Evaluation of Structural and Mechanical Properties of Porous Artificial Bone Scaffolds Fabricated via Advanced TBA-Based Freeze-Gel Casting Technique

 and
and
Abstract
:1. Introduction
2. Materials and Methods
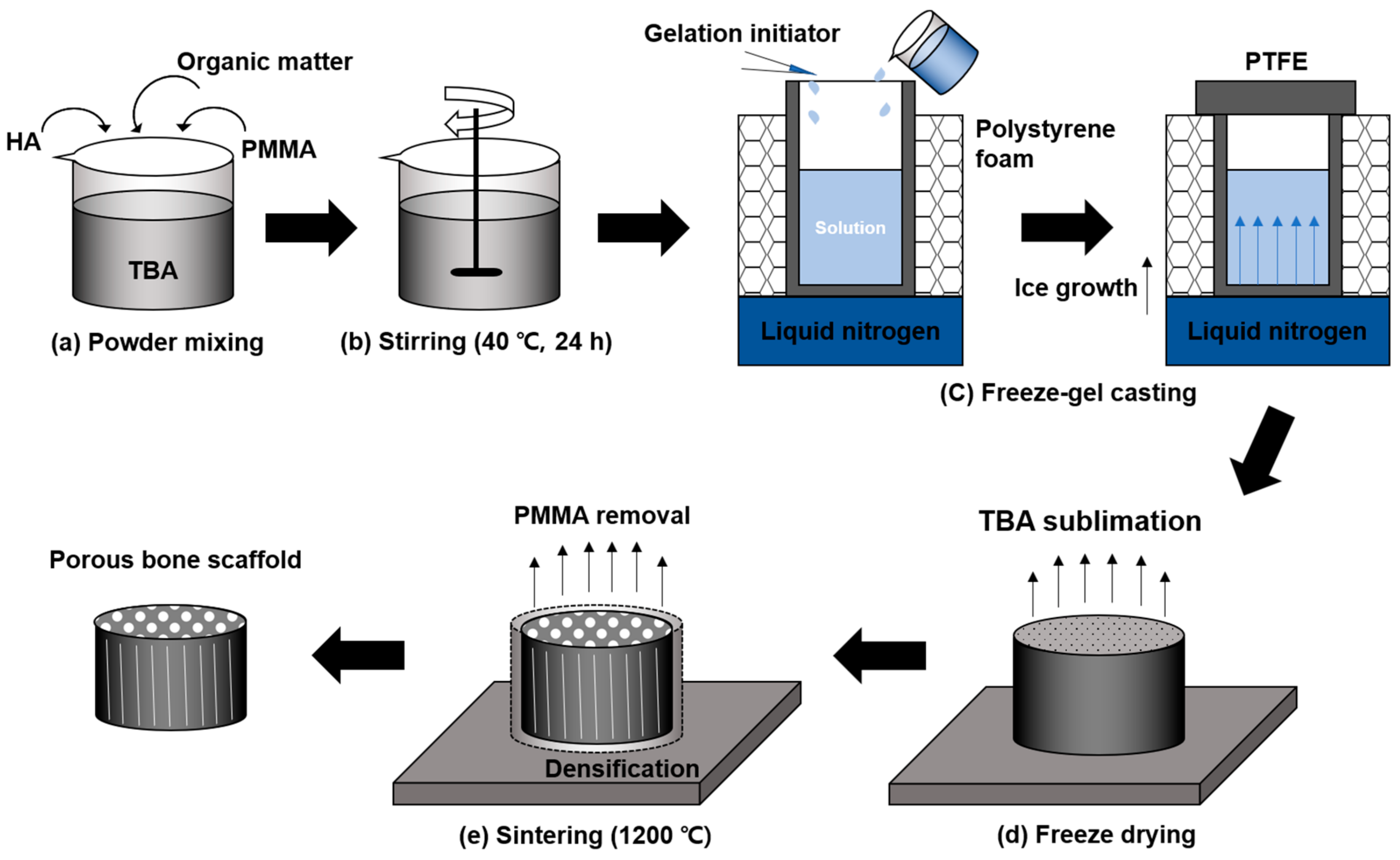
2.1. Scaffold Preparation
2.2. Characterization
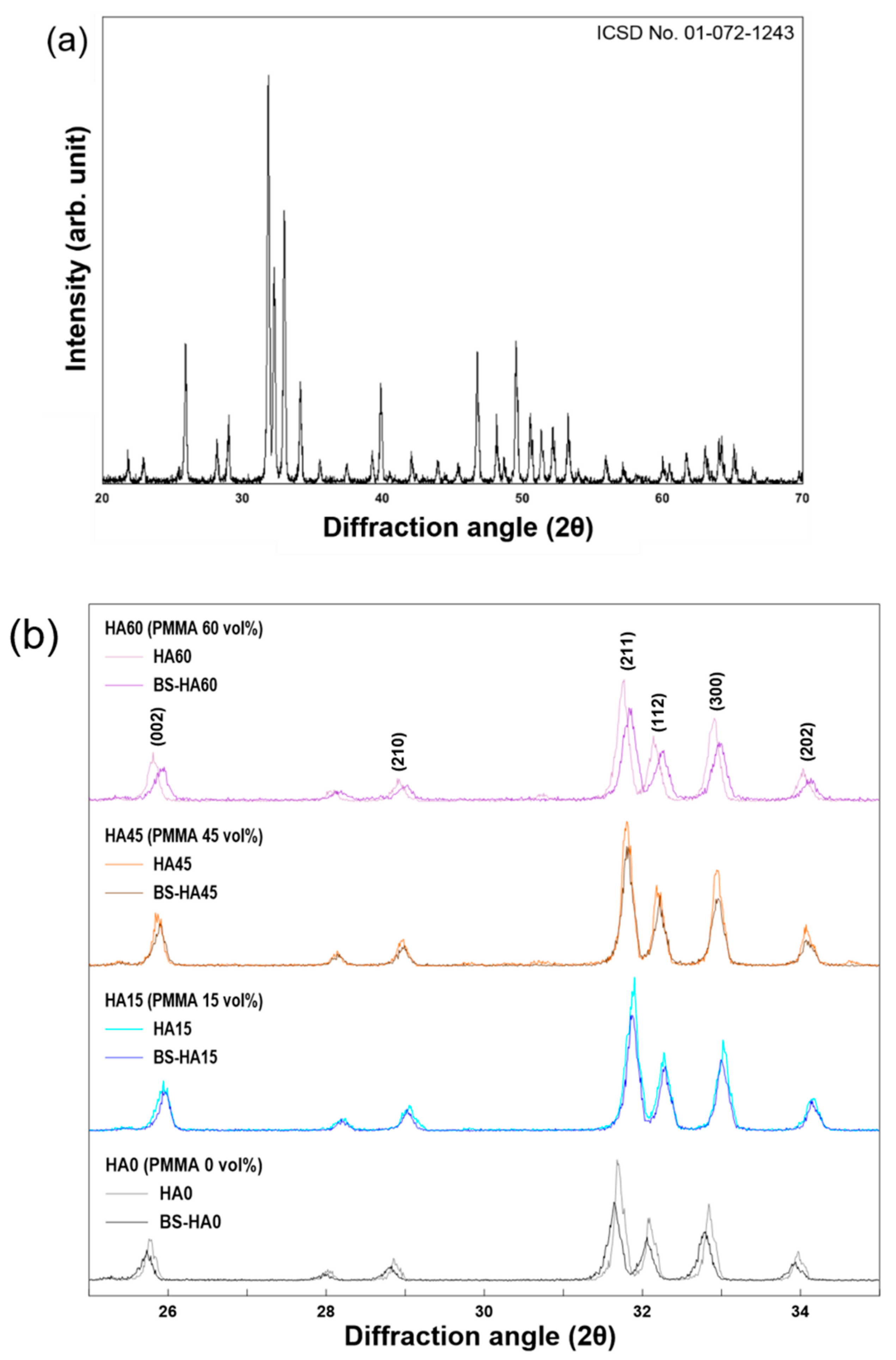
2.2.1. X-ray Diffraction (XRD)
2.2.2. Physical Characterization
2.2.3. Structural Characterization
2.2.4. Mechanical Characterization
3. Results
3.1. Crystalline Phases
3.2. Physical Properties
3.2.1. Weight Loss
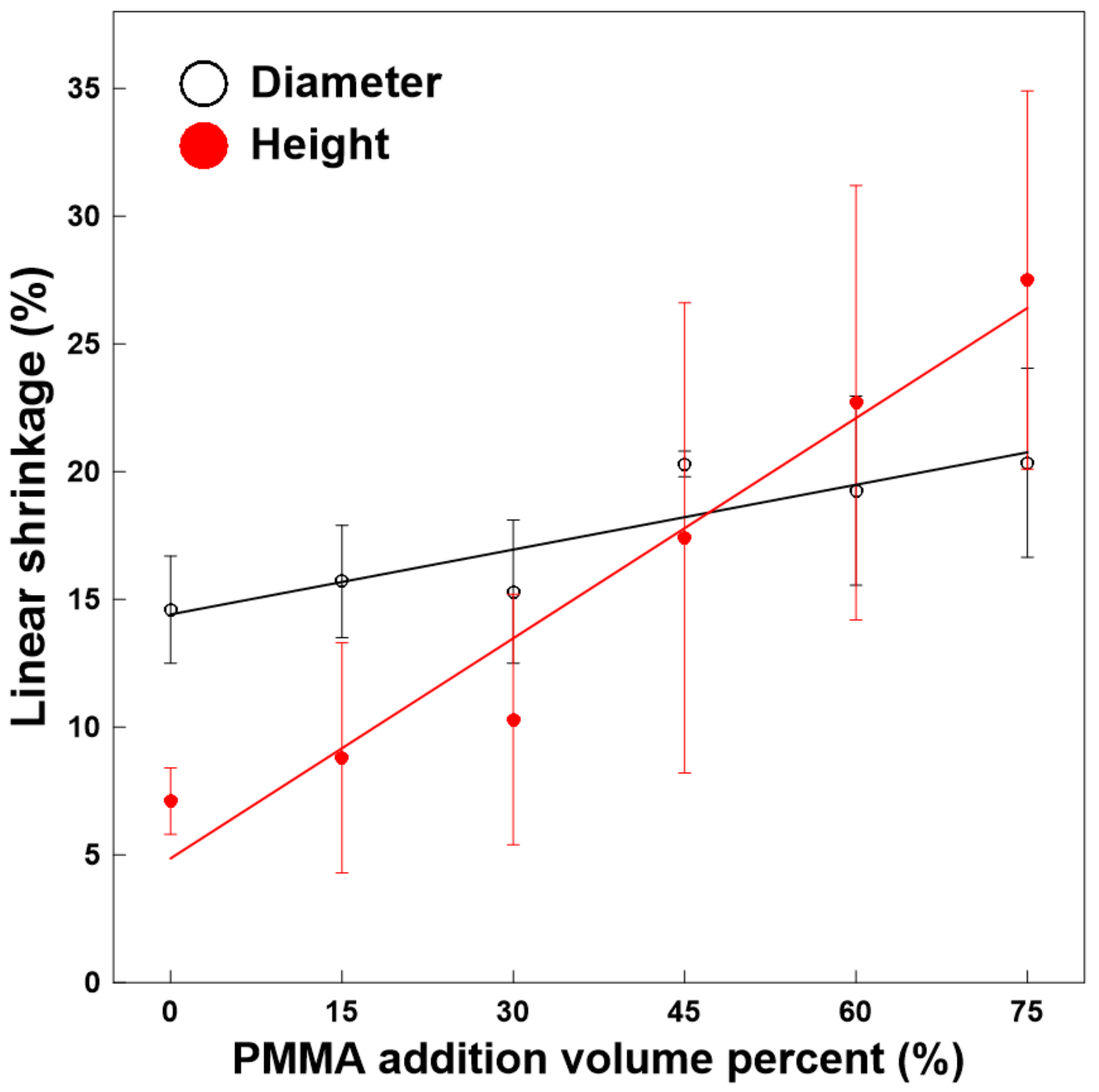
3.2.2. Porosity and Linear Shrinkage
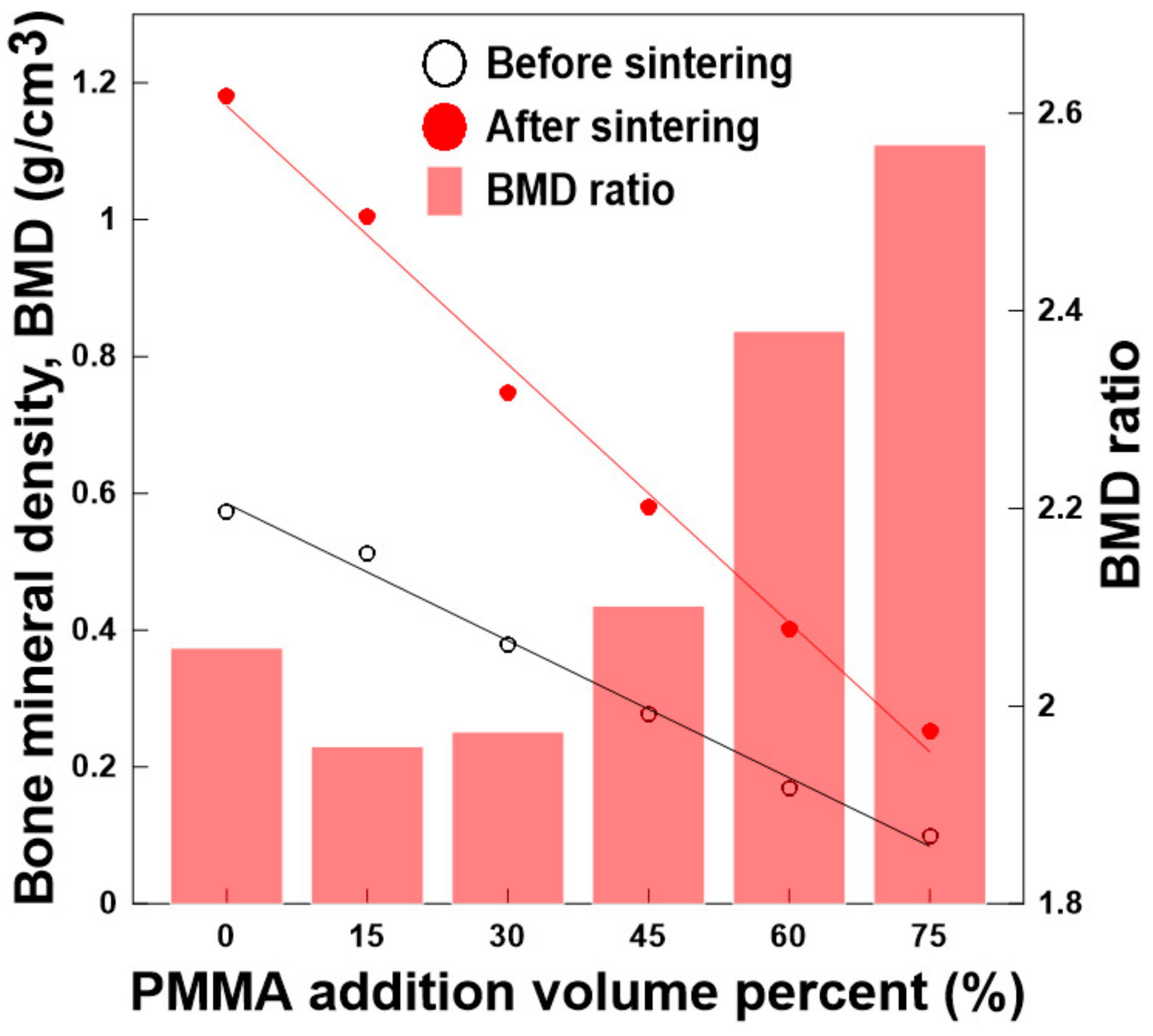
3.2.3. Density and Density Growth Rate
3.3. Structure of HA Scaffolds
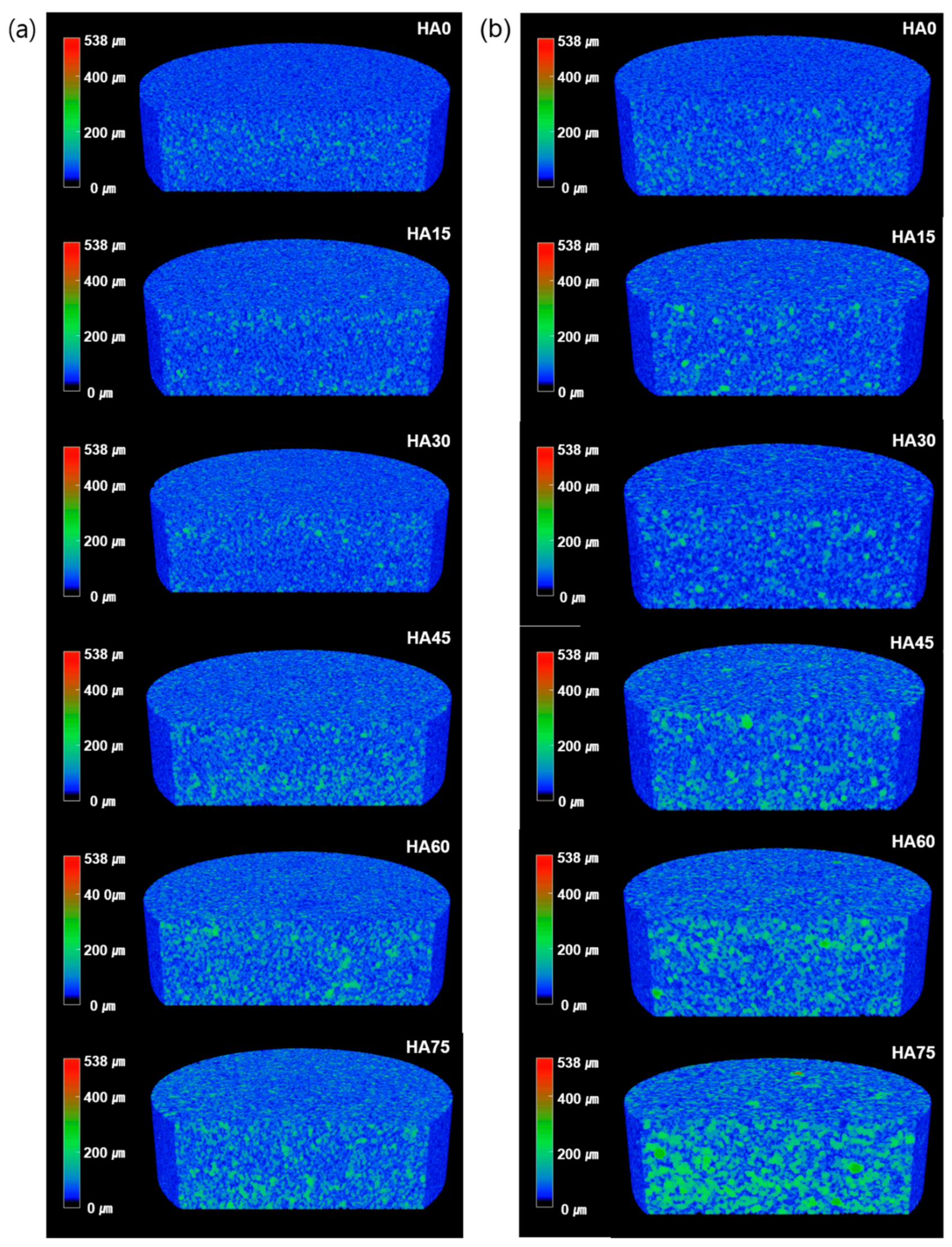
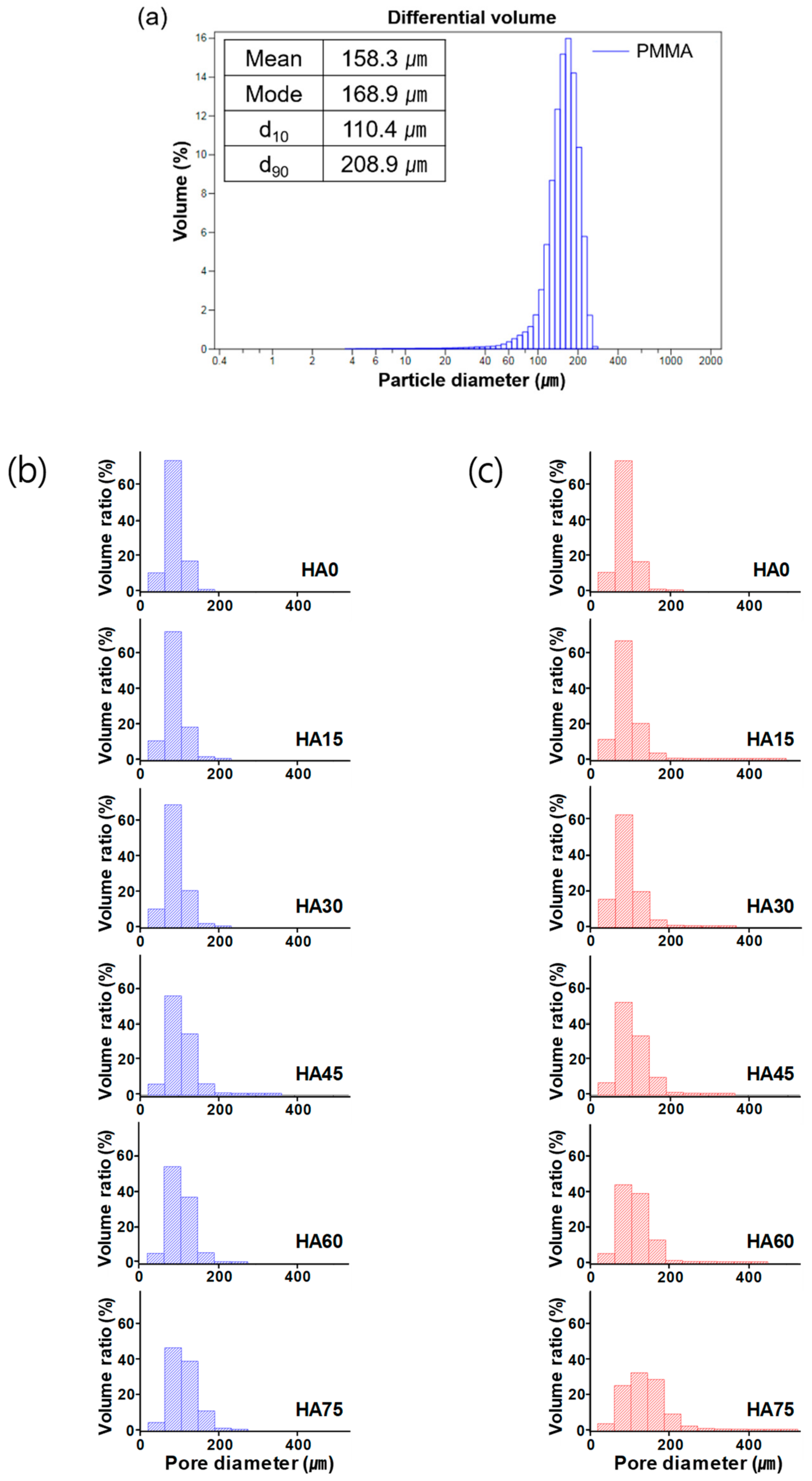
3.3.1. 3D Structure and Porous Properties
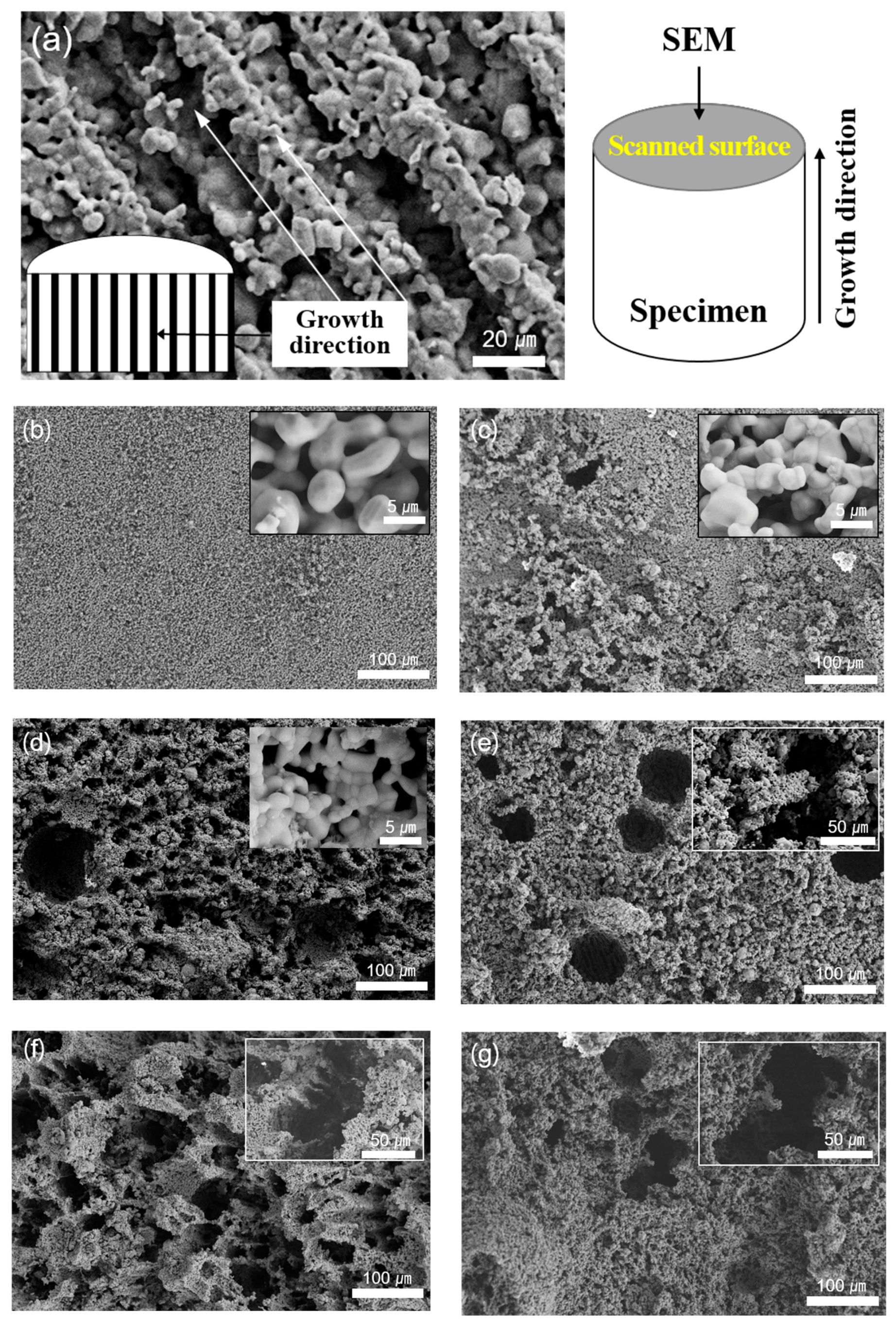
3.3.2. Surface and Cross-Section
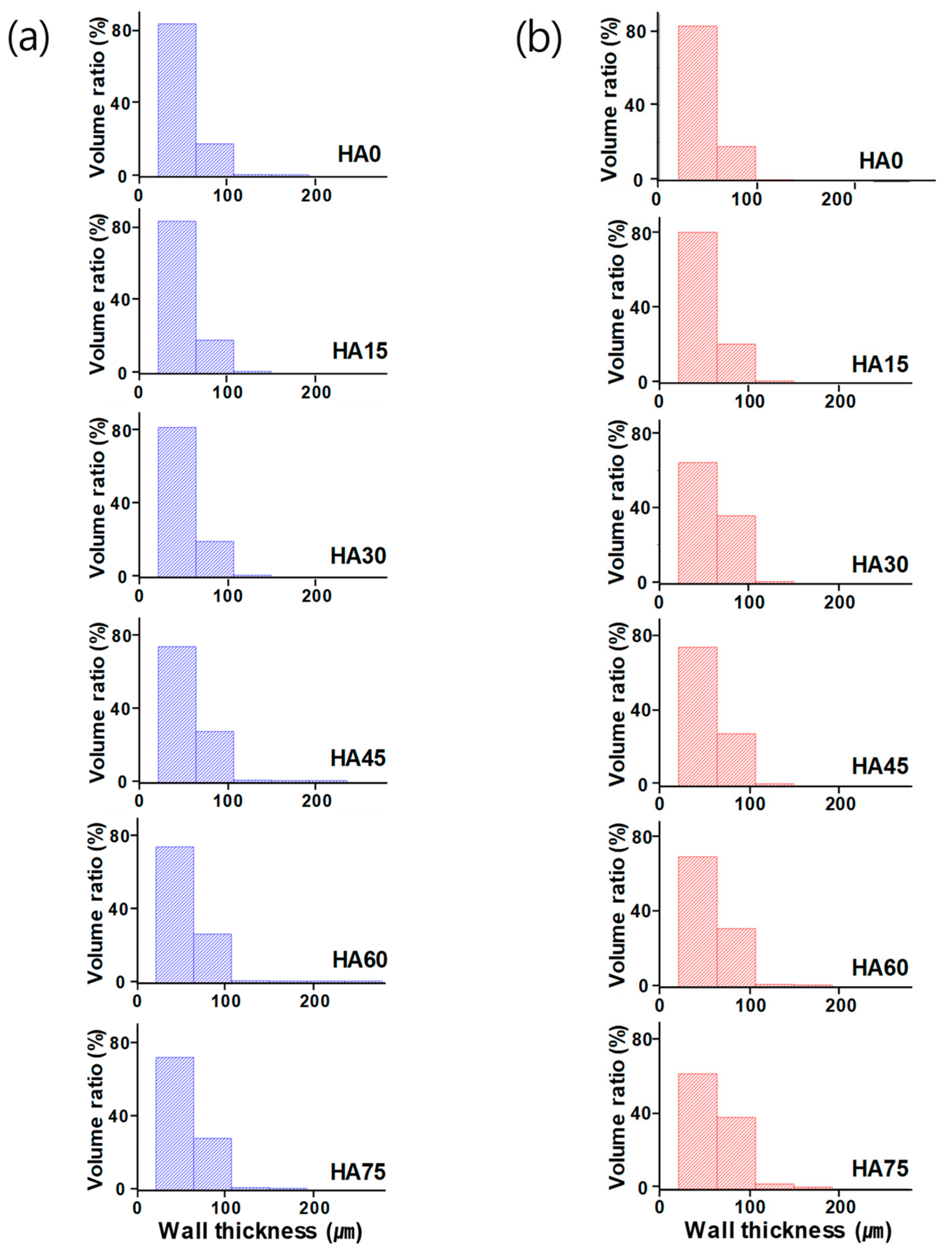
3.3.3. Wall Thickness
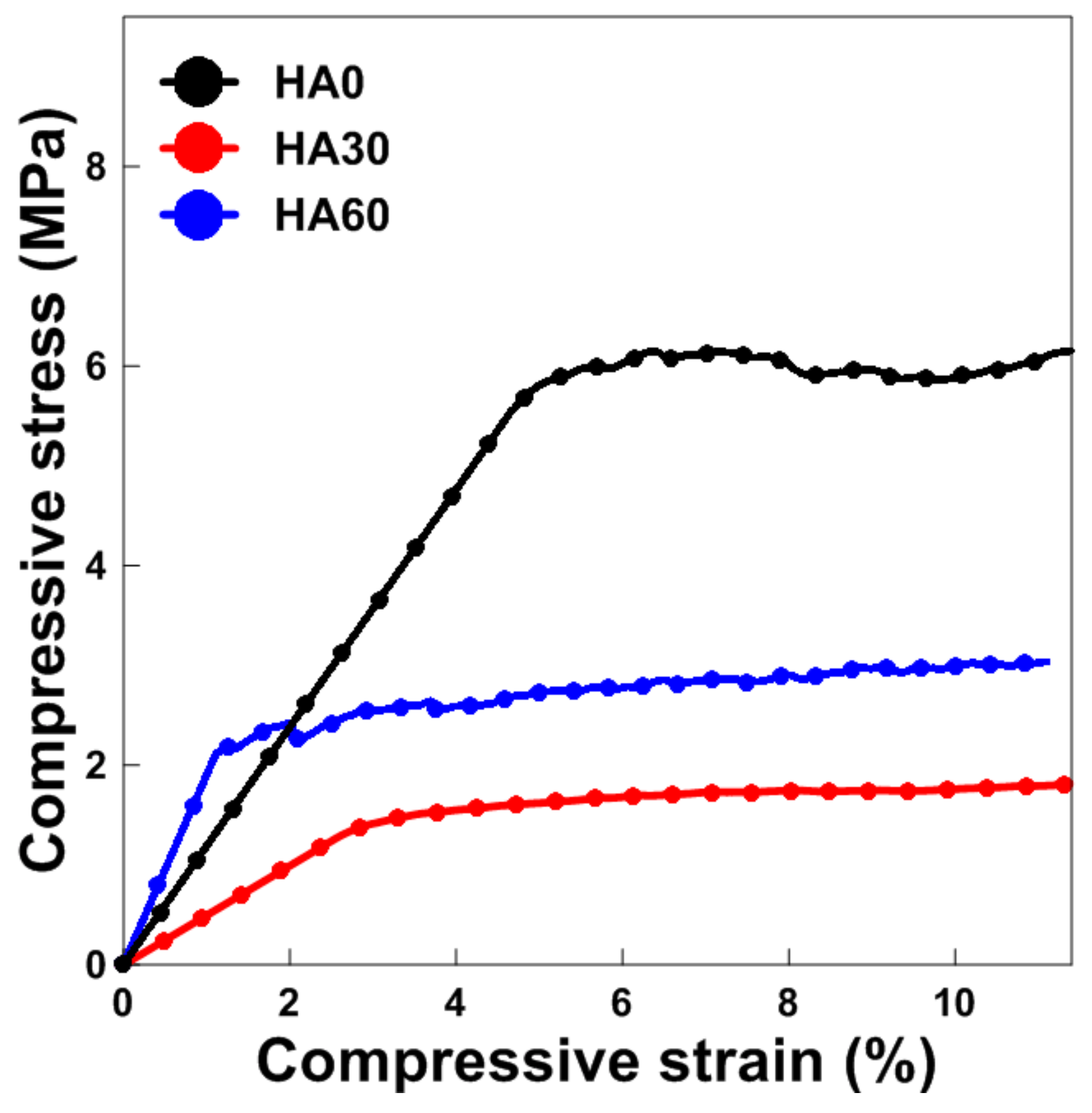
3.4. Mechanical Properties
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Shahbazi, S.; Zamanian, A.; Pazouki, M.; Jafari, Y.; Zamanyan, A. Introducing an attractive method for total biomimetic creation of a synthetic biodegradable bioactive bone scaffold based on statistical experimental design. Mater. Sci. Eng. C 2018, 86, 109–120. [Google Scholar] [CrossRef] [PubMed]
- Tamburaci, S.; Tihminlioglu, F. Biosilica incorporated 3D porous scaffolds for bone tissue engineering applications. Mater. Sci. Eng. C 2018, 91, 274–291. [Google Scholar] [CrossRef]
- Yin, H.-M.; Huang, Y.-F.; Ren, Y.; Wang, P.; Zhao, B.; Li, J.-H.; Xu, J.-Z.; Li, Z.-M. Toward biomimetic porous poly(ε-caprolactone) scaffolds: Structural evolution and morphological control during solid phase extrusion. Compos. Sci. Technol. 2018, 156, 192–202. [Google Scholar] [CrossRef]
