Production of Levulinic Acid from Cellulose and Cellulosic Biomass in Different Catalytic Systems


1
School of Environmental Science and Engineering, Tianjin University, Tianjin 300350, China
2
Department of Chemistry & Environmental Science, School of Science, Tibet University, Lhasa 850000, China
3
School of Environmental and Municipal Engineering, Tianjin Chengjian University, Tianjin 300384, China
*
Authors to whom correspondence should be addressed.
Catalysts 2020, 10(9), 1006; https://0-doi-org.brum.beds.ac.uk/10.3390/catal10091006
Submission received: 2 August 2020
/
Revised: 16 August 2020
/
Accepted: 17 August 2020
/
Published: 3 September 2020
(This article belongs to the Special Issue Biomass Valorization)
Abstract
:The reasonable and effective use of lignocellulosic biomass is an important way to solve the current energy crisis. Cellulose is abundant in nature and can be hydrolyzed to a variety of important energy substances and platform compounds—for instance, glucose, 5-hydroxymethylfurfural (HMF), levulinic acid (LA), etc. As a chemical linker between biomass and petroleum processing, LA has become an ideal feedstock for the formation of liquid fuels. At present, some problems such as low yield, high equipment requirements, difficult separation, and serious environmental pollution in the production of LA from cellulose have still not been solved. Thus, a more efficient and green catalytic system of this process for industrial production is highly desired. Herein, we focus on the reaction mechanism, pretreatment, and catalytic systems of LA from cellulose and cellulosic biomass, and a series of existing technologies for producing LA are reviewed. On the other hand, the industrial production of LA is discussed in depth to improve the yield of LA and make the process economical and energy efficient. Additionally, practical suggestions for the enhancement of the stability and efficiency of the catalysts are also proposed. The use of cellulose to produce LA is consistent with the concept of sustainable development, and the dependence on fossil resources will be greatly reduced through the realization of this process route.
1. Introduction
Due to the increasing depletion of fossil resources and the fact that the demand for resources is growing rapidly, the conversion and application of renewable resources have become a global focus [1,2,3,4]. Biomass is considered as an alternative energy source, with great prospects for development [5,6]. It can not only replace fossil energy sources, but also fix inorganic carbon through photosynthesis to achieve a dual reduction in carbon dioxide emissions, thus meeting the requirements of sustainable development [7,8].
Among many biomass resources, lignocellulose has received widespread attention for its advantages of being widely available and avoiding food crises [9,10,11]. Cellulose, as a significant natural polymer, is the major component of lignocellulose and the key source of renewable materials in the chemical industry [12]. Various types of nanocellulose have been isolated from the cellulosic feedstock [13]. Nanocellulose materials can be employed in several fields in our life [14], such as for membrane separation [15], 3D printing [13], drug delivery [16], and energy storage [17]; as a flocculating/coagulating agent [18,19]; and for many more emerging uses [20]. For example, carboxycellulose nanofibers have been recognized as a specific suitable matter for removing toxic metal cations with a low degree of crystallinity, therefore a new pathway will be derived to deal with a variety of water pollution issues [21]. Furthermore, cellulose can be hydrolyzed to a variety of important energy substances and platform compounds—for instance, glucose, 5-hydroxymethylfurfural (HMF), and levulinic acid (LA) [22,23,24]. Glucose is highly desired for the production of bioethanol, and HMF can be promoted to diesel fuel from C9 to C11 with a low oxygen content [25,26]. As a chemical linker between biomass and petroleum processing, LA has become an ideal feedstock for the generation of liquid fuels [27,28,29]. Furthermore, LA was listed as one of the most effective chemicals with value added from biomass in 2004 [30]. Currently, the preparation of LA from cellulose is a research hotspot in the domain of highly valuable biomass conversion.
LA is also denoted as 4-oxopentanoic acid, which can be easily solved in water and ethanol [31]. The chief physical features of LA are exhibited in Table 1 [32]. LA contains carbonyl and carboxyl groups with favorable reactivity, and can be involved in esterification, redox, substitution, and condensation reactions, making it a valuable platform compound (Figure 1) [33,34]. As a versatile base material, LA is widely used in fuel additives, herbicides, pharmaceuticals, flavoring agents, surfactants, etc. [35,36]. It can also be used as a compound intermediate to synthesize various industrial chemicals, such as levulinates, angelica lactone, γ-valerolactone (GVL), diphenolic acid (DPA), 1,4-butanediol, 1,4-pentanediol, and 2-methyltetrahydrofuran (MTHF) [37,38]. LA esterification can be utilized to prepare alkyl levulinates, and its usage incorporates fuel additives and solvents [39]. Angelica lactone can be utilized as a flavoring agent, in addition to in organic synthesis and as a fuel additive. GVL has a wide variety of uses—for example, as a food additive, solvent, and fuel extender. Moreover, GVL is a safe material used on a large scale [40,41]. Valerate esters (VAES) can be synthesized from GVL through cascade reactions that involve hydrogenation, esterification, and ring-opening [2]. VAES with different alkyl chain lengths can be utilized as diesel components or gasoline additives [42,43,44]. Other compounds such as oleic acid can be used in the esterification of 1,4-butanediol to form plasticizers, and are utilized with polyvinylchloride. As a monomer or intermediate of plasticizer, 1,4-pentanediol can be made by the hydrogenation of LA. MTHF is a bio-based solvent whose characteristics make it appropriate for special organic synthesis along with fuel blends. DPA is a duplicate of bisphenol A (BPA). Polymer resins made of BPA have residual monomer and toxicity problems. DPA is a less detrimental substitute for BPA with a sustainable origin. Additionally, LA can likewise be converted into various N-containing species, including pyrrolidinones, and can be utilized to prepare functionalized polyamides [45].
At present, there are some problems such as low yield, high equipment requirements, difficult separation, and serious environmental pollution in the production of LA from cellulose. Hence, in this paper we mainly reviewed the recent progress of studies on the preparation of LA from cellulose, and some theoretical support for its in-depth study was also provided.
2. Mechanism Studies on the Production of LA
There are various levels for the hydrolysis of cellulose to LA (shown in Figure 2), including (i) cellulose to glucose through hydrolysis, (ii) glucose to fructose through isomerization, (iii) fructose to HMF through dehydration, and (iv) HMF to LA through rehydration [46,47]. Three steps are contained in the acid-catalyzed hydrolysis of cellulose to glucose: (i) protonation on glycosidic oxygen, (ii) scission on glycosidic linkage, and (iii) nucleophilic attack of water [48].
Yang et al. [49] reported that the dehydration process of protonated glucose is an essential level for LA production from glucose, and Assary et al. [50] found that the dehydration processes in the reaction are remarkably endothermic. Moreover, Garcéa et al. [51] found that the selectivity of LA is higher when fructose is applied as a reactant. Compared to fructose, the direct conversion of glucose to HMF is lower due to its stable pyranoside ring structure [52,53,54,55]. Therefore, the combined process of glucose-fructose isomerization and dehydration is preferred for preparing LA. After the reaction of glucose to fructose, the subsequent fructose dehydration process consists of acyclic dehydration routes and cyclic dehydration routes. Antal et al. [56] demonstrated that HMF can be prepared from the dehydration of fructose and generated by several cyclic furan intermediates. Moreau et al. [57] predicted that the enediol pathway is essential in the formation of HMF, and enediol was considered to be an intermediate for the isomerization reaction from glucose to fructose. Then, fructose is converted into HMF through keto-enol isomerization, and three water molecules are lost [50]. Subsequently, HMF is turned into LA with the removal of formic acid through various reactive processes, including keto-enol isomerization, dehydration, and rehydration, together with the nucleophilic attack of the water molecule on the carbonyl carbon [58,59]. However, the yield of formic acid is usually less than that of LA attributed to the side reactions of formic acid, although they should be equal theoretically [60,61].
Although much research has been conducted on the preparation of LA, how to reveal its mechanism of production remains a challenge. More in-depth studies are needed to reveal the mechanism, especially for in-situ studies, such as the application of Fourier transform infrared spectroscopy (FT-IR), nuclear magnetic resonance (NMR), and isotope techniques for the analysis of reaction intermediates and dynamics [37].
3. Pretreatment
The lignocellulosic biomass is recalcitrant due to the crystallinity and high degree of polymerization of cellulose together with the barrier effect of lignin on cellulose and hemicellulose [62]. Ball-milled cellulose with a lower crystallinity has a quick reaction rate compared with commercial cellulose, because the availability of the β-1 and 4-glycosidic bonds is limited by their higher crystallinity, which leads to a slow hydrolysis rate [63]. Pretreatment biomass is a significant step to subsequent cellulose hydrolysis, thus reducing the mass transfer limitations of chemical or biological catalysts [64]. For example, the combination of steam explosion and superfine grinding is beneficial for promoting the accessibility of cellulose, thereby increasing the yield of LA [63]. Combined with the pretreatment of rice husks with Soxhlet extraction, Bevilaqua et al. [65] optimized the operation conditions using a factorial design. When the reaction was catalyzed by HCl at 170 °C for 60 min, the yield of LA reached 59.4%.
Various pretreatment methods containing mechanical, chemical, physical, physicochemical, and biological pretreatment processes have been developed [66]. As one of the most commonly used strategies for the preparation of bioethanol, the dilute acid pretreatment is capable of dissolving hemicellulose and disrupting the structural features of lignin and cellulose [67]. Figure 3 reflects the pretreatment of dilute acid along with the hydrolysis of acid for preparing LA. Hemicellulose is converted into C5 sugars as well as furfural in this process, then the cellulose is utilized to generate HMF, formic acid, and LA in the subsequent acid hydrolysis process. Unlike hemicellulose and cellulose, lignin is a phenolic polymer, the decomposition of which requires severe conditions. Lignin is undesirable in the LA production process, as it can lead to unfavorable results such as the disruption of hexose conversion [68]. Additionally, the residual solids associated with lignin and humins have a high adhesive strength and tend to clog reactors [69].
The two-step acid hydrolysis process is a typical dilute acid pretreatment technology. Yang et al. [70] utilized a two-step method to convert cotton straw to LA using 0.2 M H2SO4 solution as a catalyst, which was found to achieve hydrolysis and the conversion of biomass in steps and effectively inhibit the generation of by-products. The study was first performed at 120 °C for 20 min and then carried out at 180 °C for 60 min, with a 9.5% LA yield. Li et al. [71] integrated the two-phase system with a two-step reaction, replacing the pure aqueous phase with tetrahydrofuran/H2O. The reaction was first performed at 110 °C for 40 min and then at 200 °C for 20 min, which produced an LA yield of 27.7%. Since acidic catalysts are applied in both pretreatment and the subsequent hydrolysis process, the products after pretreatment can be directly utilized to produce LA without neutralization. The two-step treatment of Quercus mongolica is catalyzed by acid using a variety of treatment conditions [68]. A large amount of hemicellulosic C5 sugars are freed into the liquid hydrolysate during the first step of the acid-catalyzed treatment. Subsequently, LA was formed through the acid-catalyzed hydrolysis of cellulose in harsher situations, consistent with a higher conversion rate compared with that of a single-step treatment. This may be due to greater accessibility of cellulose in the solid fraction after removing the hemicellulose in the first level.
Pretreatment by acid with a high concentration was recognized to improve the conversion efficiency of the following acidic hydrothermal treatment. The hydrogen bonds in cellulose can be broken by H3PO4 (85 wt%), so that 48.2% of cellulose is converted into LA. As the stronger acid, HCl (20 wt%) converted 59.1% of cellulose into LA [72]. Additionally, after the pretreatment of eucalyptus by 0.1 M of H2SO4 at 150 °C, the glucan content of pretreated wood increased by 1.4 times [73]. Apparently, the pretreatment caused a feedstock with a high cellulose content for LA formation. The pretreatment of lignocellulosic biomass contributes significantly to process economics ascribed to the excessive requirement of energy [74]. Therefore, selecting an energy-effective pretreatment method for decreasing the cost becomes imperative [75,76].
4. Catalytic Systems for the Preparation of LA
4.1. Homogeneous Catalysts
4.1.1. Conventional Mineral Acids
Mineral acids, especially the strong Brønsted acids, exhibit an excellent performance for the conversion of cellulose into LA [46]. The reactivity of mineral acids has a relationship with several prominent factors, such as the strength and concentration of the catalyst, the nature and concentration of the employed feedstock, and the reaction conditions in terms of time and temperature [77].
H2SO4 and HCl are two of the most commonly used catalysts (listed in Table 2). HCl is suitable for converting high-concentration calcium salt-containing biomass, such as tobacco chops and paper-mill cellulose [78]. This is because when H2SO4 is used in the conversion of paper-mill cellulose and tobacco chops, CaSO4 is shaped and its precipitation can lead to reactor clogging [78]. Additionally, the H2SO4-catalyzed dehydration of D-fructose is easier than that with HCl as a catalyst for the reason that the activation energy of HCl in the dehydration of D-fructose is higher than that of H2SO4 [79].
