alkaline pretreatments fractionates β-O-4 bonds within the lignin matrix, overcoming condensation issues [40].
The results of the heuristic analysis of sequential pretreatments are in accordance with the efficacy results of single-stage pretreatments, where technical, economic, environmental, and social indicators were assessed [9]. It was identified that the DA and WAO pretreatments correspond to a proposed sequence for cellulose isolation. In contrast, organosolv is not feasible due to hexose losses, as well as high costs and energy demands that will increase with additional pretreatment steps. The sequential schemes also included the most effective pretreatments (LHW, SE, and DA) for hemicellulose valorization. Meanwhile, for the removal and future use of lignin, only the kraft pretreatment was agreed to be the most effective one included in a sequence where a previous acid treatment is performed. Considering the results of the heuristic analysis and single-step efficacy, the DA with WAO sequential pretreatment seems to be the best overall scheme in biorefinery approaches since it would result in two hydrolysates for pentose and soluble lignin, as well as a WIS rich in cellulose. Figure 3 shows a schematic diagram of the interaction between the lignocellulosics and the proposed sequential scheme for a biorefinery. After DA pretreatment, a hydrolyzed liquor with 82.9% pentose accessibility would be obtained, removing more than 98% of hemicellulose. Likewise, the pretreated solid subjected to WAO would yield a second hydrolyzed liquor rich in soluble lignin (92.2% composition) with accessibility of 96.1%. Finally, the WIS rich in hexoses would have a composition of 97.2% cellulose, achieving a recovery of 83.7%.
Different authors have proposed biorefineries based on the fractionation of lignocellulosic biomass for catalytic products, biochemical pathway products, platform molecules, and energy products [41]. However, increasing the rate of commercial products will also increase the complexity of the processing structure. For example, it is possible to propose different products in a biorefinery based on wood biomass. By performing a DA pretreatment, the hydrolyzed liquor can be considered for the production of furfural, which has been widely used as a solvent or pesticide precursor. After detoxification, this first hydrolyzed liquor can also produce xylitol from xylose, whose nutritional properties of the sugar alcohol have been described [42]. After the second pretreatment with WAO, the soluble lignin can be used as a raw material for producing phenolic compounds or a precursor for lignin-based materials [43]. Meanwhile, the cellulose remaining from the pretreatment sequence could be used to produce biofuels or platform chemicals. In contrast, the complexity of the biorefinery can be decreased by contemplating the sequential scheme for the pentose platform as the LHW and DA sequence. The first hydrolysate would have a lower composition of inhibitory compounds [44], allowing its use in biochemical processes such as xylose fermentation. Moreover, after the second pretreatment with DA, the cellulose could be used to manufacture chemical products [45]. Although sequential pretreatments show promise in biorefinery schemes, some implications must be discussed. After a pretreatment, there is not only the lignocellulosic removal or formation of simpler molecules but also structural changes in the biomass that will affect the performance of a second pretreatment. Some authors have shown that after hydrothermal treatment, there are changes in the cell wall or the ultrastructure of the biomass, even degrading it significantly with increasing severity [46]. This phenomenon is also reflected in lignin, whose dispersity, molecular weight, structural organization, and properties change according to the pretreatment performed [24]. On the other hand, the formation of unwanted compounds or by-products could interact in the second pretreatment, decreasing the performance of the process. These undesired compounds will also interfere in future valorizations of the obtained undercurrents or hydrolysates. Therefore, studying the influence of by-products and biomass structural change could be a future work to improve biomass fractionation in sequential schemes. Moreover, this work focused on the techno-economic discussion, leaving aside the environmental assessment. Considering an integral sustainability analysis, environmental and social aspects must be adressed. Therefore, a study on the influence of the toxicity of reagents, the environmental impact of waste streams such as washing streams, and the transport of raw materials would help to complement the sustainability analysis.