- Dhollander, A.A.; Liekens, K.; Almqvist, K.F.; Verdonk, R.; Lambrecht, S.; Elewaut, D.; Verbruggen, G.; Verdonk, P.C. A Pilot Study of the Use of an Osteochondral Scaffold Plug for Cartilage Repair in the Knee and How to Deal with Early Clinical Failures. Arthrosc. J. Arthrosc. Relat. Surg. 2012, 28, 225–233. [Google Scholar] [CrossRef] [PubMed]
- Shishkovsky, I.; Volchkov, S. Influence of the laser assisted fabricated 3D porous scaffolds from bioceramoplasts of micron and nano sizes on culture of MMSC. Fundam. Laser Assist. Micro-Nanotechnol. 2013, 9065, 906515. [Google Scholar]
- Yamashita, A.; Liu, S.; Woltjen, K.; Thomas, B.; Meng, G.; Hotta, A.; Takahashi, K.; Ellis, J.; Yamanaka, S.; Rancourt, D.E. Cartilage tissue engineering identifies abnormal human induced pluripotent stem cells. Sci. Rep. 2013, 3, 1978. [Google Scholar] [CrossRef] [PubMed]
- Gerhardt, L.-C.; Boccaccini, A.R. Bioactive Glass and Glass-Ceramic Scaffolds for Bone Tissue Engineering. Materials 2010, 3, 3867–3910. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, Y.; Kawazoe, N.; Chen, G. Preparation of dexamethasone-loaded biphasic calcium phosphate nanoparticles/collagen porous composite scaffolds for bone tissue engineering. Acta Biomater. 2017, 67, 341–353. [Google Scholar] [CrossRef] [PubMed]
- Chang, B.-S.; Lee, C.-K.; Hong, K.-S.; Youn, H.-J.; Ryu, H.-S.; Chung, S.-S.; Park, K.-W. Osteoconduction at porous hydroxyapatite with various pore configurations. Biomaterials 2000, 21, 1291–1298. [Google Scholar] [CrossRef]
- Pei, P.; Wei, D.; Zhu, M.; Du, X.; Zhu, Y. The effect of calcium sulfate incorporation on physiochemical and biological properties of 3D-printed mesoporous calcium silicate cement scaffolds. Microporous Mesoporous Mater. 2017, 241, 11–20. [Google Scholar] [CrossRef]