Wettstein et al. [80] used HCl as a catalyst in a GVL/water solution for converting cellulose to LA. The study found that GVL was able to inhibit the production of humins during the reaction, thereby reducing the deposition of humins on the cellulose surface [80]. Fang et al. [81] presented the dehydration of sorghum flour to LA with a yield of 32.6% at 200 °C, with 8% H2SO4 and 10% flour loading [81]. Sorghum is rich in carbohydrates such as cellulose and starch, which has great research potential as a raw material for preparing LA. High LA yields are achieved at low concentrations of substrates, but low LA concentrations lead to high separation costs, emphasizing the importance of selecting the right substrate loading. Dussan et al. [82] used H2SO4 as a catalyst to catalyze the formation of LA from Miscanthus, and the study found that the LA yield under the conditions of 150 °C, 0.5 M of H2SO4, is much higher than that under the conditions of 200 °C, 0.1 M of H2SO4. High concentrations of sulfuric acid effectively promote the hydrolysis of cellulose, which results in large amounts of glucose, thus increasing LA yields. However, LA can be further degraded to other byproducts (e.g., angelica lactone) under more harsh reaction conditions [83,84], such as higher temperatures and catalyst concentrations [85,86]. LA has a faster decomposition rate compared with its production rate when the H2SO4 concentration is more than 10 wt% while converting the Pennisetum alopecuroides [86]. In addition, acid in high concentrations can also transform LA into gas molecules such as H2, CH4, and CO [66].
As an efficient heating method, microwave irradiation improved the catalytic performances, allowing significant energy and time savings [87]. When olive tree pruning was employed using HCl as catalyst, it yielded up to 18.6% with traditional heating at 200 °C for 1 h [78]. On the other hand, when traditional heating was substituted for microwave heating at the same temperature, the reaction time was remarkably decreased, with an increase in the LA yield of up to 20.1%. This phenomenon indicates that microwave heating is a reasonable method to heat the aqueous slurry of biomass because it allows fewer side-wall effects and a higher homogeneous heat distribution than traditional heating. Moreover, microwave irradiation is more selective for polar substances rather than non-polar substances, which is suitable for changing the selectivity of a reaction or avoiding the decomposition of thermally unstable species [88].
The widespread use of lignocellulosic materials is expected to promote the development of bioeconomy, in which biorefineries can play a critical role. Pinus pinaster wood was fractionated to produce a solution consisting of hemicellulosic saccharides and a solid phase rich in cellulose and lignin by water treatments [89]. The solution was hydrolyzed with H2SO4 to evaluate the conversion of substrates to sugars, and the components of the hydrolysates were conducive to further use as fermentation media. On the other hand, the solid phase was reacted under microwave irradiation to yield LA and formic acid in the presence of HCl. Lignin was recovered as the insoluble residue to enable a comprehensive utilization of Pinus pinaster wood. Jeong et al. [90] reported platform chemicals which use microalgae as a biomass to replace fossil sources. In this work, a 70.7% LA yield was achieved from 5 wt% lipid-extracted Scenedesmus obliquus using HCl as a catalyst. Thus, lipid-extracted microalgae is informative for the industrial application of LA production. Unfortunately, the downstream processing of LA faces a major challenge due to difficulty in the separation of LA from mineral acids. For instance, the separation of volatile HCl from LA requires flash separation, and the separation of H2SO4 from LA requires organic solvent extraction [91]. Furthermore, mineral acid catalysts are difficult to recycle and are harmful to the equipment, which leads to increased operating costs.
4.1.2. Ionic Liquids
In the last few years, ionic liquids (ILs) with unique characteristics such as low volatility, high boiling point, and high polarity have been widely used as green solvents for reducing environmental pollution and even as suitable catalysts for hydrolysis reactions [30] (listed in Table 2). The anions of ILs greatly affects their acidity, and ability is promoted in order: H2PO4 < 1-NS < CH3SO3 = PhSO3 < HSO4 < CF3SO3 [92,93]. The catalytic activity of ILs goes up with the hydrogen bond formation ability and acidic sites of anions [59].
Ramli et al. [94] discovered that 1-sulfonic acid-3-methylimidazolium tetrachloroferrate ([SMIM]FeCl4) exhibited a higher catalytic reaction due to its stronger acidity, and a yield of LA of 67.8% was achieved. In contrast, 1-butyl-3-methylimidazolium tetrachloroferrate ([BMIM]FeCl4) and 1-sulfonic acid-3-methylimidazolium chloride ([SMIM]Cl) showed relatively lower reactions because of the Lewis acid sites. Ramli et al. [95] employed a response surface methodology based on the Box–Behnken design for optimizing the LA yield. At the optimum conditions, a 24.8% yield of LA was obtained from oil palm fronds and registered a process efficiency of up to 77.3% by an acidic ionic liquid ([SMIM][FeCl4]). The recycled [SMIM][FeCl4] could be reused for five successive cycles, and the loss of performance is not apparent [95]. The biomass was formerly hydrolyzed into glucose through Brønsted acid sites ([SMIM]), followed by the isomerization into fructose by Lewis acid sites (FeCl4) in the conversion process. Then, the fructose was dehydrated to HMF and rehydrated into LA by the Brønsted acid sites ([SMIM]). However, the redundant Lewis acid sites can cause the production of humins, thus it is essential to achieve organic synthesis by using a suitable Lewis/Brønsted ratio for ILs. Sun et al. [96] presented the realization of the one-pot synthesis of LA from cellulose through the catalysis of HPA ionic liquid in a water-methyl isobutyl ketone (MIBK) biphasic system. The yield of LA was 63.1%, and the catalyst can be separated from the reaction mixture and consequently recovered [96]. The higher performance was due to the solubility of the catalyst in water, forming a homogeneous system, and the Brønsted properties of HPA. Amarasekara et al. [97] found that the yields of LA and ethyl levulinate from cellulose could be influenced by varying the water content in an aqueous ethanol medium. The highest LA yield of 23.7% was obtained in water-ethanol medium containing 54% water. An appropriate level of water content minimizes the viscosity of ILs and improves the mass transfer of the hydrolysis reaction, but additional water content influences the recyclability and purity of ILs.
Moreover, using SO3H-functionalized ionic liquids (SFILs) as a catalyst is also a desirable option. Ren et al. [98] developed a high selectivity method to obtain LA from cellulose by sonication-assisted synthesis in SFILs. When the reaction temperature and time is 160 °C and 30 min, respectively, a yield of LA of 55% could be attained. The catalytic activities of SFILs can be affected by the anions and reduce the following: HSO4− > CH3SO3− > H2PO4−. This is highly similar with their acidity order mentioned above [98]. The [HSO4] anion shows a higher amount of viscosity properties credited to the high level of cation–anion interactions, since the structure of this is a lack of alkyl chains [99], thus increasing the IL capability. The SFILs provide a promising alternative to mineral acid catalyst, facilitating the separation of products and the reuse of ILs. Subsequently, Ren et al. [92] depolymerized cellulose to LA with a 86.1% yield by 1-methyl-3-(3-sulfopropyl)imidazolium hydrogen sulfate ([C3SO3Hmim]HSO4) under hydrothermal conditions. The catalytic mechanism of ILs was explored thoroughly, inclusive of the acidity and hydrogen bonding ability, which mostly depend on anions. Furthermore, LA could be easily extracted by MIBK, and the catalyst could be used more than five times without a loss of activity [92]. The acidic ionic liquid-catalyzed methodology provides a green example for the selective generation of LA from a variety of biomass feedstocks.
The influences of IL reaction conditions and structures as well as the combination of metal chlorides and ionic liquids on the LA yield were studied by Shen et al. [93]. The highest LA yield of up to 39.4% was received with the existence of 1-(4-sulfonic acid) butyl-3-methylimidazolium hydrogen sulphate ([BSMim]HSO4) for 120 min. The simple [BSMim]HSO4-H2O catalytic system exhibited a favorable catalytic activity after four repeated runs. However, the combination of InCl3/H2O-[BSMim]HSO4 process reflected less activity for the reaction of cellulose to LA [93]. Khan et al. [100] successfully synthesized dicationic acidic ionic liquids and determined that the acidity of ionic liquids increased with increasing the molar ratio of sulfuric acid in an anionic cluster. Among the synthesized ILs, 1,4-bis(3-methylimidazolium-1-yl) butane ([C4(Mim)2][(2HSO4)(H2SO4)4]) has more catalytic and acidity efficiency for converting bamboo biomass into LA with a yield of 47.5% for 60 min at 110 °C. Subsequently, Khan et al. [101] reported that [C4(Mim)2][(2HSO4)(H2SO4)2] exhibited a high catalytic efficiency and could be recycled up to four times with a weight loss of up to 5%. Moreover, the activation energy was determined to be 40.35 kJ/mol, which was lower than the conversion of cellulose to LA using mineral acids [101]. Thus, this method offers a modern possibility for the conversion of plentiful and cheap cellulosic biomass into LA.
The catalytic activity of ILs is extremely influenced by the water content of the material due to the fact that hydrogen bonds can be formed between anions of ILs and water molecules, thereby weakening the solubility of ILs [102,103]. Additionally, the large-scale application of ILs is restricted by the complex and high-cost preparation process.
4.2. Heterogeneous Catalysts
Although homogeneous catalysts are effective, they have some technological disadvantages such as the corrosion of equipment, the pollution of the environment, and requirements for recycling. Heterogeneous catalysts, including metal salts and solid acids, are treated as promising methods for converting cellulose into LA, since they are not affected by these problems (listed in Table 2).
4.2.1. Metal Salts
Lewis acid is considered as a commonly used catalyst to isomerize a reaction, where intramolecular hydride changes to fructose from the open form of glucose [24,104]. Lewis acid shows advantages, such as its catalytic activity, which remains constant even when strong Brønsted acids are present [66]. Metal salts show a remarkable catalytic activity, since metal cations act as the Lewis acidity and the intrinsic Brønsted acidity originates from their hydrolysis [77].
Peng and co-workers [105] reported the conversion of cellulose to LA by 12 common metal chlorides, including alkali metals (Li, Na, and K), alkaline earth metals (Mg and Ca), transition metals (Cr, Mn, Fe, Co, Cu, and Zn), and a group IIIA metal (Al). CrCl3 among those metal chlorides was uniquely effective, and the higher LA yield was 67% for 3 h. The catalytic performances were related to the acidity in the reaction system, but were highly dependent on a variety of metal chlorides. Choudhary et al. [106] found that a higher LA yield of 46% was received by CrCl3 and HCl. Complex interactions among catalysts are revealed. Aldose-to-ketose isomerization was inhibited by the Brønsted acid, while Lewis acid promotes an overall consumption rate of HMF and fructose to promote side reactions. The mixture of CrCl3 and H3PO4 exhibited a high catalytic activity for producing LA [107]. The activation energy of LA formation from glucose catalyzed by the acidic CrCl3-H3PO4 mixture was lower than that of homogeneous Brønsted acid or Lewis acid, suggesting that the system can lower the reaction temperature. Additionally, Lappalainen et al. [108] converted potato peel waste into LA using CrCl3 and H2SO4 as catalysts. The highest yield obtained was 49% at 180 °C for 15 min. However, the Cr salt is not an ideal catalyst due to its toxicity and high cost. Efremov et al. [109] used CoSO4, Fe2(SO4)3, and Al2(SO4)3 as catalysts to research the conversion of cellulose to LA in aqueous solvents. The most active catalyst was Al2(SO4)3, which obtained an LA yield of 18% at 250 °C [109]. Zhi et al. [110] proved that FeCl3 was an high-efficiency catalyst for glucan hydrolysis to prepare LA, with corn stalk as the substrate. In this research, the reaction time for the conversion of corn stalk can shorten under a high reaction temperature. However, no variation in the maximum yield of LA with temperature can be observed, which indicates that the increase in temperature only quickens the chemical balance and the reaction rate is not broken [110]. Cao et al. [111] reported that Cu2+ and Fe3+ displayed higher efficiencies in converting cellulose to LA at a high temperature.
Alkali metal salts are widely used as additives, such as NaCl, which is the most frequent additive for LA synthesis due to its easy availability and low price. Potvin et al. [112] investigated the influence of the addition of salts on solid acid Nafion for cellulose hydrolysis The yield of LA can be increased five-fold from 14% to 72% after the addition of 25% NaCl solution, indicating that sodium chloride can intersect the hydrogen bonding network effectively at a high temperature and pressure. In addition, other salts such as potassium chloride can also effectively increase the LA yield. The aqueous salt suspensions of cellulose can be easily converted into biofuel precursors with solid acid catalysts. Li et al. [113] revealed that the selective conversion of corncob residue to LA was realized by utilizing AlCl3 and NaCl as a catalyst and promoter, respectively. The dissolution of cellulose from corncob residue was selectively promoted by NaCl, which greatly enhanced the LA yield by inhibiting the formation of lactic acid in the following dehydration. Furthermore, the obtained LA could be efficiently extracted into THF from aqueous solution on account of the salt effect of NaCl [113]. Thus, this process allowed for the high-selectivity preparation of LA. NaCl may also play a role in microwave heating. When the solvent is water, the decrease in the dielectric constant of water at higher temperature results in a decline in the microwave absorbance, which causes the delay of the actual temperature of water compared to the set temperature. The addition of an ionic species such as NaCl can compensate the decreased absorbance of the microwave [114].
