Development of a Smart Cyber-Physical Manufacturing System in the Industry 4.0 Context


1
Faculty of Mechanical Engineering, University of Transport and Communications, Hanoi 117-200, Vietnam
2
School of Mechanical and Automotive Engineering, Ulsan University, Ulsan 680-749, Korea
3
Faculty of Mechanical Engineering, Hanoi University of Industry, Hanoi 117-200, Vietnam
*
Author to whom correspondence should be addressed.
Appl. Sci. 2019, 9(16), 3325; https://0-doi-org.brum.beds.ac.uk/10.3390/app9163325
Submission received: 31 July 2019
/
Revised: 8 August 2019
/
Accepted: 9 August 2019
/
Published: 13 August 2019
(This article belongs to the Section Applied Industrial Technologies)
Abstract
:Featured Application
A proposed smart manufacturing system has the ability to adapt to manufacturing changes.
Abstract
The complexity and dynamic of the manufacturing environment are growing due to the changes of manufacturing demand from mass production to mass customization that require variable product types, small lot sizes, and a short lead-time to market. Currently, the automatic manufacturing systems are suitable for mass production. To cope with the changes of the manufacturing environment, the paper proposes the model and technologies for developing a smart cyber-physical manufacturing system (Smart-CPMS). The transformation of the actual manufacturing systems to the Smart-CPMS is considered as the next generation of manufacturing development in Industry 4.0. The Smart-CPMS has advanced characteristics inspired from biology such as self-organization, self-diagnosis, and self-healing. These characteristics ensure that the Smart-CPMS is able to adapt with continuously changing manufacturing requirements. The model of Smart-CPMS is inherited from the organization of living systems in biology and nature. Consequently, in the Smart-CPMS, each resource on the shop floor such as machines, robots, transporters, and so on, is an autonomous entity, namely a cyber-physical system (CPS) which is equipped with cognitive capabilities such as perception, reasoning, learning, and cooperation. The Smart-CPMS adapts to the changes of manufacturing environment by the interaction among CPSs without external intervention. The CPS implementation uses the cognitive agent technology. Internet of things (IoT) with wireless networks, radio frequency identification (RFID), and sensor networks are used as information and communication technology (ICT) infrastructure for carrying out the Smart-CPMS.
1. Introduction
Fully automated control systems as the flexible manufacturing systems (FMSs) widely applied to mass production can reach the requirements of productivity and quality of products [1]. The FMSs activate the automatic operations using pre-instructed programs. Therefore, these FMSs have difficulty reaching the requirements of flexibility, adaptability, and reliability. The manufacturing systems operated by human workers with cognitive capability such as perception, learning, and reasoning to make a decision can satisfy these requirements. However, the practical applications of these systems are low due to the high production costs as well as only being suitable for the production of prototypes or small lot sizes. So, it is necessary to integrate cognitive capability to the FMSs to achieve the biology inspired FMS systems with advanced characteristics [1,2,3].
Currently, manufacturing demands are changing from mass production to mass customization, which is focused on exclusive and individualized demand [2,3]. This trend requires the manufacturing systems to have the ability to adapt to the fast change of the manufacturing environment. To face this challenge, the new trend of manufacturing system development is to apply autonomous behaviors inspired from living systems and nature to have the sustainable manufacturing systems. Industry 4.0 enables the realization of sustainable manufacturing using the ubiquitous information and communication technology (ICT) infrastructure [4]. National strategies for developing smart manufacturing systems are focused on by both developing and developed countries [5,6]. The development of manufacturing not only considers technological innovations but also economic, social and environmental effects [4,7]. In the literature, many novel paradigms known as intelligent manufacturing systems (IMS) [8,9,10,11,12,13,14,15] have been proposed such as holonic [16], biological [17], reconfigurable [18], and cloud manufacturing systems [19].
In the manufacturing field, Industry 4.0 is characterized by the autonomous systems with cyber and physical representation [20,21,22] and advance in ICT [23] such as cloud computing [24], internet of things (IoT), internet of service (IoS) [25,26,27,28,29], agent technology [30,31,32,33,34,35], cognitive technology [36,37], big data [38,39], data mining [40,41], and artificial intelligence [42,43,44,45,46,47]. Smart manufacturing systems (SMS) built with intelligent cyber-physical systems (CPSs) are the heart of the fourth industrial revolution [21,48]. SMS aim at improving the levels of intelligence and autonomy due to the CPSs for adapting to the manufacturing changes. Industry 4.0 is expected to generate new business models, as well as increase the efficiency of manufacturing processes in which CPS based SMS can react flexibly to changes [49]. SMSs have autonomic self-characteristics such as self-configuration, self-monitoring, and self-healing [9,10,13].
The paper presents a smart cyber-physical manufacturing system (Smart-CPMS) for adapting to the manufacturing changes. The Smart-CPMS has the advanced characteristics as follows:
- Each element in the Smart-CPMS is an autonomous entity equipped with the cognitive capabilities such as perception, reasoning for making a decision, communication, and cooperation. Each CPS has the ability to make a decision autonomously;
- Improving the component and system level in intelligence and autonomy of the current FMS;
- The Smart-CPMS has the ability to adapt to the manufacturing changes in short and immediate times.
The contribution of this research is to develop a Smart-CPMS for adapting the manufacturing changes in an autonomous and intelligent way. For realizing the Smart-CPMS, ICT infrastructure and artificial intelligence techniques are proposed. The functionalities of the Smart-CPMS such as self-adjustment and negotiation of machines in the network are proven.
The remainder of the paper is organized as follows. The models of the current manufacturing systems are analyzed in Section 2. Section 3 describes a model of the proposed Smart-CPMS. The functionality of the proposed system was tested on the testbed as shown in Section 4. Section 5 shows an example for applying the Smart-CPMS to the real machine. Research results and discussion are shown in Section 6. Finally, some conclusions and future work are given in Section 7.
2. Related Works