- Al-Tamimi, A.A.; Peach, C.; Fernandes, P.R.; Cseke, A.; Bartolo, P.J. Topology Optimization to Reduce the Stress Shielding Effect for Orthopedic Applications. Procedia CIRP 2017, 65, 202–206. [Google Scholar] [CrossRef]
- Pobloth, A.-M.; Checa, S.; Razi, H.; Petersen, A.; Weaver, J.C.; Schmidt-Bleek, K.; Windolf, M.; Tatai, A. Á.; Roth, C.P.; Schaser, K.-D.; et al. Mechanobiologically optimized 3D titanium-mesh scaffolds enhance bone regeneration in critical segmental defects in sheep. Sci. Transl. Med. 2018, 10, 423. [Google Scholar] [CrossRef] [PubMed]
- Soon, Y.-M.; Shin, K.-H.; Koh, Y.-H.; Lee, J.-H.; Choi, W.-Y.; Kim, H.-E. Fabrication and compressive strength of porous hydroxyapatite scaffolds with a functionally graded core/shell structure. J. Eur. Ceram. Soc. 2011, 31, 13–18. [Google Scholar] [CrossRef]
- Song, P.; Zhou, C.; Fan, H.; Zhang, B.; Pei, X.; Fan, Y.; Jiang, Q.; Bao, R.; Yang, Q.; Dong, Z.; et al. Novel 3D porous biocomposite scaffolds fabricated by fused deposition modeling and gas foaming combined technology. Compos. Part B: Eng. 2018, 152, 151–159. [Google Scholar] [CrossRef]
- Hammel, E.; Ighodaro, O.-R.; Okoli, O. Processing and properties of advanced porous ceramics: An application based review. Ceram. Int. 2014, 40, 15351–15370. [Google Scholar] [CrossRef]
- Bouler, J.-M.; Pilet, P.; Gauthier, O.; Verron, E. Biphasic calcium phosphate ceramics for bone reconstruction: A review of biological response. Acta Biomater. 2017, 53, 1–12. [Google Scholar] [CrossRef]
- Guex, A.G.; Puetzer, J.L.; Armgarth, A.; Littmann, E.; Stavrinidou, E.; Giannelis, E.P.; Malliaras, G.G.; Stevens, M.M. Highly porous scaffolds of PEDOT:PSS for bone tissue engineering. Acta Biomater. 2017, 62, 91–101. [Google Scholar] [CrossRef] [Green Version]
- Woodard, J.R.; Hilldore, A.J.; Lan, S.K.; Park, C.J.; Morgan, A.W.; Eurell, J.C.; Clark, S.G.; Wheeler, M.B.; Jamison, R.D.; Johnson, A.J.W. The mechanical properties and osteoconductivity of hydroxyapatite bone scaffoFelds with multi-scale porosity. Biomaterials 2007, 28, 45–54. [Google Scholar] [CrossRef] [PubMed]