4.2.2. Solid Acids
As early as 1987, Jow et al. [115] used LZY zeolite (Faujasite) powder to prepare LA from molten D-fructose at 140 °C within a packed batch reactor. The LA high yields were attributed to the high dehydration ability of the Lewis acid sites on the alumina/silica support of the LZY zeolite, and its high selectivity was due to the LZY zeolite matrix from the capability of molecular sieving [115]. Hydroxyl groups in zeolites with a high polarization effect work as Brønsted acids [116]. The Brønsted acid sites may help in the cellulose hydrolysis, showing the existence of solid to solid interactions between the cellulose polymers and acid sites [117]. Ya’aini et al. [118] presented a new hybrid catalyst containing HY and CrCl3 zeolite. The shape selectivity performance of the hybrid catalyst could improve the LA selectivity through trapping HMF within the cage. The HMF molecule (0.82 nm) was trapped within the pore matrix of HY zeolite (0.75 nm) until it was rehydrated to form LA and formic acid. The yield of LA can be increased by an inter pore cage, the outer surface, and the bulk aqueous phase of the hybrid catalyst, simultaneously.
In order to maintain the mesoporous structure, enhance the acidity of the catalyst, and avoid the use of hazardous substances such as CrCl3, Ramli et al. [119] developed the incorporation of Fe/HY zeolites with BMIMBr for the hydrolysis of cellulose without a pretreatment step. The yields of LA computed on the basis of the cellulosic hydrolysate containing reducing sugar from the hydrolysis of cellulose, oil palm frond, and empty fruit bunch are 72%, 68.2%, and 71.5%, respectively. The use of ionic liquid can promote the solubility of the substrate [119]. Xiang et al. [120] developed a method which has a remarkable stability, excellent selectivity, and high catalytic activity for converting cellulose into LA directly by a Ni-based mesoporous ETS-10 zeolite catalyst. The full conversion of cellulose and the 91.0% yield of LA were obtained because of the synergistic influence of Lewis acid sites and the unique porous structures in hydrogen situation [120]. In addition, during the formation process of LA, the utilization of hydrogen can completely transform cellulose and prevent the metal Ni from oxidization by oxygen compounds, which is different from the broadly explained approach dominated only by the hydrolysis of the cellulose [120].
Zirconia is effective for the hydrolysis of cellulose and following conversion to LA in a single step under hydrothermal conditions [121]. A 53.9% LA yield under the best reaction conditions was realized, and the catalyst could be used again several times after calcination, without a catalytic activity loss [121]. Weingarten et al. [122] utilized zirconium phosphate as a heterogeneous catalyst and the LA yield was 12% at 220 °C for 2 h. Similarly, Lu et al. [123] found that over Al-doped mesoporous niobium phosphate, the LA yield of 52.9% was received in aqueous solution. The yield and high selectivity of LA were because of the high acid capability and the appropriate B/L acid molar ratio (1.2:1) of the catalyst [123]. This phenomenon emphasizes that the adjustable strength of the two acid sites is an essential parameter for obtaining high LA yields.
Ion-exchange resins are insoluble polymers which can exchange specific ions inside themselves with others in the reaction mixture. Nafion, Amberlyst, and Dowex have been widely used for acid hydrolysis. For instance, Lucht et al. [124] suggested the utilization of Nafion SAC 13 for converting cellulose and achieved an LA yield of 5%. Over Amberlyst 70, the conversion of cellulose caused a high LA yield of 69% [125]. After cleaning the catalyst with H2O2 solution, the catalytic activity can be restored. Yang et al. [126] revealed Fe-resin solid catalyst to selectively decompose the microcrystalline cellulose (MCC) in a 5 wt% NaCl solution. The conversion rate of MCC was 90.9%, with a 33.3% yield of LA at 200 °C for 5 h [126]. On the basis of comprehensive research on the role of Fe-resin/NaCl in system, the three-step degradation process was suggested [126]. Although mass transfer can be promoted through increasing the reaction temperature, ion-exchange resins usually exhibit a low thermal stability [127].
Furthermore, sulfonated materials are applied to the catalytic conversion of cellulose to LA. Carbon-based materials can form porous structures through incomplete carbonization followed by sulfonation for the hydrolysis of cellulose [128]. The sulfonated carbon catalysts have low acidic functional groups, such as the carboxyl (–COOH) and hydroxyl (–OH) groups [116]. The adsorption of glucan chains on the weak acid sites causes a conformational change that makes it possible to attack glycosidic bonds [129]. Wang et al. [130] showed an environmentally friendly process with multi-functional sulfonated humins (MSH) as a catalyst to produce LA from cellulose and bamboo meal in an aqueous sulfolane solution. The synergistic interaction of MSH with sulfolane and water made for an excellent performance with relation to the catalytic activity and recyclability [130]. In addition, all the solvents, catalysts, and byproducts (humus and furfural) in the process could be simply reused and recovered, thus proposing a new plan for the high value-adding utilization of agroforestry lignocellulose. The two step process was developed to produce furfural and LA from bagasse by Wang et al. [131]. In the first step, hydrothermal pretreatment was applied to treat bagasse to produce furfural with a 88.1% yield by utilizing the sulfonated Sn-loaded montmorillonite (Sn-MMT/SO42−) solid acid as a catalyst in the biphasic system [131]. In the next step, the preserved residues were further hydrothermally treated for producing LA with a 62.1% yield after the continuous use of the solid acid [131]. Consequently, the two-step hydrothermal treatment of bagasse with Sn-MMT/SO42− resulted in the selective conversion of hemicellulose and cellulose to furfural and LA, respectively. Han et al. [132] reported that lignin was used as a carrier and loaded with ferrous sulfide to prepare a new kind of solid acid catalyst for the conversion of cellulose to LA using GVL as the solvent. The highest yield of LA was 35.6% at 185 °C for 120 min with a lignin-based catalyst [132]. This study offers a new strategy for the resource utilization of lignin. The calcination temperature of lignin-based material of more than 600 °C causes a significant reduction in the surface and microporosity [133]. Besides, a longer calcination time tends to produce a sintering effect, which shrinks the catalyst pores and inhibits the active site, thus reducing the catalyst activity.
Tat et al. [134] presented a synergistic catalytic system utilizing the combination between Lewis acid catalyst (CrCl3) and Brønsted hydrothermal carbon-based acid (HTCG-SO3H) for the one-step conversion of cellulose to LA. Adding a proper amount of HTCG-SO3H could reduce the production of by-products, thereby improving the selectivity of LA. Compared to CrCl3 alone, the LA yield improved significantly from 30% to 40% with HTCG-SO3H (5 wt%) and CrCl3 (0.015 M) at 200 °C for 5 min [134]. Therefore, this hybrid catalyst system offers significant economic and environmental potential for widespread development to transform biomass to prestigious chemicals. The presence of –Cl has a synergistic effect on –SO3H because –Cl can act as a powerful electron donor for improving the acidity of –SO3H [135]. On the other hand, –Cl promoted the adsorption of cellulose owing to its greater electronegativity than –COOH and –OH [136]. Zuo et al. [137] synthesized sulfonated chloromethyl polystyrene (CP) resin (CP-SO3H-1.69) by partially substituting chlorine groups (–Cl) of CP resin with sulfonic group (–SO3H). The CP-SO3H-1.69 displayed a high catalytic activity that was due to the higher content of sulfonic group and chlorine on the catalyst, and a high LA yield of up to 65.5% was received by using 90 wt % GVL and 10 wt % water as the reaction medium [137]. Although the catalyst was severely deactivated after the reaction, it can be almost completely recovered by stirring in 28.5 wt% H2O2 at 35 °C overnight [137]. Shen et al. [138] investigated that LA was shaped from untreated cellulose in pure water with the SO3H-functionalized sucralose (SA) catalyst. After recycling for five times, the depleted catalyst could be recovered with H2O2 solution to maintain over 95% of its catalytic activity [138]. In addition, the ball-milling pretreatment of cellulose enhanced the yield of LA by a few percent, implying that the catalytic sites (–SO3H) and cellulose binding sites (–Cl) of the catalyst are critical to the activity of the catalyst [138].
The separation of catalyst from residues is challenging in biomass conversion. Lai et al. [139] synthesized sulfonated mesoporous silica-magnetite nanocomposites (Fe3O4-SBA-SO3H) for LA production. The catalyst exhibited a favorable hydrothermal stability and could be simply separated using the external magnetic force from the reaction residues, but the selectivity of the reaction needs to be enhanced. Li et al. [140] used magnetic ferric oxide/SO42− biomass-based solid acid to prepare LA from corn straw with the response surface methodology. Under optimized conditions, the maximum LA yield reached 23.2%. The magnetic particles in the internal pores of the catalyst made the pyrolysis residue easy to separate, thus solving the problem of environmental pollution. In addition, Wang et al. [141] applied sulfated TiO2 prepared by the precipitation-impregnation method to hydrolyze cellulose to LA, and achieved a yield of 27.2% at 240 °C for 15 min. The activity of the catalyst had a slight reduction after two cycles [141]. Chen et al. [142] prepared a hybrid super-acidic catalyst called S2O82−/ZrO2−SiO2−Sm2O3 for converting the steam-exploded raw straw to LA. Under the optimal conditions of 200 °C, 10 min, and 13.3% of solid super acid, the yield of LA from superfine grinding steam-exploded rice straw can reach 22.8% [142].
Heterogeneous catalysts can provide an efficient method of LA production. Furthermore, their ease of recycling and environmental friendliness are attractive for their practical utilization [37]. Therefore, the catalytic conversion of biomass to LA through solid catalysts has received extensive attention. The use of heterogeneous catalysts for biomass conversion is an important research topic for the future. With the in-depth exploration of biomass conversion pathways and catalytic mechanisms, new catalytic processes will continue to emerge, thus promoting the large-scale application of biomass.
5. Conclusions and Outlook
The rational use of biomass resources is an important way to address the current energy crisis. Cellulose is a biomass resource with abundant reserves, and LA is a platform compound with a high value. The use of cellulose to prepare LA is in line with the concept of sustainable development, and the realization of this process route will greatly reduce the dependence on fossil resources.
Pretreatment results in an increase in the cellulose content of the feedstock, which is an economically viable way to increase the yield of LA. The main advantage for the preparation of LA catalyzed by liquid acid is the high reaction efficiency. However, liquid acid catalysts are difficult to recycle and are capable of corroding the equipment, and these shortcomings lead to increased operating costs. The use of dilute mineral acids in combination with high temperatures and long reaction times is a reasonable compromise for LA preparation, and consequently the corrosion of the equipment decreases [122]. The low volatility, high boiling point, and high polarity of ionic liquids make them unique catalysts for the hydrolysis of cellulose. However, there still exist several drawbacks with ionic liquid catalytic systems. First, the catalytic activity of the ionic liquids is greatly influenced by the water content of the material. Besides this, the large-scale application of ionic liquids is limited by the complex preparation process and high cost. Technical issues such as the cost, properties, purity, and biodegradability related to the ionic liquids need to be properly addressed. Heterogeneous catalysts have the advantages of being non-corrosive, having a simple preparation, having a good thermal stability, and being easy to separate from reaction mixtures. However, the limited contact of solid acid with cellulose affects the catalytic activity.
Moreover, the outlooks for future trends are as follows:
- (1)
- Future research should mainly focus on reducing energy input and waste generation, and developing environmentally friendly processes to increase the yield of LA. Researchers should also conduct techno-economic analyses to facilitate the commercial production of LA.
- (2)
- The formation of by-products such as humins is a bottleneck in the industrial production of LA. This problem is even more prominent when lignocellulosic biomass is used as a feedstock. A suitable solvent system can decrease the formation of humins to promote the selectivity of LA. Biphasic solvents work well on a laboratory scale and can be tried for use on a plant scale. Low temperatures and high-concentration acid could possibly prevent the formation of humins.
- (3)
- Catalysts containing special structures should be developed to reduce carbon deposition. Additionally, another strategy to avoid carbon deposition is exploring a specific catalytic route to synthesize LA under mild conditions. The calcination and air oxidation in the temperature range of 400–500 °C are the preferred methods to remove humins [152]. It is recommended to wash the catalysts with H2O2, HCl, NaOH, ethanol, or acetone when working with temperature limitations. When the SO3H-functionalized catalyst is washed with methanol, methyl sulfonate can be constituted on the solid surface and the catalytic activity will reduce after consecutive washing [153]. The sulfonation method should be optimized to avoid the loss of acidic sites, thereby improving the stability.
- (4)
- Water is safe and eco-friendly, with a high thermal conductivity as well as a low viscosity for the LA production from biomass. On the other hand, water is not recognized as a suitable solvent since the feedstock is insoluble, especially since mass transfer is limited by a heterogeneous catalyst [116]. Therefore, using a suitable organic solvent is a favorable alternative. However, the separation and purification of LA from organic solvent is still a challenge. Generating a higher concentration of LA in the product stream may reduce the amount of waste liquid and energy cost.