New paradigms in the manufacturing field inspired from biology and nature have been proposed in the literature such as genetic manufacturing system (GMS) [50], biological manufacturing system (BMS) [17], reconfigurable manufacturing system (RMS) [18], holonic manufacturing system (HMS) [16,30], evolvable manufacturing system (EMS) [51,52], cloud manufacturing system (CMfg) [19], cognitive manufacturing system (CMS) [1,3,37], and autonomous manufacturing system (AMS) [53]. These manufacturing systems are known as intelligent manufacturing systems (IMS) with ideas inspired by the living systems in biology and nature. IMSs show the transformation of manufacturing system from automation to autonomy which enables the IMS to adapt the manufacturing changes [54]. GMS and BMS are inspired by nature in which the manufacturing systems are considered as the biological organisms. In the GMS [50], the information classification of manufacturing systems is based on the information types of biological organisms including genetic information and knowledge information. The genetic information relates to the data about process planning. The rules for carrying out the process planning are classified into the knowledge information, which can be improved. If the GMS focuses on the information classification for data management, the BMS focuses on the technology for realizing the distributed control with the agent technology, as well as the method of reinforcement learning to improve the knowledge information. In the HMS, elements of the manufacturing system are considered as holons including the product, task, operation, and supervisor holons. The HMS adapts to the manufacturing changes due to the cooperation of holons under management of the supervisor holon [16]. The RMS enables the rapid adjustment of production capacity as well as adaptation to order changes due to the modular components of machines in the manufacturing system. The modular oriented architecture of the RMS requires reconfigurable hardware and advancements in control technique to satisfy the hardware changes. The paradigm of an evolvable manufacturing system was proposed by researchers Frei et al. [51,52]. However, this research has been focused on reconfigurable ability of the manufacturing system. The EMS not only considers the adaptation of the system due to the modularization characteristic of each element in the system but also the evolution of the system with self-characteristics due to applying the advance of information technology and artificial intelligence [55]. For sharing the manufacturing resources, the internet of things, internet of service, and cloud computing are applied as backbone technologies for realizing the CMfg [27]. Cognitive abilities from living systems are applied for elements in CMS in which the cognitive model inspired from human beings and ICT infrastructure are applied to equip the manufacturing system with autonomous behaviors [43,56,57,58]. Behzad et al. [8] have reviewed the evolution and future of manufacturing in which they emphasize that big data technologies are changing from data collection to data analyses which transform the traditional manufacturing systems to the new manufacturing paradigms such as smart manufacturing, cloud manufacturing, social manufacturing, knowledge driven manufacturing, and cyber-physical system based manufacturing. The new IMS are based on integration of software and embedded intelligence. In the context of Industry 4.0, Ray et al. [15] proposed key technologies such as IoT, CPS, cloud computing, big data analytics, and ICT for implementing the IMS. Study on industrial IoT is to provide a variety of benefits to smart manufacturing system (SMS) [29]. However, security and data privacy issues still are major challenges of realizing IoT [59,60].
At the system level, a hierarchical framework of manufacturing for Industry 4.0 is proposed with integrating the intelligence level with automation level [61]. For implementation, the service oriented architecture (SOA) on smart manufacturing utilities for identification, data access and control was proposed [62]. At the machine level, machine tools play an important role in SMS. Intelligent machines with cognitive capabilities were proposed [37,63,64]. The machines can communicate with each other [65], as well as enable the management of machine health [66], and to monitor the machining condition [67,68,69,70,71,72]. The new trend is to change the machine from an automatic system to an autonomous system such as CPS [73,74,75,76]. The agent technology is a key technology for realizing the autonomous behaviors of CPS [55,77,78,79]. For improving the autonomous characteristics and intelligence of agents, architectures of cognitive system [3,56,58,80] have been studied and intelligent agents, namely cognitive agents, are proposed [81]. Currently, application of cognitive agents in a smart grid have been applied and shown efficiently [57,82]. The above-mentioned concepts more or less show autonomous characteristics. However, these concepts focus on the data model architecture and network communication. The integration of human experience in manufacturing towards smart machines is widely missing [83]. This can be achieved by applying bio-inspired technologies such as cognitive technology, agent technology, and swarm intelligence, as well as advanced technology for communication environments as ubiquitous technology [33,35,42,55,82]. Inheriting the advances of the proposed IMSs, this research focuses on development of a smart CPS machining system in which cognitive agent, RFID system, sensor network, and wireless network are applied for carrying out the autonomous behaviors of the machining system. Intelligence of the SMS, such as reasoning to make a decision, was carried out by using artificial intelligence techniques.
3. Proposed Model of Smart Manufacturing
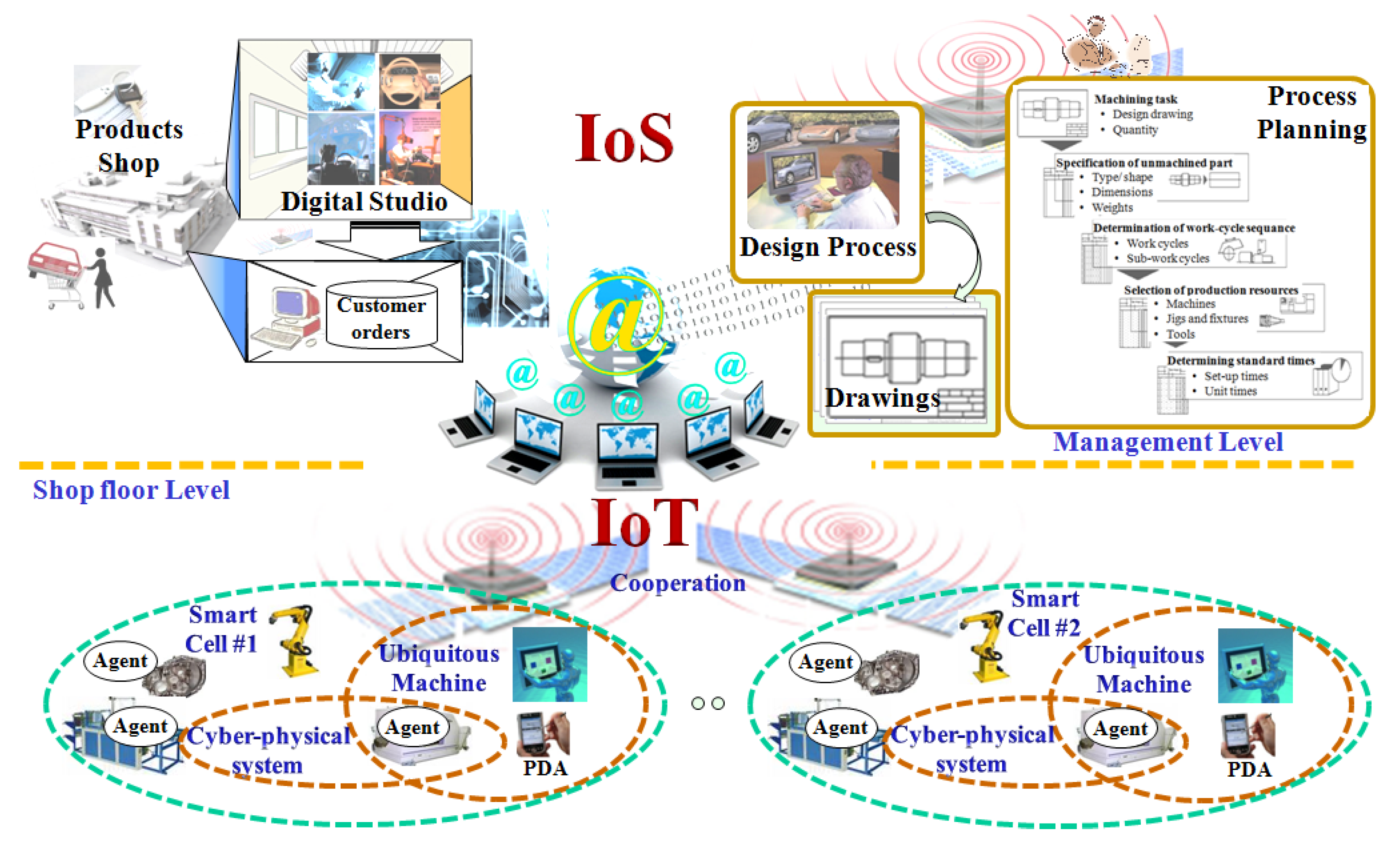
The model of the manufacturing system called smart cyber-physical manufacturing system (Smart-CPMS) is shown in Figure 1. One of the greater trends of manufacturing is individualized products. This asks for more customized products, shorter product life cycles, best quality and lower prices. In addressing these requirements, manufacturing systems need to be equipped with advanced characteristics for adapting to manufacturing changes [16]. The Smart-CPMS has the ability to answer quickly and correctly to changes of the manufacturing environment without external interventions.
On the management level, customers order their products using the head mounted display with automatic guides for choosing the product characteristics in the digital studio. Then, the product information is sent to the design process and process planning department to generate the scheduling for manufacturing the product on the shop floor. In this phase, evolutionary algorithms inspired from biology such as genetic algorithm, ant colony optimization, and so on are used to generate the optimal process planning. Numerous research has addressed optimization problems on the management level using methods such as holonic execution manufacturing systems and agent-based dynamic scheduling. In Smart-CPMS, internet of service (IoS) is used efficiently for sharing tasks from design to generating the process planning.
On the shop floor level, the Smart-CPMS is considered as a cooperation in IoT [28,29] among smart cells for carrying out tasks. Each smart cell includes CPSs. CPS is an autonomous entity which can control itself in adapting to the changes as well as cooperating with other CPSs to finish the process planning. A cyber-physical system consists of a controlled physical device and a cyber component [48,55,75].
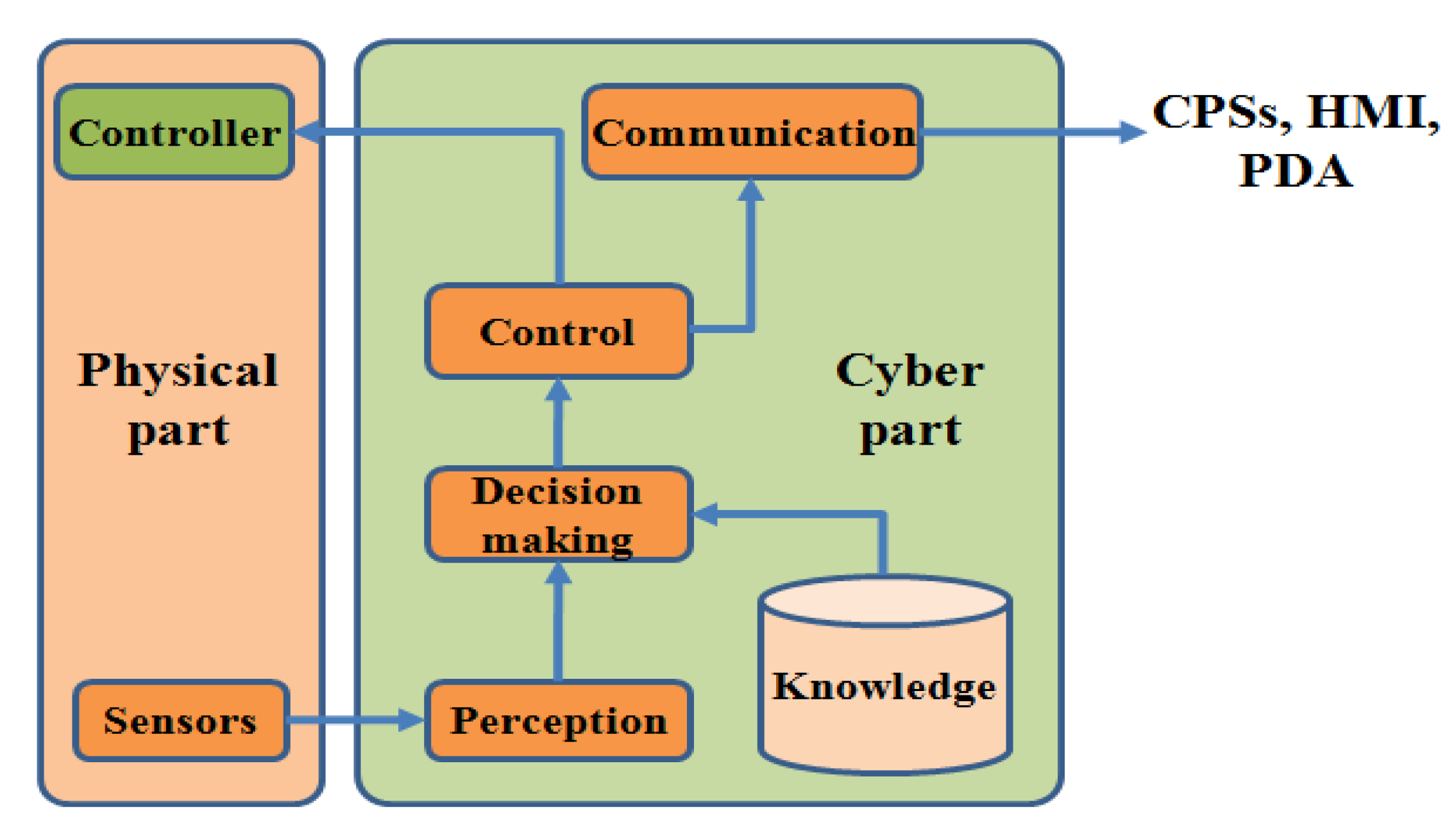
A CPS has autonomous and intelligent behaviors [76]. Cognitive agent technology enables the realization of autonomous behaviors of CPS such as perception and action [31,32,35,77,78,79]. Intelligent behaviors such as learning and reasoning to make a decision are carried out by using artificial intelligence. Ubiquitous technology is applied to machines so the machine can be controlled and monitored in real-time [24,39,84].
Human–machine interface (HMI), smart phone, and personal digital assistant (PDA) are used for interfacing the machine with workers. ICT infrastructure such as manufacturing execution system (MES), enterprise resource planning (ERP) [85], wireless network, RFID system [86], and sensor network [87] enables the CPS to capture its status as well as to communicate with other CPSs. Cognitive agent is a computer program with self-characteristics [88]. Model of a cognitive agent based CPS is shown in Figure 2 with core modules such as perception, decision, knowledge, communication, and control. The perception module is charge of getting and diagnosing the status of the physical part from sensors. The cyber part makes a decision according to the delivered status. Knowledge based reasoning mechanism for making the decision uses the artificial intelligence. The control module of the cyber part is responsible for sending new plan such as the new cutting parameters for machining process or requirement for cooperating with other CPSs. The communication module is charge of interacting with other CPSs as well as HMI, and PDA devices [63,66,74,75].