4. Conclusions
Sequential pretreatment schemes were proposed given the growing interest in maximizing lignocellulosic fraction isolation and the integral biomass valorization. The heuristic analysis of ten techno-economic indicators framed to the pretreatment stage concluded that it is possible to improve the overall performance by combining two sequences of steps. The indicators were proposed based on a literature review considering those aspects that would influence preliminary biorefinery designs and pretreatment efficacy indicators. This work offers a conceptual tool of potential sequential schemes for fractionating lignocellulosic biomass and producing platform chemicals or final products. The DA sequence with WAO could be the most optimal for pretreatments based on cellulose isolation in the post-hydrolysis solid. Meanwhile, for biorefineries based on hemicellulose and lignin valorization, SE sequences with DA and DA with kraft could help a better fractionation, respectively. Likewise, considering the valorization of all sub-streams, the DA sequence with WAO could be a potential alternative in biorefinery schemes since an acid pretreatment is performed first to obtain pentose-rich hydrolyzates and a second subsequent pretreatment for lignin solubilization, obtaining a final solid that is rich in hexoses. This sequence showed the best results of isolation of platform products that can be further valorized to commercial products since it has easy accessibility and low severity, gradually decreasing the investment and operation expenses. The results of this work would help to understand the importance of pretreatment design in lignocellulosic biorefineries, showing that depending on the objective, the pretreatment will affect the upstream and downstream of the process. However, structural biomass aspects and inhibitor formation must be considered to complement the performance of sequential schemes. This work gives a partial view of the sustainability of biorefineries since only techno-economic aspects were discussed. It is the first approximation of early lignocellulosic biorefinery designs.
Supplementary Materials
The following supporting information can be downloaded at https://0-www-mdpi-com.brum.beds.ac.uk/article/10.3390/app13116758/s1, Table S1: Equipment mapping of sequential pretreatment schemes.
Author Contributions
Conceptualization, J.A.P.-G.; methodology, J.A.P.-G.; validation, J.A.P.-G.; formal analysis, J.A.P.-G.; investigation, J.A.P.-G.; resources, C.A.C.A.; data curation, J.A.P.-G.; writing—original draft preparation, J.A.P.-G.; writing—review and editing, J.A.P.-G. and C.A.C.A.; visualization, C.A.C.A.; supervision, C.A.C.A.; project administration, C.A.C.A.; funding acquisition, C.A.C.A. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the “Ministerio de Ciencia, Tecnología e Innovación (MINCIENCIAS)”, Colombia. (Contract number: FP44842-213-2018).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
No new data were created or analyzed in this study. Data sharing is not applicable to this article.
Acknowledgments
The authors express their gratitude for the program “Reconstrucción del tejido social en zonas posconflicto en Colombia” SIGP code: 57579 with the project entitled “Competencias empresariales y de innovación para el desarrollo económico y la inclusión productiva de las regiones afectadas por el conflicto colombiano” SIGP code 58907.
Conflicts of Interest
The authors declare no conflict of interest.
Nomenclature
| Ammonia recycled percolation | |
| Capital expenditure, M-USD | |
| Cellulose | |
| Dilute acid | |
| Hemicellulose | |
| Indicator, units based on the indicator | |
| Non-centrifuge sugarcane | |
| National Renewable Energy Laboratory | |
| Non-Random Two Liquids | |
| Liquid hot water | |
| Lignin | |
| Operating expenditure, M-USD year−1 | |
| Maximum regional value | |
| Minimum regional value | |
| Severity factor | |
| Steam explosion | |
| Maximum scale value | |
| Technology readiness level | |
| Unwanted lignocellulosic composition, % | |
| Recovered compounds, % | |
| United States dollars, US dollars | |
| Wet air oxidation | |
| Water-insoluble solid | |
| Greek | |
| Weight factor, % | |
| Subscripts | |
| Accessibility, % | |
| Capital expenditure, M-USD | |
| Cellulose removal, % | |
| Utility yields, ton ton−1 (steam), m3 kg−1 (cooling water), kW ton−1 (electricity) | |
| Pretreatment stage | |
| Lignocellulosic fraction | |
| Lignocellulosic indicator | |
| Total number heuristic indicators | |
| Total number of pretreatment stages | |
| Operating expenditures, M-USD year−1 | |
| Cumulative removal, % | |
| Severity | |
| Valorization potential, % | |
| Water demand, m3 ton−1 | |
| Mass yield, kg 100 kg−1 | |
References