- (5)
- Brønsted/Lewis acid molar ratio is a key factor in catalyst activity. Therefore, designing novel catalysts with adjustable acid sites is instructive for seeking an effective way to obtain LA. Developing green heterogeneous catalysts should focus on significant factors—e.g., proper shape selectivity, acid site accessibility, recyclability, and long-term stability.
- (6)
- It is necessary to find a more efficient and green catalytic system and further optimize the separation and purification technology to achieve industrial production. Unavoidable by-products can be converted into valuable new carbon materials. An in-depth study of the preparation of LA from cellulose is significant for future development, and future research in this area will remain the focus of the high-value utilization of biomass resources.
Author Contributions
Conceptualization, C.L., X.L., and R.Z.; methodology, X.L. and R.Z.; software, C.L.; validation, Z.Y., J.X., and H.B.; formal analysis, X.L. and R.Z.; investigation, C.L.; data curation, X.L. and R.Z.; writing—original draft preparation, C.L.; writing—review and editing, X.L. and R.Z.; visualization, X.L. and R.Z.; supervision, Z.Y. and H.B.; project administration, Z.Y. and J.X.; funding acquisition, X.L. and R.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
This work was supported by the National Key R&D Program of China (Grant No. 2018YFB1501500); the National Natural Science Foundation of China (Grant No. 51876180, 21975181, 21690083, 51908400); Tibet University 2018, 2019 Central Financial Support Special Funds for Local Colleges and Universities ([2018] No. 54; [2019] No. 19).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Abbasi, T.; Abbasi, S.A. Decarbonization of fossil fuels as a strategy to control global warming. Renew. Sustain. Energy Rev. 2011, 15, 1828–1834. [Google Scholar] [CrossRef]
- Yu, Z.; Lu, X.; Xiong, J.; Ji, N. Transformation of Levulinic Acid to Valeric Biofuels: A Review on Heterogeneous Bifunctional Catalytic Systems. Chemsuschem 2019, 12, 3915–3930. [Google Scholar] [CrossRef]
- Mansoor, M.; Mariun, N.; Ismail, N.; Wahab, N.I.A. A guidance chart for most probable solution directions in sustainable energy developments. Renew. Sustain. Energy Rev. 2013, 24, 306–313. [Google Scholar] [CrossRef]
- Yu, Z.; Lu, X.; Liu, C.; Han, Y.; Ji, N. Synthesis of gamma-valerolactone from different biomass-derived feedstocks: Recent advances on reaction mechanisms and catalytic systems. Renew. Sustain. Energy Rev. 2019, 112, 140–157. [Google Scholar] [CrossRef]
- Kim, S.; Dale, B.E. Global potential bioethanol production from wasted crops and crop residues. Biomass Bioenergy 2004, 26, 361–375. [Google Scholar] [CrossRef]
- Li, X.; Lu, X.; Liang, M.; Xu, R.; Yu, Z.; Duan, B.; Lu, L.; Si, C. Conversion of waste lignocellulose to furfural using sulfonated carbon microspheres as catalyst. Waste Manag. 2020, 108, 119–126. [Google Scholar] [CrossRef]
- Serrano-Ruiz, J.C.; West, R.M.; Durnesic, J.A. Catalytic Conversion of Renewable Biomass Resources to Fuels and Chemicals. In Annual Review of Chemical and Biomolecular Engineering; Prausnitz, J.M., Doherty, M.F., Segalman, R.A., Eds.; Annual Reviews: Palo Alto, CA, USA, 2010; Volume 1, pp. 79–100. [Google Scholar]
- Dhillon, R.S.; von Wuehlisch, G. Mitigation of global warming through renewable biomass. Biomass Bioenergy 2013, 48, 75–89. [Google Scholar] [CrossRef]
- Wettstein, S.G.; Alonso, D.M.; Guerbuez, E.I.; Dumesic, J.A. A roadmap for conversion of lignocellulosic biomass to chemicals and fuels. Curr. Opin. Chem. Eng. 2012, 1, 218–224. [Google Scholar] [CrossRef]
- Liu, G.; Bao, J. Evaluation of electricity generation from lignin residue and biogas in cellulosic ethanol production. Bioresour. Technol. 2017, 243, 1232–1236. [Google Scholar] [CrossRef] [PubMed]
- Cheng, F.; Brewer, C.E. Producing jet fuel from biomass lignin: Potential pathways to alkyl benzenes and cycloalkanes. Renew. Sustain. Energy Rev. 2017, 72, 673–722. [Google Scholar] [CrossRef]
- Klemm, D.; Cranston, E.D.; Fischer, D.; Gama, M.; Kedzior, S.A.; Kralisch, D.; Kramer, F.; Kondo, T.; Lindstrom, T.; Nietzsche, S.; et al. Nanocellulose as a natural source for groundbreaking applications in materials science: Today’s state. Mater. Today 2018, 21, 720–748. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Yao, Q.; Liu, J.; Sun, J.; Zhu, Q.; Chen, H. Processing nanocellulose to bulk materials: A review. Cellulose 2019, 26, 7585–7617. [Google Scholar] [CrossRef]
- Trache, D.; Tarchoun, A.F.; Derradji, M.; Hamidon, T.S.; Masruchin, N.; Brosse, N.; Hussin, M.H. Nanocellulose: From Fundamentals to Advanced Applications. Front. Chem. 2020, 8. [Google Scholar] [CrossRef] [PubMed]
- Sharma, P.R.; Sharma, S.K.; Lindstrom, T.; Hsiao, B.S. Nanocellulose-Enabled Membranes for Water Purification: Perspectives. Adv. Sustain. Syst. 2020, 4. [Google Scholar] [CrossRef]
- Salimi, S.; Sotudeh-Gharebagh, R.; Zarghami, R.; Chan, S.Y.; Yuen, K.H. Production of Nanocellulose and Its Applications in Drug Delivery: A Critical Review. ACS Sustain. Chem. Eng. 2019, 7, 15800–15827. [Google Scholar] [CrossRef]
- Chen, W.; Yu, H.; Lee, S.Y.; Wei, T.; Li, J.; Fan, Z. Nanocellulose: A promising nanomaterial for advanced electrochemical energy storage. Chem. Soc. Rev. 2018, 47, 2837–2872. [Google Scholar] [CrossRef]
- Sharma, P.R.; Chattopadhyay, A.; Sharma, S.K.; Hsiao, B.S. Efficient Removal of UO22+ from Water Using Carboxycellulose Nanofibers Prepared by the Nitro-Oxidation Method. Ind. Eng. Chem. Res. 2017, 56, 13885–13893. [Google Scholar] [CrossRef]
- Sharma, P.R.; Chattopadhyay, A.; Sharma, S.K.; Geng, L.; Amiralian, N.; Martin, D.; Hsiao, B.S. Nanocellulose from Spinifex as an Effective Adsorbent to Remove Cadmium(II) from Water. ACS Sustain. Chem. Eng. 2018, 6, 3279–3290. [Google Scholar] [CrossRef]
- Thomas, B.; Raj, M.C.; Athira, K.B.; Rubiyah, M.H.; Joy, J.; Moores, A.; Drisko, G.L.; Sanchez, C. Nanocellulose, a Versatile Green Platform: From Biosources to Materials and Their Applications. Chem. Rev. 2018, 118, 11575–11625. [Google Scholar] [CrossRef]
- Sharma, P.R.; Joshi, R.; Sharma, S.K.; Hsiao, B.S. A Simple Approach to Prepare Carboxycellulose Nanofibers from Untreated Biomass. Biomacromolecules 2017, 18, 2333–2342. [Google Scholar] [CrossRef]
- Alvira, P.; Tomas-Pejo, E.; Ballesteros, M.; Negro, M.J. Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: A review. Bioresour. Technol. 2010, 101, 4851–4861. [Google Scholar] [CrossRef] [PubMed]
- Wang, T.; Nolte, M.W.; Shanks, B.H. Catalytic dehydration of C6 carbohydrates for the production of hydroxymethylfurfural (HMF) as a versatile platform chemical. Green Chem. 2014, 16, 548–572. [Google Scholar] [CrossRef]
- Saha, B.; Abu-Omar, M.M. Advances in 5-hydroxymethylfurfural production from biomass in biphasic solvents. Green Chem. 2014, 16, 24–38. [Google Scholar] [CrossRef]
- Morales, M.; Quintero, J.; Conejeros, R.; Aroca, G. Life cycle assessment of lignocellulosic bioethanol: Environmental impacts and energy balance. Renew. Sustain. Energy Rev. 2015, 42, 1349–1361. [Google Scholar] [CrossRef]
- Bohre, A.; Saha, B.; Abu-Omar, M.M. Catalytic Upgrading of 5-Hydroxymethylfurfural to Drop-in Biofuels by Solid Base and Bifunctional Metal-Acid Catalysts. Chemsuschem 2015, 8, 4022–4029. [Google Scholar] [CrossRef] [PubMed]
- Bozell, J.J. CHEMISTRY Connecting Biomass and Petroleum Processing with a Chemical Bridge. Science 2010, 329, 522–523. [Google Scholar] [CrossRef]
- Li, X.; Lu, X.; Nie, S.; Liang, M.; Yu, Z.; Duan, B.; Yang, J.; Xu, R.; Lu, L.; Si, C. Efficient catalytic production of biomass-derived levulinic acid over phosphotungstic acid in deep eutectic solvent. Ind. Crop. Prod. 2020, 145. [Google Scholar] [CrossRef]
- Yu, Z.; Lu, X.; Bai, H.; Xiong, J.; Feng, W.; Ji, N. Effects of Solid Acid Supports on the Bifunctional Catalysis of Levulinic Acid to gamma-Valerolactone: Catalytic Activity and Stability. Chem. Asian J. 2020, 15, 1182–1201. [Google Scholar] [CrossRef]
- Zheng, X.; Gu, X.; Ren, Y.; Zhi, Z.; Lu, X. Production of 5-hydroxymethyl furfural and levulinic acid from lignocellulose in aqueous solution and different solvents. Biofuels Bioprod. Biorefin. 2016, 10, 917–931. [Google Scholar] [CrossRef]