4. Implementation of Smart Cyber-Physical System
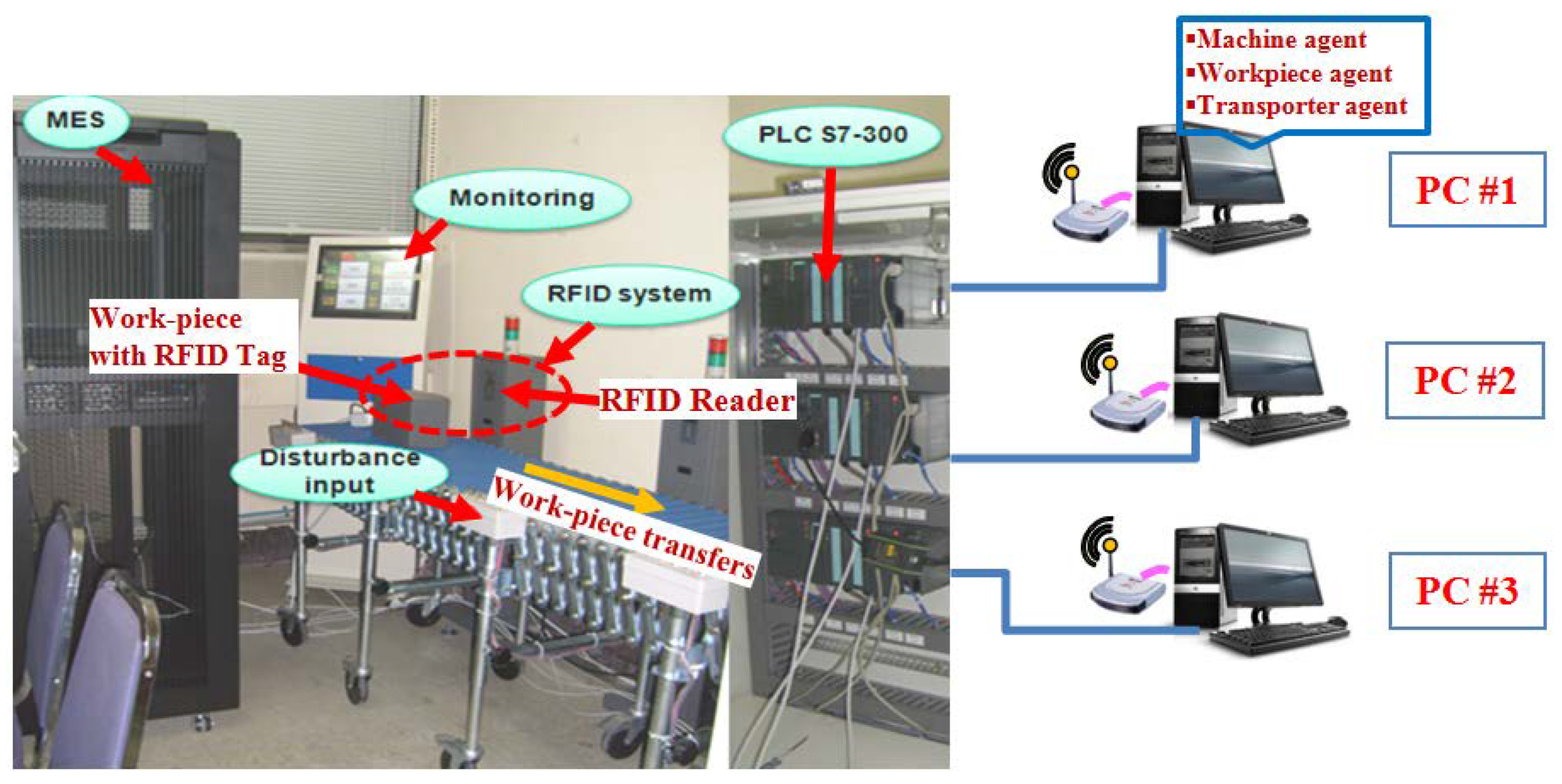
The testbed model is shown in Figure 3 for testing the behaviors of the CPS based on cognitive agents. Cognitive agents were installed in the personal computer (PC). The system considered as the machining system had three PLCs (programmable logic controllers), an RFID system, a transporter system, and a manufacturing execution system (MES). MES and cognitive agents communicated through the BuffaloTM Ethernet converter devices. Three switches were used as the devices for generating the disturbances.
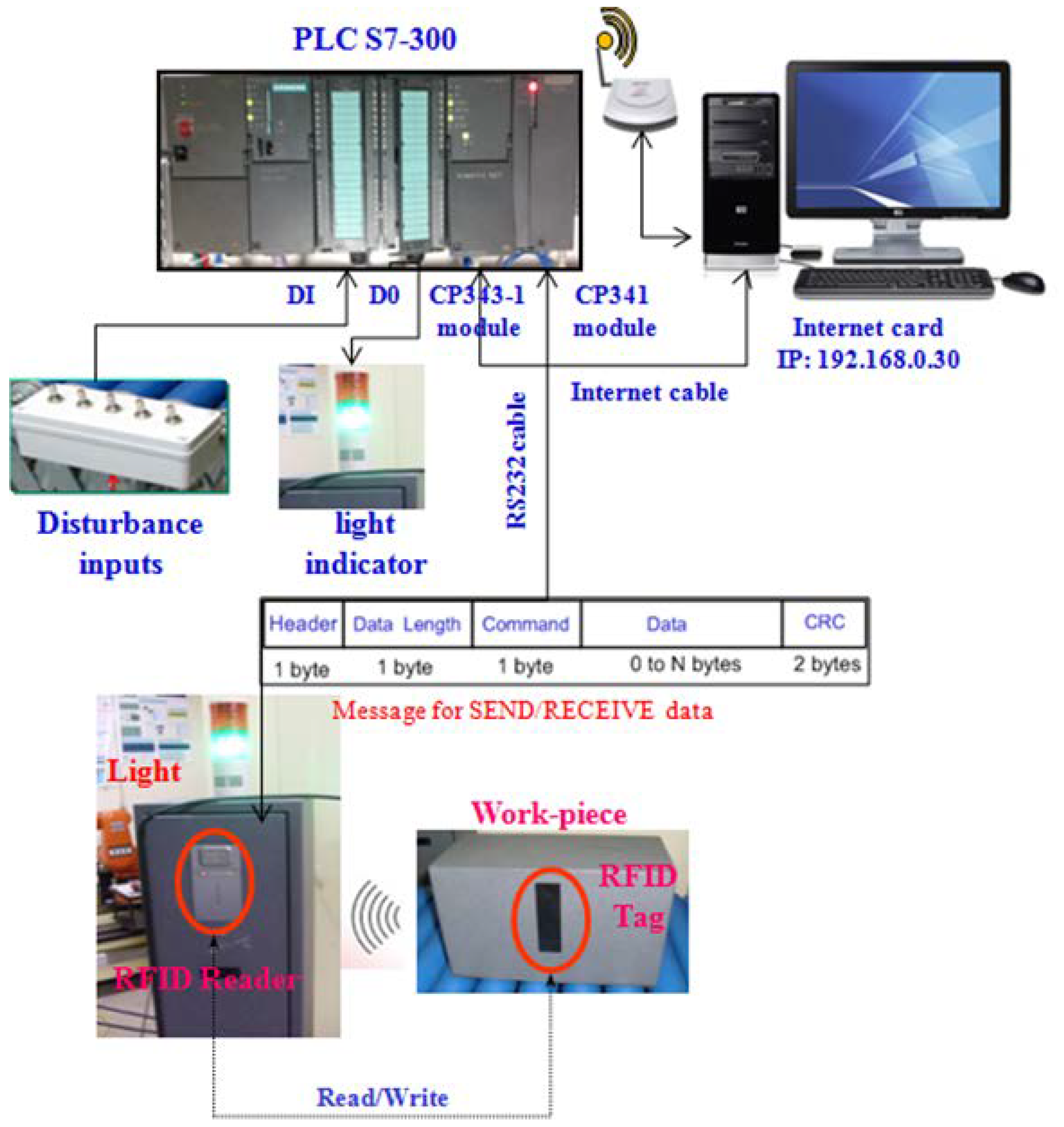
The detailed description of one CPS is shown in Figure 4. An RFID system connected with PLC by RS232 cable was used for reading and writing the work-piece information. Figure 4 also shows that the message architecture for communicating between RFID reader and PLC with the end of message was byte CRC (cyclic redundancy check). PLC connects to the PC through the internet cable. This CPS connected to other CPSs through wireless connection by using the BuffaloTM Ethernet converter. In the normal case the PLC activated the green light when the work-piece information was sent to the machine agent on the PC. If the disturbance was inputted (turning on the switch), the red light and alarm were turned on. In this case, the machine agent generated a new plan or cooperated with other machine agents in the system.
4.1. Communication Protocol
The diagram of communication among devices on the testbed shown in Figure 5 is explained as follows:
- Communication protocol between a RFID tag attached on the work-piece and the RFID reader was UHF: ISO18000-6C (Gen2) following the standard for RFID ThingmagicTM devices;
- Communication protocol between the RFID reader and PLC was wire with one side connecting with the RFID reader via USB, another side connecting with PLC S7-300 via RS 232;
- The “disturbance input” device connected with PLC via the digital input (DI) module of PLC;
- The alarm lights connected with PLCs by wire via CP 341-RS232C of PLCs;
- The PLC connected to PC via wire Ethernet;
- Communication among PCs, and PC with MES was via wireless Ethernet using BuffaloTM Ethernet converter devices.
4.2. Automation Level of the Testbed in the Case of Normal Status
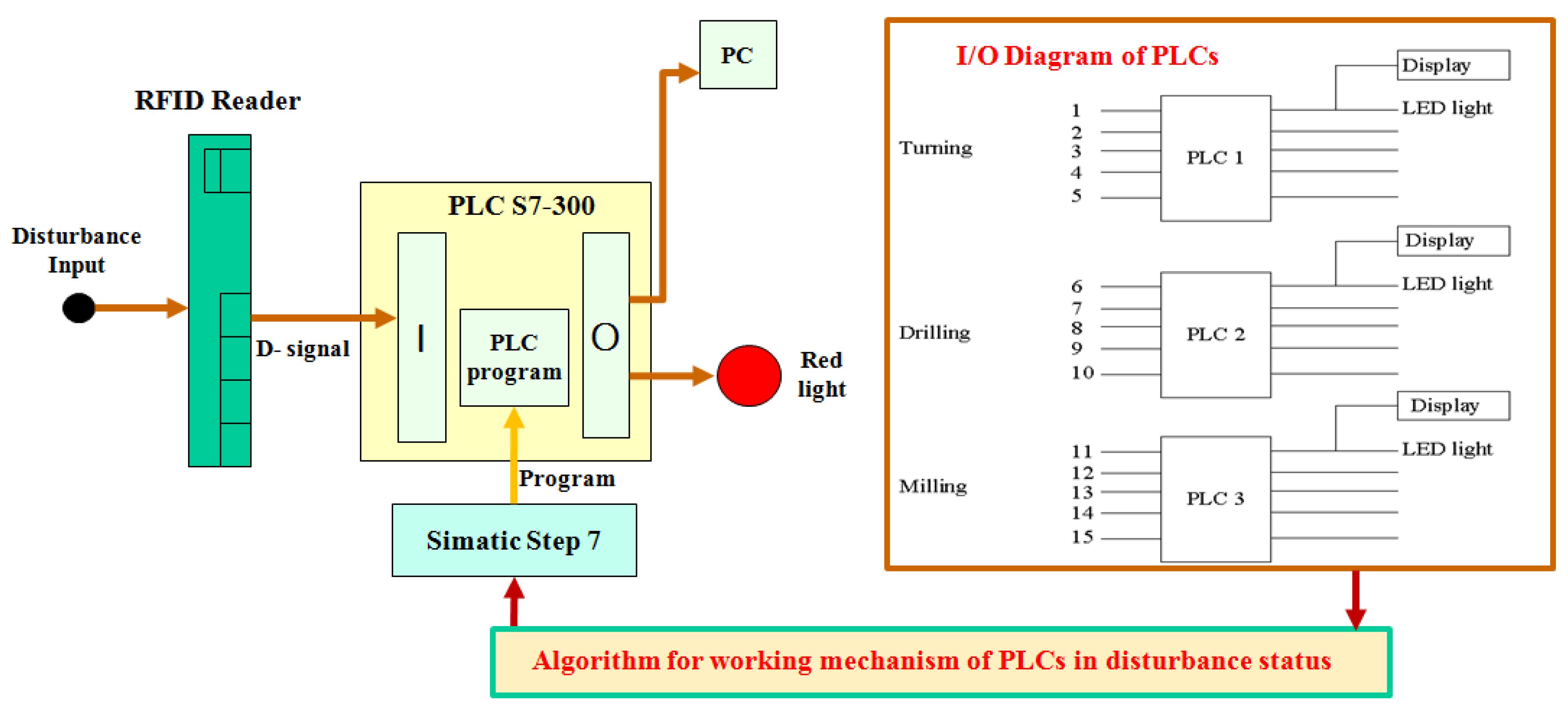
In order to activate the testbed, the PLC programs were used. Figure 6 shows the operation mechanism of the system in the case of normal status. The control program was generated according to the operation sequence, and the I/O diagram of PLCs. A scenario of machining process was applied for testing the functionality of the CPS on the testbed. Machining tasks including turning, drilling, and milling were carried out on three machines with the processing time of 4, 2, and 5 min, respectively.
The PLC programs for executing the testbed were generated using Simatic Step 7TM software. The algorithm 1 for generating PLC program in case of normal status of the system is given as follows:
| Algorithm 1 Generating PLC program in case of normal status of the system |
| 1: Turning process for work-piece #1; |
| Setup time to start: t0; |
| If ts[1]=t0 then |
| ● Starting the turning process for work-piece #1 at PLC #1: turn on (green light); |
| if tf[1]=t0+4 then |
| ● Finishing the turning process for work-piece #1 at PLC #1: turn off (green light); |
| end if; |
| 2: Turning process for work-piece [i]; |
| For W[i] (i=2 to n) |
| if ts[i]=tf[i − 1]+1 then |
| ● Starting the turning process for work-piece[i] at PLC #1: turn on (green light); |
| if tf[i]=ts[i]+4 then |
| ● Finishing the turning process for work-piece[i] at PLC #1: turn off (green light); |
| end if; |
| end if; |
| 3: Drilling process; |
| For j=1 to n |
| if ts[j]=tf[i]+1then |
| ● Starting the drilling process for work-piece[i] at PLC #2: turn on (green light); |
| if tf[j]=ts[j]+2 then |
| ● Finishing the drilling process for work-piece[i] at PLC #2: turn off (green light); |
| end if; |
| end if; |
| 4: Milling process; |
| For k=1 to n |
| if ts[k]=tf[j]+1 then |
| ● Starting the milling process for work-piece[i] at PLC #3: turn on (green light); |
| if tf[k]=ts[k]+5 then |
| ● Finishing the milling process for work-piece[i] at PLC #3: turn off (green light); |
| end if; |
| end if; |
| Else |
| ● The alarm is turned on: turn on (red light); |
| End If. |
4.3. Automation Level of the Testbed in the Case of Disturbance Status
Figure 7 shows the operation mechanism and PLC program of the system in the case of disturbance status. The testbed had three “disturbance input” devices and five disturbance types for each device so that 15 disturbance types were tested in this testbed. The algorithm 2 for programming PLC in case inputting disturbances is as follows:
| Algorithm 2 Programming PLC in case inputting disturbances |
| 1: Inputting disturbance on PLC; |
| For i=1 to 5 |
| ● n[i]: number of inputted disturbances at PLC#1; |
| If exist (i) and n[i]=1 then turn on (red light); |
| ● In KepserverOPC the value disturbance item equals 1: send (signal); |
| Else |
| 2: Normal status of the PLC #1; |
| turn on (green light); |
| ● Getting the value of item from KepserverOPC; |
| if the machine agent requires to turn on the green light then get (value); |
| turn on (green light); |
| end if; |
| End If. |
4.4. Cyber Level of a Cognitive Agent Based CPS
Artificial intelligence is applied for equipping the CPS with intelligent behaviors as reasoning to make a decision as well as cooperating with other CPSs using swarm intelligence [46,47,89]. In case a disturbance happens to the devices, the corresponding agent used the following detailed algorithm to make a decision according to the disturbance type. Recovery methods included non-negotiation, negotiation, and rescheduling. In non-negotiation, the machine overcomes the disturbance by itself, applicable to disturbances which require a short time to recover. Otherwise, the machine needs to cooperate with other machines to find the appropriate machine for carrying out its work or rescheduling. For negotiation among CPSs to find out the appropriate CPS for carrying out the task, pheromone value inspired from ant colony is applied [89].
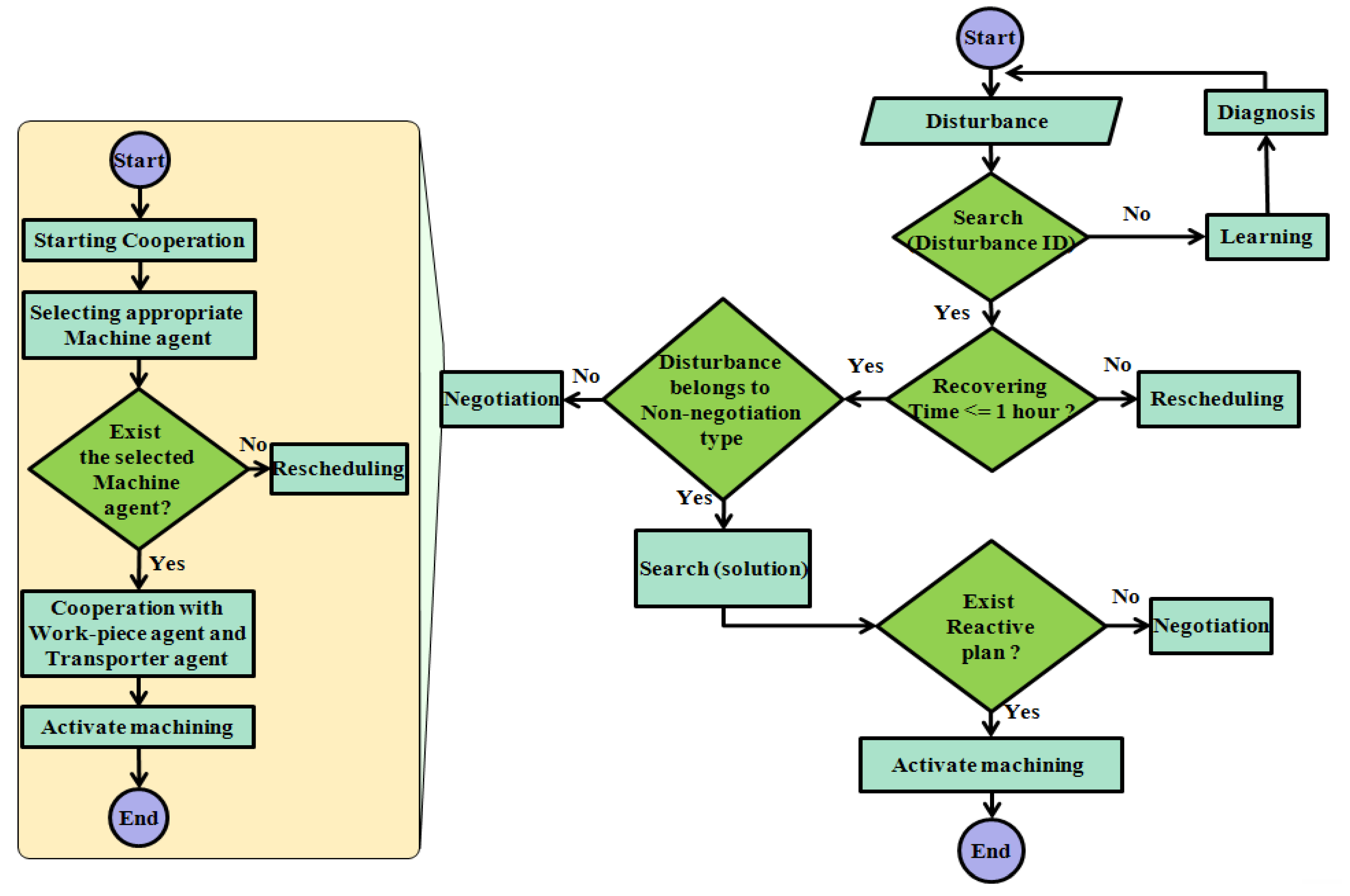
The machine agent makes a decision according to the disturbance type and recovery method. The algorithm 3 for making a decision of the machine agent as shown in Figure 8 is given as follows:
| Algorithm 3 Making a decision of the machine agent |
| 1: Machine agent predicts the disturbance; |
| Loop |
| ● Machine agent gets the disturbance information: disturbance (input); |
| ● Machine agent searches the disturbance type in database: search (disturbance ID); |
| If disturbance (type) then |
| 2: Rescheduling |
| Case 1: If type A: disturbance having the recovering time more than one hour then |
| ● Machine agent requires MES for rescheduling: send (message); |
| End If; |
| 3: Non-negotiation |
| Case 2: If type B: disturbance belongs to the non-negotiation group then |
| ● Machine agent finds the solution to overcome the disturbance: search (solution); |
| if existing the solution then |
| ● Machine agent overcomes the disturbance by itself: activate (task); |
| else |
| ● Machine agent cooperates with other machine agents to overcome the disturbance: send (message); |