- Rustom, L.E.; Boudou, T.; Lou, S.; Pignot-Paintrand, I.; Nemke, B.W.; Lu, Y.; Markel, M.D.; Picart, C.; Johnson, A.J.W. Micropore-induced capillarity enhances bone distribution in vivo in biphasic calcium phosphate scaffolds. Acta Biomater. 2016, 44, 144–154. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pecqueux, F.; Tancret, F.; Payraudeau, N.; Bouler, J.-M. Influence of microporosity and macroporosity on the mechanical properties of biphasic calcium phosphate bioceramics: Modelling and experiment. J. Eur. Ceram. Soc. 2010, 30, 819–829. [Google Scholar] [CrossRef]
- Kim, D.-H.; Kim, K.-L.; Chun, H.-H.; Kim, T.-W.; Park, H.-C.; Yoon, S.-Y. In vitro biodegradable and mechanical performance of biphasic calcium phosphate porous scaffolds with unidirectional macro-pore structure. Ceram. Int. 2014, 40, 8293–8300. [Google Scholar] [CrossRef]
- A Park, S.; Lee, S.J.; Seok, J.M.; Lee, J.H.; Kim, W.D.; Kwon, I.K. Fabrication of 3D Printed PCL/PEG Polyblend Scaffold Using Rapid Prototyping System for Bone Tissue Engineering Application. J. Bionic. Eng. 2018, 15, 435–442. [Google Scholar] [CrossRef]
- Almirall, A.; Larrecq, G.; Delgado, J.; Martínez, S.; Planell, J.; Ginebra, M.-P. Fabrication of low temperature macroporous hydroxyapatite scaffolds by foaming and hydrolysis of an α-TCP paste. Biomaterials 2004, 25, 3671–3680. [Google Scholar] [CrossRef] [PubMed]
- Smith, B.T.; Santoro, M.; Grosfeld, E.C.; Shah, S.R.; Beucken, J.J.V.D.; Jansen, J.A.; Mikos, A.G. Incorporation of fast dissolving glucose porogens into an injectable calcium phosphate cement for bone tissue engineering. Acta Biomater. 2017, 50, 68–77. [Google Scholar] [CrossRef]