- Conteratto, C.; Artuzo, F.D.; Santos, O.I.B.; Talamini, E. Biorefinery: A comprehensive concept for the sociotechnical transition toward bioeconomy. Renew. Sustain. Energy Rev. 2021, 151, 111527. [Google Scholar] [CrossRef]
- Poveda-Giraldo, J.A.; Piedrahita-Rodríguez, S.; Aristizabal, N.S.; Salas-Moreno, M.; Alzate, C.A.C. Prefeasibility analysis of small-scale biorefineries: The annatto and açai case to improve the incomes of rural communities. Biomass Convers. Biorefin. 2022. [Google Scholar] [CrossRef]
- Piedrahita-Rodríguez, S.; Solarte-Toro, J.C.; Piñeres, P.P.; Ortiz-Sánchez, M.; Pérez-Cordero, A.; Cardona-Alzate, C.A. Analysis of a biorefinery with multiple raw materials in the context of post-conflict zones in Colombia: Plantain and avocado integration in the Montes de María region. Biomass Convers. Biorefin. 2022, 12, 4531–4548. [Google Scholar] [CrossRef]
- Solarte-Toro, J.C.; Alzate, C.A.C. Biorefineries as the base for accomplishing the sustainable development goals (SDGs) and the transition to bioeconomy: Technical aspects, challenges and perspectives. Bioresour. Technol. 2021, 340, 125626. [Google Scholar] [CrossRef]
- Baruah, J.; Nath, B.K.; Sharma, R.; Kumar, S.; Deka, R.C.; Baruah, D.C.; Kalita, E. Recent trends in the pretreatment of lignocellulosic biomass for value-added products. Front. Energy Res. 2018, 6, 18. [Google Scholar] [CrossRef]
- Cardona-Alzate, C.A.; Serna-Loaiza, S.; Ortiz-Sanchez, M. Sustainable biorefineries: What was learned from the design, analysis and implementation. J. Sustain. Dev. Energy Water Environ. Syst. 2020, 8, 88–117. [Google Scholar] [CrossRef]
- Reshmy, R.; Philip, E.; Madhavan, A.; Sirohi, R.; Pugazhendhi, A.; Binod, P.; Awasthi, M.K.; Vivek, N.; Kumar, V.; Sindhu, R. Lignocellulose in future biorefineries: Strategies for cost-effective production of biomaterials and bioenergy. Bioresour. Technol. 2022, 344, 126241. [Google Scholar] [CrossRef]
- Poveda-Giraldo, J.A.; Cardona, C.A. Biorefinery potential of Eucalyptus grandis to produce phenolic compounds and biogas. Can. J. For. Res. 2021, 51, 89–100. [Google Scholar] [CrossRef]
- Poveda-Giraldo, J.A.; Garcia-Vallejo, M.C.; Alzate, C.A.C. Analysis of Single-Step Pretreatments for Lignocellulosic Platform Isolation as the Basis of Biorefinery Design. Molecules 2023, 28, 1278. [Google Scholar] [CrossRef]
- Mood, S.H.; Golfeshan, A.H.; Tabatabaei, M.; Jouzani, G.S.; Najafi, G.H.; Gholami, M.; Ardjmand, M. Lignocellulosic biomass to bioethanol, a comprehensive review with a focus on pretreatment. Renew. Sustain. Energy Rev. 2013, 27, 77–93. [Google Scholar] [CrossRef]
- Alzate, C.A.C.; Aristiza, V.; Botero, J.M. Biorefineries: Design and Analysis; CRC Press/Taylor & Francis Group: Boca Raton, FL, USA, 2019. [Google Scholar] [CrossRef]
- Zhang, C.; Pang, F.; Li, B.; Xue, S.; Kang, Y. Recycled aqueous ammonia expansion (RAAE) pretreatment to improve enzymatic digestibility of corn stalks. Bioresour. Technol. 2013, 138, 314–320. [Google Scholar] [CrossRef]
- Hoşgün, E.Z.; Ay, S.B.; Boza, B. Effect of sequential pretreatment combinations on the composition and enzymatic hydrolysis of hazelnut shells. Prep. Biochem. Biotechnol. 2020, 51, 570–579. [Google Scholar] [CrossRef]
- Aggarwal, N.; Pal, P.; Sharma, N.; Saravanamurugan, S. Consecutive Organosolv and Alkaline Pretreatment: An Efficient Approach toward the Production of Cellulose from Rice Straw. ACS Omega 2021, 6, 27247–27258. [Google Scholar] [CrossRef]
- Tang, W.; Wu, X.; Huang, C.; Huang, C.; Lai, C.; Yong, Q. Enhancing enzymatic digestibility of waste wheat straw by presoaking to reduce the ash-influencing effect on autohydrolysis. Biotechnol. Biofuels 2019, 12, 222. [Google Scholar] [CrossRef] [Green Version]
- Fockink, D.H.; Sánchez, J.H.; Ramos, L.P. Comprehensive analysis of sugarcane bagasse steam explosion using autocatalysis and dilute acid hydrolysis (H3PO4 and H2SO4) at equivalent combined severity factors. Ind. Crops Prod. 2018, 123, 563–572. [Google Scholar] [CrossRef]
- Poveda-Giraldo, J.A.; Alzate, C.A.C. A biorefinery for the valorization of marigold (Calendula officinalis) residues to produce biogas and phenolic compounds. Food Bioprod. Process. 2021, 125, 91–104. [Google Scholar] [CrossRef]
- Wooley, R.J.; Putsche, V. Development of an ASPEN PLUS Physical Property Database for Biofuels Components; National Renewable Energy Laboratory: Golden, CO, USA, 1996. [Google Scholar]
- García-Velásquez, C.A.; Cardona, C.A. Comparison of the biochemical and thermochemical routes for bioenergy production: A techno-economic (TEA), energetic and environmental assessment. Energy 2019, 172, 232–242. [Google Scholar] [CrossRef]
- Food and Agriculture Organization of the Uniter Nations AQUASTAT. FAO. 2021. Available online: https://tableau.apps.fao.org/views/ReviewDashboard-v1/country_dashboard?%3Aembed=y&%3AisGuestRedirectFromVizportal=y (accessed on 16 November 2022).