- Bozell, J.J.; Petersen, G.R. Technology development for the production of biobased products from biorefinery carbohydrates—The US Department of Energy’s “Top 10” revisited. Green Chem. 2010, 12, 539–554. [Google Scholar] [CrossRef]
- Yan, K.; Lafleur, T.; Wu, X.; Chai, J.; Wu, G.; Xie, X. Cascade upgrading of gamma-valerolactone to biofuels. Chem. Commun. 2015, 51, 6984–6987. [Google Scholar] [CrossRef] [PubMed]
- Tanaka, A.; Sasaki, T. Focus on materials science of topological insulators and superconductors Foreword. Sci. Technol. Adv. Mater. 2015, 16. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Maity, S.K. Opportunities, recent trends and challenges of integrated biorefinery: Part I. Renew. Sustain. Energy Rev. 2015, 43, 1427–1445. [Google Scholar] [CrossRef] [Green Version]
- Bozell, J.J.; Moens, L.; Elliott, D.C.; Wang, Y.; Neuenscwander, G.G.; Fitzpatrick, S.W.; Bilski, R.J.; Jarnefeld, J.L. Production of levulinic acid and use as a platform chemical for derived products. Resour. Conserv. Recycl. 2000, 28, 227–239. [Google Scholar] [CrossRef]
- Badgujar, K.C.; Bhanage, B.M. The green metric evaluation and synthesis of diesel-blend compounds from biomass derived levulinic acid in supercritical carbon dioxide. Biomass Bioenergy 2016, 84, 12–21. [Google Scholar] [CrossRef]
- Yan, K.; Jarvis, C.; Gu, J.; Yan, Y. Production and catalytic transformation of levulinic acid: A platform for speciality chemicals and fuels. Renew. Sustain. Energy Rev. 2015, 51, 986–997. [Google Scholar] [CrossRef]
- Hayes, G.C.; Becer, C.R. Levulinic acid: A sustainable platform chemical for novel polymer architectures. Polym. Chem. 2020, 11, 4068–4077. [Google Scholar] [CrossRef]
- Demolis, A.; Essayem, N.; Rataboul, F. Synthesis and Applications of Alkyl Levulinates. ACS Sustain. Chem. Eng. 2014, 2, 1338–1352. [Google Scholar] [CrossRef]
- Harmsen, P.F.H.; Hackmann, M.M.; Bos, H.L. Green building blocks for bio-based plastics. Biofuels Bioprod. Biorefin. 2014, 8, 306–324. [Google Scholar] [CrossRef]
- Serrano-Ruiz, J.C.; Wang, D.; Dumesic, J.A. Catalytic upgrading of levulinic acid to 5-nonanone. Green Chem. 2010, 12, 574–577. [Google Scholar] [CrossRef]
- Bond, J.Q.; Alonso, D.M.; Wang, D.; West, R.M.; Dumesic, J.A. Integrated Catalytic Conversion of gamma-Valerolactone to Liquid Alkenes for Transportation Fuels. Science 2010, 327, 1110–1114. [Google Scholar] [CrossRef] [PubMed]
- Lange, J.P.; Price, R.; Ayoub, P.M.; Louis, J.; Petrus, L.; Clarke, L.; Gosselink, H. Valeric Biofuels: A Platform of Cellulosic Transportation Fuels. Angew. Chem. Int. Ed. 2010, 49, 4479–4483. [Google Scholar] [CrossRef] [PubMed]
- Chan-Thaw, C.E.; Marelli, M.; Psaro, R.; Ravasio, N.; Zaccheria, F. New generation biofuels: Gamma-valerolactone into valeric esters in one pot. RSC Adv. 2013, 3, 1302–1306. [Google Scholar] [CrossRef]
- Pan, T.; Deng, J.; Xu, Q.; Xu, Y.; Guo, Q.X.; Fu, Y. Catalytic conversion of biomass-derived levulinic acid to valerate esters as oxygenated fuels using supported ruthenium catalysts. Green Chem. 2013, 15, 2967–2974. [Google Scholar] [CrossRef]
- Deng, W.; Zhang, Q.; Wang, Y. Catalytic transformations of cellulose and its derived carbohydrates into 5-hydroxymethylfurfural, levulinic acid, and lactic acid. Sci. China Chem. 2015, 58, 29–46. [Google Scholar] [CrossRef]
- Mukherjee, A.; Dumont, M.J.; Raghauan, V. Review: Sustainable production of hydroxymethylfurfural and levulinic acid: Challenges and opportunities. Biomass Bioenergy 2015, 72, 143–183. [Google Scholar] [CrossRef]
- Rinaldi, R.; Schueth, F. Acid Hydrolysis of Cellulose as the Entry Point into Biorefinery Schemes. Chemsuschem 2009, 2, 1096–1107. [Google Scholar] [CrossRef]
- Yang, G.; Pidko, E.A.; Hensen, E.J.M. Mechanism of Brønsted acid-catalyzed conversion of carbohydrates. J. Catal. 2012, 295, 122–132. [Google Scholar] [CrossRef]
- Assary, R.S.; Redfern, P.C.; Hammond, J.R.; Greeley, J.; Curtiss, L.A. Computational Studies of the Thermochemistry for Conversion of Glucose to Levulinic Acid. J. Phys. Chem. B 2010, 114, 9002–9009. [Google Scholar] [CrossRef]
- Garces, D.; Diaz, E.; Ordonez, S. Aqueous Phase Conversion of Hexoses into 5-Hydroxymethylfurfural and Levulinic Acid in the Presence of Hydrochloric Acid: Mechanism and Kinetics. Ind. Eng. Chem. Res. 2017, 56, 5221–5230. [Google Scholar] [CrossRef]
- Hu, L.; Zhao, G.; Hao, W.; Tang, X.; Sun, Y.; Lin, L.; Liu, S. Catalytic conversion of biomass-derived carbohydrates into fuels and chemicals via furanic aldehydes. RSC Adv. 2012, 2, 11184–11206. [Google Scholar] [CrossRef]
- Daorattanachai, P.; Khemthong, P.; Viriya-empikul, N.; Laosiripojana, N.; Faungnawakij, K. Conversion of fructose, glucose, and cellulose to 5-hydroxymethylfurfural by alkaline earth phosphate catalysts in hot compressed water. Carbohydr. Res. 2012, 363, 58–61. [Google Scholar] [CrossRef] [PubMed]
- Watanabe, M.; Aizawa, Y.; Iida, T.; Nishimura, R.; Inomata, H. Catalytic glucose and fructose conversions with TiO2 and ZrO2 in water at 473 K: Relationship between reactivity and acid-base property determined by TPD measurement. Appl. Catal. A Gen. 2005, 295, 150–156. [Google Scholar] [CrossRef]
- Qi, X.; Watanabe, M.; Aida, T.M.; Smith, R.L., Jr. Catalytical conversion of fructose and glucose into 5-hydroxymethylfurfural in hot compressed water by microwave heating. Catal. Commun. 2008, 9, 2244–2249. [Google Scholar] [CrossRef]
- Antal, M.J., Jr.; Mok, W.S.; Richards, G.N. Mechanism of formation of 5-(hydroxymethyl)-2-furaldehyde from D-fructose an sucrose. Carbohydr. Res. 1990, 199, 91–109. [Google Scholar] [CrossRef]
- Moreau, C.; Durand, R.; Razigade, S.; Duhamet, J.; Faugeras, P.; Rivalier, P.; Ros, P.; Avignon, G. Dehydration of fructose to 5-hydroxymethylfurfural over H-mordenites. Appl. Catal. A Gen. 1996, 145, 211–224. [Google Scholar] [CrossRef]
- Li, K.; Bai, L.; Amaniampong, P.N.; Jia, X.; Lee, J.M.; Yang, Y. One-Pot Transformation of Cellobiose to Formic Acid and Levulinic Acid over Ionic-Liquid-based Polyoxometalate Hybrids. Chemsuschem 2014, 7, 2670–2677. [Google Scholar] [CrossRef]
- Badgujar, K.C.; Wilson, L.D.; Bhanage, B.M. Recent advances for sustainable production of levulinic acid in ionic liquids from biomass: Current scenario, opportunities and challenges. Renew. Sustain. Energy Rev. 2019, 102, 266–284. [Google Scholar] [CrossRef]
- Ahlkvist, J.; Warna, J.; Salmi, T.; Mikkola, J.P. Heterogeneously catalyzed conversion of nordic pulp to levulinic and formic acids. React. Kinet. Mech. Catal. 2016, 119, 415–427. [Google Scholar] [CrossRef] [Green Version]
- Kang, S.; Yu, J. An intensified reaction technology for high levulinic acid concentration from lignocellulosic biomass. Biomass Bioenergy 2016, 95, 214–220. [Google Scholar] [CrossRef]
- Himmel, M.E.; Ding, S.Y.; Johnson, D.K.; Adney, W.S.; Nimlos, M.R.; Brady, J.W.; Foust, T.D. Biomass recalcitrance: Engineering plants and enzymes for biofuels production. Science 2007, 315, 804–807. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Van de Vyver, S.; Thomas, J.; Geboers, J.; Keyzer, S.; Smet, M.; Dehaen, W.; Jacobs, P.A.; Sels, B.F. Catalytic production of levulinic acid from cellulose and other biomass-derived carbohydrates with sulfonated hyperbranched poly(arylene oxindole)s. Energy Environ. Sci. 2011, 4, 3601–3610. [Google Scholar] [CrossRef]
- Morone, A.; Pandey, R.A. Lignocellulosic biobutanol production: Gridlocks and potential remedies. Renew. Sustain. Energy Rev. 2014, 37, 21–35. [Google Scholar] [CrossRef]
- Bevilaqua, D.B.; Rambo, M.K.D.; Rizzetti, T.M.; Cardoso, A.L.; Martins, A.F. Cleaner production: Levulinic acid from rice husks. J. Clean. Prod. 2013, 47, 96–101. [Google Scholar] [CrossRef]
- Kang, S.; Fu, J.; Zhang, G. From lignocellulosic biomass to levulinic acid: A review on acid-catalyzed hydrolysis. Renew. Sustain. Energy Rev. 2018, 94, 340–362. [Google Scholar] [CrossRef]
- Cao, S.; Pu, Y.; Studer, M.; Wyman, C.; Ragauskas, A.J. Chemical transformations of Populus trichocarpa during dilute acid pretreatment. RSC Adv. 2012, 2, 10925–10936. [Google Scholar] [CrossRef]
- Jeong, H.; Jang, S.K.; Hong, C.Y.; Kim, S.H.; Lee, S.Y.; Lee, S.M.; Choi, J.W.; Choi, I.G. Levulinic acid production by two-step acid-catalyzed treatment of Quercus mongolica using dilute sulfuric acid. Bioresour. Technol. 2017, 225, 183–190. [Google Scholar] [CrossRef]
- Cha, J.S.; Um, B.H. Levulinic acid production through two-step acidic and thermal treatment of food waste using dilute hydrochloric acid. Korean J. Chem. Eng. 2020, 37, 1149–1156. [Google Scholar] [CrossRef]