- Marques, C.F.; Perera, F.H.; Marote, A.; Ferreira, S.; Vieira, S.I.; Olhero, S.; Miranda, P.; Ferreira, J.M. Biphasic calcium phosphate scaffolds fabricated by direct write assembly: Mechanical, anti-microbial and osteoblastic properties. J. Eur. Ceram. Soc. 2017, 37, 359–368. [Google Scholar] [CrossRef]
- Yuan, H.; Xing, K.; Hsu, H.-Y. Trinity of Three-Dimensional (3D) Scaffold, Vibration, and 3D Printing on Cell Culture Application: A Systematic Review and Indicating Future Direction. Bioengineering (Basel) 2018, 5, 57. [Google Scholar] [CrossRef]
- Zhao, H.; Liang, W. A novel comby scaffold with improved mechanical strength for bonetissue engineering. Mater. Lett. 2017, 194, 220–223. [Google Scholar] [CrossRef]
- Zhang, B.; Pei, X.; Song, P.; Sun, H.; Li, H.; Fan, Y.; Jiang, Q.; Zhou, C.; Zhang, X. Porous bioceramics produced by inkjet 3D printing: Effect of printing ink formulation on the ceramic macro and micro porous architectures control. Compos. Part B Eng. 2018, 155, 112–121. [Google Scholar] [CrossRef]
- Kim, J.; Lee, J.; Yang, T.; Yoon, S.; Kim, B.; Park, H. TBA-based freeze/gel casting of porous hydroxyapatite scaffolds. Ceram. Int. 2011, 37, 2317–2322. [Google Scholar] [CrossRef]
- Polo-Corrales, L.; Latorre-Esteves, M.; Ramirez-Vick, J.E. Scaffold Design for Bone Regeneration. J. Nanosci. Nanotechnol. 2014, 14, 15–56. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jia, Z.-Q.; Guo, Z.-X.; Chen, F.; Li, J.-J.; Zhao, L.; Zhang, L. Microstructure, phase compositions and in vitro evaluation of freeze casting hydroxyapatite-silica scaffolds. Ceram. Int. 2018, 44, 3636–3643. [Google Scholar] [CrossRef]
- Yang, T.Y.; Lee, J.M.; Yoon, S.Y.; Park, H.C. Hydroxyapatite scaffolds processed using a TBA-based freeze-gel casting/polymer sponge technique. J. Mater. Sci. Mater. Med. 2010, 21, 1495–1502. [Google Scholar] [CrossRef]
- Tang, Y.; Mao, M.; Qiu, S.; Zhao, K. Fabrication of porous ceramics with double-pore structure by stepwise freeze casting using water/diphenyl methane emulsion. Ceram. Int. 2018, 44, 1187–1192. [Google Scholar] [CrossRef]