- Restrepo-Serna, D.L.; Martínez-Ruano, J.A.; Cardona-Alzate, C.A. Energy efficiency of biorefinery schemes using sugarcane bagasse as raw material. Energies 2018, 11, 3474. [Google Scholar] [CrossRef] [Green Version]
- Serna-loaiza, S.; Carmona-garcia, E.; Cardona, C.A. Potential raw materials for biorefineries to ensure food security: The Cocoyam case. Ind. Crops Prod. 2018, 126, 92–102. [Google Scholar] [CrossRef]
- Martinkus, N.; Latta, G.; Rijkhoff, S.A.M.; Mueller, D.; Hoard, S.; Sasatani, D.; Pierobon, F.; Wolcott, M. A multi-criteria decision support tool for biorefinery siting: Using economic, environmental, and social metrics for a refined siting analysis. Biomass Bioenergy 2019, 128, 105330. [Google Scholar] [CrossRef]
- Yuan, Y.; Jiang, B.; Chen, H.; Wu, W.; Wu, S.; Jin, Y.; Xiao, H. Recent advances in understanding the effects of lignin structural characteristics on enzymatic hydrolysis. Biotechnol. Biofuels 2021, 14, 205. [Google Scholar] [CrossRef]
- Li, Z.; Jiang, Z.; Fei, B.; Cai, Z.; Pan, X. Comparison of bamboo green, timber and yellow in sulfite, sulfuric acid and sodium hydroxide pretreatments for enzymatic saccharification. Bioresour. Technol. 2014, 151, 91–99. [Google Scholar] [CrossRef]
- Mathew, A.K.; Abraham, A.; Mallapureddy, K.K.; Sukumaran, R.K. Lignocellulosic Biorefinery Wastes, or Resources? In Waste Biorefinery: Potential and Perspectives; Elsevier: Oxford, UK, 2018; pp. 267–297. [Google Scholar] [CrossRef]
- Tae, H.K.; Lee, Y.Y. Pretreatment and fractionation of corn stover by ammonia recycle percolation process. Bioresour. Technol. 2005, 96, 2007–2013. [Google Scholar] [CrossRef]
- Jönsson, L.J.; Alriksson, B.; Nilvebrant, N.O. Bioconversion of lignocellulose: Inhibitors and detoxification. Biotechnol. Biofuels 2013, 6, 16. [Google Scholar] [CrossRef] [Green Version]
- Unidad de Planificación Rural Agropecuaria (UPRA) Análisis de Resultados. Evaluaciones Agropecuarias Municipales 2021; Unidad de Planificación Rural Agropecuaria: Bogotá, Colombia, 2021.
- Rajamani, S.; Kolla, S.S.N.; Gudivada, R.; Raghunath, R.; Ramesh, K.; Jadhav, S.A. Valorization of Rice Husk to Value-Added Chemicals and Functional Materials. Int. J. Environ. Res. 2023, 17, 22. [Google Scholar] [CrossRef]
- Ministerio de Agricultura y Desarrollo Rural Evaluaciones Agropecuarias Municipales 2018. Segundo Informe de Costos de Producción; Bogotá DC, Colombia, 2018. Available online: https://www.agronet.gov.co/estadistica/Paginas/home.aspx?cod=87 (accessed on 29 March 2023).