| end if; |
| End If; |
| 4: Negotiation |
| Case 3: If type C: disturbance belongs to the negotiation group then |
| ● Machine agent cooperates with other machine agents to overcome the disturbance: send (message); |
| if existing the appropriate machine agent for carrying out the task then |
| ● The selected machine agent cooperates with the work-piece agent and the transporter agent for carrying out the task: activate (task); |
| else |
| ● Machine agent requires MES for rescheduling: send (message); |
| end if; |
| End If; |
| Else |
| ● Machine agent learns and diagnoses the new disturbance: learn and diagnose (disturbance); |
| ● Machine agent updates the new disturbance to the database: update (disturbance); |
| End If; |
| End Loop. |
4.5. Database Design
4.6. Implementing Functions of CPS
4.6.1. Perception
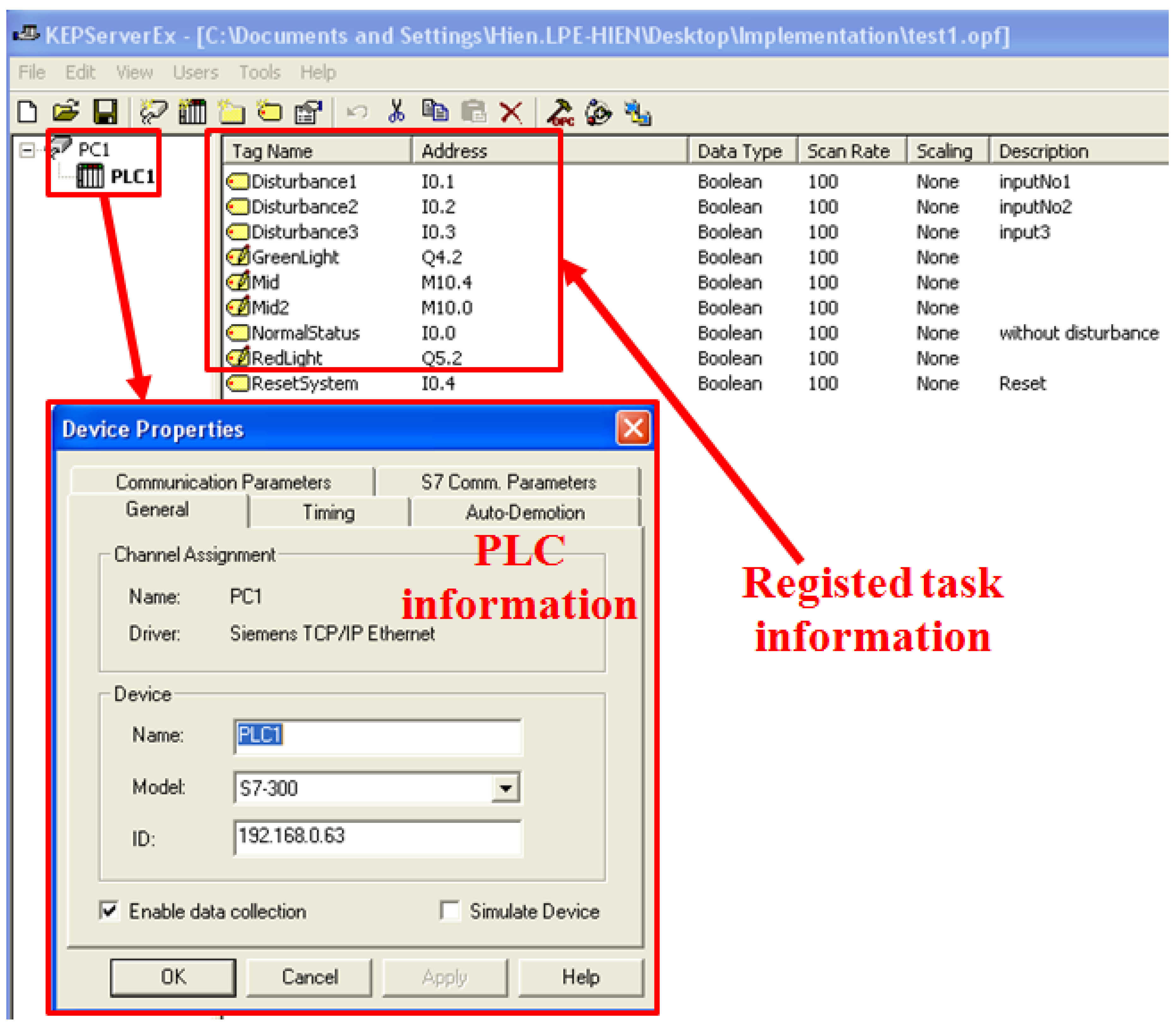
The agent recognized the status of the system through the signal from PLC by using the OPC Server (KEPServerEx Software) as shown in Figure 11. OPC Automation is a protocol for connecting KEPServerEx (OPC Server) to C# application (OPC Client). According to the disturbance inputted (switch on/off), the agent used the “search” method that is SQL query to match the disturbance database with the disturbance inputted.
4.6.2. Self-Adjustment
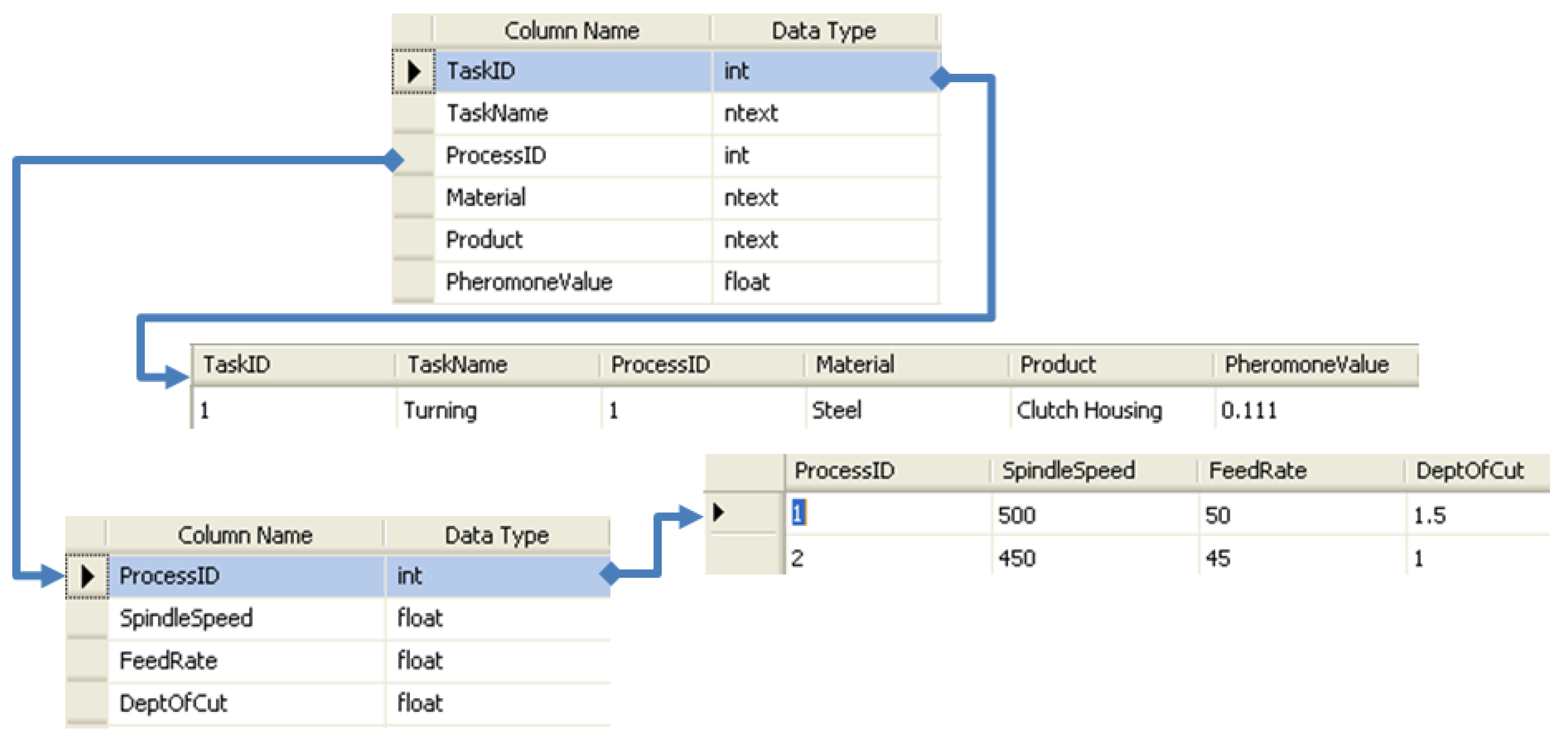
The agent had the ability to overcome the disturbance by itself. Self-adjustment when experiencing tool-wear is one example for this kind of functionality of the agent. It is assumed that we know the other cutting conditions (Process ID =2) that are used to replace the current cutting conditions (Process ID =1). The information was stored in the processing information database as shown in Figure 10 in which feed rate, spindle speed, and dept of cut are supposed. To apply to practice, this data was updated by using the neural network to have exactly the cutting parameters in proportion to the amount of tool-wear.
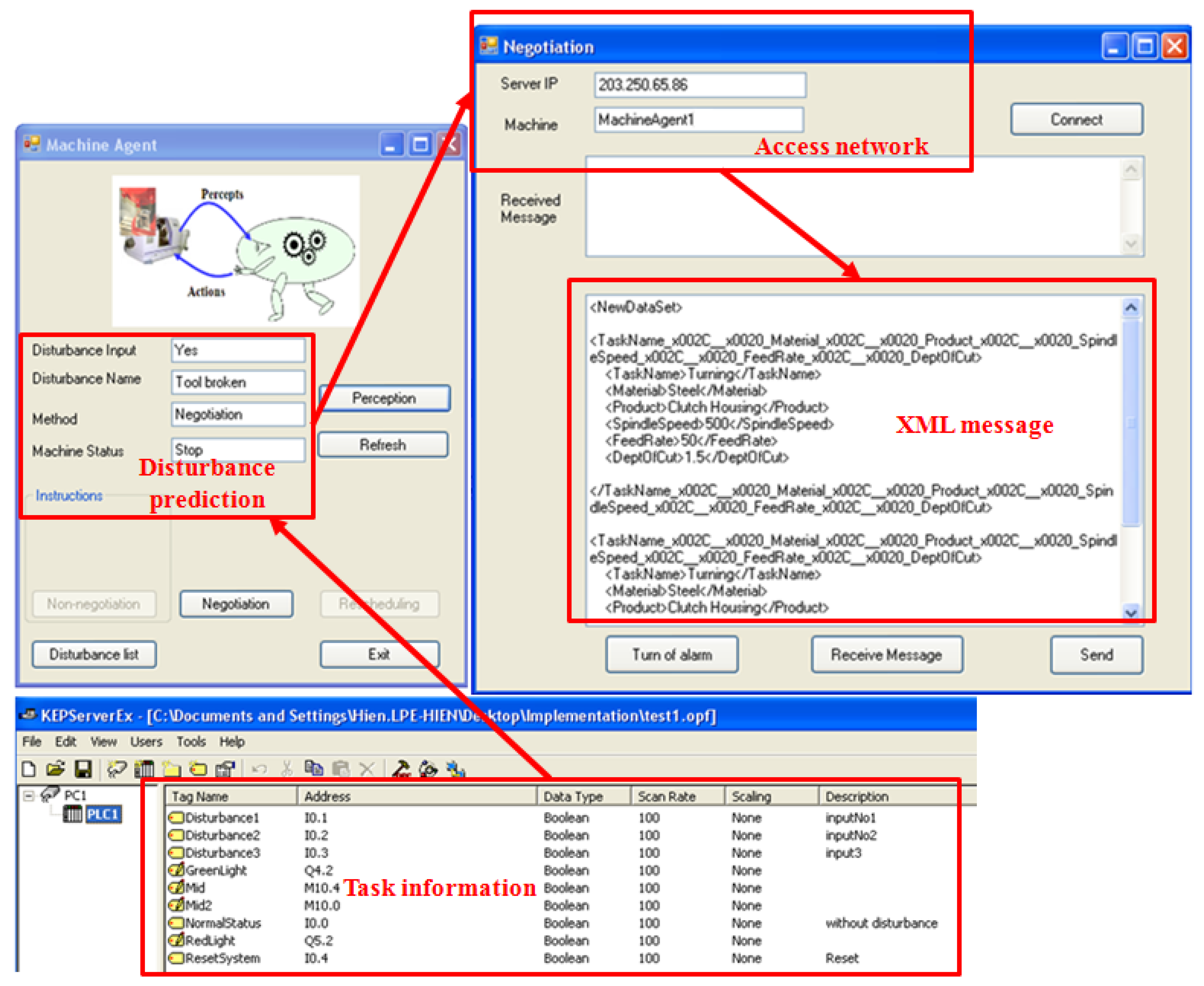
4.6.3. Negotiation
For negotiation, the connection between server and clients (machine agents) was established through socket programming. Communication among clients and server with clients were carried out through sending and receiving messages. The structure of XML message is shown as follows:
- Name of operation: <TaskName>Turning</TaskName>;
- Name of material: <Material>Steel</Matrial>;
- Name of product: <Product>Clutch Housing</Product>;
- Machining parameters: <SpindleSpeed>500</SpindleSpeed>; <FeedRate>50</FeedRate>; <DeptOfCut>1.5</DeptOfCut>.
4.7. The Developed Agent System
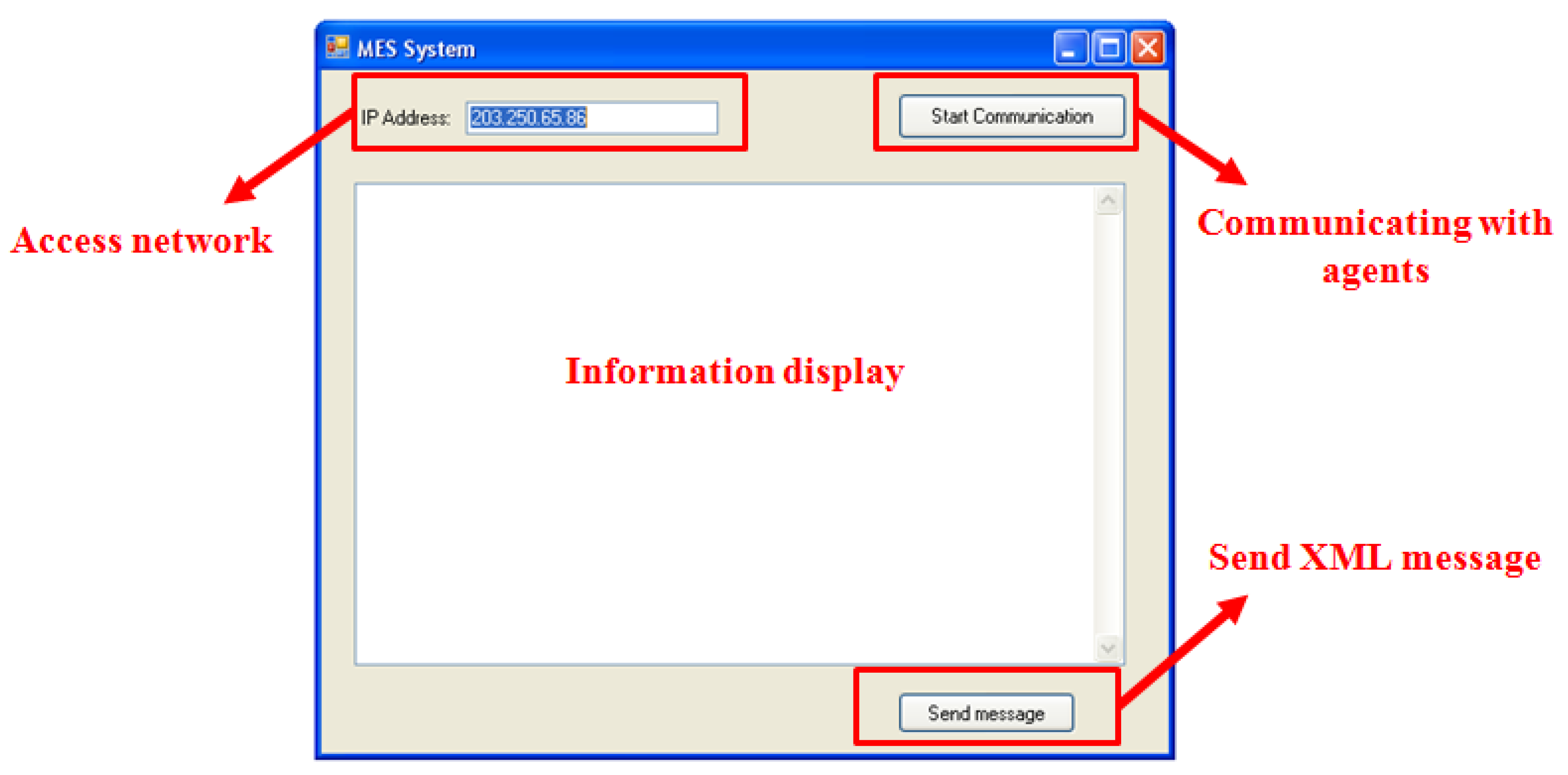
The MES system was installed on the server. Functional agents were installed on PCs. The screenshot of the MES system is shown in Figure 12, in which the MES system obtained the process planning of the order from the upper level (ERP), and then dispatched this process information to the machines on the shop floor through the agent ID. The processing status on the shop floor was updated to the MES through the feedback from PLCs. The screenshot of the functional agent is shown in Figure 13. The interaction of agents was done by the message processing.
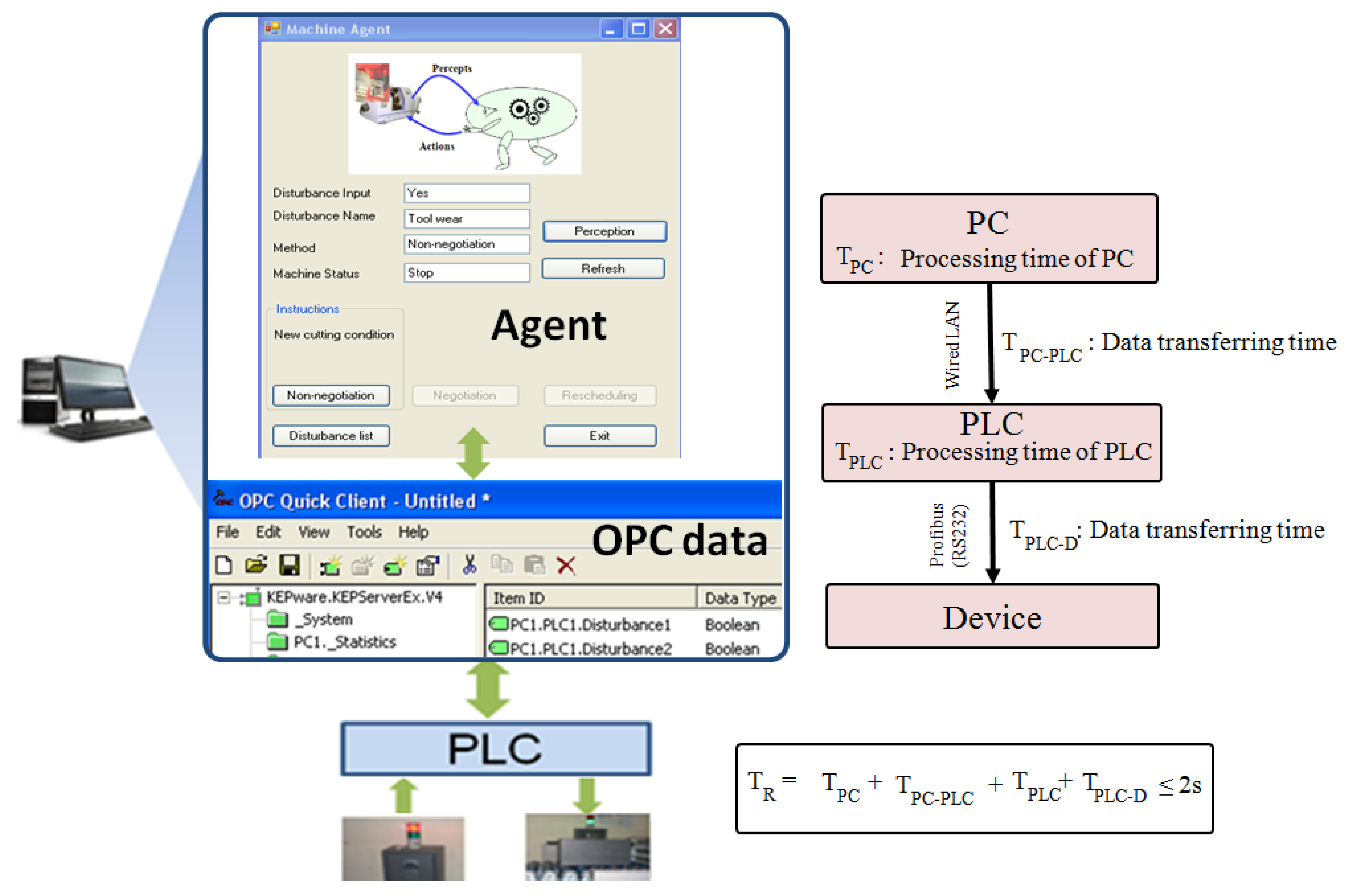
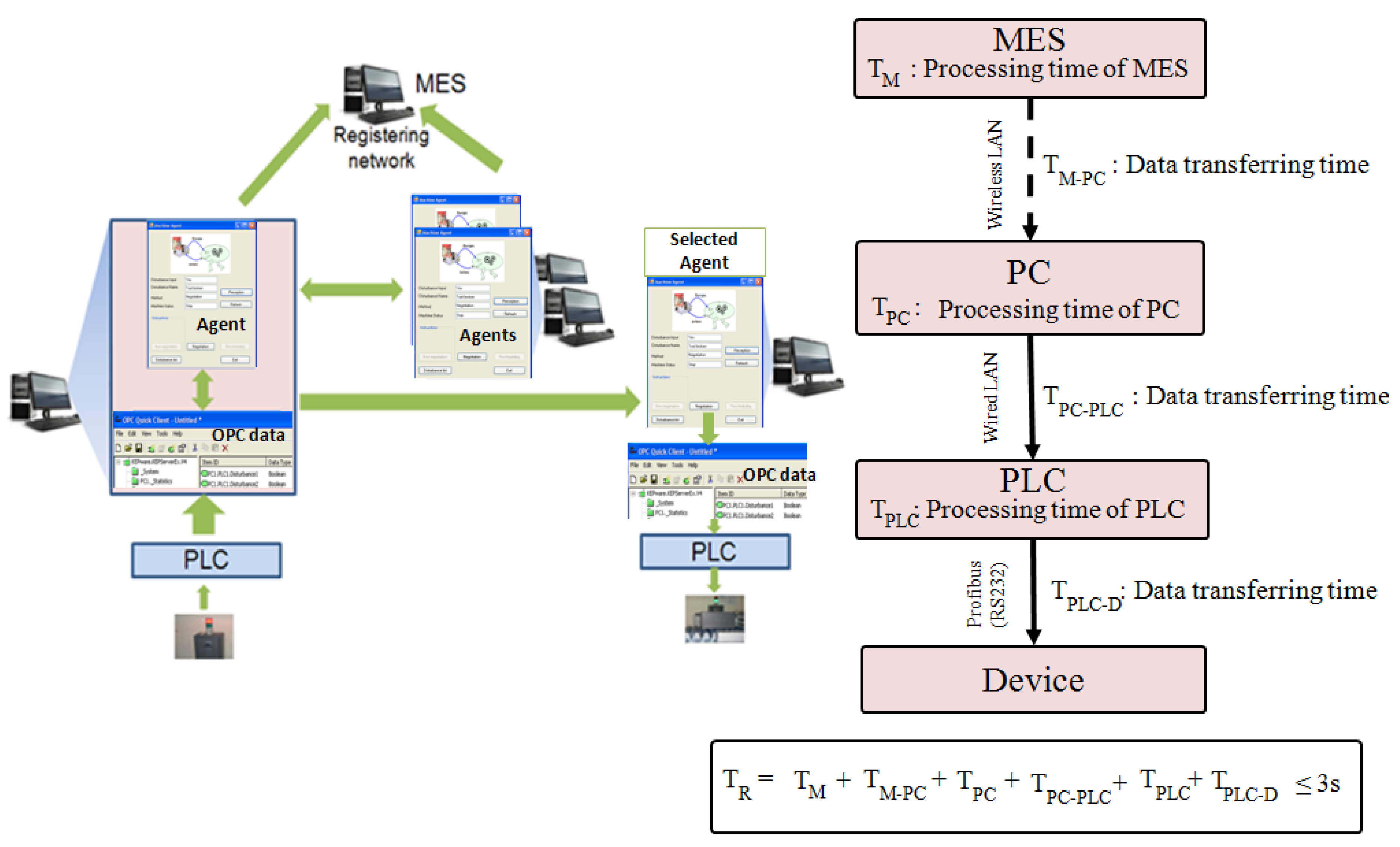
4.8. Response Time of the System in the Case of Disturbance
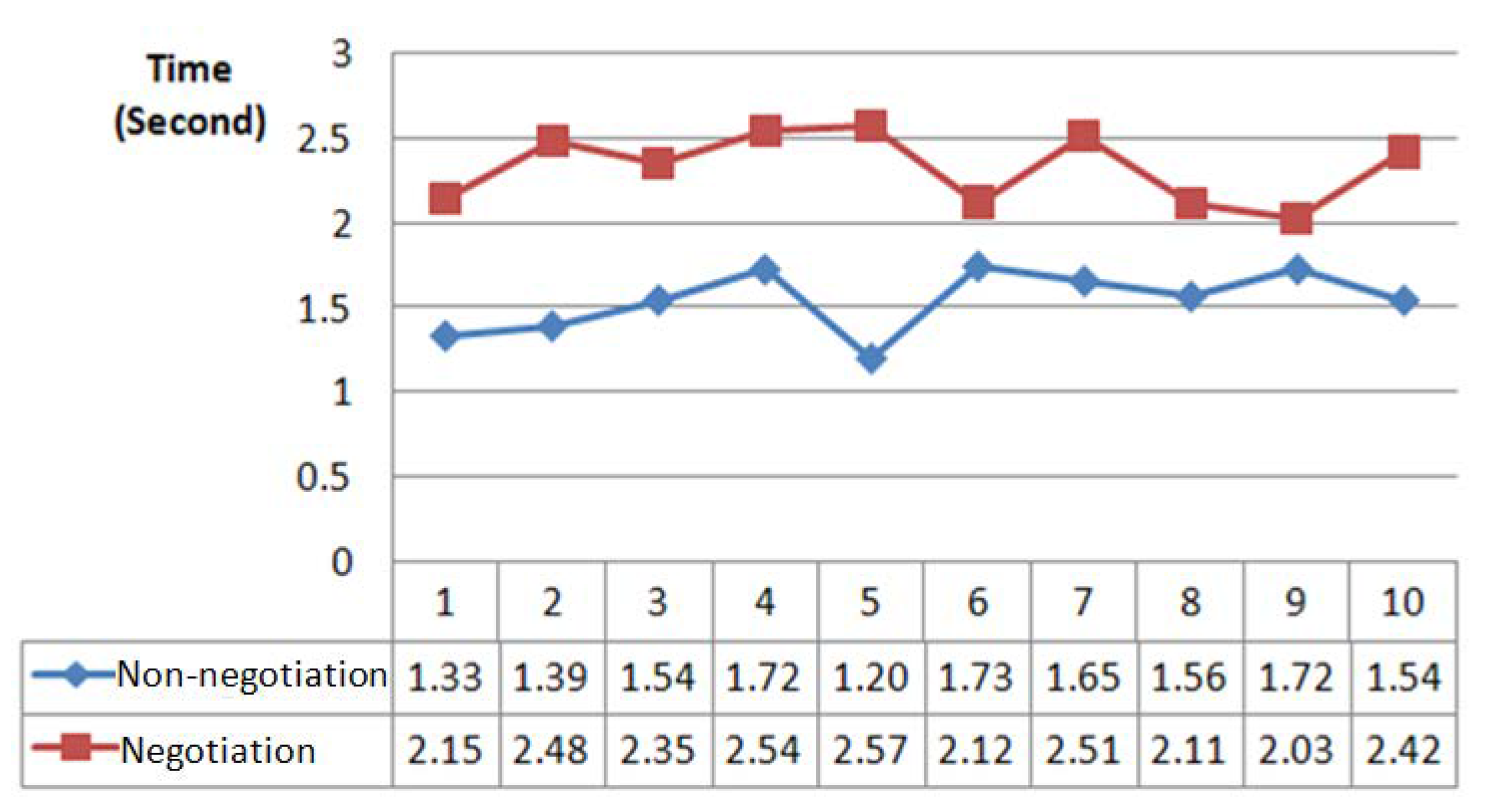
The response time of the system in the case of disturbance (TR) was less than three seconds. Figure 14 and Figure 15 describe how to calculate the response time that included the data transferring time from MES to PC, from PC to PLC, and from PLC to the controlled device. Figure 16 shows the experimental results in case of non-negotiation and negotiation. The experimental results showed that the developed system overcame disturbances successfully which belonged to the non-negotiation or negotiation type. In non-negotiation, the average of response time in ten experimental results was 1.54 s. In negotiation, the average of response time in ten experimental results was 2.33 s.
5. Practical Application to the Real Machine
Monitoring the machining status is very important in managing the machined part quality during the machining process [27,67,68,69,70,71,72]. For applying the proposed CPS concept to areal case in manufacturing field, the self-adjusting cutting condition on a high-speed machining machine was focused on.
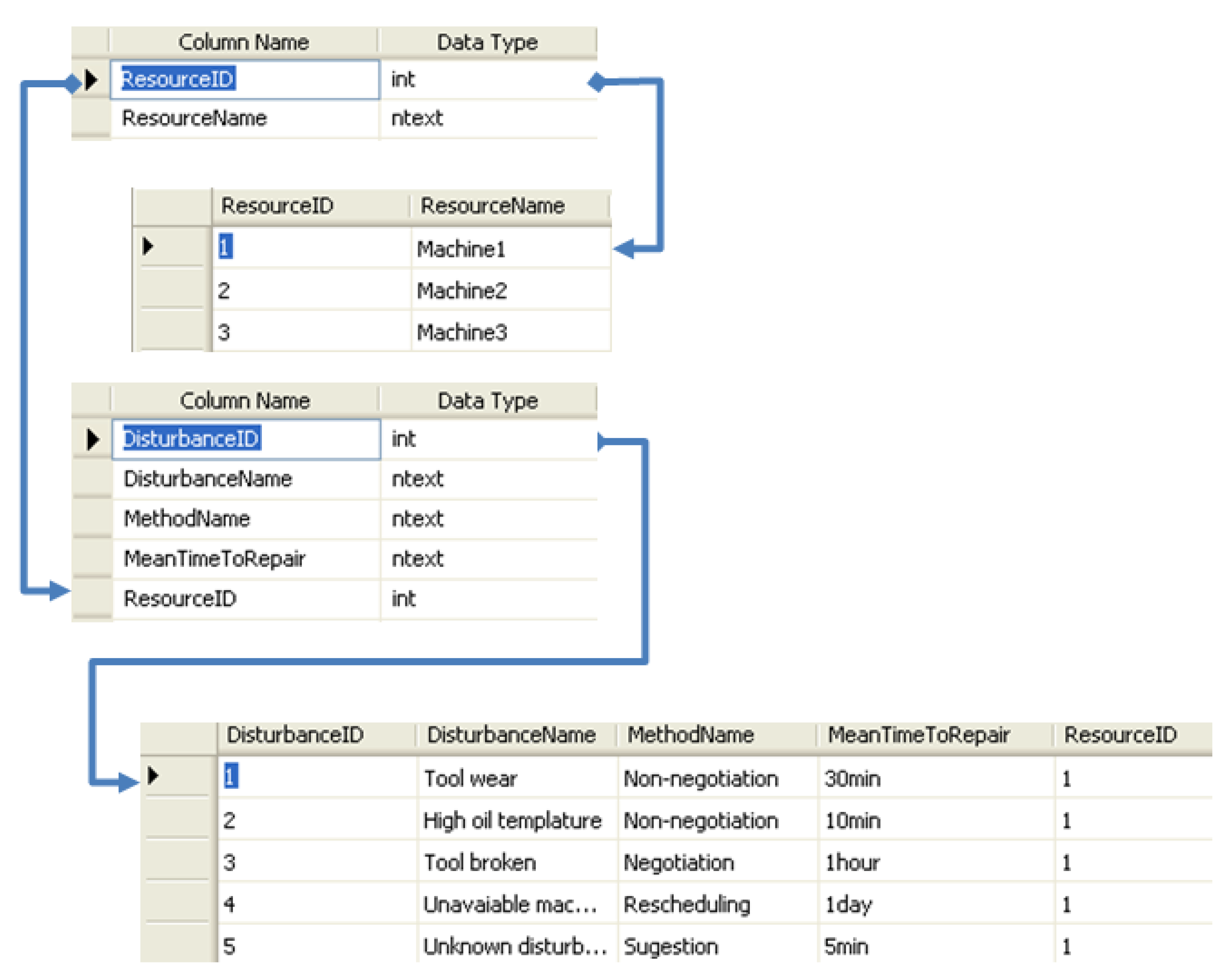
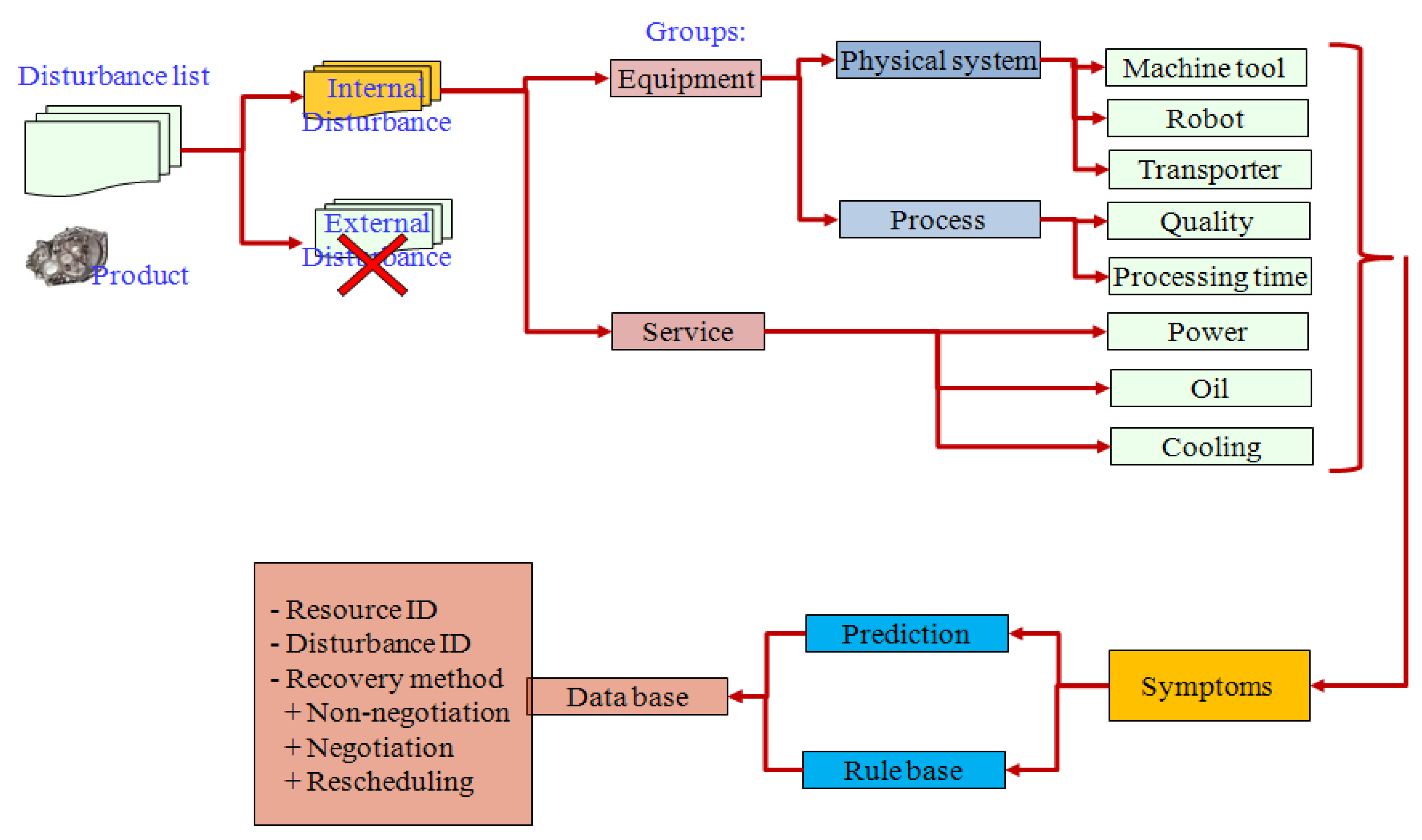
Figure 17 shows the disturbance classification by which the disturbances were sorted into internal and external disturbances. External disturbances related to an order change or the supplier. Other disturbances such as tool wear, incorrect process and so on relate to physical system, process, and service. These disturbances were recognized by their symptoms which are used for developing the rules or reasoning mechanism in prediction for CPS to find out the disturbance. According to the disturbance classification, the database for CPS including information such as resource, disturbance, and recovery method for each disturbance respectively were developed.
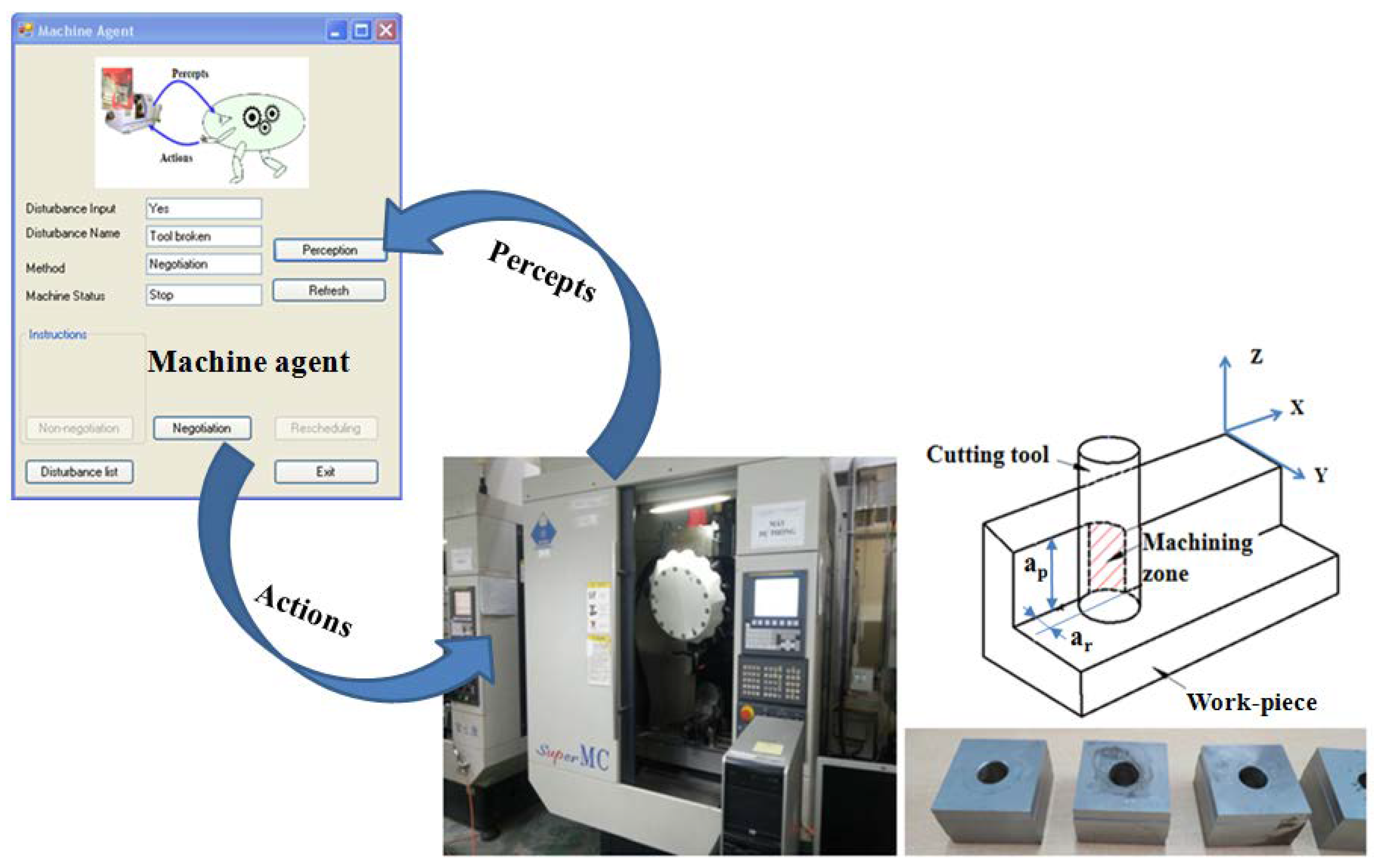
In the machining system, each machine was controlled by the corresponding machine agent as shown in Figure 18. To realize the perception function, the KEPServerExOPC was used to collect data on the shop floor. The disturbances such as the high temperature of oil or cooling system could be recognized directly through the change of data value assigned in the OPC data. Some disturbances required the use of pattern recognition algorithms such as artificial neural network (ANN) to recognize the disturbance. In this case, the perception module was extended to diagnose the disturbances.
Experimental study was carried out. Contour profile milling by flat end mill tool without coolant was done on the high-speed vertical machining center-HS Super TC500 as shown in Figure 18. The work-piece was AISI 1043 carbon steel because this is a common material for mechanical engineering. The cutting tool selected was TiAlN-Sandvik, flat end mill, diameter = 20 mm, four teeth. Based on the theoretical study of the high-speed cutting process and the factors affecting the machining response, the experiments were carried out with the input cutting parameters as follows:
- Cutting speed on the high-speed milling machine v (m/min);
- Radial cutting depth ar (mm);
- Axial cutting depth (ap): 10 mm;
- Feed rate f (mm/min).
According to experimental planning, the ranges of input cutting parameter are as follows: 370 ≤ v ≤ 595 (m/min); 2357 ≤ f ≤ 3790 (mm/min); and 0.1 ≤ ar ≤ 0.95 (mm).
During machining process, cutting tool wear directly impacts surface roughness and is a key factor in determining whether the machined parts meet specifications. So, determining the amount of tool wear is very important and necessary. Currently, cutting parameters such as cutting depth, cutting speed, and feed rate are optimized before machining. This optimization method is called static optimization. Static optimization generates optimal cutting parameters using a static model of the machining process. A disadvantage of this method is that it does not consider dynamics of the cutting process. After generating the optimal cutting parameters, these parameters are used for the machining part on the machine tool. During the machining process, these parameters cannot be adjusted.
This research proposes the optimizing control of CPS during the machining process in order to ensure the quality of the machined part. This approach is called a dynamic optimization. Different to static optimization, the dynamic optimization enables the generation of the new cutting conditions in consideration of the current state of the machining process, such as tool-wear. Then, the new optimal cutting condition will be sent to the machine tool to ensure the quality of the machined part in the allowed limit.