- Lopez-Heredia, M.A.; Sariibrahimoglu, K.; Yang, W.; Bohner, M.; Yamashita, D.; Kunstar, A.; van Apeldoorn, A.A.; Bronkhorst, E.M.; Lanao, R.P.F.; Leeuwenburgh, S.C.; et al. Influence of the pore generator on the evolution of the mechanical properties and the porosity and interconnectivity of a calcium phosphate cement. Acta Biomater. 2012, 8, 404–414. [Google Scholar] [CrossRef] [PubMed]
- Kim, M.-S.; Kim, Y.-H.; Park, I.-H.; Min, Y.-K.; Seo, H.-S.; Lee, B.-T. PCL Infiltration into a BCP Scaffold Strut to Improve the Mechanical Strength while Retaining Other Properties. Kor. J. Mater. Res. 2010, 20, 331–337. [Google Scholar] [CrossRef] [Green Version]
- Uth, N.; Muller, J.; Smucker, B.; Yousefi, A.-M. Validation of scaffold design optimization in bone tissue engineering: finite element modeling versus designed experiments. Biofabrication 2017, 9, 015023. [Google Scholar] [CrossRef]
- Bruker. Bone mineral density (BMD) and tissue mineral density (TMD) calibration and measurement by micro-CT using Bruker-MicroCT CT-analyser. In HU and BMD calibration in Bruker-MicroCT CT-Anlayser; Method note; Bruker: Billerica, MA, USA, 2010. [Google Scholar]
- Lee, J.H.; Park, T.G.; Park, H.S.; Lee, D.S.; Lee, Y.K.; Yoon, S.C.; Nam, J.-D. Thermal and mechanical characteristics of poly(L-lactic acid) nanocomposite scaffold. Biomaterials 2003, 24, 2773–2778. [Google Scholar] [CrossRef]
- Tseng, T.-L.B.; Chilukuri, A.; Park, S.C.; Kwon, Y.J. Automated quality characterization of 3D printed bone scaffolds. J. Comput. Eng. 2014, 1, 194–201. [Google Scholar] [Green Version]
- Boissard, C.; Bourban, P.-E.; Tami, A.; Alini, M.; Eglin, D. Nanohydroxyapatite/poly(ester urethane) scaffold for bone tissue engineering. Acta Biomater. 2009, 5, 3316–3327. [Google Scholar] [CrossRef]