- Nikoo, M.B.; Mahinpey, N. Evaluation of wet air oxidation as a pretreatment strategy for bioethanol production from rice husk and process optimization. Biomass Bioenergy 2009, 33, 1680–1686. [Google Scholar] [CrossRef]
- Peters, M.; Timmerhaus, K.; West, R. Plant Design and Economics for Chemical Engineers, 5th ed.; McGraw-Hill: New York, NY, USA, 2003. [Google Scholar]
- Zhao, X.; van der Heide, E.; Zhang, T.; Liu, D. Delignification of Sugarcane Bagasse with Alkali and Peracetic Acid and Characterization of the Pulp. Bioresources 2010, 5, 1565–1580. [Google Scholar]
- Chen, H. Lignocellulose biorefinery feedstock engineering. In Lignocellulose Biorefinery Engineering; Woodhead Publishing: Sawston, UK, 2015; pp. 37–86. [Google Scholar] [CrossRef]
- Bhagia, S.; Li, H.; Gao, X.; Kumar, R.; Wyman, C.E. Flowthrough pretreatment with very dilute acid provides insights into high lignin contribution to biomass recalcitrance. Biotechnol. Biofuels 2016, 9, 245. [Google Scholar] [CrossRef] [Green Version]
- Bhatia, R.; Winters, A.; Bryant, D.N.; Bosch, M.; Clifton-Brown, J.; Leak, D.; Gallagher, J. Pilot-scale production of xylo-oligosaccharides and fermentable sugars from Miscanthus using steam explosion pretreatment. Bioresour. Technol. 2020, 296, 122285. [Google Scholar] [CrossRef]
- Reyes, P.; Márquez, N.; Troncoso, E.; Parra, C.; Mendonça, R.T.; Rodríguez, J. Evaluation of combined dilute acid-kraft and steam explosion-kraft processes as pretreatment for enzymatic hydrolysis of Pinus radiata wood chips. Bioresources 2016, 11, 612–625. [Google Scholar] [CrossRef] [Green Version]
- Borrega, M.; Nieminen, K.; Sixta, H. Effects of hot water extraction in a batch reactor on the delignification of birch wood. Bioresources 2011, 6, 1890–1903. [Google Scholar]
- Saito, K.; Horikawa, Y.; Sugiyama, J.; Watanabe, T.; Kobayashi, Y.; Takabe, K. Effect of thermochemical pretreatment on lignin alteration and cell wall microstructural degradation in Eucalyptus globulus: Comparison of acid, alkali, and water pretreatments. J. Wood Sci. 2016, 62, 276–284. [Google Scholar] [CrossRef]
- Alzate, C.A.C.; Toro, J.C.S.; Peña, Á.G. Fermentation, thermochemical and catalytic processes in the transformation of biomass through efficient biorefineries. Catal. Today 2018, 302, 61–72. [Google Scholar] [CrossRef]
- Wang, W.; Ling, H.; Zhao, H. Steam explosion pretreatment of corn straw on xylose recovery and xylitol production using hydrolysate without detoxification. Process Biochem. 2015, 50, 1623–1628. [Google Scholar] [CrossRef]
- Poveda-Giraldo, J.A.; Solarte-Toro, J.C.; Alzate, C.A.C. The potential use of lignin as a platform product in biorefineries: A review. Renew. Sustain. Energy Rev. 2021, 138, 110688. [Google Scholar] [CrossRef]
- Lee, J.M.; Jameel, H.; Venditti, R.A. A comparison of the autohydrolysis and ammonia fiber explosion (AFEX) pretreatments on the subsequent enzymatic hydrolysis of coastal Bermuda grass. Bioresour. Technol. 2010, 101, 5449–5458. [Google Scholar] [CrossRef]
- Guleria, A.; Kumari, G.; Saravanamurugan, S. Cellulose valorization to potential platform chemicals. In Biomass, Biofuels, Biochemicals: Recent Advances in Development of Platform Chemicals; Elsevier Inc.: Amsterdam, The Netherlands, 2019; pp. 433–457. [Google Scholar] [CrossRef]
- Sun, Q.; Chen, W.J.; Pang, B.; Sun, Z.; Lam, S.S.; Sonne, C.; Yuan, T.Q. Ultrastructural change in lignocellulosic biomass during hydrothermal pretreatment. Bioresour. Technol. 2021, 341, 125807. [Google Scholar] [CrossRef]
Figure 1.
Structural scheme for the heuristic assessment of sequential pretreatments.

Figure 2.
Schematic diagram of the sequential pretreatments for lignocellulosic fraction isolation.

Figure 3.
Schematic mass balance of DA and WAO sequential pretreatment of rice husk.


{kind=link}
{kind=link}
{kind=link}
Table 1.