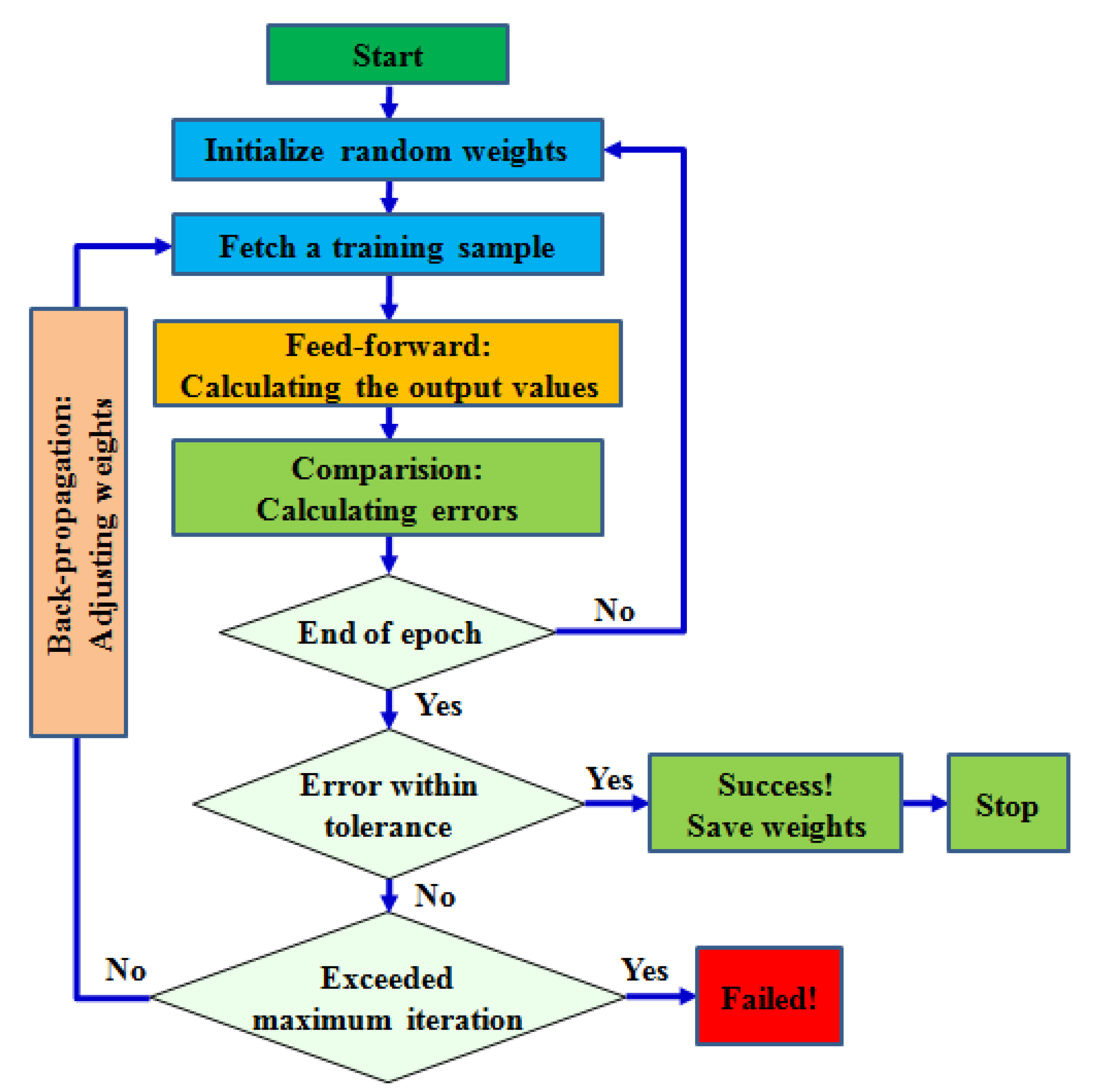
In this research we used the artificial neural network with back-propagation algorithm (BPNN) for predicting the tool-wear as shown in Figure 19 with the experimental values of input parameters described in Table 1.
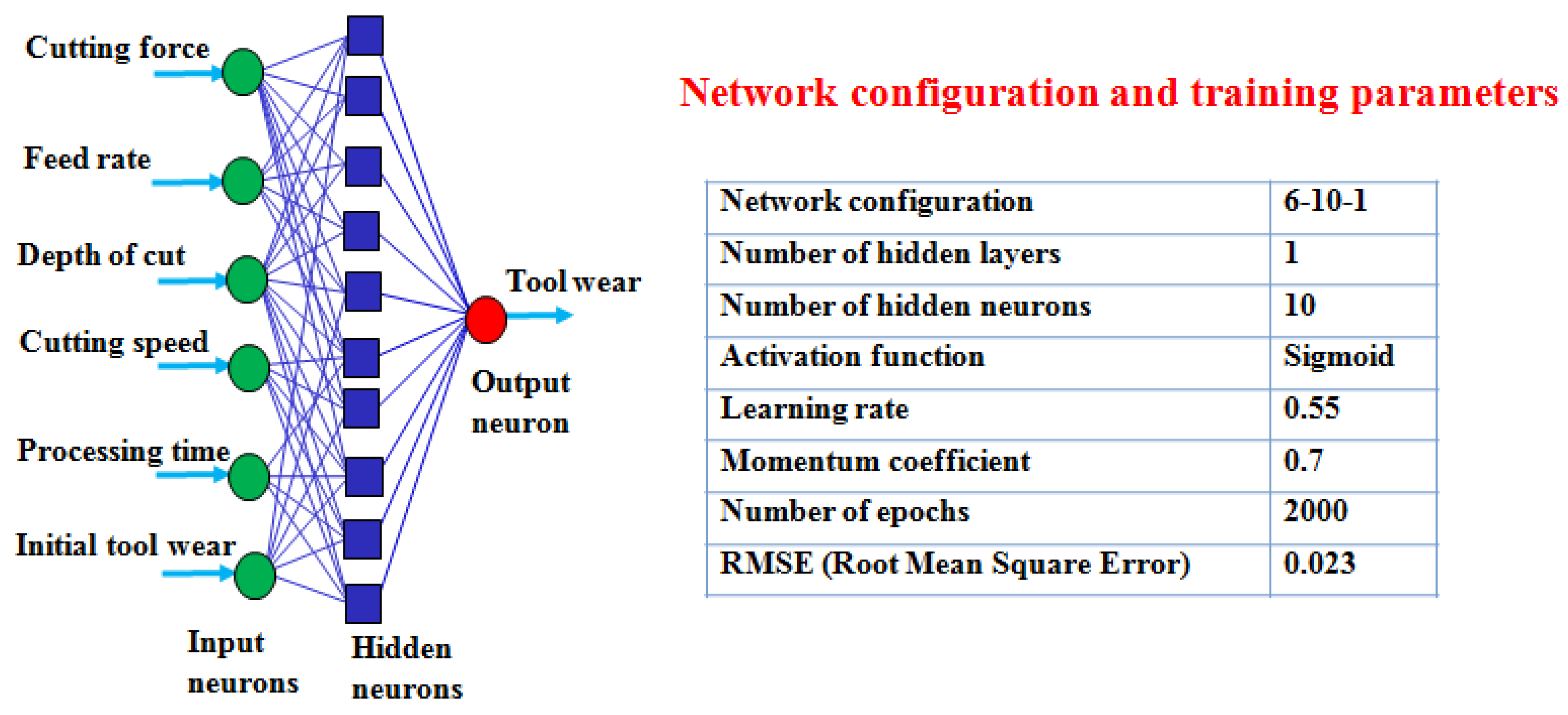
Figure 20 shows the neural network configuration and training parameters for predicting the tool wear. In the input layer, cutting force, feed rate, depth of cut, processing time, cutting speed and initial tool-wear are input neurons in which the initial tool-wear was assumed zero for the fresh tool. The force sensor was attached on the machine table for getting the value of cutting force. The values of cutting conditions such as feed rate, depth of cut and cutting speed, as well as the processing time were from the process planning for machining the product. Table 2 shows an example for predicting the tool-wear.
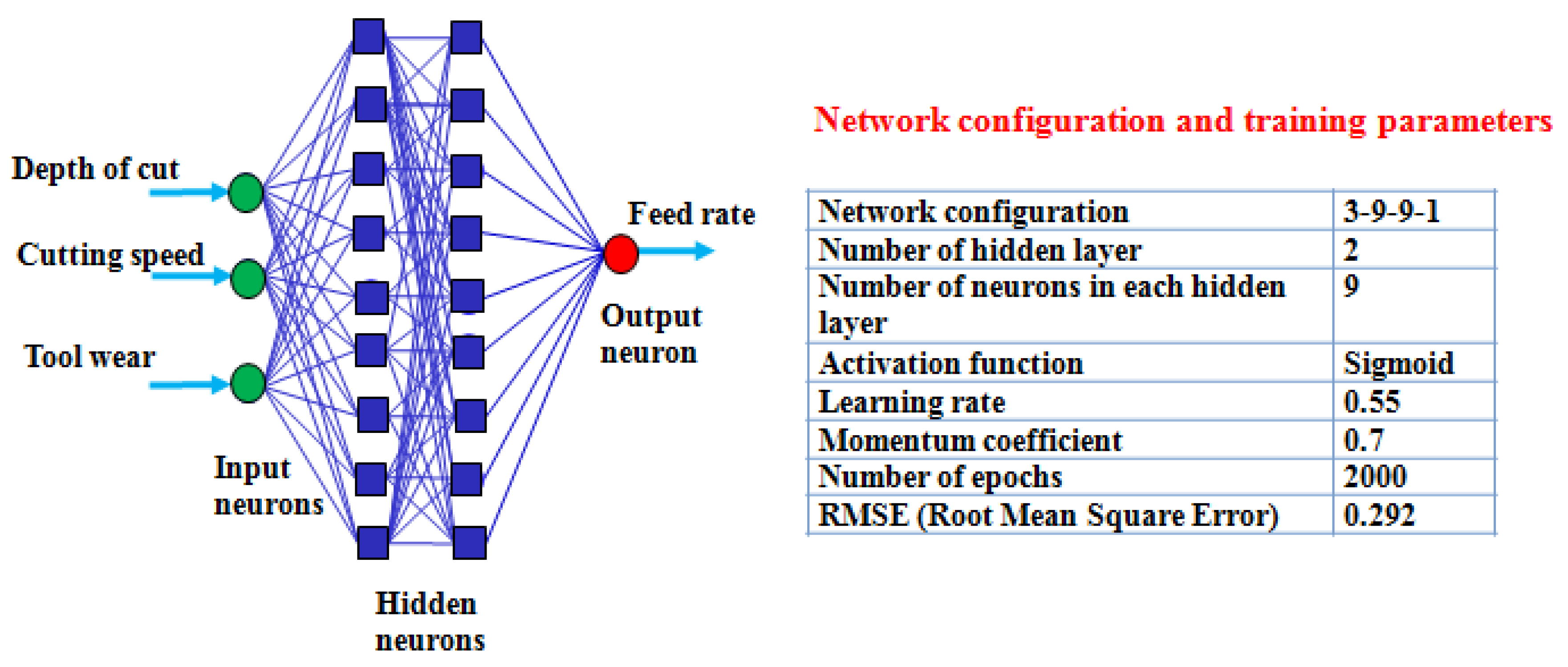
To keep the quality of the machined part in consideration of the predicted tool-wear, if the amount of the tool-wear was out of the allowance limitation, the system required replacement of the cutting tool, otherwise the new cutting parameters were determined using another artificial neural network. Figure 21 shows the network configuration for generating the optimal feed rate. The depth of cut, the cutting speed and the amount of tool-wear were input values in the input layer. Table 3 shows the result of generation of the optimal feed rate.
6. Results and Discussion
The adaptation of a manufacturing system to disturbances is the ability to respond rapidly and to recover autonomously, which keeps the manufacturing system running and avoids it from stopping completely. However, conventional manufacturing systems such as the flexible manufacturing system (FMS) and computer integrated manufacturing (CIM) are unable to adapt to the complexity and the dynamic of the manufacturing environment. These systems activate the automatic operations using the pre-instructed programs, and they should be stopped to re-program and re-plan in the case of disturbances. These characteristics reduce the flexibility of the systems and increase the downtime. In Section 4 “Implementation of Smart Cyber-Physical System”, we implemented a test-bed in the laboratory to demonstrate the functionalities of the proposed system. By applying the cognitive agent and swarm intelligence for development of the cyber-physical systems at the cyber level, intelligent and autonomous behaviors of components in the current FMS were improved. So, the proposed Smart-CPMS has the ability to adapt to the manufacturing changes in short and immediate times. In Section 5 “Practical Application to the Real Machine”, we developed a CPS for getting the consistent quality by self-adjusting cutting condition on the high-speed machining machine in consideration of the tool-wear.
In comparison to the IMS concepts, our proposed concept shows several strengths. The flexibility of the system is improved by using CPSs with advanced characteristics such as self-decision making, self-adapting control, and cooperation. Smart-CPMS enables an increase in the robustness of the system by avoiding centralized control and show potential for implementing autonomous behaviors by flexible ability in decision making.
7. Conclusions
7.1. Research Contribution
The development of a smart manufacturing system based on the cyber-physical systems (CPS) for adapting manufacturing changes in an autonomous and intelligent way is the new contribution of this research. To enable the applicability of human cognitive behaviors to overcome the disturbances within the machining system, artificial cognition is equipped for the CPS by using cognitive agent technology. This technology is combined from the agent technology and the cognitive technology. Cognitive agents enable the CPS to have autonomous characteristics such as perception, communication, and self-control. To have the intelligent behaviors such as reasoning knowledge to make a decision, learning to upgrade their knowledge artificial intelligence is applied to cognitive agents. Algorithms for making a decision as a neural network and for cooperating as an ant colony are applied efficiently for cognitive agents. The functionalities of the CPS are proven in the testbed. An application of CPS for self-adjusting the cutting condition in consideration of tool quality was carried out on the machine tool. The CPSs with autonomous and intelligent characteristics built from cognitive agents and ICT infrastructure enable the development of smart manufacturing systems in Industry 4.0.
7.2. Limitations and Suggestions for Future Research
The model of the smart cyber-physical manufacturing system (Smart-CPMS) is proposed as shown in Figure 1 with integration of management level and shop floor level. However, in this research, we focus on solutions at the shop floor level such as cooperation in IoT among smart cells for carrying out tasks. Each smart cell includes cyber-physical systems (CPSs) which can control themselves for adapting to the changes as well as cooperate with other CPSs for finishing the process planning.
Study on the management level with applying internet of service (IoS) as well as integration of the management level with shop floor level for a total solution of the Smart-CPMS is considered as the future research direction. Applications of the proposed Smart-CPMS in practice, considering other factors which affect product quality as well as the different weightings of manufacturing criteria also need to be carried out.
Author Contributions
Conceptualization, N.-H.T.; Data curation, T.-D.H.; Formal analysis, Q.-V.N.; Investigation, T.-D.H.; Methodology, H.-S.P.; Supervision, N.-H.T. and H.-S.P.; Validation, Q.-V.N. and T.-D.H.; Writing—Original draft, N.-H.T.; Writing—Review & editing, H.-S.P.
Funding
This research was funded by Vietnam National Foundation for Science and Technology Development (NAFOSTED), grant number 107.01-2014.23.
Conflicts of Interest
The authors declare that they have no conflicts of interest.
References
- Zah, M.F.; Beetz, M.; Shea, K.; Reinhart, G.; Bender, K.; Lau, C.; Ostgathe, M.; Vogl, W.; Wiesbeck, M.; Engelhard, M.; et al. The cognitive factory. In Changeable and Reconfigurable Manufacturing Systems; EIMaraghy, H.A., Ed.; Springer: London, UK, 2009; pp. 355–371. [Google Scholar]
- Lu, Y.; Morris, K.C.; Frechette, S. Current Standards Landscape for Smart Manufacturing Systems; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2016. [Google Scholar]
- Iarovyi, S.; Lastra, J.L.M.; Haber, R.; del Raúl, T. From artificial cognitive systems and open architectures to cognitive manufacturing systems. In Proceedings of the IEEE 13th International Conference on Industrial Informatics (INDIN), Cambridge, UK, 22–24 July 2015; pp. 1225–1232. [Google Scholar]
- Stock, T.; Seliger, G. Opportunities of sustainable manufacturing in industry 4.0. Proced. CIRP 2016, 40, 536–541. [Google Scholar] [CrossRef]
- Bi, Z.; Liu, Y.; Krider, J.; Buckland, J.; Whiteman, A.; Beachy, D.; Smith, J. Real-time force monitoring of smart grippers for internet of things (IoT) applications. J. Ind. Inform. Integr. 2018, 11, 19–28. [Google Scholar] [CrossRef]
- Reischauer, G. Industry 4.0 as policy-driven discourse to institutionalize innovation systems in manufacturing. Technol. Forecast. Soc. Change 2018, 132, 26–33. [Google Scholar] [CrossRef]
- Stock, T.; Obenaus, M.; Kunz, S.; Kohl, H. Industry 4.0 as enabler for a sustainable development: A qualitative assessment of its ecological and social potential. Process Safety Environ. Prot. 2018, 118, 254–267. [Google Scholar] [CrossRef]