- Fu, Q.; Rahaman, M.N.; Dogan, F.; Bal, B.S. Freeze Casting of Porous Hydroxyapatite Scaffolds. II. Sintering, Microstructure, and Mechanical Behavior. J. Biomed. Mater. Res. 2008, 86B, 514–522. [Google Scholar] [CrossRef]
- Deville, S.; Saiz, E.; Tomsia, A.P. Freeze casting of hydroxyapatite scaffolds for bone tissue engineering. Biomaterials 2006, 27, 5480–5489. [Google Scholar] [CrossRef] [PubMed] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Theoretical Result | Experimental Result (Weight Ratio) | ||||||
|---|---|---|---|---|---|---|---|
| PMMA Addition (vol %) | HA (g) | Total (g) | Ratio a (HA/Total) | Ratio b (After Sintering/Before Sintering) | |||
| S1 | S2 | S3 | Mean in Difference (Ratio a–Ratio b) | ||||
| 0 | 31.40 | 34.76 | 0.90 | 0.92 | 0.90 | 0.91 | 0.01 ± 0.01 * |
| 15 | 26.69 | 31.81 | 0.84 | 0.84 | 0.84 | 0.84 | 0 ± 0 * |
| 30 | 21.98 | 28.85 | 0.76 | 0.76 | 0.76 | 0.76 | 0 ± 0 * |
| 45 | 17.27 | 25.9 | 0.67 | 0.69 | 0.66 | 0.66 | 0.003 ± 0.01 * |
| 60 | 12.56 | 22.94 | 0.55 | 0.54 | 0.54 | 0.54 | −0.01 ± 0 * |
| 75 | 9.42 | 21.56 | 0.44 | 0.43 | 0.43 | 0.43 | −0.01 ± 0 * |
| PMMA Addition (vol %) | Porosity (%) | Linear Shrinkage (%) | |
|---|---|---|---|
| Height | Diameter | ||
| 0 | 53.2 ± 3.9 d | 7.1 ± 1.3 ** | 14.6 ± 2.1 * |
| 15 | 54.0 ± 1.2 d | 8.8 ± 4.5 ** | 15.7 ± 2.2 * |
| 30 | 62.5 ± 0.8 c | 10.3 ± 4.9 ** | 15.3 ± 2.8 * |
| 45 | 72.1 ± 1.0 b | 17.4 ± 9.2 ** | 20.3 ± 0.5 * |
| 60 | 81.8 ± 0.7 a | 22.7 ± 8.5 ** | 19.3 ± 3.7 * |
| 75 | 88.1 ± 1.1 a | 27.5 ± 7.4 ** | 20.4 ± 3.7 * |
| Cancellous bone | 50–90% (>75%) [30,36] | ||
| PMMA Addition (vol %) | 0 | 15 | 30 | 45 | 60 | 75 | ||
|---|---|---|---|---|---|---|---|---|
| Archimedes’ principle | Apparent density () | 2.92 ± 0.05 c | 2.88 ± 0.05 c | 2.54 ± 0.03 b | 2.43 ± 0.77 b | 2.22 ± 0.07 | 2.11 a ± 0.14 a | |
| Micro-CT | BMD () | Before sintering | 0.57 ± 0.23 * | 0.51 ± 0.26 * | 0.38 ± 0.21 * | 0.28 ± 0.22 * | 0.17 ± 0.21 * | 0.10 ± 0.20 * |