Raw material and utility costs.
| Item | Cost | Unit | Reference |
|---|---|---|---|
| Feedstock | |||
| Rice husk | 20 | USD ton−1 | Regional market |
| NCSC-bagasse | 15 | ||
| Chemical reagents | |||
| Sulfuric acid | 240 | USD ton−1 | Means of Alibaba * |
| Sodium hydroxide | 950 | ||
| Sodium sulfide | 500 | ||
| Sodium carbonate | 250 | ||
| Ethanol | 0.84 | USD L−1 | Regional market |
| Utilities | |||
| Low-pressure steam | 7.89 | USD ton−1 | [19] |
| Medium-pressure steam | 8.07 | ||
| High-pressure steam | 8.15 | ||
| Electricity | 0.055 | USD kWh−1 | Industrial regional market |
* Calculated as a mean of www.alibaba.com. Accessed on 15 January 2023.
Table 2.
Proposed sequential schemes and their operational indicators.
| Fraction | Sequential Scheme | |||||
|---|---|---|---|---|---|---|
| Cellulose | DA + alkali | 15.90 | 86.69 | 84.11 | 7.08 | 69.60 |
| DA + WAO | 16.27 | 98.62 | 83.73 | 7.63 | 71.51 | |
| Kraft + DA | 18.89 | 93.04 | 81.11 | 6.93 | 63.39 | |
| Kraft + SE | 12.10 | 91.07 | 87.90 | 6.19 | 72.26 | |
| Kraft + WAO | 16.38 | 95.64 | 83.62 | 6.89 | 51.90 | |
| SE + WAO | 9.25 | 97.57 | 90.75 | 7.52 | 72.34 | |
| Hemicellulose | LHW + DA | 99.87 | 66.48 | 63.25 | 7.67 | 34.07 |
| LHW + organosolv | 99.26 | 62.67 | 56.42 | 7.21 | 48.69 | |
| Organosolv + DA | 99.90 | 64.01 | 72.46 | 7.20 | 44.59 | |
| SE + DA | 99.80 | 75.55 | 88.02 | 6.82 | 32.18 | |
| SE + LHW | 97.90 | 71.70 | 68.54 | 7.56 | 31.86 | |
| SE + organosolv | 98.80 | 71.27 | 78.53 | 7.09 | 46.85 | |
| Lignin | DA + alkali | 69.70 | 77.72 | 84.11 | 7.08 | 59.04 |
| DA + kraft | 87.20 | 77.44 | 81.11 | 6.93 | 67.28 | |
| DA + WAO | 97.80 | 78.40 | 83.73 | 7.63 | 75.19 | |
| SE + alkali | 68.00 | 76.66 | 91.16 | 6.97 | 62.56 | |
| SE + kraft | 86.50 | 76.50 | 87.90 | 6.82 | 69.86 | |
| SE + WAO | 97.60 | 76.81 | 87.9 | 7.52 | 78.87 |
DA, dilute acid; WAO, wet air oxidation; SE, steam explosion; LHW, liquid hot water.
Table 3.
Heuristic analysis for feedstock selection.
| Parameter | Feedstock Data | Residue Scoring | |||
|---|---|---|---|---|---|
| NCSC | Rice | NCSC-Bagasse | Rice Husk | ||
| Cultivated crop area in 2021 (Ha) * | 11.1 | 210,533 | 324,794 | 3 | 6 |
| Average crop yield (tons Ha−1year−1) * | 18.5 | 49.74 | 5.20 | 8 | 3 |
| Crop production (tons year−1) * | 18.5 | 12.41 × 106 | 1.93 × 106 | 8 | 3 |
| Crop time for harvest (months) * | 22.2 | 15.5 | 4.5 | 3 | 9 |
| Production cost (USD Ha−1) ** | 3.7 | 1.29 | 1.15 | 7 | 8 |
| Residue production (kg 100 kg−1) *** | 14.8 | 0.84 | 1.45 | 4 | 8 |
| Residue composition (% wt.) **** | 11.1 | NCSC-bagasse | Rice husk | 8 | 5 |
| Initial moisture | 19.11 | 12.50 | |||
| Extractives | 22.24 | 7.86 | |||
| Cellulose | 35.18 | 29.34 | |||
| Hemicellulose | 21.69 | 15.02 | |||
| Lignin | 19.80 | 29.14 | |||
| Ash | 1.10 | 18.64 | |||
| Total | 5.70 | 5.81 | |||
* Data were taken from www.agronet.gov.co. Accessed on 12 April 2023. ** Cost related to tillage, sowing, labor, supplies, and harvesting [31]. *** Production related to agricultural residues. Units in kg of total residues per 100 kg of agricultural product. **** Composition determined through international standards and expressed on a dry basis.
Table 4.