- Esmaeilian, B.; Behdad, S.; Wang, B. The evolution and future of manufacturing: A review. J. Manuf. Syst. 2016, 39, 79–100. [Google Scholar] [CrossRef]
- Zheng, P.; Wang, H.; Sang, Z.; Zhong, R.Y.; Liu, Y.; Liu, C.; Mubarok, K.; Yu, S.; Xu, X. Smart manufacturing systems for Industry 4.0: Conceptual framework, scenarios, and future perspectives. Front. Mech. Eng. 2018, 13, 137–150. [Google Scholar] [CrossRef]
- Strozzi, F.; Colicchia, C.; Creazza, A.; Noè, C. Literature review on the ‘Smart Factory’ concept using bibliometric tools. Int. J. Prod. Res. 2017, 55, 6572–6591. [Google Scholar] [CrossRef]
- Carvalho, N.; Chaim, O.; Cazarini, E.; Gerolamo, M. Manufacturing in the fourth industrial revolution: A positive prospect in sustainable manufacturing. Proced. Manuf. 2018, 21, 671–678. [Google Scholar] [CrossRef]
- Weihrauch, D.; Schindler, P.A.; Sihn, W. A conceptual model for developing a smart process control system. Proced. CIRP 2018, 67, 386–391. [Google Scholar] [CrossRef]
- Mittal, S.; Khan, M.A.; Romero, D.; Wuest, T. Smart manufacturing: Characteristics, technologies and enabling factors. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 233, 342–1361. [Google Scholar] [CrossRef]
- Jung, K.; Morris, K.C.; Lyons, K.W.; Leong, S.; Cho, H. Using formal methods to scope performance challenges for smart manufacturing systems: Focus on agility. Concurr. Eng. Res. Appl. 2015, 23, 343–354. [Google Scholar] [CrossRef] [PubMed]
- Zhong, R.Y.; Xu, X.; Klotz, E.; Stephen, T.N. Intelligent manufacturing in the context of Industry 4.0: A review. Engineering 2017, 3, 616–630. [Google Scholar] [CrossRef]
- Leitao, P. A bio-inspired solution for manufacturing control systems. In International Conference on Information Technology for Balanced Automation Systems; Azevedo, A., Ed.; Springer: Boston, MA, USA, 2008; pp. 303–314. [Google Scholar]
- Ueda, K.; Hatono, I.; Fujii, N.; Vaario, J. Reinforcement learning approaches to biological manufacturing systems. Ann. CIRP 2000, 49, 343–346. [Google Scholar] [CrossRef]
- Leitao, P.; Barbosa, J.; Trentesaux, D. Bio-inspired multi-agent systems for reconfigurable manufacturing systems. Eng. Appl. Artif. Intell. 2012, 25, 934–944. [Google Scholar] [CrossRef]
- Fisher, O.; Watson, N.; Porcu, L.; Bacon, D.; Rigley, M.; Gomes, R.L. Cloud manufacturing as a sustainable process manufacturing. J. Manuf. Syst. 2018, 47, 53–68. [Google Scholar] [CrossRef]
- Niemueller, T.; Zwilling, F.; Lakemeyer, G.; Löbach, M.; Reuter, S.; Jeschke, S.; Ferrein, A. Cyber-physical system intelligence, Knowledge based mobile robot. In Industrial Internet of Things; Jeschke, S., Brecher, C., Song, H., Rawat, D.B., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 447–472. [Google Scholar]
- Wahlster, W. Industrie4.0: Cyber-physical production systems for mass customization. German Czech Workshop Ind. 2016, 4, 55. [Google Scholar]
- Kao, H.A.; Jin, W.; Siegel, D.; Lee, J. A cyber physical interface for automation systems-methodology and examples. Machines 2015, 3, 93–106. [Google Scholar] [CrossRef]
- Ahuett, G.H.; Kurfess, T. A brief discussion on the trends of habilitating technologies for Industry 4.0 and smart manufacturing. Manuf. Lett. 2018, 15, 60–63. [Google Scholar] [CrossRef]
- Coronado, P.D.U.; Lynn, R.; Louhichi, W.; Parto, M. Part data integration in the shop floor digital twin: Mobile and cloud technologies to enable a manufacturing execution system. J. Manuf. Syst. 2018, 48, 25–33. [Google Scholar] [CrossRef]
- Vermesan, O.; Friess, P. Internet of Things: Converging Technologies for Smart Environments and Integrated Ecosystems; River Publishers: Delft, The Netherlands, 2013. [Google Scholar]
- Gilchrist, A. Industry 4.0-Industrial Internet of Things; Apress: New York, NY, USA, 2016. [Google Scholar]
- Zhong, R.Y.; Wang, L.; Xu, X. An IoT-enabled real-time machine status monitoring approach for cloud manufacturing. Proced. CIRP 2017, 63, 709–714. [Google Scholar] [CrossRef]
- Tan, Y.S.; Yen, T.N.; Low, J.S.V. Internet-of-things enabled real-time monitoring of energy efficiency on manufacturing shop floors. Proced. CIRP 2017, 61, 376–381. [Google Scholar] [CrossRef]
- Jeong, S.; Na, W.; Kim, J.; Cho, S. Internet of things for smart manufacturing system: Trust issues in resource allocation. IEEE Internet Things J. 2018, 5, 4418–4427. [Google Scholar] [CrossRef]
- Marik, V.; Vrba, P.; Leitao, P. Holonic and Multi-Agent Systems for Manufacturing; Springer-Verlag: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Ciortea, E.M.; Tulbure, A.; Huțanu, C. Multi-agent for manufacturing systems optimization. IOP Conf. Series Mater. Sci. Eng. 2016, 145, 022007. [Google Scholar] [CrossRef] [Green Version]
- Durica, L.; Micieta, B.; Bubenik, P.; Binasova, V. Manufacturing multi-agent system with bio-inspired techniques: Codesa-prime. Sci. J. 2015, 829–837. [Google Scholar] [CrossRef]
- Khalid, A.N. A Framework to Generate Smart Manufacturing System Configurations Using Agents and Optimization. Ph.D. Thesis, University of Central Florida, Orlando, FL, USA, November 2016. [Google Scholar]
- Andreadis, G.; Klazoglou, P.; Niotaki, K.; Bouzakis, K.D. Classification and review of multi-agents systems in the manufacturing section. Proced. Eng. 2014, 69, 282–290. [Google Scholar] [CrossRef]
- Sepehri, M. Agent Base Approach for Intelligent Distribution Control Systems; Saint-Petersburg State Polytechnic University: Sankt-Peterburg, Russia, 2008. [Google Scholar]
- Tang, D.; Zheng, K.; Zhang, H.; Sang, Z.; Zhang, Z.; Xu, C.; Oviedo, J.A.E.; Vargas, S.G.; Martini, J.L.Z. Using autonomous intelligence to build a smart shop floor. Proced. CIRP 2016, 56, 354–359. [Google Scholar] [CrossRef]
- Shea, K.; Ertelt, C.; Gmeiner, T.; Ameri, F. Design-to-fabrication automation for the cognitive machine shop. Adv. Eng. Inform. 2010, 24, 251–268. [Google Scholar] [CrossRef]
- Li, D.; Tang, H.; Wang, S.; Liu, C. A big data enabled load-balancing control for smart manufacturing of Industry 4.0. Clust. Comput. 2017, 20, 855–1864. [Google Scholar] [CrossRef]
- Lee, J.; Ardakani, H.D.; Yang, S.; Bagheri, B. Industrial big data analytics and cyber-physical systems for future maintenance & service innovation. Proced. CIRP 2015, 38, 3–7. [Google Scholar]
- Tao, F.; Qi, Q.; Liu, A.; Kusiak, A. Data-driven smart manufacturing. J. Manuf. Syst. 2018, 48, 157–169. [Google Scholar] [CrossRef]
- Wang, J.; Ma, Y.; Zhang, L.; Gao, R.X.; Dazhong, W. Deep learning for smart manufacturing: Methods and applications. J. Manuf. Syst. 2018, 48, 144–156. [Google Scholar] [CrossRef]
- Azizi, A. Introducing a novel hybrid artificial intelligence algorithm to optimize network of industrial applications in modern manufacturing. Complexity 2017, 2017, 8728209. [Google Scholar] [CrossRef]
- Mizutani, H.; Ueno, M.; Arakawa, N.; Yamakawa, H. Whole brain connectomic architecture to develop general artificial intelligence. Proced. Comput. Sci. 2018, 123, 308–313. [Google Scholar] [CrossRef]
- Peeters, P.; Brussel, H.V.; Valckenaers, P.; Wyns, J.; Bongaerts, L.; Kollingbaum, M.; Heikkila, T. Pheromone based emergent shop floor control system for flexible flow shops. Artif. Intell. Eng. 2001, 15, 343–352. [Google Scholar] [CrossRef]
- Sharp, M.; Ronay, A.; Thomas, H.J. A survey of the advancing use and development of machine learningin smart manufacturing. J. Manuf. Syst. 2018, 48, 170–179. [Google Scholar] [CrossRef]
- Tan, Y.; Takagi, H.; Shi, Y.; Niu, B. Advances in Swarm Intelligence–Part I; Springer: Berlin, Germany, 2017. [Google Scholar]
- Tan, Y.; Takagi, H.; Shi, Y.; Niu, B. Advances in Swarm Intelligence-Part II; Springer: Berlin, Germany, 2017. [Google Scholar]
- Klöber, K.J.; Pielmeier, J.; Grimm, S.; Miličić, B.M.; Schneider, M.; Reinhart, G. Knowledge based decision making in a cyber-physical production scenario. Proced. Manuf. 2017, 9, 167–174. [Google Scholar] [CrossRef]
