Ultrasonic-Assisted Cutting: A Beneficial Application for Temperature, Torque Reduction, and Cutting Ability Improvement in Deep Drilling of Al-6061


Abstract
:1. Introduction
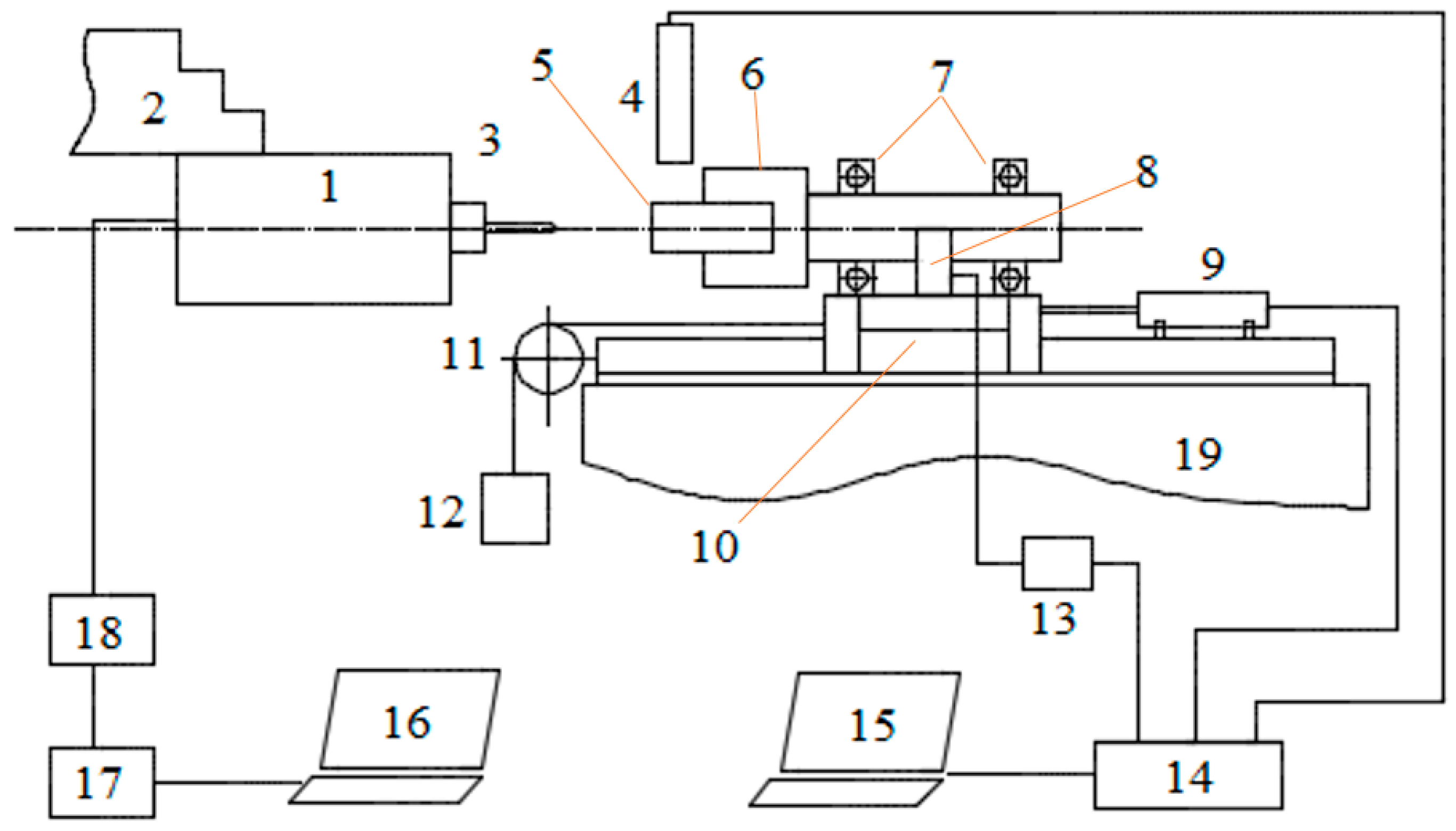
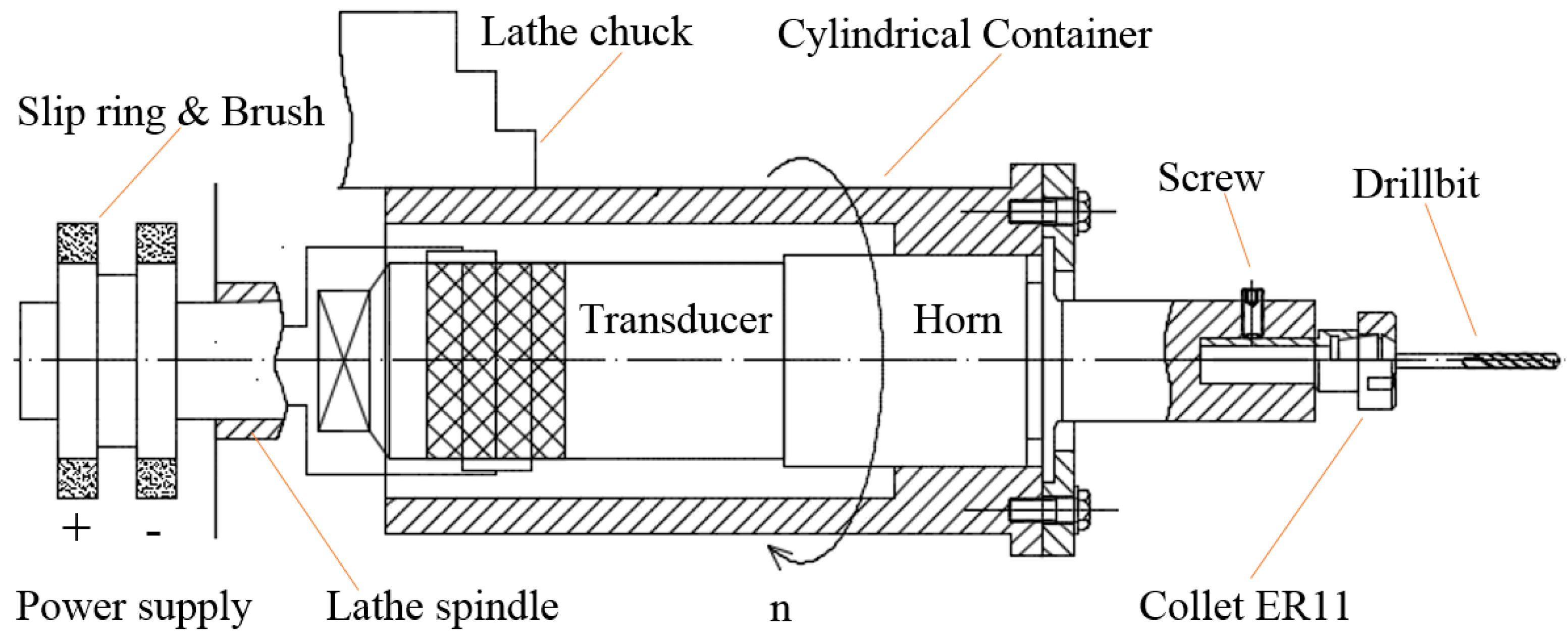
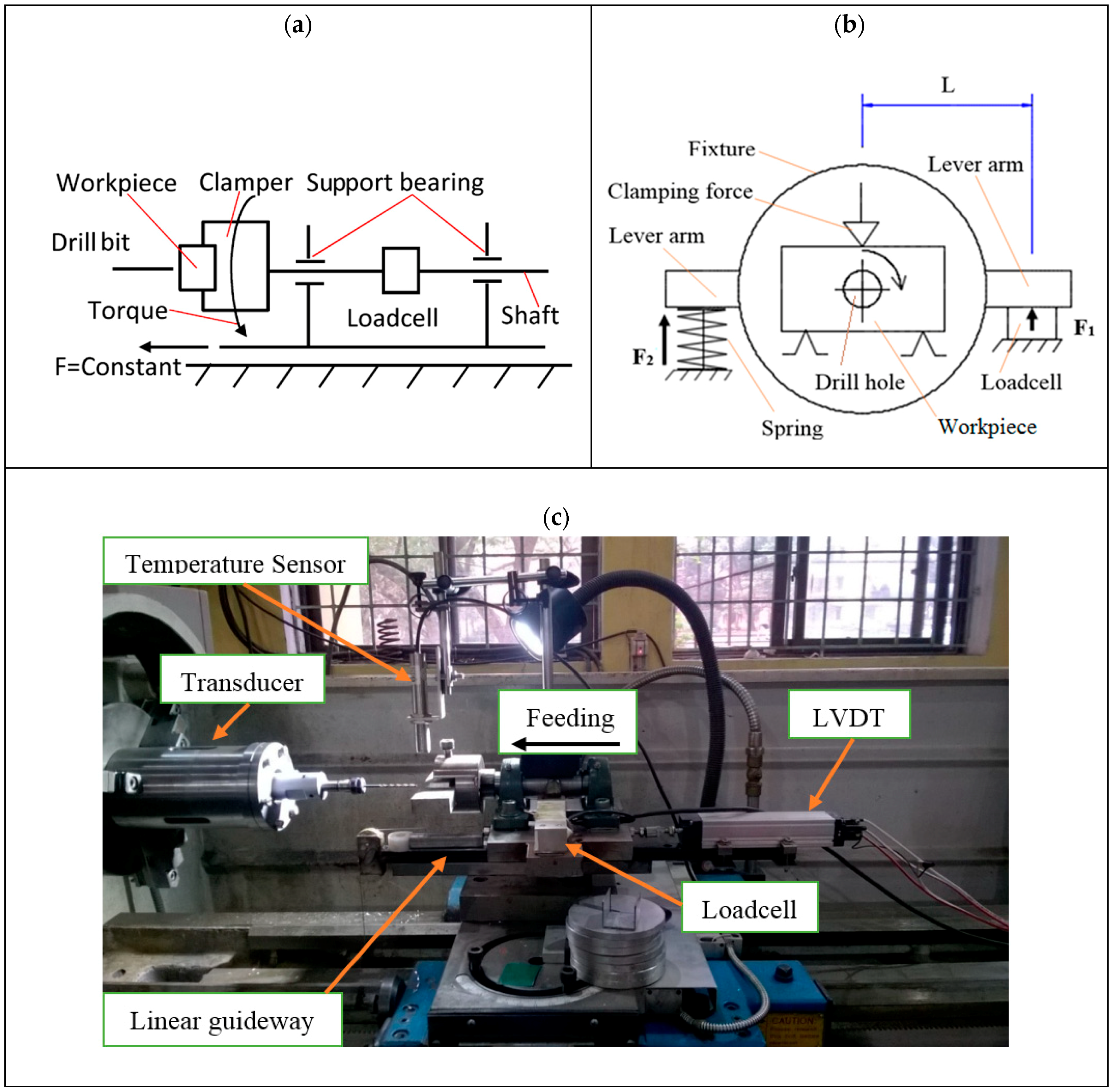
2. Experimental Setup
2.1. Experimental Setup
2.2. Experimental Operations
3. Results and Discussions
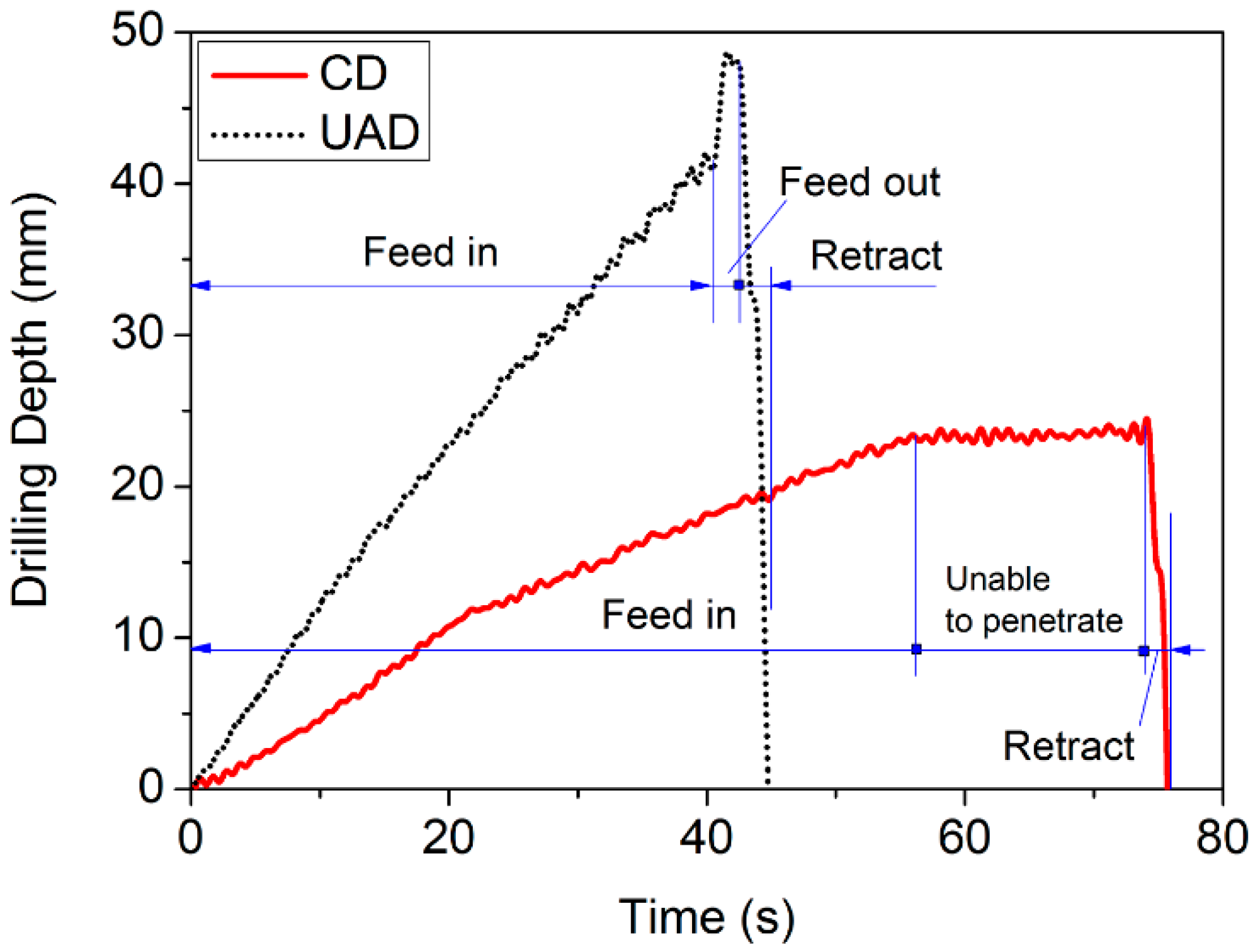
3.1. Machining Ability
3.2. Material Removal Rate
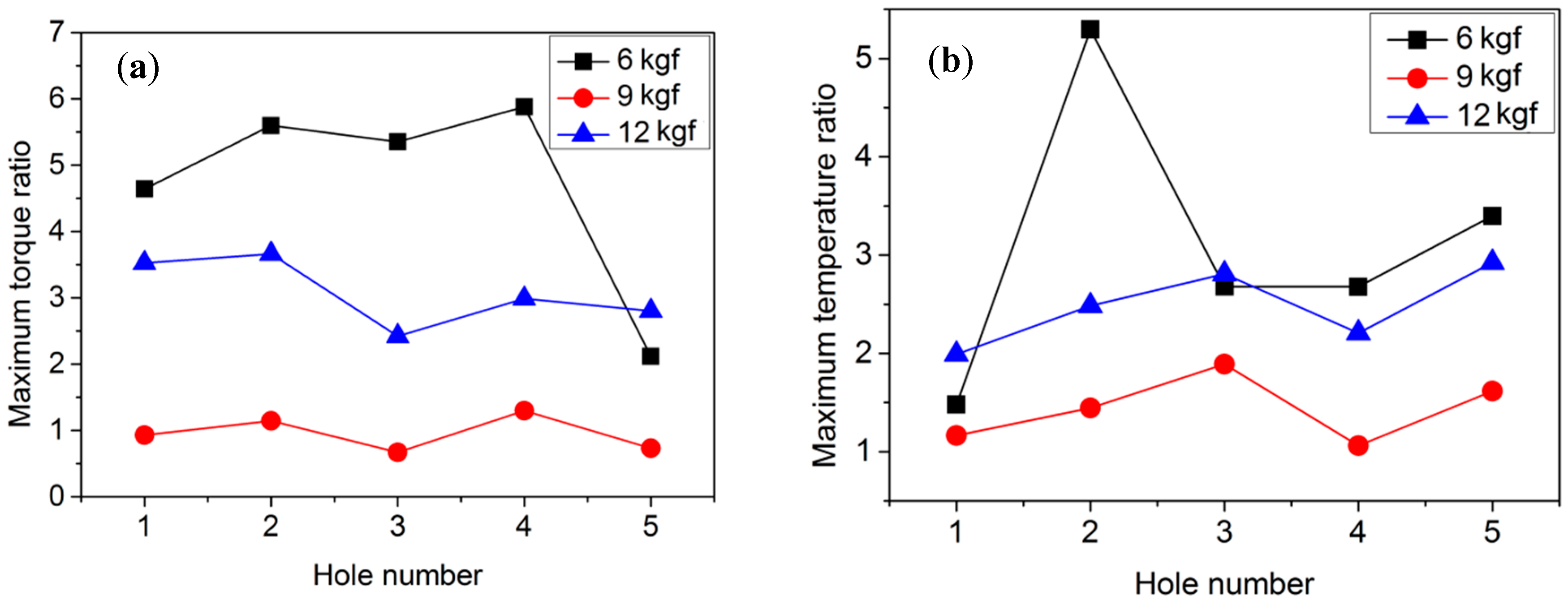
3.3. Torque and Temperature
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Amini, S.; Paktinat, H.; Barani, A.; Tehran, A.F. Vibration drilling of Al2024-T6. Mater. Manuf. Processes 2013, 28, 476–480. [Google Scholar] [CrossRef]
- Chang, S.S.F.B.; Gary, M. Thrust force model for vibration-assisted drilling of aluminum 6061-T6. Int. J. Mach. Tools Manuf. 2009, 49, 1070–1076. [Google Scholar] [CrossRef]