Mass and energy yields of the proposed sequential pretreatments.
| Fraction | Sequential Scheme | * (kg 100 kg−1) | ** (m3 ton−1) | |||
|---|---|---|---|---|---|---|
| Steam *** (ton ton−1) | Cooling Water (m3 kg−1) | Electricity (kW ton−1) | ||||
| Cellulose | DA + alkali | 46.01 | 18.57 | 4.54 | 0.65 | 74.76 |
| DA + WAO | 53.35 | 24.84 | 16.39 | 3.01 | 82.28 | |
| Kraft + DA | 50.55 | 29.68 | 60.31 | 12.29 | 88.92 | |
| Kraft + SE | 50.14 | 27.35 | 60.31 | 12.29 | 78.57 | |
| Kraft + WAO | 52.12 | 35.27 | 62.60 | 12.15 | 90.60 | |
| SE + WAO | 54.56 | 39.85 | 3.61 | 6.79 | 63.52 | |
| Hemicellulose | LHW + DA | 37.06 | 18.57 | 5.96 | 0.92 | 75.24 |
| LHW + organosolv | 42.22 | 17.02 | 37.50 | 4.93 | 83.16 | |
| Organosolv + DA | 43.98 | 15.65 | 309.85 | 99.39 | 354.47 | |
| SE + DA | 38.67 | 33.69 | 1.30 | 6.74 | 52.67 | |
| SE + LHW | 37.39 | 33.65 | 1.16 | 6.65 | 52.67 | |
| SE + organosolv | 45.40 | 31.45 | 17.12 | 12.05 | 87.96 | |
| Lignin | DA + alkali | 47.25 | 27.15 | 6.92 | 1.01 | 104.53 |
| DA + kraft | 50.32 | 18.53 | 5.43 | 0.80 | 65.63 | |
| DA + WAO | 53.47 | 24.84 | 16.39 | 0.73 | 82.28 | |
| SE + kraft | 50.38 | 33.20 | 0.62 | 6.35 | 52.19 | |
| SE + alkali | 46.30 | 33.64 | 0.39 | 6.37 | 55.79 | |
| SE + WAO | 54.55 | 39.85 | 3.61 | 6.79 | 63.52 | |
* See Equation (10). ** Process water demand per ton of feedstock. *** Total steam requirement as the sum of low-, medium-, and high-pressure steam.
Table 5.
Capital and operating cost of the sequential schemes.
| Fraction | Sequential Scheme | (M-USD) | (M-USD Year−1) | |||
|---|---|---|---|---|---|---|
| Raw Materials | Utilities | Others * | Total | |||
| Cellulose | DA + alkali | 1.60 | 5.20 | 2.06 | 0.37 | 7.62 |
| DA + WAO | 2.98 | 1.63 | 6.28 | 0.63 | 8.54 | |
| Kraft + DA | 2.82 | 2.72 | 2.23 | 0.60 | 5.55 | |
| Kraft + SE | 2.64 | 2.70 | 2.23 | 0.57 | 5.50 | |
| Kraft + WAO | 2.87 | 2.69 | 2.25 | 0.61 | 5.55 | |
| SE + WAO | 2.84 | 1.31 | 8.26 | 0.61 | 10.18 | |
| Hemicellulose | LHW + DA | 1.51 | 1.8 | 2.55 | 0.35 | 4.7 |
| LHW + organosolv | 2.35 | 17.29 | 11.15 | 0.51 | 28.96 | |
| Organosolv + DA | 10.3 | 50.43 | 148.43 | 2.04 | 200.90 | |
| SE + DA | 1.44 | 1.75 | 7.85 | 0.34 | 9.93 | |
| SE + LHW | 1.36 | 1.18 | 7.73 | 0.32 | 9.23 | |
| SE + organosolv | 2.97 | 20.57 | 15.65 | 0.63 | 36.85 | |
| Lignin | DA + alkali | 1.96 | 6.18 | 2.81 | 0.44 | 9.42 |
| DA + kraft | 1.53 | 2.84 | 2.33 | 0.35 | 5.53 | |
| DA + WAO | 2.98 | 1.56 | 3.92 | 0.63 | 6.1 | |
| SE + kraft | 1.45 | 10.37 | 7.34 | 0.34 | 18.06 | |
| SE + alkali | 1.47 | 6.25 | 7.34 | 0.34 | 13.92 | |
| SE + WAO | 2.84 | 1.31 | 8.26 | 0.61 | 10.18 | |
* Maintenance, labor, and depreciation.
Table 6.
Total heuristic analysis of the proposed sequential pretreatments for isolating or removing lignocellulosic fractions.
Table 6.