- Müller, J.M.; Däschle, S. Business model innovation of Industry 4.0 solution providers towards customer process innovation. Processes 2018, 6, 260. [Google Scholar] [CrossRef]
- Van Brussel, H. “Navigation” issues in intelligent autonomous systems. In Proceedings of the 4th International Conference on Intelligent Autonomous Systems, Karlsruhe, Germany, 27–30 March 1995; pp. 42–52. [Google Scholar]
- Frei, R.; Barata, J.; Onori, M. Evolvable production systems context and implications. In Proceedings of the IEEE International Symposium on Industrial Electronics, Vigo, Spain, 4–7 June 2007; pp. 3233–3238. [Google Scholar]
- Frei, R.; Barata, J.; Di, M.S.G. A complexity theory approach to evolvable production systems. In Proceedings of the 3rd International Workshop on Multi-Agent Robotic Systems, Angers, France, 10 May 2007; pp. 44–53. [Google Scholar]
- Tran, N.H.; Park, H.S. An autonomous manufacturing system for adapting to disturbances. Int. J. Adv. Manuf. Technol. 2011, 56, 1159–1165. [Google Scholar]
- Park, H.S. From automation to autonomy: A new trend for smart manufacturing. In DAAAM International Scientific Book; Katalinic, B., Tekic, Z., Eds.; DAAAM International: Wolkersdorf, Austria, 2013; pp. 75–110. [Google Scholar]
- João, D. Bio-Inspired Self-Organising Architecture for Cyber-Physical Manufacturing Systems. Ph.D. Thesis, School of Industrial Engineering and Management (ITM), Stockholm, Swedish, November 2016. [Google Scholar]
- Bannat, A.; Bautze, T.; Beetz, M.; Blume, J.; Diepold, K.; Ertelt, C.; Geiger, F.; Gmeiner, T.; Gyger, T.; Knoll, A.; et al. Artificial cognition in production systems. IEEE Trans. Autom. Sci. Eng. 2011, 8, 148–174. [Google Scholar] [CrossRef]
- Palicot, J.; Moy, C.; Résimont, B.; Bonnefoi, R. Application of hierarchical and distributed cognitive architecture management for the smart grid. Ad Hoc Netw. 2016, 41, 86–98. [Google Scholar] [CrossRef]
- Choi, D.; Langley, P. The Icarus cognitive architecture. Cognit. Syst. Res. 2017, 48, 25–38. [Google Scholar] [CrossRef]
- Lane, T.; Dirk, S. Cyber Security for Industry 4.0: Analysis for Design and Manufacturing; Springer: New York, NY, USA, 2017. [Google Scholar]
- Birkel, H.S.; Veile, J.W.; Müller, J.M.; Hartmann, E.; Voigt, K.I. Development of a risk framework for Industry 4.0 in the context of sustainability for established manufacturers. Sustainability 2019, 11, 384. [Google Scholar] [CrossRef]
- Qin, J.; Liu, Y.; Grosvenor, R. A categorical framework of manufacturing for industry 4.0 and beyond. Proced. CIRP 2016, 52, 173–178. [Google Scholar] [CrossRef]
- Ayatollahi, I.; Brier, J.; Mörzinger, B.; Heger, M.; Bleicher, F. SOA on smart manufacturing utilities for identification, data access and control. Proced. CIRP 2018, 67, 162–166. [Google Scholar] [CrossRef]
- Jędrzejewski, J. Machine tool development from high level of holistic improvement to intelligence. J. Achiev. Mater. Manuf. Eng. 2015, 73, 55–64. [Google Scholar]
- Jedrzejewski, J.; Kwasny, W. Discussion of machine tool intelligence, based on selected concepts and research. J. Mach. Eng. 2015, 15, 5–26. [Google Scholar]
- Kim, D.H.; Song, J.Y.; Lee, J.H.; Cha, S.K. Development and evaluation of intelligent machine tools based on knowledge evolution in M2M environment. J. Mech. Sci. Technol. 2009, 23, 2807–2813. [Google Scholar] [CrossRef]
- Lee, G.Y.; Kim, M.; Quan, Y.J.; Kim, M.S.; Kim, T.J.Y.; Yoon, H.S.; Min, S.; Kim, D.H.; Mun, J.W.; Oh, J.W.; et al. Machine health management in smart factory: A review. J. Mech. Sci. Technol. 2018, 32, 987–1009. [Google Scholar] [CrossRef]
- Wang, L.; Gao, R.X. Condition Monitoring and Control for Intelligent Manufacturing; Springer Science & Business Media: Berlin, Germany, 2006. [Google Scholar]
- Matsubara, A.; Ibaraki, S. Monitoring and control of cutting forces in machining processes: A review. Int. J. Autom. Technol. 2009, 3, 445–456. [Google Scholar] [CrossRef]
- Steven, Y.L.; Rogelio, L.H.; Robert, G.L. Machining process monitoring and control: The state-of-the-art. J. Manuf. Sci. Eng. 2004, 126, 297–310. [Google Scholar]
- Li, S.; Liu, F.; Yin, K. Real-time acquisition of machining task progress based on the power feature of workpiece machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 231, 257–267. [Google Scholar] [CrossRef]
- Maher, I.; Eltaib, M.E.H.; Sarhan, A.A.D.; El, Z.R.M. Cutting force-based adaptive neuro-fuzzy approach for accurate surface roughness prediction in end milling operation for intelligent machining. Int. J. Adv. Manuf. Technol. 2015, 76, 1459–1467. [Google Scholar] [CrossRef]
- Kraynev, D.V.; Bondarev, A.A.; Yu, L.T. On-line monitoring and parameter control of a surface microprofile. Proced. Eng. 2017, 206, 1285–1291. [Google Scholar] [CrossRef]
- Wan, J.; Chen, M.; Xia, F.; Li, D.; Zhou, K. From machine-to-machine communications towards cyber-physical systems. ComSIS 2013, 10, 1105–1127. [Google Scholar] [CrossRef]
- Faucher, C.; Jain, L.C. Innovations in Intelligent Machines-4; Springer International Publishing: Cham, Switzerland, 2014. [Google Scholar]
- Liu, C.; Xu, X. Cyber-physical machine tool—The era of machine tool 4.0. Proced. CIRP 2017, 63, 70–75. [Google Scholar] [CrossRef]
- Zheng, M.; Ming, X. Construction of cyber-physical system–integrated smart manufacturing workshops: A case study in automobile industry. Adv. Mech. Eng. 2017, 9. [Google Scholar] [CrossRef]
- Alaya, N.; Dafflon, B.; Moalla, N.; Ouzrout, Y. A CPS-agent self-adaptive quality control platform for Industry 4.0. In Proceedings of the 7th International Conference on Information Society and Technology, Kopaonik, Serbia, 12–15 March 2017; pp. 114–119. [Google Scholar]
- Zhang, Y.; Qian, C.; Jingxiang, L.; Liu, Y. Agent and cyber-physical system based self-organizing and self-adaptive intelligent shopfloor. IEEE Trans. Ind. Inform. 2017, 13, 737–747. [Google Scholar] [CrossRef]
- Leitao, P.; Karnouskos; Ribeiro, L.; Lee, J.; Strasser, T.; Colombo, A.W. Smart agents in industrial cyber-physical systems. Proc. IEEE 2016, 104, 1086–1101. [Google Scholar] [CrossRef]
- Noor, A.K. Potential of cognitive computing and cognitive systems. Open Eng. 2015, 5, 75–88. [Google Scholar] [CrossRef]
- Shimoda, T. A Theory Belief Model for Cognitive Agents; Colorado State University: Fort Collins, CO, USA, 2000. [Google Scholar]
- Akram, W.; Niazi, M.A.; Iantovics, L.B. Towards agent-based model specification in smart grid: A cognitive agent-based computing approach. Multiagent Syst. 2017, arXiv:1710.03189. [Google Scholar]
- Mekid, S.; Pruschek, P.; Hernandez, J. Beyond intelligent manufacturing: A new generation of flexible intelligent NC machines. Mech. Mach. Theory. 2009, 44, 466–476. [Google Scholar] [CrossRef]
- Wang, W.; Zhu, X.; Wang, L.; Qiu, Q.; Cao, Q. Ubiquitous robotic technology for smart manufacturing system. Comput. Intell. Neurosci. 2016, 2016, 6018686. [Google Scholar] [CrossRef] [PubMed]
- Choi, B.K.; Kim, B.H. MES (manufacturing execution system) architecture for FMS compatible to ERP (enterprise planning system). Int. J. Comput. Integr. Manuf. 2002, 15, 274–284. [Google Scholar] [CrossRef]
- Günther, O.P.; Kletti, W.; Kubach, U. RFID in Manufacturing; Springer Science & Business Media: Berlin, Germany, 2008. [Google Scholar]
- Kim, D.H.; Song, J.Y.; Lee, S.H.; Cha, S.K. Development and evaluation of Zigbee node module for USN. Int. J. Precis. Eng. Manuf. 2009, 10, 53–57. [Google Scholar] [CrossRef]
- Park, H.S.; Tran, N.H. A cognitive agent based manufacturing system for adapting to disturbances. Int. J. Control Autom. Syst. 2012, 10, 806–816. [Google Scholar] [CrossRef]
- Chen, Z. Research of distribution route optimization based on adaptive ant colony algorithm cloud logistics. In Proceedings of the International Industrial Informatics and Computer Engineering Conference, Shaanxi, China, 10–11 January 2015; pp. 423–426. [Google Scholar]
Figure 1.
Model of a smart cyber-physical manufacturing system.