- Chang, S.S.F.B.; Gary, M. Burr size reduction in drilling by ultrasonic assistance. Rob. Comput. Integr. Manuf. 2005, 21, 442–450. [Google Scholar] [CrossRef]
- Li, X.F.; Dong, Z.G.; Kang, R.K.; Wang, Y.D.; Liu, J.T.; Zhang, Y. Comparison of Thrust Force in Ultrasonic Assisted Drilling and Conventional Drilling of Aluminum Alloy. Mater. Sci. Forum 2016, 861, 38–43. [Google Scholar] [CrossRef]
- Babitsky, V.I.A.; Meadows, V.K.; Meadows, A. Vibration excitation and energy transfer during ultrasonically assisted drilling. J. Sound Vib. 2007, 308, 805–814. [Google Scholar] [CrossRef]
- Azarhoushang, B.; Akbari, J. Ultrasonic-assisted drilling of Inconel 738-LC. Int. J. Mach. Tools Manuf. 2007, 47, 1027–1033. [Google Scholar] [CrossRef]
- Baghlani, V.; Mehbudi, P.; Akbari, J.; Sohrabi, M. Ultrasonic Assisted Deep Drilling of Inconel 738LC Superalloy. Procedia CIRP 2013, 6, 571–576. [Google Scholar] [CrossRef]
- Sanda, A.; Arriola, I.; Navas, V.G.; Bengoetxea, I.; Gonzalo, O. Ultrasonically assisted drilling of carbon fibre reinforced plastics and Ti6Al4V. J. Manuf. Process. 2016, 22, 169–176. [Google Scholar] [CrossRef]
- Baghlani, V.; Mehbudi, P.; Akbari, J.; Nezhad, E.Z.; Sarhan, A.A.D.; Hamouda, A.M.S. An optimization technique on ultrasonic and cutting parameters for drilling and deep drilling of nickel-based high-strength Inconel 738LC superalloy with deeper and higher hole quality. Int. J. Adv. Manuf. Technol. 2015, 82, 877–888. [Google Scholar] [CrossRef]
- Azghandi, B.V.; Kadivar, M.A.; Razfar, M.R. An Experimental Study on Cutting Forces in Ultrasonic Assisted Drilling. Procedia CIRP 2016, 46, 563–566. [Google Scholar] [CrossRef]