- Yang, Z.; Kang, H.; Guo, Y.; Zhuang, G.; Bai, Z.; Zhang, H.; Feng, C.; Dong, Y. Dilute-acid conversion of cotton straw to sugars and levulinic acid via 2-stage hydrolysis. Ind. Crop. Prod. 2013, 46, 205–209. [Google Scholar] [CrossRef]
- Li, J.; Ding, D.J.; Xu, L.J.; Guo, Q.X.; Fu, Y. The breakdown of reticent biomass to soluble components and their conversion to levulinic acid as a fuel precursor. RSC Adv. 2014, 4, 14985–14992. [Google Scholar] [CrossRef]
- Muranaka, Y.; Suzuki, T.; Sawanishi, H.; Hasegawa, I.; Mae, K. Effective Production of Levulinic Acid from Biomass through Pretreatment Using Phosphoric Acid, Hydrochloric Acid, or Ionic Liquid. Ind. Eng. Chem. Res. 2014, 53, 11611–11621. [Google Scholar] [CrossRef]
- Heeres, H.; Handana, R.; Chunai, D.; Rasrendra, C.B.; Girisuta, B.; Heeres, H.J. Combined dehydration/(transfer)-hydrogenation of C6-sugars (D-glucose and D-fructose) to gamma-valerolactone using ruthenium catalysts. Green Chem. 2009, 11, 1247–1255. [Google Scholar] [CrossRef] [Green Version]
- Morone, A.; Apte, M.; Pandey, R.A. Levulinic acid production from renewable waste resources: Bottlenecks, potential remedies, advancements and applications. Renew. Sustain. Energy Rev. 2015, 51, 548–565. [Google Scholar] [CrossRef]
- Pileidis, F.D.; Titirici, M.M. Levulinic Acid Biorefineries: New Challenges for Efficient Utilization of Biomass. Chemsuschem 2016, 9, 562–582. [Google Scholar] [CrossRef]
- Meramo-Hurtado, S.I.; Ojeda, K.A.; Sanchez-Tuiran, E. Environmental and Safety Assessments of Industrial Production of Levulinic Acid via Acid-Catalyzed Dehydration. ACS Omega 2019, 4, 22302–22312. [Google Scholar] [CrossRef] [Green Version]
- Signoretto, M.; Taghavi, S.; Ghedini, E.; Menegazzo, F. Catalytic Production of Levulinic Acid (LA) from Actual Biomass. Molecules 2019, 24, 2760. [Google Scholar] [CrossRef] [Green Version]
- Galletti, A.M.R.; Antonetti, C.; De Luise, V.; Licursi, D.; Di Nasso, N.N.O. Levulinic acid production from waste biomass. Bioresources 2012, 7, 1824–1835. [Google Scholar]
- Fachri, B.A.; Abdilla, R.M.; van de Bovenkamp, H.H.; Rasrendra, C.B.; Heeres, H.J. Experimental and Kinetic Modeling Studies on the Sulfuric Acid Catalyzed Conversion of D-Fructose to 5-Hydroxymethylfurfural and Levulinic Acid in Water. ACS Sustain. Chem. Eng. 2015, 3, 3024–3034. [Google Scholar] [CrossRef]
- Wettstein, S.G.; Alonso, D.M.; Chong, Y.; Dumesic, J.A. Production of levulinic acid and gamma-valerolactone (GVL) from cellulose using GVL as a solvent in biphasic systems. Energy Environ. Sci. 2012, 5, 8199–8203. [Google Scholar] [CrossRef]
- Fang, Q.; Hanna, M.A. Experimental studies for levulinic acid production from whole kernel grain sorghum. Bioresour. Technol. 2002, 81, 187–192. [Google Scholar] [CrossRef]
- Dussan, K.; Girisuta, B.; Haverty, D.; Leahy, J.J.; Hayes, M.H.B. Kinetics of levulinic acid and furfural production from Miscanthus × giganteus. Bioresour. Technol. 2013, 149, 216–224. [Google Scholar] [CrossRef] [PubMed]
- Sun, D.; Takahashi, Y.; Yamada, Y.; Sato, S. Efficient formation of angelica lactones in a vapor-phase conversion of levulinic acid. Appl. Catal. A Gen. 2016, 526, 62–69. [Google Scholar] [CrossRef] [Green Version]
- Putrakumar, B.; Nagaraju, N.; Kumar, V.P.; Chary, K.V.R. Hydrogenation of levulinic acid to gamma-valerolactone over copper catalysts supported on gamma-Al2O3. Catal. Today 2015, 250, 209–217. [Google Scholar] [CrossRef]
- Liu, Q.; Yang, F.; Yin, H.; Du, Y. Conversion of saccharides into levulinic acid and 5-hydroxymethylfurfural over WO3-Ta2O5 catalysts. RSC Adv. 2016, 6, 49760–49763. [Google Scholar] [CrossRef]
- Yan, L.; Greenwood, A.A.; Hossain, A.; Yang, B. A comprehensive mechanistic kinetic model for dilute acid hydrolysis of switchgrass cellulose to glucose, 5-HMF and levulinic acid. RSC Adv. 2014, 4, 23492–23504. [Google Scholar] [CrossRef]
- Antonetti, C.; Licursi, D.; Fulignati, S.; Valentini, G.; Galletti, A.M.R. New Frontiers in the Catalytic Synthesis of Levulinic Acid: From Sugars to Raw and Waste Biomass as Starting Feedstock. Catalysts 2016, 6, 196. [Google Scholar] [CrossRef]
- De la Hoz, A.; Diaz-Ortiz, A.; Moreno, A. Microwaves in organic synthesis. Thermal and non-thermal microwave effects. Chem. Soc. Rev. 2005, 34, 164–178. [Google Scholar] [CrossRef]
- Rivas, S.; Raspolli-Galletti, A.M.; Antonetti, C.; Santos, V.; Carlos Parajo, J. Sustainable conversion of Pinus pinaster wood into biofuel precursors: A biorefinery approach. Fuel 2016, 164, 51–58. [Google Scholar] [CrossRef]
- Jeong, G.-T.; Kim, S.-K. Valorization of thermochemical conversion of lipid-extracted microalgae to levulinic acid. Bioresour. Technol. 2020, 313. [Google Scholar] [CrossRef]
- Rackemann, D.W.; Doherty, W.O.S. The conversion of lignocellulosics to levulinic acid. Biofuels Bioprod. Biorefin.-Biofpr 2011, 5, 198–214. [Google Scholar] [CrossRef] [Green Version]
- Ren, H.; Girisuta, B.; Zhou, Y.; Liu, L. Selective and recyclable depolymerization of cellulose to levulinic acid catalyzed by acidic ionic liquid. Carbohydr. Polym. 2015, 117, 569–576. [Google Scholar] [CrossRef] [PubMed]
- Shen, Y.; Sun, J.-K.; Yi, Y.-X.; Wang, B.; Xu, F.; Sun, R.-C. One-pot synthesis of levulinic acid from cellulose in ionic liquids. Bioresour. Technol. 2015, 192, 812–816. [Google Scholar] [CrossRef] [PubMed]
- Ramli, N.A.S.; Amin, N.A.S. A new functionalized ionic liquid for efficient glucose conversion to 5-hydroxymethyl furfural and levulinic acid. J. Mol. Catal. A Chem. 2015, 407, 113–121. [Google Scholar] [CrossRef]
- Ramli, N.A.S.; Amin, N.A.S. Optimization of Biomass Conversion to Levulinic Acid in Acidic Ionic Liquid and Upgrading of Levulinic Acid to Ethyl Levulinate. Bioenergy Res. 2017, 10, 50–63. [Google Scholar] [CrossRef]
- Sun, Z.; Cheng, M.; Li, H.; Shi, T.; Yuan, M.; Wang, X.; Jiang, Z. One-pot depolymerization of cellulose into glucose and levulinic acid by heteropolyacid ionic liquid catalysis. RSC Adv. 2012, 2, 9058–9065. [Google Scholar] [CrossRef]
- Amarasekara, A.S.; Wiredu, B. Acidic Ionic Liquid Catalyzed One-Pot Conversion of Cellulose to Ethyl Levulinate and Levulinic Acid in Ethanol-Water Solvent System. Bioenergy Res. 2014, 7, 1237–1243. [Google Scholar] [CrossRef]
- Ren, H.; Zhou, Y.; Liu, L. Selective conversion of cellulose to levulinic acid via microwave-assisted synthesis in ionic liquids. Bioresour. Technol. 2013, 129, 616–619. [Google Scholar] [CrossRef]
- Ribeiro, M.C.C. High Viscosity of Imidazolium Ionic Liquids with the Hydrogen Sulfate Anion: A Raman Spectroscopy Study. J. Phys. Chem. B 2012, 116, 7281–7290. [Google Scholar] [CrossRef]
- Khan, A.S.; Man, Z.; Bustam, M.A.; Nasrullah, A.; Ullah, Z.; Sarwono, A.; Shah, F.U.; Muhammad, N. Efficient conversion of lignocellulosic biomass to levulinic acid using acidic ionic liquids. Carbohydr. Polym. 2018, 181, 208–214. [Google Scholar] [CrossRef]
- Khan, A.S.; Man, Z.; Bustam, M.A.; Kait, C.F.; Nasrullah, A.; Ullah, Z.; Sarwono, A.; Ahamd, P.; Muhammad, N. Dicationic ionic liquids as sustainable approach for direct conversion of cellulose to levulinic acid. J. Clean. Prod. 2018, 170, 591–600. [Google Scholar] [CrossRef]
- Liu, J.; Tang, Y.; Wu, K.; Bi, C.; Cui, Q. Conversion of fructose into 5-hydroxymethylfurfural (HMF) and its derivatives promoted by inorganic salt in alcohol. Carbohydr. Res. 2012, 350, 20–24. [Google Scholar] [CrossRef] [PubMed]
- Swatloski, R.P.; Spear, S.K.; Holbrey, J.D.; Rogers, R.D. Dissolution of cellose with ionic liquids. J. Am. Chem. Soc. 2002, 124, 4974–4975. [Google Scholar] [CrossRef] [PubMed]
- Yang, G.; Pidko, E.A.; Hensen, E.J.M. The Mechanism of Glucose Isomerization to Fructose over Sn-BEA Zeolite: A Periodic Density Functional Theory Study. Chemsuschem 2013, 6, 1688–1696. [Google Scholar] [CrossRef] [PubMed]
- Peng, L.; Lin, L.; Zhang, J.; Zhuang, J.; Zhang, B.; Gong, Y. Catalytic Conversion of Cellulose to Levulinic Acid by Metal Chlorides. Molecules 2010, 15, 5258–5272. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Choudhary, V.; Mushrif, S.H.; Ho, C.; Anderko, A.; Nikolakis, V.; Marinkovic, N.S.; Frenkel, A.I.; Sandler, S.I.; Vlachos, D.G. Insights into the Interplay of Lewis and Brønsted Acid Catalysts in Glucose and Fructose Conversion to 5-(Hydroxymethyl)furfural and Levulinic Acid in Aqueous Media. J. Am. Chem. Soc. 2013, 135, 3997–4006. [Google Scholar] [CrossRef]