Figure 2.
Model of a smart cyber-physical system.

Figure 3.
Testbed model with the smart cyber-physical system.

Figure 4.
Testbed architecture of a smart cell.

Figure 5.
Analyzing communication protocols of devices.

Figure 6.
Generating programmable logic controller (PLC) program of the system in the case of normal status.
Figure 6.
Generating programmable logic controller (PLC) program of the system in the case of normal status.

Figure 7.
Generating PLC program of the system in the case of disturbance status.

Figure 8.
Algorithm for agent to make a decision.

Figure 9.
Data field and type of resources and their disturbances.

Figure 10.
Data field and type of task.

Figure 11.
Data collection from PLC using KEPServerEx.

Figure 12.
Screenshot of the manufacturing execution system (MES).

Figure 13.
Screenshot of machine agent.

Figure 14.
Response time of the system in the case of non-negotiation.

Figure 15.
Response time of the system in the case of negotiation.

Figure 16.
Experimental results about the response time of the system.

Figure 17.
Disturbance classification.

Figure 18.
Machine tool controlled by the machine agent.

Figure 19.
Back propagation algorithm for ANN.

Figure 20.
Model for predicting the tool wear.

Figure 21.
Model for generating the optimal feed rate.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Experimental values of input parameters.
| Experiment No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Cutting Speed v (m/min) | 370 | 95 | 370 | 95 | 370 | 595 | 370 | 595 | 495 | 495 | 495 |
| Feed Rate f (mm/min) | 2357 | 357 | 3790 | 3790 | 2357 | 2357 | 3790 | 3790 | 3153 | 3153 | 3153 |
| Cutting Depth ar (mm) | 0.1 | 0.1 | 0.1 | 0.1 | 0.95 | 0.95 | 0.95 | 0.95 | 0.6 | 0.6 | 0.6 |
Table 2.
Prediction of the tool wear.
| Test | Cutting Force (N) | Feed Rate (mm/min) | Depth of Cut (mm) | Processing Time (min) | Cutting Speed (m/min) | Initial Tool Wear (mm) | Actual Tool Wear (mm) | Predicted Tool Wear (mm) | Error (%) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 214.90 | 2357 | 0.1 | 3.5 | 370 | 0 | 0.017 | 0.06 | 5.88 |
| 2 | 172.26 | 2357 | 0.1 | 3.5 | 595 | 0 | 0.039 | 0.037 | 5.12 |
| 3 | 272.68 | 3790 | 0.1 | 5.4 | 370 | 0 | 0.051 | 0.049 | 3.92 |
| 4 | 618.07 | 2357 | 0.95 | 8.7 | 595 | 0 | 0.102 | 0.099 | 2.94 |
| 5 | 831.50 | 3790 | 0.95 | 13 | 370 | 0 | 0.161 | 0.155 | 3.72 |
| 6 | 653.19 | 3790 | 0.95 | 13 | 595 | 0 | 0.267 | 0.260 | 2.62 |
Table 3.
Generation of the feed rate.
| Test | Cutting Speed (m/min) | Amount of Tool Wear (mm) | Depth of Cut (mm) | Initial Feed Rate (mm/min) | Generated Feed Rate (mm/min) | Error (%) |
|---|---|---|---|---|---|---|
| 1 | 595 | 0.057 | 0.10 | 2357 | 2345 | 0.51 |
| 2 | 595 | 0.058 | 0.30 | 2500 | 2485 | 0.60 |
| 3 | 595 | 0.065 | 0.60 | 3250 | 3242 | 0.25 |
| 4 | 595 | 0.075 | 0.95 | 3790 | 3757 | 0.87 |
| 5 | 595 | 0.064 | 0.70 | 3400 | 3344 | 1.64 |
| 6 | 595 | 0.067 | 0.80 | 3600 | 3546 | 1.50 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Tran, N.-H.; Park, H.-S.; Nguyen, Q.-V.; Hoang, T.-D. Development of a Smart Cyber-Physical Manufacturing System in the Industry 4.0 Context. Appl. Sci. 2019, 9, 3325. https://0-doi-org.brum.beds.ac.uk/10.3390/app9163325
AMA Style
Tran N-H, Park H-S, Nguyen Q-V, Hoang T-D. Development of a Smart Cyber-Physical Manufacturing System in the Industry 4.0 Context. Applied Sciences. 2019; 9(16):3325. https://0-doi-org.brum.beds.ac.uk/10.3390/app9163325
Chicago/Turabian StyleTran, Ngoc-Hien, Hong-Seok Park, Quang-Vinh Nguyen, and Tien-Dung Hoang. 2019. "Development of a Smart Cyber-Physical Manufacturing System in the Industry 4.0 Context" Applied Sciences 9, no. 16: 3325. https://0-doi-org.brum.beds.ac.uk/10.3390/app9163325
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.