| After sintering | 1.18 ± 0.44 * | 1.00 ± 0.37 * | 0.75 ± 0.32 * | 0.58 ± 0.33 * | 0.40 ± 0.30 * | 0.25 ± 0.29 * | ||
| Mean Wall Thickness (μm) | Difference in Means | ||
|---|---|---|---|
| PMMA Addition (vol %) | Before Sintering (m ± σ) | After Sintering (m′ ± σ′) | |
| 0 | 50.42 ± 16.22 * | 50.76 ± 16.51 * | 0.34 ** |
| 15 | 50.69 ± 16.36 * | 51.65 ± 17.20 * | 0.96 ** |
| 30 | 51.13 ± 16.81 * | 58.54 ± 20.76 * | 7.41 ** |
| 45 | 54.82 ± 19.42 * | 54.62 ± 19.21 * | 0.2 ** |
| 60 | 54.39 ± 19.44 * | 56.53 ± 20.33 * | 2.14 ** |
| 75 | 55.31 ± 19.85 * | 60.91 ± 23.06 * | 5.6 ** |
| Compressive Elastic Modulus (GPa) | Compressive Strength (MPa) | |
|---|---|---|
| HA0 | 0.13 ± 0.04 a,b | 6.18 ± 0.28 a |
| HA30 | 0.05 ± 0.02 b | 1.73 ± 0.22 b |
| HA60 | 0.19 ± 0.08 a | 3.23 ± 0.75 b |
| Cancellous bone | 0.12–1.1 [7] | 1–12 [7,30] |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, T.-R.; Kim, M.-S.; Goh, T.S.; Lee, J.S.; Kim, Y.H.; Yoon, S.-Y.; Lee, C.-S. Evaluation of Structural and Mechanical Properties of Porous Artificial Bone Scaffolds Fabricated via Advanced TBA-Based Freeze-Gel Casting Technique. Appl. Sci. 2019, 9, 1965. https://0-doi-org.brum.beds.ac.uk/10.3390/app9091965
Kim T-R, Kim M-S, Goh TS, Lee JS, Kim YH, Yoon S-Y, Lee C-S. Evaluation of Structural and Mechanical Properties of Porous Artificial Bone Scaffolds Fabricated via Advanced TBA-Based Freeze-Gel Casting Technique. Applied Sciences. 2019; 9(9):1965. https://0-doi-org.brum.beds.ac.uk/10.3390/app9091965
Chicago/Turabian StyleKim, Tae-Rim, Min-Su Kim, Tae Sik Goh, Jung Sub Lee, Yun Hak Kim, Seog-Young Yoon, and Chi-Seung Lee. 2019. "Evaluation of Structural and Mechanical Properties of Porous Artificial Bone Scaffolds Fabricated via Advanced TBA-Based Freeze-Gel Casting Technique" Applied Sciences 9, no. 9: 1965. https://0-doi-org.brum.beds.ac.uk/10.3390/app9091965