- Yang, F.; Fu, J.; Mo, J.; Lu, X. Synergy of Lewis and Bronsted Acids on Catalytic Hydrothermal Decomposition of Hexose to Levulinic Acid. Energy Fuels 2013, 27, 6973–6978. [Google Scholar] [CrossRef]
- Lappalainen, K.; Vogeler, N.; Karkkainen, J.; Dong, Y.; Niemela, M.; Rusanen, A.; Ruotsalainen, A.L.; Wali, P.; Markkola, A.; Lassi, U. Microwave-assisted conversion of novel biomass materials into levulinic acid. Biomass Convers. Biorefin. 2018, 8, 965–970. [Google Scholar] [CrossRef] [Green Version]
- Efremov, A.A.; Pervyshina, G.G.; Kuznetsov, B.N. Production of levulinic acid from wood raw material in the presence of sulfuric acid and its salts. Chem. Nat. Compd. 1998, 34, 182–185. [Google Scholar] [CrossRef]
- Zhi, Z.; Li, N.; Qiao, Y.; Zheng, X.; Wang, H.; Lu, X. Kinetic study of levulinic acid production from corn stalk at relatively high temperature using FeCl3 as catalyst: A simplified model evaluated. Ind. Crop. Prod. 2015, 76, 672–680. [Google Scholar] [CrossRef]
- Cao, X.; Peng, X.; Sun, S.; Zhong, L.; Chen, W.; Wang, S.; Sun, R.-C. Hydrothermal conversion of xylose, glucose, and cellulose under the catalysis of transition metal sulfates. Carbohydr. Polym. 2015, 118, 44–51. [Google Scholar] [CrossRef]
- Potvin, J.; Sorlien, E.; Hegner, J.; DeBoef, B.; Lucht, B.L. Effect of NaCl on the conversion of cellulose to glucose and levulinic acid via solid supported acid catalysis. Tetrahedron Lett. 2011, 52, 5891–5893. [Google Scholar] [CrossRef]
- Li, J.; Jiang, Z.; Hu, L.; Hu, C. Selective Conversion of Cellulose in Corncob Residue to Levulinic Acid in an Aluminum Trichloride-Sodium Chloride System. Chemsuschem 2014, 7, 2482–2488. [Google Scholar] [CrossRef] [PubMed]
- Moeller, M.; Harnisch, F.; Schroeder, U. Microwave-assisted hydrothermal degradation of fructose and glucose in subcritical water. Biomass Bioenergy 2012, 39, 389–398. [Google Scholar] [CrossRef]
- Jow, J.; Rorrer, G.L.; Hawley, M.C.; Lamport, D.T. Dehydration of D-fructose to levulinic acid over LZY zeolite catalyst. Biomass 1987, 14, 185–194. [Google Scholar] [CrossRef]
- Chen, S.S.; Maneerung, T.; Tsang, D.C.W.; Ok, Y.S.; Wang, C.-H. Valorization of biomass to hydroxymethylfurfural, levulinic acid, and fatty acid methyl ester by heterogeneous catalysts. Chem. Eng. J. 2017, 328, 246–273. [Google Scholar] [CrossRef]
- Ennaert, T.; Geboers, J.; Gobechiya, E.; Courtin, C.M.; Kurttepeli, M.; Houthoofd, K.; Kirschhock, C.E.A.; Magusin, P.C.M.M.; Bals, S.; Jacobs, P.A.; et al. Conceptual Frame Rationalizing the Self-Stabilization of H-USY Zeolites in Hot Liquid Water. ACS Catal. 2015, 5, 754–768. [Google Scholar] [CrossRef]
- Ya’aini, N.; Amin, N.A.S.; Asmadi, M. Optimization of levulinic acid from lignocellulosic biomass using a new hybrid catalyst. Bioresour. Technol. 2012, 116, 58–65. [Google Scholar] [CrossRef]
- Ramli, N.A.S.; Amin, N.A.S. Catalytic hydrolysis of cellulose and oil palm biomass in ionic liquid to reducing sugar for levulinic acid production. Fuel Process. Technol. 2014, 128, 490–498. [Google Scholar] [CrossRef]
- Xiang, M.; Liu, J.; Fu, W.; Tang, T.; Wu, D. Improved Activity for Cellulose Conversion to Levulinic Acid through Hierarchization of ETS-10 Zeolite. ACS Sustain. Chem. Eng. 2017, 5, 5800–5809. [Google Scholar] [CrossRef]
- Joshi, S.S.; Zodge, A.D.; Pandare, K.V.; Kulkarni, B.D. Efficient Conversion of Cellulose to Levulinic Acid by Hydrothermal Treatment Using Zirconium Dioxide as a Recyclable Solid Acid Catalyst. Ind. Eng. Chem. Res. 2014, 53, 18796–18805. [Google Scholar] [CrossRef]
- Weingarten, R.; Conner, W.C., Jr.; Huber, G.W. Production of levulinic acid from cellulose by hydrothermal decomposition combined with aqueous phase dehydration with a solid acid catalyst. Energy Environ. Sci. 2012, 5, 7559–7574. [Google Scholar] [CrossRef]
- Ding, D.; Wang, J.; Xi, J.; Liu, X.; Lu, G.; Wang, Y. High-yield production of levulinic acid from cellulose and its upgrading to gamma-valerolactone. Green Chem. 2014, 16, 3846–3853. [Google Scholar] [CrossRef]
- Hegner, J.; Pereira, K.C.; DeBoef, B.; Lucht, B.L. Conversion of cellulose to glucose and levulinic acid via solid-supported acid catalysis. Tetrahedron Lett. 2010, 51, 2356–2358. [Google Scholar] [CrossRef]
- Alonso, D.M.; Gallo, J.M.R.; Mellmer, M.A.; Wettstein, S.G.; Dumesic, J.A. Direct conversion of cellulose to levulinic acid and gamma-valerolactone using solid acid catalysts. Catal. Sci. Technol. 2013, 3, 927–931. [Google Scholar] [CrossRef]
- Yang, H.; Wang, L.; Jia, L.; Qiu, C.; Pang, Q.; Pan, X. Selective Decomposition of Cellulose into Glucose and Levulinic Acid over Fe-Resin Catalyst in NaCl Solution under Hydrothermal Conditions. Ind. Eng. Chem. Res. 2014, 53, 6562–6568. [Google Scholar] [CrossRef]
- Siril, P.R.; Cross, H.E.; Brown, D.R. New polystyrene sulfonic acid resin catalysts with enhanced acidic and catalytic properties. J. Mol. Catal. A Chem. 2008, 279, 63–68. [Google Scholar] [CrossRef]
- Chen, L.; Ji, T.; Yuan, R.; Mu, L.; Brisbin, L.; Zhu, J. Unveiling Mesopore Evolution in Carbonized Wood: Interfacial Separation, Migration, and Degradation of Lignin Phase. ACS Sustain. Chem. Eng. 2015, 3, 2489–2495. [Google Scholar] [CrossRef]
- Foo, G.S.; Van Pelt, A.H.; Kroetschel, D.; Sauk, B.F.; Rogers, A.K.; Jolly, C.R.; Yung, M.M.; Sievers, C. Hydrolysis of Cellobiose over Selective and Stable Sulfonated Activated Carbon Catalysts. ACS Sustain. Chem. Eng. 2015, 3, 1934–1942. [Google Scholar] [CrossRef]
- Wang, K.; Jiang, J.; Liang, X.; Wu, H.; Xu, J. Direct Conversion of Cellulose to Levulinic Acid over Multifunctional Sulfonated Humins in Sulfolane-Water Solution. ACS Sustain. Chem. Eng. 2018, 6, 15092–15099. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, C.; Lin, Q.; Cheng, B.; Kong, F.; Li, H.; Ren, J. Solid acid-induced hydrothermal treatment of bagasse for production of furfural and levulinic acid by a two-step process. Ind. Crop. Prod. 2018, 123, 118–127. [Google Scholar] [CrossRef]
- Han, Y.; Ye, L.; Gu, X.; Zhu, P.; Lu, X. Lignin-based solid acid catalyst for the conversion of cellulose to levulinic acid using gamma-valerolactone as solvent. Ind. Crop. Prod. 2019, 127, 88–93. [Google Scholar] [CrossRef]
- Chatterjee, S.; Saito, T. Lignin-Derived Advanced Carbon Materials. Chemsuschem 2015, 8, 3941–3958. [Google Scholar] [CrossRef] [PubMed]
- Boonyakarn, T.; Wataniyakul, P.; Boonnoun, P.; Quitain, A.T.; Kida, T.; Sasaki, M.; Laosiripojana, N.; Jongsomjit, B.; Shotipruk, A. Enhanced Levulinic Acid Production from Cellulose by Combined Bronsted Hydrothermal Carbon and Lewis Acid Catalysts. Ind. Eng. Chem. Res. 2019, 58, 2697–2703. [Google Scholar] [CrossRef]
- Pang, Q.; Wang, L.; Yang, H.; Jia, L.; Pan, X.; Qiu, C. Cellulose-derived carbon bearing -Cl and -SO3H groups as a highly selective catalyst for the hydrolysis of cellulose to glucose. RSC Adv. 2014, 4, 41212–41218. [Google Scholar] [CrossRef]
- Shen, S.; Cai, B.; Wang, C.; Li, H.; Dai, G.; Qin, H. Preparation of a novel carbon-based solid acid from cocarbonized starch and polyvinyl chloride for cellulose hydrolysis. Appl. Catal. A-Gen. 2014, 473, 70–74. [Google Scholar] [CrossRef]
- Zuo, Y.; Zhang, Y.; Fu, Y. Catalytic Conversion of Cellulose into Levulinic Acid by a Sulfonated Chloromethyl Polystyrene Solid Acid Catalyst. Chemcatchem 2014, 6, 753–757. [Google Scholar] [CrossRef]
- Shen, F.; Smith, R.L., Jr.; Li, L.; Yan, L.; Qi, X. Eco-friendly Method for Efficient Conversion of Cellulose into Levulinic Acid in Pure Water with Cellulase-Mimetic Solid Acid Catalyst. ACS Sustain. Chem. Eng. 2017, 5, 2421–2427. [Google Scholar] [CrossRef]
- Lai, D.-M.; Deng, L.; Guo, Q.-X.; Fu, Y. Hydrolysis of biomass by magnetic solid acid. Energy Environ. Sci. 2011, 4, 3552–3557. [Google Scholar] [CrossRef]
- Li, X.; Lei, T.; Wang, Z.; Li, X.; Wen, M.; Yang, M.; Chen, G.; He, X.; Xu, H.; Guan, Q.; et al. Catalytic pyrolysis of corn straw with magnetic solid acid catalyst to prepare levulinic acid by response surface methodology. Ind. Crop. Prod. 2018, 116, 73–80. [Google Scholar] [CrossRef]
- Wang, P.; Zhan, S.; Yu, H. Production of Levulinic Acid from Cellulose Catalyzed by Environmental-Friendly Catalyst. In Advance in Ecological Environment Functional Materials and Ion Industry; Liang, J., Wang, L., Eds.; Trans Tech Publications Ltd.: Dürnten, Switzerland, 2010; Volume 96, pp. 183–187. [Google Scholar]