Total heuristic analysis of the proposed sequential pretreatments for isolating or removing lignocellulosic fractions.
| Fraction | Sequential Scheme | Indicators | Total | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 8.5 | 9.5 | 11.6 | 7.6 | 12.5 | 4.7 | 2.5 | 17.8 | 12.7 | 12.7 | |||
| Cellulose | DA + alkali | 8.4 | 8.7 | 7.3 | 5.3 | 7.0 | 5.5 | 8.6 | 7.7 | 7.7 | 8.1 | 7.5 |
| DA + WAO | 8.4 | 9.9 | 9.7 | 4.2 | 7.2 | 5.3 | 7.7 | 7.7 | 7.7 | 8.1 | 7.8 | |
| Kraft + DA | 8.1 | 9.3 | 8.6 | 5.6 | 6.3 | 5.1 | 7.7 | 3.8 | 7.7 | 8.6 | 7.0 | |
| Kraft + SE | 8.8 | 9.1 | 8.2 | 7.0 | 7.2 | 5.0 | 7.7 | 3.8 | 7.7 | 8.6 | 7.2 | |
| Kraft + WAO | 8.4 | 9.6 | 9.1 | 5.6 | 5.2 | 5.2 | 7.7 | 3.8 | 7.7 | 8.6 | 6.9 | |
| SE + WAO | 9.1 | 9.8 | 9.5 | 4.4 | 7.2 | 4.6 | 7.7 | 5.8 | 7.7 | 6.7 | 7.3 | |
| Hemicellulose | LHW + DA | 10.0 | 6.6 | 5.4 | 4.1 | 3.4 | 3.7 | 8.6 | 8.6 | 7.7 | 8.6 | 6.8 |
| LHW + organosolv | 9.9 | 6.3 | 6.9 | 5.0 | 4.9 | 4.2 | 8.6 | 4.8 | 7.7 | 6.2 | 6.3 | |
| Organosolv + DA | 10.0 | 6.4 | 7.0 | 5.1 | 4.5 | 4.4 | 8.6 | 1.9 | 2.9 | 3.8 | 4.8 | |
| SE + DA | 10.0 | 7.6 | 5.5 | 5.8 | 3.2 | 3.9 | 7.7 | 8.6 | 7.7 | 8.1 | 7.0 | |
| SE + LHW | 9.8 | 7.2 | 5.4 | 4.4 | 3.2 | 3.7 | 7.7 | 7.7 | 7.7 | 8.1 | 6.6 | |
| SE + organosolv | 9.9 | 7.1 | 7.0 | 5.3 | 4.7 | 4.5 | 7.7 | 5.7 | 7.7 | 6.2 | 6.5 | |
| Lignin | DA + alkali | 7.0 | 7.8 | 7.3 | 5.3 | 5.9 | 4.7 | 7.7 | 6.7 | 7.7 | 8.6 | 7.0 |
| DA + kraft | 8.7 | 7.7 | 8.6 | 5.6 | 6.7 | 5.0 | 8.6 | 7.6 | 7.7 | 8.1 | 7.6 | |
| DA + WAO | 9.8 | 7.8 | 9.7 | 4.2 | 7.5 | 5.3 | 7.7 | 3.8 | 7.7 | 8.6 | 7.2 | |
| SE + alkali | 6.8 | 7.7 | 7.1 | 5.5 | 6.3 | 5.0 | 7.7 | 8.6 | 7.7 | 8.1 | 7.3 | |
| SE + kraft | 8.7 | 7.7 | 8.2 | 5.8 | 7.0 | 4.6 | 7.7 | 8.6 | 7.7 | 6.7 | 7.5 | |
| SE + WAO | 9.8 | 7.7 | 9.5 | 4.4 | 7.9 | 5.5 | 7.7 | 6.7 | 7.7 | 6.7 | 7.4 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Poveda-Giraldo, J.A.; Cardona Alzate, C.A. Analysis of Sequential Pretreatments to Enhance the Early-Stage Biorefinery Designs. Appl. Sci. 2023, 13, 6758. https://0-doi-org.brum.beds.ac.uk/10.3390/app13116758
AMA Style
Poveda-Giraldo JA, Cardona Alzate CA. Analysis of Sequential Pretreatments to Enhance the Early-Stage Biorefinery Designs. Applied Sciences. 2023; 13(11):6758. https://0-doi-org.brum.beds.ac.uk/10.3390/app13116758
Chicago/Turabian StylePoveda-Giraldo, Jhonny Alejandro, and Carlos Ariel Cardona Alzate. 2023. "Analysis of Sequential Pretreatments to Enhance the Early-Stage Biorefinery Designs" Applied Sciences 13, no. 11: 6758. https://0-doi-org.brum.beds.ac.uk/10.3390/app13116758
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.