- Gupta, A.; Ascroft, H.; Barnes, S. Effect of Chisel Edge in Ultrasonic Assisted Drilling of Carbon Fibre Reinforced Plastics (CFRP). Procedia CIRP 2016, 46, 619–622. [Google Scholar] [CrossRef]
- Dahnel, A.N.; Ascroft, H.; Barnes, S. The Effect of Varying Cutting Speeds on Tool Wear during Conventional and Ultrasonic Assisted Drilling (UAD) of Carbon Fibre Composite (CFC) and Titanium Alloy Stacks. Procedia CIRP 2016, 46, 420–423. [Google Scholar] [CrossRef]
- Makhdum, F.; Phadnis, V.A.; Roy, A.; Silberschmidt, V.V. Effect of ultrasonically-assisted drilling on carbon-fibre-reinforced plastics. J. Sound Vib. 2014, 333, 5939–5952. [Google Scholar] [CrossRef] [Green Version]
- Phadnis, V.A.; Roy, A.; Silberschmidt, V.V. A Finite Element Model of Ultrasonically Assisted Drilling in Carbon/Epoxy Composites. Procedia CIRP 2013, 8, 141–146. [Google Scholar] [CrossRef]
- Wang, Y.; Cao, M.; Zhao, X.; Zhu, G.; McClean, C.; Zhao, Y.; Fan, Y. Experimental investigations and finite element simulation of cutting heat in vibrational and conventional drilling of cortical bone. Med. Eng. Phys. 2014, 36, 1408–1415. [Google Scholar] [CrossRef] [PubMed]
- Alam, K.; Mitrofanov, A.V.; Silberschmidt, V.V. Experimental investigations of forces and torque in conventional and ultrasonically-assisted drilling of cortical bone. Med. Eng. Phys. 2011, 33, 234–239. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ke, F.; Ni, J.; Stephenson, D.A. Chip thickening in deep-hole drilling. Int. J. Mach. Tools Manuf. 2006, 46, 1500–1507. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spindle speed | 1500 rpm |
| Axial force | 6, 9, 12 kgf |
| Cutting condition | Dry |
| Drill diameter | 3 mm |
| Hole depth | Through, 40 mm |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chu, N.-H.; Nguyen, V.-D.; Do, T.-V. Ultrasonic-Assisted Cutting: A Beneficial Application for Temperature, Torque Reduction, and Cutting Ability Improvement in Deep Drilling of Al-6061. Appl. Sci. 2018, 8, 1708. https://0-doi-org.brum.beds.ac.uk/10.3390/app8101708
Chu N-H, Nguyen V-D, Do T-V. Ultrasonic-Assisted Cutting: A Beneficial Application for Temperature, Torque Reduction, and Cutting Ability Improvement in Deep Drilling of Al-6061. Applied Sciences. 2018; 8(10):1708. https://0-doi-org.brum.beds.ac.uk/10.3390/app8101708
Chicago/Turabian StyleChu, Ngoc-Hung, Van-Du Nguyen, and The-Vinh Do. 2018. "Ultrasonic-Assisted Cutting: A Beneficial Application for Temperature, Torque Reduction, and Cutting Ability Improvement in Deep Drilling of Al-6061" Applied Sciences 8, no. 10: 1708. https://0-doi-org.brum.beds.ac.uk/10.3390/app8101708