- Chen, H.; Yu, B.; Jin, S. Production of levulinic acid from steam exploded rice straw via solid superacid, S2O82−/ZrO2-SiO2-Sm2O3. Bioresour. Technol. 2011, 102, 3568–3570. [Google Scholar] [CrossRef]
- Yan, L.; Yang, N.; Pang, H.; Liao, B. Production of levulinic acid from bagasse and paddy straw by liquefaction in the presence of hydrochloride acid. Clean-Soil Air Water 2008, 36, 158–163. [Google Scholar] [CrossRef]
- Victor, A.; Pulidindi, I.N.; Gedanken, A. Levulinic acid production from Cicer arietinum, cotton, Pinus radiata and sugarcane bagasse. RSC Adv. 2014, 4, 44706–44711. [Google Scholar] [CrossRef]
- Szabolcs, A.; Molnar, M.; Dibo, G.; Mika, L.T. Microwave-assisted conversion of carbohydrates to levulinic acid: An essential step in biomass conversion. Green Chem. 2013, 15, 439–445. [Google Scholar] [CrossRef]
- Girisuta, B.; Janssen, L.P.B.M.; Heeres, H.J. Kinetic study on the acid-catalyzed hydrolysis of cellulose to levulinic acid. Ind. Eng. Chem. Res. 2007, 46, 1696–1708. [Google Scholar] [CrossRef] [Green Version]
- Girisuta, B.; Danon, B.; Manurung, R.; Janssen, L.P.B.M.; Heeres, H.J. Experimental and kinetic modelling studies on the acid–catalysed hydrolysis of the water hyacinth plant to levulinic acid. Bioresour. Technol. 2008, 99, 8367–8375. [Google Scholar] [CrossRef] [PubMed]
- Chang, C.; Ma, X.; Cen, P. Kinetic Studies on Wheat Straw Hydrolysis to Levulinic Acid. Chin. J. Chem. Eng. 2009, 17, 835–839. [Google Scholar] [CrossRef]
- Girisuta, B.; Dussan, K.; Haverty, D.; Leahy, J.J.; Hayes, M.H.B. A kinetic study of acid catalysed hydrolysis of sugar cane bagasse to levulinic acid. Chem. Eng. J. 2013, 217, 61–70. [Google Scholar] [CrossRef]
- Zhou, C.; Yu, X.; Ma, H.; He, R.; Vittayapadung, S. Optimization on the Conversion of Bamboo Shoot Shell to Levulinic Acid with Environmentally Benign Acidic Ionic Liquid and Response Surface Analysis. Chin. J. Chem. Eng. 2013, 21, 544–550. [Google Scholar] [CrossRef]
- Zheng, X.; Zhi, Z.; Gu, X.; Li, X.; Zhang, R.; Lu, X. Kinetic study of levulinic acid production from corn stalk at mild temperature using FeCl3 as catalyst. Fuel 2017, 187, 261–267. [Google Scholar] [CrossRef]
- Kobayashi, H.; Kaiki, H.; Shrotri, A.; Techikawara, K.; Fukuoka, A. Hydrolysis of woody biomass by a biomass-derived reusable heterogeneous catalyst. Chem. Sci. 2016, 7, 692–696. [Google Scholar] [CrossRef] [Green Version]
- Hara, M. Biomass conversion by a solid acid catalyst. Energy Environ. Sci. 2010, 3, 601–607. [Google Scholar] [CrossRef]
Figure 1.
The potential applications of LA.

Figure 2.
Possible reaction mechanism for the formation of LA. Reproduced from Ref. [30] with permission; copyright 2016, “Biofuels, Bioproducts, and Biorefining”, John Wiley and sons.
Figure 2.
Possible reaction mechanism for the formation of LA. Reproduced from Ref. [30] with permission; copyright 2016, “Biofuels, Bioproducts, and Biorefining”, John Wiley and sons.

Figure 3.
Acid pretreatment and the hydrolysis of lignocellulosic biomass. Reproduced from Ref. [66] with permission; copyright 2018, “Renewable and Sustainable Energy Reviews”, Elsevier.
Figure 3.
Acid pretreatment and the hydrolysis of lignocellulosic biomass. Reproduced from Ref. [66] with permission; copyright 2018, “Renewable and Sustainable Energy Reviews”, Elsevier.


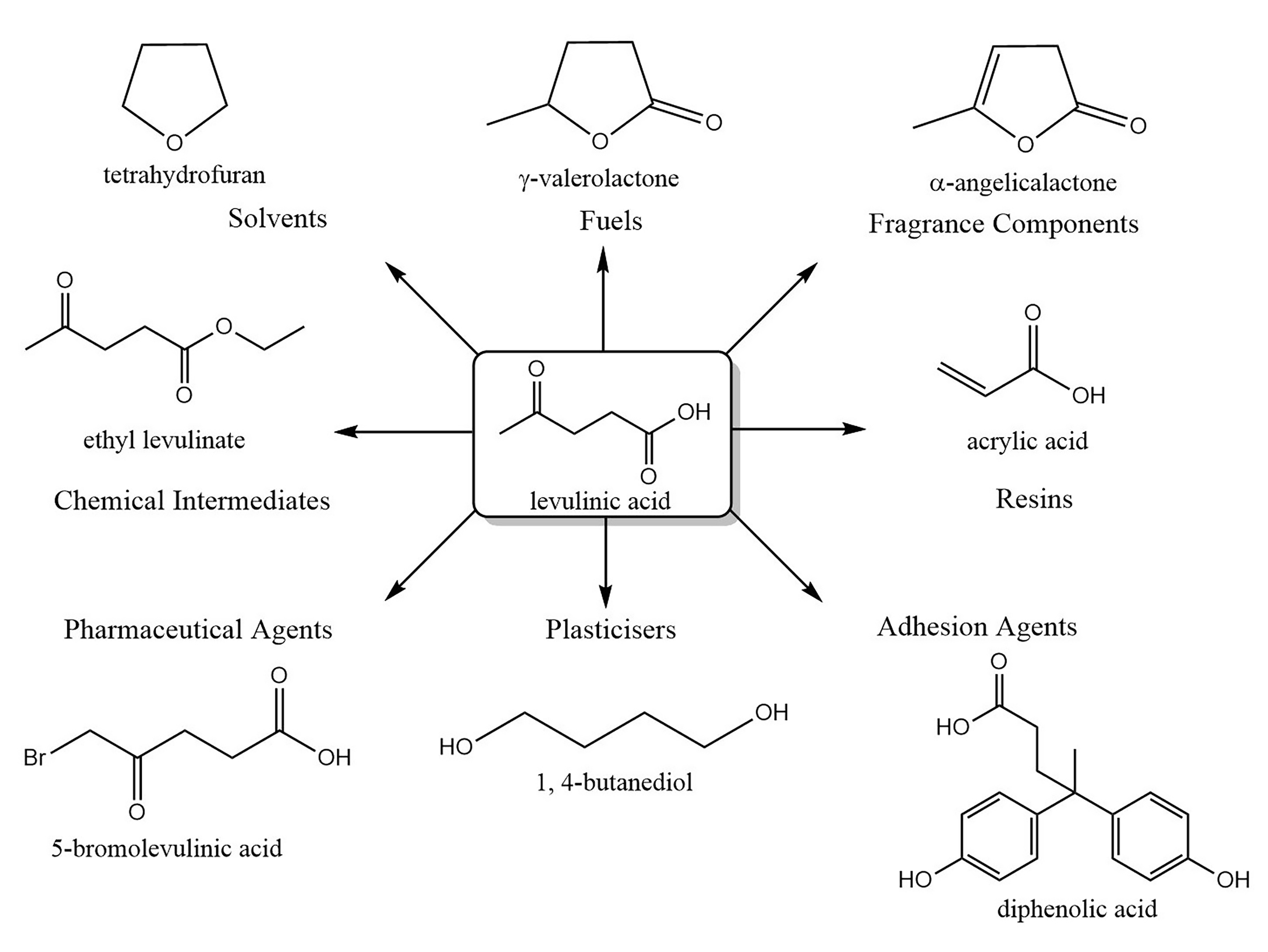{kind=link}
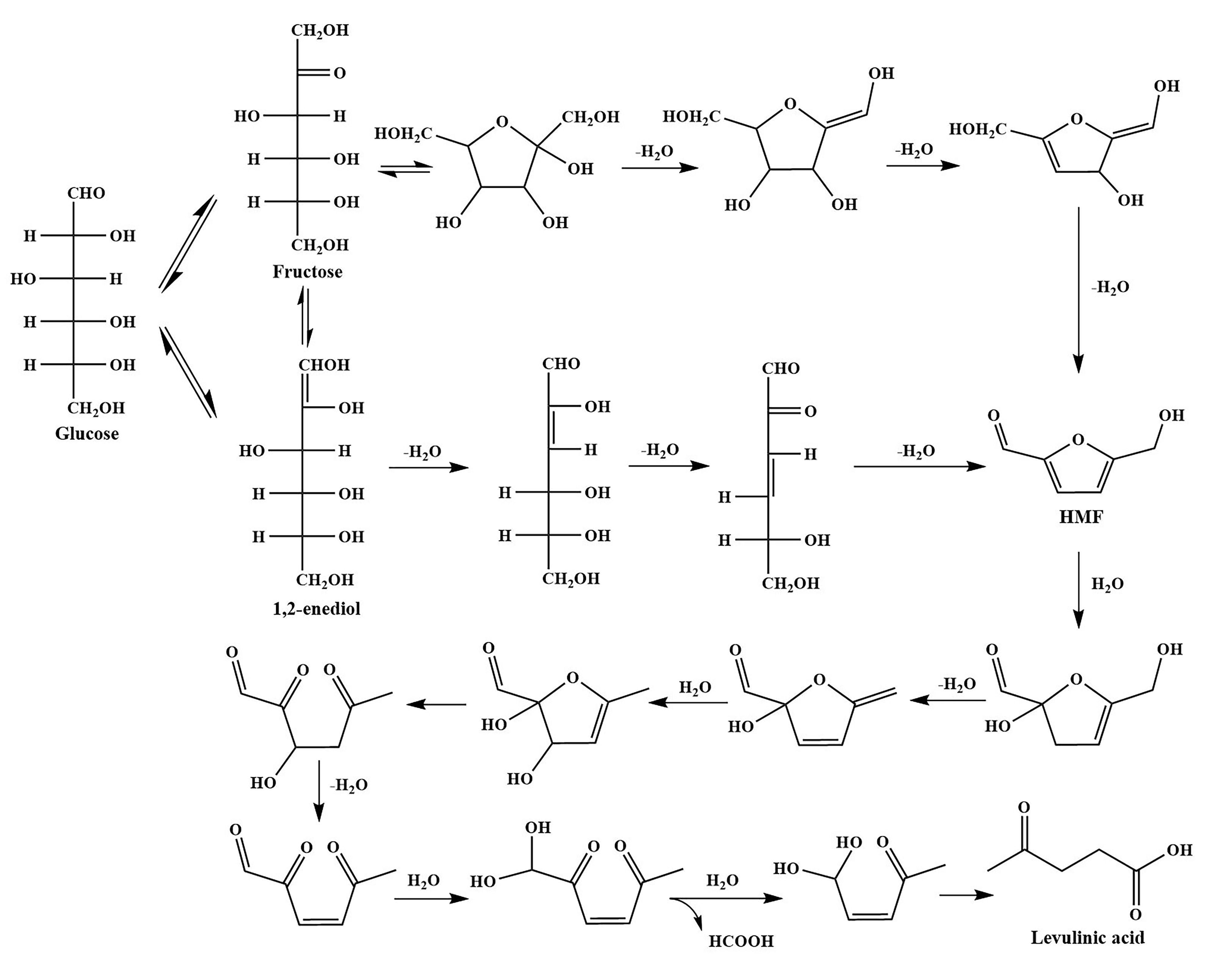{kind=link}
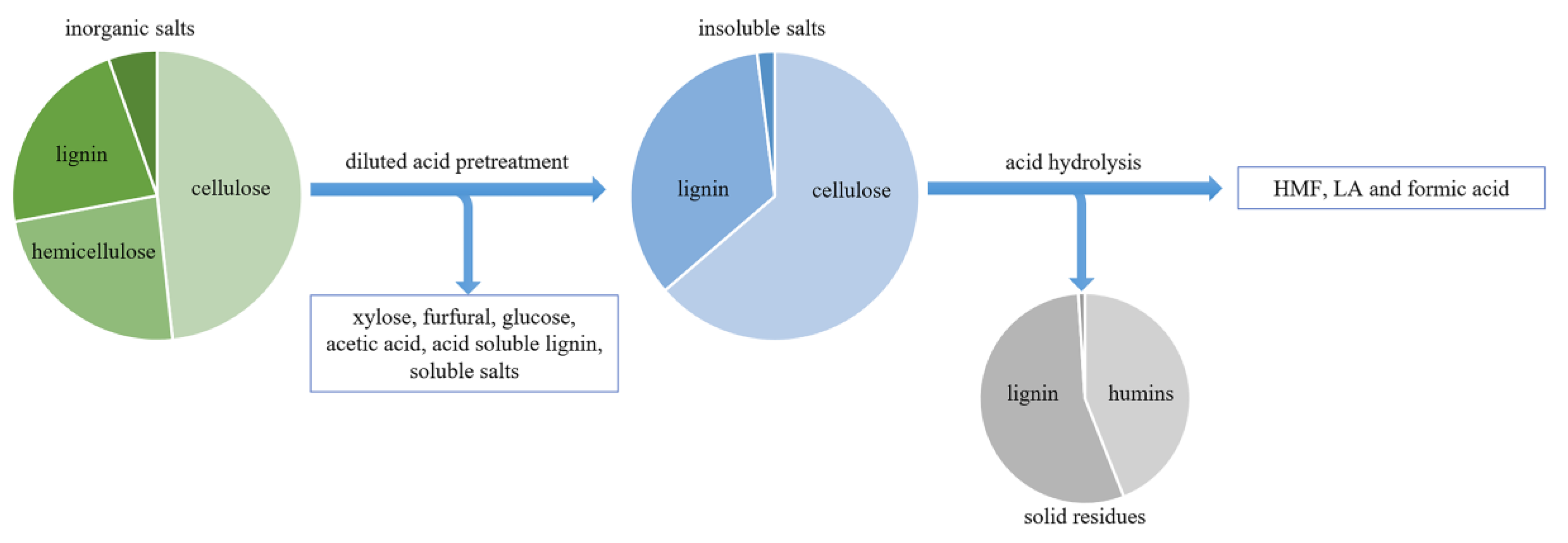{kind=link}
Table 1.
The main physical properties of LA.
| Physical Properties Items | Values |
|---|---|
| Molecular weight | 116.12 |
| Color | White |
| Density | 1.13 |
| Solubility | Soluble |
| Melting point | 37 °C |
| Boiling point | 245–246 °C |
Table 2.
Production of LA from biomass-derived feedstocks.
| Substrate | Catalyst | T (°C) | t | YLA (%) | Ref. |
|---|---|---|---|---|---|
| 1 g Pretreated rice husks | 4.5% HCl | 170 | 1 h | 59.4 (based on the cellulose amount) | [65] |
| 1 g Pretreated rice husks | 4% H2SO4 | 170 | 1 h | 45.7 (based on the cellulose amount) | [65] |
| 1.75 g Olive tree pruning | 37% HCl | 200 | 1 h | 20.1 | [78] |
| 1.75 g Poplar sawdust | 37% HCl | 200 | 1 h | 29.3 | [78] |
| 1.75 g Paper sludge | 37% HCl | 200 | 1 h | 31.4 | [78] |
| 1.75 g Paper sludge | 98% H2SO4 | 200 | 1 h | 15.4 | [78] |
| 1.98 wt% Cellulose | 1.25 M HCl + 35 wt% NaCl | 155 | 1.5 h | 72 | [80] |
| Sorghum flour (10% flour loading) | 8% H2SO4 | 200 | 30 min | 32.6 | [81] |
| 0.5 g Pennisetum alopecuroides | 1% H2SO4 | 190 | 1 h | 50.5 (based on the glucan amount) | [86] |
| 1 g Bagasse | 4.45 wt% HCl | 220 | 45 min | 22.8 | [143] |
| 1 g Paddy Straw | 4.45 wt% HCl | 220 | 45 min | 23.7 | [143] |
| 1 g Cotton | 1 M HCl | 150 | 2 h | 44 | [144] |
| 0.4 g Cellulose | 2 M H2SO4 | 170 | 50 min | 34.2 | [145] |
| 1.7 wt% Cellulose | 1 M H2SO4 | 150 | 2 h | 60 | [146] |
| 5 wt% Water hyacinth | 1 M H2SO4 | 175 | 30 min | 53 (based on the C6 sugars amount) | [147] |
| Wheat straw | 3% H2SO4 | 210 | 42 min | 41 | [148] |
| Bagasse | 0.55 M H2SO4 | 150 | 8 h | 63 (based on the glucan amount) | [149] |
| 0.02 g Cellulose | 16.7 wt% [C3SO3Hmim]HSO4 | 170 | 5 h | 86.1 | [92] |
| 0.05 g Cellulose | 1.5 g [BSMim]HSO4 | 120 | 2 h | 39.4 | [93] |
| 0.1 g Glucose | 10 g [BMIM]FeCl4 | 150 | 4 h | 22.4 | [94] |
| 0.1 g Glucose | 10 g [SMIM]Cl | 150 | 4 h | 25.8 | [94] |
| 0.1 g Glucose | 10 g [SMIM]FeCl4 | 150 | 4 h | 67.8 | [94] |
| 0.18 g Oil palm fronds | 7.27 g [SMIM][FeCl4] | 154.5 | 3.7 h | 24.8 | [95] |
| 0.1 g Cellulose | 0.07 mmol heteropolyacid IL | 140 | 12 h | 63.1 | [96] |
| 0.15 g Cellulose | 50 mg Brønsted acidic IL | 150 | 48 h | 23.7 | [97] |
| 0.4 g Cellulose | 1 g [C3SO3Hmim]HSO4 | 160 | 30 min | 55 | [98] |
| 0.025 g Bamboo | 0.75 mL [C4(Mim)2][(2HSO4)(H2SO4)4] | 110 | 1 h | 47.5 (based on the glucose amount) | [100] |
| 0.025 g Cellulose | 1 mL [C4(Mim)2][(2HSO4)(H2SO4)2] | 100 | 3 h | 55 (based on the glucose amount) | [101] |
| 2 wt% Bamboo shoot shell | 0.9 M [C4mim]HSO4 | 145 | 104 min | 71 ± 0.4 (based on the C6 sugars amount) | [150] |
| 50 wt% Cellulose | 0.02 M CrCl3 | 200 | 3 h | 67 | [105] |
| 0.5 g Potato peel waste | 0.0075 M CrCl3 + 0.5 M H2SO4 | 180 | 15 min | 49 | [108] |
| Corn stalk | 0.5 M FeCl3 | 230 | 10 min | 48.7 (based on the glucan amount) | [110] |
| 4 g Corncob residue | 10 g/L AlCl3 + 40 wt% NaCl | 180 | 2 h | 46.8 (based on the cellulose amount) | [113] |
| 1 g Cellulose | 0.5 g Ni-HMETS-10 | 200 | 6 h | 91 | [120] |
| 2 g Cellulose | 2 wt% ZrO2 | 180 | 3 h | 53.9 | [121] |
| 0.5 g Cellulose | 0.4 g Al-NbOPO4 | 180 | 24 h | 52.9 | [123] |
| 2 wt% Cellulose | 6 wt% Amberlyst 70 | 160 | 16 h | 69 | [125] |
| 0.5 g Cellulose | 0.3 g Fe-resin + 5 wt% NaCl | 200 | 5 h | 33.3 | [126] |
| 10 g Cellulose | 1.67 g MSH | 180 | 2 h | 65.9 | [130] |
| 10 g Bamboo meal | 1.67 g MSH | 180 | 2 h | 45.6 | [130] |
| 0.15 g Cellulose | 0.15 g Lignin-based solid acid | 185 | 2 h | 35.6 | [132] |
| Cellulose | 5 wt% HTCG-SO3H + 0.015 M CrCl3 | 200 | 5 min | 40 | [134] |
| 0.1 g Cellulose | 0.3 g CP-SO3H-1.69 | 170 | 10 h | 65.5 | [137] |
| 0.05 g Cellulose | 0.2 g SA-SO3H | 180 | 12 h | 51.5 | [138] |
| 1.5 g Cellulose | 1.5 g Fe3O4-SBA-SO3H | 150 | 12 h | 45 | [139] |
| 1 g Cellulose | 0.7 g Sulfated TiO2 | 240 | 15 min | 27.2 | [141] |
| Rice straw | 13.3 wt% S2O82−/ZrO2-SiO2-Sm2O3 | 220 | 10 min | 22.8 | [142] |
| Corn stalk | 0.5 M FeCl3 | 180 | 40 min | 48.9 (based on the glucan amount) | [151] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Liu, C.; Lu, X.; Yu, Z.; Xiong, J.; Bai, H.; Zhang, R. Production of Levulinic Acid from Cellulose and Cellulosic Biomass in Different Catalytic Systems. Catalysts 2020, 10, 1006. https://0-doi-org.brum.beds.ac.uk/10.3390/catal10091006
AMA Style
Liu C, Lu X, Yu Z, Xiong J, Bai H, Zhang R. Production of Levulinic Acid from Cellulose and Cellulosic Biomass in Different Catalytic Systems. Catalysts. 2020; 10(9):1006. https://0-doi-org.brum.beds.ac.uk/10.3390/catal10091006
Chicago/Turabian StyleLiu, Chen, Xuebin Lu, Zhihao Yu, Jian Xiong, Hui Bai, and Rui Zhang. 2020. "Production of Levulinic Acid from Cellulose and Cellulosic Biomass in Different Catalytic Systems" Catalysts 10, no. 9: 1006. https://0-doi-org.brum.beds.ac.uk/10.3390/catal10091006
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.